|
当 事務所への相談 |
メール、FAX、電話、面談で相談します。希望時、更に、提案書を作成します。 |
|
事業主への支援、助成金等一覧:厚労省、
厚労省:雇用・労働:労働基準:安全・衛生:制度・施策、、
|
助成金=ヒト(従業員)の採用・雇用・教育・労働環境改善に対して支払われるお金。厚生労働省が管轄し、雇用環境の改善や人材育成を支援
給付金=緊急事態の救済措置として個人の生活支援(損失)に対して支給される補填金。
補助金=国が推し進めていきたい政策に沿ったモノ(事業経費、設備投資やシステム開発投資)に対して補助される資金支援金。経済産業省(中小企業庁)が管轄しており、中小企業などの事業支援を目的。支給額が大きい。
厚労省労働基準監督署関連:
厚労省、職場のあんぜんサイト、事業主の方へのお役立ち情報、補助金・助成金のご案内、
厚労省・政策・各種助成金・奨励金等の制度、
2025年分、
参照:
しばしば要件となる:
1.中小企業、定義、
2.労働者の雇用・教育・待遇改善に対して、厚労省の助成。しばしば、3年前に比較した生産性向上(=(営業利益+役員以外人件費+減価償却費+動産・不動産賃借料+租税公課)/雇用保険被保険者数)が増額要件になることがある:
、
、
、
|
|
経費、
労働安全コンサルタント、労働衛生コンサルタント(労コン)への報酬(経費),、
労コン開業時の年収?
|
料金の高低は、単なる商業主義のみでなく、引き受け手の独創性・力量の比重が高いようです。公報や他人のコピー・中災防テキストの朗読による講習講義は対監督署対応のみで、法令遵守の信義からは縁遠いものと思いますが・・
現状ではコスト圧縮上廉価な応急対応に終始せざるをえないのも現状です。交渉によるダンピングもありますが、公表相場を知っておくことも有意義と思い、列挙しました(料金表示施設は驚くほど少数でした):
1.特別教育、法定教育、研修会、技能講習:
1-1.(社)新発田労働基準協会、教育・講習会一覧、
1-2.(社)新潟県労働衛生医学協会、教育・講習会一覧、
1-3.(社)東京安全衛生教育センター、講座一覧表、
1-4.中央労働災害防止協会(中災防)、教育、セミナー、研修会、
2.コンサルタント、講演:
2-1.(社)日本労働安全衛生コンサルタント会本部、支部別報酬額目安、業務契約書書式、
2-2.(社)日本労働安全衛生コンサルタント会東京支部、報酬ガイド、
2-3.(社)日本労働安全衛生コンサルタント会神奈川支部、業務報酬、
2-4.(社)日本労働安全衛生コンサルタント会石川支部、報酬の基準、
2-5.(社)日本労働安全衛生コンサルタント会徳島支部、コンサル料金表、
2-6. (社)日本労働安全衛生コンサルタント会福岡支部、報酬、
2-10.(株)安全安心(中川潔)、講習会情報、、
2-21.田辺コンサルタント・グループ(田辺康雄):OHSAS・ISO関連等、
2-31.(株)TBCソリューションズ:内部監査員研修会(2万円/人/1-2日)、診断支援(3万円/時間、10-15万円/3-5時間/回)、ISO認証取得支援(3時間/回x17回/基本)、
私個人は、実費別途として、1事例3万円を基準に、仕事量と内容により加算して業務を引き受けております。業務内容は、管理人の専門・免許を参照してください。
現在、30年前と比較して、リーフレットや動画が充実しており、比較的勉強しやすい環境となっている。
厚労省、職場の安全サイト、
厚労省、安全衛生関係リーフレット等一覧、(安全衛生、安全、労働衛生、化学物質、免許、その他)。
寿司屋の値札が時価と表記されているのは顧客に対して親切ではありません。ホームページでの営業も同様で、料金表示は載せないのが常識のようです。私は、時間と手間の無駄なので、敢えて、掲載しました。実質的に健診結果しか見てくれない産業医の料金も高いのですが、生産や営業の部門と異なり本業でない労災の予防としてはコンサルタント料金も随分高いのかもしれません。しかしながら、労災発生によって脈々と築いてきた信用を一度に無くさない為の損保(担保)として理解していただきたいと思います(国家資格のコンサルタント免許も特別指導措置の発令も同一所管が監督しているので、私は、コンサルタント契約書を「免罪符」と呼んでいますが・・・個人的には、労コンで産業医で測定士でもある私は相談甲斐があると自負しております?)。また、一般労働者の立場から見れば、「自分達の危険回避の経費はこんなものなのか」と思われるかもしれません。
コンサルタント業務は儲かるか?
以前の日本労働安全衛生コンサルタント会本部のアンケート調査では、年収100万円以下が60%、年収100万円から300万円が20%、年収300万円から500万円が10%と報告されました。一般に現役年収より低額なようですが、退職後に年金+αとして考えるとそれなりの収入であったようです。しかし、現在は、厚労省からの棚ボタ委託業務(例えば、小規模事業所に対する年間5億円規模の労働安全衛生診断・教育の為のたんぽぽ計画(1999-2011)、快適職場形成促進事業・快適職場推進計画認定制度(1992-2011)など)は終了・縮小し、元気のない民間からの依頼も激減し、コンサルタント業務は低迷してきました。
|
|
安全衛生関連施設:厚労省・行政・関連団体リンク一覧(安全衛生情報センター)、
相談先、
ホームページ、
最新情報入手、並びに、
資料入手:
リーフレット、
パンフレット、
参照: 中災防の用語集(中災防安全衛生情報センター)+労働安全衛生関係のリーフレット一覧・2(厚労省職場のあんぜんサイト)
|
まず最初に参照すべき:厚労省・政策・分野別・雇用労働・労働基準・安全衛生、労働者の安全と健康の確保、
マンガでわかる働く人の安全と健康(教育用教材、厚労省、2021/6/14)、
解りやすくて安直な厚労省の:リーフレット一覧、労働基準行政関係リーフレット等一覧(労働条件、労働基準法、安全衛生、労災・徴収)。
現在、30年前と比較して、リーフレットや動画が充実しており、比較的勉強しやすい環境となっている。
厚労省、職場の安全サイト、
厚労省、安全衛生関係リーフレット等一覧、(安全衛生、安全、労働衛生、化学物質、免許、その他)。
毎日チェックすべき:中災防安全衛生情報センター、(公)日本作業環境測定協会、
参照:
東京産業保健総合支援センター:ホームページ、労働衛生のハンドブック、
(社)日本労働安全衛生コンサルタント会東京支部、神奈川支部、新潟支部、当ホームページ。
自動車総連安全衛生ホームページ、天野松男:労働衛生管理の手引き:ホームページ。、、、
参照:
1. 新潟産保センター、 茨城産保センター:産業保健参照文献一覧:産業医巡視記録、職場の衛生管理チェックリスト集、事務所の照度基準、熱中症、東京産保センター:労働衛生のハンドブック、
3. 労働者健康安全機構:情報誌 産業保健21、
4. 新潟労働局、地域監督署、 東京労働局: 安全衛生関連、
5. 厚労省: 安全衛生関連、
6. 中災防、安全衛生情報センター: 法令改正、安全衛生情報、
7. 日本医師会認定産業医制度、日本医師会、新潟県医師会、郡市医師会、
8. 新潟県労働基準協会連合会、
9. 新潟県労働衛生医学協会、
10. 日本労働安全衛生コンサルタント会新潟支部、
20.安衛則改正 平成29年 2017/03/29公布、2017/06/01施行 産業医制度の見直し、厚労省、2018、「事業所の安全衛生情報(健診事後措置、長時間労働者、定期巡視)の産業医への情報提供義務と、迅速な対応への産業医の介入=産業医とのコミュニケーション」、
働き方改革関連法により2019/4/1:「産業医・産業保健機能」と「長時間労働者に対する面接指導等」の強化、、、
、
|
|
早い話が、安全衛生とは何か? |
企業目的を達成する企業使命はQCDSE(品質、コスト、納期、安全、環境)遵守である。
安全に関して、労働安全衛生とは、労働安全と労働衛生の2分野で構成されます。
労働安全は要因より4M1E, 5M1E(人Man、物Material、機械Machine、方法Method、管理Management、教育Education)が強調され「人、機械、方法、教育、管理」が基本となります。職長教育で提唱されている2管理(安全状態、安全行動)、3原則(作業手順、点検、3S)が重要とされます。
また、労働衛生は5管理(3管理(作業環境管理、作業管理、健康管理)+教育+総括管理)によって担保される。
3ページで知りたい人は、別紙へ、
3分間で知りたい人は、安全解説図へ、
30分間で理解したい人は、「中小規模事業場の安全衛生管理の進め方」(パンフレット、東京労働局労働基準部)へ、
ISO45001:2018とJIS Q 45001, 45100:2018では、組織内外のヒト・モノ・カネ(経営環境、コミュニケーション、支援・資源・コスト)、及び、本業活動としてのPDCAサイクル(計画、実施、評価、改善)が強調される。
参照:
1.パンフレット一覧表:労働安全衛生に関するリーフレット、厚労省、ダウンロード・印刷配布用、宮城労働局、
2.職場における安全対策、厚労省、
3.職場における労働衛生対策、厚労省、
|
|
労働法、
知って役立つ労働法ー働くときに必要な基礎知識ー平成30年4月更新版、厚労省、
まんが知って役立つ労働法Q&A、厚労省、
労働関係法令等一覧データベース(労働政策研究支援情報、(独)労働政策研究・研修機構),
法律一覧(安全衛生情報センター、中央災害防止協会)、
内閣法制局、総務省法令データ提供システム、e-Gov, イーガブ、
省庁別:厚労省法令等データベースサービス、
産業保健関連の主な法令、
労働衛生法令体系、
法令・通達の検索:安全衛生情報センター、
安全衛生法令要覧:中災防、毎年発刊
中央災害防止協会:毎年発刊:
安全の指標 558円、
労働衛生のしおり(法令一部紹介) 588円、
SAT衛生管理者試験対策まとめ、
これだけ覚える第1種・第2種衛生管理者、村中一英(かずひで)、成美堂、東京、1000円、
|
ホームページ参照:
中災防、安全衛生情報センター、
法令検索、
対象除外:
安衛法第2条定義より、国家公務員、同居身内のみの事業所、船員は除外されている。国家公務員は人事院規則10-4で安衛法に準じた縛りが有る(但し、罰則規定は無い)。国家公務員の内、四現業、特定独立行政法人(国立大等)は、安衛法・監督署管轄である。
公務員、国家公務員・独立法人職員・地方公務員(労働基準法・労働契約法・労働安全衛生法の適用関係labour)
農業、個人・家族経営、、
1.労働基準・労働契約関連法令一覧(労働政策研究研修機構):東京労働局、
労基法の重点とは:
基本: 敗戦後、労働組合法と労働関係調整法成立後の1947年に公布せれた。使用者(会社)と労働者は労働契約を結ぶ。使用者は強い立場なので規制し、労働者は弱い立場なので保護する。保護内容は、理念として、人たるに値する生活お営む為の最低限の労働条件の基準を提示し、その向上に努力する(法1条、労働条件の原則)。
①.責任体制の明確化、事業者責任、トップの責任、社長の責任、個人事業場における事業主の責任:安全配慮義務としての危険性の①予見性と②回避性:従来より、災害調査d、不注意の犯人探しがなされ、怪我をした本人または共同作業オペレータの不注意が原因とされた。これは、刑法上の過失責任追及であり、本来の安衛法の要求事項である危険性の①予見性と②回避性の調査の混同である。すなわち、安衛法の観点から、潜在的危険性(リスク)の高い業務であったか否か、高リスク作業であるとしたら①予見:除去措置や軽減措置が日常的に維持されるような日常・定期点検、現場の巡視、と、②回避:根本対策(危険性の除去)または次善対策(低減処置)または次次善対策(上記の処置が不可能または上記の処置後でも遺残する残存リスクに対する警告、周知、資格講習、保護具着用)が十分になされていたかの調査であるべきである。安衛法による事業者の責任の原則は厳格で、労働者の不注意(ヒューマンエラー)や労働者の不安全行動を主原因とする立場ではない。労働安全衛生専門官が災害調査をすると、重大災害の9割は何らかの安衛法違反と事業者の責任が指摘される。
②.危害防止基準の確立、潜在的危険防止措置:災害防止よりも広義の防止が要求されている。
③.自主的活動の促進、参加型の活動、ボトムアップ:旧来の「コマンド・コントロール(規制・命令の基準を定め、遵守しているか否かを点検表・報告書・監督等で管理する手法)」より「ボランタリー(自主的な方針により目標となる基準を策定し、自主的に実施する」へ軸を移す。これは、#4手法への推奨である。
④.総合的、計画的な対策、総合管理システム:OSHMS:1999、OHSAS18001:1999(I), 2007(II)。
個別的労働関係法:個別的な労働関係、労働契約関係についての法律:労働契約法:労働契約法、(対等な私人間の取引関係を規定した)私法の1つである民法の特別法、2008年施行(2012年改正)、労働契約法第5条(事業者の安全配慮義務)、参照
#1050 (事業者:安衛法上、使用者:労基法上)、安全配慮義務違反の導入部分スライド、
労働基準法(昭和22年):労基法、労基法、労基法、
参照
労働基準法(安全衛生情報センター)、
労働基準法関連パンフレット一覧表(厚労省)、
改正労基法 2010: 時間外労働割増(中小企業は2023年)、有給休暇時間単位取得、
改正労基法 2018: 2018年問題、有期から無期転換ルール、、、、
改正労働基準法2019、一覧表:義務:年次有給休暇取得、残業時間上限、フレックスタイム制精算期間1月を3月に延長、高度プロフェッショナル制度導入による年収1075万円専門職の勤怠管理対象外、、
労働時間等設定改善法:
改正2019, 勤務間インターバル(終業と始業の間)、時間の指定は無いが通例8-11時間を設定、
家内労働法
集団的労働関係法(労使関係法):使用者と労働組合との関係についての法律:
労働組合法
労働関係調整法
労働争訟法:個別的労働紛争の簡易な解決を目指す法律:
労働審判法
2.賃金、最低賃金、家内労働関係:
最低賃金法:新潟県2019、
賃金の支払の確保等に関する法律:
委託預金保全措置、退職者の未払賃金に係る遅延利息の支払、未払賃金立替払、
3.労働安全衛生に関する法令、
制度一覧(厚労省)
中央災害防止協会、安全衛生情報センター:
法令一覧、
法律一覧、安全衛生法関連の一覧表(国会議員・法ー内閣総理大臣・政令ー省庁大臣・規則)、
政令一覧、
省令一覧、
告示・指針一覧、
通達一覧、
改正一覧、
労働安全衛生法(安衛法):
総則、目的:試験暗記用「きせじあか」危険防止基準の確立+責任体制の明確化+自主活動の促進→安全と健康を確保+快適な職場環境の形成、
A.労働安全衛生法制の2型:
法規準拠型アプローチ rule-based:日本などでの細部にわたる事項まで規則に従うことを要求、
自主対応型アプローチ enabling (法律が権限を付与する、授権):英国など事業者の責任による対応が主体、多様な仕事の業態への対応が必要となり共通な画一的法令での統括が困難となった現代への即応、リスクアセスメントを手段とする、
B.法令・通達・ガイドライン遵守並びに禁止事項(gag clause)の要求による料理本安全衛生(Cookbook Safety and Health)と皮肉られているが・・・
何はともあれ、まず、産業保健とは、バイブルである労働安全衛生法(労安法、安衛法)を理解することから始る!
安衛法は労基法の「安全と衛生」条項第43条~55条を(労基法より削除して)分離独立させた子どもである。
安衛法は一般法令やISOと異なり、パフォーマンス基準(許容基準)が記載されていることが特徴です。「死傷病報告書(休業4日以上災害)」や「災害調査(重大災害発生。「3人以上の死亡災害があれば、法規の改正を前提で災害調査と対策を検討する。」」の労基署への報告義務化され、安衛法は労働者の尊い犠牲で流された赤い血で書かれていると比喩されてきた(安衛法成立・条文追加書き換えにより労災死亡数は激減した)。
労働安全衛生法(安衛法)、労基法・安衛法・安衛則、 表題一覧、罰則、罰則、罰則:刑事実体法、罪刑法定主義、わかりやすい安衛法ふくながのホームページ、 (昭和47年労基法42条より分離独立←明治44年工場法(大正12年改正)+大正10年黄燐燐寸製造禁止法)
改正労働安全衛生法1996、平成8年: 労働者個々人の健康管理→義務のないオブザーバー的事業所全体に対する管理のみでなく、個人の健康管理充実維持が産業医業務となった。
改正安衛法2014,義務:化学物質リスクアセスメント、届出88条1項廃止、(50人≦)ストレスチェック、努力義務:受動喫煙、
改正労働安全衛生規則2019,平成31年: 産業医への情報提供・長時間労働面接、労働時間把握管理の厳格化、
労働契約法、
じん肺法、(昭和39年←昭和30年珪肺等特別保護法)、
家内労働法
炭鉱災害による一酸化炭素中毒症に関する特別措置法(昭和42年)、
労働災害防止団体等に関する法律(昭和39年)、労働災害防止団体法(昭和47年、1972):
中央労働災害防止協会(中災防)
労働災害防止協会:
建設業(建災防)
陸上貨物運送事業(陸災防)
林業・木材製造業(林災防)
港湾貨物運送事業(港湾災防)
鉱業(鉱災防):2014年解散
自殺対策基本法
個人情報の保護に関する法律
作業環境測定法(昭和50年)、
労働安全衛生法施行令
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
特定化学物質等障害予防規則(旧特化則):1972年(昭和47年)制定、特化物+粉じん石綿が対象、その為、特化則等作業主任者は特化物だけでなく石綿主任者資格を有する、
特定化学物質障害予防規則(現在の特化則、表 2014)(特化物2015/03)、2005年(平成17年)石綿則が分離独立し、これ以降の特化則作業主任者資格は石綿主任者資格は無い。よって、現行の特化則作業主任者は改めて石綿作業主任者資格をとらなければ石綿管理をできない。
改正石綿則:2020年(令和2年)、解体前の石綿含有事前調査が義務化された。
区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類:、漏洩、
特定第2類等: 密閉式、
特別有機: 12種、
クロロホルム等: 有機溶剤10種、
エチルベンゼン
1,2-ジクロロプロパン:
特別有機等: 特別有機1%<、または、特定有機混合物等(特別有機≦1%及び有機合計5%<)、
オーラミン等:色素製造工程で発癌性
管理第2類物質: その他=第2類-(特定、特別、オーラミン)
溶接ヒューム:
1.溶接ヒューム作業:管理第2類、
1-1.屋外作業
1-2.屋内作業
2.非溶接ヒューム作業(製造等):特化則規定1%<、、
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 第1類+第2類で発癌、
注意: 「等」とは混合物、
特別有機溶剤(y軸)と特定有機混合物等(x軸)の濃度別分類、並びに、その法令適用:
| 特別有機溶剤 |
|
|
| 1%超え |
A1
特化則 |
A2
特化則+有機則 |
| 1%以下 |
|
B
有機則 |
|
5%以下 |
5%超え |
特別有機溶剤+他の有機溶剤の
混合物(特別有機溶剤等) |
|
特化物第2類分類(2014/11/28)において、発癌性のある有機溶剤に関して、有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、
特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤(12物質、2017現在):
|
分類 |
化学物質 |
| 特別有機溶剤 |
第1種有機溶剤より引っ越し |
クロロホルム |
| |
|
四塩化炭素 |
| |
|
1,2-ジクロロエタン |
| |
|
1,1,2,2-テトラクロロエタン |
| |
|
トリクロロエチレン |
| |
第2種有機溶剤より引っ越し |
エチルベンゼン |
| |
|
1,2-ジクロロプロパン |
|
|
1,4-ジオキサン |
|
|
ジクロロメタン(二塩化メチレン) |
|
|
スチレン |
|
|
テトラクロロエチレン |
|
|
メチルイソブチルケトン |
|
特別有機溶剤等:
A: 1%<特別有機溶剤 + 有機溶剤、A1: 合計有機溶剤≦5%、A2: 合計有機溶剤5%<、⇒特化則対応、
B: 特別有機溶剤≦1% + 有機溶剤、5%<合計有機溶剤 ⇒有機則対応
特別有機溶剤の取扱い: 総論として特別有機溶剤≦(特化則適用)1%は有機則準用、ただし、1%<特別有機溶剤に関しては特化則の縛り。引っ越し、%、有機則準用、特化則準用、
鉛中毒予防規則(表)、
四アルキル鉛中毒予防規則
ボイラー及び圧力容器安全規則
クレーン等安全規則
ゴンドラ安全規則
酸素欠乏症等防止規則(表)、
事務所衛生基準規則(表)、事務所作業環境測定(厚労省、資料、2020)、
粉じん障害防止規則、
石綿障害予防規則(表)、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
高気圧作業安全衛生規則(表)、
改正電離放射線障害防止規則(表):東京電力福島第一原発敷地内の瓦礫処理業務を含む、
東日本大震災により生じた放射性物質により汚染された土壌等を除染するための業務等に係る電離放射線障害防止規則(除染則、表)、
除染等業務に従事する労働者の放射線障害防止のためのガイドライン等の改正について(基発0412第2号、2013年4月12日、改正:基発1118第6号、厚生労働省労働基準局長、2014年11月18日、改正2018年1月30日)、
作業環境測定法
放射性同位元素等による放射線障害の防止に関する法律
環境情報の提供の促進等による特定事業者等の環境に配慮した環境の保全のための意欲の増進及び環境教育の推進に関する法律
生物多様性基本法
4.雇用保険:
労働市場法(雇用保障法):労働市場の規制に関する法律:
職業安定法
雇用保険法
5.労災保険:
労働者災害補償保険法、労災保険法、労災保険法、業務上の範囲、
6.雇用均等:
雇用の分野における男女の均等な機会及び待遇の確保等に関する法律(男女雇用機会均等法)、
女性活躍推進法、女性活躍加速化助成金、
短時間労働者の雇用管理の改善等に関する法律(パートタイム労働法)改正2015/04/01,、
介護休業等育児又は家族介護を行う労働者の福祉に関する法律(育児介護休業法)、両立支援等助成金、
次世代育成支援対策推進法(次世代法):
従業員100名≦:一般事業主行動計画作成・変更届、
高年齢者等雇用安定法、
障害者の雇用の促進等に関する法律:
障害者雇用率制度 2.2-2.5% (2018)、
7.派遣事業:
労働者派遣事業の適正な運営の確保及び派遣労働者の就業条件の整備等に関する法律(労働者派遣法)(2012, 2015年改正施行)、
派遣労働者に係る労働条件及び安全衛生の確保について(基発第0331010号平成21年3月31日、基発0330第5号改訂3版平成27年9月30日)、
2018年問題:
①2013/4施行: 改正労働契約法「有期社員の無期転換ルール」(有期雇用5年間で無期労働契約への移行)、
②2015/9施行: 改正労働者派遣法「派遣期間3年ルール」(派遣期間3年間で派遣先が直接雇用または派遣会社の無期雇用への移行)、
8.個別労働紛争解決制度:
9.環境法関連: 環境関連法・施行令・施行規則(一社、産業環境管理協会 JEMAI)、公布年、
薬事法
毒物及び劇物取締法(毒劇物法)
化学物質の審査及び製造等の規制に関する法律(化審法)
麻薬及び向精神薬取締法
化学物質の管理に関する法令一覧表:
化学物質の審査及び製造等の規制に関する法律(化審法)
特定化学物質の環境への排出量の把握等及び管理の改善の促進に関する法律(PRTR法・化管法)
都民の健康と安全を確保する環境に関する条例(都条例)
毒物及び劇物取締法(毒劇物法)
消防法
農薬取締法
薬事法
麻薬及び向精神薬取締法
覚せい剤取締法
高圧ガス保安法
ダイオキシン類対策特別措置法
特定物質の規制等によるオゾン層の保護に関する法律
特定製品に係るフロン類の回収及び破壊の実施の確保等に関する法律
化学兵器の禁止及び特定物質の規制等に関する法律
サリン等による人身被害の防止に関する法律
環境基本法
地球温暖化対策の推進に関する法律
環境影響評価法(環境アセスメント法)
大気汚染防止法
水質汚濁防止法
土壌汚染対策法
悪臭防止法 特定悪臭物質による濃度規制基準、ニオイセンター・匂いの環境(新コスモス電機)、
下水道法
騒音規制法
悪臭防止法
振動規制法
都民の健康と安全を確保する環境に関する法律(環境確保条例)
絶滅のおそれのある野生動植物の種の保存に関する法律
廃棄物の処理及び清掃に関する法律
ポリ塩化ビフェニル廃棄物の適正な処理の推進に関する特別措置法(PCB特別措置法)
ダイオキシン類対策特別措置法
循環型社会形成推進基本法
資源の有効な利用の促進に関する法律
容器包装に係る分別収集及び再商品化の促進等に関する法律(容器包装リサイクル法)
特定家庭用機器再商品化法(家電リサイクル法)
食品循環資源の再生利用等の促進に関する法律(食品リサイクル法)
家畜排せつ物の管理の適正化及び利用の促進に関する法律(家畜リサイクル法)
使用済自動車の再資源化等に関する法律(自動車リサイクル法)
建設工事に係る資材の再資源化等に関する法律(建設リサイクル法)
参照:
一体全体、労働法って何あに?何が書かれているの?以下のリンクを参照:
(1)3分で労働安全衛生を理解したいアンチョコ人向け、
労務管理:労働基準法の初学者向け(労働基準法のあらまし、読み切り10分版 Labour、東京都産業労働局雇用就業部労働環境課”ポケット労働法2006:目次、内容一覧”)
(2)参考:枠組みを知りたい人向け:
労働衛生行政の体系。
法令・制度・手続き(東京労働局)。
(3)参照:キチンと学習したい人向け:1.中災防ホームページ、2.安全衛生情報センター、3.図書購入一覧:安全衛生法令要覧。
(4)堀江正知.産業医と労働安全衛生法の歴史.産業医科大雑誌 2013;35:1-26.
|
| |
法令等の周知
(安衛法101条) |
法令等の周知:
安衛法と関連命令の要旨、
産業医選任、業務内容、
周知対象物
|
| |
法令、用語 |
常用者とは、常時雇用労働者とは:
常態として常時使用する者とは、法令によって異なる:
常時と臨時の使い分け、
労働安全衛生関係法令における「常時使用する労働者」とは:
① 事業場の規模を表すときの労働者数
政令では産業医、衛生管理者を選任すべき 事業場について、「常時50人以上の労働者を使用する事業場 とする」と定められ、施行令第2 条の総括安全衛生管理者を選任すべき事業場については、「常時当該各号に 掲げる数以上の労働者を使用する事業場とする」と規定されている。この場合は「日雇労働者、パートタイマーの臨時的 労働者の数を含めて、常態として使用する労働者の数が本条各号に掲げる数以上であること」(昭和47.9.18基発第602号)と示されている。また、労働者派遣法第45条第1 項で「派遣中の 労働者を当該派遣先の事業にもまた使用される労働者とみなす」とされていることから、「常時」については、派遣社員を含めたすべての労働者が含まれる。
② 定期健康診断の実施が義務づけられている労働者数
定期健康診断については、安衛法第66条及び安衛則第44条に「事業者は、『常時』使用する労働者に対し 1 年以内ごとに……健康診断を行わなければならない」と規定
されている。そこで、「常時」についてみると、具体的な労働者の範囲は法律には明確な規定はない。が、行政通達「短時間労働者の雇用管理の改善等に関する法律の施行について」(平成5.12.1基発第663号)及び「同法律の一部を改正する法
律の施行について」(平成19.10.1基発第1001016号)により、健康診断を実施すべき労働者の範囲が明確に定められている。
すなわち、 ①雇用期間の定めのない者 ②契約期間が1 年以上である者 ③契約更新により1 年以上引き続き使用されている者 ④契約更新により1
年以上使用されることが予定されている者であり、かつ、その者の1 週間の所定労働時間が、当該事業場において同種の業務に従事する通常労働者の1 週間
の所定労働時間の3/4 以上であること となっている。また、同通達で 1 週間の所定労働時間が通常 労働者の1/2以上の場合には実施することが望ましいとなって
いる。
③ 厚労省統計、用語の説明での、常用労働者:
常用労働者とは、期間の定めのない、または、1月を超える期間を定めて雇われる者、日々または1月以内の期間を定めて雇われているもので前2月にそれぞれ18日以上雇われているもの。正社員等(雇用期間の定めがない又は1年以上の期間の雇用契約者で、パートタイムは除く)、臨時(1月以上1年未満の雇用契約者又は有期季節的雇用、1月未満の雇用契約者とパートタイムは除く)、パートタイム(1日の所定労働時間又は1週間の所定労働日数が正社員より短い)を含み、派遣労働者(派遣法に基づき他社である派遣元事業所より当該事業所に派遣される者)は含まない。
労働者派遣法では派遣元、派遣先両方でカウントされる。
厚労省勤労統計調査の定義変更: 平成29(2017)年12月分調査までは、常用労働者とは、1.期間を定めずに雇われている者、または、2.1か月を超える期間を定めて雇われている者、または、3.臨時または日雇労働者で前2か月の各月にそれぞれ18日以上雇われた者であった。しかし、平成30(2018)年4月20日付で、常用労働者とは、期間を定めずに雇われている者、または、1か月以上の期間を定めて雇われている者に定義変更された。
常用労働者は、就業形態により一般労働者と短時間労働者に分けられ、雇用形態により正社員と非正社員に分けられる。
臨時、短時間とは、
パートタイム労働者とは、「常用労働者」のうち次のいずれかに該当する労働者のこと:1日の所定労働時間が一般の労働者よりも短い者、または、 1日の所定労働時間が一般の労働者と同じで1週の所定労働日数が一般の労働者よりも少ない者。
一週間とは: 通常日曜日から土曜日まで。時間外労働の上限がある場合、所定休日の土曜日労働が必要になった場合、事業者側からは、前もって月曜日から金曜日までの振替休日対応か、一週間を土曜日から金曜日までとして後日代休で対応か、36協定特別条項(月時間外上限80時間、年六回)で対応することとなる。
|
|
周知義務、労働法、東京労働局、
労働相談マニュアル一覧、 |
労働者への周知義務事項:
労基
①労働基準法及びこれに基づく命令の要旨
②就業規則
③労使協定
④労使委員会の決議:法第106条第1項、周知方法:則第52条の2
労使委員会の議事録:法第38条の4第2項第3号
①労働基準法及びこれに基づく命令のうち寄宿舎に関する規定
②寄宿舎規則:法第106条第2項、周知方法:則第24条の2の4
貯蓄金管理に関する規定:法第18条第3項
安衛
安全衛生推進者等を選任したとき:則第12条の4
作業主任者を選任したとき: 則第18条
安衛法及びこれに基づく命令の要旨: 法第101条第1項、周知方法:則第98条の2第1項
通知対象物に関する次の事項: 法第101条第2項、周知方法:則第98条の2第2項
労災
①労災保険に関する法令のうち、労働者に関係のある規定の要旨
②労災保険に係る保険関係成立の年月日
③労働保険番号: 則第49条第1項
労災保険に係る保険関係が消滅したときは、その年月日: 則第49条第2項
徴収
労災保険関係成立票(建設業): 則第74条
最低賃金
最低賃金の概要: 法第19条
|
| |
届出、
安全衛生関係様式 |
安全衛生関係様式集(厚労省、静岡労働局)、 |
| |
2018年問題 |
(1)2012年の改正労働契約法:同一事業主・契約更新のパート、アルバイトなどの有期雇用契約者が5年超え時の無期雇用への移行「無期転換ルール」の「無期転換申込権」の発生、
(2)2015年の改正労働派遣法:派遣社員の雇用契約を結んでいる派遣元企業に対して、同一派遣先事業所への派遣所・派遣者において派遣可能期間は3年が限度(除外規定:派遣会社無期雇用派遣社員、60歳以上、有期プロジェクト、労働日数が半分以下で10日/月以下、産前産後休業・育児休業・介護休業に対する派遣)。
その結果、企業にはコストの増大の可能性も考えられるため、大量の雇い止めが起きる(≒失業者が出る)問題が発生。
|
| |
2024年問題 |
「働き方改革関連法」(正式名称:働き方改革を推進するための関係法律の整備に関する法律)により、時間外労働の制限が以前より厳しい。
問題点:売上減少、従業員収入減、少子高齢化・人材不足、運賃・工事費高騰、工期遅延。
対策:業務効率化、経費の適正な売上への転嫁。
|
| |
2025年問題 |
日本国民の団塊世代(1947~49年生まれ)が全員75歳以上となり超高齢化が進むことで、医療や介護の需要が増え、社会保障制度や医療・介護の体制に大きな負担がかかる問題
|
| |
2040年問題 |
2025年問題(団塊世代の超高齢化)により高齢者率がピークをむかえ社会保障給付費がピークとなり、社会保障継続が危機となる。
更に、少子化によるさらなる人口減により、労働力不足が顕著になる社会問題が重なる。
これにより、経済成長の停滞や人材獲得競争の激化、人件費の高騰など、企業にも大きな影響。
|
| |
|
|
| |
|
|
|
行政機構
|
厚生労働省:労働基準局:労働衛生部:安全課、労働衛生課,化学物質調査課。厚生労働省:労働行政、安衛法。
新潟労働局:総務部:総務課、企画室、労働保険徴収課。労働基準部:監督課、安全衛生課、賃金室、労災補償課。職業安定部:職業安定課、需要調整事業室、職業対策課。雇用均等室。
東京労働局。東京都労働相談情報センター。
神奈川労働局。
新潟労働基準監督署。
中央労働災害防止協会(中災防、Japan Industrial Safety & Health Association, JISHA)、
(独)労働者健康安全機構=労働者健康福祉機構+労働安全衛生総合研究所(Japan Organization of Occupational Health and Safety)、
新潟産業保健総合支援センター(新潟産保)、福岡産業保健推進センター(福岡産保)、茨城産業保健推進センター(茨城産保)、
新潟県労働基準協会連合会(新基連)、
日本産業衛生学会(Japan Society for Occupational Health)、許容濃度等の勧告、
産業医科大、
外国、安全衛生団体:
国際労働機関International Labour Organization (ILO), Occupational Safety and
Health
国際社会保障協会 International Social Security Association (ISSA)
米国:
労働省 Department of labor, DOL,
労働安全衛生局(アメリカ) Occupational Safety and Health Administration ((US-)OSHA)、
保健福祉省 Department of health and human services, HHS,
疾病予防管理センター Centers of disease control and prevention, CDC,
国立労働安全衛生研究所(アメリカ) National Institute for Occupational Safety and Health
(NIOSH)
米国産業衛生専門家会議 American Conference of Governmental Industrial Hygienists (ACGIH)
欧州労働安全衛生機構 European Agency for Safety and Health at Work ((EU-)OSHA)
安全衛生庁(イギリス) Health and Safety Executive (HSE)
カナダ労働衛生研究所 Institute for Work & Health(IWH)
カナダ労働安全衛生センター Canadian Centre for Occupational Health and Safety(CCOHS)
国際標準化機構 International Organization for Standardization (ISO)
|
|
中小企業のにおけるシステム化のネック(逆に言えば、コンサルタントが注意して指導すべき事項) |
小規模事業所(従業員数<50人):
対象が無数: 日本500万社の96%*、
無料外部資源での対応: 各地区医師会内の(独)労働者健康安全機構の地域産業保健センタ-で、年2回までの制限。
根本的に、人物金が無い事業場の指導は困難であることを覚悟すべきである。
逆に、下がりようがないので、上がることしかないと考え直し、山登りのたとえのごとく、一歩一歩ゆっくりと登り詰める根気で、
①ヤドカリのように、身の丈にあった程々の指導が理想的であり、
②一足飛びの超Aクラスへの飛躍を目指すのではなく、CをBに、BをAにという、ステップ・バイ・ステップを期待すること:
計画目標設定を簡素化し、スパイダーグラフ(レーダーチャート、エクセルでの作成)評価も従業員10人未満の小規模事業場の目標を4項目・4本足、30人以下では6本足、50人以下では8本足程度にして、成果をわかり易くする。
その他の注意点:
1.経営トップの安全衛生方針、
2.計画・会議等の目的・意思統一が曖昧、
3.きめ細かなスケジュールが苦手、
4.組織的であることよりも個人的な動きが優先される、
5.指摘されても、後延ばしになり、直前になってから着手する、
6.文書を書くのが苦手、
7.会議の運営が効率的でない、
8.委員会に欠席したり、指摘事項の改善の遅延などに、生産事業の言い訳、
9.労働者の管理監督が苦手(一方的連絡、聞き下手、放任)、
10.人材の育成より外部から補充(我慢不足)、
11.ルールが細かすぎると中小企業の自由・気軽さが無くなる、
12.労働者の安全で健康であることの権利意識が低い。
*中小企業、事業規模の定義:
| 業種分類 |
中小企業、中小企業基本法の定義 |
| 製造業その他 |
資本金の額又は出資の総額が3億円以下の会社又は |
|
常時使用する従業員の数が300人以下の会社及び個人 |
| 卸売業 |
資本金の額又は出資の総額が1億円以下の会社又は |
|
常時使用する従業員の数が100人以下の会社及び個人 |
| 小売業 |
資本金の額又は出資の総額が5千万円以下の会社又は |
|
常時使用する従業員の数が50人以下の会社及び個人 |
| サービス業 |
資本金の額又は出資の総額が5千万円以下の会社又は |
|
常時使用する従業員の数が100人以下の会社及び個人 |
|
| 業種分類 |
小規模事業所、中小企業基本法の定義 |
| 製造業その他 |
従業員20人以下 |
| 商業・サービス業 |
従業員 5人以下 |
|
参照:
1.平成17年度第12回労働安全・労働衛生コンサルタント登録時研修資料、9頁、社団法人日本労働安全衛生コンサルタント会、平成17年10月、
2.中小企業安全衛生管理:中小規模事業場の安全衛生管理(パンフレット)、
3.Webでチェック、中小企業安全衛生活動自主点検システム(中災防)、
4.中小規模事業場の安全衛生管理の進め方、パンフレット、東京労働局、労働基準部、2013.
、 |
|
労働安全コンサルタント、労働衛生コンサルタントの業務内容一覧、
日本労働安全衛生コンサルタント会、新潟支部ホームページ、
(安衛法81条) |
労働衛生コンサルタントの名称を用いて、他人の求めに応じ報酬を得て、労働者の衛生の水準の向上を図るため、事業所の衛生についての診断およびこれに基づく指導を行うことを業とする(労コン活用推進月間パンフレット)。
公式的には:
①労働災害が発生したとき、
②安全衛生管理特別指導事業場の指定を受けたとき、
③計画の届出をするとき、
④機械設備・作業環境等の改善を行うとき、
⑤工場新設や新技術を導入するとき、
⑥安全衛生管理活動を活性化したいとき、
⑦安全衛生教育の講師の選定に困っているとき、
⑧安全衛生管理規程等の作成で困っているとき、
⑨適切な健康診断機関や作業環境測定機関を選定したいとき、
⑩その他安全衛生上の問題で相談相手がなく困っているとき。
早い話が、監督署に対する事業者の意思表示を以下の形式でアピールすることのお手伝いである:
①管理組織の構築、
②計画、
③標語、
④安全衛生診断(リスクアセスメント手法に基づいて、洗い出し→評価(リスク評価点数による優先度を決定する)→当事者である事業規模・事業内容に則した対策の提示(この匙加減が難しい))、
⑤教育:
参照:
2006年生コンクリート企業体主催の講演用に作成し公開いたしました。労働安全衛生について、事業者に、出来るだけ短時間で理解していただく為に、労働安全衛生の総論を教育講演用に作成した資料(労働安全と労働衛生の簡単な説明後、1.交通災害実例(コンクリートミキサー車)と事業者責任の重さ、2.災害コストの算出、3.災害特性要因分析、4.不安全行動・不安全状態、5.年間計画、6.粉じん作業(セメント作業)、7.KYT、8.労働安全衛生マネジメントシステム)
|
|
労働安全コンサルタント、労働衛生コンサルタントの業務、
労働安全衛生診断、
(0)総論、
コンサルタント活用パンフレットから(2014年版)、
全国県別会員数(2014/03/31)、
|
(特別)安全衛生改善計画の作成の指示:
要件:
1.死亡災害など重大災害が発生、2.同業種の中で、労働災害発生件数が多かったり、休業日数の長い災害が多い、3.1年に支払った労災保険料に比べ、労災で使った費用の割合が大きい(メリット収支率)、4.その他、環境・作業・健康管理が不十分で労働災害が多発。
特別安全衛生改善計画は、3年以内に重大災害を反復した場合。
重大災害とは、死亡災害または障害等級7級以上の場合。
安全衛生改善計画の作成:県労働局長が事業主への指示(安衛法79条)、
特別安全衛生改善計画の作成:厚労大臣が事業主への指示(安衛法78条)、
作成手続き(安衛法78条):
組合、労働者の半数以上の意見聴取、
順守義務(安衛法78条)
労働安全衛生コンサルタントによる安全衛生診断(安衛法80条、厚労大臣、県労働局長は専門的助言が必要と判断した場合に、事業者に勧奨できる:義務ではない):
(特別)安全衛生改善計画作成に係る安全衛生診断(安衛法80条):
A.労基署から安全衛生管理指定特別指導事業場(通称A特、安全管理指定特別指導事業場(安特、特安)、衛生管理指定特別指導事業場(衛特、特衛)。対象(1.死亡災害など重大災害が発生、2.同業種の中で、労働災害発生件数が多かったり、休業日数の長い災害が多い、3.1年に支払った労災保険料に比べ、労災で使った費用の割合が大きい(メリット収支率)、4.その他、環境・作業・健康管理が不十分で労働災害が多発。平成18年度609社。)の指定を受け、安衛法78条規定による安全衛生改善計画策定と80条のコンサルタントへの相談勧奨による、指定解除対策の為の安全衛生診断。1年間にわたる計画・実施と労基署による書類審査・現場監査・是正勧告・改善指導・使用停止等命令等の反復で解除されない場合は、指定継続となる、
労働安全衛生コンサルタントは安全衛生診断を業とする(安衛法81条)、
以上が、コンサルタントが安全衛生診断・指導を請負・実施する法的根拠となる。
B.厚労省委託による労働災害防止特別安全衛生診断事業(労働災害防止特別指導事業場(通称B特)、1989年(平成元年)開始、2006年(平成18年)よりリスクアセスメント・労働安全衛生マネジメントシステムを取り入れた自律的安全衛生管理活動普及促進事業に名称変更):
目的:中小規模事業場の労働災害発生防止事業、
主体:労働局・労基署指定事業所、コンサルタント会等の緒団体へ委託、
内容:1989年(平成元年)より労働災害防止特別安全診断、1997年(平成9年)より労働災害防止特別衛生診断が実施、
2.選定事業所基準:
A.死亡災害など重大災害発生、同業種中で度数率・強度率が高い、メリット収支率が高い、
B.衛生診断では、1.じん肺新規有所見者発生、有機溶剤中毒等業務疾病発生、2.過去に特衛指定で、追加指導必要、3.特殊健診有所見者増加、作業環境測定第3管理区分、安衛法規定化学物質製造取扱い、都道府県労働局長が安全衛生診断員指導が必要と判断された場合、
3.診断項目(2005年):
AB-安全診断.0.労災発生状況・発生概要、1.安全管理体制の確立と安全管理者等の職務の遂行、2.安全点検体制の確立と安全点検の実施、3.機械設備の安全化、4.作業手順の確立と作業方法の改善、5.安全衛生教育、6.安全活動、7.労働安全衛生マネジメントシステム、8.リスクアセスメント、9.下請け労働者・派遣労働者に対する衛生管理、10.上記以外(ISO等突起すべき事項)、11.総合所見。
AB-衛生診断.0.業務上疾病発生状況・発生概要、1.労働衛生管理体制の確立と産業医・衛生管理者の職務の遂行、2.作業環境管理、3.作業管理、4.健康管理(THPを含む)、5.労働衛生教育、6.快適職場づくり、7.化学物質管理(MSDS入手、周知、リスクアセスメントの実施等化学物質管理指針に基づく措置)、8.労働安全衛生マネジメントシステム、9.リスクアセスメント、10.下請け労働者・派遣労働者に対する衛生管理、11.上記以外(ISO等突起すべき事項)、12.総合所見。
| 安全診断 |
共通 |
衛生診断 |
| 労災発生状況・発生概要 |
- |
業務上疾病発生状況・発生概要 |
| - |
安全管理体制の確立と産業医・安全・衛生管理者等の職務の遂行 |
- |
| 安全点検体制の確立と安全点検の実施 |
- |
作業環境管理 |
| 機械設備の安全化 |
- |
作業管理 |
| 作業手順の確立と作業方法の改善 |
- |
健康管理(THPを含む) |
| - |
安全衛生教育 |
- |
| 安全活動 |
- |
快適職場づくり |
| - |
- |
化学物質管理(MSDS入手、周知、リスクアセスメントの実施等化学物質管理指針に基づく措置) |
| - |
労働安全衛生マネジメントシステム |
- |
| - |
リスクアセスメント |
- |
| - |
下請け労働者・派遣労働者に対する衛生管理 |
- |
| - |
上記以外(ISO等突起すべき事項) |
- |
| - |
総合所見 |
- |
|
4.指導項目への求められる対応:1.安衛法周知、2.労働安全衛生マネジメントシステム構築、3.法定の危険性・有害性のリスクアセスメント・管理、4.安全衛生教育が思いつきででなく系統的、科学的、5.労災対策がKKD(勘、経験、度胸)でなく科学的分析に基づき、水平展開される改善措置・予防措置。
参照 安全管理特別指導事業場(安特)(エコマック)、
|
|
労働安全コンサルタント、労働衛生コンサルタントの業務、
労働安全衛生診断、(1)種類 |
労働安全衛生診断の種類には、
(A)依頼先による分類:
(Aa)事業者からの依頼:
(Aa1)安衛法第80条に基づく:安衛法78条に基づく都道府県労働局長の指示により、安衛法80条に基づいてコンサルタントの意見を聞くべきことを勧奨された場合。例:安全管理・衛生管理特別指導事業場制度。
(Aa2)顧客(クライアント)の自発的依頼::安全衛生管理活動の達成度(安全衛生職場チェッカー、Ver 1、労働調査会出版局編、労働調査会、東京、2004.)をアンケート調査し、その事業所の弱点を洗い出す、
(Ab)労働災害防止特別安全診断事業:死亡災害などの重篤な災害を発生させた中小事業場で、自主的に再発防止対策を立てることが困難と認められる場合に、国の費用により労働安全コンサルタントなどによる安全診断を実施するもので、中小事業場の自主的な安全水準向上を図ることを目的とした事業。
労働災害防止特別安全衛生診断事業:平成元年よりの、労働省からのコンサルト会への委託事業で、中小規模事業場が対象。
(Ab1)一般安全診断:製造業・建設業等、外国人・再診断、文献:座談会.外国人労働者雇用事業場の安全診断をめぐって.日本労働安全衛生コンサルタント会会報.23(68):7-22,2003.
参考: 労働安全衛生コンサルタント必携(製造業編、建設業編)(労働安全衛生コンサルタント会):プロセス理解に良好、
(Ab2)出稼安全診断、
(Ab3)労働衛生診断。
(Ac)団体安全衛生活動援助事業:労働省からの中災防への委託事業。
(Ad)中小企業自主的安全衛生活動支援事業:労働省からのコンサルタント会への委託事業。
(B)診断の範囲による分類:
(Ba)総合診断:安全衛生管理全般の診断。例:(Ac)や(Ad)。
(Bb)部分診断:例:(Aa2)局所排気装置の改善に絞っての診断。
参照:労働安全診断上の注意点、労災発生要因分析(魚骨図)、労働安全診断報告書。
労働衛生診断上の注意点(下記参照)、労働衛生診断報告書。
|
|
労働安全コンサルタント、労働衛生コンサルタントの業務、
労働安全衛生診断、(2)診断書作成 |
参照: 労働安全診断の基本、及び、労働衛生診断の基本、労働安全衛生診断報告書作成の手引き、初版、編集発行 (社)日本労働安全衛生コンサルタント会、平成13年、東京。
留意事項:
1.番号の付け方:
1 ・・・・・・・・・・・・
(1) ・・・・・・・・・・
イ ・・・・・・・・・・・
(イ) ・・・・・・・・・・
2.規定と規程:「規程」は「規定」を集めたボトムアップ集合体。法令「労働安全衛生「規則」」を例とすると、「規則」は「規程」と同一となり、「規則」の子の「規定」は第7条衛生管理者の選任のごとく各条項のことである。労働安全衛生「規則」は労働安全衛生「法」の子で、トップダウンのより具体的にした取り扱いと言える。規則=規程>規定(同音の「きてい」の規程を規則に含めて、規程を使わず、規則>規定の2語とするのが簡単)。
3.具体的に。
4.報告対象が役人ではなく事業主であることを意識して。
5.上手くいっている事項は褒めること。
6.手書きでなく、パソコンで作成する。
7.簡潔な文章とする。
8.法令の誤解釈を避ける。
9.事業主の状況に合わせたレベルの指導。事業者の理解者・助言者としての記述。
10.発生概要(事故調査報告書に準じて):
まず、災害発生のプロセス(ISO/CD12100)を理解すること:
危険源+人→危険状態→安全方策不足・不適切・不具合(注意:方策とは事前であり、対策とは事後と使い分けること)→危険事象 hazardous event→事故誘因
incidnet→事故 accident→災害 injury・健康障害。
この危険源が災害に至るまでのプロセスを具体的に紐解く過程を書面におこす。すなわち、
(1)災害状況の把握(いつ、どこで、誰が、けがの状況)、
(2)災害発生の状況(何の作業で、何をどうしょうとした時に、何がどうなってどうなった、略図、現認者)、
(3)事故の原因分析(起因物、直接原因(不安全状態、不安全行動)、間接原因(なぜそんな行動をしたのか、管理監督の不備)、基礎原因(管理体制の不備))。
11.「現状」と「指導事項」:両者は「症状」と「治療」であり、ごっちゃにしない!しっかり区別して詳述する。
「現状」は、「事実」と「問題点」に分けて記載する。
「指導事項」の語尾は二つに使い分ける:
(1)「~してください」:」安全衛生関係法令違反事項など、ただちに改善を要する事項及び計画的に改善すべき事項。具体的で、科学的で、事業者が納得して直ぐに改善策を取れること。
(2)「~することが望まれます」:今後、改善を要望する事項。
12.写真、説明図の添付。
|
|
労働安全コンサルタント、労働衛生コンサルタントの業務、
労働安全衛生診断、
(3)安全衛生管理特別指導制度、
安全管理特別指導事業場(安特)、
衛生管理特別指導事業場(衛特)、 |
安全管理特別指導事業場(安特):労災が多発したり重篤な労災が発生している事業場が、過去の災害発生件数や同一業種に係る度数率・強度率を勘案して、都道府県労働局長によって指定され、1年間にわたって、その改善を指示された事業場。
衛生管理特別指導事業場(衛特):(粉じん、特化物、有機溶剤などの)作業環境、衛生管理体制などの改善が必要と認められる事業場で、都道府県労働局長によって指定され、1年間にわたって、機械・設備の衛生化・作業方法の衛生化・衛生教育の徹底などの改善を指示された事業場。メンタルヘルス対策としての安全衛生改善計画指導要綱(厚労省労働基準局長、2017/03/31)。
労働安全衛生法、第9章(安全衛生改善計画等)、第1節(安全衛生改善計画)、第78条(安全衛生改善計画の作成の指示等。1.都道府県労働局長は、事業場の施設その他の事項について、労働災害の防止を図るため総合的な改善措置を講ずる必要があると認めるときは、厚生労働省令で定めるところにより、事業者に対し、当該事業場の安全又は衛生に関する改善計画(以下「安全衛生改善計画」という。)を作成すべきことを 指示することができる。 2.事業者は、安全衛生改善計画を作成しようとする場合には、当該事業場に労働者の過半数で組織する 労働組合があるときにおいてはその労働組合、労働者の過半数で組織する労働組合がないときにおいては労働者の過半数を代表する者の意見をきかなければならない。)と同上第80条(安全衛生診断。都道府県労働局長は、第78条第一項の規定による指示をした場合において、専門的な助言を必要とすると認めるときは、当該事業者に対し、労働安全コンサルタント又は労働衛生コンサルタントによる安全又は衛生に係る診断を受け、かつ、安全衛生改善計画の作成について、これらの者の意見を聴くべきことを勧奨することができる。)に基づいて、安全衛生改善計画を作成する。
そうした努力の下で、安全衛生成績が著しく向上した場合に、指定が解除される。
特別安全衛生改善計画制度: 障害等級7級以上の重大災害、3年以内に反復する重大災害発生時、全社的改善計画の作成を指示。厚労省大臣勧告を無視した場合企業名公表(安衛法78条、平成27年6月1日施行)、
今後における安全衛生改善計画の運用について:メンタルヘルス等対象の拡大(労働基準局長、基発0331第76号、平成29年3月31日)、
「過労死等ゼロ」緊急対策を踏まえたメンタルヘルス対策の推進について(基発0331第78号、労働基準局長、幣制年3月31日)
、 |
|
労働安全コンサルタント、労働衛生コンサルタントの業務、
労働安全衛生診断、
(4)労働災害防止特別労働安全衛生診断事業:
特別労働安全診断、及び、特別労働衛生診断 |
(A)労働安全衛生コンサルタント会が厚生労働省の委託を受けて実施する事業で、災害多発業種等に属する事業場のなかから、労働局が診断対象事業場を選定して、安全又は衛生に係る診断を実施するもの。安全衛生診断実施対象事業場(安全衛生診断の対象とする事業場(以下「対象事業場」という))は次のとおりとする: (1) 安全に関する診断(以下「安全診断」という):死亡災害を含む重篤な災害を発生させたことにより、又は監督指導等の結果からみて、安全管理 上総合的な改善措置が必要と認められる中小規模事業場又は出稼労働者が就労する建設工事現場の うち労働省において選定した事業場とする。 (2) 労働衛生に関する診断(以下「労働衛生診断」という):じん肺の新規所見者を発生させ、若しくは有機溶剤中毒等の業務上疾病を発生させたことにより、 又は監督指導、健康診断、作業環境測定等の結果からみて、労働衛生管理上総合的な改善措置が必 要と認められる中小規模事業場のうち労働省において選定した事業場とする。診断手順は、労働局で対象事業場について簡単な説明を受けた後、コンサルタントが直接事業場に連絡して、診断の日時を決める。診断時間は2時間で、最初の1時間は事業場の管理責任者から診断に必要な資料の提示を受け、残りの1時間で職場巡視をし、その後に、簡単な講評をする。帰宅後、様式に沿って報告書を作成し、報告する。文言は、対象の事業場の当事者が改善に取り組むmotivationを高めてもらうようにすることがベストで、欠点の羅列のみや現実的でない改善に経費がかさむ文言は避けるべきです。(「労働災害防止特別安全衛生診断事業の実施について」(基発第497号、平成9年7月2日))
報告書:
パソコン入力
リスクアセスメントを取り入れた評価
(B)平成16年度労働災害防止特別安全衛生診断事業実施結果報告書、労働衛生診断の部、厚生労働省委託事業、社団法人日本労働安全衛生コンサルタント会
安衛コン資料第32-2、2005(平成17)年3月:61事業場(労働者50人以上の事業場38、労働者50人未満の事業場23)についての指導事項の実施結果:
(B-0)総合判定:Aランク(対策により改善の可能性が高い) 56%、Bランク(対策により改善の可能性がある) 33%、Cランク(改善が困難) 10%、
(B-1)指導事項: ラインの管理監督者の職務権限が不明瞭 39%、産業医や衛生管理者の職場巡視の未遂行 36%、安全衛生委員会の定期的開催無し 31%、
(B-2)作業環境管理:局排の定期自主検査未施行:33%、有害物の作業環境測定未施行 31%、騒音の作業環境測定未施行 28%、
(B-3)作業管理:保護具の着用・管理不十分 69%、作業手順書不十分 62%、掲示・表示不十分 34%、
(B-4)健康管理:産保センタ-を活用すべき 39%、産業医の意見が必要 28%、THPの導入が必要 28%、
(B-5)安全衛生教育:教育未実施 43%、教育計画未実施 34%、体制未整備・未記録 30%、
(B-6)快適職場づくり:分煙・禁煙運動未施行 36%、
(B-7)その他:高齢者対策不十分 20%、OSHMS導入すべき 16%、通路の確保が必要 12%、防災・緊急事態策が必要 12%、
(B-7)化学物質管理:MSDS周知、活用なし 59%、MSDS教育が必要 41%、MSDSをメ-カ-から取り寄せるべき 30%、リスクアセスメントを実施すべき 26%、
(B-イ)労働安全衛生マネジメントシステム導入状況:導入済み 10%、準備中 5%、導入予定 30%、導入予定なし 53%、
(B-ロ)リスクアセスメント取組状況:実施中 8%、準備中 41%、実施予定無し 48%。
|
|
労働安全コンサルタント、労働衛生コンサルタントの業務、事務所開業と勤務開業
|
(1)開業:自前の事務所を構える。(2)勤務:都道府県産業保健推進センタ-の所長、運営協議会委員、及び相談員。地域産業保健センタ-のセンタ-長、運営鏡機械委員、窓口担当、及びコ-ティネ-タ-。(社団法人)労働衛生医学協会の教育研修部。(社団または財団法人または民間)環境衛生検査所等。
|
|
どんな役職、管理職からの相談が多いのか
|
会社の総務・人事課、中小企業の社長、窓口になった社会保険労務士、産業医。営業に結びつかないのですが、ホ-ムペ-ジを開設してからは、一般労働者からのメ-ルでの相談が多くなりました。嬉しい限りなのですが、営業に結びつかず、少々酒の量が増えました。
|
| |
事業場 |
事業場とは、事業場の定義、(労働衛生のハンドブック、平成28年度版、東京産業保健総合支援センター、45頁)、
|
|
安衛法罰則一覧表)、
罰則、
罰則、
罰則、
罰則(労基法、安衛法)、公法、刑法に準じる社会法、刑事実体法、罪刑法定主義、 |
(1)特定業務従事者(安衛法115条の2):
贈収賄による検査・検定の手心を加える約束:5年以下懲役、行為:7年以下懲役。
(2)その他(安衛法116条~123条):
製造禁止物質製造:3年以下懲役または300万円以下罰金、
特定機械無許可製造・検定無し:1年以下懲役または100万円以下罰金、
作業主任者無選任:6月以下懲役または50万円以下罰金、
健診結果非通知・無選任・非遵守労働者:50万円以下罰金。
(3)122条:両罰規定。
労基法と安衛法の両罰規定の相違:
労働基準法は,処罰の対象を「使用者(事業者自身+その事業者の為に行為をする全ての関連管理監督者)」とし、労基法121条2項において「使用者が違反の計画を知りその防止に必要な措置を講じなかった場合,違反行為を知り,その是正に必要な措置を講じなかった場合又は違反を教唆した場合においては,使用者も行為者として罰する。」と規定される。使用者が違反の防止に関し必要な措置を講じた場合やその是正に必要な措置を講じた場合は,使用者は罰則の適用を免れる。
しかし、労働安全衛生法は,処罰の対象を「事業者(労働基準法でいうところの「事業主」)とし、両罰規定からの免責はありません。すなわち、事業者がその違反行為の是正に必要な措置を講じていたとしても,実際に災害を発生させてしまった場合は,事業者がその責任を負わなければならないこととしています。つまり,労働基準法121条2項のような規定を設けていなくても,労働安全衛生法は「災害防止」が第一の目的ですから,実際に災害を発生させてしまったならば,当然に「事業者」がその責任を負わなければなりません。そのため,労働基準法121条2項のような規定を設けていません。
民事に関しては、事業者は、安全配慮義務、使用者責任、工作物責任等で高額に訴えられる。また、管理監督者(履行補助者、現場における直接監督指導者である職長、作業主任者を含む)は直接労働者と雇用契約が無いので安全配慮義務よりも、不法行為として民事訴訟対象となる。
|
| |
届出、報告、
様式、書式、
届出様式、 |
厚労省:
労働基準法関係、
労働安全衛生法関係、
労働安全衛生規則関係、
安全衛生スタッフ関係、
健康診断結果報告書関係、
千葉労働局: 全国統一、職業紹介事業、労働者派遣事業、
新潟労働局:
石川労働局:
労働安全衛生法第88条関連「計画の届出」、
注意:88条第1項は年間1万2千件の届出内容に間違いが少ないことやリスクアセスメントの義務化により削除改正された。88条第2項~第8項は、新しく88条第1項~第7項となり、届出依頼が必要。(2014/09/01、厚労省労働基準局安全衛生部)
|
|
監督、行政権限、
立ち入り検査、
臨検・書類とは(藤澤労務行政事務所)、
労働基準監督署による監督制度、
事業所調査(=呼び出し調査)、
臨検(臨場検査、立入検査)
(安衛法90~94条) |
労働基準監督署長、労働基準監督官、労働技官(産業安全専門官、労働衛生専門官)は、必要があると認めるときは、事業場への立ち入り検査等を実施する。
監督指導: 労働基準法、賃金の支払の確保等に関する法律、労働時間の短縮の促進に関する臨時措置法、最低賃金法、家内労働法、労働安全衛生法、じん肺法、炭鉱災害による一酸化炭素中毒性に関する特別措置法等。
監督業務:1.調査、2.(集団、個別)指導、3.(労働基準監督官による定期、災害時、申告、再)監督、指導票・是正勧告書、署長による使用禁止等命令書。違反事業所は7-8割と報告され、労働基準法関連(労働時間、割増賃金、労働条件明示、就業規則)、労働安全衛生法関連(安全基準、定期自主検査、危険防止、作業方法、健診)が多い(西塔社労士)。
申告監督とは監督署へのサービス残業・長時間労働等の申告、通報タレコミのことで、漸増している。
対応(森田務会計事務所)。
是正勧告を受けても、所定期日までに是正されない場合または度重なる違反に対しては、送検手続きがとられるので注意が必要。
付.監督署からのアンケート調査:手立て後返答が妥当。
参照:
(1)指導票:]
予防的な警告の意味合い、労働法令の趣旨に照らして改善した方が望ましいと思われる事項、ペナルティーは無いがなるべく早目に改善した方が無難、労働基準監督官が会社に対し臨検監督等を行った際に,労働関係法令違反ではないものの改善を図らせる必要のある事項があった場合に,その事項を改善すべき旨記して当該会社に対して交付する文書です。また、法令違反に該当することになる恐れがあるときも交付されることがあります。
(2)是正勧告書:イエローカード、
労働基準監督官が事業場に対し臨検監督等を行った際に,労働関係法令違反があったと認めたとき、その違反事項を是正すべき旨を記して当該会社に対して交付する文書です。監督官は事業主又は立会人に該当事項を説明し、受領者は受領年月日、サイン・押印をすることになります。是正勧告書には違反事項と是正期日が指定されていますので期日までに是正すべきでしょうが、是正勧告書自体はあくまで勧告であり、事業主の主体的な是正措置を期待するものですから強制力は持っていません。
是正勧告は急増中:理由①電通事件以来監督署が違法な長時間労働・残業代不払いに監視増強(監督指導結果、2015/09/29)、②内部告発の増加、
是正報告書:指導票や是正勧告書に記載された事項について,事業主が労働基準監督機関に対して是正・改善状況を報告するために提出する文書です。早期是正、予算付の必要な改善がある。不払い賃金の高額支払いに関しての労使話し合い、高額局排設置までの暫定対応など、即応できない場合も多い。再監督、追加調査に耐える必要がある。是正報告書には会社の名称,代表者職氏名等の属性に関する事項,会社の違反法条項,是正内容、是正完了年月日等を記載して提出します。必要に応じて添付書類が必要な場合があります。是正報告書は、後日の当該違反事故による事業者責任・安全配慮義務違反等の責任を回避する担保となる。
(3)命令書:レッドカード、
労働基準監督署長名で交付、施設や設備に安全対策上の不備が有り、労働者に急迫した危険が有る、と認められる場合に交付される「使用停止等命令書」など、労働基準法や労働安全衛生法などの監督権行使規定に基づき交付されるもので、その命令に従わないと処罰(労働基準法に基づき交付された「命令書」に違反すると6ヶ月以下の懲役刑又は30万円以下の罰金刑、労基法5条強制労働は1年以上10年以下の懲役または20万円以上300万円以下の罰金、労働安全衛生法に基づき交付された「命令書」に違反すると6ヶ月以下の懲役刑又は50万円以下の罰金刑)となる:罰則対象は、悪質、重大、反復、故意、社会的罰則対象、他の事案との均衡上が勘案される。送検事例:無資格運転事故、故意のサービス残業、故意の賃金不払い残業。
労働基準監督署の立入調査(臨検監督、以下、臨検という)は、労働基準監督官の立ち入り調査のことで、労働基準法や労働安全衛生法に基づき、法令違反の発見とその違反事項の是正を目的としています。労働基準監督官が立ち入り調査を行う根拠は労働基準法にあり、いくつかの権限を持たされています。
①事業場、寄宿舎その他の付属建設物に臨検する権限。(労基法101条)
②帳簿及び書類の提出を求める権限。(労基法101条)労働基準法関係(労働者名簿、出勤簿またはタイムカード、賃金台帳(賃金計算の基礎となる事項、賃金の額、氏名、性別、賃金計算時間、労働日数、労働時間数、時間外労働・休日労働・深夜労働の時間数、基本給・手当その他賃金の種類ごとの金額、労使協定によって賃金の一部を控除した場合にはその額)、就業規則、36協定・その他の協定書、確定保険料申告書・納付書)と安全衛生法関係(健康診断個人票、定期健康診断結果報告書、定期自主検査等の実施を証明する書類、産業医の選任届、総括安全衛生管理者等の選任報告書)
③使用者もしくは労働者に対して尋問を行う権限。(労基法101条)
④労働者を就業させる事業の付属寄宿舎が安全及び衛生に関して定められた基準に反し且つ労働者に急迫した危険がある場合に、即時処分する権限。(労基法103条)
⑤労基法等の違反について刑事訴訟法に規定する司法警察官の職務を行う権限。(労基法102条)
臨検は、原則事業主に対して事前に日時や用意しておく帳簿・書類などが知らされますが、書類改ざんの疑いがある場合など、抜き打ちで行われることも少なくありません。また、サービス残業の実態を把握するために、夜間の調査も増えてきています。
臨検には大きく2つのパターンがあります。一つが「定期監督」でもう一つが「申告監督」です。「定期監督」は労働基準監督署がその年度の行政方針を策定し、それに基づき重点業種や重点ポイントを定めて行われる定期的・継続的監督です。「申告監督」は労基法104条1項に基づき、労働者から法令違反等の申告が労働基準監督署にあったときに行われる監督で、最近はこの申告監督が増加しています。また重大な労働災害を起こしたときは、職場の同僚も同じ労働環境に置かれていると考えられることから災害時監督が行われますし、是正報告書が期日までに提出されていないときには再監督が行われます。
是正勧告を受けやすい事項と根拠条文:
(1)労働契約:
労働契約の締結時において労働条件を書面で明示していない。(労基法15条1項)
(2)賃金:
書面による労使協定がないまま、賃金から食事代を控除して支払っている。(労基法24条)
(3)労働時間(時間外・残業):
36協定を結んでいない、または協定届を監督署に届け出ていないにも係らず、法定時間外労働をさせている。(労基法32条)
1年単位の変形労働時間制を採っているにも係らず、労使協定の締結及び監督署への届出がなされていない。(労基法32条の4)
時間外、休日、深夜労働に対して法で定めた割増賃金が支払われていない。(労基法37条1)
(4)就業規則:
常時使用する労働者が10人以上いるにも係らず就業規則を定めていない。監督署に届け出ていない。(労基法89条)
就業規則作成にあたって、労働者代表の意見を聴いていない。(労基法90条)
就業規則の内容を労働者に周知していない。(労基法106条)
(5)帳簿関係:
労働者名簿がつくられていない。(労基法107条)
賃金台帳に労働日数、労働時間、時間外労働時間、休日労働時間、深夜労働時間などを記入していない。(労基法108条)
労働者名簿がや賃金台帳が3年間保存されていない。(労基法109条)
(6)健康診断:
常時使用する労働者の雇い入れの際に、雇入時の健康診断を行っていない。(労基法66条,安衛則43条)
常時使用する労働者に定期健康診断を実施していない。(安衛法66条,安衛則44条)
深夜業務に常時従事する労働者に対して、6ヵ月以内ごとに1回、健康診断を実施していない(安衛法66条,安衛則45条)
パートタイム労働者:正社員労働時間3/4以上は義務、1/2以上は推奨。(パートタイム労働者の健康管理マニュアル、厚労省、2016)、
(7)安全衛生:
常時50人以上の労働者がいるにもかかわらず、安全委員会、衛生委員会を設けていない。(安衛法17条,第18条)、
参照:
0.2017年、平成29年度における監督指導等結果の概要(茨城労働局)、
1.労働基準法違反を許すな!労働者、
2.、
3.労務安全情報センター、
4.建設現場違反状況、一斉監督指導、東京労働局、2007:違反率62%(安全衛生管理体制23%、墜落転落防止:安全帯・手すり等40%、型枠支保工倒壊防止7%、建設機械接触転倒2%、クレーン違反:荷重転倒3%)、違反現場に対する命令27%、.
働く人が活躍しやすい職場環境を目指して、パンフ、
過重労働による健康障害を防ぐために、パンフ、
過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
心の耳(厚労省、2009.10.01.)、
5.過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)
|
|
労働災害防止計画(安衛法(6~9条) |
参照:
第11次労働災害防止計画概要、
第12次労働災害防止計画概要2013(H25)-2018(H29)、第65回全国労働衛生週間パンフ(2014(H26)/10/01-07):第2年度目におけるつまづきの背景(労災15%削減目標に対する、景気立ち直りと原発災害復旧による災害増加の現況)、安衛法改正施行直前:化学物質リスクアセスメント・メンタルヘルスチェック・受動喫煙防止の義務化への中小事業所の進捗、
第13次労働災害防止計画(2018-22年度):概要/パンフレット(厚労省、2018/03)、
|
|
安全衛生管理計画(通常)、
安全衛生改善計画(是正指導時)の作成
(安衛法78条第1項、79条、80条)、
安全衛生管理特別指導実施要領、様式集(千葉労働局労働基準部安全衛生課)、
|
労災が多発したり重篤な労災が発生している事業場に対して、都道府県労働局長は、(法令違反の有無を問わず)労災防止を図る為に改善措置が必要であると認めた時(安全衛生管理特別指導事業場;安特、衛特)に、安全衛生改善計画の作成を指示できる(命令はできない)(安衛法78条1項、則84条)。
安全衛生管理特別指導事業場の指定要件:
1.死亡災害など重大災害を発生させた、
2.労働災害発生件数が多い、
3.休業日数の長い災害が多い、
4.年間労災保険料に比べ、労災費用の割合が大きい、
5.環境・作業・健康管理が不十分で労災が多発している
安全衛生管理特別指導事業場(指定事業所)の対応:
1.労働局主催の説明会(4月中旬頃)に参加。指定内容理解、資料受取。
2.安全衛生改善計画立案:安全衛生基本方針、目標、重点実施項目、実施スケジュール、リスクアセスメントを記入。設備に関する事項、安全衛生管理体制に関する事項、安全衛生教育に関する事項に関して、原因とその対策、その効果を具体的に記入(PDCA方式)。
3..上記計画立案に際して、都道府県労働局長は、専門的な助言を必要と認めるときは、事業者に対し、労働安全コンサルタントによる安全と衛生に関する診断(参照:本解説#0070診断)を受け、安全衛生改善計画の作成について意見を聞くよう勧奨することができる(勧奨=勧告・奨励)(安衛法80条)。
4.安全衛生改善計画作成時には、労働者の過半数の代表者または労組の意見を聞かなければならない(安衛法78条2項) 。
5.これらの書類を5月下旬までに提出する。
6.作成された計画は、守らなければならない義務がある(安衛法79条)。
7.計画にそって改善活動を推進し、毎月災害月報を監督署に提出する。
8.数か月毎に監督官が事業場を訪問し、計画通りに改善が進んでいるか確認に来る。
9.1年間の災害発生状況から指定終了又は指定継続が決定する。
具体的な作成の手順(労働調査会メイトブックス①)。.安全衛生計画(年間)の作成:
安全衛生計画書の作成と活用、(社)安全衛生マネジメント協会、
具体例:
(0)基礎資料:職場検討結果報告書、安全衛生管理活動状況把握チェックリスト、組織管理状況チェックリスト、安全衛生上の問題点整理用紙、
(1)基本方針: 安全を全てに優先し、労働災害の撲滅を図る。
(2)スローガン: ”あっ”手を出す前に一呼吸!守って安全、標準作業。
(3)2004年度安全衛生活動計画 (安全衛生委員会)
(4)年度安全衛生管理方針: 一人一人の安全意識の高揚と会社による潜在危機設備の安全化を推進する。
(5)2004年度目標: 1.休業災害ゼロ継続1000日以上(2002年3月2日より)。2.不休災害(挟まれ、転倒)9件以下。
(6)安全衛生管理計画、
職場安全衛生対策:
| 重点実施事項/実施スケジュール |
3月 |
4月 |
5月 |
6月 |
7月 |
8月 |
9月 |
10月 |
11月 |
12月 |
1月 |
2月 |
| 1 |
ヒヤリハット集中改善(リスクアセスメント実施) |
挟まれ災害撲滅
洗い出し |
改善実施 |
|
確認 |
火傷災害撲滅
洗い出し |
改善実施 |
|
確認 |
転倒災害撲滅
洗い出し |
改善実施 |
|
確認 |
| 2 |
安全パトロール(委員会前30分)、フォロー(翌月下旬) |
購買部
|
生産管理、
購買部 |
品質開発、
生産管理 |
品質開発 |
製造4課、
予備 |
製造2課、
製造4課 |
製造5課、
製造2課 |
製造5課 |
製造3課、
予備 |
製造1課、
製造3課 |
総務課、
製造1課 |
総務課 |
| 3 |
安全教育(別紙参照)毎週水曜日安全朝礼(毎月第1水曜日はKYT) |
|
|
|
|
|
|
|
|
|
|
|
|
| 4 |
健康管理と増進(健診) |
健診 |
|
|
|
|
|
健診 |
|
|
|
|
|
| 5 |
安全衛生委員会(毎月第1火曜日、13:15より巡視、13:45より委員会1時間) |
3/2 |
4/6 |
5/11 |
6/1 |
7/6 |
8/3 |
9/7 |
10/5 |
11/2 |
12/7 |
1/5 |
2/1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
職場環境対策:
| 重点実施事項/実施スケジュール |
3月 |
4月 |
5月 |
6月 |
7月 |
8月 |
9月 |
10月 |
11月 |
12月 |
1月 |
2月 |
| 1 |
ミキサーのカバー設置 |
|
洗い出し |
対策検討 |
|
見積り |
実施開始、2月まで |
|
|
|
|
|
|
| 2 |
高所作業の安全確保 |
|
|
洗い出し |
対策検討 |
|
見積り |
実施開始、2月まで |
|
|
|
|
|
| 3 |
機械・設備の安全化 |
ヒヤリハット・安全パトロールと連動して実施開始、2月まで |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
注意:下記と区別してください.
労働基準監督署では、主要事業場における自主的な安全衛生活動を促すとともに、その状況を把握する為に、「安全衛生管理計画書」「安全衛生管理自主点検表」を提出させています(安衛法90条、則95条)。
参照:
1.平成17年度第12回労働安全・労働衛生コンサルタント登録時研修資料、9頁、社団法人に本労働安全衛生コンサルタント会、平成17年10月、
2.安全衛生管理計画のたて方と活かし方、第2版、中村昌弘著、中災防、平成1年、(680円)、この一冊で生きた管理計画がたてられる、中小企業から大企業まで、本社・事業場・現業課でのたて方と活かし方の実際、
3.全国行事との兼ね合い((社)神奈川労務安全衛生協会藤沢支部)、
4.労働災害防止のために、パンフレット(厚労省、2011)、
|
|
安全パトロール、
安全衛生パトロール、
職場巡視、(東京産保21、39号、2008)、
職場巡思、 |
衛生管理者:最低毎週1回作業場巡視が義務、巡視チェックリスト(茨城産保センター)。
安全管理者:巡視義務があるが、巡視回数の規定は無い。常に作業場を巡視しているものと解釈されている為。
安全パトロールを効果的なものにする為には、危険有害要因のリスク・アセスメントによる評価が重要である。危険有害要因のリスク度=重大性(1~5段階)x頻度(1~5段階)とし、1.作業手順書作成、2.防止対策確認、3.作業手順遵守のチェック、4.作業手順の改善をすることが必要である。パトロール巡視時にチェックリストを持参すると見落としがない(参考:職場巡視の項)
菊池昭(安全衛生のバトン研究会代表)の「職場巡思」: 職場巡視の目的は労働災害防止であるが、マンネリ化しやすい。そこで、職場巡視の発想を転換して、見て回るだけでなく、KYやリスクアセスメントの手法などを活用して、考える巡視「職場巡思」を行うべきである。
その為には、まず、システムとして、総花的でなく重点目標に沿った巡視計画を立て、安全衛生スタッフだけでなく管理監督者や医師・看護師等を巻き込んで、チェックリスト・測定器を携帯することが必要である。「巡思」は、巡視前より始まり(工程、設備、材料、法令、既往災害、前回巡視結果のチェック)、巡視時の現状チェック(不安全行動、不安全状態)、推論展開(定常作業から非定常作業を推論、現象から真の背景を推論)することである。
(安全)衛生委員会運営と同様にトップの参加が重要:例えば、毎日4回巡視するトップ(午前10時、午後1時、3時、5時):松江鉄工所(西尾市、従業員数33名、犬塚由一・富雄社長)、毎日鐘を鳴らしながら事業所内を巡視する総括安全衛生管理者など。
全員参加が重要:安全衛生委員会メンバーのみでなく、月例安全衛生パトロール報告書のチェック項目に関して、全社員が順番に二名一組毎週パトロールし良否判定に参加(大日工業、春日井市、金属製品製造業、従業員63人)、一日安全管理者(一日安全管理者の指摘事項記入、高井精器伊勢原工場)、
|
|
講習受講の指示
(安衛法99条) |
労災発生時、再発予防目的に、都道府県労働局長は事業者に対して、産業衛生スタッフに講習を受けさせるよう指示できる。
|
|
計画の届出
安衛法88条関連
(安衛法88条、89条、89条の2)、
2006年(平成18年)リスクアセスメントによる安衛法第88条第1項部分の「計画の届出」の免除、第2項以後を順次項番を上げた
|
災害発生危険性の高い機械や工事等開始前の計画届出(安衛法88条):
法令経緯:けんせつこうじのじぜんとどk1
① 旧88条第1項~8項、 (RA導入前 安衛法第88条法令:2012年、参照、旧88条)、
第1項: 大工場の生産ラインを新設・変更する場合の事前届出、
第2項: 危険な機械の設置・移転する場合の事前届出、
第3項: 大規模建設工事の事前届出、
第4項: 一定規模以上の建設工事の事前届出、
② 計画の届出の免除:88条1項は年間1万2千件の届出内容に間違いが少ないことより、昨今のマネジメントシステムの構築の普及を勘案して、危険性・有害性等の調査に基づく措置を講じていることを労基署長が認定した業者に関して、法88条第1項・第2項(上記①と②)に限定して、計画の届出が免除、
労働安全衛生法第88条に基づく計画届の免除認定制度の運用について(基安発第0310001号 平成18年3月10日、2006年):労働基準監督署署長による自社のマネジメントシステムの公的な認証システムが稼動した(計画届免除認定制度の概要、2006/07/20)。但しOSHMS/RA実施認定の計画の届出免除・書式)
労働安全衛生法第88条関連「計画の届出」、
③ RA・マネジメントシステム導入が義務化され、旧88条1項は削除しされ、旧88条2項~8項を1~7項の繰り上げ:
RA導入後、安衛法第88条第1項削除(2014/12/01):法令改正:2017年版、2019年版、改正88条1項~3項、新88条、
対象:届出対象業種、危険有害設備機械、
①事業場の建設物、化学物質等(安衛法273条の3、告示)、機械等(安衛法88条、安衛則別表第7)、監督署届出様式、
②主要構造部分の設置、移転、変更時には、工事開始の30日前までに労働基準監督署長への届出の義務がある、
③建設業・土石採取業は仕事開始14日前までに労働基準監督署長へ、
④大規模な建設事業は厚生労働大臣へ仕事開始30日前までに届出(事業・届出先・期限)(一覧表)。
ただし、仮設で6ケ月未満で廃止する場合は届出は不要である。届出に対して、差し止め、計画の変更、労災防止の勧告・要請がなされうる。
このことは、間接的にはセーフティ・アセスメント (safety assessment、機械設備等の設計・製造・設置等に当たっての安全衛生面からの事前評価、安全面からの評価、機械・設備等のの本質安全)である(リスクアセスメント、機械安全の項を参照)。
|
| |
|
|
| |
|
|
|
産業医、現状 |
新潟県医師会:2400人(2019)、
認定産業医6万人/全国、
産業医選任率:75%、従業員数50-99人の事業場:65%、(2005)
おおさかさんぽ、大阪産業保健推進センター 33号、2004:アンケート:
半分はペーパー産業医、半分は実働1時間以下/月、
問題点:
1.産業保健の作業環境管理、作業管理の知識・経験が無い。
2.総合的健康管理ができない。
産業医に求められる能力:
総括管理(職場巡視、衛生委員会への出席・意見具申、健康障害 原因調査等)、職場における多様な課題対応力、
健康管理(健康診断事後措置、生活習慣病予防、長時間労働者への面接・事後措置指導、メンタルヘルスケア等)、メンタルヘルスを含めた労働者に対する総合的な健康管理に関する知識、職場復帰・リハビリ過程における当事者従業員・事業所・医療機関の間の調整力、
作業管理(有害作業の点検・管理等)、
作業環境管理(健康障害リスク評価等)、
|
| |
|
|
|
産業医の経費を節約したい、
産業医の報酬(月額)、
嘱託産業医報酬の目安、報酬相場、産業医報酬基準額、産業医の報酬体系、
(一覧表;
日本ドクターコンサルティング、愛知県医師会産業保健部、茨城県医師会、武神、、)、
契約書(愛知県医師会産業保健部会)
|
私は、基本的に、経費を節約することは困難であろうと考えており、産業保健に造詣の深い本当の産業医と契約することを良しとすべきであるとお勧めしております。
産業医の正規報酬は、従業員数、職務内容によって変わります。産業医の標準料金は、従業員人数に比例し、具体的報酬額は産業医斡旋の地域産業保健センターにより異なります。個々の産業医と依頼内容で異なりますが、紹介先の医師会地域産業保健センタ-では産業医契約書モデルを準備していますので、直接確認してください。
親会社や関連会社、近所の会社と共同で産業医を選任して経費を折半するというやりかたもあります。
しかしながら、健康診断実施機関に依頼すれば健診結果のみの判断料として安くすみます(月額約1~2万円前後)。
事業所巡視・指導・教育等の複数職務を交通費等実費弁償込み月2万でやる医者がいるのでしょうか?各事業所の安全衛生スタッフの皆さんがご存知のように、その実態は、労基署対策の幽霊産業医(名前だけの産業医)で、一度も事業所で産業医を見かけたことが無く、健診結果に印鑑を押すだけの業務なのです。どうしてその様なことが常態化しているのでしょうか?その背景は、産業医と事業者の暗黙の了解がありそうです。1.開業予定勤務医や既存開業医が低額で医師会割り当ての産業医業務を引き受ける理由は、健診後の診療誘導が動機と言われています。個人情報が会社に筒抜けになることを嫌がる労働者を考慮して、これらの診療誘導は戒められてはおりますが、特に、新規開業医にとっては、労働者とその家族を診療する絶好の機会を提供しているわけです。2.定年後勤務医は、たくさんの事業所の産業医を掛け持たないと従前の給与を確保できず、経験の乏しいまま多くの事業場の産業医となっています。3.事業者にとっては、経験不足の産業医による職場巡視や常識はずれでコストのかかる指導助言は避けて通りたい所でしょう。
中小企業にとって、産業医の人件費が月額1万円か2万円で済むか4万円以上もかかるかは、とても重大な問題です。が、私は安衛スタッフには、「労災が多いのも中小企業でその労災を減少させる為の産業医雇用でもあることを事業者がどれ程深刻に希求しているかがにかかっているので、そのことを安全衛生委員会や中小企業経営者安全衛生講習会等でよく理解してもらうしかない。」と説明しています。産業医を高額で雇っても、売上が伸びるわけではなく、災害コストや刑事責任・民事賠償の減少という消極的効果しかないので、説得力に欠けるのですが・・・。
私の新潟県内での産業医活動においては、月1万円から2万円です。安全衛生委員会への参加・職場巡視は時給千円+交通費です。非定時応召事案・作業環境測定等に関しては、電話対応で解決を原則として、現場に出かける場合は1事案3万円であることを説明の上対応しております。何銭単位での利益計算をしている地方の中小企業事業主を相手にしていることを認識して対応しているのが現実です。
参照:
1.経費参照(2002年)、産業医下村洋一。
2.小規模事業場産業医活動助成金、
3.小規模事業場産業保健活動支援促進助成金、2008.、
5.産業医、嘱託産業医労働者性と支払い、
。 |
|
監督署から産業医を選任するよう指導を受けた |
現在依頼している健康診断実施機関に依頼したり、ホ-ムペ-ジ上で新潟産業保健総合支援センタ-または三条市・長岡市・柏崎市刈羽郡医師会の地域産業保健センタ-に相談したり、かかりつけの開業医を通じて医師会に依頼する。近くの先生に引き受けてもらえると急病人が出たとき頼りになるといったメリットがある一方で、医師会契約は割高で先生を選べない、いざというとき解約しにくい、自診療所への誘導による受診者の診療施設選択の自由の阻害といった苦情を耳にします。親会社や関連会社に産業医がいればその先生にお願いする方法や、近所の会社の産業医に兼任をお願いする方法もあります。
法人代表者、事業経営主・事業者の代表者(代表取締役、医療法人・社会福祉法人理事長)、事業場においてその事業の実施を総括管理する者の事業者(事業場代表者、病院または診療所の院長、老人福祉施設の施設長)が産業医を兼務することはできません(産業医の選任の改善について、厚労省労働基準局安全衛生部長、基安発1030第4号、平成27年10月30日)。
|
|
産業医の選任を急いでいる |
選任事由発生から14日以内に所轄労働基準監督署長に選任報告を行う義務があります。
お急ぎであれば3日以内に選任できるよう努力します。
|
|
産業医の報酬、紹介料 |
紹介に関し費用は一切かかりません。地域産業保健センタ-への相談も無料です。
報酬: 一覧表:茨城県医師会、武神、日本ドクターコンサルティング、。
|
|
契約産業医が職場巡視をしない、
産業医の活動実態、
、グラフ、厚労省 第四回 産業医制度の在り方検討会議参考資料 2016、
安全衛生管理体制の現状、 |
産業医の職務(日本医師会):
労働安全衛生規則第15条(産業医の定期巡視及び権限の付与)では、産業医には月1回の事業所訪問が義務づけられています(産業医の定期巡視頻度の改正変更:1回/2月、労働基準局長通達、2017年)が、大多数の事業所で守れていないのが現状です(大阪府の府税事務所や土木事務所など計55の出先機関の産業医が、労働安全衛生法で毎月1回の職場の見回りが義務付けられているにもかかわらず、昨年度は13機関で、それぞれ年1回だけだったことが11日、府監査委員の調査で分かった。計660回見回る必要があるのに計13回しか実施していなかったことになり、実施率はわずか2%にとどまった。産業医を選任した府企画厚生課は「年1回の見回りで十分だと勘違いし、結果的に産業医を呼ぶのを怠った。今後、見回り体制を早急に改める」としている。東奥日報(2005/10/11))こうしたトラブルを防ぐためには産業医契約書モデルに基づくことが重要です。契約書をチェックし、未記載の事業所は契約更新時に改正することをお勧めします。
参照:
1.中小規模事業場における産業医の活動実態(森田哲也・福岡労働衛生研究所、中小事業場における嘱託産業医の立場から精神科医との連携、平成17年):選任率は高いが実態を伴っていない現状、
2.産業医、訴訟、神奈川産保センター、改正労働安全衛生法1996による産業医の健康管理への不作為訴訟、改正労働安全衛生規則2019による産業医業務の見直し、
3.名ばかり産業医の光と闇、
5.安衛則改正 平成29年 2017/03/29公布、2017/06/01施行 産業医制度の見直し、厚労省、2018、「事業所の安全衛生情報(健診事後措置、長時間労働者、定期巡視)の産業医への情報提供義務と、迅速な対応への産業医の介入=産業医とのコミュニケーション」、
働き方改革関連法により2019/4/1:「産業医・産業保健機能」と「長時間労働者に対する面接指導等」の強化、、、
。 |
|
保健師、栄養士、心理カウンセラーの紹介 |
健康管理室のアウトソーシングのお手伝いもしています。是非ご相談ください。 |
|
労働安全衛生管理 |
労働安全衛生管理のあらまし総論((独)群馬産業保健推進センター、情報誌)、
|
|
労働安全衛生管理:(A)労働安全管理、
労働安全5管理:
4M+教育、 |
災害の直接原因となる不安全行動と不安全状態の根本原因である4M(Man 人+Machine 設備・機械+Media 方法・環境+Management 管理)の管理、並びに、教育により、安全管理とする。
安全管理の手法:①従来型(災害の後追い型安全管理):災害発生後、それに対応する欠陥の是正を安全管理として提案する、②理想型(災害の先取り型安全管理):安全衛生マネジメントシステムを立ち上げ、リスクアセスメントにより、未然に、安全管理を遂行する。この場合、災害という大きな代償を払うことを避けられる。
|
|
労働安全衛生管理:(B)労働衛生管理、労働衛生5管理、
(3管理)、
労働衛生診断の要点 |
(A)3管理:
(1)作業環境管理、
(2)作業管理、
(3)健康管理、
(B)
(4)労働衛生教育。
(5)総括管理: 法令遵守 compliance、労働衛生管理体制(業務管理)と以下4管理のコーディネートを含み、具体的には、職場巡視(衛生診断)、健康障害の原因調査、衛生関係情報管理、労働衛生管理体制整備、労働衛生管理計画策定、衛生委員会、行政対応、外部機関との連携、規定整備、安全管理との連携、職務設計・適正配置への参画、新技術・新設備導入、事業場内労働衛生予算策定・評価、後継者育成など。
安全衛生委員会、職場巡視は総括管理として重要。
注意:
自事業場の労働安全衛生管理体制を常にチェックして問題点を洗い出すことは、安全管理者や衛生管理者にとって、自覚・改善・担保に重要である。
参照:
安全管理者・衛生管理者の為の自事業場チェックリスト、安全衛生職場チェッカー(労働調査会、CD-R、Ver 1、2004、東京、12000円)。
|
|
5管理(1)、
安全管理規程、
作業規程、 |
労働安全衛生管理には、事業所単位で、安全管理規程、作業規程を定めておく事が重要。
参照:
1.安全衛生管理規程の作り方とそのモデル、第2版、大関親著、中災防、2006.(1470円)
2.マトリックス表から組み立てる就業規則の作り方.改訂第2版.冨塚祥子.日本法令.東京.平成17年.CD-R付きなので修正が簡単です。お薦め。
3.安全衛生社内様式集・規程集.第2版.労働調査会出版局編.労働調査会.東京.2004.(1260円)安価で、PDF取り込み後、自社版の規程が簡単に作成できます。
4.安全衛生管理規程(例)、、
|
|
5管理(1)、
労働衛生診断の要点、
安全衛生管理体制図、
管理体制、
わかりやすい安全衛生体制:安衛法ふくながのホームページ、
事業場の安全衛生管理体制
(東京労働局:総括安全衛生管理者、安全管理者、衛生管理者、産業医)、体制、
管理体制(図表)
(安衛法10~18条)、
参照:
(1)安全衛生管理体制、17頁、産業保健マニュアル、4版、南山堂、東京、2001.
(2)安全衛生管理体制(詳細一覧表)、120~39頁、
真島のわかる社労士、平成17年度版、住宅新報社、東京、2004.)
安全衛生管理規程・組織図、
事業・規模別の安全衛生組織図、、、
|
サクッと言えば:
| 労働者数 |
<9人 |
10人≦ |
50人≦ |
| 総括安全衛生管理者(法10条) |
|
|
危険+屋外:100人≦
危険+屋内:300人≦
非危険:1000人≦ |
| 安全管理者(法11条) |
|
|
● |
| 衛生管理者(法12条) |
|
|
● |
| 産業医(法13条) |
|
|
● |
| 安全衛生推進者 |
|
危険作業 |
|
| 衛生推進者 |
|
非危険作業 |
|
(A)基本的な3つの安全衛生管理体制(分類)、
事業者が、全ての安全衛生構成員を選任する。
(A-1)総括安全衛生管理体制(総括)総括管理: 全産業に必須(安衛法10条、17条)、
(A-2)統括安全衛生管理体制(統括)統括管理: 建設、造船(混在作業、重層構造、非定常作業、有期作業)においては、総括管理体制とは別に、現場において追加設置(安衛法15条、30条)、
(A-3)総合安全衛生管理体制(総安)総合管理:構内下請事業場における自主的安全衛生活動の推進について(基発第384号、昭和54年7月28日)(製造業における元方事業者による総合的な安全衛生管理のための指針、基発第0801010号、平成18年8月1日):
製造業:鉄鋼業、化学工業、紙・パルプ業や原子力発電所において(安衛法30条の2、平成18年):
①混在作業(元請事業・親企業と下請事業・協力会社、輻輳作業 crowding)=工事請負(長期=鉄鋼業の高炉新設工事)+作業請負(長期=メンテナンス、短期=鉄鋼業のヤードのスクラップ処理)、親企業と下請企業の作業境界部で災害が多い、
②親企業の設備(足場など)を下請事業の作業者が使用する、または、請負事業が不備な移動式設備(アーク溶接機、電動工具)を持ち込む、、
③下請事業は規模が小さく、安全衛生管理体制が十分に整備されていない、親企業の援助が必要、
以上より、同一構内における下請事業を含めて非定常作業の総合的安全衛生管理の推進が親企業に求められる。すなわち、これらの製造業の親企業においては、総括管理体制とは別に、併せて追加設置される(製造業の元方事業者による作業間の連絡調整の実施、改正安衛法30条の2、平成18年4月1日施行)。
参照:
1.製造業における元方事業者による総合的な安全衛生管理の為の指針(鉄鋼業向け解説マニュアル)、厚労省、2010.05.11.
2.鉄鋼業の非定常作業の注意点(2014)、
(B)労働衛生管理体制の概観、管理体制組織図表、
| 経営責任者 |
事業者、トップ層 |
| 事業場の安全衛生管理責任者 |
|
| ライン |
管理職(部課長) |
| 監督者(職長、作業長、作業主任者) |
| 安全管理者 |
| 第一線作業者 |
| スタッフ部門 |
管理職(課長、係長) |
| センター組織 |
| 専門職(法定、法定外)(産業医、安全管理者、衛生管理者、衛生工学衛生管理者、作業環境測定士、保健婦・看護婦、医療職、THP資格者) |
| 委員会 |
OSHMS専門委員会、健康保持増進委員会 |
安全委員会、
法17条
則21条・23条・24条 |
1.林業、鉱業、建設業、製造業のうち木材木製品製造業、化学工業、鉄鋼業、金属製品製造業及び輸送用機械器具製造業、運送業のうち道路貨物運送業及び港湾運送業、自動車整備業、機械修理業並びに清掃業にあっては50人以上
2.運送業(上記以外のもの)、製造業(上記以外のもの)、通信業、電気業、ガス業、水道業、熱供給業、各種商品卸売業、家具建具じゅう器等卸売業、各種商品小売業、家具建具じゅう器小売業、燃料小売業、旅館業、ゴルフ場業にあっては100人以上、
(1)安全委員会:総括安全衛生管理体制、
(2)安全協議会:統括安全衛生管理体制、
(3)協議組織: 総合安全衛生管理体制、
構成:①総括安全衛生管理者等の統括管理者(議長)、②事業者側半数:安全管理者、安全に経験のある者、③従業員側半数で過半数代表者または過半数労働組合の推薦者を事業者が指名する。、
委員会運営のコツ、
|
衛生委員会、
法18条
則21条~24条 |
全業種で、労働者50人以上のところ、
構成:①総括安全衛生管理者等の統括管理者(議長)、②事業者側半数:衛生管理者、産業医、(作業環境測定士、衛生に経験のある者)、③従業員側半数で過半数代表者または過半数労働組合の推薦者を事業者が指名する。、、 |
安全衛生委員会、
法19条
則21条~24条 |
安全と衛生の二つの委員会を設けなければならないときは、安全衛生委員会一本でもよい。
参考:
1.安全衛生委員会規程の作成:雛形、
2.安全衛生委員会の進め方、生かし方、中災防、平成6年、(874円)、 |
| 系列協力会社との連絡、協調体制 |
|
| 外部労働衛生機関の利用 |
健康診断機関 |
| 健康保持増進サービス機関 |
| 作業環境測定機関 |
|
(C)選任基準
| 業種区分 |
一般事業場:非下請混在作業
一事業場毎に配置される |
下請混在作業
一事業場内の各作業現場毎に、下請対策として、左記に加えて、下記を追加増員④ |
| 特定事業② |
非特定事業 |
| 建設③ |
造船 |
屋外・工業的;
林業、鉱業、建設、運送、清掃(ゴミ焼却をイメージする) |
屋内・工業的:
製造、電気、ガス、熱供給、水道、通信、卸売、百貨店、旅館、ゴルフ場、自動車整備、機械修理 |
その他(屋内・非工業的) |
ずい道、圧気工法、橋梁 |
主要構造部が鉄骨造又は鉄骨鉄筋コンクリート造の建築 |
|
その他 |
常時使用する労働者数
1000人以上 |
総括安全衛生管理者、安全管理者、衛生管理者、産業医、衛生委員会、安全委員会 |
総括安全衛生管理者、安全管理者、衛生管理者、産業医、衛生委員会、安全委員会 |
総括安全衛生管理者、衛生管理者、産業医、衛生委員会 |
特定元方事業者より、(現場責任者の)統括安全衛生責任者、(技術責任者の)元方安全衛生管理者を選任し、(下請より、安全衛生責任者を選任し)、元方の設置運営する協議組織に両者が参加。 |
特定元方事業者より、(現場責任者の)統括安全衛生責任者、(技術責任者の)元方安全衛生管理者を選任し、(下請より、安全衛生責任者を選任し)、元方の設置運営する協議組織に両者が参加。 |
特定元方事業者より、(現場責任者の)統括安全衛生責任者を選任し、(下請より、安全衛生責任者を選任し)、元方の設置運営する協議組織に両者が参加。 |
元方事業者より、[総合安全衛生責任者]を選任し、[下請より、安全衛生責任者を選任し]、元方の設置運営する協議組織(協議会)に両者が参加。 |
| 300人以上 |
衛生管理者、産業医、衛生委員会 |
| 100人以上 |
安全管理者
、衛生管理者、産業医、衛生委員会、安全委員会 |
| 50人以上 |
安全管理者、衛生管理者、産業医、衛生委員会、
|
| 30人以上 |
安全衛生推進者 |
安全衛生推進者 |
安全推進者
(行政指導:小売、社会福祉、飲食)
衛生推進者 |
特定元方事業者より店社安全衛生管理者を選任し、関係請負人の参加する、協議組織を設置運営。 |
|
|
| 10人以上① |
特定元方事業者より店社安全衛生管理者を選任し⑤、関係請負人の参加する、協議組織を設置運営。 |
教育時に老婆心で説明していることであるが、労働安全衛生スタッフの被指名において、その報酬に対する責務は重い。災害時の債務不履行・不法行為による民事訴訟賠償金の事業者からの求償を回避する上で、日頃の繰り返してのコミュニケーションによる不作為回避とその記録保存は必須の要件である。
注意:労働者とは:労働者の定義、
① 常時10人未満の従業員の事業場では、安全衛生監督者の選任義務が無く、労災の発生要因の1つとなっている。
② 特定事業(建設業・造船業)の請負作業の責任の所在を明確にする為に、下請混在作業の安全衛生管理体制が別枠に設定されている。
③ 請負建設業では、元方安全衛生管理者(元管)と店社安全衛生管理者(店管)が別枠に設定されている。
④ 建設業A社はXビル建設とY橋の現場(作業所)を請負い、本社と現場の常時A社労働者が合計100人以上なので総管を配置すべきである。更に、Xビル建設現場では、A社と下請B社と孫請C社の合計労働者数が常時50人以上なので、元請A社は統責を配置すべきである。Y橋建設現場では、A社と下請D社と孫請E社の合計労働者数が常時10人以上で50人未満なので、A社は店管を配置すべきである。
⑤ 店社安全衛生管理者の配置は、統責+元管の配置で代用できる(安衛則18条の6第2項)。
(D)安全衛生管理活動の実務:
1.機械設備の安全化
2.安全衛生パトロールの実施
3.安全衛生点検検査の実施
4.安全衛生作業手順の作成
5.安全衛生保護具の着用指導
6.安全衛生教育の実施
7.災害調査の実施
労働衛生管理体制診断における確認事項:
(1)経営責任者の安全衛生に関する認識、方針、活動
(2)事業場の安全衛生管理責任者の認識、方針、活動
(3)(安全)衛生委員会の構成、開催状況、議事録、審議内容
(4)衛生管理者の報告と活動(第1種、第2種、衛生工学衛生管理者)
(5)協力会社との連絡、協議体制とその実態
(6)外部労働衛生機関の利用状況と連携状態
(7)労働安全衛生マネジメントシステムに関する指針に基づく活動
注意
(1)「常時」使用する労働者と「常態」として使用する労働者:事業場規模が労働者数で区分される場合、常時10人以上、常時50人以上と明記される。繁忙期・交替制など毎日・毎時間に労働者数が変動する事業場において、最低限の一日間の全労働者(臨時の派遣・パートを含む)を常時とする。常時とは、日雇労働者やパートタイマー等臨時の労働者数を含めて、常態として使用する労働者数をいい、いわゆる常勤労働者数ではない。すなわち、常時10人とは、時としては10人未満になることはあっても、常態として10人以上の労働者を使用しているという意味。したがって、常時は8人であって、繁忙期等において更に2、3人雇い入れたので10人になった場合は、含まれない。(昭47.9.18.基発第602号)。
(2)監督署長への報告義務、巡視義務、専属、専任、代理者等の必要の有無(一覧表)
(3)労働衛生指導医:産業医は,常時50人以上の事業場の事業者がいわゆる町の開業医などと産業医の契約をして,事業場の中における衛生面に関して産業医学的な立場からその専門的知識を活かしてもらうことにしています。ただし,この産業医は,本業は町の開業医です。一般の患者さんの病気の治療をするのが専門であり,事業場の中の産業医学に関するアドバイス等を専門にやっているわけではありません。常時1,000人以上の労働者がいる事業場のように専属の産業医を選任している場合は別として,一般の産業医は都道府県労働局長が作業環境測定の実施の指示や臨時の健康診断の実施の指示をするに当たって相談するような立場の者ではありません。これらに関する相談に応ずることができる専門家を「労働衛生指導医」といい,この労働衛生指導医は,都道府県労働局におかれています。その職務は,上述したとおり,都道府県労働局長の相談に応じて,作業環境測定の実施,臨時の健康診断の実施に関し,意見を述べることになります。
(4)専任義務違反:①作業主任者:6月以下懲役または50万円以下罰金、②安全衛生(衛生)推進者:罰則無し、③その他・委員会:50万円以下罰金。
|
|
5管理(1)、
労働衛生診断の要点、
事業場の安全衛生管理体制:
総括安全衛生管理者(総管)、
安全管理者(安管)、
衛生管理者(衛管)、
安全衛生推進者、
産業医、
統括安全衛生責任者(統責)「工事所長」、
元方安全衛生管理者(元管)「工事主任」、
店社安全衛生管理者(店管)、
安全衛生責任者「職長」、
総括・衛生管理者・産業医(表)、
安全管理士、
衛生管理士、
|
法的根拠:
労働安全衛生法、
労働安全衛生法施行令、
届出に関して:
安全衛生関係主要様式 一覧表、厚労省、
安全衛生の資格
資格等の必要な業務
作業主任者を選任すべき作業
就業制限に係る業務
安全衛生管理体制
安全衛生管理体制の詳細
労働者の就業に当たっての措置
選任者の資格職務
定期健康診断の項目(2008年4月1日より)、
安全衛生管理規程:組織図と安全衛生管理規程(例)
定期自主検査一覧
点検表、建設業:始業前点検表(Exel)、
保存書類一覧、
中災防派遣の技術的指導者としての安全管理士ならびに衛生管理士(労働災害防止団体法12条)、
産業医の職務:5管理、、
|
|
建設業と造船業における請負制度下の安全衛生管理体制(法15~16条)、
総合安全衛生管理体制の確立と推進、
統括安全衛生管理体制、
統括管理体制とは、
現場責任者とは(現場の代理人、主任技術者、監理技術者)、
|
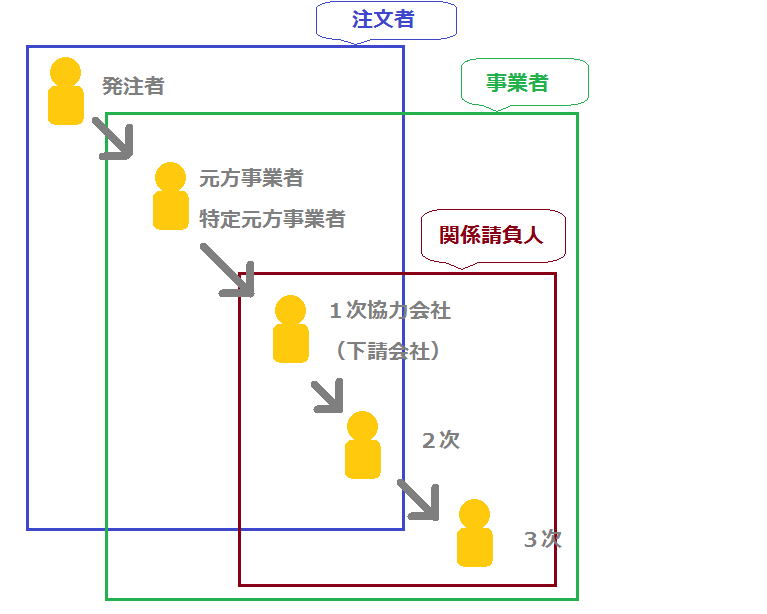
建設業、造船業等、重層下請関係にある職場について、元方事業主を中心とする総合安全衛生管理体制の確立をはかるとともに、ジョイント・ベンチャー、リース業者等の労働災害防止責任を明確にすること(労働大臣塚原俊郎、第68回国会社会労働委員会第13号、内閣提出労働安全衛生法案説明、昭和47年5月11日)。
請負関係における総合安全衛生管理体制(法15~16条):
注文者(発注者、元方、1次協力下請、2次協力下請)―事業者(元方、1次協力下請、2次協力下請、3次協力下請)―関係請負人(1次協力下請、2次協力下請、3次協力下請)
|
統括安全衛生管理体制(統括)統括管理: 建設、造船(混在作業、重層構造、非定常作業、有期作業)においては、総括管理体制とは別に、現場において追加設置(安衛法15条、30条)、
建設業:
用語:
(1)元方事業者(法15条1項): 一部を自らが事業者として、かつ、一部を請負人に請け負わせる場合、自身が最も先次(せんじ)の注文者のこと。
(2)特定元方事業者: 建設業や造船業などの特定事業を行う元方事業者のこと。
(3)店社(本社、支店等): 作業所の指導、支援及び管理業務を行う本社、支店等の組織をいう(建設業労働安全衛生マネジメントシステムガイドライン、用語と定義3.4)。
(4)建設業=建設+土木、
総合工事業=総合建設業=総合請負業(ゼネコン general contractor、建設と土木の両方を請負う、元請け)、
専門工事業者(サブコン、建設業法許可28業種、下請け)、
木造建築: 職人:大工、責任者:棟梁、壁仕上げ:左官、
法令:
労基法、安衛法、安衛則、一覧表 2006、
安衛法、規則関連、一覧表 2006、
管理者、一覧表 2006、
作業指揮者、一覧表 2006、
作業主任者、一覧表 2006、
危険有害作業、一覧表 2006、
資格、一覧表 2006、車両系建機(特、技)、高所作業車(特、技)、不整地運搬車(特、技)、移動式クレーン(特、技、免)、ローラー(特)、玉掛け(特、技)、溶接(技)、砥石(特)、ウインチ(特)、コンクリートポンプ車(特)、
特別教育、一覧表 2006、
労働衛生管理:
作業環境管理(機械化:クレーン、低有害資材:水溶性塗料、換気:粉塵排気、空気取り入れ、酸素濃度、硫化水素濃度)、
作業管理(危険予知、作業区域確保、人間工学的設計工具、保護具:保護帽、安全帯、手袋、耳栓、マスク、暑熱順化:暑熱作業開始3日は作業負荷軽減、休憩の有効化:屋内・日陰、水分塩分補給、衛生設備の管理)、
健康管理(作業前健康チェック:監督者による顔色確認と声掛け、血圧測定、規則正しい生活習慣:欠食、過剰飲酒回避、睡眠時間確保、就業特性確認、救急措置訓練)、
管理(重層下請け事業場安全衛生管理体制、作業主任者:足場、型枠、地山、土止め、鋼橋、コン橋、鉄骨、木建、コン解体、隧道掘削、隧道覆工ふっこう(支保工)、酸欠)(OSHMS)、
教育(特別教育、技能講習、免許、新規入場前)、
概要:
大別: 建設、土木、
建設業法許可28業種(建設業法における専門工の分類)、
建設土木の両者を扱う: (総合工事業、総合請負業ゼネコンgeneral contractor)、
個人業者25%、資本金1千万以下60%、
大規模工事:共同事業体JVの重層下請構造、
大工(木造建築職人)ー棟梁(責任者)、左官(壁仕上工)、
現況:
工事受注額は1990年(平成2年)がピークで減少、
労働者数は10%、
1/4個人業者、
3/5資本金1000万以下、
作業特性:
職場:移動・変化、
屋外作業:天気、周辺環境、
山間部での仮設寄宿舎生活、
重筋、高所、混在作業、
特殊車両、
保護具、工具装備、
作業工程:
技術・開発ー企画・設計ー入札ー受注・契約(打合せ、現地調査、詳細設計、届出申請)ー発注(資材、機械、設備、請負)ー施工・監督(基礎、足場、建物、配管、設備、塗装、外構がいこう)ー竣工・引渡ー保守・管理ー補修・改造ー解体、
有害要因:
建設特異(土砂崩壊、倒壊、墜落、重機転落・接触、感電、爆発・火災、取り扱い、運搬)、
物理的(腰痛:重量物、反復作業、熱中症:屋外炎天下、振動・騒音、熱傷・感電:電機、溶接、気圧:潜水、潜函)、
化学的(じん肺、石綿肺、肺癌、中皮腫:解体、隧道、溶接、石綿除去、有機溶剤中毒:塗装、内装,貼付け、防水、酸欠:タンク、下水、一酸化炭素中毒:コンクリート養生内燃機関、タンク、井戸、配管、硫化水素中毒:汚泥処理、浄化槽、下水、カーバイド・有機リン中毒:緑化、防虫、塩素ガス:浄水、洗浄、金属熱:溶接、薬傷:セメント、舗装)、
その他(虫刺され:土木、造園、長時間労働・ストレス:設計、管理、喫煙、寄宿舎整備、交通、公衆、公害)
解体石綿曝露、
現場:健診事後措置、保健指導、面接指導が実施困難、
60才以上高齢労働者が多い 100万人(20%、2010年)、
労災:
重症(死亡災害:1/3、休業4日以上:1/4)
墜落・転落、建機・クレーン1/3、建機10%・自動車10%・倒壊・土砂崩壊10%
腰痛、熱中症、じん肺、振動障害、騒音性難聴、
ゼネコン社員:長時間労働によるメンタルヘルス不調、脳心臓疾患、
体制:
特定元方事業者:
統括管理(協議組織、作業間連絡調整、作業場所巡視、安全衛生教育指導援助)
選任:
統括安全衛生責任者(統責):更に建設業では→選任・指揮→元方安全衛生管理者$:
隧道、圧気、橋梁工事: 30人~使用労働者数
建設、造船: 50人~
店社安全衛生管理者$&:
隧道、圧気、橋梁工事: 20人~29人
鉄骨: 20人~49人
資格: $:高専+実務3年、中卒+実務5年、&:実務8年
隧道、圧気工法: 救護技術管理者が必要
大規模工事:通常50人以上の現場:
(1)作業所長:統括責任者:統括安全衛生責任者(法15条、建設業・造船業の特定元方事業者が元請側より選任) 、事業場に専属(元方事業者の現場管理指針、1995/04/21、基発第267号)、
(2)工事主任:統括責任者補佐:元方安全衛生管理者(統括安全衛生責任者を選任した建設業元方事業者が元請 側より選任)、事業場に専属、
(3)安全衛生協議会ー下請:安全衛生責任者(職長)等
中規模工事:20人以上など
(1+2’)中規模事業責任者:支店・本社から来た指導者の店社安全衛生管理者(建設業元方事業者より選任)+ 作業所長(工事現場責任者の統責相当の統括安全衛生管理担当者)、
(3)安全衛生協議会ー下請:安全衛生責任者(職長)等
小規模工事:(10人以上)20人未満など
(1+2”)小規模事業責任者:支店・本社から来た指導者の安全衛生担当者(建設業元方事業者より選任)+
作業所長(工事現場責任者の統責相当の統括安全衛生管理担当者)、
(3)安全衛生協議会ー下請:安全衛生責任者(職長)等
(3)関係請負事業者・下請事業者:
(関係請負人=元方事業者以外の下請事業者、安衛法15条)安全衛生責任者(下請側より選任し、特定元方事業者に対して報告)、協力会を作る、
(3’)中小規模作業所の下請:安責相当の安全衛生担当者、
(5)協議組織(災害防止協議会)の設置(安全衛生点検基準作成、安全衛生パトロール、合図・標識・警報の統一、安全装置・の共同購入、健康診断の共同実施、安全衛生相談、安全衛生担当者研修、安全衛生大会)。
建設業の安全衛生管理体制の現状:アンケート調査結果、建災防、2007年:安全衛生管理部署設置率(ゼネコン90%、サブコン60%、10人以下の小規模事業場20%)、安全衛生スタッフ充足(50%)、リスクアセスメント理解(50%)、コスモス運用の困難さ(80~90%)、
作業主任者:
足場、型枠、地山、土止め、鋼橋、コン橋、鉄骨、木建、コン解体、ずい道掘削、ずい道覆工、酸欠、
マネジメントシステム:
日本版、労働安全衛生マネジメントシステムに関する指針、厚労省、告示53号、1999年、平成11年4月、
建設業労働安全衛生マネジメントシステムガイドライン(Construction Occupational Health and Safety Management System, コスモスガイドライン)、建災防、1999年、平成11年11月(2006年改正)、
改訂COHSMSガイドライン、ニューコスモス、2018年、平成30年4月1日改正、建災防、関係資料、
参照:
1.建設業における総合的労働災害防止対策ー建設業における自主的な安全衛生活動の促進を目指してー、建設業における総合的労働災害防止対策の推進について(基発第0322002号、平成19年3月22日)厚労省、2008/02/20.、安全サポートマニュアル(国土交通省中部地方整備局)、建設工事公衆災害防止対策要綱:建設工事公衆災害防止対策要綱、建設機械の環境・安全対策の取り組み、建設機械施行安全マニュアル、
2.建設業に対する労働安全衛生診断のプロセス(労働安全衛生コンサルタント必携、建設業編、日本労働安全衛生コンサルタント会)、
3.「目で見る」安全対策マニュアル、工事安全対策委員会パトロール点検表解説版、平成27年、東京港建設事務所工事安全対策委員会、
10.和田攻(おさむ). 第19 建設業. 産業保健マニュアル. 第5版. 東京. 南山堂. 2006; 248頁.、
15.ビズベン、建設会社が注意すべき法律を、弁護士がまとめてみた:
民法:632条請負、633条請負の支払時期、
労働法:労働基準法、労働安全衛生法、
建設業法:建設業許可制度、請負取引(一括下請け禁止、下請代金支払ルール)、施工品質(技術者制度、技術検定、施工体制台帳、体系図)、経営事項審査:公共事業請負、違反制裁:監督処分(是正:指示処分、営業停止処分、許可取り消し処分)(刑事罰・両罰規定)(指名停止措置)、紛争処理(請負契約の紛争処理審査会の斡旋、調停、仲裁)、
18.下請法の概要、公正取引委員会:
親事業者の義務(3条書面交付、支払期日、書類作成保存、遷延利息支払い)、、
親事業者の禁止行為(注文物品受領拒否、下請代金支払遷延、下請代金減額、受領物品返却、買いたたき、購入・利用強制、親会社不正通報への報復措置、下請への支払前に有償支給の対価の早期決済、割引困難な手形交付、不当な下請け業者からの経済的利益提供要求、不当な給付変更)
構造的原因による下請の災害発生において、災害減少には、単純な安全衛生対応だけでなく、下請法遵守が要件であることは自明ではあるが・・・・。
|
|
専属、専任、
専属・専任一覧表、
選任報告書、 |
専属:
その事業場にのみ所属している(他の事業場と掛け持ちはしていない、その会社の従業員)。他事業場や外部委託ではダメ。「1000名以上または有害業務に500名以上の労働者が従事する事業場では事業場に専属の産業医が選任される。ただし、3000名以上の事業所では専属を問わず2名以上の産業医が必要とされ、また、専属産業医数の規定が無いことより、最低、専属1名と非専属1名が必要となる。」
専属の例外規定:安全管理者(または衛生管理者)を複数専属する場合、複数の労働安全コンサルタント(または労働衛生コンサルタント)を専属した場合、当該コンサルタントの内で1名のみは専属でない外部のコンサルタントでも構わない。
専任:
当該の特定の業務だけを行っているまたは勤務時間の専ら(勤務時間の3/4とか70%とか)をその業務を行っている。通常の勤務時間を専らその事業場のその業務だけしかやらないということ。例えば総務の人が総務の仕事もやり衛生管理者の仕事もやるというのは「兼任」ということになりますから,「専任」には該当しません。衛生管理者の仕事だけやってお給料をもらうというのが「専任の衛生管理者」というわけです。専任は専属に含まれ、専属は専任よりも広義です。
選任:
自社員、他社員のいかんを問わず選びその業を任せること。自社員であることは必要条件とはならない。「常時50名以上の労働者を使用する事業場において、事業者は産業医を選任する義務がある。」
専属産業医が他の事業場の非専属の産業医を兼務することについて(基発第214号、平成9年3月31日)(滋賀産保)(Oh My 淡海:2008.01.):専属産業医が非専属事業場の産業医を兼務することができる場合は、以下のすべての要件に該当するものとする:
1. 専属産業医の所属する事業場と非専属事業場とが、[1]地理的関係が密接であること、[2]労働衛生に関する協議組織が設置されている等労働衛生管理が相互に密接し関連して行われていること、[3]労働の態様が類似していること等、一体として産業保健活動を行うことが効率的であること。
2. 専属産業医が兼務する事業場の数、対象労働者数については、専属産業医としての趣旨を踏まえ、その職務の遂行に支障を生じない範囲内とすること。3 対象労働者の総数については、労働安全衛生規則第13条第1項第3号の規定に準じ、3千人を超えてはならないこと。
。 |
|
総括安全衛生管理者
(法10条)(令2条)(則2条~3条)(法17条~27条)(法59条~60条)(法65条~70条2)(法114条2)罰則 (法120条(1))(法122条)
|
選任、職務、
総括安全衛生管理者を選任しなければならない事業場:
| 業 種 |
事業場の規模
(常時使用する労働者数) |
| $林業、鉱業、建設業、運送業、清掃業 |
100人以上 |
| #製造業(物の加工業を含む。)、電気業、ガス業、熱供給業、水道業、通信業、各種商品卸売業、家具・建具・じゅう器等卸売業、各種商品小売業、家具・建具・じゅう器等小売業、燃料小売業、旅館業、ゴルフ場業、自動車整備業及び機械修理業 |
300人以上 |
| その他の業種 |
1,000人以上 |
$屋外産業的業種:建鉱運清林
#屋内産業的業種:卸通自旅製
選任事由発生から14日以内に所轄労働基準監督署長に選任報告を行う義務があります、
職務:
1,安全管理者や衛生管理者を指揮する。
2,救護措置に関する技術的事項の管理者を指揮する(救護とは、災害が発生した場合に、救出に向かった労働者が被害を受けないようにして、被災者を救出する活動です。救護措置の管理者の業務は、1,普段から救護に必要な機械器具を整備する、2,救護に関する訓練を徹底するなどです。)。
3,安全衛生業務を統括管理する。
|
|
安全管理者
(法11条)(令3条)(則4条~6条)(法17条・19条)(法107条)(47労告138号 63労告73号 労働大臣が定める者)罰則 (法120条(1)(2))(法122条)
|
安全管理者の資格要件:選任時研修を受講(改正安衛則5条、平成18年10月1日施行)、
安全管理者・講師の選任要件(研修):労働安全衛生規則第5条第1号の厚生労働大臣が定める研修に係る具体的事項について(基発第0224004号、平成18年2月24日)、
従業員50人の工業的事業場に専属の者を選任すること。ただし、複数の安全管理者を選任する場合において、当該安全管理者の中に複数の労働安全コンサルタントがいるときは、コンサルタントのうち1人だけは外部コンサルタントでもよい。
専任要件:分社化に伴い分割された事業場における安全管理者等の兼務について(基発第03310005号、平成18年3月31日):、
安全衛生管理組織:ライン型、スタッフ型、ライン・スタッフ型(雛形)、
選任、職務、選任事由発生から14日以内に所轄労働基準監督署長に選任報告を行う義務があります、
安全管理者を選任しなければならない事業場:
| 業 種 |
事業場の規模(常時使用する労働者数) |
| 林業、鉱業、建設業、運送業、清掃業、製造業(物の加工業を含む。)、電気業、ガス業、熱供給業、水道業、通信業、各種商品卸売業、家具・建具・じゅう器等卸売業、各種商品小売業、家具・建具・じゅう器等小売業、燃料小売業、旅館業、ゴルフ場業、自動車整備業及び機械修理業 |
50人以上 |
また、次に該当する事業場にあっては、安全管理者のうち1人を専任を安全管理者とすること: (暗記「みごとに」)
| 業 種 |
事業場の規模(常時使用する労働者数) |
| 建設業、有機化学鉱業製品製造業、石油製品製造業 |
300人 |
| 無機化学工業製品製造業、化学肥料製造業、道路貨物運送業、港湾運送業 |
500人 |
| 紙・パルプ製造業、鉄鋼業、造船業 |
1,000人 |
| 上記以外の業種 (過去3年間の労働災害による休業1日以上の死傷者数の合計が100人を超える事業場に限る) |
2,000人 |
被選任要件 |
| (1) |
厚生労働大臣の定める研修を修了した者で、次のいずれかに該当する者。 |
|
| ア |
大学の理科系の課程を卒業し、その後2年以上産業安全の実務を経験した者 |
| イ |
高等学校等の理科系の課程を卒業し、その後4年以上産業安全の実務を経験した者 |
| ウ |
その他厚生労働大臣が定める者
(理科系統以外の大学を卒業後4年以上、同高等学校を卒業後6年以上産業安全の実務を経験した者、7年以上産業安全の実務を経験した者等) |
|
| (2) |
労働安全コンサルタント |
安全管理者の役割および職務とその問題点のチェック表、
|
|
衛生管理者、
衛生工学衛生管理者
(法12条)(令4条)(則7条~12)(法18条・19条)(法72条2)(法107条)(47労告94号 衛生管理者規定)(63労告73号 労働大臣が定める者)罰則(法120条(1)(2))(法122条)
|
選任、職務、選任事由発生から14日以内に所轄労働基準監督署長に選任報告を行う義務があります、
現状の問題点(栃木産業保健推進センター、職務実態調査)、
自社の労働者以外の者を衛視管理者等に選任することについて(基発第0331004号、平成18年3月31日)、
衛生管理活動:労働衛生管理の基本は①作業環境管理(作業環境の管理)②作業管理(作業時間や作業方法の管理)③健康管理の3本柱である。ただしこの3管理を進めるためには、職場の管理体制が十分機能しており、かつ衛生教育が実施されていることが不可欠である。
希望に燃える新人衛生管理者の苦悩「苦労して免許を取得して選任されたはずなのに!」:衛生管理者は免許が必要なことより若年層であり事業者・管理者よりその職務内容を理解してもらえず、また、職務の内容上ブレーキ役であることが、アクセル役の製造ラインと反目しやすい。労働安全衛生委員会運営や労働安全衛生管理計画・労働安全衛生マネジメントシステム(OSHMS)策定をステップとして、一人で抱え込まずに産保センター相談員に相談しながら、根気強く、上層部へ説明・進言を続けることが大切でしょう。
衛生管理者:安衛法により、労働者数が50人以上の規模の事業場で選任することが義務付けられている。局排の必要な有害作業所:衛生工学衛生管理者、工業的事業所:第1種または衛生工学衛生管理者、非工業的事業所:第1種もしくは第2種または衛生工学衛生管理者とする。衛生管理者の選任にあたっては、安全衛生規則7条1項2号により、複数の衛生管理者を選任する場合において、当該衛生管理者の中に専属の労働衛生コンサルタントがいる場合、さらにもう一人の労働衛生コンサルタントから選任する場合は、必ずしも当該事業場に専属の者でなくともよい。
事業場労働者数と衛生管理者の選任数: (覚え方 「衛管選任後ニッコリ123456」「ご都合いい兄さん」、または、私のように記憶力がない場合は試験の時鉛筆を持たない左の手(てエー;衛)を開いて、手のひら側を見ながら、「(衛生管理者数は)父さん指1,母さん指2、兄さん指3、姉さん指4、小指5; (従業員数は)父さん指1の先が2指骨、母さん指2は夫婦合わせて5指骨、後は子共がヒーフーミー(以上より、(衛生管理者数は)200人まで1,500人まで2,1000人まで3,2000人まで4、3000人まで5)」:
- 50人以上~200人以下 1人以上
- 200人超~500人以下 2人以上
- 500人超~1,000人以下 3人以上
- 1,000人超~2,000人以下 4人以上
- 2,000人超~3,000人以下 5人以上
- 3,000人超 6人以上
専任一人:従業員千人、半分(従業員500人)+坑内・有害業務30人 (覚え方 「先生(1000人専) ゴクミは異常に深夜苦手」)
有害作業: 深夜業務は除外し、以下の2群: A:寒冷、振動、重激、騒音、 B:坑内、温熱、放射線、粉塵、異常気圧、ガス、更に、Bの場合、衛管1人専任かつ衛生工学衛管1人選任(注意:産業医は深夜業を含む有害業務)、
第1種衛管: 有害業務の業種を含む=すべての業種:屋外産業的業種、屋内産業的業種、その他の業種、医療業!、
第2種衛管: 有害業務でない業種=その他の業種(金融、保険、スーパー、飲食店、卸業)医療はその他の業種に含まれるが、医療は病原菌など有害物を扱うので除外する、
衛生管理者は、職場の作業環境の調査や改善・労働者の健康状態の管理・衛生教育など労働衛生にかかわる幅広い分野を担当する。安全衛生規則11条1項の通りで、「衛生管理者は少なくとも毎週1回作業場等を巡視し、設備、作業方法又は衛生状態に有害のおそれがあるときは、直ちに、労働者の健康障害を防止するため必要な措置を講じなければならない」。
なお、10人以上50人未満の事業場については、安全衛生推進者または衛生推進者が選任され、事業主の指示のもとに安全または衛生の実務を行うこととされている。
衛生工学衛生管理者:有害な業務を有する一定の事業場(常時500人を超える労働者を使用する事業場で、労基法施行規則第18条第1・3・4・5・9号の有害業務に、常時30人以上の労働者を従事させている場合)、衛生管理者のうち1名を衛生工学衛生管理者の取得者から選任することが労働安全衛生規則第7条第1項第6号の規定により義務付けられている。衛生工学衛生管理者とは、厚生労働省が認定する国家資格で、厚生労働大臣の定める講習を修了した者に与えられる。講習の受講資格は、大学・高専で工学・理学の課程を修了した者、職業能力開発大学校で長期課程の指導員訓練を修了した者、第一種衛生管理者試験合格者、大学で保健衛生に関する学科を修了した者で労働衛生に関する講座または学科目を修めた者など。講座は東京安全衛生教育センター、大阪安全衛生教育センターで開講されている。講座には1日間~5日間コースが設定されており、受講資格要件によって講習日数が短縮される。通常は5日間であるが、作業環境測定士と労働衛生コンサルタントは2日間に短縮されるし、私のように両方の資格を持つ場合は半日講習となる。衛生工学衛生管理者は法定設置の基準に基づき、有害なガス、蒸気、粉塵などを発散する作業場で、有害因子発散の抑制等について衛生工学的な対策(施設や作業法の点検、改善、職場の記録の整備など)を行う。衛生工学衛生管理者資格は第1種、2種衛生管理管理者資格の上位資格であり、全ての業種において衛生管理者として選任することができる。衛生管理者本試験に合格しなくとも、講習と終了試験のみで最上位の衛生管理者となれるので、仮に終了試験に落第しても次回講習は落第教科のみの履修と終了試験のみであり、需要の高い資格である。
参考:
1.総論、資格、講習 、
2.和田安雄(長野産業保健推進センター相談員):産業保健推進センター利用者の声から、衛生管理者の悩み-産業保健窓口相談の中から-、産業保健21、2004;38:巻頭.産業医の勧告が安全衛生スタッフの背中を押します。
|
|
安全衛生推進者、
安全推進者、
衛生推進者
(法12条の2)(則12条の2~4)(63労告80号選任に関する基準) |
安全衛生推進者:
常時使用労働者数10~49人の事業所、
選任:選任、職務、
安全衛生推進者を選任すべき事業所:
安衛令第2条: 1号(林業、鉱業、建設、運送、清掃)、2号(製造加工、電気、ガス、熱供給、水道、通信、卸売、家具・建具、什器卸売、小売、家具・建具・什器小売、燃料小売、旅館、ゴルフ場、自動車整備、機械修理)、
衛生推進者を選任すべき事業所:上記以外の事業所(安衛令第2条、3号)、
資格要件(則12条の3):安全衛生推進者・衛生推進者は実務経験のみで選任できる。安全衛生に関する業務を適正に行うために労働基準局長が定める講習会を受講しすることが推奨されている。
選任時期 選任が必要な状態(選任対象)になった日から14日以内に選任する。
選任報告は不要。
職務(法12条の2): (安全)衛生関連業務。被選任者名の掲示・周知(則12条の4)。
意義:労働災害は中小規模事業場の方が、大規模事業場より格段に高く発生しています。労働災害による死傷者数は、50人未満の事業場で約7割となっています(平成13年):労働者1~9人規模=30.3%、労働者10~29人規模=28.4%、労働者30~49人規模=13.3%と、その役割は重要。
安全推進者:
(厚労省、安全推進者の配置等に係るガイドライン、2014、平成26年3月28日基発0328第6号)、
従業員が10~49名の小規模事業所、
労働安全衛生法施行令、第2条、第3号 その他の業務(第1号、第2号以外)(小売業、社会福祉施設、飲食店): 従来、安衛令2条1号業種(災害の多い林業、鉱業、建設業、運輸業、清掃業)と2号(災害が比較的多い製造業、電気ガス熱供給業、水道通信卸家具建具什器卸業他)には安全衛生推進者(建設業のみ店社安全衛生管理者)の選任が義務となっていた。3号(災害が少ないその他の業種)には衛生推進者のみが選任義務とされていたが、3次産業の就業人口が増えかつ災害が多いことより安全推進者を選任することが推奨された。その結果、常時使用労働者10名以上50名未満の小規模事業所でも安全推進者、衛生推進者を選任し、管理することになった。
|
|
産業医
産業医とは
(安衛法13条、13条の2,13条の3)
産業医選任事業場(安衛令5条)
産業医の職務(安衛則13条~15条の2)
選任(則附則6 (平8省令35附則2 (平8労告80号 労働大臣が定める研修)
罰則(安衛法120条(1))(法122条)、
健康管理医(国家公務員の健康管理、人事院規則)、
衛生管理医師(地方公務員、人事委員会)、、
、 |
労働安全衛生法では、事業者は政令で定める規模の事業場ごとに、労働省令で定めるところにより、医師のうちから産業医を選任し、その者に労働者の健康管理その他の労働省令(安衛則第14条第1項)で定める労働者の健康管理等をおこなわせなければならない(安衛法第13条 第1項)。
産業医の権限強化:総括安全衛生管理者に対して勧告し、又は衛生管理者に対して指導し、若しくは助言することができる(安衛則第14条第3項、1996年(平成8年)改定)。裁量権。更に、この改定により、従業員の健康管理が義務となり、債務不履行(民法415条)・不法行為(民法709条)による民事訴訟賠償金の対象となった。産業医から見た近年の産業保健に関わる裁判例(林剛司、2005)。それゆえに、訴訟回避としての不作為の回避と記録保存が求められる。
選任、職務、選任事由発生から14日以内に所轄労働基準監督署長に選任報告を行う義務があります、
産業医の職務、(パンフレット 厚労省、2016)、事業者は産業医に不適、
職務、ガイドライン、法令、職務拡大、責任・裁判例1、産業医から見た近年の産業保健に関わる裁判例(林剛司産業医、神奈川産保センター、2005)、、
常時50人以上の労働者を使用するすべての事業場で選任すること。
ただし、常時3,000人を超える労働者を使用する事業場では、2人以上の産業医を選任すること。
次の事業場では専属の産業医を選任すること:(暗記「専(千)属で有効(有5)な産業医」)
| ア |
常時1,000人以上の労働者を使用する事業場 |
| イ |
一定の有害な業務に常時500人以上の労働者を従事させる事業場
|
有害業務:衛管の有害業務+深夜業務+病原体を扱う業務、
産業医の職務:
(1)産業医は、主に次の事項を行うこと:
| 1 |
健康診断及び面接指導等の実施並びにこれらの結果に基づく労働者の健康を保持するための措置に関すること(健康診断有所見者情報の産業医への提供、安衛則51条の2改定、2017/06) |
| 2 |
作業環境の維持管理に関すること |
| 3 |
作業の管理に関すること |
| 4 |
労働者の健康管理に関すること(長時間労働情報の産業医への提供、安衛則52条の2改定、2017/06) |
| 5 |
健康教育、健康相談その他労働者の健康の保持増進を図るための措置に関すること |
| 6 |
衛生教育に関すること |
| 7 |
労働者の健康障害の原因の調査及び再発防止のための措置に関すること |
(2)勧告等
労働者の健康を確保するため必要があると認めるときは、事業者に対し、労働者の健康管理等について必要な勧告をすることができる。
また、労働者の健康障害の防止に関して、総括安全衛生管理者に対する勧告または衛生管理者に対する指導、助言をすることができる。
(3)定期巡視
少なくとも毎月1回(職場環境を把握できている要件で2月に1回、安衛則15条改定、2017/06)作業場を巡視し、作業方法または衛生状態に有害のおそれがあるときに、直ちに、労働者の健康障害を防止するため必要な措置を講じなければならない。(衛管は毎週、週1回)
労災:公務災害(公務員等、労働保険法適用のない部署)、
文献:
1.
2.産業医の職務Q&A、第7版、厚生労働省労働衛生課監修、産業医学振興財団、東京、2003.(3000円)、
3.産業医パンフレット、厚労省、2008.02.、
4.産業医、衛生管理者を選任していますか、リーフレット、東京労働局、
5.
10.産業医制度の変遷・現状、
20. 安衛則改正 平成29年 2017/03/29公布、2017/06/01施行 産業医制度の見直し、厚労省、2018、「事業所の安全衛生情報(健診事後措置、長時間労働者、定期巡視)の産業医への情報提供義務と、迅速な対応への産業医の介入=産業医とのコミュニケーション」、
働き方改革関連法により2019/4/1:「産業医・産業保健機能」と「長時間労働者に対する面接指導等」の強化、、、
.
、 |
|
作業主任者
(法14条) |
作業主任者の必要な業務一覧(絵)、
職務:設備や安全措置の点検、作業方法の決定、作業者の指揮、保護具の使用状況の監視等。
作業主任者となるためには、都道府県労働局長の免許を受けるか、技能講習を修了しなければなりません。
作業主任者を選任したときは、その氏名および行わせる事項を作業場の見易い箇所に提示する等して関係労働者に知らせなければなりません。
労基署長への報告は不要。
1作業所毎に1名必要。1作業所において2種類の有害作業がある場合は2種類の作業主任者が必要。
3交替制には3名の作業主任者が必要。
専任義務違反:事業者は6月以下懲役または50万円以下罰金。
|
|
作業指揮者、
規制、
|
作業指揮者の選任が必要な業務一覧、 |
|
安全衛生管理体制、
調査審議機関、
安全委員会、
衛生委員会、
安全衛生委員会、
(法18条、19条)、
|
意義、行政、日常の活動、活動方針、設置・運営、
設置、目的、実施: 安全委員会、衛生委員会、安全衛生委員会、厚労省パンフレット、
毎月1回開催、
出席が望ましいが、インターネット会議システム・電子メール対応も可能「情報通信機器を用いた労働安全衛生法第17条、第18条及び第19条の規定に基づく安全委員会等の開催について」(基発0827第1号、令和2年8月27日、都道府県労働局長宛て、厚生労働省労働基準局長発)2019/11よりコロナ感染症による移動制限が発令なされたことが背景。
記録3年保存、監督署への報告義務なし、
法律上審議すべき調査審議事項一覧、
安全衛生委員会に係る労働安全衛生法令の改正:機能強化と調査審議事項の追加:
参照:労働安全衛生法等の一部を改正する法律(労働安全衛生法関係)等の施行について(基発第0224003号、平成18年2月24日):
1.リスクアセスメント、
2.安全衛生計画の作成、実施、評価、改善、
3.過重労働対策、
4.メンタルヘルス対策、
10.マンネリ化:(監督署推薦)他事業所見学、チェックリストの10%程度を改善、
安全委員会、安全衛生行為を労働時間とみなす(賃金支払い、割増賃金支払い義務):
|
安全衛生業務を労働時間として取り扱う
所定労働時間の時間外には割増賃金の支払い義務有り |
| 安全委員会 |
支払 |
| 安全衛生教育 |
支払 |
| 一般健診 |
支払無し |
| 特殊健診 |
支払 |
|
参照:
20.小規模事業場の主体的産業保健活動事例集、茨城産保センター、
30.安全衛生委員会規程、リーフレット、Word版、東京労働局
40.衛生委員会とは、テーマ、衛生講話;ドクター・トラスト、
50.衛生委員会の取組で参考となる事例、好事例、
60.衛生委員会活性化テキスト、(独)労働者健康安全機構、2020.3.、
、 |
|
5管理(2)、
3管理、
作業環境管理、
労働衛生診断の要点、
(安衛法65条、65条の2)、
サクッと環境測定とは、
まず、
日測協:ホームページへ、 |
業務活動での要件: QCDSE, quality品質、costコスト、date納期、safety安全、environment環境、
労働安全衛生管理
安全管理: 人、機械、方法、教育、管理、
労働衛生管理: 5管理=3管理(作業環境、作業、健康)+教育+総括(組織、マネジメント)、
健康障害の発生経路:
有害物①→空気中拡散②③④→環境空気汚染⑤⑥→呼吸器・人体侵入⑦→代謝(代謝・排泄、蓄積)⑧→健康障害、
| 3管理 |
|
ステップ |
防止対策 |
| 作業環境管理(工学的対策) |
生産技術的対応 |
① |
使用中止、有害性の少ない化学物質に転換 |
| |
|
② |
生産工程、作業方法の改良による発散防止 |
| |
|
③ |
設備密閉化、自動化、遠隔操作、有害工程の隔離 |
| |
環境改善技術 |
④ |
局所排気装置、プッシュプル換気による拡散防止 |
| |
|
⑤ |
希釈換気による気中濃度の希釈 |
| |
|
⑥ |
作業環境測定による環境管理状態の監視 |
| 作業管理(個別管理的対策) |
|
⑦ |
時間制限等作業形態の改善、保護具の使用による人体侵入の抑制 |
| 健康管理(医学的対策) |
|
⑧ |
特殊健康診断による異常の早期発見と事後措置、適正配置の確保 |
|
作業環境:
一般作業環境:
影響: 快適性、安全
要素: 温熱環境:
| 用語 |
定義 |
注意 |
必要な測定データ |
乾
球 |
湿球 |
気流 |
黒球 |
| 温熱条件 |
温度感覚に影響する要素:
気温、湿度、気流、輻射熱 |
気温は温度感覚の最大の要因 |
|
|
|
|
| 実効温度(感覚温度) |
気温、湿度、気流の総合効果の指標
ヤグロー有効温度図表を用いる |
輻射熱は考慮せず
輻射熱の影響が強い場合は修正実効温度を使用 |
● |
● |
● |
|
| 修正実効温度 |
輻射熱を考慮した実効温度
乾球温度でなく、黒球温度で測定 |
直射日光などの放射熱源、周壁温度が気温と異なる時に使用 |
|
● |
● |
● |
| 至適温度 |
快適温度感覚を実効温度で示した |
作業強度、作業時間、年齢により異なる
作業強度が強い場合低い設定 |
|
|
|
|
| 不快指数 |
蒸し暑さの程度
0.72x(乾球温度+湿球温度)+40.6 |
気流評価無し
80≦不快 |
● |
● |
|
|
| WBGT指数(湿球黒球温度指数) |
気温、湿度、輻射熱を加味した暑さの総合指数
屋外・直射日光照射時:0.7x自然湿球温度+0.2x黒球温度+0.1x乾球温度、
屋内、屋外日光照射無い時:0.7x自然湿球温度+0.3x黒球温度、
電子式WBGT指数計:JIS B 7922:2017.
|
労働環境での暑熱環境の熱ストレス評価の指標 |
● |
● |
|
● |
視環境
照明:事務所則、 照度測定:JIS C 7612, 1982(岩崎電気)照明:事務所則、事務所の照度基準JISJISZ9110、工場の照度基準JISZ9110、照度測定JIS7612、事務所作業環境測定(厚労省、資料、2020)、
白色光
作業面や床面に強い影を作らない(立体視が必要な場合は適度な影が必要)
局所照明x0.1≦全般照明
照明の種類と方法
| 種類 |
全般照明 |
作業場全体を明るくする |
| 局所照明 |
手元などの局所を照らす |
| 方法 |
直接照明 |
光源から直接に照らす |
| 間接照明 |
天井や壁に反射させた光を作業面に照らす |
部屋の彩色: 目より低い部分は濁色、目より高い部分は明るい色
眩しさを避けるため、目と光源/視線の角度は30度≦
白色(高い明度:白っぽい)は光を反射して全体の照度を上げる、
色の鮮やか(高い彩度:黒色の混在が無い)は疲労を増す
参照:
照度、事務所則2004、
照度基準、
照度技術、
有害作業環境
有害物に対する労働衛生管理とは
| 対処 |
3管理 |
経路 |
目安 |
定義、設定目的 |
設定根拠 |
対応数値 |
指標としての意味 |
管理内容 |
管理目的 |
| より理工学的、一般的 |
作業環境管理 |
有害物使用量 |
|
|
|
|
|
代替、使用形態・条件、生産工程変更①、設備②、装置 |
発生抑制 |
| 発生量 |
|
|
|
|
|
遠隔操作、自動化、密閉 |
隔離 |
| 気中濃度 |
管理濃度 |
行政値(基発69号1984年、基発79号1988年)、 |
曝露限界値、作業環境管理技術の実行可能性、作業環境管管理に関する国際的動向 |
評価値 |
管理区分の決定 |
局所排気、全体換気、建物の構造 |
除去 |
| 作業管理 |
曝露濃度 |
曝露限界、(Threshold Limit Valuew, TLV;ACGIH)、許容濃度(日本産業衛生学会) |
学会値(ACGIH 1950年、日本産業衛生学会1961年)) |
現場での経験、疫学的研究、実験的研究 |
個々の労働者の曝露濃度 |
外部環境の組成の指標 |
作業場所、作業方法、作業姿勢、暴露時間 |
侵入抑制 |
| 体内侵入量 |
生物学的限界値(Biological Exposure Index, BEI) |
化学物質による潜在的な健康影響の程度を評価することを目的としたガイドライン(ACGIH, 1985年) |
曝露の強さと測定対象の量の関係、または、測定対象と健康影響の関係のいづれか |
組織、体液、呼気、便、尿等の生体試料中の有害物質またはそお代謝物の量 |
体内に侵入した有害物の総量、または、有害物質による生体反応の程度の指標 |
呼吸保護具、教育 |
|
| より医生物学的、個別的 |
健康管理 |
健康影響 |
|
|
|
|
|
生活指導、休養、治療、配置転換 |
障害防止 |
|
対策は、代替以外の場合、緊急策と恒久策、低コスト、複数対応策、進捗、残留リスクを考慮する。
高価な局排の誤った設置は恥の上塗りとなる。
皆で知恵を出し合えば、①工程順序の入れ替え(改善前:原料投入→乾式ミキサーでの混和→溶剤添加を、改善後:原料投入→溶剤添加・与湿→混錬への変更により、作業場の空気汚染が解消される)や、②装置の改良(有機溶剤回収タンク底部に残留した溶剤を貯蔵用ドラム缶に連結した廃液口への攪拌棒による用手的押し出し作業において、作業用攪拌棒を挿入する為の開口部から拡散する有機溶剤により作業者は曝露する。そこで、回収タンクの底に角材を挿入して廃液口に傾けることにより、タンク内の残留溶剤は廃液口に流出する。)でも対応可能となる。
適切な局排が設置されても、風下や開口面より離れた場所で作業しないように、現場での教育が必要である。
いわゆる作業環境管理とは
| 有害作業環境の管理 |
有害化学物質の管理 |
事前調査 |
| MSDSによる管理 |
| 代替物質の検討 |
| 作業環境測定 |
デザイン:A測定、B測定 |
| サンプリング、分析 |
| 測定結果の評価 |
| 評価結果に基づく措置、改善へ |
| 曝露の調査 |
個人サンプラーによる調査、個人ばく露測定 |
| 生物学的モニタリング |
| 有害作業環境の改善 |
生産技術的措置(原料、工程) |
| 環境工学的措置(密閉、局排) |
| 快適職場形成(環境面) |
職場環境の調査測定 |
デザイン(状況に応じて工夫) |
| 調査・測定とその評価 |
| 評価結果に基づく快適対策検討 |
| 職場環境改善(快適化) |
快適化の目標設定 |
| 設備的改善(空調、照度:照度基準、音) |
| 色彩管理、疲労回復設備* |
| 関係設備の整備 |
|
日常点検(管理者、作業主任者) |
| 局排、除塵装置等の定期検査 |
| 補修、整備 |
|
*安衛則613条:有効に利用できる休憩設備を設けること。
614条:著しく暑熱、寒冷、多湿、有害なガス、粉じん、蒸気を発散する場所外に休憩設備を設けること。
615条:持続的立業に従事する者が就業中に利用できるいすを備え付けること。
616条:夜間に労働者が利用できる仮眠できる施設を男女別に設けること。
618条:常時50人以上(又は女性が30人以上)のときは、臥床できる休養室又は休養所を男女別に設けること。
作業環境管理状況診断における確認事項:
(1)使用する原材料と中間体の有害性の検討
(2)化学物質管理指針に基づく管理
(3)有害作業環境の選定、測定、評価
(4)対策設備の点検、整備、記録
(5)職場環境の快適化に関する事業所方針、具体的計画
(6)関係設備の点検はラインとスタッフ両者で実施されているか
(7)作業環境、健康管理との連携、労働衛生教育との関連の配慮
参照: 産業保健マニュアル(和田攻編集、南山堂):作業環境管理のツールとしての、(単一作業場全体の気中管理)管理濃度、(個人曝露限界)許容濃度、(個人曝露影響)BEIs、BEI分布、二次予防としての健診に関しての考え方を参照。それぞれ、時間場所のバイアス、作業量のバイアス、共存物質・曝露経路・代謝・感受性の個人差バイアスがあり、判断が難しいことにも注意が必要であろう。
注意:
デザイン:作業場の諸条件に即した測定計画を立てること(昭和50.8.1. 基発448号)。
サンプリング:デザインに基づいて試料を採取し、必要に応じて凍結などの前処理を行うこと(昭和50.8.1. 基発448号)。
分析(解析を含む):サンプリングした試料に理化学的操作を加えて、測定使用とするものを分離し、定量し、または、解析すること(昭和50.8.1. 基発448号)。
●シック・ビルディング・シンドローム(sick building syndrome, SBS)=シックハウス症候群 sick-house syndrome:建材の揮発性有機化合物(volatile
organic compounds, VOC, ホルムアルデヒド・トルエンなどによる粘膜・皮膚刺激症状・頭痛・倦怠感)、
高気密化ビル症候群、tight building synd.、
化学物質過敏症 (chemical sensitivity, CS、意識している時だけ症状が発現することもあり、大半は心因性)、
●室内職場における空気汚染に対する作業環境測定:
建築物の構造・給排気・空調状態に関係する空気中の浮遊微生物に起因する健康影響:
ビル関連疾患(building-related illness, BRI:真菌過敏性肺炎・レジオネラ菌症・結核):
渋谷勝利.浮遊微生物の測定方法.J Aerosol Res 2003;18:172-6.
狩野文雄.病院内の環境汚染菌調査ー2病院における測定成績ー.Ann Rep Tokyo Metr Inst PH 2003;54:309-14.
感染症:職場における微生物のリスク評価のためのバイオエアロゾル捕集方法および検出方法(産業医大、石松維世他、2006;48(1))、
石松維世(すみよ).浮遊微生物の測定方法の標準化と室内環境汚染研究の現在.安全衛生コンサルタント 2017;121:54-8.
職場における浮遊微生物濃度の測定と細菌叢の解析(産業医大、石松維世他、2007;49(2))
石松維世.浮遊微生物の測定方法の標準化と。
日本建築学会環境基準AIJES-A0002-2013微生物による室内空気汚染に関する設計・維持管理基準・同解説、
微生物学的検査・測定器とメーカー(空中落下菌、浮遊菌、付着菌)丸三製薬バイオテック株式会社、
|
|
5管理(3)、
3管理、
作業管理、
労働衛生診断の要点、
(安衛法65条の3、4) |
(1)
| 有害作業条件の管理 |
作業態様調査:
基本的には、パイプ椅子に座り、ビデオを回しながら、作業者を10分間観察することだと思います。後日、ビデオを見ながら考察し、作業者の症状と自らの改善提案の聞き取りをすることが大切です。、 |
作業強度、取り扱い重量、女子・年少者の重量取り扱い制限等の調査 |
| 動作等の調査、作業の判定、配電作業、腰痛多発業種における作業姿勢特性調査:様式1,2(姿勢点)、人間工学:肘高ルール(エルボールール)、、、 |
| 職場における腰痛予防対策指針、NIOSH持ち上げ作業の持ち上げ作業指数(Lifting Index):負荷程度を示す指数の算出による腰痛対策(日本大学大学院理工学研究科城内博教授)、腰痛防止ガイドライン・腰痛体操(松原統)、腰痛防止のための作業姿勢点による評価、腰痛体操、腰痛の防止のために(労働基準局安全衛生部労働衛生課作成リーフレット)、重量物、介護、職場における腰痛予防対策の推進について(基発第547号、平成6年9月6日)、職場における腰痛発生状況の文責について(基安労発第0206001号、平成20年2月6日)、、
腰痛体操(マッケンジー)、予防対策指針(改訂、基発0618第1号、2013/06/18)あんちょこ、
腰痛指針改訂資料2013、
職場における腰痛予防対策指針(改訂、基発0618第1号、2013/06/18):5業務:重量物、立位、座位、介護(2,3)パンフレット:事業者向け、
2013/03/28 厚労省腰痛対策講習会:資料一覧、
運送、
、 |
| 緊張度、単調性などの調査 |
| ダイヤルの摘み、容器の寸法、工具の把手などの改善 |
| 階段の寸法 |
| 作業台の高さ、立位での |
| 作業台の広さ、坐位での |
| 垂直作業域、坐位での、VDT作業 |
| 労働態様調査 |
拘束時間、実労働時間、一連続作業時間 等 |
| 年間労働時間、休日 |
| 交代性勤務様式 |
| 作業負担調査 |
労働生理学的検査フリッカー値測定法1) |
| 労働心理学的調査1位加算作業検査(内田クレペリン検査)2)2) |
| 労働生化学的調査 |
| 疲労、ストレスの調査(質問表)自覚症状(アンケート)疲労調査票3) |
| 作業改善 |
有害な作業方法の改善 |
| 有害環境への曝露の改善 |
保護具の管理
|
保護具の選択、配置、保護具は最終の安全手段4) |
| 保護具装着の指導、点検 |
| 保護具及び関係設備の整備 |
| |
補助具 |
アシストスーツ、マッスルスーツ、 |
| 快適職場形成(作業面) |
作業態様調査 |
有害作業条件管理と同様 |
| 作業改善 |
より快適な作業方法への改善 |
|
(2)検査項目:復職面談時の参考になる
1)フリッカー値測定法:1、2、3、
2)1位加算作業検査(内田クレペリン検査)
3)自覚症状(問診票、アンケート):疲労調査票(日本産業衛生学会産業疲労研究会)、CMI身体的自覚症、
労働者の疲労蓄積度自己診断チェックリスト: 1、2、
日本産業衛生学会・産業疲労研究所:自覚症状調べ
4)作業強度:relative metabolic rate (RMR)
RMR=0.0503x心拍数増加率+0.1、心拍数増加率=[{(作業時心拍数ー安静時心拍数)/安静時心拍数}-1]x100 (%)
引用: 活動のエネルギー代謝、2.RMRと関連性を持つ表示法、91-9頁、労働科学出版.
動作別例のRMRの実例の一覧表、
参照:高温作業、低温作業、
(10)保護具:最終安全手段。保護具の着用を安全性設計と設備安全対策の代用にしてはならない:
保護帽、
保護メガネ:
溶接光(アーク光)の紫外線による電気性眼炎、
紫外線カット眼鏡、眼鏡と頬の隙間の防護がポイント、
急性期はアイスノンで冷やし、サンテメディカルガードEX点眼、
手甲・頭巾等の日焼け防止、
耳栓、
呼吸用保護具(防塵マスク、防毒マスク)、
化学防護手袋*、
JIS T 8116
耐浸透性
耐透過性
化学防護服、
安全帯
2m以上での作業において、墜落制止用器具(フルハーネス型)を用いることが原則です。
フルハーネス 型を使用すると墜落時に地面に到達する恐れのある場合、6.75m以下であれば、胴ベルト型を使用できる。
安全靴、
参照:
田中茂.そのまま使える安全衛生保護具チェックリスト集.中災防 2006.1800円、
日本保安用品協会編.保護具ハンドブック.安全衛生保護具・機具のすべて.中災防 2004.3000円.
(20)作業管理状況診断における確認事項:
1)作業管理上の問題点は具体的に把握されているか
2)各問題点の調査は、どの程度進んでいるか
3)立入禁止区域、管理区域、禁止事項等が明示され、守られているか
4)作業時間、一連作業時間等は、法・通達を遵守しているか
5)使用すべき保護具が的確に管理されているか
6)職場環境の快適化に関する事業所方針、具体的計画
7)作業方法の点検は、ラインとスタッフの両者によって実施されているか
8)作業環境管理、健康管理、労働衛生教育との連携はとれれているか
10) *手袋等に関して、努力義務から、2024/4/1施行義務の法令改正:
耐透過性検索アプリ ((株)dailove)ホゴスル; 登録して→化学物質名を入力→耐透過性の高い手袋から順に表示される、
皮膚障害等防止用保護具の選定マニュアル(第1版、厚労省、2024/2):選定フロー、スクリーニング、チェックリスト、,
健康障害を起こすおそれのあることが明らかな物質を製造し、又は取り扱う業務に従事する労働者→保護眼鏡、不浸透性の保護衣、保護手袋又は履物等適切な保護具を使用する。
健康障害を起こすおそれのあることが明らかな物質とは:
SDS等に記載された有害性情報のうち「皮膚腐食性・刺激性」、「眼に対する重篤な損傷性・眼刺激性」及び「呼吸器感作性又は皮膚感作性」のいずれかで区分1に分類されているもの、特化則第44条化学物質、皮膚吸収性有害物質296物質が含まれるとされています。
不浸透性とは:
JIS T 8116 : 2005において、「透過」しないこと及び「浸透」しないことをいずれも含むものとされています。
JIS T 8116 : 2005とは:
化学防護手袋について規定する規格です。
酸・アルカリ・有機溶剤などの化学物質を取り扱う際に着用し、化学物質の透過及び浸透の防止を目的として使用する手袋について規定しています。手袋に気泡、変形、キズなどの欠陥がないこと、皮膚に有害な影響がないこと等の基本的な品質に加え、化学物質に対する性能について規定しています。
透過とは:
化学物質が分子レベルで(気体として)手袋素材を通過することをいいます。手袋素材を通過した化学物質の分子が手に到達し、経皮吸収されるおそれがあります。
耐透過性:JIS T 8030に基づき、化学物質が材料及び縫合部に吸収され、裏側に透過するまでの時間を測定します。(クラス6 が最も耐透過性に優れる)
浸透とは:
水や薬品がゴムから染み込み、手(皮膚)に到達することをいいます。直接的な薬傷に繋がるケースもあり、十分な注意が必要です。
耐浸透性:JIS Z 4810に基づき、手袋の縫合部や材料自体の隙間から水が通り抜けるかを試験します(水密性試験)。AQLという抜取検査方法によって、より多くのサンプルを試験し、合格すれば高いクラスに分類されます。(クラス1が最も厳しい)
重松: 総合カタログ、防護手袋、透過性・浸透性と化学物質別の商品対応表2、
保護具着用管理責任者教育テキスト、(公)日本保安用品協会、2023年、
|
|
5管理(4)、
3管理、
健康管理、
健康管理の重要性、、
労働衛生診断の要点、
(安衛法66条~71条)、
特定健康診査・特定保健指導(2008年4月1日施行)手引き・Q&A(厚生労働省)、
特定健康診査等の実施に関する協力依頼(厚労省労働基準局長基発第0117001号、保険局長保発第0117003号)、
|
0.総論:
健康診断の一覧表、健診一覧表=一般健診+特殊健診、
健康診断の対象者: 要件: 雇用契約、労働時間、
パートタイム労働者:正社員労働時間3/4以上は義務、1/2以上は推奨。(パートタイム労働者の健康管理マニュアル、厚労省、2016)、
パート労働者の健診
◎ 安衛法上、義務、
○ 安衛法上、規定無し。「短時間労働者の雇用管理の改善等に関する法律の施行について」(1993,平成5年、基発第663号)上、実施が望ましい。
△ 実施根拠規定無し。、
特定業務: 安衛則13条1項3号、
イ 多量の高熱物体を取り扱う業務及び著しく暑熱な場所における業務
ロ 多量の低温物体を取り扱う業務及び著しく寒冷な場所における業務
ハ ラジウム放射線、エツクス線その他の有害放射線にさらされる業務
ニ 土石、獣毛等のじんあい又は粉末を著しく飛散する場所における業務
ホ 異常気圧下における業務
ヘ さく岩機、鋲(びよう)打機等の使用によつて、身体に著しい振動を与える業務
ト 重量物の取扱い等重激な業務
チ ボイラー製造等強烈な騒音を発する場所における業務
リ 坑内における業務
ヌ 深夜業を含む業務
ル 水銀、砒(ひ)素、黄りん、弗(ふつ)化水素酸、塩酸、硝酸、硫酸、青酸、か性アルカリ、石炭酸その他これらに準ずる有害物を取り扱う業務
ヲ 鉛、水銀、クロム、砒(ひ)素、黄りん、弗(ふつ)化水素、塩素、塩酸、硝酸、亜硫酸、硫酸、一酸化炭素、二硫化炭素、青酸、ベンゼン、アニリンその他これらに準ずる有害物のガス、蒸気又は粉じんを発散する場所における業務
ワ 病原体によつて汚染のおそれが著しい業務
カ その他厚生労働大臣が定める業務
有害業務: 安衛令22条、
1.特殊健診が必要:
対象者:
・ 1週間あたり1回以上の頻度で3ヶ月以上の期間継続して作業を行う場合。
・ 週20時間以上の作業を1ヶ月に1回以上の頻度で3ヶ月以上の期間継続して行う場合。
・ 産業医が作業状況を調査し、常時従事していると判断する場合。(総務の森)、
高圧室内、潜水、
放射線、
屋内での有機溶剤、
特化物第1類、第2類、四アルキル鉛、
石綿、
鉛、
2.過去の危険物質曝露:
3.歯科医師による健診が必要な有害業務:
酸、アルカリ等。
健康診断のスクリーニングレベル(カットオフ値、正常範囲上限値と異常値の境界)はやや低目に設定されている:偽陽性率が増えるが、なるべく広く有所見者を拾い上げ精査により早期発見をする為である。
健康診断の種類:
法定: 一般、特殊
通達(行政指導): VDT、騒音、腰痛
健康診断後の判定区分(健康管理区分):
医療区分: 健康診断実施施設の診断報告「対応不要、要観察、要保健指導、要精査、要治療」、
就業区分: 医療区分に対する産業医の意見聴取「通常勤務、就業制限、要休業」、
疾病性(病気)と事例性(事業所での困りごと)を区別することが重要、疾病性「荷役業務で右足の骨折」は運転手の場合は事例性「運転できないので要休業」となるが、経理事務員の場合は事例性「通常業務」となる。疾病性「肥満・糖尿病・高脂血症性高血圧のインシュリン管理不良状態」は事例性「脳出血・意識障害等による墜落、交通事故誘発の可能性が高い」ので通常業務の判定は困難である。更に、要休業の決定には、社内規程に基づく、本人、人事、産業医等の三者面談での合意も必要となる場合があるので注意が必要である。雇い入れ時健診での既往歴欄に現病歴を意図的に記載しない場合等、提出書面では把握できない病気に関して、社内規程で、入社希望全員に、別紙に現病歴を提出してもらうことが必要な場合もある。
指導区分: 保健指導、健康相談、療養指導、
例.
健康診断結果に基づく健康管理について(基発第939号昭和38年)
健康診断の手引き(兵庫労働局・産保センター)
東京都職員健康管理規則、
1.労働衛生管理状況チェックリスト(労働調査会)、
健康管理状況診断における確認事項:
(1)種類、健診項目、省略、追加等は、法を遵守しているか
(2)所定の報告はなされているか、内容は適切か
(3)健診機関の選定は良いか、当該機関の精度管理は良好か
(4)健診結果の各労働者への報告はどのように行われているか
(5)精密検査と健康診断結果に基づく保健指導は適切か
(6)事業者として講ずべき就業上の措置は適切か
(7)記録の保存、利用状況、経年管理
(8)従業員の健康状態の把握、THP方針と実践状況
(9)心の健康づくり、
2.健康診断: 静岡労働局、労働基準部、健康安全課、お役立ちリスト基準
健診の種類:
健診一覧: 健康診断(あけぼの会)、
健診項目(神奈川労働局)、
健診料金表、特定健診項目費用負担:安衛法部分は事業者負担先行、残りの特定健診追加項目は保険者負担、
| 救急対策 |
平常時からの準備 |
| 事故発生時の救急措置:一次救命処置の流れ*(蘇生、AED)、衛生委員会講話 |
| 健康診断 |
法定の健康診断 |
一般健康診断(雇入れ時、定期、特定業務従事者(配置替え時:暑熱・寒冷・深夜・重量など)、海外派遣労働者(6月以上)、結核、休職従業員の検便(雇入れ時、配置換え時))、
本人への通知義務、
常時50名以上の事業所のみ監督署長への報告義務、
結果5年間保存、 |
(1)有害業務従事者:
①特殊健康診断・特殊健診(じん肺、鉛、四アルキル鉛(3月毎)、特化物、有機溶剤その他):注意.潜伏期間の長い石綿などの取扱い既往現役労働者も対象となる、健診時間は労働時間扱いより時間外実施は割増賃金発生、発癌性の特別管理物質は有害業務を辞めた後も特殊健診の対象となる(安衛令22条第2項)、
特殊健診項目一覧表(静岡労働局、2020/7/1改正)、
②歯科医師による健診、
(2)都道府県労働局長の指示による臨時健診、
(3)自発的健康診断:深夜業務4回/月/6月間平均で自主的健診1回/年、受診以降3月以内請求助成可、 |
| 行政指導による健康診断 |
砒素、騒音、VDT |
| 自主的に行う健康診断 |
人間ドック、節目健診 |
| 事後措置 |
医療上の措置 |
療養指導、経過観察 |
| 就業上の措置 |
就業制限、配置転換、環境改善 |
| 保健指導:努力義務 |
生活指導、運動・栄養指導、心理相談、所定労働時間外100時間/月+申出=医師による面接指導が義務、要件外労働者への面接指導努力義務、 |
| 疫学的解析 |
| 作業環境測定結果及び作業分析結果との照合 |
| 疾病管理 |
継続管理、リハビリ、職場復帰 |
| 健康相談 |
|
| 健康測定 |
問診、生活状況調査、診察 |
| 医学的検査 |
| 運動機能検査 |
| 運動等の指導票作成 |
| 健康指導 |
運動指導 |
全員、プログラム、実践 |
| 保健指導 |
全員、生活指導、健康教育 |
| 心理相談 |
必要な者、メンタルケア |
| 栄養指導 |
必要な者 |
| 心の健康づくり |
セルフケア |
| ラインによるケア |
| 産業保健スタッフによるケア |
| 外部保健資源の利用 |
| 病者の就業禁止(法68条、則1条) |
①病毒伝播(伝染予防措置未施行時)、②心肺腎疾病で憎悪の危険時、 |
| 健康管理手帳(法67条、則53条、55-57条) |
1. 都道府県労働局長、癌等の重度健康障害発生高危険の要件を満たした離職者(じん肺管理区分管理2,3、クロム酸4年従事、石綿陰影・胸膜肥厚など11項目)、茨城産保センター、
離職じん肺有所見者ガイドブック 厚労省2013、
2.労災治癒(固定)後の再発・後遺症対応のアフターケア制度、、 |
|
* 傷病者周囲の安全確認(重要!二次災害・3人以上被災の重大災害を回避の為)→一次救命措置{大声で応援依頼(119番連絡、AED依頼。必ず現場に戻ることを指示)→心肺蘇生(胸骨圧迫1分100回で30:2下顎挙上呼気吹き込み)→AED装着→AED音声指示}→救急隊到着→二次救命措置(一般医療施設)→三次救命措置(高度救命施設)。
健診の検査項目:
一般健康診断項目、
特殊健診項目、特殊健診項目、2020/7/1見直し、
2-2.健康診断個人票: 静岡労働局、労働基準部、健康安全課、お役立ちリスト基準、、、
2-3.特定の労働者には特別な配慮が必要(特定業務従事者の健診):
海外派遣労働者、夜勤・交替勤務者(深夜業従事者の自発的健康診断受診支援事業助成金)、派遣労働者、常時使用する短時間労働者:パートタイム、日雇・季節労働者、中高年労働者、女性労働者、生活習慣病罹患労働者、障害者(知的障害者、精神障害者、身体障害者)、
、
3.結果:
3-1.統計:
健康診断(定期、特殊):有所見率 新潟労働局統計(2002年度)、神奈川県(神奈川労働局、平成15年、2003年)、
3-2.報告書(社保京都病院健康管理センター)、
3-5.高脂血症・高血圧症(社保京都病院健康管理センター)、高血圧・虚血性心疾患・高脂血症(日本医師会)、
4.事後措置(パンフレット)、 就業管理、
事後措置と注意(就業措置のプロセスと措置事項、安衛法第66条の5第2項。健康診断結果に基づき事業者が講ずべき措置に関する指針、平成8年10月1日公示において、特に注意が必要な項目:2.就業上の措置の決定・実施の手順と留意事項:(4)就業上の措置の決定等(イ.労働者からの意見の聴取等、ハ.就業上の措置の実施に当たっての留意事項)、(5)その他の留意事項(ロ.保健指導、ハ.再検査又は精密換査の取扱い、ニ.プライバシーの保護)、
5.判定区分(産業医の手引、新潟県医師会)、
6.保健指導:
安衛法66条の7:努力義務、高齢者医療法:健保組合に特定保健指導の義務付けあり。よって、特定保健指導は、事業者よりも保険者が優先し費用を負担しなけらばならない。ただし、39才以下は、旧来どおり、事業者が優先し、費用を負担しなければならない。
産業医(萩原聡.産業医による保健指導の実際.産業保健21、38:20-3、2004.)、面接は重要、
健康講話:朝一排尿後体重測定、朝食、ウォーキング(効果)、
保健指導一覧(事後措置としてお薦め)、
効果:目的意識の高い集団を使った、ベテラン指導者によるパイロット研究の好成果を、基盤や金の無い現場に期待しても効果が無い「言うは安し、行うは難し」(Kinmonth AL et al. Efficacy of a theory-based behavioural intervention to increase physical actitivity in an at-risk group in primary care (ProActive UK): a randomised trial. Lancet 2008;371:5-7.)、
7.プライバシー:
健康診断結果に基づき事業者が講ずべき措置に関する指針、平成8年10月1日公示において、特に注意が必要な項目:2.就業上の措置の決定・実施の手順と留意事項:(4)就業上の措置の決定等(イ.労働者からの意見の聴取等、ハ.就業上の措置の実施に当たっての留意事項)、(5)その他の留意事項(ロ.保健指導、ハ.再検査又は精密換査の取扱い、ニ.プライバシーの保護)、
6.Q&A:
定期健診受診拒否に対する対応、
健診後の専門医受診拒否に対する対応、
参照:
1.健康診断:一般向けHow to・料金表・検査結果の判定基準・特殊健康診断などをわかり易く解説((財)山口県予防保健協会保健部)
2.自己健康チェック
3.労働者の疲労蓄積度自己診断、
4.メンタルヘルスチェック、
5.禁煙:Media Therapy、タバコ依存度、
6.メンタルヘルスチェック、
7.メタボリック症候群(Metabolic Syndrome)、
特定健診・特定保健指導(2008年4月1日施行):
40〰74才対象に実施、(職場健診者は安衛法に基づく健診で代行)、
メタボ診断基準:
1.内臓脂肪型肥満:臍腹囲:男85cm以上、女90cm以上、及び、
2.以下2項目満足でメタボ該当者、1項目満足で予備軍:
高血圧:収縮期130mmHg以上または拡張期85mmHg以上、空腹時血糖110mg/dl以上またはHbA1c6以上、脂質異常:中性脂肪150mg/dl以上またはHDLコレステロール40mg/dl未満、
特定保健指導:
動機付け支援:1回指導、3-6月後メール/ファックス評価、
積極的支援: 動機付け支援+3月以上定期的メール/ファックス観察、3-6月後評価、
中高年がかかりやすい生活習慣病である「糖尿病」「高血圧症」「高脂血症」は、それぞれ単独でもやっかいな病気だが、これらの病気が重複すると動脈硬化を促進し、さらには致命的な心筋梗塞や脳梗塞などを起こしやすいことが分かっている。最近、これらの病気を起こす要因に、インスリン抵抗性に基づく、糖代謝や脂質代謝などさまざまな代謝異常があることがわかってきました。このため、こうしたリスクが重なって存在する病態を「メタボリックシンドローム(Metabolic Syndrome)」と呼んでいる。
医療費(最近10年)財政圧迫:国民医療費伸び=5%、老人医療費伸び=10%、高齢者数伸び=5%、GDP伸び=1%、
生活習慣病:糖尿病+高血圧+高脂血症=5%、2疾患=30%、1疾患=50%、1.8疾患=腹囲85cm男、90cm女、肥満のみ20%、
動機付け支援10%、積極的支援15%(計25%)、
医療費抑制//健診受診率・しっかりとした生活習慣病の予防・保健指導、
参照:
1.診断基準、腹囲の測定方法
2.保健指導、運動療法(メッツ、エクササイズ)、健康づくりのための運動指針2006(生活習慣病予防のための、厚労省)、メタボリックシンドローム・ネット(メタボリックシンドローム撲滅委員会)、食事指導・コンビニ食品活用法、簡単に:茨城産保センター、
(独)労働者健康福祉機構:メタボリックシンドロームからあなたを守る(2009/08/05):コンビニ食品活用法、外食メニューの選択術。
3.特定健診・特定保健指導(メタボ健診):
メタボリックシンドロームを念頭に置いた新しい健診と保健指導:
標準的な健診・保健指導プログラム、確定版、厚労省健康局、2008年(平成20年)4月、
改正健康診断結果措置指針公示第6号(平18.3.31, 平20.4.1適用)、
平成20年(2008年):特定健診・特定保健指導の義務化、
特定健康診査等の実施に関する協力依頼(厚労省労働基準局長基発第0117001号、保険局長保発第0117003号)、
4.安衛法定期健診とメタボ健診、安衛法定期健診からみたメタボ健診の問題点、検査項目の増加負担と特定保健指導が必要か、保険者対応、
5.人間ドック健診情報管理指導士テキスト、特定健診・特定保健指導、2版、(有)日本人間ドック学会、2008.5.16.、5900円、及び、特定健診・保健指導の研修の勧奨、
9.住友金属健康保険組合、
10.特殊健診実施状況、有所見者数(新潟県、全国、2013,平成25年)、
|
|
5管理(5)、
安全衛生教育一覧、
労働衛生教育、
安全衛生教育促進運動、
労働衛生教育の進め方、労働衛生診断の要点、
(安衛法59条、60条、60条の2)、
安全衛生教育の推進について(別表:安全衛生教育の対象者・種類・実施時期及び内容、別図:安全衛生教育の体系)(平成3年1月21日基発第39号)、
改正(平13.7.12 基発第623号)、
安全衛生教育推進要綱の運用について(基安発第2号、平成3年1月21日)、 |
安全衛生規則等で定められている安全衛生教育、安全教育、衛生教育、
労働安全衛生関係の免許・資格・技能講習・特別教育など、まとめ、厚労省、
安全衛生教育は事業者の責任において実施されるので、所定労働時間内に行うことを原則とすること、費用は事業者に負担義務がある(昭和47.9.18.基発602号)。
安全衛生教育の体系:
1.導入時:
雇入れ時: 日雇いなどの短期でも必須、省略可能:知ってること、省略不可:疾病、清潔、応急措置、退避、
危険有害作業に就く時の特別教育、
スタッフに就く時(職長など)、
2.継続作業時:
危険有害作業者の安全衛生水準向上教育、
能力向上教育:
労働安全衛生法第19条の2、能力向上教育指針(平成元年5月22日付け公示第1号)
対象:職長、安全管理者、衛生管理者、安全衛生推進者、衛生推進者、作業主任者、 元方安全衛生管
理者、店社安全衛生管理者、
種類:1.初任時教育:初めてその業務に従事する時、2.定期教育:その業務に従事して後一定期間毎、
3.随時教育:機械設備等に大幅な変更の時、
期間:1日、
講師:RST, 安全衛生コンサルタント、専門家、
労働衛生教育法の長所と短所
| |
長所 |
短所 |
| OJT(職場内教育) |
教育効果を把握しやすい
個人の能力仕事に応じた指導ができる
日常的に機会を取らえて指導ができる |
短期思考に陥りやすい
上司の能力に左右される
部下の間で機会の不均等 |
| OFF JT(職場外教育) |
専門家を通じて知識技術を習得できる
共通のニーズを持つ多数の者を対象にできる
短時間で効果的に教育することができる |
経費がかかる
画一的で業務に反映されるとは限らない
教育期間中、日常業務ができない |
| 講義法 |
一度に多くの内容を多数の学習者に確実に伝達できる
指導者は学習者の反応を見ながら学習指導を展開できる |
一方通行 |
| 討議法 |
学習者が積極的に学習活動に参加できる
相互発言により思考を深める |
全員が討議に参加できるような配慮が必要
進行の逸脱、時間の浪費を招く |
| 役割演技法、ロールプレイング |
対人関係を実際に近い状態で学習することができる
相手の気持を洞察する力を養う |
進行が停滞したり、個人批判に陥ることを避ける管理が必要 |
| 事例研究法 |
具体的事例を素材として石球奥的に学習する |
事例作成に手間がかかる
リーダーに指導技術が要求される |
| 視聴覚的方法 |
現場に行かなくとも実物に近い状況を見ることができ、学習者に強い印象をあたえることができる
人形を使った模擬災害実験 |
設備に経費がかかる
準備に時間を要する |
OJT:
e-ラーニングを使った教育: インターネット等を介したeラーニング等により行われる労働安全衛生法に基づく安全衛生教育等の実施について(厚労省労働基準局安全衛生部、2021/01/25) 、開催要件一覧表、
現在、30年前と比較して、リーフレットや動画が充実しており、比較的勉強しやすい環境となっている。
厚労省、職場の安全サイト、
厚労省、安全衛生関係リーフレット等一覧、(安全衛生、安全、労働衛生、化学物質、免許、その他)。
参考:
1.安全衛生教育カリキュラムの作り方、生かし方、豊島富三郎著、中災防、平成5年、(900円)、
2.MATE BOOKS ⑪ 職長教育マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成15年、東京.(1260円)、
3.MATE BOOKS ⑱ 中小企業のための安全衛生教育の進め方、増本清著、労働調査会、平成13年、東京.(1050円)、
4.菊池昭(安全衛生のバトン研究会).事業者・衛生管理者等に対する労働衛生教育の進め方.産業保健21.44;18-21,2006. 労働安全衛生教育の意義を事業者・管理者に認識してもらうことが最も大切なこと。
5.産業保健テキストとして最適:小規模事業場向け産業保健マニュアル(労働者健康福祉機構):
A.小規模企業の経営者のための産業保健マニュアル、
B.工業団地・共同工場・商店街・卸団地などの小規模企業の経営者のための産業保健マニュアル、
C.元請や親企業を持つ小規模企業の経営者のための産業保健マニュアル、
D.協同組合・専門工事業組合・商工会議所・商工会・総合健康保険組合などに所属している小規模企業の経営者のための産業保健マニュアル、
E.支店・営業所・チェーン店などの管理者のための産業保健マニュアル、
6.労働衛生のハンドブック: (東京産業保健推進センター)、
7.産業保健ハンドブック 改訂11版、労働調査会、
8.写真で見る職場巡視のポイント、改訂版、2010年、労働調査会、
9.安全衛生教育、好事例集(厚労省、2013)、
11.グッドプラクティス、小規模事業場の主体的産業保健活動事例集、茨城産業保健推進センター、
21.産業保健マニュアル、和田攻監修、南山堂、
、
|
|
船舶乗組員、
船員の安全衛生管理、
漁業、, |
船員法、船員法、船員法の概要、船員法適用:海上労働の特殊性が低く除外される船舶、漁船、
船員労働安全衛生規則、船員労働安全衛生規則、届け出・備え付け文書様式、
労働時間限度:14時間/日、72時間/週、
休息時間:2分割以下/日、長い方が6時間以上、
船内労働安全衛生マネジメントシステム(国交省)、資格、三重大船員安全衛生管理規程、
船舶衛生管理マニュアル、船舶衛生ガイド、安全衛生心得(海洋研究開発機構)、安全推進員テキスト・漁業の安全を守る7つのポイント(全国漁業就業者確保育成センター)、、
船舶衛生管理者、
船員保険法:
健保相当の職務外疾病+労災保険の独自給付
労災保険、雇用保険、厚生年金は分離し統合された
注意:
1.乗組員=船長+海員、
海員=部員+職員、
職員=航海士、運航士、機関長、機関士、通信長、通信士、事務長、事務員、医師、
部員=甲板長(手、員)、装機長、司厨長(しちゅう)、
2.船員法の設立理由:
陸上労働と異なる海上労働の特殊性:1.長期間陸上から孤立性、2.警察権が及ばず船外支援を受けない自己完結性、3.海難事故、海中転落の危険性、4.24時間体制の就労の職住一致。
|
|
安全管理マニュアル、
安全管理チェックリスト、
安全衛生計画、
安全対策、
作業標準、
災害分析、 |
安全管理とは:
| リスクマネジメント |
リスク管理:
リスクの定義・リスク図、リスク管理の手順、リスクコミュニケーション、社会的受容 |
危機管理:
危機管理活動のステップ、危機管理活動の基本的要素、危機管理マニュアル |
| 人の安全 |
労働安全衛生管理:
労働安全衛生法と行政健康管理、労働安全衛生管理システム、労働安全衛生マネジメントシステム(OHSMS)、労働災害と災害統計、職業病とメンタルヘルス
|
| 技術手法 |
未然事故防止活動:
定期点検活動、小集団活動、ヒヤリハット活動 |
未然事故防止技術:
機械側設計原則(フェールセーフ)、システムの高信頼化、安全確認システム(インターロック) |
システム安全工学:
FMEA(failure mode and effects analysis, 航空宇宙産業から転用された技術。分析者が種々の設備の故障モードを考慮し、システムやプラントにおけるこれらの故障の影響度を評価する。)、FTA(fault tree analysis, 故障の木解析。一つのタイプの事故または主たるシステム故障に注目し、そのシステム故障(起因事象)に帰着する種々の一次的、二次的原因(例えば装置故障、外的要素、ヒューマンエラー)を可視化する方法。)、HAZOP(hazard and operability study, 化学産業によって開発された化学プラントの潜在的な危険性を明らかにする手法。プロセス/プラント安全、環境ハザードおよび運転効率(生産性、品質、運転コスト)または安全性に影響する可能性のある、プロセス上の問題の同定及び評価に広く使われている。)、ヒューマンエラー解析
|
安全管理の総論:
「安全管理基礎講座」(日本労働安全衛生コンサルタント会ホームページ):(1)安全管理の基本理念、(2)安全管理に関する問題点、(3)安全管理組織、(4)安全管理計画、(5)セーフティ・アセスメント、(6)機械設備等の安全化、(7)安全教育、(8)安全意識の高揚、(9)不安全行動の防止、小集団活動、KYT、作業手順書、作業標準、(10)安全委員会の運営、(11)総合安全衛生管理、労働安全衛生マネジメントシステム、リスクマネジメント、(12)中高齢者の安全衛生対策、(13)災害調査。
文献: 1.MATE BOOKS メイトブックス① 安全管理マニュアル 2版、労働調査会出版局編集・発行、平成17年.(平成元年初版からの愛読書、1200円の格安で、労災発生を減少できる、お買い得の1冊!)
|
|
ITを活用した管理、
ビデオ、ホームページ、youtube、
|
現在、30年前と比較して、リーフレットや動画が充実しており、比較的勉強しやすい環境となっている。
厚労省、職場の安全サイト、
厚労省、安全衛生関係リーフレット等一覧、(安全衛生、安全、労働衛生、化学物質、免許、その他)。
パソコンや双方向性モニター等を使った安全衛生管理手法。
作業手順・ベテランの知恵等蓄積をの紙ベースからパソコン一括管理して文書作成作業の合理化、ユビキタス化、双方向性端末等の応用など。既存または量販低価格商品をフル活用して経費削減・作業効率改善にも有効。
参照:
0.安全配慮義務違反と労災、
1.どんなものか?百聞は一見にしかず: 紹介ビデオ(中災防)、
2.「安全の見える化」(トヨタ貞宝工場)、
3.労働安全衛生動画(安全衛生.com)、
4.やっていますか指差呼称(安全衛生. com) (youtube)、中災防、指差呼称(youtube)、ビデオ、
5.労働安全衛生教育に役立つ無料動画集、
6.安全教育ビデオ、
7.(独)労働者健康安全機構動画集、
8.安全衛生動画、ヒヤリハットガール(漫画)、
9.中高年齢労働者向け教育ビデオ(中小建設業特別教育協会)、
20.危険性を知らせるホラー動画、、
35.安全衛生保護具イラスト(安全衛生.com)、保護具イラスト一覧、
38.自社の安全衛生判定エクセル版(安全衛生.com)、
39.、、
40.転倒防止体操、パワハラカウンセラー)、パワハラ、パワハラ、
50.危険予知活動(KY)、中災防、
60.不安全行動を正す;現場での指導の仕方、
、
|
|
作業安全、
安全な作業、
事業者任せの安全配慮のみでなく、労働者の安全遵守義務
|
電装作業安全衛生ハンドブック、社団法人 日本船舶電装協会、平成11年度。分かり易い!
労働者の安全遵守義務(安衛法26条): 労働者による事業者が講ずる安衛法20-25条の2の措置の遵守、
安衛則29条: 労働者による安全装置の措置の遵守、、
労働安全衛生に関して労働者が守らなければならない法的義務: 職務専念義務(土木建築大石組、社内災害防止マニュアル)、
、
|
|
作業安全、
高所作業、
安心感のある足場、墜落・落下の無い安心な足場、 |
建設業三大災害:墜落・転落、
参照:
1.手すり先行工法に関するガイドラインの策定について、基発第0401012号、平成15年4月1日.シェーマ:工法3種の製品紹介写真(全国仮設安全事業協同組合):先送り、据置き、専用足場、
手すり先行工法による足場の組立・解体と二段手すりとつま先板(幅木、幅15cm以上)の設置・チェック(全国仮設安全事業協同組合)、
5.高所作業(2m≦*):
墜落・転落防止の作業床の設置義務: 吊足場、部分足場、通路足場、
* 労働安全衛生規則、第9章 墜落、飛来崩壊等による危険の防止、
第1節 墜落等による危険の防止、(作業床の設置等)第518条: 作業床の高さが地上より2メートル以上高ければ、すべての作業は高所作業とする。
6.墜落制止用器具、ハーネス安全帯とは personal fall-arrest systems, ISO10333:
減速距離の無い腰ベルトと異なり、ショックアブソーバにより内臓破裂・骨折防止が期待される。一方、ショックアブソーバの減速作用距離1.2m≦の高所余裕が必要となる。その為、足場の無い高所6.75m(建設業で5m)超の高所作業への導入制限となり、足場のある場合やそれ以下の低層では胴ベルト型で対応となる。
ショックアブソーバは第1種で作業上面に取り付けるのが原則で、上面取り付け不可または足元作業で仕方なしに足元に取り付ける場合は減速作業距離が長くなる欠点のある過重負荷に強い第2種での対応となる。
フルハーネス: 規格(告示2019/02/01), 改正告示施行、ミドリ安全、サンコー、DIY安全衛生保護具、モノタロウ、
ランヤードフック二丁掛は、連結してショックアブソーバーは1本とすること。
参照:
1.フルハーネス、原理、規格: 業種と高所m、自由落下距離、落下距離、 第1種、第2種の違い、
2.特別教育: 対象者:フルハーネス使用+高所作業2m+作業床無し、
7.安全帯:胴ベルト墜落制止用器具、
適応制限: 作業床の高さが6.75m以下(建設5m,柱上2m)で、フルハーネス型使用時に墜落時に地面に激突とする恐れがある場合、
腰ベルトで内臓破裂
従来の腰ベルトの規格限度は8kNであった。
が、内臓破裂が有るため、フックを上部に付ける第1種ハーネスで4kN、フックを足元にも付けられる第2種で6kNに低減する規格限度となった。第2種は加重が大きく、その為、緩衝用ショックアブソーバー
原則:フルハーネス型、墜落制止用器具(2017/06 厚生労働省パンフ)、フルハーネス型安全帯・墜落制止用器具、
フルハーネス型安全帯2018、フルハーネス義務化の背景、
参照:
2.斜面、法面、樹木・高木、ビル窓拭き・外壁清掃、風力発電風車、無線通信装置、橋梁等の作業に関しては、ロープ高所作業2018、
8.墜落防止装置、低層住宅屋根上作業・親綱、藤井電工:仮設墜落防止器具、アンカー:TOWAフランジバー、ミドリ安全特殊墜落防止装置、吊りボルト用ねじクランプNC-3、フクヨシ:安全帯ねじクランプ:安全帯フック取付金具、取元クランプ、墜落転落防止器具(ヤネロップ)、モノタロウ:墜落防止装置価格、
9.足場の設置が困難な屋根上作業・墜落防止のための安全設備設置の作業標準マニュアル(建設業労働災害防止協会、2014/01)、、マニュアル(厚労省、2016),
10.墜落・転落による死亡・災害を起さない為に、リーフレット、東京労働局、
20.足場からの墜落防止対策(2015/07/01、安衛則改正)、
30.木造家屋等低層住宅建築工事における安全のポイント(宮崎労働局)、
40.低層住宅建築工事安全週間実施要領(建災防、平成22年)、
50.足場の設置が困難な屋根上作業、墜落防止のための安全設備設置の作業標準マニュアル、平成26年、建災防、
90.屋根除雪安全作業指針、、
|
|
作業安全、ワイヤロープ、ワイヤーロープ、ワイヤ・ロープ、ワイヤー・ロープ
|
参照:
1.中村工業、ロープ加工ビデオ、
2.ワイヤー・ロープ、
|
|
作業安全、
建設機械・クレーン・等、
建設機械大図鑑:ケンケンキッキ(コマツ)、 |
建設業三大災害:建機、移動式クレーン、交通労働災害、
安衛側第96条:安全ヒヤリハットに関する監督所長への事故報告の義務、
参照:
0.建設機械(建機):自主検査、
1.車両系建設機械、社団法人建設荷役車両安全技術協会、建設機械(建機):車両系建設機械の種類(栗田君の自動車運転免許獲得記、、点検、イラスト災害事例:建機・フォークリフト・ヒヤリハット災害事例・負傷災害・危険予知訓練事例、
2.(社)日本クレーン協会:クレーン分類2(Crane-Club)、移動式クレーン1・2、移動式クレーン、クレーン点検、
移動式クレーンの脅威:ラフ・テレーン・クレーン作業、積載型トラッククレーン作業、
3.(社)建設荷役車両安全技術協会:災害事例イラスト集。建機等による災害事例・フォーク等による災害事例・ヒヤリハット・負傷災害・危険予知訓練事例、
4.高所作業車:安全作業、
10.農林業機械(農業機械、林業機械):資格・免許に関する法令(2006)、平成19年度農業技術の基本指針・農業機械化、車両系林業機械の安全対策 厚労省2013、
20.解体車両系:鉄骨切断機 厚労省2013、
30.建機運転免許返上:意識障害等による(2014/06/03)、
|
|
作業安全、
掘削作業、
土止め先行工法(どどめ) |
建設業三大災害:倒壊、崩壊、
参照: 土止め先行工法に関するガイドラインの策定について、基発第1217001号、平成15年12月17日. |
|
作業安全、
玉掛け作業(たまかけ)、
(社)日本クレーン協会・クレーンの一般知識:基礎知識、点検、
|
玉掛け作業とは、玉掛け作業のポイント解説(もえろ!玉掛け魂):
1 ワイヤー掛け
2 クレーン移動
3 センター合わせ
4 アイ(目)掛け
5 荷掛け
6 地切り前
7 地切り~移動
8 着床
9 アイ外し
10 片付け
安全な玉掛け作業の進め方(1)、(2)、
玉掛作業の「地切をしっかり3・3・3運動」:
① 30㎝地切りして安定を確認、
②つり荷を 3 秒間停止して玉掛け状態を確認、
③玉掛け者はつり荷から3ⅿ離れて巻き上げの合図。
玉掛け用ワイヤロープの選択:
(A) 玉掛け様式・安全荷重別のロープ径早見表、
(B) 玉掛け用ワイヤロープの安全荷重・径の計算式:
1本吊り: R2 = 120 x Ts = 120 x (6W)、
複数本吊り: Ts x n = Ts x f = (W x Sf) x f = (6W) x f、Tsを1本垂直吊り表又は上式よりRを求める
f 張力:
| 吊り角度Θ |
0° |
30° |
60° |
90° |
120° |
|
| 張力 f |
1.00倍 |
1.04倍 |
1.26倍 |
1.41倍 |
2.00倍 |
|
n 吊りロープ本数、
R (安全係数を考慮した安全荷重に対応する)ロープ直径 (mm)、
Sf 安全係数、玉掛け用ワイヤロープ=6、チェーン・フック・シャックル=5、
Ts 一本垂直吊りのロープの(破断)安全荷重=Sf x W = 6W 、 (t)、
W (安全係数を考慮していない、日常的な意味の重さ)荷重 (t)、
Θ 吊り角度 (°)
(C)鋭利な角度の角部をもつ荷では、ヤワラ等の当て物をするか、具備リングが使用できるようにする:
負荷: 荷の縁の角度によるロープ切断荷重の危険性:切断低下率%:
| 吊り上げ荷物の角の断面角度 |
120° |
90° |
60℃ |
45° |
| 切断荷重低下率(%) |
30 |
35 |
40 |
47 |
災害:
1 ワイヤー切断
2 手(指)の挟まれ
3 吊り荷と衝突
4 吊り荷に挟まれ
5 着地時の挟まれ
6 吊り荷と共に落下
参照:
1.玉掛け作業の安全に係るガイドラインの策定について、基発第96号、平成12年2月24日。
2.中災防・玉掛け災害防止ポスター。
3.玉掛技能講習・特別教育、釣り上げ能力1t未満に限定した特別教育とは、
4.玉掛索取扱説明書(全日本ロープ加工組合連合会)、
5.、
6.玉掛け作業:警報器、
7.シャックル犬の玉掛け講座、
8.玉掛技能者:実技手順、
9.リスクアセスメント、
|
|
作業安全、
安全作業、
機械加工の基礎・安全作業、
大工道具、
木工作業
|
主な大工道具の名称と使い方、、刃あさり(歯振)とは、
電動工具の扱い、木工の安全について、
参照:
手押しかんな盤、使い方、リア定盤、
ボール盤、使い方、
フライス盤(フライス:語源、仏蘭Fraise、エリザベス女王の「襞襟、ひだえり」類似に切削刃が付いているMilling cutter、上下する切削ドリルのみのボール盤と違い、ガッチリとした母体でXYZ軸移動のワーク・テーブルを持つ)、フライス加工、
丸鋸盤:使い方、使い方、丸のこ盤、携帯用丸のこ盤、丸のこキックバック、
、 |
|
機械等及び有害物に関する規制、
(法37~43条、法55~58条)、
規制一覧表、
、
|
A.機械等に関する規制(安衛法37~43条):
取り扱い上、危険な作業を伴う機械(①特定機械:機械自体も危険であるが、以下の2種類3項目に分類して、更に、その危険性を考える:移動式=移動させることができること自体に危険性が潜んでいる、それ以外のもの=据付式=作業場で組立て設置する必要があり据付位置や据付工事等が不適切であることに危険性が潜んでいる、②その他の機械)は、構造上に不備があると労災につながる:労働者の安全な為に、以下の規制がある:
A-1.特定機械等:危険な機械:
爆発: ボイラー、
転倒・落下: クレーン、デリック、
機械自体が落下: エレベーター、建設用リフト、ゴンドラ、、
1.製造許可(法37条、令12条):製造段階のハードルを高くして安全性を担保する:厚労大臣基準適合・都道府県労働局長許可、
2.製造時検査(法38条):製造時検査(法38条1項):登録製造時等検査機関による特別特定機械は廃熱ボイラーのみ、
設置時検査(法38条3項):監督署長、、
3.検査証の交付(法39条):監督署長、
4.検査証の有効期間(法41条):検査証の有効期間:クレーン2年、他1年、以後は、登録検査機関による性能検査を継続的に受ける有効期間の更新必要、
5.使用の制限(法40条)、
A-2.危険若しくは有害な作業を必要とするもの:安全に使用する為の規定:
1.譲渡の制限(法42条)、
2.局所防護措置(法43条)、
3.機械の改善命令(法43条の2)、
4.検定(法44条、44条の2):登録検定機関による検定、
個別検定:電気制御急停止装置ロール機、第2種圧力容器、小型ボイラー、小型圧力容器;検定合格標章、、
型式検定(かたしき、抜き取り検査):3年:電気制御急停止装置以外ロール機、プレス・シャーの安全装置、保護帽、5年:防塵マスク、防毒マスク、他;型式検定合格証・型式検定合格標章、
A-3.その他の一般機械
A’.A全体に関する、自主検査(法45条):
A’-1.定期自主検査(事業所内の一般労働者による点検):作業開始時、1回/月、1回/年、
特定機械、
第2種圧力容器、小型ボイラー、小型圧力容器、クレーン、移動式クレーン、フォークリフト、シャー・プレス・遠心機械・他38種、
A’-2.特定自主検査(事業所内または事業所外の特定の有資格者による検査):一般的な定期自主検査を実施した上で、更に、特定自主検査を実施し検査標章を貼る、
年1回:プレス、フォークリフト、車両系建設機械、2m高所作業車、
隔年:不整地運搬車、。
社団法人建設荷役車両安全技術協会:特自検制度、、
B.危険物・有害物に関する規制(安衛法55~58条):有害物の危険度に応じて、
1.製造禁止・製造許可(法55、56条)、
2.有害物容器に表示、文書の交付(法57条、57条の2)、
3.新規化学物質の有害性の調査(法57条の3、57条の4)、
参照:
1.(社)日本クレーン協会:クレーン分類2(Crane-Club)、
2.ワイヤー・ロープ、
3.プレス機:点検、
4.フォークリフト:点検、
5.建設機械(建機):車両系建設機械の種類(栗田君の自動車運転免許獲得記、点検、イラスト災害事例:建機・フォークリフト・ヒヤリハット災害事例・負傷災害・危険予知訓練事例、
30.建機運転免許返上:意識障害等による(2014/06/03)、
、
|
|
機械安全、
「機械の包括的な安全基準に関する指針」の改正について(厚生労働省労働基準局長、基発第0731001号、平成19年7月31日)、
「機械の包括的な安全基準に関する指針」の解説等について(厚生労働省労働基準局安全衛生部安全課長、基安安発第0731004号、平成19年7月31日)
=製造側RAとリスクの低減措置+使用側RAとリスクの低減措置+情報共有(相互伝達)、
機械設備等の安全化、
安全方策(製造者等が行うリスクアセスメントとリスク低減対策)、
参照:産業における安全の価値とリスクアセスメント(向殿政男)、
機械安全・信頼性:機械設計のポイント(機械振興協会技術研究所)、
セーフティ・アセスメント safety assessment、
機械設備等の設計・製造・設置等に当たっての安全衛生面からの事前評価、安全面からの評価、
、
安全管理、
(法37~43条)、
防ごう!機械によるはさまれ、巻き込まれ、中災防あんぜんミュージアム特別展、
、 |
機械災害: 労災の3割、指切断等の重篤が多い、
前提:1.人はミスをする、2.機械は故障する、3.絶対安全は存在しない、
A.機械災害防止の原則:
安全化の3原則:
設計:本質安全、機能安全(安全装置: 制限:リミッター、圧力計・水位計)、
停止:停止装置(自動、非常)、
隔離:(固定式ガード、可動式ガード)、
残留リスク:従来の日本式の使用上の取説、警告ラベル、手順書、保護具等、
A-1.本質的安全設計方策(機械包括安全指針別表2):
1.危険源除去、危険源への接近不要化
2.機械、制御システムの適切な設計、
A-2.安全防護(機械包括安全指針別表3):
1.隔離:固定式ガード(柵・覆いなどのガードによる機械の作動範囲に身体が入らないように隔離)、可動式ガード(扉、蓋)
2.停止:機械の作動範囲に身体の一部が近づく場合、インターロックによる機械の完全停止:
インターロック付き可動式ガード(能動的光電保護装置AOPD=投受光器のライトカーテンを遮ると運転停止、拡散反射型能動的光電保護装置AOPDDR=レーザースキャナーによりスキャン範囲に入ると運転停止)、
イネーブル装置(スイッチハンドルを危険を感じて握るのを止めて離すと運転停止)、
ホールド・ツー・ラン制御装置(手動スイッチを押し続けると作動、離すと運転停止)、
両手操作制御装置(両手で同時に操作した時だけ作動)、
A-3.付加保護方策(機械包括安全指針別表4):
非常停止機能、
捕捉時の脱出:脱出・救助、吊りあげ用具
エネルギー遮断と消散、
ロックアウト装置(設備保全時の不用意な運転再開を遮断する為、掛けがねlockout hasp、南京錠padlock、氏名貼付)
機械・重量物の運搬・取扱手段、
機械への安全な接近手段:デッキ、階段
B.ソフト対策:使用上の情報(機械包括安全指針別表5):
1.信号、警報装置、表示、標識、取扱説明書
2.安全マニュアル:作業手順書、整備、定期的な見直し、
3.安全教育(基安安発0415第1号、平成26年4月15日)、訓練、
4.個人用保護具
C.リスクアセスメント
①『「Error is human.」「人は過ちを犯す、機械は壊れる」ということを基本において、安全は許容可能なレベルにリスクを低減することによって達成される。許容可能なレベルは、リセスアセスメントとリスク低減活動の繰り返しプロセスによって達成する。これが安全対策である。』と考えられている。
②安全に対するお国柄:Policy Manual of United States Steel Corporation、、
③直接原因・間接原因としての責任を追及するだけでなく、本質安全を目的とした背景要因の検索と改善が意義がある:
労働安全衛生マネジメントシステムに関する指針第6条における、危険または有害要因の特定および実施事項の特定に当たり、(1)リスク・アセスメント(リスクアセスメント)と(2)セーフティ・アセスメント(セーフティアセスメント、セーフティー・アセスメント、セーフティーアセスメント)の2法がある。前者(1)は既存の状況の洗い出しであり、後者(2)は機械設備等の設計・製造・設置等に当たっての事前の洗い出し評価である。その時、災害要因(欠陥)解析手法として、欠陥(関連)樹分析法(Fault
Tree Analysis, FTA)が使われる。
④リスク低減には、種々の提唱がなされている:
④ー(0) 安全に関する規格構成、ISO/IECガイド51:機械包括安全指針:国際標準規格に準ずる:
日本的ソフトウエア重視・職長教育作業手順的・安価と、西欧的ハードウエア重視・多国籍的・経費のかかるISOの比較一覧:
| 段階 |
国際標準化機構ISO
機械系 |
国際電気標準会議 IEC
電気・電子系 |
基本
土台 |
A規格、
基本的安全規格、
機械包括指針 |
ISO12100:2010 =ISO12100-1,2:2003単一設備としての機械安全+ISO14121-1,2:2007リスクアセスメント、基本概念、一般設計概念、機械の安全性、
|
|
共通
1階 |
B規格、
グループ安全規格、
type B1.物理量規格:危険源との安全距離、表面温度、騒音、
type B2安全関連設備・装置、両手操作装置、インターロック装置、ガード |
type B1:
ISO11161:2007 統合生産システム、リスク低減として複数ラインとして機械群を分割考慮
ISO13852 上肢の安全距離
ISO13853 下肢の安全距離
ISO13854 最小間隔
他 |
電気設備安全:
ISO13849 制御システムの安全関連部
ISO13850 非常停止
IEC60204 機械の電気装置
IEC61496 センサー一般安全
人間検知 |
個別
2階 |
C規格、
個別機械安全規格 |
プレス、
NC工作機械
ISO10218 産業用ロボット
包装機械、
無人搬送車
ISO11553 レーザー加工機
他 |
鉄道信号
化学プラント
医療設備 |
*リスクアセスメント
|
危害のひどさ |
| 無視可能 |
軽傷 |
重症 |
致命傷 |
| 危害の可能性 |
決して無い |
1 |
1 |
1 |
1 |
| 稀にある |
1 |
2 |
3 |
4 |
| 時々ある |
2 |
3 |
4 |
4 |
| 頻繁にある |
3 |
4 |
4 |
4 |
判定: 1:許容可能、2:低減コストが高価なら許容可能とする、3:許容不可、4:全く許容不可、機械エネルギーは対策前後で低減できないので、hazardの低減策は理想的ではあるが不可能なことが多い。遭遇頻度・発見のしやすさを機械に設計できることが望ましい。
*リスクアセスメント後のリスク低減対策:
| 安全方策 |
機械 |
本質的な安全設計、
設計によるリスクの低減 |
角、突起部を無くす
安全間隔・安全距離(危険源と手)、
荷重量負荷など過負荷への材料の選択、
必要エネルギーを抑制(200Vを25Vへ)、
機械的結合の安全原則:ポジティブな機械的作用原理(介在バネに依存しない安全弁)、
人間工学的原理(誤操作防止の為の騒音、振動を抑制してストレス・肉体疲労の軽減。作業リズムと機械運転周期を同期させて疲労を抑える。照明、スイッチ、表示を適切にする。)、
制御システム設計上の安全原則の適用(安全機能、自動制御、フェールセーフ条件):空圧・油圧設備の危険源防止、電気的危険源の防止、自動制御による危険源への曝露機会の制限、 |
| 機械外 |
1 |
安全防護 |
隔離 |
防護柵、
安全装置 |
インターロックによる扉を開く機械停止。機械停止まで扉が開かない。故障時は安全側(停止)となる。扉を閉じても自動再開せず、改めて起動スイッチを作動しなければ機械は再起動しない。と |
| 停止 |
防護柵、
安全装置 |
光線式安全装置。光線を遮るように人が機械に近づくと、機械は停止する。 |
| 追加予防策 |
非常停止装置 |
押しやすく、確実に作動するボタン。 |
| エネルギーゼロ状態の確保 |
不意の起動無し |
| 2 |
残存リスク、
使用上の情報 |
危険状態の表示 |
|
| 警報装置 |
|
| 付属文書 |
取扱い手順、「機械メーカー向け 機械ユーザーへの機械危険情報の提供に関するガイドライン |
参照:機械設備のリスクアセスメントマニュアル、中災防、2010.03.
④-(Ⅰ) ISO/TC199 for ISO12100, ISO/IECガイド51における機械安全の階層的実現方法・安全方策(明治大向殿政男教授): 安全確保の3原則(危険源排除、隔離、停止)とそれでも担保されないヒューマンファクターのリスクに対する補助対策によって構成される:
(1) 本質安全設計:「危険源」リスクの削減、人間工学に配慮した設計、
(2) 安全防護対策(防護柵による「隔離」、安全装置等の制御システムによる「停止」)によるリスクの削減、追加予防策:非常停止装置、エネルギーゼロ状態の確保、
(3) 使用上の情報/設置のために情報によるリスクの削減(マニュアル作りなど)、
(4) 訓練、個人的防具、体制によるリスクの削減(施設内での教育・訓練)。
参照:
1.佐藤国仁:国際安全規格(ISO12100/IEC規格)・リスクアセスメント・安全確認型システム(インターロック):電車のブレーキ安全のソレノイド装置から解きほぐされて解り易さ抜群、
2.長岡技科大機械系機械安全工学染谷美枝:これからの機械安全が持つシーズ(seeds)、パワーポイントで解り易く説明されています、蓬原弘一教授(ふつはらこういち、ISO/TC199国内審議会委員・日本信号)解説参照、
3.明大理工学部情報科学科向殿政男(むかいどのまさお):システム安全におけるリスクアセスメントの考え方、目から鱗の説明です、
④-(Ⅱ)
(A)機械・設備供給側が設計段階で設置前に予測対策が講じられるものと、
(B)使用者側が設置稼動後に改めて事業場で講じるものに大別される:
④-(II)-(A)設置前に対策が講じられる安全対策:今般、製造者等による安全な機械の製造等及び事業者による機械の安全な使用を促進して機械による労働災害防止に資するために、「機械の包括的な安全基準に関する指針」が策定され、平成13年6月1日付け基発第501号通達として公表されました。この指針は、従来からの危険性の高い特定の機械を中心とした安全対策のみならず、すべての機械に適用できる包括的な安全方策等に関する基準を示したものです。機械の設計、製造等を行う製造者等及び機械を労働者に使用させる事業者がこの指針に従って安全方策等を行い、機械の安全化が図られることを期待しているものである(リスクアセスメント導入による改正「機械の包括的な安全基準に関する指針」(平成19年7月))。、
(A1)先ず機械・設備供給側が、最初に存在するリスクを設計によって低減する(本質安全 inherent saftey by design)、次に、(A2)設備が導入され運用する時に、設計の後も残るリスクを使用者側で低減する防護装置(protective devices)としての、安全防護及び補足的防護方策、最後に、残存したリスクに対して、(A3)安全のための情報(information for safety)としての機械上の警報標識、信号、警報装置、使用説明書によって対処する。
(A1)設計による本質安全(inherent saftey by design):危険な時起動させない安全と、危険な状態が生じた時機械を停止させる2つがあり、代表的なものとしてインターロック装置やガード装置がある。インターロックは機械の始動は安全情報の確認に基づいて行われ、安全であるときにのみ運転ボタンを押せば機械が起動される。安全でない場合、例え運転ボタンを押して作業者が機械始動の意思を示しても機械は始動しない。例えば、カッターなどで両手でボタンを押さなければ、始動しない機械がある。誤って指を切断することを防止している。このような停止のための制御を求めていないシステムは、ノーマル・クローズの運転システムと呼ばれる。再起動防止制御(再起動)は、「一度安全でない事態が生じたら、たとえ運転ボタンがONのままであっても、運転ボタンを一旦OFFにしなければ、運転ボタンONの状態にはならない」、というものである。つまり、「定められた危険区域に人等が入り機械が停止したならば、その領域が安全状態に復帰したというだけでは機械を起動させない」、ということを指す。安全カバーが外されると閉じられるまで起動できないインターロック付きガードや、ガードが施錠されるまで起動しない施錠式インターロック付きガードもある。ガード装置は、人や身体の一部が安全限界を越えた時、機械の動作を停止する装置である。ガード装置には、光電装置や踏圧センサーが用いられる。機械が停止した後は、例外を除き再起動インターロックが働く。クルマに付けられるパワーウインドの例だと、ウインドガラスを閉める時にモノが挟まった時、ウンドガラスが少し下がり安全なところで止まる。その他にフェールセーフの考え方がある。フェールセーフとは、もし機械・設備に故障が発生した時に、安全側に故障する仕組みをいう。機械・設備で考慮すべき3種類の危険源はつぎのとおり:1.システムを構成する機器の故障、2.電源、ノイズ、温度など外部から影響を与える物理的環境、3.扱い者の誤使用を含む人的運用。指示された取扱いのチェックと改善。工具などを正しくやり方で使うことの徹底:ハンマー。
(A2)防護装置(protective devices):労働者を保護するためのガード装置(防護柵)、又は、ガードとインターロック装置を併用した安全対策で、下記の3方法:1.開錠侵入時に可動部停止、2.可動部停止までガードが施錠、3.光線式安全装置内進入時可動部停止。
(A3)安全のための情報(information for safety):安全のための情報は、上記2つの安全対策を講じてもなお残る残存リスクに対する対策で、警戒・警告情報である。それらは、機械・設備に直接表示されるべきで、使用説明書にも記述されるべきである。
④-(II)-(B)設置後に事業場で講じられる安全対策:
(B1)組織(安全管理規定・安全作業手順を定めて、安全管理者や管理監督者のなすべきことや、労働者側の遵守事項をはっきりさせる。特に重要なのが、起動許可と作業許可のインターロックである。何らかの原因で機械の稼動が停止し再び起動する時、監督者が起動を許可し、作業者が起動スイッチを押すといった組織的な作業が必要となる。また、危険区域内で清掃・保全、修理作業等を行う場合、監督者が許可し、間違っても再起動させない仕組みが必要となる。機械の起動を許す仕組みを機械側インターロック、作業者の作業を許す仕組みを人間側インターロックと呼んでいる。安全管理規定作成上注意すべきことは:1.守れる規定であること、2.誰でも理解できる、3.責任の所在を明記。
(B2)追加安全防護物:設計時に安全防護物を設置していても、実際に設備を備え付けてみると、防護柵を容易に乗り越えられる状況であったりする。また、実際に作業者に作業を行ってみると、設計時には考えられなかった誤使用をすることがある。これらに対して、設備の本質安全化を行うのが追加安全防護物である。
(B3)保護具:最終安全手段。保護具の着用を安全性設計と設備安全対策の代用にしてはならない。
(B4)訓練:作業標準に書かれたの基本作業を繰り返し行い身につけたり、リスクを認識できるようにまたは自らの責任においてリスクに対処できる能力を習得する安全教育を受ける。
(B4-2)安全ミーティング:安全対策の周知徹底としての話し合いの場。
コミュニケ-ションで大切なことは:1.一方的に話すのではなく2-wayまたは3-way、2.積極的な傾聴=質問(inquiry:おかしいと思ったら必ず質問する、安全に関しては初歩的な質問を馬鹿にしない)、3.健全な主張(assertion:エラ-を発見したら早い時期に節度を持って指摘する、安全を逸脱する行為には勇気を持って粘り強く指摘する)。
コミュニケ-ション力:1.条件(明確、簡潔、タイムリー)、2.ハンドオフ(項目を整理)、3.チェックバック(復唱)、4.(I)SBAR(introduction自己紹介、situation患者状況、background患者背景、assessment考案、recommendation提案)、5.2チャンネルルールtwo
way communication, closed loop communication。(発信者が●をしてください→受信者がチェックバックします、●ですね→発信者がそうです、よろしくお願いしますで発信内容●が発信者に戻ってくる。●がモルヒネ5ミリの場合、mgかml(10mg)の相違がありうる)
(B4-3)ヒヤリハット運動:事例を検討し、改善に結びつける。
(B4-4)ツールボックスミーティング(TBM:Tool Box Meeting):朝礼10分間、工具箱に座って車座になり、小集団活動をする。
(B4-5)危険予知訓練、危険予知トレーニング、KYT:日本語+英語ちゃんぽん。危険要因を小集団活動で話し合い、危険ポイントや重点実施項目を指差唱和・指差呼称で確認して行動する前に解決する訓練。
(B5)安全推進活動:1.掲示、社内報、2.表彰、3.安全週間、4.職場毎の安全競争、5.講演会、6.ラジオ体操、7.安全提案制度。
(B6)安全点検:所期のリスク低減が有効に機能しているかを点検。本質安全化の機能(インターロックとガードの装置)、安全作業手順や監督システムの遵守、追加安全防護物の機能、保護具の装着、新人教育などを点検表(チェックシート)を作成して確認し、その結果を正しく記録し、一定期間保存する。
参考:
1.総説「日本の機械安全」日本損害保険協会(判り易い)、
2.工作機械等の制御機構のフェールセーフ化に関するガイドラインの運用上の留意事項について、基発第464号、平成10年7月28日.:
●安全装置等: 光線式安全装置、両手操作式安全装置、ガード式安全装置等だけでなく、インターロックガードの安全スイッチやリミットスイッチ、電磁リレー、電磁弁等の部品類も含めるものとする。
●光線式安全装置: 「透過型」「反射型」とは、どういう形態を指すのかということを、わざわざ図で具体的に明示し、一般的に(プレス機械等の)光線式安全装置において用いられている「反射型」(反射板を用いる投受光器一体の方式)と混同することを避けている。
●インターロック: 安全情報に基づき、機械の可動部の動作を許可したり、禁止したりする仕組み。
●ガード用のインターロックの回路: 機械の運転中に作業者が危険領域内へ侵入するのを防止する回路。機械が停止した後にガードのロック機構を解除し、作業者が危険領域内へ進入するのを許可する方式と、ガードが開いたときに機械が急停止する方式の二種類がある。
●ホールド・ツー・ランの回路: 作業者が操作装置を押しているときに限って機械が運転を継続し、操作装置から手指等を離したときは直ちに機械を停止させる回路。
安全の確認: 作業者が機械の可動範囲内に侵入していない、機械が暴走していない等の確認などをいうものである。
●オフ確認: ボタンを押して接点を閉じる動作に続けて、ボタンを離して接点を開く動作を行ったときに初めて起動信号又は始動信号を発生させる方法。
安全情報: 安全側を高エネルギー状態、危険及び故障側を低エネルギー状態に対応させるものとする。これは、例えば、透過型の光線式安全装置は、安全を意味する信号を高い電圧(オン信号)に対応させているため、故障によって信号がオフになると、これは危険とみなされて機械は停止する(安全確認型:警報システムの設定条件を、危険検知型(赤信号でストップ)と安全確認型(青信号でゴー)とした場合、いずれも、機械安全ではある。が、仮に、信号が故障した場合、危険検知型では危険になっても赤信号が点灯しないのでゴー動作継続となり危険となり、安全確認型では青信号が消灯することによりストップしフェイルセーフとなりより安全である。故に、安全確認型がより優れた警報システムとされる。)が、表2(b)に示す反射型の光線式安全装置は、安全を意味する信号を低い電圧(オフ信号)に、危険を意味する信号を高い電圧(オン信号)に対応させている(危険検出型)ため、故障によって信号がオフになると、安全だからオフ信号となっているのか、故障してオフ信号となっているのか区別がつかないためである。
●非対称誤り特性: システム又はこれを構成する要素が故障しても、安全側に誤る故障の頻度が危険側に誤る故障の頻度よりも著しく高い特性又は安全側にしか故障しえない特性。
●r安全側: 機械が停止する側をいう。また、「安全側の状態に固定する」とは、機械を停止したり、作業を中止したりすることをいう。
●安全側に誤る故障: 機械が停止する側の故障をいう。これに対し、「危険側に誤る故障」とは、機械が停止できなくなる側の故障である。
●ユネイトな情報伝達、unate:
安全情報の伝達要素であるスイッチ又はリレーに故障が生じたとき、各々の伝達要素が誤って安全情報を生成してはならないことである。これは、誤って安全情報が生成すると、実際は安全でないのに機械の運転が許可されるという事態が生じるためである。このような特性を実現するためには、安全情報の伝達要素が故障したとき、必ず安全情報の生成を停止するように各伝達要素を構成しなければならない。
3.私のように理屈が解らない人向きの解説:(1)ISO12100、(2)明大理工学部情報科学科向殿政男、
4.機械安全=本質安全+制御安全(センサーとシステムによる安全担保)、「本質安全」は言うは易く行なうは難しで、保険と同様、安全の担保レベルによりその保険料はピンキリである。人物金・品質・納期・コストが至上命令の中小事業場においては、災害調査と(失敗から学ぶ)対策しか出来ないのが現状である。
5.日欧での考え方の相違(危険検出型=指差し呼称型、本質安全設計=安全確認型)、
6.向殿政男(むかいどのまさお):1.国際安全規格、2.機械類の設計の一般原則、
10.機械作業の安全マニュアル:実習向上安全マニュアル(松江工業高校)、
20.安全のための手引(長岡科学技術大学)、
100. 点検: 機械、車両系、
110. 自主点検、
120. 法定点検、営繕、
、、、、。 |
| |
|
|
|
機械加工、
機械加工の基礎・安全作業、
|
工程: 設計ー製図ー機械加工ー組立ー完成、
機械加工法:部品図ー材料・工具の準備ー材料切り出しー形状制作ー穴あけ、ねじ切りー部品完成、
1.切削加工、旋盤加工(材料回転)、フライス盤加工(工具回転):切り屑、フライス盤加工(フライス:語源、仏蘭Fraise、エリザベス女王の「襞襟、ひだえり」類似に切削刃が付いているMilling cutter、上下する切削ドリルのみのボール盤と違い、ガッチリとした母体でXYZ軸移動のワーク・テーブルを持つ)
2.塑性加工、プレス加工:抜き、曲げ、絞り,成形、圧縮、
3.付加加工、溶接加工:溶接棒、
リスク:
1.チャックハンドル飛ばし(固定具)、
2.回転チャックにバイトやテーブルをぶつける、
3.回転体に指や顔が接触、
4.固定カミシロ不足と材料ハズレ、
5.ボール盤穴あけ終了時材料飛ばし、
6.溶接加工時の遮光、溶解材料による眼の外傷、
7.手作業時、巻き込まれ、
8.切り屑による切創、
参考:
1.平田宏一:絵とき「機械加工」基礎のきそ.日刊工業新聞社.東京.2006.
2.(一社)日本工作機械工業会ホームページ、
3.機械作業の安全マニュアル:実習向上安全マニュアル(松江工業高校)、
4.安全のための手引(長岡科学技術大学)、
|
| |
産業用ロボット
industrial robot |
産業用ロボットに関する労働安全衛生法上の規制、 原則、
法規制:労働安全衛生規則 第150条の3~5、第151条にて、ティーチングや運転、検査を行う際の危険防止措置が定められている
産業用ロボットの使用等の安全基準に関する技術上の指針(昭58.9.1 技術上の指針公示第13号)、
産業用ロボットの教示・操作・保守等の業務に係わる特別教育、
|
|
プレス作業
(一社 日本金属プレス工業協会、金属プレス関連情報、WEB技術誌、技術講座、NCネットワーク)、
プレス加工作業の安全管理、
鍛圧機会とは(一社 日本鍛造機械工業会)、 |
プレス機:
プレス機の構造(榎本機工株式会社)、機械安全(アマノ)、
プレス作業:セキコーポレーション、
せん断加工:
せん断、切断 shearing、
打抜、形を抜く blanking、
穴抜き、穴あけ punching
シェービング、縁仕上げ shaving、
トリミング、縁を切る trimming、
曲げ加工:
折り曲げ、bending、
カーリング、縁を曲げる curring、
へら絞り、薄板の容器 spinning、
張り出し、容器を膨らませる bulging
バーリング、穴の周りにツバを作る burring
絞り加工:
絞り、板から容器を作る drawing
しごき、容器の厚さを薄くする ironing
圧縮加工:
寸法決め、厚さを一定にする sizing
圧印、表面に模様をつける coining
浮出し、裏表に模様をつける embossing
据え込み(すえ込み)、太く短く圧縮・太鼓 upsetting
伸ばし、細く長く
すくめ、細くする swaging
押し出し、型を通して寸法形状を決める extrusion
金型:作業+型、
単一:穴抜き型、曲げ型、
複式:穴抜きバーリング型、曲げエンボス型、
安全衛生管理:
安全衛生管理体制、
プレス作業の安全管理、安全作業、
安全衛生チェックリスト、
指差確認、
4S,
難聴、:騒音測定、警句表示、
教育、ヒューマンエラー対策:
法令:
プレス作業安全関係法令一覧(小森安全機研究所株式会社):
1. プレス災害防止総合対策の推進について(基発第519号の3 平成10年9月1日)、
2. プレス機械の安全装置管理指針について(基発第446号の2 平成5年7月9日)、
3. 足踏み操作式ポジティブクラッチプレスを両手押しボタン操作式のものに切り換えるためのガイドラインの策定について (基発第459号の2 平成6年7月15日)、
4. 制御機能付き光線式安全装置に対するプレス機械又はシヤーの安全装置構造規格及び動力プレス機械構造規格の適用の特例について (基発第130号 平成10年3月26日)、
5. 動力プレス機械構造規格(労働省告示第116号 昭和52年12月26日)、
6. プレス機械又はシャーの安全装置構造規格 (労働省告示第102号 昭和53年9月1日)、shear シャリングマシン、截断機(セツダンキ)、剪断機(センダンキ)、
7. プレス機械の金型の安全基準に関する技術上の指針 (技術上の指針公示第9号 昭和52年12月14日)、
8. 工作機械の構造の安全基準に関する技術上の指針 (技術上の指針公示第4号 昭和50年10月18日)、
9. 機械の包括的な安全基準に関する指針について (基発第501号 平成13年6月1日)、(リスクアセスメント導入による改正「機械の包括的な安全基準に関する指針」(平成19年7月))、
参照:
1. MATE BOOKS ③ プレス加工業の安全管理マニュアル、改訂4版、労働調査会出版局編、労働調査会、平成16年、東京.(1260円)
|
|
|
|
|
食品加工用機械の労働災害防止、
食品包装機械の労働災害防止 |
「食品加工用機械の労働災害防止対策ガイドライン」及び「食品包装機械の労働災害防止対策のガイドライン」の策定について(基発第220号の2 平成7年4月7日)厚労省、
Ⅰ 総則
1 趣旨
2 適用範囲
Ⅱ 構造上の基準(共通事項)
1 基本的留意事項
2 安全ガード等
3 動力遮断装置
4 非常停止装置
5 操作装置
6 電気装置
7 油圧装置及び空気圧装置
8 その他
Ⅲ 構造上の基準(機構別事項)
1 混合・混練・破砕・粉砕機構
2 ロール・圧延機構
3 成型・圧縮機構
4 切断・切削機構
5 供給・送り・圧送機構
6 コンベヤー機構
7 熱加工機構
Ⅳ 選定及び設置
1 選定
2 設置
Ⅴ 使用
1 共通事項
2 機構別の事項
Ⅵ 定期検査等
1 作業開始前点検
2 定期検査
3 補修等
Ⅶ 教育
1 教育の内容
2 講師
3 記録
参照:
1.安衛則改正 厚労省 2013、食品加工用機械及び安全装置の事例、
2.飲食店の労働災害防止マニュアル、厚労省、労コン、、
3.リスクアセスメント、厚労省、
4.リスクアセスメント、厚労省、
|
|
木材加工用機械の災害の防止 |
参照:
1.木材加工用機械災害防止対策推進運動の実施等について、基発第520号の2、平成10年9月1日.、
2.丸のこ盤の構造、使用等に関する安全上のガイドライン等の改定について、基発第521号、平成10年9月1日.
|
|
機械等及び有害物に関する規制、有害物に関する規制
(安衛法55~58条) |
取り扱い上、有害な作業を伴う物質は、労災につながる。労働者の安全な為に、製造許可、製造禁止、表示・文書交付、有害性の調査を義務づけた。 |
|
安全点検
|
1.定常作業:日常始業前、
2.非定常作業:産業用ロボットの点検・修理・交換作業で、ロボットの稼動エリアに立ち入りで、電源を切るだけでなく、誤作動防止の為のロックアウト
lockout:起動装置に錠、自分で肌身離さず名札・鈴付きキーホルダーを保管、タグアウト tagout:点検中は作働禁止表示が必要。世界一の安全成績を誇るデュポン社には、”LTT”という合言葉があります。ロックアウト・タグアウト・トライ、鍵を掛け、表示をし、スイッチを押してみて起動しないことを確認する。これを守らないと事故が起きなくても解雇されるほどの厳しさがあります。
バルブ表示板、配管識別表示板、
バルブ類の施錠の義務付け(安衛則273の5,275,328の4、特化則19の3,22,50、酸欠則:22,25の2)、
参照: 以下のメーカー品を購入、高価なので、カタログを参照してホームセンター購入品で独自の手作り代用表示器具を作製する:
ミドリ安全のロックアウトシステム、
ユニット社安全標識・安全用品、バルブロック用品、、
|
|
作業環境管理、
局所排気装置、
全圧(全圧力損失、圧損累計)、
動圧(速度圧、慣性エネルギー)、
静圧(摩擦力) |
系統線図:ダクトにおける、全圧(力損失)=静圧+速度圧(動圧)。
局排システムを、排気すべき有害物を数珠繋ぎの自動車に喩え、掃除機のようなトンネルを抜けて排出しようとしているとすれば:
(1)速度圧とは摩擦を無視できる状態での初速度を与える運動エネルギーであり、ダクト内では気体が流れており、手をかざせば風を感じるので、速度圧値の符号は常にプラスとなる。
(2)静圧とは摩擦に打ち勝つ為のエネルギーである。ただし、吸引側においては、駆動本体(ファン)の手前は吸うので、符号はマイナスとする。更に、掃除機の吸い口(フード)では摩擦力(静圧)のみでなく初速度(速度圧)を加えることに注意してほしい(ただし、このことが、ファン動作点決定において、静圧差に速度圧分の安全率を盛り込む結果となる)。当然、フード以降の蛇腹ホース(ダクト)では摩擦力(静圧)のエネルギーのみが必要とされる。排気側においては、速度圧のエネルギーが摩擦力により消費され、排気口でそのエネルギーを失う過程である。(下記、圧損・静圧の計算表を参照)
|
|
作業環境管理、
局所排気装置設計、
局排設置、
圧損計算表、
労働基準監督署長への局所排気設置届の書式
参照:
0685 産業医講習会、第29講、局排、
天野松男:労働衛生管理の手引局排、粉じん作業による健康障害と労働衛生管理ー学習資料ー、3.作業環境管理、3.8 換気、
岡田賢造:東京都化学物質対策セミナー、化学物質管理にい業者はどう取り組むべきか(2012/11/12)、やさしい局排設計教室、有機溶剤作業主任者講習・特化物作業主任者講習テキスト要約、
産業洗浄現場におけるVOC対策事例集、環境省、日本産業洗浄協議会、旭リサーチセンター:コスト・事例、
、 |
A.総論
1. 化学物質のリスクアセスメントとその対策としての3管理の1つ、有害物質の作業環境管理手段として捉える。その有効性は管理濃度等の法的基準が目安となる。その改善は快適職場づくりに貢献する。
2. 換気=全体換気+局所排気、
局所排気は掃除機にたとえると吸口はゴミに接着させないと吸い込んでくれず、排気口からはゴミを舞い上げる程に強い排気をする。すなわち、吸口(フード)は排ガスを囲い込むか外付け時にはフード径以内の距離に排ガス発生ワークを設置しないと吸引力の1~2割の力で吸引してくれない。吸引口での吸引力は排気口からの排気力の3%しかないのである(直径Dの切りっ放しダクトにおいて、ダクト内風速が10m/秒において、吸込み側ではD離れると吸い込み気流の吸引速度は1m/秒、吹き出し側では30xD離れた所で吹き出し気流の排気速度が1m/秒:その気流の強さは1:30)。局排設計における最重要点は、コスト面を含めて、「排気装置の有効性はフード吸引口と有害ガス発生ワークをいかに接近させるかにかかっていること」である(吸込み気流と吹出し気流、フランジ効果)。
注意:
局排設置の例外:
有機則第2章第8条第1項(臨時業務)と第9条第1項(短時間業務、「3時間以内の非定常作業」)において、局排設置義務免除特例:全体換気・呼吸用保護具での対応。ただし、保護具装着義務がある。
クロロホルム等。特別有機溶剤・特別有機溶剤等の分類表、
B.排気装置の分類:
局所排気装置:
フード分類に基づく分類:適用作業一覧表参照型別排風量計算式
プッシュ・プル型換気装置: 「プッシュプル型換気装置の定期自主検査指針」、 プッシュプル型換気装置の性能及び構造上の要件等について(風速)、
密閉式
送風機有り、無し#
開放式(送風機有り)
エアーカーテン
全体換気装置:
要件:1.給気口から排気口に向かって作業区域全体を均一な気流(発散源と排気口が離れている・ピットなどの換気のよどみの状況では、ファンによる撹拌やポータブルファン・スパイラル風管を併用する)、発熱発散源にはキャノビー効果が期待される(屋上に建家集塵も考慮)、
2.必要換気量: 管理濃度(mg/m3)={有害物消費量(g/h)x1000}/{必要換気量(m3/min)x60}、
注意:100m3/人(鉛則31条)
局排適用除外規定:局排困難、臨時作業時における全体換気代用可能(粉じん則9条、特化則5条、鉛則23条、石綿則12条)
#送風機無しの場合、発散源と作業者との間での気流の乱れやミストの跳返りの防止のために被塗装物の置き方やメイキャップ風速の調整が必要)、
C.局排の基本設計手順:
「安物買いの銭失い」とならないように専門のダクト屋さんに相談することが肝心。失敗した後での改善には初期投資の倍以上のコストがかかります!
1.フードを設置する場所と、フードの形を考える
1-2.制御風速、必要排風量を計算
1-3.必要排風量の合計が大きすぎて空調に差し支える場合やクリーンルームのクリーン度が影響される場合には、もう一度フードの位置と形を検討しなおして、排風量を減らす努力をする
2.ダクトの配置、設置する場所を定める
2-2.ダクトの太さを仮決めする
2-3.ダクトの太さが太すぎて配置に差し支える場合には、その部分だけ細くすることもやむを得ないが、搬送速度、圧損が大きくなりすぎる場合には偏平角形、オーバル形などの異形ダクトを使って搬送速度が5~6m/sに収まるようにする
2-4.搬送速度を計算する
3.排気口、排気ダクト(<10m/s)、
4.空気清浄装置を選定する
5.ダクト系の圧力損失を計算し、ファンの必要静圧を求める
6.必要排風量の合計と必要静圧からファンを選定し、動作点を求める
7.メーキャップ空気
具体的には:天野氏「粉じん作業、局所排気装置」参照
1.フード hood:適用作業一覧表参照、
設置場所・方向、
型式を決める(事例:囲い式・プッシュプル、ただしベンドが直角で失敗した事例)。
局所排気装置:外付け式、フランジ外付け式、囲い式等。
フードの様式を決めることが最も重要で難しくセンスが必要。「実装後の修理は高額となるので、フードの様式の決定前に、私はダンボール等でフード模型を作製して、実測実験をしている。この予備作業は、スーパーや自施設廃棄物置き場からのダンボール入手と100円ショップから荷造りテープで、DIY感覚で可能である。ファンは掃除機で代用可能である。線香等の煙の流れが外に漏れなことを確認できれば成功となる。産業医研修会でも同様のデモにより、産業医に局排におけるフードの重要性を理解していただいてます。」
フード型と改善。
吉田工業:局所排気装置設置事例集、回転体・研削盤(グラインダー、サンダー)、研磨機(JITCO)、
①外付け式にフランジを付けるとその効率は約1.2になります。局所排気装置にはフランジ付が原則です。
②局所排気装置から離れた所で作業すると必要な風速を得ることが難しくなる。外付け式フードの短径の長さだけ離れると開口面上の風速が1/10しか得られないと言われています。局所排気装置に近接して作業することが望ましく、この事は局所排気装置では囲い式の方が優れていると言える。
③外付け式をいかに囲い式に近づけて作業をするかが作業環境の改善になる。例えば、開口部にフランジ(flange)を付けたり天井を可能な限り低くして開口面積を小さくして風量を削減し、衝立(screen)等を利用して気流の乱れを抑制(整流を担保)し、(バッフル(邪魔板、調節板、baffle)付きの)プリーナムチェンバー(plenum)で開口部の風速を均一化すると効果てきめんです。この時の天井は外付け式での作業範囲に限定せず、作業の変化があっても対応出きる様に、ある程度の広さを確保しておくと良い。
レシーバー式(キャノピー型):軟性カーテンを作業面以外に垂らして周囲から巻き込まれる誘導気流や横風(乱れ気流)を防止することが有効。
いずれにせよ、有害物発散の作業部位を、フード面よりフード直径の1.5倍以下の距離に置くことが必要条件である。その上で、以上のフード改良を追加するべきである(吸込み気流と吹出し気流、フランジ効果)。
注意.
プッシュプル: 「プッシュプル型換気装置の定期自主検査指針」、 プッシュプル型換気装置の性能及び構造上の要件等について(風速)、
用途
分類:告示適用の種類:
密閉式:
プッシュ有り
プッシュ無し=ブース型囲い式
開放式
非適用の種類=エアーカーテン:
開放槽
遮断
気流の向き:下降流型、斜降流型、水平流型、
プッシュプル動画、プッシュプル動画(クリーンエアーシステム社)、プッシュプルの有用性と一様流の動画(興研)。
囲い式・作業近接を考慮する(参考8)、
安全キャビネット safety cabinet、バイオハザード対策用キャビネット biohazard cabinet: 周囲環境汚染防止の為、作業用器内陰圧、排気フィルター; 抗癌剤ミキシング、核医学放射性同位元素調整、感染症対策、
相違: クリーンベンチ clean bench: 作業部位の外部環境からの汚染防止、作業用器内陽圧、吸気フィルター; 培養、
1.制御風速 capture velocity, Vc:
適用: 粉じん則、有機則、(特化則)
局所排気装置の稼働の特例:局所排気装置は一定の制御風速で稼働させなければならない。しかし、作業環境が良好な作業場所については、良好な作業場所を維持できる範囲で、規定された制御風速未満でも、労働基準監督署長の許可を要件として、制御風速を調整出来る。
非プッシュプル式:
囲い式はフード開口面を一区画0.5m以下の16等分以上しそれぞれ中心点で測定しその内の最小風速。
外付け式は省令的には制御風速測定点は作業位置のフードから最遠位点とし、その中で最小風速が、制御風速以上であることが法的に要求される。作業位置とは作業者の位置ではなく、有害物の発生位置とする(「局所排気装置の定期自主検査指針」等の周知等について:局所排気装置の定期自主検査指針、労働省安全衛生部安全衛生課編集、中災防、第15版、平成元年、87頁)。発散源と作業者の中間で、作業者の最近点を補足点で代表することもある。
効率を上げる為のやり方: 囲い式、天井を低くする、フランジ・衝立、作業近接を考慮する、
①捕捉風速 capture velocity (制御風速 control velocity):
有害物発散源から作業者に向かってくる有害物を、作業者の手前で捕捉して、フードに押し戻すのに必要な風速。特化物と鉛の場合は、抑制濃度によって局排能力が指定される。理論的ではあるが、実際に稼動させなければ判定できないのが難しい。
②捕捉点:
有害物をそれ以上作業者に近づけたくないという点で、局排設計の便宜上、通常は、有害物発散源と作業者の中間点(面)で、最もフード開口面より遠位の点を指す。捕捉点が捕捉風速判定に使用される。
③飛散限界点:
有害物質のもつ運動エネルギーを使い果たした最長飛散地点を指す。
④プッシュプル式、 「プッシュプル型換気装置の定期自主検査指針」、 プッシュプル型換気装置の性能及び構造上の要件等について(風速):
有効な性能基準:
(i)捕捉面16等分平均風速0.2m/秒≦、
(ii)風速バラツキx1/2-3/2、
(iii)スモークテスターの煙が外に漏れない。
Brandtの制御風速(下表)を参考として、有害物(鉛、特化物、有規則16条、粉じん)に対する制御風速が法的に規定されている。この制御風速基準は局排設置時の目安で、法的に抑制濃度が規定されている有害物においては抑制濃度が遵守されることが第1義となる(逆に言えば抑制濃度がクリアされていれば制御風速が幾分か弱くともOK。すなわち、局排設置時、抑制濃度、または抑制濃度規制の無い場合は制御風速を遵守することが求められている。)。
制御風速:総論
測定点、囲い式:フード開口面の最低風速点、外付け式:フード面から最も離れた作業点、
| 気流速度 |
例 |
一般的な捕捉風速 m/s |
| 無し~乱れ気流0.3m/s |
液面から発生するガス、蒸気、ヒューム |
0.25-0.5 |
| 低速 |
吹付け塗装、容器詰め、低速コンベアー、溶接、メッキ、酸洗 |
0.5-1.0 |
| 中等速 |
吹付け塗装、樽詰め、コンベアーの落し口、粉砕機 |
1.0-2.5 |
| 高速 |
研磨、ブラスト、タンブリング |
2.5-10.0 |
粉じん則:粉じんに関する制御風速、
粉じん障害防止規則第十一条第五号の規定に基づき厚生労働大臣が定める要件を定める告示(平成12/12/25、労働省告示第120号)
有機則:有機溶剤に関する制御風速、囲い式:0..4m/sec、下・側方:0.5m/sec、上方:1m/sec、
有機則第16条第1項(局排の性能)、
特化則: ガス:0.5m/sec、粒子状:1m/sec、
注意: 乱れ気流 turbulence, cross current, distrubed flow, eddy flow, turbulence eddy flow, turbulent flow (下表)を抑えるバッフル baffle(衝立)・風向き板・カーテンを利用すること:
| 種類 |
乱れ気流の大きさ m/s |
摘要 |
| 窓開放 |
屋外風速x0.2 |
窓際は屋外風速、物陰は気流無し |
| 窓閉鎖 |
0.25 |
静かな場合は0.15 |
| 作業者動き回り・機械作働 |
0.5 |
|
| ラジエーター、オーブン炉など対流 |
0.15~0.4 |
熱源の大きさにより気流の大きさは異なる |
2.抑制濃度(正式名:告示により大臣が定める値)::
作業環境管理:
管理濃度、
抑制濃度、
制御風速: 局所排気装置の排風量を決定する為に必要、
フード型式別の排風量計算式に、最もフードより離れた遠位の作業点での風速計測、
法令で決まった化学物質別の制御風速を評価基準値とする、
抑制濃度、制御風速の測定の為の
測定点、(労働省安全衛生部安全衛生課編、局所排気装置及び除塵装置の定期自主検査指針の解説、第15版、中災防、平成元年、90-7頁)
、
適用: 特化則、鉛則、石綿則
運用:
特定化学物質等障害予防規則第6条第1項の規定による認定の基準及び同規則等の規定により設ける局所排気装置の性能の判定要領について:フード別の測定部位(昭58.7.18、基発第 383号)、
抑制濃度(安全衛生情報センター、作業環境評価基準の一部を改正する件等の施行等について(平成21年3月31日基発第0331024号)、日鉄住金テクノロジー、)、
厚労省:管理濃度と抑制濃度、一覧表)、
許容濃度等の勧告(2014年度、産衛誌 2014;56:162-88)、管理濃度(日測協、安全衛生情報センター)、
1.必要排風量 necessary exhaust air volume, e. a. v. requirement
計算:
型別排風量計算式、計算書、、計算式3、、
目的別風量計算: 部屋換気回数、一人当たり占有面積、収容人員、床面積当たり必要換気量、
火気使用時の排ガス量(火気使用室:必要肺気量、直管相当長、簡略法、圧損、静圧ー風量特性曲線、ミツヤ送風機製作所技術資料、)、、
(1)排風量 Q m^3/min =f(制御風速、開口面からの距離、開口面積)
= 60 X 平均風速 m/s X (開口面積 Ao m^2 + α) x 安全係数 k
α: 囲い込み:0、側方・外付け:10X~2(←4πX~2)、
cf. 外付け+フランジ:外付けQx.75(25%削減可)、+床・テーブル:外付けQx0.5(50%削減可、当速度面1/2球削減)
安全係数(不均一分布係数):開口面 opening 上の気流分布のムラの為に計算上必要な補正係数 k:
囲い式 k=1.1
外付け式 k=1.5
一般的 k=1.2(最低、10~15%)の余裕を見込むこと
実際は、模型実測値k=吸込口16分割の算術平均風速/最小風速
k低減:プリーナムチャンバーplenum、バッフルbaffle邪魔板
(2)レシーバー式:キャノピー
熱源・熱上昇気流有り・無し
周囲から巻き込まれる誘導気流
横風(乱れ気流)→漏れ安全係数m
(3)プッシュプル式 (事例:全体像1,プッシュ部2,プル部3)、 「プッシュプル型換気装置の定期自主検査指針」、
プッシュプル型換気装置の性能及び構造上の要件等について(風速)、
(注意)フード別の排風量を減らすように改善すること(近づける、囲う、側面の遮蔽)
2.ダクト:
原則と注意点:
1.ダクト径は太くし風速を<10m/sにして静圧の低いシロッコファンでも対応できるようにする。
2.なるべく、(曲がらずに)真直ぐ、短く。曲がりなど変化は緩やかに。
(1)設置場所(天井、床、ピット)
(2)型式(円形・楕円は角形(四隅が無用)より圧損が2割少ない(等価直径・相当直径を想定)):
相当直径=1.3(縦x横)^0.625/(縦+横)^0.25
(3)仮太さを決める:細いと圧損・磨耗、太いと粉じん堆積の原因。
(4)形: 円、角
(5)内面の滑らかさ:塩ビダクト、ステンレスダクト、スパイラルダクト a, c、蛇腹フレキシブル・ダクト c, h
内面の平滑さと補正係数:ステンレス0.9、フレキシブル2、(粉じん付着時1.5)、
フレキシブルは圧損が大であるが、ダクト変換が容易で画一的に使用できる
(6)曲がり、エルボ、ベンド:圧損係数と曲率(曲がり半径/ダクト直径)反比例(失敗事例:ベンドは緩やかにダクト直径の2倍以上の曲率にすべし:事例良不良)
直径D≦15cm 海老3個≦
15cm<直径D 海老5個≦
角形ベンド:ガイドベーン(案内羽根)内装
(9)合流
合流:主、枝、
合流角度<45°、
合流部テーパー長>5x直径差、
(失敗例:合流部ダクト径の漸増不良例)、
(11)掃除口
2.搬送速度:
ダクト内に粉じんを滞積させない風速(VT, transport velocity, vonveying velocity)。できるだけ太目にして圧損を小さくさせる為(圧損=ζゼータx速度圧=ζx0.6xV^2より出来うる限り速度を下表に準じて最小とすることが望まれ、特に空気正常装置通過後は基本的に清浄な気体であり下表の5~10m/sに収められるようにダクト型式・太さを決める。
| 汚染物 |
例 |
搬送速度 m/s |
| ガス、蒸気、ミスト |
ガス、蒸気、ミスト |
5~10 |
| ヒューム、軽い乾燥粉じん |
酸化亜鉛、酸化アルミニウム、酸化鉄等ののヒューム、木、ゴム、プラスチック、綿等の微細な粉じん |
10 |
| 軽い乾燥粉じん |
原綿、バフ研磨、麻屑、おが屑、穀粉、ゴム粉、ベークライト粉 |
15 |
| 一般的工業粉じん |
毛、木屑、かんな屑、サンドプラスト粉じん、グラインダ粉じん |
20 |
| 重い粉じん |
鉛粉、鋳造砂落とし粉じん、旋盤粉じん |
25 |
| 重く、かつ、濡れた比較的大型の粉じん |
濡れた鉛粉、濡れた鋳造作業粉じん |
25以上 |
厚生労働省化学物質調査課:特定化学物質等作業主任者テキスト、11版、125頁、中災防、2001.
フードに近接して、簡易の重力沈降室を介在させて、粗い粒子を排除して、大型の重い粒子に対する搬送速度の必要性を排除しうる。
3.排気ダクト exhaust duct (排気筒 exhaust pipe):
有機則で排気口 exhaust opening は屋根上1.5m以上(参考8)で空気清浄装置設置除外。
排気口の高さの要件の適用除外:従来、空気清浄装置の設けていない局所排気装置等は排気口の高さを屋根より1.5m以上とされていた。しかし排気口から排出される有機溶剤の濃度が、労働大臣の定める濃度(管理濃度の1/2)に満たない場合は排気口を屋外労働者等に影響を及ぼさない位置の場合は、1.5mの適用しない。なお、適用にあたり2~3の条件が必要です。少量取り扱い作業では大いに活用できる。
4.用後処理:
4-1.空気清浄装置 air cleaner, air cleaning equipment:
適用とエンドパイプ規制基準(条例)(参照:大気汚染防止法関連法令)、この排出基準をクリアし、かつ、導入・ランニングコスト・管理の容易な空気清浄装置を選択すること:
(1)除じん装置 dust collector:
対象: 特化則第1・2分類粉塵・ヒュームの粒径分布、残留分布、コストを考慮、
方法: 除じん装置、実用性一覧表・集塵機・ファン、
粉じん粒径μm
重量で最大頻度 |
サイクロン
マルチサイクロン:風量≦20m3/min/1基 |
濾過除塵 |
スクラバ |
電気除塵 |
| <5 |
|
● |
|
● |
| <20 |
|
● |
● |
● |
| 20≦ |
● |
● |
● |
● |
粉じん濃度が高い場合には、高性能除塵装置のみに頼るのではなく、圧損の小さい大型サイクロン・重力沈降室・慣性除塵装置などの前置き(粗取り)除じん装置の併用による除塵効率の向上(例:大型サイクロン+小型サイクロンの直列により、第1段の圧損の小さい大型サイクロンにより大型粉塵を除去し、第2段の小型サイクロンにより微細な粉塵を除去する)、
(2)排ガス処理装置 disposal apparatus for exhaust gas, exhaust gas treatment system:
対象: 特化則第2類弗化水素・硫化水素・硫酸ジメチル・(アクロレイン)、
方法:
1.吸収、湿式スクラバー wet scrubber;原理、吸収剤、吸収液スプレー塔、
ミスト: メッキクロム酸、シアン化合物、酸、アルカリ、
2.吸着:有機溶剤を固体吸着剤に吸着、吸着剤、
3.燃焼: 燃焼炉(インシネレーターincinerator)、 600-800℃、
4.酸化還元: 吸収後に酸化還元剤、
| |
吸収 |
吸着 |
直接燃焼 |
酸化還元 |
| アクロレイン |
● |
|
● |
|
| フッ化水素 |
● |
● |
|
|
| 硫化水素 |
● |
|
|
● |
| 硫酸ジメチル |
● |
|
● |
|
VOC排出基準と処理装置の特徴、
特定悪臭物質による濃度規制基準、ニオイセンター・匂いの環境(新コスモス電機)、
4-2.廃液処理装置:
対象: 特化則第2類アルキル水銀、シアン化カリウム、シアン化ナトリウム、ペンタクロルフェノール(PCP)とナトリウム塩、第3類塩酸、硝酸、硫酸、(硫化ナトリウム)の廃液、
方法:
1.酸化還元、
2.中和、
3.活性汚泥:曝気槽(好気性生物処理)+沈殿槽、
4.凝集沈澱:マイナスイオンの微粒子をプラス電荷の凝集剤で小さな凝集フロック形成+更に凝集助剤でフロックを粗大化沈殿、
| |
酸化還元 |
中和 |
活性汚泥 |
凝集沈殿 |
| アルキル水銀 |
● |
|
|
|
| 塩酸 |
|
● |
|
|
| 硝酸 |
|
● |
|
|
| シアン化カリウム |
● |
|
● |
|
| シアン化ナトリウム |
● |
|
● |
|
| ペンタクロルフェノールPCP |
|
|
|
● |
| 硫酸 |
|
● |
|
|
| 硫化ナトリウム |
● |
|
|
|
5.ダクト圧損、静圧調整、
ダンパー
6.ファン、送風機(排風機):ファンの種類とその特徴一覧表、排風機の種類と特徴、
蛇足ながら、
| 名称 |
|
|
送風機 |
圧縮機 compressor |
| ファン fan |
ブロア blower |
| 圧力 kgf/cm2 |
|
|
<0.1 |
0.1-1 |
1< |
気圧
kPa |
|
|
<0.1
<10 |
<1
10< |
1<
100< |
| ターボ形 |
軸流式 |
軸流axial |
|
|
|
| |
遠心式 |
多翼multiblade、シロッコ sirocco、前向き羽根 |
|
|
|
| |
|
ラジアル、軸向き羽根 |
|
|
|
| |
|
ターボ、後向き羽根 |
|
|
|
| 容積形 |
回転式 |
ルーツroots、二葉two lobe |
|
|
|
| |
|
可動翼vane |
|
|
|
| |
|
ネジ screw |
|
|
|
| |
往復式 |
往復、レシプロ |
|
|
|
送風機:ファン外観、外観、シロッコファンの羽の向き、
型式・名称・静圧範囲・静圧効率・特徴:一覧表A、B、
排風量とファン前後の静圧差static pressureよりファンを選定し、ファンの排風量・静圧図とダクト系排風量・静圧二次曲線より動作点を求める(ファンの静圧ー風量線図、P-Q線図を参照する)。
ファンの常識:
計算式・公式集(昭和電機、ミツヤ送風機製作所):ファン法則、回転速度・風量、圧力、軸動力、性能換算、温度、直列運転、並列運転、騒音、NC曲線、防振、慣性GD^2、用語集、
風量//回転数、圧//回転数^2、動力//回転数^3、騒音//回転数^5、
風量ー静圧曲線:最大静圧(排気口完全閉塞、風量0時)、最大風量(排気口全開・内腔障害物無しの状態における静圧0時)、
1mmH2O=9.8Pa,
出力kw={(風量m3/min)x圧(Pa)x100x余裕率(1.1)}/{60x効率(%)}
余裕率:+10%で1.1、
効率={風量(m3/min)x静圧(kPa)x100}/{60x軸動力(kw)}、
参考:掃除機の構造・吸込仕事率、
6.メークアップ・エアの給気口
7.騒音
排気口+サイレンサー
D.静圧の計算書:
第1に: 上図において、
ファンの規格を決定する為に、局排システム全体の全圧損をカバーするエネルギーを計算する。ここでは、全静圧を求める場合をファン前後の①吸気側と②排気側に2分割して、その合計を求める考えを提示する:
① ファンの吸気側: 静圧=圧損+速度圧;圧損の合計に(内面がすべすべで圧損が無いと仮定しての)風速を与える為の速度圧を加える。
② ファンの排気側: 静圧=圧損-速度圧;ファン直後は吸気側から風速が与えられているので改めて速度圧を追加する必要が不要なので、圧損の合計から速度を与える速度圧を差し引く。
では、具体的には:
系統線図・静圧計算書 簡易版、詳細版:
系統線図と速度圧(動圧)・圧損(全圧)・静圧の関係を理解する
静圧、速度圧・圧損:
系統線図、全圧=動圧(速度圧)+静圧、全圧(圧損)・速度圧・静圧の圧変化図: 簡易版、詳細版:
圧損・静圧の計算表の項目:
直径D、断面積A、排風量Q、搬送速度VT、
速度圧PV、
速度圧の求め方:
| 圧力 |
N/m^2 |
P |
(ρ*V^2)/2 |
| 空気密度 |
kg/m^3 |
ρ |
1.22 kg/m^3 = 1.293 x 273/(273+T) x A/1013 |
| 速度 |
m/s |
V |
|
| 気圧 |
hPa |
A |
1013 hPa =1気圧 |
| 気温 |
T |
|
273+T |
直管圧損ΔPL、
ダクト形状寸法L, r/D, θ、
圧損係数ξ、圧損係数の一覧表、
圧損Pl: 吸気側: 負圧、陰圧
排気側: 正圧,陽圧
静圧Ps: 吸気側: 負圧、陰圧
排気側: 正圧、陽圧
全圧Pt: 速度圧(動圧)Pv + 静圧Ps = 全圧Pt (圧損Pl)
吸気側: -速度圧-圧損=-静圧
排気側: +速度圧+静圧=+全圧(圧損)
以上は、全圧(圧損)・速度圧・静圧の圧変化図 簡易版、詳細版を参照しながら計算することが重要である。
ファンを挟む吸気側と排気側のダクト系の圧損 pressure drop=2点間の全圧(静圧)の差を計算し、ファンの静圧差として、適応ファンの規格を求める
参照
圧損・静圧の計算表より、ファン選定の為の理論的動作点としての排風機前後のファン全圧:
(1)労働省式:全圧差+安全率=(吸気側圧損+排気側全圧)+安全率
=(吸気側圧損+排気側全圧)+排気側速度圧
(2)沼野式:静水圧差(前もって、吸気側速度圧を安全率として組み入れておく)
線図;
1.フードfood:
圧損Pl=圧損係数ζゼータ x 速度圧 Pv
フードのζゼータ= (1/流入係数 Ce)^2 -1
切り放しダクト0.93、フランジ付ダクト0.49、角形90°フード0.25、
ワークはフード内またはフード開口面に近づけることが肝心(吸込み気流と吹出し気流、フランジ効果):
1x(吸入口直径D)の場所での風速は開口面の10%に減少
1.5x(吸入口直径D)の場所では制御風速を維持できない
フード流入口:フランジflangeつば、輪縁15cm幅
フード流出口:プリーナムチェンバーplenum入江・充満:均一な流れ
2.ダクト:、圧損係数の一覧表、
丸、角(相当丸の直径換算)、相当直径の考え方、楕円
直線: 圧損Pl=ξx速度圧Pv
圧損係数ξ//ダクト長L(m)/ダクト直径D(m)
速度圧Pv(mmH2O)=0.6x(風速V (m/s))^2
滑、粗:
| ダクトの内面 |
補正係数 |
ダクトの材料 |
| 滑 |
x0.9 |
合成樹脂、ステンレス(シーム型) |
| 粗 |
x1.5 |
黒皮鋼板、コンクリート |
| 粗粗 |
x2.0 |
リブ付きスパイラル、フレキシブル |
特注のダクトは単価・修理効率が悪いので、既製ダクト(既製スパイラルダクト、既製オーバルダクト)を設置して合流点の静圧バランスを流量調整ダンパーで調整する手法が主流となった、
フレキシブルflexible, 可動性、柔軟、屈曲性:補正係数=x2、彎曲=x4
ベンドbend, elbow: 圧損Pl=圧損係数ζx速度圧Pv:
直角:ガイドベーン(案内羽根)挿入によりζを0.1-0.3に低減可能
断面:円、楕円、角、
拡大・縮小
3.排気系:
排気口:圧損係数ξ6: 1:速度圧PV=0, 静圧PS=0となるエネルギー損失に相当
ファンから末梢へ30xダクト直径部分の風速=10%
4.空気清浄装置:規格処理風量Qs時の圧損係数ξcを使った実際の処理風速Qf時の圧力損失PLf
5.ダクト静圧調整:
合流点での静圧のバランスをとる方法:
合流点における静圧は、2(Ps1-Ps2)/(Ps1+Ps2)=1.0。この値は0.1より大で、圧力平衡法の補正が必要と判断される。枝ダクト径で補正するとすると、D'=D[1/4]√(Ps2/Ps1)=0.32となり、フード2のダクト直径を0.32mに変更する。ただし、前計算式における[1/4]√は1/4乗の意味である。
ダンパー: ダンパ (空調、Damper)は、空気調和設備において、ダクトの中間に取り付け風量を調節するなどする装置volume damper (VD), 圧損係数ξ5=0.2 (バタフライ全開時)、0.3
(平行翼全開時)、
6.ファン
7.メーキャップ空気
参照:
1. 簡易版、詳細版、
2. アネスト岩田、局所排気装置適用書、圧力損失計算表、
3. 圧損計算ソフト、
G.労働基準監督署長への局所排気設置届の書式:
1.(建設物)機械等設置(・移転・変更)届:安衛則様式第20号(第85条、第86条関連
2.有害物発散抑制の方法:任意形式、必要全体換気量との兼ね合いからの局所排気に必要性。ただし、全体換気装置は有害物発散源に直接的に働きかけるわけではないので、密閉・局所排気装置の補助手段として使うべきであろう。なお、全体換気は自然力換気と機械力換気に区別される。
3.局所排気装置摘要書(アネスト岩田):安衛則様式第25号(別表第7関連):計算書から転記
4.計算書:
1.フード見取図、(制御風速、抑制濃度に基づく)必要排風量
2.ダクト系統線図、
3.圧損・静圧の計算表、
4.ファン仕様、圧損特性線図、ダクト系静圧とファン前後静圧差に基づくファン動作点決定
5.空気清浄装置、フィルタ消音器仕様
5.局排図面:
1.フード:正面、平面、側面図と発散現との位置関係・距離
2.ダクト:正面、平面、側面図と内寸
3.ファン:吸入口、吐出口と内寸、カタログ、仕様書のコピー
4.空気清浄装置:カタログ、仕様書のコピー
6.発散源の設備装置図面:フードとの位置関係
7.作業場図面:設備、装置の配置図
8.建物配置図
9.四隣との関係図
10.工場案内図:工場へのアクセス
I.検査:
法令:
「局所排気装置の定期自主検査指針」等の周知等について(平成20年3月27日、基発第0327001号)、
局所排気装置及び除塵装置等の設置後の定期自主検査義務:
労働安全衛生法第45条(定期自主検査)と労働安全衛生法施行令第15条第1項第9号(局所排気装置等)に基づき、 1年以内ごとに1回、定期に自主検査を行うことが義務付けられており、これらの検査方法については厚生労働省から 局所排気装置の定期自主検査指針等が示されている。
「局所排気装置の定期自主検査指針の一部を改正する指針」等の周知等について(基発第0331019号、平成17年3月31日)
「局所排気装置の定期自主検査指針」(昭和58年2月23日 自主検査指針 公示第5号)
「除じん装置の定期自主検査指針」(昭和58年2月23日 自主検査指針 公示第6号)
「プッシュプル型換気装置の定期自主検査指針」、
プッシュプル型換気装置の性能及び構造上の要件等について(風速)、
「健康診断結果に基づき事業者が講ずべき措置に関する指針」
局所排気装置等定期自主検査者:
局所排気装置等の定期自主検査者等養成講習について(昭和58年10月11日 基発第563号)局所排気装置の自 主検査を行うために必要な専門知識及び教育方法等について研修(都道府県労働基準協会連合会:2日間コース、安 全衛生教育センター:3日間コース)
局所排気装置等の定期自主検査インストラクター講習(安全衛生教育センター:5日間コース)
点検表、
実測:マノメーターによる実測:系統線図、全圧=動圧(速度圧)+静圧、
局排性能維持:制御風速維持・測定点、抑制濃度・測定点、許容濃度等の勧告(2014年度、産業衛生学雑誌、2014/05/22)
点検の実際:駒沢工業ホームページ、
フードの吸引能力が不足かなと思った時の原因
点検備品、手回り工具:
スモークテスター:塩化第2スズ SnCl4、ファン
風速計、静圧プローブ付き風速計
回転計:ファンプーリー、光反射非接触レーザー光線
Vベルトテンションメーター、テンションゲージ・コンプレッションゲージ、
テスター(クランプメーター)、絶縁抵抗計メガー(低圧500V、高圧1000V):電動機巻線・ケース、電動機巻線・接地端子、注意:半導体制御(インパータ)、漏電遮断機は破損防止の為切り離してから試験電圧をかける
槌打検査用テストハンマー:ダクト薄肉、破損、粉塵堆積、木/竹棒
放射温度計
作業環境測定装置
聴音器
振動計:コモンベース
キサゲ:堆積物、付着物除去調査
●ピトー管を使った実際の速度圧の求め方:
管内速度圧は、ダクト内にその先端をフード側に向けたL字のピトー管(pitot tube)の傾斜マノメーターにより、先端の全圧と側面の静圧の差、すなわち、速度圧を液面差として測定できる。
流体のエネルギー保存の法則(ベルヌイ定理):
全圧+位置圧+その他
=(静圧+動圧)+位置圧+その他
=(Ps + ρv2/200) + ρgh/100 + f
= 一定、
よって、流速 v=√{(200(Pt-Ps)/ρ)}、
ただし、ρ:空気密度, 1.2kg/m3、v:流速、m/s、Pv:速度圧、Pt:全圧、Ps:静圧、1mmH2O=0.098hPa、h:高さm、f:添加または消失されたエネルギ-、通常は0として無視できる、hPa)。
Pt=Pv+Ps: 下図 点検等での圧の実測の手技
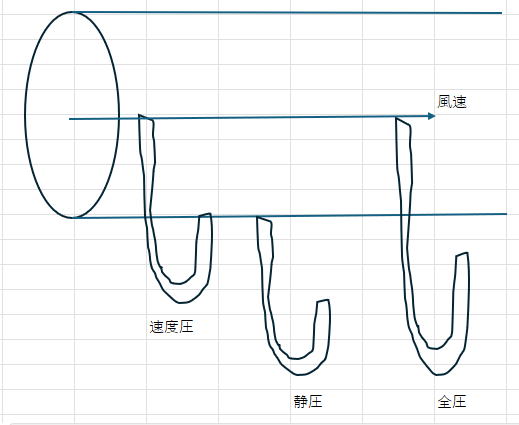 |
演習:
ダクト丸管直径=0.3m、ピト-管による速度圧Pv=Pt-Ps=25mmH2O、温度20℃、湿度65%、空気粘度μ=0.000018kg/m/s=0.000018Ns/m2=0.000018Pa・s=0.018mPa・s、空気密度ρ=1.2kg/m3とすると、
動圧=速度圧Pv=25mmH2Ox0.098hPa/mmH2O=2.45hPa、
ピト-管先端の位置する管中心部の流速(最大流速Vmax)=√(200xPv/ρ)=20.2m/s、
レイノルズ数Re=ρDv/μ=1.2x0.3x20.2/0.000018=40000、よって、乱流と判断され、その係数は0.814とし、
管内の平均流速Vmean=0.814xVmax=16.4m/s、
流量Q=πx(0.3/2)2xVmean=1.16m3/s。
●レイノルズ数(Reynold's number, Re):
Re=慣性力/粘性力
=(代表的長さ l x 代表的速さ v)/(動粘係数)
=ρDv/μ。
ただし、動粘係数=摩擦力=(空気)粘度μ/(空気)密度ρ、l=m、v=m/s、μ=Ns/m2、ρ=kg/m3。
ダクト管においては、l=相当直径=4x動水半径=4x(面積/周囲長)で、丸管の場合は2r=R(直径)となり、長方形(辺の縦と横をAとBとすると)=2AB/(A+B)となる。
意義:平均流速をReより求められ:
Re<2300は層流で、Vmean=0.5xVmax、
Re=2300-4000~10000は遷移流で、Vmeanは表より求め、
Re>4000~10000は乱流で、Vmean=0.814xVmaxとして、求められる。
●圧単位:
1993年新計量法により取引・証明にはSI単位 (Pa, bar)または気圧を使用し、mmH2Oは使わない、また、圧力機器の販売にはPaのみしか使用できないことになった:
局所排気装置設計の圧力損失計算上の記号と単位、単位はパスカル Pa (=1N/m2=9.8xmmH2O)、
1atm(気圧)= 1.01325bar=10332.3mmH2O=101325Pa,
1 mbar=100Pa=1hPa
1bar=10万Pa=0.1MPa=1atm気圧
1mmH2O=9.80665Pa=0.098hPa,
1mmHg=Torr=133.3224Pa=13.5951mmH2O,
H2O=Aq, dyn=gcm/s2, N=kgm/s2=100000dyn, Pa=N/m2, bar=100000Pa
| メガパスカル |
パスカル |
標準気圧 |
水銀柱 |
水柱(15℃) |
水柱(15℃) |
| Mpa N/mm2 |
Pa N/m2 |
atm |
mmHg, Torr |
m水柱 |
mmH2O |
| 1 |
1 x 106 |
9.869 |
7500.62 |
101.97 |
1x105 |
| 1 x 10-6 |
1 |
9.8693 x 10-6 |
7.50062 x 10-3 |
1.0197 x 10-4 |
0.1 |
| 0.101325 |
101325 |
1 |
760 |
10.332 |
1x104 |
| 1.33332 x 10-4 |
133.32 |
0.001316 |
1 |
0.0135951 |
13.6 |
| 3.386 x 10-3 |
3386 |
3.342 |
25.4 |
0.3453 |
345.3 |
| 9.8065 x 10-3 |
9806.65 |
9.678 x 10-2 |
73.5559 |
1 |
1000 |
| 9.8 |
9.8 |
9.7x10-5 |
0.074 |
0.001 |
1 |
|
X.局排がうまく作動しない:よくあることですが、まずは、慌てずに、
1.調べる、
2.紙、ダンボール箱などの身の回りに有る備品を使って、囲ったりしてみる、
参照:
局所排気装置の設計及び点検・検査の体験談(茨城産保センター):スモークテスター無しでもリークが探せる糸房にニンマリ(手術場での患者の自発呼吸確認にもガーゼの糸を引き抜いて使っているのですよ)。写真4の有機溶剤対応外付け局排をとてつもなく遠隔な天井に据え付けたのには口もアングリですが・・・フードを外してスパイラルダクト延長+ダンボールフードで最適条件を見つけるのが安上がりでしょうか。
文献:
1.沼野雄志(タカシ).改訂やさしい局廃設計教室.中災防、平成7年、東京。新やさしい局排設計教室、平成17年(3990円):私淑しており旧版以来のファンで、5,6回電卓紙鉛筆で計算していくと理解できるようになります。毎回新鮮な発見がある5つ星の良書です!
局排の計算演習は、私淑する「やさしい局排設計教室」(沼野雄志著)を参照してください。
3.ミツヤ送風製作所、技術資料。
5.久保田芳晴、効果的な局所排気装置の導入のポイント、作業環境管理、
12.特定化学物質・四アルキル鉛等作業主任者テキスト、中災防、平成18年、東京、
13.局所排気装置フード設計資料集成応用編、第17版、労働省安全衛生部労働衛生課編、中災防、平成11年、東京、
14.局所排気・空気清浄装置の標準設計と保守管理(上)局所排気装置編、第9版、労働省環境改善室編、中災防、平成12年、東京、
15.局所排気装置及び除塵装置の定期自主検査指針の解説、第15版、労働省労働衛生課編、中災防、平成12年、東京.局所排気装置、プッシュプル型換気装置及び除じん装置の定期自主検査指針の解説.第2版.平成22年.
16.青柳廣(産業保健相談員労働衛生工学担当):作業環境管理、改善にほしいこんな配慮(有機溶剤取扱い作業、その2).さんぽ静岡 10;3-4:2002.
20.新潟県燕市吉田工業:集塵、局排、換気設備の設計・施工・メンテナンス(事例が豊富なホームページ、情熱的な社長のもと親切な指導が定評)、
具体的な施工事例を検討する為には、局排定期自主検査者講習でお世話になりました吉田工業(吉田徳夫社長)ホームページを参照してください。
21.アスペック工業株式会社:局所排気装置、ドラフトチャンバー、空気清浄装置、排風機、点検・検査、
22.局所排気装置について、(株)昭和電機、中日本エンジニアリング営業部、2022.PDF23頁で理解できる!
|
|
保護具、
protective equipment、
規則1、2、
保護具の歩み:保護帽・安全帯・安全靴の進化、中災防あんぜんミュージアム特別展、、 |
最終安全手段。保護具の着用を安全性設計と設備安全対策の代用にしてはならない。
保護具管理基準チェックリスト。チェックリスト。チェックリスト(神奈川労務安全衛生協会藤沢支部)
定期点検、
保護具としては、安全衛生保護具の基礎知識(動画、中災防、2021)、
1.頭:
保安帽、保護帽、着用義務、ヘルメット、:保護帽(産業用ヘルメット)、:使用区分:飛来・落下物用、墜落時保護用、頭部感電防止用、
2.目:
保護めがね、防じん眼鏡:ゴーグル、スペクタル型、アイカップ型、一眼シールド型、
遮光保護具:有害光線から目を保護する、溶接用面・自動遮光溶接面、
3.耳:
防音保護具(耳栓、イヤーマフ(耳覆い)):耳栓チェッカー(リオンAG-20)による耳栓の選択及び密着性の確認をチェックすることが重要。騒音遮音効果(有効な耳栓の選択):①正当法:A特性でオクターブ別(振動数別)に各騒音を実際に測定し、耳栓提供企業の配布している振動数別の各遮音量(68.3%有効量=遮音平均値-標準偏差)の差を計算し、それらの差の和を聴力保護具使用時の等価騒音レベルとして算出し、その値が85dB未満であることを確認する。②簡易法:(財)日本騒音制御工学会推奨の聴力保護具に表示されている遮音効果ラベル(NRR, Noise Reduction Rating:遮音確実性98%、SNR, single number rating:遮音性確実性84%)の減音量値を確認し、C特性で実際に当該事業所の等価騒音レベルを測定し、NRRまたはSNR値を差し引いて、騒音を85dB未満にできることを確認してから、購入・装着させる。)(JIS-8161防音保護具)、耳栓はちゃんとしないと効果が無い(図1,2)、
4.顔:
防塵面、
保護面:薬液飛散、
防熱面
溶接用面・自動遮光溶接面、
5.手:
ゴム手袋、皮製手袋、腕カバー、
化学防護手袋:
ニトリル(NBR): 塩基性化学物質、油、石油、
生ゴム: アルコール、水溶性希薄溶液、
ネオプレン: 酸、ソーダ、
塩化ビニル: 酸、アルカリ、ソーダ、
ポリウレタン: 有機溶剤、
PVA: 脂肪族溶媒、芳香族溶媒、エステル、
複合素材(LLDPE、EVOH): 化学物質
6.呼吸器:
呼吸用保護具、
| 酸素濃度 |
有害物粒子 |
有害物気体 |
|
| 18%≦ |
防じんマスク |
|
電動ファン付き呼吸用保護具 |
| |
|
≦2%
≦3%:アンモニア |
防毒マスク: 隔離式(マスクー蛇腹型の連結ホースー弁当箱型の吸収缶 |
| |
|
≦1%
≦1.5%:アンモニア |
直結式大型 |
| |
|
≦0.1% |
直結式小型、緊急時に限定して使用 |
| <18% |
|
2%< |
送気マスク
自給式呼吸器(災害時救出作業等の緊急用に限定) |
呼吸用保護具、選択手順:
1. 酸素濃度<18%未満(酸欠):ろ過式(防じんマスク、防毒マスク、電動ファン付き呼吸用保護具)使用不可、給気式(送気マスク、自給式呼吸器)使用。
2. 酸素濃度18%≦:粉じん:ろ過式(防じんマスク、電動ファン付き呼吸用保護具)、
3.作業環境濃度:有害ガス:防毒マスク(吸収缶内薬剤量)
隔離式≦2%(アンモニア 3 %)、直結式≦1%(アンモニア 1.5%)以下、直結式小型≦0.1%。給気式(送気マスク、自給式呼吸器)は、有害物質の種類(酸欠、有害ガス、粉じん)や濃度に関係なく使用可能、
4. 呼吸用保護具の種類を決定後、漏れ率(面体内有害物/面体外有害物)の少ない (防護係数(面体外有害物/面体内有害物)の高い) マスクを選択、装着方法を練習する。
すなわち、
防護係数(FF, fit factor, フィットファクター)=面体外粒子濃度/面体内粒子濃度、
面体内(=ばく露限界濃度=許容濃度)x防護係数=面体外、
マンガン管理濃度=0.05mg/m3で、面体内濃度≦0.05が望まれるので、保護具に要求される要求防護係数=面体外濃度/0.05、作業環境濃度0.5で要求防護係数10となり指定防護係数10の防塵マスクで使い捨て式DS2,3またはDL2,3、作業環境濃度2.5で要求防護係数50となり指定防護係数50の防塵、マスクでは取替式全面形面体RS3,RL3または電動ファン付き呼吸用保護具半面体形PS3,PL3を選択する。逆に言えば、指定防護係数10の防塵マスクで使い捨て式DS2,3またはDL2,3が使用可能なのは作業環境濃度0.05x10=0.5mg/m3までとなる。
N95マスクは、正しい装着の場合、FF=95=95/1で、マスク装着により、外気粒子を95%浄化することを意味する。
マスクの濾過目の大きさと一般的マスク:
------------------------------------------
上気道まで侵入可能:10μm<直径、
花粉 30μm、
------------------------------------------
下気道まで侵入可能:1µm<直径、
黄砂 5μm
*************************サージカルマスク 5
アスベスト 3
PM2.5 2.5
結核菌 2、
------------------------------------------
肺胞まで侵入可能:<1µm、
タバコの煙 1µm
インフルエンザウイルス
コロナウイルス
ヒューム 1-0.1
************************* N95 0.3
麻疹ウイルス 0.1
-------------------------------------------
防じんマスクの等級、略号、使用目的:
取替え式 R, replaceable
使い捨て式 D, disposable: 濾過材と面体が一体化、面体を有する呼吸用保護具に該当(半面形面体を有する呼吸用保護具の扱いとし、ヒューム作業での要求フィットファクター100が要求される)、
液状粒子捕集 L, liquid
固体粒子捕集 S, solid
捕集率、粒子捕集効率に基づく一般的なマスクのクラス分類と対象物質:
1:80%、一般粉じん
2:95%、ヒューム、管理濃度≦0.1mg/m3,
3:99.9%、放射性物質、ダイオキシン、
捕集率によるマスクのクラス分類(興研、サカイ式):
1. 95%以上
2. 99%以上
3. 99.99%以上
漏出率、漏れ率によるマスクのクラス分類(興研、サカイ式):
S: ≦0.1%、フィットファクター1000
A: ≦1%、フィットファクター100
B: ≦5%、フィットファクター20
フィットテストによるマスクの正しい装着:
対象者:
1.溶接ヒューム、管理濃度が微量な指定屋内作業(2023年、令和5年4月以降実施)、
2.化学物質等の作業環境第3管理区分が継続する事業場(2024年、令和6年4月以降実施)、
実施:
毎年、
但し、ルーズフィット型フェイスフィールド(防じん機能を有する電動ファン付き呼吸用保護具)はフィットテスト対象外、、
プリント、
労研式マスクフィッティングテスターMT-05U(柴田科学)器具・動画、説明書、ビデオ解説、
興研: 溶接マスクテスト、動画で見るフィットテスト、
マスクフィットテスト(ミドリ安全)、
注意:
テレビでの不織布エチケットマスク(使い捨てマスク)の有効性について、老人よりボヤキを一言:
1.マスクの捕集効率によるクラス分類:
マスクの呼吸器防護規格 NIOSH
| 医療用クラス分類 |
クラス1 |
2 |
3 |
| 粒子捕集効率% |
95≦ |
98≦ |
98≦ |
| 体液バリアkPa |
10.6 |
16.0 |
21.3 |
| |
|
|
|
| NIOSH分類、工業用 |
N/R/P95 |
99 |
100 |
| 捕集効率% |
95 |
99 |
99.97 |
| |
|
|
|
|
N: not resistant to oil
R:restistant to oil,
P: oil proof
2.コロナ流行の以前より、産業医・コンサルタントとして、使用マスクの有効性を検証しているが、改めて、記載しました:
労研式マスクフィッティングテスターMT-05U(柴田科学)を使った使い捨てマスクの漏れ率(当事務所での結果):
不織布エチケットマスク(通過穴の大きさ3㎛): 漏れは安静時でも100%のジャジャ漏れ状態でマスクの要をなさない、
N95代替マスク(N95とは、ミストなどの油対応でない[not reisstant to oil]で、空気中の0.3㎛≦φ固体異物を95%捕集して、マスク内異物濃度を5%以下にできる能力をもつ濾過メッシュ。通過穴の大きさ0.1㎛):安静時100%の漏れ、
興研N95マスク:安静時1.5%、あいうえお発生時3.9%、顔を上下左右に動かした時5-7%。
以上から、N95マスクで極端な動きのない場合は漏れ率が低く有効であった。しかしながら、作業時には締め紐型の保護具が望ましい。マスク装着による作業管理は作業環境改善の次善策であることを再確認する結果となった。当然ながら、通常のマスクやN95代替品は漏れ率100%で全く無効であった。
コロナ感染予防対策でエチケットマスクの有効性と着用がマスコミを騒がしているが、マスク着用者自身がコロナに罹らない予防対策の効果は無く、自身の咳やクシャミを周囲に撒き散らさないという他人への配慮「エチケット」の意味しかないことがわかった。
参考
2-1.Ikarashi, T Mask wearing leak rate (fitting check) using the N95 mask
(N95 Hi-Luck 350, Koken, Tokyo)for dusts in our clinical laboratory. Niigata-ken
Koseiren Med J 2022;31:36-7
N95マスクの有効性(空気中の有害粒子95%除去)は、マスク着装におけるマスク接頭体と使用者顔面がキチンと密着しない場合に、その隙間より有害粒子が勢いよく漏れ込み、95%除去が担保できなくなる。
溶接ヒューム発生作業(ヒューム金属粒子の大きさは0.1-2µmで小型のウイルス~細菌と同じ大きさ)において、要求防護係数を満足するマスクの有効性を担保する為に、漏れ率要求基準として、安全域を含んで漏れ率≦1%(100≦フィットファクタ―=マスク外粒子数/マスク内粒子数)が求められている。 この要件を満足する為には、マスクの個人顔面へのフィットテストによるマスク装着訓練が必須である。
注意: マスク: ガーゼマスク(安倍のマスク、白十字)15-18枚重ね、メッシュの穴の大きさ200-500µm(くしゃみ、
湿性咳嗽の時の、飛沫感染による周囲汚染は防止される。発病者のくしゃみ対策可能。後述
するように乾性咳嗽性の飛沫核感染には無効)、 ,
サージカルマスク(大王製紙):3枚重ね、メッシュ穴は微小。
N95(興研):1枚、メッシュ穴は微小。0.3μm 95%捕集、フィルタ-漏れ率<5%、
PFE, particler filtration efficiency, 0.1μm径ポリスチレン微粒子濾過効率、インフルエンザウイルス、ウイルス単体飛沫核、結核菌を対象とする。
BFE, bacterial filtration efficiency,細菌1μmの捕集、花粉、咳クシャミなどのウイルス飛沫を対象とする、
VFE, viral filtration efficiency, バクテリオファージ1.7μm粒子を使って、インフルエンザウイルス、咳クシャミ飛沫など0.1-5μmを対象とする、
飛沫感染: 5μm≦、落下速度30-80cm/秒、
飛沫核感染: ≦4μm、落下速度0.06-1.5cm/秒、
2-2.興研:漏れ率の社内測定結果、
N95(ハイラック): 漏れ率 0.56% (0.00 - 3.50%),
サージカルマスク: 漏れ率 63.36% (44.13 - 98.23%)
2-3.Kazunari Onishi , Masanori Nojima. Comparison of the inward leakage
rate between N95 filtering facepiece respirators and modified surgical
masks during the COVID-19 pandemic Environ Health Prev Med Vol. 29, 38.
DOI https://doi.org/10.1265/ehpm.23-00303.
下図参照: 外科用マスクの漏れ率96%、N95マスクの漏れ率<1%、
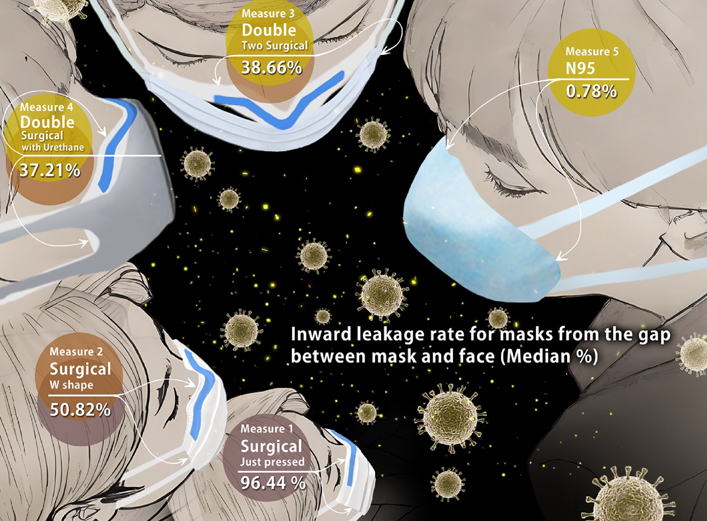 |
3.除去すべき空気中の対象異物の大きさ:
花粉:30μm<、
細胞:10μm、
粉塵: 塵肺予防として、喀痰に排出されずに肺に蓄積する粉塵: 直径Φ≦5μm、
石綿: 幅≦3μm、
ヒューム: φ≦1μm、
細菌: 2-10μm、簡易的に1μmを使用、
結核菌: φ3㎛、
ウイルス: 麻疹φ0.25μm、水痘φ0.15㎛、コロナ、インフルエンザφ≦0.1μm、ノロウイルス <0.03μm,
4.感染様式として、飛沫感染(5μm≦φ)と飛沫核感染(エアロゾル感染、φ≦4μm)があり、結核、麻疹、水痘は飛沫核感染で、rank 2(捕集効率95%≦)のマスクが有効とされる。その有効性を担保するためにはマスクの漏れ率が無いことが、マスク捕集率95%の要件となる。そのために、マスクの漏れ率を1%とすることが求められる。
一般に、労作性呼吸困難をきたすrank 3(捕集効率99.9%≦)は使用不能で、ファン付等の呼吸補助具が必要である。
5.政府広報のように、本当に、コロナとインフルエンザは飛沫感染のみで飛沫核感染の危険性はないのか?
医師国家試験では飛沫核感染は結核、麻疹、水痘ウイルスである。インフルエンザは含まれない。
コロナを含むウイルス性かぜ症候群のウイルスはウイルス周囲に水分がたくさん付くか付かないか、どれ程付くのか?喀痰排出のクシャミは大型で飛沫感染であろう。しかし、空咳のような場合、ウイルス周囲には、呼吸器気道が飽和蒸気なので必ず水分が付着する。その場合、やはり、飛沫核感染同様の感染の可能性が否定できない。私は、風邪は、飛沫核感染(空気感染)として、事業所には結核同様に換気の必要性を指示してきた。
ようやく、日経でも飛沫でない「空気感染」リスクを取りあげた。
当初、予防・治療が追いつけない状況では、パニック予防として、飛沫感染として、会食禁止、手洗い、消毒、便器の蓋閉め等での対応しかなかったことを了解してしたが、湿性咳嗽対応だけでなく、乾性咳嗽への窓開け・換気を期待したい。
参考:
1. JIS T8150に記載された指定防護係数 PF (protection factor):
PF=Co/Ci (Co マスク外の濃度, Ci マスク内の濃度)、
作業環境濃度が100個で、マスク内の濃度が1個なら、100、
10個 、10)、
防じん・防毒マスク:半面形面体で3~10、全面形で4~50、
電動ファン付き呼吸用保護具の場合:半面形で4~50、全面形で4~100、
送風機形ホースマスクの場合、半面形で50、全面形で100。
2. 防じんマスクの性能区分記号:
方式:R(Replace)取替え式、D(Disposable)使い捨て式、
試験粒子:S(Solid) 固体、L(Liquid) 液体、
粒子捕集効率:1:80.0%≦、2:95.0%≦、3:99.9%≦。
6-1.給気式:
空気呼吸器、酸素呼吸器、呼吸器チェックリスト:実装(Youtube)、
行動範囲が広い、
プレッシャデマンド型空気呼吸器の場合、面体内は陽圧となり、有害外気を吸い込む可能性は低い、
ボンベが重い、
短時間(酸素呼吸器は空気呼吸器の3倍)、
空気呼吸器の使用時間:
圧縮空気1L当りの容量は20-30Mpa平均25MPaで、(25-3)MPa÷0.1013MPa=217L、(3はアラーム鳴動3メガ、0.1013は正常呼吸時の大気圧換算での圧縮の比率)、∴ボンベ1L中の圧縮空気量=217L空気量、6.8Lボンベには217×6.8=1475L空気量、
作業別空気消費量は8L/分(立位)、20L/分(通常歩行)、40L/分(軽作業、走行)〜80L/分(重作業)使用するので、最大1475L÷40L/分又は80L/分=40〜20分間作業可能。但し、安全優先ならば、警報3MPaを残して退出すること、その為には、作業は25-3=22Mpaの半分11MPaで止めて帰路に着くこと。
酸素呼吸器は循環式(呼気から二酸化炭素を吸収、酸素を添加)で、高湿気・高温の欠点がある。
送気マスク:
空気源が自然大気:ホースマスク:
自力呼吸、肺力吸引式最長10m、
補助呼吸、送風機式40m(電動、手動)、
空気源が圧縮空気:ALマスク:コンプレッサー能力により最長60m
エアラインマスク:
一定流量式、
デマンド式、
プレッシャデマンド式;、
複合式エアラインマスク:
デマンド式:通常時、
プレッシャデマンド式:緊急時、高圧空気容器使用、
送気マスクチェックリスト、:ホース行動制限、軽い、
6-2. ろ過式:要件:酸素濃度18%≦、
マスク商品一覧、
6-2-1. 防じんマスク
(規格:労働省告示第19号昭和63年、選択と使用等:基発第0207006号平成17年2月7日)、
粉じんマスク(取替え式):固体粒子捕集効率80%≦、95%≦、99.9%≦の3種類、
粉じんマスク(使い捨て式)・粉じん機能を有する防毒マスク:液体粒子が共存する有毒ガス対応、
捕集効率は3種類同上、
パワーシンクロ:呼吸連動形電動ファン付き呼吸用保護具(powered air purifying respirator, PAPR)、
外気→ろ過材→電源・電動ファン→面体等
保護具着用管理責任者(アーク溶接、岩石裁断、金属研磨、隧(ずい)道建設)、
6-2-2. 防毒マスク、有毒ガスマスク(機序、破過)、興研、重松、
適応:ガス濃度≦2%(アンモニア≦3%)、
空気漏れ率=マスク内粉じん量/マスク外粉じん量:全面形面体<1%、半面形面体<10%、
マスクチェッカーによる装着ミスによる漏れ防止:マスク内圧・フィッティングテスター(MNFT)によるリアルタイムでのマスク内圧・漏れ率の確認、
防護係数 protection factor PF:
PF=Co(環境中濃度)/Ci(呼吸保護具内濃度)、 PF=50はマスク着用により汚染物摂取量が2%に低下することを意味する。
ろ過式(防塵マスク、電動ファン付き呼吸用保護具PAPR)では、PF=100/(漏れ率%+フィルター透過率%)
破過、マスク・フィルター交換時期: 有害物濃度と使用時間の関係図、交換の目安の色見本と比較、息苦しい、臭気、有効期限過、保存状態不明、破損・変形、
防毒マスク吸収缶:興研、重松、
種類(吸収缶の色): ハロゲンガス、酸性ガス、有機ガス(黒)、一酸化炭素(赤)、アンモニア、亜硫酸ガス、青酸ガス、硫化水素(黄)、粉じん機能吸収缶、
形態: 隔離式、直結式、直結式小型、
| 型式 |
使用可能なガス濃度範囲 |
破過 |
|
| 隔離式 |
≦2% |
|
|
| 直結式 |
≦1% |
|
|
| 直結式小型 |
≦0.1% (1000ppm) |
|
|
| 使い捨て式マスキーMD防臭マスク(興研)活性炭 |
ホルマリン≦0.5ppm |
40’ |
|
| |
キシレン≦20ppm |
43' |
|
破過時間: 10-180分、
マスクのフィットネステスト: 漏れが無いようにマスクを装着することが重要である、装着時お用手的・キャップ、機器:マスクフィットテスター、柴田:労研式マスクフィッティングテスターMT-05U型、レンタル85000円/5日(モノタロウ)、
6-2-3. 夏場高温作業時には作業者が呼吸困難となりマスクをずらせて使用していることがあるので作業後の粉じん等の跡を確認したり、タオルを挟んでいないように監視することが必要、
7.足:
安全靴、安全靴の必要性、長靴、すね当て、甲プロテクター 、
化学防護長靴、
8.皮膚:
労働衛生保護衣類:防毒衣、防熱衣、作業衣、前掛け、安全ベスト、
保護クリーム:水中油型親水性クリーム(塗料、染料、有機酸)、油中水型疎水性クリーム(有機酸、無機塩)、遮光性クリーム(紫外線、アーク、雪中)、被膜形成クリーム型(メッキ、電解、染料、薬剤、刺激性粉じん)、脂肪型皮膚調整クリーム(水、溶剤、作業後)、一般に作業終了後は洗い落とす。
9.身体:
高所用安全ベルト、安全ベルト、安全帯、(サンコー社)安全帯、(藤井電工)製品一覧、安全帯とは、取り扱い、:使い方(クレーン協会、14.安全のすすめ、安全帯、使用上の注意)、使い方、点検・チックリスト、安全帯の着用率向上「安全帯は高所を行く男の証(あかし)」などの若者好みのキャッチフレーズ(RST教育)、
原則:フルハーネス型、墜落制止用器具(2017/06 厚生労働省パンフ)、
注意:安全帯:腰ベルトで内臓破裂、
原則:フルハーネス型、墜落制止用器具(2017/06 厚生労働省パンフ)、フルハーネス型安全帯・墜落制止用器具、
フルハーネス型安全帯パンフレット2018、フルハーネス義務化の背景、
2019年2月1日~2022年1月1日:(胴ベルトを含めて)旧型からの移行猶予期間。
6.75m(建設5m)<高所作業:フルハーネス。それ以下の場合は、胴ベルト型(移行猶予期間以後は新型に切り替え)。
作業床のない場合、特別教育が2019年2月1日より必要。、
落下・転落の静止によるショックを軽減して内蔵損傷を抑える:ロック機構、ショックアブソーバー機構、
| アブソーバー |
第1種 |
第2種 |
| 伸び |
短い |
長い |
| フック取り付け位置 |
腰より上 |
腰より下 |
| 作業床から墜落停止時の足の先までの自由落下距離 |
1.8m |
4m |
| 衝撃荷重 |
4kN |
6kN |
| ショックアブソーバーの伸び |
1.2m |
1.75m |
参照:斜面、法面、樹木・高木、ビル窓拭き・外壁清掃、風力発電風車、無線通信装置、橋梁等の作業に関しては、ロープ高所作業パンフレット2018、
化学防護服、
防熱衣:アルミナイズドクロス製、頭巾、上衣、ズボン、手袋、靴、
反射ベスト、
10.放射線用保護具:
放射性粉じん用防じんマスク:JIST8106
X線防護手袋、前掛け、衝立:JISZ4802, 4803, 4806
保護具の必要準備数:酸素欠乏等防止規則第5条の2.(保護具の使用等)第1項.「~同時に就業する労働者の人数と同数以上の呼吸保護具・空気呼吸器等(空気呼吸器、酸素呼吸器又は送気マスクをいう。以下同じ)を常時備え、労働者にこれを使用させなければならない。」
参照:
1.重松製作所ホームページ:石綿用、ダイオキシン用、
2.フクヨシ:保護具、墜落・転落防止器具、ヘルメット:用途別、飛来・落下物用と墜落時保護用の違い、
3.保護具ハンドブック.(社)日本保安用品協会編.中災防発行.2006.(3000円、図表が多い)、
4.石綿則:法令、マニュアル・テキスト一覧(厚労省)、、
|
|
労働者の就業に当たっての措置、
安全衛生教育(法59条、東京労働局)、
労働衛生教育、
労働衛生教育の進め方、労働衛生診断の要点、
(安衛法59条、60条、60条の2)、
安全衛生教育の推進について(別表:安全衛生教育の対象者・種類・実施時期及び内容、別図:安全衛生教育の体系)(平成3年1月21日基発第39号)、安全衛生教育推進要綱の運用について(基安発第2号、平成3年1月21日)、
教育に関する国の援助(法63条)
|
安全衛生教育(安衛法59条が規定する):
安全衛生規則等で定められている安全衛生教育、安全教育、衛生教育、
安全衛生教育は事業者の責任において実施されるので、所定労働時間内に行うことを原則とすること、費用は事業者に負担義務がある(昭和47.9.18.基発602号)。
安全衛生教育の推進について(別表:安全衛生教育の対象者・種類・実施時期及び内容、別図:安全衛生教育の体系)(平成3年1月21日基発第39号)、
安全衛生教育の体系、
安全衛生教育推進要綱の運用について(基安発第2号、平成3年1月21日)、
階層別教育一覧表:
| 対象 |
就業時資格・教育 |
就業中教育 |
| 作業者 |
一般 |
|
雇い入れ時教育(新入社員教育)、
建設業:新規入場時教育、鳶工、型枠大工、鉄筋工、土工、外、
健康教育 |
作業変更時の教育(配転者教育)
高齢時教育(45歳以上、労災発生率の高い業務、高所、重筋作業)
健康教育
|
| 危険有害業務 |
就業制限 |
免許:建設業免許一覧表、技能講習 |
危険有害業務従事者教育 |
|
特別教育要件 |
特別教育 |
|
その他 |
特別教育に準ずる教育 |
| 管理監督者 |
安全管理者 |
|
経験、研修 |
能力向上教育 |
| 衛生管理者 |
|
免許 |
| 安全衛生推進者 |
|
経験、講習 |
| 衛生推進者 |
|
経験、講習 |
| 元方安全衛生管理者 |
|
経験 |
| 救護技術管理者 |
|
研修 |
| 計画参画者 |
|
経験、研修 |
| 作業主任者 |
|
免許、講習 |
| 職長 |
|
職長教育講習 |
| 作業指揮者 |
|
指名時教育 |
|
| 経営首脳者 |
事業者、総括安全管理者、統括安全衛生責任者、安全衛生責任者 |
|
安全衛生セミナ-、
(教育講習) |
安全衛生セミナ- |
| 安全衛生専門家 |
|
|
免許、経験、研修 |
実務向上研修 |
| 技術者 |
自主検査、生産技術管理者、設計技術者 |
|
経験、研修、選任時教育 |
能力向上教育、技能者教育 |
| その他 |
季節労働者 |
|
送出地教育、雇入れ時教育 |
|
| 海外派遣労働者 |
|
派遣前教育 |
|
| 就職予定高校生 |
|
卒業前教育 |
|
|
教育の3段階:
A.法的に定められた教育(最低限の教育)(法59,60条):
A-1.新規採用者に対する教育(新人社員教育、法59条):雇い入れ時教育(安衛則35,36条):新入社員教育8項目:1.機械・原材料等に関する危険性または有害性及びこれらの取り扱い方法、2.安全装置、有害物抑制装置、または保護具の性能及びこれらの、3.作業手順、4.作業開始事点検、5.当該業務で発生する恐れのある疾病の原因及び予防、6.整理、整頓、清潔の保持、7.事故発生時の応急措置と避難、8.その他の業務に関する安全衛生。
参照:新規入場者用、新入者の為の安全衛生一覧(安全衛生情報センター、2010/05, 2015/03/19)、
A-2.作業内容変更時における教育(配転者教育、法59条、安衛則35条)、
A-3.危険及び有害業務従事者に対する教育(特別教育、法59条、安衛則36条):33種類の業務における、教育時間、教育事項、講師、教育記録の保持等が定められている。
A-4.新任の職長に対する教育(職長教育、法60条、安衛則40条):一定の業種において、新たに職務に就く職長その他の作業中の労働者を直接指導又は監督するものに対して、現場監督者に対する安全衛生教育が義務付けられている。職務内容変更時には職長教育は不要。現場監督者とは、常に現場にいて、まとまり作業として編成された何名かの作業者を直接指揮・監督している者である。作業主任者は当該業務に就く為に免許等を取得し、職長等に必要な知識を有している為に、職長等教育の対象労働者から除外される。
また、教育時間、教育事項、教育方法(規則40条)、講師等が定められている。
B.安全衛生配慮の為の教育(より高度の教育):
安全衛生業務従事者に対する能力向上教育(安衛法19条2、公示)
特別教育指定外の有害業務、高齢者、就業形態(派遣、パートタイム)を対象とした、保護具の適正使用指導や作業の筋負担改善など。
C.リスクアセスメントの為の教育(最も高度の教育):
快適な職場環境、人に優しい作業を目指して、職場内に潜む危険有外因子を発見し、OSHMSなどのマネジメントシステムとして確立し、作業環境と作業負担を改善方向に進める。
労働衛生教育における確認事項:
(1)法定の教育は、種類、内容、時間等、所定の条件を満足しているか
(2)講師、教材、教育方法は適切か
(3)教育の効果の把握
(4)自主的な教育、対象と内容
(5)階層別の教育
(6)小集団活動との関連、成果
「建設工事に従事する労働者に対する安全衛生教育」(建設従事者教育)の事業者モチベーションとして:発注者が国土交通省の場合、現場労働者の不安全行動(ヒューマンエラー)による労働災害防止の教育実施報告書の提出を求め、工事成績評価への加点とする。
法63条、国の援助:
労働省方式現場監督者安全衛生教育トレーナー RST (Rodosho Safety and Health Education Trainer)
養成講座の開設(安全衛生教育センター:東京、大阪)、
参考:
1.安全管理者選任時研修テキスト、第2版、中災防、平成18年5月22日、(1200円)、
2.安全衛生推進者の実務ー能力向上教育(初任時)用テキストー、第3版、厚生労働省安全衛生部編、中災防、平成15年、(1680円)、
3.安全衛生責任者の実務必携、第2版、中災防、平成15年、(600円)、 参考:
4.安全衛生教育カリキュラムの作り方、生かし方、豊島富三郎著、中災防、平成5年、(900円)、
2.MATE BOOKS ⑪ 職長教育マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成15年、東京.(1260円)、
5.MATE BOOKS ⑱ 中小企業のための安全衛生教育の進め方、増本清著、労働調査会、平成13年、東京.(1050円)、
6.菊池昭(安全衛生のバトン研究会).事業者・衛生管理者等に対する労働衛生教育の進め方.産業保健21.44;18-21,2006. 労働安全衛生教育の意義を事業者・管理者に認識してもらうことが最も大切なこと。
|
|
経営首脳者教育(事業者教育)、
協力・関連企業・関係請負人教育、
職長・安全衛生責任者教育、
安全衛生大会、
安全大会、
労働衛生大会、
事業所単位の講習会、 |
参照:
1.(株)越後交通工業協力会研修会:内容「災害コスト、増加する重大事故、求められる高額化する労災民事賠償への対応、過失相殺率、安全配慮義務としてのリスクアセスメントを取り入れたKY・作業手順書、メタボリックシンドローム・特定健診」配布資料、
2.RST職長・安全衛生責任者教育: 職長教育配布資料(日本精機)、去来川敬治:資料、
3.板金組合中越地区講習会 配布資料(研修会の項目)、参考資料:職長教育簡略版、リスクアセスメント帳票(2014/02/06)、
4.プレス関連:サカタ製作所安全衛生大会(2014/11/29、資料:健診結果の見方・メタボ対策、騒音対策・きっちりとした耳栓 a, b, c)、 |
|
労働者の就業に当たっての措置、
安全衛生教育(法59条、東京労働局)
特別教育(法59条、
1項:雇入れ時、
2項:作業内容変更時、
3項:危険有害業務、安衛則36条)、
就業制限
(安衛法61条、令20条、安衛則41、42条、別表第3)、
中高年者への配慮(法62条)
|
法61条、就業制限:
特定の危険業務に労働者をつかせるとき、法定の資格を有する者(免許証取得者、技能講習修了者等)でなければ、その業務に就かせてはならない(法61条、令20条、則41条・42条、一覧絵)。
(i)都道府県労働局長の免許を要件とする(令20条):1.発破技師、2.移動式クレ-ン運転士、3.移動式クレ-ン運転士、4.ボイラ-技師、5.ボイラ-整備士、6.ガス溶接作業主任者、
(ii)都道府県労働局長の登録をうけた施設(都道府県労働局登録教習機関)における技能講習(作業主任者技能講習、就労資格):作業主任者の選任義務(安衛則別表第1)、
就業制限等:労働者の就業時の措置:
危険度の高いものから順に、免許、技能講習、特別教育が必要とされる:例.移動式クレーン運転:5トン以上=免許、1トン以上=免許または技能講習、1トン未満=特別教育。
法59条第3項:特別教育(新潟労働局)、危険有害業務の特別教育:(検索条件:告示+特別教育)
注意: インターネット等を介したeラーニングにより行われる特別教育の当面の考え方等について(基安安発0326第1号、基安労発0326第2号、基安化発0326第1号、令和2年3月26日):実施内容が不明瞭、実地ができないものはダメ。
安全衛生特別教育規程
小型ボイラー取扱業務特別教育規程
クレーン取扱い業務等特別教育規程:移動式クレーンの脅威:ラフ・テレーン・クレーン作業、積載型トラッククレーン作業、
ゴンドラ取扱い業務特別教育規程
四アルキル鉛等業務特別教育規程
高気圧業務特別教育規程
酸素欠乏危険作業特別教育規程
透過写真撮影業務特別教育規程
粉じん作業特別教育規程(参照:粉じん作業特別教育講師として当日の配布資料、柏崎労働基準協会主催、2005/11/25、上中越教育センター、柏崎市。新潟産業保健推進センターのビデオ「粉じんによる疾病の防止」も使用しました。)、
危険又は有害な業務に現に就いている者に対する安全衛生教育に関する指針(別表一覧)
労働安全衛生規則第三十九条の規定に基づき、安全衛生特別教育規程の一部を改正(廃棄物の焼却施設に関する業務に係る特別教育)する告示
核燃料物質等取扱業務特別教育規程
石綿使用建築物等解体等業務特別教育規程
参考
(i) 技能講習・安全衛生教育研修施設(新潟県労働基準協会連合会、 新潟労働衛生医学協会、 労働技能講習協会、 東京安全衛生教育センター)、
(ii) 資格一覧表、
(iii) 国家資格
(iv) ガテン系(がてんけい、ラテン系と合点承知を掛け合わせた俗語):
現業系職種(土木、建築、運転手、メカニックなど工場や作業場等の現場で働く業務。肉体労働専門求人雑誌「ガテン」(リクルート社)で紹介される仕事。稀に、国営四現業=郵便(現在郵政公社となり更に民営化し、三現業がより正確となった)+国有林野+印刷+造幣のこと。
対語: 総合職=管理・経営の事務系+技術系)に従事する人。
参照: 現業:現場業務、非事務・非営業、工場・作業場労務、公共事業役務職員(現業官庁職員)。非現業:非現場業務、事務・営業、管理事務業務、官公署。 |
|
労働者の就業に当たっての措置、
安全衛生教育(法59条、東京労働局)、
就業中における能力向上教育(法60条の2)、
安全教育ビデオ:販売・デモ(厚労省)、
、
|
安全衛生水準向上のための教育、能力向上教育
指針の公表:
「労働災害の防止のための業務に従事する者に対する能力向上教育に関する指針の一部を改正する指針」等の周知等について(基発第0331023号、平成18年3月31日):安全衛生業務従事者に対する能力向上教育適応:
労働安全衛生法(昭和47年法律第57号)第19条の2第2項の規定に基づく、労働災害の防止のための業務に従事する者に対する能力向上教育に関する指針(平成18.3.31 能力向上教育指針公示 第5号、平成18年4月1日から適用):安全衛生業務従事者に対する能力向上教育カリキュラム:
1 安全管理者能力向上教育(定期又は随時)
2 安全衛生推進者能力向上教育(初任時)
3 ガス溶接作業主任者能力向上教育(定期又は随時)
4 林業架線作業主任者能力向上教育(定期又は随時)
5 ボイラー取扱作業主任者能力向上教育(定期又は随時)
6 木材加工用機械作業主任者能力向上教育(定期又は随時)
7 プレス機械作業主任者能力向上教育(定期又は随時)
8 乾燥設備作業主任者能力向上教育(定期又は随時)
9 採石のための掘削作業主任者能力向上教育(定期又は随時)
10 船内荷役作業主任者能力向上教育(定期又は随時)
11 足場の組立て等作業主任者能力向上教育(定期又は随時)
12 木造建築物の組立て等作業主任者能力向上教育(定期又は随時)
13 普通第一種圧力容器取扱作業主任者能力向上教育(定期又は随時)
14 化学設備関係第一種圧力容器取扱作業主任者能力向上教育(定期又は随時)
15 衛生管理者能力向上教育(初任時)ma-さんの体験談
16 衛生管理者能力向上教育(定期又は随時)
17 特定化学物質作業主任者能力向上教育(定期又は随時)
18 鉛作業主任者能力向上教育(定期又は随時)
19 有機溶剤作業主任者能力向上教育(定期又は随時)
20 店社安全衛生管理者能力向上教育(初任時)
|
|
労働者の就業に当たっての措置、
安全衛生教育(法59条、東京労働局)
職長教育(法60条、則40条)、
職長・安全衛生責任者教育、
古いビデオですが1見の価値あり「ある日突然に」職長、その責務(情報通信エンジニアリング協会制作)厚労省職場のあんぜんサイトより、
|
職長教育(法60条):
新任の現場監督者(職長)に対する教育(職長教育、法60条、安衛則40条):一定の業種において、新たに職務に就く職長その他の作業中の労働者を直接指導又は監督するものに対して、現場監督者に対する安全衛生教育が義務付けられている。職務内容変更時には職長教育は不要。現場監督者とは、常に現場にいて、まとまり作業として編成された何名かの作業者を直接指揮・監督している者である。作業主任者は当該業務に就く為に免許等を取得し、職長等に必要な知識を有している為に、職長等教育の対象労働者から除外される。
また、教育時間、教育事項、教育方法(規則40条)、講師等が定められている。
対象者:職長その他の作業中の労働者を直接指導又は監督する者(作業主任者を除く)、
職長:末端の作業現場において労働者を直接指揮監督する地位にあるもので、一般に職長とか班長・世話役と呼ばれることがある。職長には法的責任が課せられる。職長の采配一つで、作業能率や生産性はもちろん安全衛生の状態を大きく左右するため、安全衛生のキーマンといわれている。建設業や製造業などの業種で、新たに職長に就くこととなった者には、安衛法に基づき職長等に必要とされる一定の事項について安全衛生教育を行わなければならない。(法60条、令19条、則40条)。実施時期は、安全衛生教育の推進について(別表:安全衛生教育の対象者・種類・実施時期及び内容、別図:安全衛生教育の体系)(平成3年1月21日基発第39号)に基づき、 初任時、定期(5年毎)、随時(作業変更時)。
(i)教育を行うべき業種:
1.建設業
2.製造業(一部の業種を除く)
3.電気業
4.ガス業
5.自動車整備業
6.機械修理業、
(ii)教育内容:災害要因となる不安全行動と不安全状態を防止する為の、現場管理・作業指導・安全管理を教育する(改正カリキュラム:新たに、労働安全衛生マネジメントとリスクアセスメントが組み込まれた(基発第0512004号、平成 18年5月12日):12の鍵(12の鍵)+リスクアセスメントとの関連):
| 安衛法60条 |
安衛則40条第1項 |
安衛則40条第2項 |
| 作業方法の効率的安全化の為の作業手順策定、作業標準(作業マニュアル)への昇華、決定、労働者の適正配置における作業特性と作業者特性 |
|
作業マニュアル・作業標準・作業手順・作業方法の作成・チェック・改善(作業手順) |
| 労働者の適正配置(適正配置のための条件と対策) |
| 指導、監督 |
|
部下の教育指導(指導指示のやり方、教え方・育て方、コーチング、監督の方法 |
| 作業指示・監督:5W1Hにそって、必要性、重要性、緊急性を納得させて、明確に伝える |
| 省令 |
作業場、作業設備の保守管理 |
設備の安全化・環境条件の保持:点検作業:日常点検、定期点検、随時点検、点検チェックリスト |
| 環境改善 |
| 有害業務管理状況チェック、 |
| 異常時措置 |
非定常作業の安全管理、特殊作業管理 |
| 異常時における措置:異常処理作業点検表 |
| 災害発生時の措置: |
| 労災防止活動 |
異常を感じとる、災害事例研究、災害分析、再発防止策、KY活動 |
|
(iii)教育方針:
1.人を見て法を説け(職長の平均年齢)
2.安全行動の再確認「良い指揮官:作業手順:よ(要領;やり方)、い(位置、作業者の)、し(指示;指示者・リーダーシップ)、き(危険予知;有害・危険要因分析)、か(確認;理解度)」、
(iv)
A.教える時の8原則:
心構えの3原則:
1.相手の立場に立って
2.やさしいことから難しいことへ
3.動機づけを大切に
教え方の3原則:
4.一時に一事を
5.反復して
6.身近な事例で強い印象を与えるように
効果的な教え方のポイント2原則:
7.急所の理由を言って
8.体験させ五感を働かせて、
B.RST(Rodousho Safety Education Trainer)による、職長教育・問題解決の為の12の鍵(RST 12の鍵との関連)Exel版:
リーダーシップ:
11,関心の保持
12,創意工夫、
技法:
人:
3,適正配置
4,指導教育
5,監督指示
物:
6,設備の安全化
7,環境改善保持
8,安全衛生点検
手段:
1,作業手順
2,作業改善
9,異常時措置
10,災害発生時措置
安全施工サイクル(建災防1,2,3):
目的:
1. トップの意思と姿勢の確立によって、
2.安全管理をパターン化して、
3.“ヤレ”の安全から“ヤロウ”の安全で、
4.職長のリーダーシップの向上をかもし、
5.OJT(日常指導)の効果をもたらし、
6.法規を踏まえ、さらにそれを上回る安全が形成され、
7.安全に良く、安全に早く、安全に安く、によって、
8.無災害による工事の完成。
C.リスクアセスメント、
D.労働安全衛生マネジメントシステム (OSHMS)、 |
参考:
1. 職長教育テキスト、エレメント・プランニング、840円(RST講習時平野魁先生推薦)、職長・安責者、
RSTトレーナーテキスト、中災防、労働安全衛生教育センター、非売品、
職長の安全衛生テキスト、第3版、中災防、平成18年6月30日、(800円):
2. 職長会(本来は、混在作業場における、元方安全衛生管理者と下請・安全衛生責任者との協議会で、安責者はしばしば職長を兼ねることが多い為に、職長会と呼称されることが多い)、職長会の運営、
3. MATE BOOKS ⑪ 職長教育マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成15年、東京.
4. MATE BOOKS ⑥ 建設業の安全作業標準集、 改訂2版 、労働調査会編、労働調査会、平成15年、東京.(1260円)、
現場代理人、土木資料館、KenKen、めざせ!!スーパー監督、Ex.測量屋さん、関係者以外立入禁止、
5. MATE BOOKS ⑦ 製造業の安全作業標準集、 改訂2版 、労働調査会編、労働調査会、平成15年、東京.(1260円)、
6. 作業手順作成等の指導をめぐって、座談会、司会田中辰雄、
7. 作業手順のルーツを尋ねて、田中辰雄。
10.職長教育、日本精機、2008.03.14.、作業手順と災害分析、配布資料、
20.RST職長・安全衛生責任者教育: 職長教育配布資料(日本精機)、去来川敬治:資料研修会、
30.職長教育簡略版、リスクアセスメント帳票:板金協会中越地区講習会配布資料、資料研修会(2014/02/06)、
|
| |
|
|
| |
有機則 |
有機溶剤一覧(2024)、 |
| |
|
|
| |
特化則 |
特定化学物質一覧(2024), |
| |
|
|
|
労働者の就業に当たっての措置、
安全衛生教育(法59条、東京労働局)
作業主任者(法14条、令6条、安衛則別表第1)、
、
作業主任者講習会、
防止規則、
予防規則、
衛生規則、
防止措置、
粉じん障害防止規則(粉じん則’14)、
有機溶剤中毒予防規則(有機則’14)、
岡田賢造:東京都化学物質対策セミナー、化学物質管理にい業者はどう取り組むべきか(2012/11/12)、やさしい局排設計教室、有機溶剤作業主任者講習・特化物作業主任者講習テキスト要約、
産業洗浄現場におけるVOC対策事例集、環境省、日本産業洗浄協議会、旭リサーチセンター:コスト・事例、
特定化学物質障害予防規則・四アルキル鉛中毒予防規則(特化則’14)、
鉛中毒予防規則(鉛則'14)、
高気圧作業安全衛生規則(高圧則'14)、
酸素欠乏症等防止規則(酸欠則'14)、
電離放射線障害防止規則(電離則'14)、
事務所衛生基準規則(事務所則'14)、事務所作業環境測定(厚労省、資料、2020)、
古いビデオですが1見の価値あり「ある日突然に」職長、その責務(情報通信エンジニアリング協会制作)厚労省職場のあんぜんサイトより、
、
、 |
(1)粉じん障害防止規則: おやじギャグ「発じんでじん肺が心配」、
特定粉じん=石綿、
粉じんの作業別分類(酸欠則):
1.粉じん作業:
別表第一(第二条、第三条関係)
一 鉱物等(湿潤な土石を除く。)を掘削する場所における作業(次号に掲げる作業を除く。)。ただ
し、次に掲げる作業を除く。
イ 坑外の、鉱物等を湿式により試錐(すい)する場所における作業
ロ 屋外の、鉱物等を動力又は発破によらないで掘削する場所における作業
一の二 ずい道等の内部の、ずい道等の建設の作業のうち、鉱物等を掘削する場所における作業
二 鉱物等(湿潤なものを除く。)を積載した車の荷台を覆し、又は傾けることにより鉱物等(湿潤な
ものを除く。)を積み卸す場所における作業(次号、第三号の二、第九号又は第十八号に掲げる作業
を除く。)
三 坑内の、鉱物等を破砕し、粉砕し、ふるい分け、積み込み、又は積み卸す場所における作業(次号
に掲げる作業を除く。)。ただし、次に掲げる作業を除く。
イ 湿潤な鉱物等を積み込み、又は積み卸す場所における作業
ロ 水の中で破砕し、粉砕し、又はふるい分ける場所における作業
三の二 ずい道等の内部の、ずい道等の建設の作業のうち、鉱物等を積み込み、又は積み卸す場所にお
ける作業
四 坑内において鉱物等(湿潤なものを除く。)を運搬する作業。ただし、鉱物等を積載した車を牽
(けん)引する機関車を運転する作業を除く。
五 坑内の、鉱物等(湿潤なものを除く。)を充てんし、又は岩粉を散布する場所における作業(次号
に掲げる作業を除く。)
五の二 ずい道等の内部の、ずい道等の建設の作業のうち、コンクリート等を吹き付ける場所における
作業
五の三 坑内であつて、第一号から第三号の二まで又は前二号に規定する場所に近接する場所において、
粉じんが付着し、又は堆積した機械設備又は電気設備を移設し、撤去し、点検し、又は補修する作業
六 岩石又は鉱物を裁断し、彫り、又は仕上げする場所における作業(第十三号に掲げる作業を除く。)。
ただし、火炎を用いて裁断し、又は仕上げする場所における作業を除く。
七 研磨材の吹き付けにより研磨し、又は研磨材を用いて動力により、岩石、鉱物若しくは金属を研磨
し、若しくはばり取りし、若しくは金属を裁断する場所における作業(前号に掲げる作業を除く。)
八 鉱物等、炭素原料又はアルミニウムはくを動力により破砕し、粉砕し、又はふるい分ける場所にお
ける作業(第三号、第十五号又は第十九号に掲げる作業を除く。)。ただし、水又は油の中で動力に
より破砕し、粉砕し、又はふるい分ける場所における作業を除く。
九 セメント、フライアツシユ又は粉状の鉱石、炭素原料若しくは炭素製品を乾燥し、袋詰めし、積み
込み、又は積み卸す場所における作業(第三号、第三号の二、第十六号又は第十八号に掲げる作業を
除く。)
十 粉状のアルミニウム又は酸化チタンを袋詰めする場所における作業
十一 粉状の鉱石又は炭素原料を原料又は材料として使用する物を製造し、又は加工する工程において、
粉状の鉱石、炭素原料又はこれらを含む物を混合し、混入し、又は散布する場所における作業(次号
から第十四号までに掲げる作業を除く。)
十二 ガラス又はほうろうを製造する工程において、原料を混合する場所における作業又は原料若しく
は調合物を溶解炉に投げ入れる作業。ただし、水の中で原料を混合する場所における作業を除く。
十三 陶磁器、耐火物、けい藻土製品又は研磨材を製造する工程において、原料を混合し、若しくは
成形し、原料若しくは半製品を乾燥し、半製品を台車に積み込み、若しくは半製品若しくは製品を台
車から積み卸し、仕上げし、若しくは荷造りする場所における作業又は窯の内部に立ち入る作業。
ただし、次に掲げる作業を除く。
イ 陶磁器を製造する工程において、原料を流し込み成形し、半製品を生仕上げし、又は製品を荷造
りする場所における作業
ロ 水の中で原料を混合する場所における作業
十四 炭素製品を製造する工程において、炭素原料を混合し、若しくは成形し、半製品を炉詰めし、又
は半製品若しくは製品を炉出しし、若しくは仕上げする場所における作業。ただし、水の中で原料を
混合する場所における作業を除く。
十五 砂型を用い鋳物を製造する工程において、砂型を造形し、砂型を壊し、砂落としし、砂を再生し、
砂を混練し、又は鋳ばり等を削り取る場所における作業(第七号に掲げる作業を除く。)。ただし、
水の中で砂を再生する場所における作業を除く。
十六 鉱物等(湿潤なものを除く。)を運搬する船舶の船倉内で鉱物等(湿潤なものを除く。)をかき
落とし、若しくはかき集める作業又はこれらの作業に伴い清掃を行う作業(水洗する等粉じんの飛散
しない方法によつて行うものを除く。)
十七 金属その他無機物を製錬し、又は溶融する工程において、土石又は鉱物を開放炉に投げ入れ、焼
結し、湯出しし、又は鋳込みする場所における作業。ただし、転炉から湯出しし、又は金型に鋳込み
する場所における作業を除く。
十八 粉状の鉱物を燃焼する工程又は金属その他無機物を製錬し、若しくは溶融する工程において、炉、
煙道、煙突等に付着し、若しくは堆積した鉱さい又は灰をかき落とし、かき集め、積み込み、積み卸
し、又は容器に入れる場所における作業
十九 耐火物を用いて窯、炉等を築造し、若しくは修理し、又は耐火物を用いた窯、炉等を解体し、若
しくは破砕する作業
二十 屋内、坑内又はタンク、船舶、管、車両等の内部において、金属を溶断し、又はアークを用いて
ガウジングする作業
二十の二 金属をアーク溶接する作業
二十一 金属を溶射する場所における作業
二十二 染土の付着した藺(い)草を庫(くら)入れし、庫(くら)出しし、選別調整し、又は製織する場所
における作業
二十三 長大ずい道(じん肺法施行規則(昭和三十五年労働省令第六号)別表第二十三号の長大ずい道
をいう。別表第三第十七号において同じ。)の内部の、ホツパー車からバラストを取り卸し、又はマ
ルチプルタイタンパーにより道床を突き固める場所における作業
|
2.特定粉じん作業:
別表第二(第二条、第四条、第十条、第十一条関係)
一 別表第一第一号又は第一号の二に掲げる作業に係る粉じん発生源のうち、坑内の、鉱物等を動力に
より掘削する箇所
二 別表第一第三号に掲げる作業に係る粉じん発生源のうち、鉱物等を動力(手持式動力工具によるも
のを除く。)により破砕し、粉砕し、又はふるい分ける箇所
三 別表第一第三号又は第三号の二に掲げる作業に係る粉じん発生源のうち、鉱物等をずり積機等車両
系建設機械により積み込み、又は積み卸す箇所
四 別表第一第三号又は第三号の二に掲げる作業に係る粉じん発生源のうち、鉱物等をコンベヤー
(ポータブルコンベヤーを除く。以下この号において同じ。)へ積み込み、又はコンベヤーから積み
卸す箇所(前号に掲げる箇所を除く。)
五 別表第一第六号に掲げる作業に係る粉じん発生源のうち、屋内の、岩石又は鉱物を動力(手持式又
は可搬式動力工具によるものを除く。)により裁断し、彫り、又は仕上げする箇所
六 別表第一第六号又は第七号に掲げる作業に係る粉じん発生源のうち、屋内の、研磨材の吹き付けに
より、研磨し、又は岩石若しくは鉱物を彫る箇所
七 別表第一第七号に掲げる作業に係る粉じん発生源のうち、屋内の、研磨材を用いて動力(手持式又
は可搬式動力工具によるものを除く。)により、岩石、鉱物若しくは金属を研磨し、若しくはばり取
りし、又は金属を裁断する箇所
八 別表第一第八号に掲げる作業に係る粉じん発生源のうち、屋内の、鉱物等、炭素原料又はアルミニ
ウムはくを動力(手持式動力工具によるものを除く。)により破砕し、粉砕し、又はふるい分ける箇
所
九 別表第一第九号又は第十号に掲げる作業に係る粉じん発生源のうち、屋内の、セメント、フライア
ツシユ又は粉状の鉱石、炭素原料、炭素製品、アルミニウム若しくは酸化チタンを袋詰めする箇所
十 別表第一第十一号に掲げる作業に係る粉じん発生源のうち、屋内の、粉状の鉱石、炭素原料又はこ
れらを含む物を混合し、混入し、又は散布する箇所
十一 別表第一第十二号から第十四号までに掲げる作業に係る粉じん発生源のうち、屋内の、原料を混
合する箇所
十二 別表第一第十三号に掲げる作業に係る粉じん発生源のうち、耐火レンガ又はタイルを製造する工
程において、屋内の、原料(湿潤なものを除く。)を動力により成形する箇所
十三 別表第一第十三号又は第十四号に掲げる作業に係る粉じん発生源のうち、屋内の、半製品又は製
品を動力(手持式動力工具によるものを除く。)により仕上げる箇所
十四 別表第一第十五号に掲げる作業に係る粉じん発生源のうち、屋内の、型ばらし装置を用いて砂型
を壊し、若しくは砂落としし、又は動力(手持式動力工具によるものを除く。)により砂を再生し、
砂を混練し、若しくは鋳ばり等を削り取る箇所
十五 別表第一第二十一号に掲げる作業に係る粉じん発生源のうち、屋内の、手持式溶射機を用いない
で金属を溶射する箇所
|
粉じん作業の種類と措置(表)、天野松男:粉じん作業の衛生5管理、
、
粉じん障害防止対策を進めよう、厚労省、2003.09.、
ずい道等建設工事における粉じん対策に関するガイドラインの概要、厚労省、2000.12.、
ずい道等建設工事現場における粉じん対策に関する作業環境管理の取組み、厚労省、2003.03.、
改正粉じん則のポイント、厚労省、2008.03.01.施行、
ヒューム、
アーク溶接作業における粉じん対策、厚労省、、、
放射性物質汚染地区以外での震災がれき撤去作業、2011/05/11通達、石綿アスベスト暴露を意識して、
(2)有機溶剤中毒予防規則、有機溶剤の管理一覧表、有機溶剤による症状一覧表:おやじギャグ「シンナー中毒、低換気で死んナー」、技能講習配布資料、
有機則一覧表(旧)、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2015年改定:
区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類物質、特定第2類物質等(=特定+オーラミン・マゼンタ): 漏洩、
クロロホルム等:有機溶剤10種、
特別有機溶剤エチルベンゼン等:クロロホルム等+エチルベンゼン・1,2-ジクロロプロパン:
有機溶剤12種
オーラミン等:
管理第2類物質:第2類-(特定、特別、オーラミン)
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 発癌、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特化物第2類分類(2014/11/28)、特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、有機則に基づく適用除外、
中毒一覧表、パンフレット、特化物2015/03、特化物2015/03、特化物第2類分類(2014/11/28)、
|
分類 |
化学物質 |
| 特別有機溶剤 |
第1種有機溶剤より引っ越し |
クロロホルム |
|
|
1,4-ジオキサン |
|
|
ジクロロメタン |
|
|
1,1,2,2-テトラクロロエタン |
|
|
トリクロロエチレン |
|
|
四塩化炭素 |
|
|
1,2-ジクロロエタン |
|
|
スチレン |
|
|
テトラクロロエチレン |
|
|
メチルイソブチルケトン |
|
第2類特化物 |
1,2-ジクロロプロパン |
|
|
エチルベンゼン |
| 特別有機溶剤等 |
5%<(特別有機溶剤1%<+有機溶剤) |
|
特別有機溶剤・特別有機溶剤等の分類表、
(3)特定化学物質障害予防規則、特化物の管理(表 2014)おやじギャグ「特化物、換気を忘れて、疾病返し」、
特定化学物質等障害予防規則(旧特化則):1972年(昭和47年)制定、特化物+粉じん石綿が対象、その為、特化則等作業主任者は特化物だけでなく石綿主任者資格を有する、
特定化学物質障害予防規則(現在の特化則、表 2014)(特化物2015/03)、2005年(平成17年)石綿則が分離独立し、これ以降の特化則作業主任者資格は石綿主任者資格は無い。よって、現行の特化則作業主任者は改めて石綿作業主任者資格をとらなければ石綿管理をできない。
改正石綿則:2020年(令和2年)、解体前の石綿含有事前調査が義務化された。
区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類:、漏洩、
特定第2類等: 密閉式、
特別有機: 12種、
クロロホルム等: 有機溶剤10種、
エチルベンゼン
1,2-ジクロロプロパン:
特別有機等: 特別有機1%<、または、特定有機混合物等(特別有機≦1%及び有機合計5%<)、
オーラミン等:色素製造工程で発癌性
管理第2類物質: その他=第2類-(特定、特別、オーラミン)
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 第1類+第2類で発癌、
注意:
特化物第3類は漏洩のみが強調され、第1類、第2類ほど3管理が強調されていないようであるが、化学物質の自律的管理が求められており、やはり第1,2類同様に3管理をキチンとやることが必要である:
例:特化物第3類の一例としての10%前後で希硫酸を使った金属洗浄などの作業について、
消防法:60%<消防活動阻害物質、適応外、
毒物・劇物取締法:10%<劇物、適応、
労働安全衛生法:
労働安全衛生規則:
特化則:1%<化学物質のリスクアセスメントと自律的管理、SDS法令参照、適応、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特化物第2類分類(2014/11/28)、特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
(3-1) 特化物・四アルキル鉛作業主任者技能講習:
講習内容(導入スライド、特化則一覧表:大版、縮小版、特化物第2類分類(2014/11/28)、分類と副作用一覧、リスクアセスメント指針)、
配布資料(2006年版)、配布資料(2007年版、2011年版)、
定期健診・特殊健診有所見率、じん肺有所見率、
特化物作業チエックリスト、鉛作業チェックリスト、
危険性又は有害性等の調査等に関する指針(厚労省、公示第1号、平成18年3月10日):リスクアセスメント指針、、化学物質リスクアセスメント指針、リスクアセスメント(パンフレット)
化学物質管理に関する社内安全衛生用教育動画(eラーニング)特設サイト(テクノヒル、2021/12/16),
職場における化学物質対策(慈恵大環境保健医学清水英佑教授):
(1)危険性対策:
GHS:爆発、火災防止
リスクアセスメント、労働安全衛生研究所版ソフト、
(2)有害性対策:
製造・使用禁止 石綿等
製造・取り扱い規制 特化則、鉛則、有規則、石綿則
表示・文書交付 GHS:急性毒性、慢性毒性、癌原性、皮膚刺激性、2006.12.改正
リスクアセスメント
曝露作業報告制度 2006
有害性調査 癌原性試験、変異原性試験、生殖毒性
有所見率、量ー影響、量ー反応、曝露限界、生物学的モニタリング、化学物質管理の基本、化学物質による職業性疾病と職場及び健康影響の特徴と対策(一覧表)、職業癌と労災補償状況、
法規制に基づく予防対策(安衛法、安衛則、特化則、5管理:総括管理:化学物質管理計画の策定、作業環境管理、作業管理、健康管理:特殊健診一覧表、労働衛生教育)、
化学物質のライフサイクル・ステップの上流より下流に向かっての法令・関連制度一覧(表)、化学物質規制法令一覧表:
(i) 国内法:
化学物質の審査及び製造等の規制に関する法律(化審法、1973):
1.新規化学物質に関する製造・輸入の事前審査、
2.上市後の一定数量以上の製造・輸入を行った事業者に製造数量(実績)等の届出、情報の提供、有害性等の調査、有害性情報の報告、取扱いの状況に関する報告、
3.化学物質の性状(難分解、高蓄積、毒性)等に応じた規制、
化学物質排出把握管理促進法(化管法、1999):
① PRTR制度: 環境汚染物質排出移動登録(Pollutant Release and Transfer Register, PRTR):
届出判定・排出量算定:対象業種の事業者に、規制対象化学物質の年間取扱量を県を経由して国に報告させ、情報を公開する制度。排出量(大気・水域・土壌などへ排出された量)、移動量(廃棄物などとして移動した量)の参考。、
② SDS制度: GHS対応化学物質等安全データシート(Material Safety Data Sheet, MSDS)
SDS三法(化管法、安衛法、毒劇法)の一つ、
化学物質の情報提供、参照:化学物質管理支援センター(中災防)、
毒物及び劇物取締法(毒劇法):GHS対応、
産廃物の処理及び清掃に関する法律(廃掃法、産廃物処理法、1970):廃棄物は一般廃棄物(市町村責任処理)と産業廃棄物(排出事業者処理責任)に2分され、それぞれ、特別管理廃棄物とそれ以外に区分される。産業廃棄物に関しては、保管、収集運搬、処分の各過程において、マニフェストの流れ及び排出事業者・運搬受託者・処分受託者の義務が定められている。
(ii) 欧州EU:
REACH (Registration 登録, Evaluation 評価, Authorisation 認可, and Restriction 制限
of Chemicals 化学品)、
廃棄に関連する RoHS (Restriction Of the use of certain Hazardous Substances
in electrical and electronic equipment)・WEEE (Waste Electrical and Electronic
Equipment 廃電気・電子機器), ELV (End of Life Vehicles 廃自動車)指令、
参照:
①「特別管理廃棄物」とは、廃棄物のうち、爆発性、毒性、感染性その他の人の健康又は生活環境に係る被害を生ずるおそれがある性状を有するものとして政令で定めるものをいい、隔離された収集・運搬・無害化処理が義務付けられている。特別管理一般廃棄物=家電PCB部品、煤塵、感染性。特別管理産業廃棄物=廃油、廃酸アルカリ、感染性、特定有害産廃(PCB、石綿、水銀・鉛など基準値以上を含む有害物)。
②廃棄物処理業における労働安全衛生対策の強化について(環境省通達 衛環56号、平成5年3月2日)。
③感染性廃棄物の適正処理について(環廃産発第040316001号、平成16年3月16日)(要旨)、産廃業者マニュアル(全国産廃連合会、平成6年)、。
④環境汚染防止に関する法律体系。自主的な監査項目の一覧表。
⑤実験施設:危険物・有機溶剤取扱い、実験廃棄物分別。
(3-2) エチレンオキシド滅菌作業場(EOG, 酸化エチレン、エチレンオキサイド;発癌性、許容濃度1ppm)(平成13年:特定化学物質第2類):滅菌作業名称表示、特殊健診不要・一般健診年2回、作業主任者選任、曝露防止滅菌器、設備定期自主検査、作業場作業環境測定年二回、個人曝露測定用エチレンオキシドモニター#3551、漏洩防止特定化学設備局排、作業規程、保護具(有機ガス用防毒マスク、保護メガネ、保護手袋)、使用物質名称掲示、作業記録30年保存:通達、実態報告、文献:相澤好治:エチレンオキシドによる健康障害の防止.日本労働安全衛生コンサルタント会会報 21(61):56-9,2002.
(4):石綿作業主任者技能講習:
特定化学物質等障害予防規則(旧特化則):1972年(昭和47年)制定、特化物+粉じん石綿が対象、その為、特化則等作業主任者は特化物だけでなく石綿主任者資格を有する、
特定化学物質障害予防規則(現在の特化則、表 2014)(特化物2015/03)、2005年(平成17年)石綿則が分離独立し、これ以降の特化則作業主任者資格は石綿主任者資格は無い。よって、現行の特化則作業主任者は改めて石綿作業主任者資格をとらなければ石綿管理をできない。
改正石綿則:2020年(令和2年)、解体前の石綿含有事前調査が義務化された。
1.導入(安全配慮義務)、2.内容、4.解体作業の注意事項、(2006):おやじギャグ「明日ベストより、今日ベスト」、配布資料(2007):石綿則・健診・工事安全パトロールチェックリスト・マスク漏れ率、マスク漏れ率(滋賀産保)、届出を含む作業手順・石綿則(2011)配布資料(fc2 石綿)、厚労省パンフレット一覧:健康管理手帳・労災認定基準 2011、
石綿飛散漏洩防止対策徹底マニュアル、厚労省、2.20版、2018年3月、
| 内容 |
参照リンク |
| ① 石綿に関する法令 |
気の短い人向き・あんちょこ法令集2005、改正2017(H29):表1、表2、,
法律:石綿に係る法規等(石綿協会「石綿と法規」)、
石綿障害予防規則、
導入部分として:事業者には安全配慮義務・使用者責任がである、管理・監督者の安全管理者・職長・作業主任者・産業衛生スタッフ等にも民事上安全配慮義務違反の損害賠償がありうることに注意すべきである。、 |
| ② 作業 |
料金:
除去:建材の石綿以外の有害物等チェックリスト、解体作業計画書、工事安全パトロールチェックリスト、作業具一覧表1、、(2006/04/11)、改正石綿則マスク、石綿飛散が想定される作業現場における石綿作業環境測定とマスク効率に関する調査について(岡山産業保健推進センター石川絋所長)「マスク洩れ率(レベル1=5.6%、レベル2=3.4%)、マスク・顔面間に髪、タオル、メガネが介在する為、指導により改善、電動ファン付きマスクは1桁以上低値で有効。」、
除去(除去後の代替が必要、日数・経費大、1~6万円/m2):、、
封じ込め(除去に比して、日数1/3、経費1/2、最終解体時は非石綿扱い):ND工法(硫黄による石綿金属の硫化物化・無害化+カルシウムによる結晶化・包み込み)、セラパックシステム(富士セラ、Ⅰ液(樹脂による石綿繊維被覆)+Ⅱ液(石灰化)、2007/01)、赤外線による融解凝固、
囲い込み(一次しのぎ、最終的に除去作業が必要):、
産廃処理:概要、1,2(無害化低温溶融)、溶融処理=硅素とマグネシウムの結合を高温処理により切断して無害化する。
解体作業における資料一覧(厚労省、班会議資料、2013/08/29)、
|
| ③ 調査 |
同定:
(1) 建材中の石綿含有率の分析方法について(基発第0821002号、平成18年8月21日):JIS A 1481:2006準拠、兵庫分析センター、X線解析図、料金、
(2)粉塵濃度測定:
| 実施時期 |
処理作業室 |
負圧・除塵装置排出吹き出し口 |
処理室隣接外部* |
| 処理前 |
|
● |
|
● |
| 処理作業中 |
|
● |
● |
● |
| 処理後 |
シート養生中 |
● |
|
| シート撤去1週間後 |
● |
|
● |
|
* 労働安全衛生法:管理濃度150本/L,
大気汚染防止法:10本/L,
|
④ 労災、
労災以外の一般被害住民に対する石綿救済法の救済認定基準 (06/07/20) 静かな時限爆弾、
厚労省ホームページ、

|
① 通常の労災認定: じん肺:健康診断結果証明書の作成の手引き(平成17年)、
健康管理手帳制度(平成19年)、石綿健康管理手帳交付要件(平成19年10月)、
5年時効前の遺族補償給付、
② 石綿による健康被害の救済に関する法律(救済給付の概要)(石綿救済法、2006年(平成18年)3月27日施行):1947年(昭和22年)9月1日より2001年(平成13年)3月26日までの、死亡後5年の時効例で後日その死因が石綿であると同定された者の救済。請求期限2009年(平成21年)3月27日まで。認定基準と補償、(独)環境再生保全機構 (診断、給付書式、申請)、病理診断基準 (06/05/09)、産業保健21(厚労省労基局安衛部労衛課)、
③ 労災一般: 肺障害、健診・事後措置(森本泰夫他.労働衛生コンサルタント誌 76;42-6,2006.)、
④ いつも話すことであるが、問診が最もたいせつです。古い記憶からの石綿曝露作業の推定の手助けとしての写真を参照して、職業歴を聞き取ること。
「石綿にさらされる作業に従事していたのでは?」と心配されている方へ(厚労省、2008)、
徴候・所見:アスベスト関連疾患日常診療ガイド.(独)労働者健康福祉機構編.労働調査会出版.2006.(2500円)(掲載写真の添付CDRがすばらしい・お薦めの一品)、
胸膜プラーク、
⑤ 石綿救済法:(2006/3/27施行、2009/3/26終了)、
⑥ 認定基準・石綿救済法(時限救済新法:2006/3/27施行、2009年3月27日まで)と労災補償の現況 (2006/07/20)、石綿疾病認定基準(2009.03.パンフレット)
⑦ 森永譲二(産医研)、石綿曝露と石綿関連疾患、第36回神奈川産業保健講習会、神奈川産業保健推進センター、2006.02.04、
参照:
石綿労災保険給付請求・支給決定状況(2013年度)、(2017年).、(2018年度)、 |
| ⑤ 参照:広報、質問・相談 |
厚生労働省:アスベスト情報、広報パンフレット: (3)よくある質問と解説; #1990” 厚生労働省広報パンフレット一式”、厚労省版Q&A,石綿(アスベスト)対策のしおり(茨城労働局)、
経済産業省:一般家庭用品中のアスベスト、
東京都アスベスト情報サイト(都民向けパンフレット(生活文化局、2005/09/27)、
アスベスト対策、総論、東京労働局、2007、 相談担当者用マニュアル2006年版(目次、内容、福祉保健局、06/06/02)、
中災防石綿情報、
石綿に関するQ&A: 福井県安全環境部環境政策課、大分労働局、日本石綿協会、届出違反、 |
|
(4’)石綿障害:産業医研修会講演内容(1版(2005/11/19)。219頁、PDF16MB、12版 (2006/01/31)。内容が古くなりましたので閲覧ご希望時メールで連絡ください。郵送料のみの実費で、配布します。)
石綿障害、資料(産業医研修会)、
、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
(5)鉛中毒予防規則・四アルキル鉛中毒予防規則:おやじギャグ「鉛中毒、ノイローゼと誤診された低濃度被曝」、MSDS(四エチル鉛)、
参照
掻き落とし作業:鉛含有塗装材、鉛曝露 通達 2014、
(6)電離放射線障害防止規則(要約):おやじギャグ「放射線、見えない被曝が体にひびく」、
放射性物質線とは(アンチョコ1頁)、
安直に:X線に関する一般的な基礎知識(X線の生体に与える影響、X線装置使用時の関係法規・安衛法・電離則、X線検波器(蛍光板))・エックス線作業主任者試験(3頁まとめ)電離則要約(5頁まとめ)、
安全衛生に関しては、電離放射線障害防止規則(電離則アンチョコ)が基本となる。
法規制一覧アンチョコ12頁(放射線障害防止法、医療法、電離則)、放射線障害、RI実験施設、透過写真撮影業務特別教育・エックス線作業主任者・ガンマ線透過写真撮影作業作業主任者、作業者マニュアル(中災防)、核燃料物質等取扱業務特別教育:加工施設等において核燃料物質等を取り扱う業務に係る特別教育、原子炉施設において核燃料物質等を取り扱う業務に係る特別教育、
| 放射線分類 |
症状 |
| 電離 |
|
|
α線 |
早期障害:
造血器障害、
消化管障害
中枢神経障害
皮膚障害
晩発障害:
発癌
白内障
白血病
胎児障害 |
| |
|
β線 |
| |
|
γ線 |
| |
|
X線 |
| 非電離 |
波長短い |
単一波長 |
レーザー |
粘膜火傷、失明、網膜火傷、白内障、皮膚火傷
長岡技術科学大学:レーザー機器の取扱い(健康障害)、
レーザー溶接、、 |
| |
|
紫外線 |
電光性眼炎、皮膚色素沈着、光線過敏性皮膚炎、皮膚癌 |
| |
|
可視光線 |
|
| |
|
赤外線 |
白内障、皮膚火傷、熱中症 |
| 波長長い |
|
マイクロ波 |
組織壊死、深部組織発熱、白内障 |
注意:波長と電磁波の種類、
(7)高気圧作業安全衛生規則(高気圧則'14)サクッと高圧則:おやじギャグ「潜函病、あわてて戻る雲の上」、
a. 高気圧環境での作業:
1.圧気工法(トンネル工事や地盤の弱い場所、地下水噴出抑制の為に高空気圧下で掘削作業をする)
2.潜水(高気圧状態の空気をボンベなどで吸い、港湾整備の工事やダム・水 道設備のメンテナンス、海域環境調査、海難救助など)
b. 高気圧障害:
1. 減圧症、潜水病:
高気圧による身体のいたるところに溶け込んでいた窒素が急速な減圧で気泡になり、血管などを塞いでしまう。ダイバーなどによく見られる障害。症状(皮膚の痛みやかゆみ、四肢の関節痛、息切れや呼吸困難、麻痺や知覚障害、めまい)(重症の場合はショック死、急速な減圧による肺破裂)(四肢の疼痛程度であれば後遺症は無いが、虚脱や呼吸困難、麻痺などの症状がある場合は適切な治療を受けないと知覚や運動障害などの後遺症が残る)。
2.酸素中毒:
高い酸素分圧(気圧×酸素濃度)
|
酸素中毒中毒の型
|
症状
|
発症酸素分圧atm
|
|
肺型
|
胸痛、呼吸困難、肺活量低下
|
0.6≦
|
|
中枢神経
|
痙攣、意識障害
|
1.6≦
|
3.窒素酔い
窒素分圧3.2atm以上で発症。身体に溶け込む窒素が多くなると酔っ払ったような症状(集中力や判断力の欠如、自信過剰など、いわゆる多幸感。事故を誘発しうるので注意が必要)。窒素分圧が正常に戻れば後遺症もなく回復。
4.圧迫、締め付け:
局所の痛み、鼻血、鼓膜破裂。
5.炭酸ガス中毒と空気塞栓症
炭酸ガス中毒:室内の換気が不十分な場合(圧気工法は地下や密室といった換気が困難)。
空気塞栓症:急激な減圧に肺が膨張し肺胞が破れてしまう現象。血痰、意識喪失、呼吸困難。
| 分類 |
症状 |
原因 |
| 加圧時 |
スクイーズ(締め付け) |
不均衡な加圧 |
| 高圧環境作業時 |
窒素酔い
炭酸ガス中毒
酸素中毒 |
高圧環境下での、窒素、炭酸ガス、酸素が血中に大量に溶解 |
| 減圧時 |
減圧症(チョークス;胸内苦悶、呼吸困難、神経麻痺、皮膚掻痒、関節痛)、
肺圧外傷(肺胞破裂) |
高圧環境下で大量に体内組織に溶解していた窒素ガスが、減圧により血中で気化し、気泡が血管を閉塞 |
慢性:無菌性骨壊死
単位:
1 atm=10 msw (meter sea water, 海面から10mの深さ(深度10m)における圧、通常はゲ-ジ圧、高圧則では絶対圧)=100
kPa,=0.1 MPa
ゲージ圧:大気圧を0とする圧力で、絶対圧-大気圧。1.正圧:大気圧0.1MPaを基準0MPaとして+側の圧、2.真空圧:大気圧を0基準として-側の圧、
参照:絶対圧:真空を0とする圧力で、ゲージ圧+大気圧。絶対真空圧0Paを基準として+側の圧で、大気圧は0.1MPa。
旧版高圧則(2015/03/31まで):別表、潜水士:潜水業務時間の別表による計算のやり方、
改正高圧則(2015/04/01より):
解説: 改正検討会報告書(2014/02/21):半飽和組織の窒素分圧、窒素+ヘリウム分圧、減圧計算等、
高気圧障害の対策:
高気圧障害予防チェックリスト、
労働衛生3管理:
作業環境管理:分圧(酸素、窒素、炭酸ガス)、保温。
作業管理: 加圧速度(毎分0.08MPh以下)、減圧速度(毎分0.08MPh以下)、作業時間。
(8)酸素欠乏等防止規則: 厚労省パンフ
おやじギャグ「穴1メートルが一命取る」、労災件数は少ないが被災者の半分が死亡する!
酸欠危険箇所を認識する危険予知と作業環境測定が重要、
(8)-0.酸欠危険場所(安衛法施行令別表6)
別表第六 酸素欠乏危険場所(第六条、第二十一条関係))
一 次の地層に接し、又は通ずる井戸等(井戸、井筒、たて坑、ずい道、潜函(かん)、ピツトその他こ
れらに類するものをいう。次号において同じ。)の内部(次号に掲げる場所を除く。)
イ 上層に不透水層がある砂れき層のうち含水若しくは湧(ゆう)水がなく、又は少ない部分
ロ 第一鉄塩類又は第一マンガン塩類を含有している地層
ハ メタン、エタン又はブタンを含有する地層
ニ 炭酸水を湧(ゆう)出しており、又は湧(ゆう)出するおそれのある地層
ホ 腐泥層
二 長期間使用されていない井戸等の内部
三 ケーブル、ガス管その他地下に敷設される物を収容するための暗きよ、マンホール又はピツトの内
部
三の二 雨水、河川の流水又は湧(ゆう)水が滞留しており、又は滞留したことのある槽、暗きよ、マン
ホール又はピツトの内部
三の三 海水が滞留しており、若しくは滞留したことのある熱交換器、管、暗きよ、マンホール、溝若
しくはピツト(以下この号において「熱交換器等」という。)又は海水を相当期間入れてあり、若し
くは入れたことのある熱交換器等の内部
四 相当期間密閉されていた鋼製のボイラー、タンク、反応塔、船倉その他その内壁が酸化されやすい
施設(その内壁がステンレス鋼製のもの又はその内壁の酸化を防止するために必要な措置が講ぜられ
ているものを除く。)の内部
五 石炭、亜炭、硫化鉱、鋼材、くず鉄、原木、チツプ、乾性油、魚油その他空気中の酸素を吸収する
物質を入れてあるタンク、船倉、ホツパーその他の貯蔵施設の内部
六 天井、床若しくは周壁又は格納物が乾性油を含むペイントで塗装され、そのペイントが乾燥する前
に密閉された地下室、倉庫、タンク、船倉その他通風が不十分な施設の内部
七 穀物若しくは飼料の貯蔵、果菜の熟成、種子の発芽又はきのこ類の栽培のために使用しているサイ
ロ、むろ、倉庫、船倉又はピツトの内部
八 しようゆ、酒類、もろみ、酵母その他発酵する物を入れてあり、又は入れたことのあるタンク、む
ろ又は醸造槽の内部
九 し尿、腐泥、汚水、パルプ液その他腐敗し、又は分解しやすい物質を入れてあり、又は入れたこと
のあるタンク、船倉、槽、管、暗きよ、マンホール、溝又はピツトの内部
十 ドライアイスを使用して冷蔵、冷凍又は水セメントのあく抜きを行つている冷蔵庫、冷凍庫、保冷
貨車、保冷貨物自動車、船倉又は冷凍コンテナーの内部
十一 ヘリウム、アルゴン、窒素、フロン、炭酸ガスその他不活性の気体を入れてあり、又は入れたこ
とのあるボイラー、タンク、反応塔、船倉その他の施設の内部
十二 前各号に掲げる場所のほか、厚生労働大臣が定める場所
|
第1種酸素欠乏危険作業(酸欠、第2種を除いた号)、
第2種酸素欠乏危険作業(酸欠+硫化水素中毒、3-3号+9号)、
(8)-1.原因と作業場、
原因: 酸欠の危険性の認識が低く酸素濃度測定が実施されていない: 災害発生原因は測定未実施、換気未実施、管理上は作業主任者未選任、特別教育未実施、
(8)-2.予防・対策:
1.作業主任者選任、
2.酸素濃度測定、安衛法施行令別表第6の酸欠危険作業場所において酸素濃度測定を実施することが望まれるが、危険個所・測定手順が複雑で省略されることが多い。そこで、最善ではないが、「携帯型酸素濃度測定器の携行」これのみ!!!、その根拠は、酸欠は事故にあったら50%の死亡率の丁半博打の胴元の地獄の閻魔様一人勝ちな有害作業であり、かつ、酸欠則3条(作業環境測定等)で測定時間は「その日の作業を開始する前に」となっているが、「作業再開時、作業者の身体異常、換気装置異常、その他断続的」に測定が勧めたれている(酸素欠乏危険作業主任者テキスト、85頁、第2版、中災防、平成27年1月15日)。
作業環境測定所上、「酸素18、卵10」(酸欠則2条定義で、酸素濃度<8%未満、硫化水素10ppm<は危険域とされる)
参考: 携帯用ガス検知器:複合型を含む(新コスモス電機株式会社)。
3.換気、
4.空気呼吸器、
5.安全帯、避難用具、
6.酸欠危険場所における監視人(誘導員)等の配置(監視人誘導員の配置の必要な業務)、
7.特別教育、
(8)-5.予後: 一次蘇生において、5分遅れた場合の社会復帰率は50%とされる。平成元年~25年間において、酸欠致死率=死亡者数/被災者数=176/372=47.3%、硫化水素中毒致死率=66/164=40.2%である。
(8)-7.蘇生:
巻き込まれ重大災害防止の為、被災者に接近する前に周囲の安全を確認することが重要である。
確認が取れない場合は、蘇生行為よりも救急隊への連絡が優先される。
都市部における救急隊到着時刻は、通報後4分45秒とされ、心肺蘇生の胸骨圧迫:マウストウーマウス人工呼吸=30:2の蘇生を3回繰り返すうちに救急隊にバトンタッチとなる。直接唇が接しないようなマウスツーマウス用の簡易ビニールの使用も良いが、現在は、コロナウイルス等の感染症が心配なので蘇生に人工呼吸は必須とされないが、できれば、酸欠には3千円程のアンビューバックを準備して人工呼吸を実施することが望ましい。
AEDは有効ではあるが、人工呼吸同様に必須の要件ではない。
胸骨圧迫は童謡「どんぐりコロコロ」1番を歌いながらやれば1分100回のリズムで30回となるので是非そのようにやってほしい。肘を伸ばして、体重をかけて胸骨圧迫を実施する。テレビドラマで見るようなフカフカのベット上では加圧が抜けるので駄目。幸いに作業場では硬い床面なので良好。
一生の間に蘇生行為をすることは殆ど無いので、歌を声を出して歌いながらやると落ち着いてくると思う。
(8)-10.酸素欠乏症等の参考:
(i) ビデオ:カナリアはもう歌わない」(2度と起こさぬ死亡災害)~酸欠事故防止~傷ついたカナリアを助けた主人公が、酸素欠乏状態のマンホールに入ろうとした所、カナリアに助けられる。カナリアの死により酸素欠乏に対する危険性を再認識する物語です。(第12回安全衛生教育ビデオコンクール入賞)(00年17分)、
(ii) 岩崎毅. 作業環境管理・作業管理入門11. 酸素欠乏症等の危険作業の管理(総論). 産業保健21;43:20-3.
(iii) 酸素欠乏症を防ごう(事例、チェックリスト)、
(iv) 労働安全衛生法に定める酸素欠乏症や硫化水素中毒にかかるおそれのある場所で作業を行う際に、中毒や欠乏にかからないよう、更に、かかった作業員の応急手当を行うため、事業者は酸素欠乏危険作業主任者を選任しなくてはならない。 法令上の対象は酸素欠乏危険作業主任者 「第一種酸素欠乏危険作業=酸素欠乏症となるおそれはあるが硫化水素中毒となるおそれはない場所での作業」、酸素欠乏・硫化水素危険作業主任者「第二種酸素欠乏危険作業=酸素欠乏症かつ硫化水素中毒となるおそれのある場所での作業」の二つであり、「酸素欠乏症にはならないが硫化水素中毒にはなるおそれがある場所での作業」の区分は設けられていない。
(v) 中毒の機序:酸素欠乏も硫化水素中毒も作用機序は同一である。酸素不足は直接(脳)細胞内の好気性エネルギー工場(ミトコンドリア)のライン(チトクローム系)の原料(酸素)の供給ストップであり、硫化水素は同上ラインの従業員(酸化酵素)を阻害して、(脳)細胞機能のエネルギーをストップさせる。
(vi) 酸欠作業主任者へ「穴を見たら酸欠の恐れがあると思え!”穴1メートルが、一命取る”」ですゾ!「穴の中に同僚が倒れていても行っちゃ行けないよ。一緒に、三途の川を渡っちゃうよ。」(本来は、防災ビデオ「墜落災害防止の決め手「1メートルは一命取る」シリーズの転用です。)。
(vii) 酸素欠乏・硫化水素危険作業主任者技能講習:
講習会日程、
上越会場での講義風景(毎回講習生から間違いを指摘され、落ち込みつつも、眠らないで講習を聞いていてもらったことに感謝しております。今回の間違いは、正解「非圧気工法の人工送気において、作業者5名以下は50m3/min、以後は1名増加当たり10m3/min」を「10m3/min/人プラス余裕10m3/minだよ」と説明してしまいました。平誤りでした。でも、講師としては、何故か、嬉しい?2時間でした。):
(vii)-1.主任者となったら安全配慮義務に注意すべきこと:導入スライド、講習時配布リーフレット(平成16年度災害事例集)(配布資料内の送検事例47番「船倉内での酸欠死亡例」を災害事例検証してみてください。様式は災害事例研究様式を参照。この遠回りの作業をやると、酸欠事例が聞き流しの他山の石に止まることは無いと期待します。いつも説明する安全配慮義務の作業主任者を含む履行補助者への責任追及と高額な民亊賠償請求より、添付資料中の作業手順書・作業標準作成と酸素欠乏危険作業チェックリストの意義が一層わかってもらえると思います。)追加:平成17年度災害事例集、
(vii)-2.中災防テキスト中の地底超獣ギタギタンガとは両頬から合計2本(片頬から1本ずつ)蛸のようにチューブが飛び出て、そこから有毒ガスを噴き出すとのことです。ウルトラマンエースの怪獣で、基本的には、自分の住む地球の地下に対する土木工事や汚染を撒き散らしに怒りを感じて暴れるのですが、人が良いので、悪い奴にだまされ利用されるのが涙を誘うとのことです(興味のある人は画像を参照)。「試験の山は講習時にテキストにラインを引かせますので眠らないでください。」、
(viii) 労災統計(平成17年度、2005年)と通達(酸素欠乏症等災害発生状況等の分析について(基安労発第0608001号、平成18年6月8日))(基安労発第0701001号、平成20年7月1日)、
なくそう!酸素欠乏症・硫化水素中毒(パンフレット、厚労省)、
点検表(古河労基署)、点検表(一般)、点検表、
注意. 一酸化炭素中毒(無色無臭)、可燃性ガス(爆発)にも注意が必要。
(x)下水道管きょ(管渠)内作業安全管理。
(9)硫化水素中毒:
(9)-1.硫化水素発生の原因。廃棄物有機硫黄化合物分解、硫酸還元菌による硫酸塩分解、
(9)-2.特殊な作業における防止措置(し尿処理、腐泥、下水道、パルプ工場、清掃工場、火力発電所海水利用施設、石油精製、温泉、水産加工魚類処理)、
作業環境測定所上、「酸素18、卵10」(酸欠則2条定義で、酸素濃度<8%未満、硫化水素10ppm<は危険域とされる)。硫化水素濃度が20ppm以上で嗅覚鈍麻し硫化水素の感受が低下し、危険性を認知できなることに注意。卵腐敗臭に頼ることは安全でない!よって、携帯型検出器が必須である。
(9)-3.下水道管渠(きょ)内作業の安全管理に関する中間報告書(2002)、
防毒マスク: 濃度0.1%直結式小型、1%直結式、2%隔離式、
送気マスク・空気呼吸器使用: 酸素濃度<18%、不明ガス、2%<ガス
参考:
なくそう!酸素欠乏症・硫化水素中毒(パンフレット、厚労省)、
(10) 事務所衛生基準規則(事務所則):事務所衛生基準規則:事務所作業環境測定(厚労省、資料、2020)、
空調点検: 1回/2月
照明点検: 1回/6月
燃焼器具点検は、通常日常点検
空気環境基準:
気積・換気:
必要換気量:
計算式:
必要換気量m3/h
=(①呼出二酸化炭素量m3/h)/(②室内二酸化炭素基準濃度(許容濃度)-③外気二酸化炭素濃度
=4/(0.1-0.04)
=0.04/(0.001-0.0004)
=40000(1000-400)
=66.7、
計算式に入力する数値の単位を揃えること(%濃度、m3体積、ppm濃度等):すなわち、
①4% (4x10∧-2=0.04m3=4x10∧-2x10∧6ppm=4x10∧4=40000ppm)、
注意:1時間1人当たりのCO2産生量、複数労働者の場合はCO2総産生量は人数倍となる、
②0.1% (0.1x10∧-2=0.001m3=1x10∧-3x10∧6ppm=1x10∧3=1000ppm)、
③0.04% (0.04x10∧-2=0.0004m3=4x10∧-4x10∧6ppm=4x10∧2=400ppm)
必要気積10m3/人、呼気O2濃度16%、呼気CO2濃度4%(労働強度に比例)、室内CO2基準濃度≦0.1%、
必要換気回数回/h=必要換気量/気積;換気回数が増加すれば二酸化炭素が減少するが、その分室内風速増加、室内温度低下をきたす
温度測定: 事務所中央、床上75cm~120cm、17-28℃、
湿度: 40-70%、
ホルムアルデヒド(空気と同じ比重)測定: 床上50~150cm、≦0.1mg/m3
空気吹き出し口: 浮遊粉じん≦0.15mg/m3、CO≦10ppm、CO2≦1000ppm、
気流:≦0.5m/sec
作業環境測定:
中央管理方式の場合、2ヶ月毎測定、3年間保存、監督署への報告義務なし、
測定項目: CO、CO2、室温、外気温、相対湿度、
点検:
空気調和設備の導入時、改造・修理時、毎月点検。記録を3年間保存。
騒音電波防止:
騒音発生機器5台集中同時使用時、遮音・吸音機能天井・壁で専用区画の作業室の対策必要。
(15)屋内作業場の一般的な衛生基準(施設要件):労働安全衛生規則:
気積: 10m^3/人、高さ4m超えは算定外で室内の高さが8mであっても4mとして算定する、収容可能労働者数=(屋内気積-設備容積)/10、、
窓の面積: 床面積の5%≦、十分な換気が可能な場合は除く、
気流: 気温≦10℃の場合、気流≦1m/sec
事務室: 空調なし又は暖房機あり: 一酸化炭素≦50ppm、二酸化炭素≦5000ppm、
空調有り: 一酸化炭素≦10ppm、二酸化炭素≦1000ppm、粉塵≦0.15mg/m3、ホルマリン」≦0.1mg/m3、
燃焼機器: 毎日点検、
採光、照度: 6月毎の定期点検、照明:事務所則、 照度測定:JIS C 7612, 1982(岩崎電気)照明:事務所則、事務所の照度基準JISJISZ9110、工場の照度基準JISZ9110、照度測定JIS7612、、
精密作業:300ルクス≦、普通作業:150ルクス≦、粗い作業:70ルクス≦、
休養室・休養所: 50人以上または女性30人以上で、男女別の労働者が臥床できる休養施設。有害業務では作業場外に設置
便所:
男: 小便所1個/30人、大便房1個/60人、
女: 便房1個/20人、
清掃: 大掃除、ネズミ・昆虫防除を6月毎、
食堂、炊事場: 炊事従業員専用の休憩室と便所を設置。食堂床面積1m2/人。一回100食以上または一日250食以上の給食は栄養士をおく。
(20) 健康診断項目、
(30) 作業環境管理:作業環境測定基準・作業環境評価基準とは、
(法)作業環境測定基準、
(法)作業環境評価基準、
日本作業環境測定協会 JAWE: 管理濃度
|
|
研削砥石の取替え・試運転関係特別教育 |
特別教育対象。語句説明一覧表。
砥石に限らず、設備試運転調整時の安全確認は、安全確保に必要である。
参考:
シリーズ・ここが危ない グラインダ作業、中央労働災害防止協会編、東京、2006年(平成18年)。
中災防・グラインダ作業災害防止ポスター.
作業手順書:真正面に立たない、
砥石の基礎知識(NRS、ニューレジストン社)、
|
|
中年齢者、
高年齢:規定、
中高年齢者、
中高年齢労働者、
中高年齢者等についての配慮
(安衛法62条)、
労働者の就業に当たっての措置、
安全衛生教育(法59条、東京労働局)
) |
注意:「高齢者」とは、内閣府の年金受給資格「高齢者」定義の70才引き上げの狙い(2016)、
国連、WHO、日本、高齢社会対策法いずれも定義は無い!
しかしながら、平均寿命(男50.06, 女53.96才/1945年、男79.94、女86.41才/2012年)と社会保障制度に基づく、
総務省: 老年人口:65才以上、
厚生年金:高齢者:当初55才、現在65才、
老人医療無料化(1973):高齢者70才、
後期高齢者医療制度:前期高齢者65才、後期高齢者75才、
高齢者居住安定確保法:高齢者60才、
介護保険:高齢者65才、
「高年齢者等の雇用の安定等に関する法律」:「高年齢者等」55歳以上、「中高年齢者」45歳以上。
「超高齢社会」とは、一般的に全人口に占める65歳以上の割合が20%を超えた社会のこと。
背景: 60才以降の雇用: 2013年4月以降、公的年金の報酬比例部分の支給開始年齢が段階的に65歳へと引き上げられ、2025年4月以降は65歳までは公的年金は支給されない(女性は2018年4月から引き上げが始まり、2030年に完了)ことに対する、60歳以降65歳までの雇用確保への対応。
現状: 高齢者の就業(総務省統計局、2012)(2016)(2016):
業種別高齢者就業率: 農林業:45%、建設業:9.3%、製造業:6.4%、運輸郵便:7.4%、卸小売業:9.2%、宿泊・飲食:10.4%、生活関連サービス:13.8%、医療福祉:5.5%、サービス:14.1%、
高齢者就業率:60%、フルタイム30%、週2-3日フルタイム30%、
建設業の年代別就業者率: 10-20代:11%、30代:22%、40代:24%、50代≦43%(総務省、労働力調査、2014)、
就業形態: 正規:非正規=1:2、
中高年齢者等への配慮(法62条):適正配置、努力義務。
労災防止上、中高年齢者や身体障害者等に対してその心身の条件に応じた適正な配置が事業者に求められている。
高齢者の災害分析と安全対策。
個人的感想: 高齢熟練者の活用、高齢者は能力が低下するのではなく個人差が強調されるだけ(70,80才で活躍している俳優さんは多い)、
参照:
1.高齢者の精神・身体機能低下、世阿弥(風姿花伝)「年寄りの心には何事をも若くしたがるものない、さりながら、力なく五体も重く耳も遅ければ、心は行けども振舞い叶わぬ」、
2.中高齢者の活用と企業経営.(社)中小企業診断協会東京支部経営情報研究会、平成15年11月.(日本における中高齢労働背景) 、
3.高齢者の労働災害防止:高齢化時代の安全・衛生ー災害防止のためのガイドラインー(パンフレット)、
4.高齢者、中高齢者の定義:中高齢者とは45才以上、高齢者とは55才以上とする(高年齢者等の雇用の安定等に関する法律施行規則、昭和46年9月8日労働省令第24号)、
戒め:「若者が2人いると思え」:60才の労働者を年寄りと思わずに、30才の若者が2人いると思え。
5.高齢者の労働安全衛生、東京労働局、2007、パンフレット、
6.高年齢労働者に配慮した職場改善マニュアル、チェックリストと職場改善事項、厚生労働省、2009.3.、
高年齢労働者に配慮した職場改善事例(製造業)、パンフレット、厚労省、2010.05.10.、
7.特集.職場における高齢労働者への安全衛生.産業保健21 2010;59:4-11.
8.転倒災害を防ぐ、高齢者へのやさしい職場づくりのために、中災防特別展、
10.高年齢化時代の安全衛生、リーフレット、東京労働局、
11.高年齢者に配慮した交通労働災害防止の手引き(厚労省2013)、
12.高年齢労働者に配慮した職場改善マニュアル(厚労省、2008)、
13.高年齢化時代の安全・衛生、災害防止のためのガイドライン、東京労働局労働基準部、
14.高年齢労働者の活躍促進のための安全衛生対策、先進企業の取組事例集、(中災防、2017)、
15.エイジアクション100~生涯現役社会の実現につながる高年齢層労働者の安全と健康確保のための職場改善に向けて~(パンフレット、中災防、厚労省、2018)。
|
|
高齢者雇用支援、障害者雇用支援 |
独立行政法人高齢・障害者雇用支援機構ホームページ(http://www.jeed.or.jp/jeed/jeed01.html)を参照してください:
(A)高齢者雇用:
(A1)高齢期雇用就業支援コーナー:労働者がその高齢期における職業生活の設計を行うことを容易にするため、在職者を中心とした中高年齢者に対し、必要な指導、助言や各般の援助を行うとともに、事業主による再就職援助・退職準備援助の促進を図り、もって労働者の高齢期における職業生活の充実に資することを目的として設置されています。
(A2)助成:高年齢者等の雇用の促進を図ることを目的に、事業主の方に雇用安定事業に基づく助成金・奨励金を支給しています。
参考: 45才以上65才未満の中高年齢者、トライアル雇用(試行就業)事業、ハローワーク紹介、3月15万円補助(2006年2月)。
(B)障害者雇用:障害者雇用促進ハンドブック、
改正障害者雇用促進法 2021/3 法定雇用率2.3-2.5%、
「障害者の雇用の促進等に関する法律」では「障害者雇用率制度」が設けられており、「パート・アルバイトを含む1週間20時間以上で1年以上の労働雇用の常用雇用労働者数」が43.5人以上の一般事業主は、その「常用雇用労働者数」の2.3-2.5%以上の身体障害者又は知的障害者を雇用しなければなりません。
人数計算:重症2人、短時間0.5人(重症1週20時間以上は1人、新規採用・手帳交付3年以内は1人)、
常用労働者控除割引:倉庫・航空運輸5%,採石・水運10%、鉄道・医療30%、
措置:担当者、勤務内容・通院等、本人のプライバシーに配慮して同僚に説明と配慮要請、個々の障害への対応(視覚障害、聴覚・言語障害、したい不自由、内部障害(業務量)、知的障害、精神障害、発達障害、難病障害、高次脳機能障害)、
(B0)障害者の雇用状況(2013)民間充足企業数50%,
(B1)地域障害者職業センター:障害者に対して、ハローワーク(公共職業安定所)と協力して、就職に向けての相談、職業能力等の評価、就職前の支援から、就職後の職場適応のための援助まで、個々の障害者の状況に応じた継続的なサービスを提供しています。
(B2)助成:障害者雇用納付金制度に基づく助成金と障害者雇用継続援助事業としての助成金は、障害者の雇い入れや継続雇用を容易にしようとする制度です。
助成基盤:納付金制度:
徴収:障害者雇用率(1.8%)未達成の事業主は、法定雇用障害者数に不足する障害者数に応じて1人につき月額50,000円の障害者雇用納付金を納付しなければならないこととされています。なお、当分の間は、常用雇用労働者数が300人以下の事業主からは、障害者雇用納付金を徴収しないことになっています。
障害者雇用調整金支給:常用雇用労働者数が300人を超える事業主で障害者雇用率(1.8%)を超えて身体障害者や知的障害者を雇用している場合は、その超えて雇用している障害者の人数に応じて1人につき月額27,000円の障害者雇用調整金が支給されます。
報奨金支給:常用雇用労働者数が300人以下の事業主で一定数(各月の常用雇用労働者数の4%の年度間合計数又は72人のいずれか多い数)を超えて身体障害者や知的障害者を雇用している場合は、その一定数を超えて雇用している障害者の人数に応じて1人につき月額21,000円の報奨金が支給されます。
|
|
高齢者雇用安定法(1998年、平成10年)、
改正案(2004年、平成16年)、
(2013年、平成25年)
|
高齢者雇用安定法(平成10年4月施行、60歳定年の義務化)は、平成16年6月5日、年金制度改革関連法案成立の欠点である「厚生年金の定額部分の支給開始年齢は段階的に引き上げられ、平成25年度以降は65歳からとなり、60歳定年では退職してから65歳になるまで給与も年金もない無収入状態になってしまう」ことから、定年を65歳まで延長する改正法が必要になり、その補完として高齢者雇用安定法改正案が同時に成立した。高年齢者雇用確保措置によって確保されるべき雇用の形態については、必ずしも該当者の希望に合致した職種・労働条件でなくても構わない。法の趣旨を踏まえたものであれば、常用雇用のみならず、短時間勤務や隔日勤務なども含めて多様な雇用形態を選択できる。
定年を延長する方策としては、以下の方法がある:
(A)定年制の廃止:
定年がないということは、死亡・労働者からの退職や解雇以外の退職はありません。自社の退職率や流動化を踏まえたうえで検討することになります。また、年々増加する賃金形態であれば再検討しなければなりませんし、退職金制度があれば、「退職金の意味」も含めた位置づけを整理する必要があるでしょう。もちろん、役職や権限についても整理しなくてはなりません。
(B)定年を65歳まで引き上げる。
(C)60歳定年後65歳までの継続雇用制度適用基準を導入:
事業主は、労使協定(当該事業所に、労働者の過半数で組織する労働組合がある場合においてはその労働組合、労働者の過半数で組織する労働組合がない場合においては労働者の過半数を代表する者との書面による協定)により、継続雇用制度の対象となる高年齢者に係る基準を定めることが可能です。
猶予期間の設定など激変緩和措置などが設けられ、定年年齢の段階的引き上げが考えられ、以下の通り、段階的に引上げ、
経過措置:2013年(平成25年)4月1日からは希望者全員を対象とする制度に移行:
2013/04/01~ 定年延長 61歳≦
2016~ 62歳
2019~ 63歳
2022~ 64歳
2025~ 65歳
65歳以上まで働けるとした事業所の割合は全体の77.3%。単純に定年年齢を書き換えるだけではない、高齢者の真の活用に向かって、「働ける」という定義は、(1)年齢とともに能力が上がる、(2)初めは上がるがあるときから水平になる、(3)ある年齢以降は能力が低下するが、65歳までは何らかの配慮で働ける、である。また、高齢者を活用するためには、働きやすい環境を整備しなければならず、働けるための配慮として:(1)仕事の量を調整する、(2)職場内での仕事の分担を調整する、(3)勤務時間を調整する、(4)労働時間を短縮する、(5)休暇をとり易くする、(6)教育、助言をする、(7)作業環境を改善する。行政指導:厚生労働大臣は、高年齢者雇用確保措置の規定に違反している事業主に対し、必要な指導及び助言をすることができます。さらに、厚生労働大臣は、前項の規定による指導又は助言をした場合において、その事業主がなお違反していると認めるときは、当該事業主に対し、高年齢者雇用確保措置を講ずべきことを勧告することができます。
参照:
1.定年後の人生設計、資料(不安材料と社会保障)。
|
|
作業管理
(法65条の3) |
腰痛:
長時間立位/座位姿勢保持作業者のための腰痛防止チェックリスト(福岡産業保健推進センター)、
腰痛防止のための作業姿勢点による評価、腰部負担評価ソフト、作業負担評価ソフト、作業姿勢評価方法、作業姿勢調査票、腰部負担評価ソフト、
腰痛体操、腰痛体操、腰痛の防止のために(労働基準局安全衛生部労働衛生課作成リーフレット)、腰痛防止の為の腰痛体操と正しい姿生活、ストレッチ体操、これだけ体操(松平浩)、
職場における腰痛予防対策指針、NIOSH持ち上げ作業の持ち上げ作業指数(Lifting Index):負荷程度を示す指数の算出による腰痛対策(日本大学大学院理工学研究科城内博教授)、
腰痛防止ガイドライン・腰痛体操(松原統)、
腰痛:長時間立位/座位姿勢保持作業者のための腰痛防止チェックリスト(福岡産業保健推進センター)、
重量物、
介護、介護作業者の腰痛予防対策のチェックリスト(パンフレット、平成21年4月9日、労働衛生課長事務連絡)、
職場における腰痛予防対策の推進について(基発第547号、平成6年9月6日)、職場における腰痛発生状況の文責について(基安労発第0206001号、平成20年2月6日)、
衛生委員会講話 職場で起こる腰痛について(パワーポイント)、
人間工学:肘高ルール(エルボールール)、
腰痛、労災認定要件(2011)、
腰痛体操(マッケンジー)、予防対策指針(改訂、基発0618第1号、2013/06/18)あんちょこ、
職場における腰痛予防対策指針(改訂、基発0618第1号、2013/06/18):5業務:重量物、立位、座位、介護、パンフレット:事業者向け、運送、
社会福祉、介護施設の労災防止パンフ(新潟労働局2016)、
補助具:アシストスーツ、マッスルスーツ、
、 |
|
健康保持増進、
total health promotion,
THP、
始めかせんかTHP働く人の心と体の健康づくり(パンフレット、厚労省・中災防、2009/10/28)、
|
厚生労働省では、働く人の健康の保持増進に資するため、昭和63年からTHP(トータル・ヘルスプロモーション・プラン)を愛称として、働く人の心とからだの健康づくりを推進しています。
THPでは、個人の生活習慣を見直し、若い頃から継続的で計画的な健康づくりをすすめることで、働く人がより健康になること(一次予防)を目標にしています。
具体的なすすめ方については、労働省(現厚生労働省)からTHP指針が公表されています:
作業手順:自社健康づくり事業計画、健康測定、判定、指導票作成(運動指導、保健指導、メンタルヘルス指導、栄養指導)、指導結果の評価、
安衛法66条の7:保健指導。 |
|
小規模事業場(50人未満):労働安全衛生、健診、健診事後措置状況調査 |
参考:
1.中小規模事業場の産業保健(東京労働局、パンフレット)、
5.小規模事業場向け産業保健マニュアル(労働者健康福祉機構):A:単独型、B:地域集積型(団地)、C:請負・資本関係型(下請け)、D:業界団体所属型(組合)、E:単独企業分散型(支店、営業所、チェーン店)、
9.小規模事業場(50人未満)における働く人の健康診断の実施および事後措置等の状況調査:福島地域産業保健センター、平成14年8月~15年1月、119社(回収率54%)、従業員36.2人/社、衛生スタッフ選任率59.7%、年間計画作成率32.8%、問題点:長期入院者・有所見者、一般定期健診率91.6%、健診費用8922円/人、有所見率16%、要精査5.8人、二次健診受診者3.5人(60%)。
|
|
職場巡視
(安衛則15条)、
職場巡視ABC(労福),
安全パトロール、
安全衛生パトロール、
産業医職場巡視記録・チェックリスト、
チェックリスト一覧、
職場巡視チェックリスト (茨城産保センター)、
職場巡視チェックマニュアル、
|
1.巡視義務: 安全管理者:巡視義務有り、衛生管理者:1回/週、店社安全衛生管理者:1回/月、
2.産業医:
職場巡視に入る前に事業所と確認しておくべきこと、
少なくとも月1回の職場巡視による作業現場の実態把握をしなければならない (安衛則15条)(改定により職場環境を把握できた要件で2月に1回の巡視も可能、安衛則15条、2017/06)、
産業医巡視記録、
2-1.定期巡視、
2-2.臨時巡視:特定目的の巡視:
災害発生時・疾病発生時:特定の個人、作業、作業場、
健診結果、結果への対応、
適正配置:復職時など、
臨時作業・非定常作業、
新規化学物質・工程・設備等導入
3.初回巡視の準備:
3-1. 事業所関連: 事業場・企業の概要、組織図、人員配置図、職場平面図、プロセスシート(作業工程)、製造フロー図、作業工程、有害業務マップ、原料リスト、製品リスト、
3-2. 労働基準法・安全衛生法関連: 安全衛生管理台帳、安全衛生方針、年間計画活動一覧、安全衛生関連規定、労働安全衛生マネジメントシステム等の規定文書・システム監査結果、パートタイム労働者、
3-3. 安全衛生法関連: 安全衛生委員会議事録・懸案事項の進捗表、職場巡視記録、粉じん作業、アスベスト作業、放射線作業、鉛作業、有機溶剤作業、特定化学物質作業、騒音作業、高温・低温作業、メンタルヘルス、作業環境測定結果、作業管理・安全衛生パトロール結果、、一般健康診断結果、特殊健康診断結果、要配慮者リスト、健診・事後措置、健康状態に関する個人情報保護、過重労働、疲労調査、ストレス調査、復職、健康調査、
3-10.小規模事業場への対応:
参考:
小規模事業場産業保健マニュアル、厚労省、
産業医実地研修:小規模事業場における健診と職場巡視の事後措置-グループ別の事例検討・討議法と発表:産業医の職務、
4.実施:
4-0.準備:
日程、時間の設定、
スタッフに同行、
職場巡視へのアプローチ:安全衛生配慮、服装・保護具、
簡単な携行七つ道具:スモークテスター、懐中電灯、巻尺、騒音計、照度計、酸素濃度計、ガス検知管、デジカメ、ビデオ、録音器、粉塵計、騒音計、
4-1.観察事項と職場巡視報告書作成:
4-1-1.観察事項(表)、産業医巡視記録(様式、茨城県医師会産業医会、2005/03.)、、
4-1-2.指摘事項:全体としての印象、良い取り組み・対応、緊急の要改善点、至急の課題、重要課題・問題点、将来に向けての要検討点、、
4-1-3.安全衛生スタッフからの指摘事項への対応、
4-2.チェックリストに基づく観察:決まりきった日時・場所の漠然とした観察はマンネリ化を来たし得るものが少なくなる、
4-2-1.事業所の安全衛生体制のチェック・リスト:
4-2-2.巡視時にチェックリストを持参すると見落としがない:
4-2-2-1. チェックリストの参考例:
目次 チェックリスト掲載内容別のグループ一覧表、まず、目次で目的の業種、危険・有害作業を確認してから、以下のABCグループを開いてください; A, B, C, E ,K, L, N1, N2, Q, R)、
労働衛生チェックリスト、
会社の労働安全衛生チェックリスト(自己判定、自動車総連)、
愛知労働局、
茨城産保センター職場の衛生管理チェックリスト集一覧、
全般、、全般、、林業・製材、建設、建設、運送、運送・倉庫、産廃、、食品製造、実験室、、事務所、事務所、事務所、医療関連、病院、病院、給食・調理、介護施設、大阪市版、、
4S、、、、
4-2-2-2. 従来の「見る」巡視から「考える」巡視が強調されてきた。その基本は、リスク・アセスメントであり、一見巡視時には危険の無い作業においても、以下の状況を想定して考えることが必要である:
1.事故を起させてみる、
2.見えないモノを見る、
3.物の姿から考える、
4.定常作業から非定常作業を考える、
5.不安全行動から考える、
6.現象から背景を考える。
4-2-3.チェックリスト、販売品参照:
4-2-3-1. ソフト:全業種編 安全衛生職場チェッカー、チェックソフトとチェックリスト集、 CD、Ver.1.0、労働調査会出版局編、労働調査会、平成16年、東京.(12000円) あなたの職場の安全衛生診断・レーダーチャート
4-2-3-2. 文献: MATE BOOKS:
1. MATE BOOKS ① 安全管理マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成15年、東京.(1260円)
2. MATE BOOKS ② 運送業・倉庫業の安全管理マニュアル、改訂2版、労働調査会編、労働調査会、平成15年、東京.(1260円)
3. MATE BOOKS ③ プレス加工業の安全管理マニュアル、改訂4版、労働調査会出版局編、労働調査会、平成16年、東京.(1260円)
4. MATE BOOKS ④ 建設作業所の安全管理マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成14年、東京.(1260円)
5. MATE BOOKS ⑤ 職場点検マニュアル、 改訂2版 、労働調査会編、労働調査会、平成15年、東京.(1260円)
6. MATE BOOKS ⑥ 建設業の安全作業標準集、 改訂2版 、労働調査会編、労働調査会、平成15年、東京.(1260円)
7. MATE BOOKS ⑦ 製造業の安全作業標準集、 改訂2版 、労働調査会編、労働調査会、平成15年、東京.(1260円)
8. MATE BOOKS ⑧ 安全作業シート集、改訂版、働調査会編、労働調査会、平成15年、東京.(1260円)
9. MATE BOOKS ⑨ 危険予知訓練マニュアル、 改訂2版 、労働調査会編、労働調査会、平成15年、東京.(1260円)
10. MATE BOOKS ⑩ 新入社員教育マニュアル、 改訂2版 、労働調査会編、労働調査会、平成14年、東京.(1050円)
11. MATE BOOKS ⑪ 職長教育マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成15年、東京.(1260円)
12. MATE BOOKS ⑫ 交通事故防止マニュアル、改訂5版、労働調査会編、労働調査会、平成16年、東京.(1260円)
13. MATE BOOKS ⑬ 建設業の災害防止マニュアル、改訂3版、労働調査会出版局編、労働調査会、平成16年、東京.(1260円)
14. MATE BOOKS ⑭ 安全衛生社内様式集・規定集、改訂2版、、労働調査会出版局編、労働調査会、平成16年、東京.(1260円)
15. MATE BOOKS ⑮ じん肺・粉じん作業マニュアル、馬場快彦著、労働調査会、平成10年、東京.(1260円)
16. MATE BOOKS ⑯ 災害事例 イラスト100、改訂2版、災害事例研究会編、労働調査会、平成14年、東京.(1260円)
17. MATE BOOKS ⑰ 建設業編 安全衛生チェックリスト集、労働調査会編、労働調査会、平成13年、東京.(1050円)
18. MATE BOOKS ⑱ 中小企業のための安全衛生教育の進め方、増本清著、労働調査会、平成13年、東京.(1050円)
19. MATE BOOKS ⑲ 建設業編 安衛法違反による送検事例集 第1集、労働調査会編、労働調査会、平成13年、東京.(1050円)
20. MATE BOOKS ⑳ 全業種編 安衛法違反による送検事例集、労働調査会編、労働調査会、平成13年、東京.(1050円)
4-3.定期的に、その事業所の安全衛生管理活動の達成度、作業環境調査、健康調査、疲労調査が実施されることも重要である:
4-4.安全衛生管理活動の達成度(安全衛生職場チェッカー、Ver 1、労働調査会出版局編、労働調査会、東京、2004.)をアンケート調査し、その事業所の弱点を洗い出しておく、
4-4-1.作業環境調査
1.アンケート調査:作業環境実態調査票アンケート(作業環境強度ランク表、レーダーチャート)、
2.測定:
使用機器: 産業保健推進センター:測定機器、
4-4-2.健康調査:
1.聴力検査:オージオメーター、
4-4-3.疲労調査(参照:3管理、作業管理):
1.自覚症状(アンケート)疲労調査票:
中災防ホームページ:労働者の疲労蓄積度自己診断チェックリスト:労働者用、家族用
1、2、
2.機能検査法(参照:3管理、作業管理):
a.連続測定法
1)心血管機能測定法:心電図
2)呼吸機能測定法:呼吸計
3)筋活動測定法:筋電図
4)眼球運動測定法:角膜反射法
b.生理心理的検査法
1)フリッカー値測定法:、2、3、
2)触二点弁別いき値測定法
3)1位加算作業検査(内田クレペリン検査)
4)色名呼称検査(カラーネーミング)
4-4-4.ストレス調査:メンタルへルスの項目を参照。
1.性格検査、性格検査(ホームページ自動判定)、調査票、性格類型(YGテスト、クレッチマー、ユング)、参照:性格検査集・心理検査集、
2.ストレス・チェック:
中災防ホームページ:自己診断:職業性ストレス簡易評価ホームページ、
岡山大ホームページ:職業性ストレス簡易調査票・仕事のストレス判定図(事業場全体の把握用、計算後の結果を入力すると判定図はコンピューター出力してくれます。)、事業場におけるメンタルヘルス推進状況チェックリスト、管理監督者向けメンタルヘルス教育ツール、
東京医大ホームページ:職業性ストレス調査票(個人の把握用用+職場全体の把握用、生結果を入力すると、個人判定と事業所判定までがコンピューター出力されるソフト付き。操作がWordとExelなので慣れるととても簡単。一押しのソフトです。)、
3.事業場におけるストレス対策の実際ーストレスの把握から職場環境等の改善までー、中央労働災害防止協会編、2006年(平成18年).(上記#2をまとめたCD-R付録付!)
4.うつ病対策:スクリーニング フローチャート、
5.巡視結果の活用とフィードバック、
産業医巡視記録票作成、
(安全)衛生委員会での活用:自主的安全衛生パトロール結果を踏まえて、改善事項を話し合う、改善対策の進捗を確認する、(労働者側からの発言内容等)議事録を確認する、
6.参照:教科書:
1.産業保健ハンドブック③ 写真で見る 職場巡視のポイント.森晃爾来編.労働調査会.2006.東京.(500円)(写真が多く、4~6頁で1コマ解説、安直でお手ごろ価格)
2.安全衛生法令要覧、平成17年版、厚生労働省安全衛生部監修、中災防、東京、2005.(4400円)
3.安全管理者選任時研修テキスト、第2版、中災防、東京、2006.(1200円)
4.新しい時代の安全管理の全て、第3版、大関親(ちかし)著、中災防、東京、2005.(4800円)
5.産業保健マニュアル、第5版、和田攻編、南山堂、東京、2006.(6000円)
6.産業医の職務Q&A、第7版、厚労省労働衛生課監修、産業医学振興財団、東京、2003.(3000円)
7.産業医の手引き、第3版、新潟県医師会、新潟、2004.
8.小規模事業場向け産業保健マニュアル(労働者健康福祉機構):A:単独型、B:地域集積型(団地)、C:請負・資本関係型(下請け)、D:業界団体所属型(組合)、E:単独企業分散型(支店、営業所、チェーン店)。
9.派遣労働者の安全衛生の確保に係る重点事項チェックリスト(中災防)、
介護労働者の安全衛生状況チェックリスト(中災防)、
10.健康管理の文書管理、
11.第3次産業: 労働人口の70%、労災の50%を占めるので、今後、労災防止の主対象となる。労働災害防止(東京労働局労災防止リーフレット:とてもコンパクトにまとまっています。必見!):
商業、
保健衛生業、
接客娯楽業、
店舗・事務所、
ビルメンテナンス、ビルメンテナンス業業務体系(全国ビルメンテナンス協会)、労災防止ガイドライン、2、
清掃業:業務区分(建築物:ビルクリーニング、病院清掃、ハウスクリーニング、飲料水貯水槽、排水管、空調、公共施設:道路、公園)、ネズミ・害虫・害獣・害鳥防除駆除、安全衛生(基発、平成5年)、
警備業(全国警備業協会):労災防止ガイドライン(2013)、、
20.職場の衛生管理チェックリスト:有害作業、その他、茨城産保センター巡視記録、
30.職場巡視チェックリスト導入事例 (一般事務職、上下水道、給食調理場、保育所、清掃、消防、学校、病院):地方公務員安全衛生推進協会、
40.巡視チェックリスト、病院、自己チェック、
50.職場巡視チェックリスト、事務所、
60.茨城産保センター:産業保健参照文献一覧、、
80.職場巡視結果を活用した医療機関における労働安全衛生リスクアセスメント自己チェックリストの開発.梶木繁之他.労働科学 2012;5:175-84.
|
|
産業医研修会(実地)、
産業医実地研修会、
産業医講習会、
産業保健セミナー、
認定産業医制度研修、生涯、実地研修、
(独)労働者健康安全機構新潟産業保健総合支援センター、
産業医講習会、
産業医勉強会、
、 |
 産業医研修会: 産業医研修会:
趣旨: 研修会の計画枠組sckeme: 従来の大学での公衆衛生学講義のような一方通行の座学マスプロ教育は止めて、出席者の研修会への積極的参加を求める。検討内容は、実際の職場巡視のビデオ・写真や安全衛生委員会での問題としたい。
2006年度認定産業医研修会、2007年度研修会、2008年度研修会(騒音、有機溶剤、作業態様)、2009年度研修会(作業態様、有機溶剤) ((独)新潟産保推進センター主催):「小規模事業場における健診と職場巡視の事後措置-グループ別の事例検討-」講習時の実施要領(2時間/1コマ)とレジメ資料:
(1)講師よりのオリエンテーション(5分):導入(動機づけ):
①安全配慮義務と健康配慮義務等に違反しないように注意して欲しい(スタッフへの求償もありえますよ):安全配慮義務違反の導入部分スライド、
②職場巡視対象が中小企業であることの認識が必要、
(2)実習:教育内容の提示と理解を深める為の適用(上越会場での実習風景):
③グループ別討議(50分):
配布資料集:
事例提示(A:一覧表、事例、 2006年度、B: 第11~13事例、2007年度)、
巡視前確認事項・プロセスシート・巡視結果報告書・事例分析様式、
職場巡視時に携帯した方が望ましいチェックリスト集:参考配布資料、ストレスチェックリスト、過重労働チェックリスト、
④グループ発表、講師解説(50分):
提示: まとめ方:
事例検討の資料集一覧を参照すると、自然に解決できるように設定しました。事例1,8,9について簡単に記載しましたので、書式を参考にしてください。
急所1:問題点を挙げ、その直接的原因の緊急措置をとることも重要ですが、その背景となっている間接的根本的原因を発見して年間計画・マネジメントシステムに昇華することを忘れないでください。すなわち、対策は長短期の二段構えとなります。
急所2:産業安全衛生スタッフの立場は事業者より弱く、産業医の事業者への勧告はスタッフにとってエールとなります。その為にも、総論的な注意でなく、事業場内スタッフが直ぐに具体的措置活動ができるように、5W1H形式として、噛み砕いて記載することがポイントです。
急所3:労務管理上、根拠になっている法令・判例を記載することも重要です。本ホームページ「はじめに」に記述したように、対策を労働協約・就業規則・その他これに準ずるものに盛り込むことも脳裏に置いて下さい。
(3)確認(5分):インターネットからのダウンロードによる実際の事業所でのチェックリスト等の応用、安全衛生委員会への積極的参加の勧め、
蛇足: 研修会に参加できない忙しい先生方は、下記一覧表を参照いただければ当日の資料がダウンロードできます。講話の資料にでもしていただければ幸いです。冷やかしで研修会を覗いて発言をいただければうれしい限りです:
産業医研修会syllabus 一覧表(1): 第1~14講
産業医研修会一覧表(1): 第1~14講 研修タイトル、事例、問題点、参考資料
|
産業医研修会syllabus 一覧表(2): 第15講~
第15講: リスクアセスメント、KYより全社的OSHMSへ(本項 リスクアセスメント、OSHMS参照)、資料、
第16講: 職場巡視の実際(本項 職場巡視参照):服装、チェックリスト・記録(茨城県医師会版紹介)、デジカメ実録を参照してチェックポイントを指導、簡易測定器の実物紹介、資料、
第17講: 振動障害(本項 #0990 振動障害参照、配布資料:同左記の「一覧表」を参照)、資料、厚労省パンフレット、
第18講: 医療安全、ヒューマンファクター、ヒューマンエラー、RCA:Medical Safer、FMEA、KYT、資料、注意:本質と時短の為に前提が大切(リスクアセスメント項)!
第19講: 石綿障害、資料、
、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
第20講: 作業環境測定、資料、
第21講: ISO18000, OHSAS, (OSHMS)、資料、
第22講: 事業者安全配慮義務、使用者安全配慮義務、資料、
第23講: 労働災害、資料、
第24講: 安全衛生委員会の活性化、マンネリ化の打破、資料、
第25,26講: 災害事例検討:1.特化則法令による災害分析、2.メンタルヘルス復職と就業規則、資料、
第27講: The making #191 製造業「フッ素樹脂フライパンのできるまで」を見て、リスクアセスメント付きchecklistを作成し、職場巡視報告書を作成する(資料、2013/2/21)、
第28講: The making #91 伝統的醤油製造工場における作業工程「しょう油ができるまで」を見て、リスクアセスメント付きchecklistを作成し、職場巡視報告書を作成する(資料1,2、2014/02/20)、
参照:醸造タンク内での酸欠事故例、過敏性肺臓炎、コウジカビ、職業性アレルギー、、、、
第29講: 職場巡視、局所排気装置(私淑していた故長沼先生の事例教材を使って局排の有効性について検討、実技:スモークテスターと風速計を使ってフードの特徴を検証しよう、2015/02/19、)、
参照: 0590 局排、
、
第30講: (2015/10/8,14)、職場巡視、基本にもどって:参考文献一覧;
1.労働安全衛生規則(2015年度、平成27年度)、
2.産業医の職務、一覧表、
3.産業医巡視記録、茨城県医師会、
4.衛生管理チェックリスト、茨城産保センター、
5.労働衛生3管理とは、作業環境管理、局排、管理濃度(2015年度)、
、
第31講: (2017/03/02)、職場巡視「作業環境測定結果の作成と見方」、配布資料
1.基本のキ:労働衛生「3管理」が口癖になるように:その内の作業環境管理のトリアスは「(局排で)囲う、(局排を)近づける、(使用危険物を)換える」、
2.復習:作業環境測定のABC,EA1, EA2の意味、1日測定値の計算方法、M1/Eーσ1図、報告書作成、M1/Eーσ1図の意味、配置図と測定値の分析、巡視結果報告書の作成、化学物質のリスクアセスメント:
コントロールバンディングの使い方、
create-simple
厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
作業環境測定は法的義務ですが、σを確認しないと必ずしもオールマイティではありません:σが大きいと、M値が同一でも、第Ⅰ管理区分が第Ⅱ、第Ⅲ管理区分になり、最悪、1日測定と2日測定では、それぞれ、真値と300%、30%の誤差を生じるとされている。通常では、σは1.5-2付近です。
3.実習:巡視時に携行して役立つガステック検知管の使い方、
4.例題の分析実習:作業環境管理トリアスで事例を検討、例解(正解はありません。各事業所のコスト、現場状況により異なります。故に、巡視の意義と重要性があります。)、
第32講 (2019/03/14)、「職場巡視、作業環境測定簡易法の実際」
1.巡視:配布資料、
2.作業環境測定:配布資料、報告書様式、報告書記入例、; 受動喫煙、喫煙室設置・測定要件、
注.
安衛則改正 平成29年 2017/03/29公布、2017/06/01施行 産業医制度の見直し、厚労省、2018、「事業所の安全衛生情報(健診事後措置、長時間労働者、定期巡視)の産業医への情報提供義務と、迅速な対応への産業医の介入=産業医とのコミュニケーション」、
働き方改革関連法により2019/4/1:「産業医・産業保健機能」と「長時間労働者に対する面接指導等」の強化、、、
、
作業環境評価計算:
EA1, EA2の求め方、手作業の事例集、
(参照: mg→ppm換算: 気体の状態方程式: PV=nRT, 1気圧x22.4L=モルx0.082x(温度+273)、
25℃、ベンゼン(M=78)、95mg/m3の時、V=nRT=(95x10^-3/78)x0.082x(273+25)/1=29.8x10^-3
(L), 29.8x10^-3 (L)/m^3=29.8x10^-6=29.8ppm)。
第33講 (2020/02/19) 職場における「受動喫煙防止」対策(厚労省):新型コロナにより中止、
イントロ: 受動喫煙対策、政府インターネットテレビ、表示すべき標識の一覧ダウンロード版、けむいモンxご当地キャラクター、
1. 改正健康増進法の内容、なくそう!望まない受動喫煙(厚労省)、
令和元年度厚労省委託事業「職場における受動喫煙を防止するために」厚労省ガイドライン、進めていますか受湯喫煙対策:パンフレット、
ガイドブック、簡易版パンフレット、日本労働安全衛生コンサルタント会編集、
厚労省助成金パンフレット、
2. 防止措置の効果確認の為の測定方法、実測機器(写真: 右下:風速計、右上:粉塵計、左:ガス濃度測定器)を使って説明、
参照
厚労省 無くそう望まない受動喫煙webサイト、
(株)日本たばこ産業、JT、分煙コンサルティング活動のご紹介、
禁煙支援マニュアル、厚労省、
単なる座学の知識でなく、実地測定・指導経験から、要点を解説します。禁煙への企業風土づくりの一歩として。
第34講 (2020/08/27), 「職場巡視、作業環境測定簡易法の実際」
2020/02/19研修会はコロナcovid-19の為中止となり今回研修会に本題延期となりました:
はじめに
労働安全衛生=労働安全+労働衛生、
労働衛生=5管理(3管理(作業環境管理+作業管理+健康管理)+教育+総括管理・マネジメントシステムMS)、
MS: リスクアセスメント: 主観的・簡略式=コントロールバンディング(説明、ソフト)、客観的=作業環境測定、
化学物質管理: GHS、(M)SDS、
① 作業環境測定の総説: 1.労働衛生のしおり(中災防)、2.(公)日本作業環境測定協会、
法令:労働安全衛生法、作業環境測定法・規則、測定基準・評価基準、
労働衛生3管理の1つである作業環境管理の評価としての作業環境測定: 手順: デザイン→サンプリング→評価→→是正措置 (実測値に基づくリスクアセスメント、PDCA→SDCA)、
、
作業環境評価計算:公式、
EA1, EA2の求め方、手作業の事例集、
パソコンソフトを使うのが楽ちんです:
五十嵐の作業環境評価値計算ソフト一日用、作業環境評価値計算ソフト二日用、
作業環境計算ソフト一日用、作業環境計算ソフト二日用、
作業環境計算ソフト1日用、作業環境計算ソフト2日用、
(1)1日用最大10測定点の計算式ソフト(測定点数と測定値を入力する、使い易い、多少誤差があるのが愛嬌)、
(2)五十嵐式: 計算式ソフト(1日測定・5〜20測定点から選択、ソフト)(2日測定・5〜20測定点からの選択、ソフト)(お勧め)、測定箇所の数を入力して一部指示に従って追加作業必要を覚悟していただければ私用の五十嵐の安直な計算ソフト(1日用、2日用)もトライしてください。
作業環境測定報告書、書式変更、(2008年、平成20年改正版、厚労省労働基準局長、基発0229002号、平成20年2月29日、Word版)(2020年、令和2年改正版、2020/08/05、ワード版)、
評価グラフ(M/E, σ)、
一日測定:ばらつきに対する安全域設定の為に、評価がより悪いものとされやすい、
二日測定:本来の測定、
② 外国方式の個人サンプリングの導入:
鑑別表: 欧米の個人曝露測定とは異なること、A測定とC測定の違い、
作業環境測定基準改正に基づき、今後実施となる溶接、吹付け有機溶剤、極端に低い管理濃度(0.05mg/m3以下)の有害性の高い特化物を先行導入対象とした個人サンプリングの省令改正、広報(厚労省、2019)、個人サンプリング法による作業環境測定及びその結果の評価に関するガイドラインの策定について(厚労省、基発027第2号、令和2年2月17日)、
以後、2020年:個人サンプリング手技を作業環境測定士養成研修に含める、2021年:一部化学物質を対象とした先行導入、2023年:全面導入可否の再検討。
検体採取は欧米式の個人サンプリングとなるが、評価は厚労省通達の従来方式(評価値を求めて管理濃度と比較する)という、和洋折衷となった。
個人サンプリング、厚労省、令和2年2月17日、
日本作業環境測定協会編集、個人曝露濃度の測定、作業環境測定ガイドブック「0」総論編、39-50頁、平成19年、第2版、日本作業環境測定協会、(米国NIOSH概説)、
日本作業環境測定協会編集、作業環境測定のためのデザイン・サンプリングの実務-C・D測定編-、2020年、初版、日本作業環境測定協会、
作業環境測定結果記録表、A, B, C, 基発0805第1号、令和2年8月5日、作業環境測定結果記録表Word版(厚労省、一覧、表紙、A測定様式、B測定様式、C測定様式、記載要領)、PDF版、
許容濃度、PEL,
注意: 国の基本的な考え方
(1)個人サンプリング法による作業環境測定を実施するか否かについては、事業者の任意の選択に委ねることとしており、個人サンプリング法による測定が可能となる作業については、個人サンプリング法及び従来の方法のいずれによっても問題ないこと。事業者は、当該選択に当たっては、衛生委員会等において労働者の意見も踏まえた上で十分に審議することが望ましいこと。
(2)個人サンプリング法による作業環境測定は、評価基準に基づき測定値を統計的に処理した評価値と測定対象物質の管理濃度とを比較して作業場の管理区分の決定を行うものであり、いわゆる個人ばく露測定には該当しないこと。
③ 作業環境簡易式測定器の取り扱い説明、検知管等の操作実地:
発煙管、
検知管: 1,2,3,4,5,6,7,8,9,10,
ホルマリン測定: 1,2,3,
ガス測定器、携帯型: 1,2,3,4,5,
二酸化炭素測定器
粉塵測定器: 1,2,3,4,
風速計: 1,2,3,4,
騒音計
④ 参照: 濃度mg/m3→ppm換算:
1気圧、Vリットル、R=0.082で、
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、1気圧x22.4L=モルx0.082x(温度+273):
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
事例: 1気圧、25℃、ベンゼン(M=78)、95mg/m3 (95g/10^-6 L)の時、R=0.082として
V(L) =nRT=(95x10^-6/78)x0.082x(273+25)/1
=(95/78) x24.4 x10^-6
= 29.8 x10^-6 (L)
= 29.8 ppm
事例: 1気圧1013HPa, 101300Pa、25℃、ベンゼン(M=78)、95mg/m3 (95/10^-6 kg/m3)の時、R=8.31として、
V(m^3)=(95x10^-6/78x10^-3)x(8.31x298/101300)
=(95/78)x2.44x10^-5
=29.8x10^-6
=29.8 ppm
ppm→mg/m3変換
mg/m3=(1xMxxppm)/{0.082x(273+t)}
mg/m3=(101300xMx10^-3xppm)/{8.31x(273+t)}
第35講(2021/06/03、17) 受動喫煙防止、特に「環境測定」に関して、
改正健康増進法: まとめパンフレット、 労コンPP 、飲食店等概要、 罰則: 繰り返し指導しても違反が続くなど悪質な場合、違反者は30万円以下の過料、施設管理者の違反は50万円以下の過料。
JT 動画で学ぶ「分煙の基礎」、
小雑誌: 分煙コンサルティング、活動のご紹介、JT、
分煙環境要件:分煙効果判定基準策定検討会報告書(厚労省、2002/06):
気流0.2m/sec, CO2 10ppm, 粉塵 0.15mg/m3
屋内: 脱煙機能付き喫煙ブース、機能検査、価格、
分煙機:トルネックス・カウンター30m3/min (100万円)、プラズマ集塵脱臭装置(150万円)、
自作喫煙室、機能検査 *
屋外: 脱煙機能付き喫煙ブース、機能検査、価格
自作喫煙室、機能検査 (粉塵 ≦BGx1.2)*
参照: *基準値: 基安労発0513第1号令和2年5月13日、
第36、37講 作業環境測定 実習 (2022 十日町市医師会、2023/08/05 小千谷市・魚沼医師会):
改正騒音対策ガイドライン(令和4年)個人測定の説明、旧騒音GLの解説、騒音測定・作業環境測定とは、報告書作成に関して解説。
補講 化学物質の自主管理、法令改訂、化学物質管理者・保護具着用管理者、リスクアセスメント等、2021、、
参照:
1. 新潟産保センター、 茨城産保センター:産業保健参照文献一覧:産業医巡視記録、職場の衛生管理チェックリスト集、事務所の照度基準、熱中症、東京産保センター:労働衛生のハンドブック、
3. 労働者健康安全機構:情報誌 産業保健21、
4. 新潟労働局、地域監督署、 東京労働局: 安全衛生関連、
5. 厚労省: 安全衛生関連、
6. 中災防、安全衛生情報センター: 法令改正、安全衛生情報、
7. 日本医師会認定産業医制度、日本医師会、新潟県医師会、郡市医師会、
8. 新潟県労働基準協会連合会、
9. 新潟県労働衛生医学協会、
10. 日本労働安全衛生コンサルタント会新潟支部、
100.産業医、職場巡視において白衣は禁忌、服装、
、
|
|
産業看護職、研修 |
日本産業衛生学会、産業保健看護専門家制度委員会、産業看護部会、。
|
| |
労働安全衛生計画 |
災害発生の有無に関わらず、
法令上の義務でなくが、監督署は自主的な安全衛生活動を促しその状況を把握する為に、事業所に毎年度安全衛生管理計画と実施結果報告書の作成・提出を推奨している(文書様式:厚労省版、自社カレンダー式も可)、
安衛則24条の2 自主的活動の促進の為の指針、労働安全衛生マネジメントシステムに関する指針12条を根拠とする安全衛生計画の作成義務、
災害発生後、法令上の義務として、作成・提出を義務化している、
安衛法78条 大臣、特別安全衛生改善計画:重大労災再発防止、
79条 労働局長、安全衛生改善計画:労災防止改善措置、
80条 計画作成に関しての安全衛生診断、コンサルタント利用、
建設業など、各作業所毎に重層下請構造のある場合、下請けが元請けに作成・提出することが求められる、
ISO45000民間規格関連を根拠とする労働安全衛生計画書の作成、
|
|
労働統計要覧 |
参照:
労働統計要覧、厚労省、平成25年(2015)、平成26年(2016/05/01)、
|
|
統計、
疫学:
素人のための疫学入門(2001)、
、
疫学研究の5種類ムコシヨコセ
健診結果の解析、
統計解析:
どんな解析方法を使ったらよいのか:
フローチャート、
|
以下、統計に関して、大分しつこく記載した。理由は、誰でも、客観的に納得できるからである。専門家でなければ解決できないという信仰を取り除き、猫にでもわかるような内容を目指している:
統計:サンプル数。
計算時、桁数。
(A)検査の性能評価の指標
技術的評価
施行特性
費用便益 cost-benefit
簡易性 simplicity
受容性 acceptability
侵襲性が低く、患者から受け入れやすい
安全性
測定特性
正確性 accuracy
真値に近いこと。正確には、信頼区間 confidence interval=p±1.96√(pq/n)で表現することが必要である(ただし、p確率、q=1-p、n標本数)。仮にp=0.2として、n=10の時p=-0.05~0.45、n=100でp=0.12~0.28、n=1000でp=0.18~0.22、n=10000でp=0.20~0.21となり、標本数が多いほど良いことがわかる。
精度 precision、再現性 repeatability
変動が少ない。標準偏差が小さいほど精度が高い。
検出限界
診断的評価:
疫学研究手法: 暗記用に「症例」解析は地方の願い”ムコ「症例」ヨコセ”の5パターン、
A.縦断研究:1.無作為抽出比較対照試験、RCT試験、介入研究、(分析研究):
2.コホート研究、前向き研究、危険度、リスク差=a/(a+b)-c/(c+d)=0.18 18%増加、
相対危険率RR={a/(a+b)}/{c/(c+d)}=10、
3.症例対照研究、後ろ向き研究、Odds比OR=(a/c)/(b/d)=10、
検査前確率・オッズ、検査後確率・オッズ
B.横断研究:記述疫学、
4.横断研究、
5.生態学研究、
例: 一覧表参照、
|
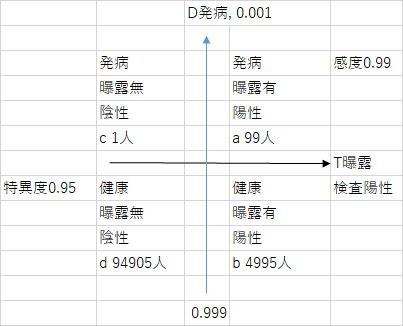
|
疫学、因果関係有りの5判定基準:
関連の一致性(consistency):特定の地域や時代にのみ該当せず、その関連が普遍性を持っていること:日本だけでなく欧米でも同様の事実。
関連の強固性(strength):原因と結果に密接な関係がある:喫煙率と肺癌。
関連の特異性(specificity):原因と結果との間に特異的な関係:割礼と陰茎癌。
関連の時間性(temporality):原因→時間→発生の順序:喫煙後肺癌発生。
関連の整合性(coherence):既存の知識体系と矛盾しない:タバコは発癌物質を含有。
診断特性
有病率 prevalence、検査前確率 pretest probability
=D+/全例
=(a+c)/(a+b+c+d)
注意:効率、予測値は有病率の影響を受けやすい
感度、真陽性率 sensitivity=a/(a+c)
特異度、真陰性率 specificity=d/(b+d)
偽陽性率 false positive value=b/(b+d)
偽陰性率 false negative value=c/(a+c)
効率 efficacy、有効度 validity
=(真陽性数+真陰性数/全例
=(a+c)/(a+b+c+d)
陽性予測値 positive predictive value、陽性反応適中度 predictive value of positive test //特 異度 因って、特異度は診断基準rule inの指標となる
陰性予測値 negative predictive value、陰性反応適中度 predictive value of negative test//感度 因って、 感度は除外基準rule
outの指標となる
陽性尤度比 lilelihood ratio of positive result, LR+
=感度/偽陽性率
=感度/(1-特異度): 検査結果が陽性の場合の罹患可能性で患者説明に有用
陰性尤度比 likelihood ratio of negative reuslt, LR-
=偽陰性率/特異度
=(1-感度)/特異度
尤度比 likelihood ratio, LR
=P(X|D+)/P(X|D-)
=(a/(a+c))/(b/(b+d)).
ベイズ定理: 上図において、
P(D)P(T/D)=P(T)P(D/T)=P(A∩B)/P(A)
P(A/T)=検査後確率, P(D)=検査前確率
P(A/T)=P(D)P(T/D)/P(T)
=(0.001x0.99)/(0.001x0.99+0.999x0.05)
=0.0198=2%、∴検査前確率0.001が、検査陽性により0.02になり、結果的に、検査陽性者は20倍 罹病率が高い(病気の診断に有効)
検査前Odds=(a+c)/(b+d)
検査後Odds=検査前OddsxLR+
検査後odds
=検査前oddsx (精度/1-特異度)
=0.0198
検査後Odds=検査前OddsxLR-
検査後確率=検査後Odds/(1+検査後Odds)、陽性反応的中率または陰性反応的中率
ハザード比hazard ratio HR=曝露群ハザード/非曝露群ハザード、95%信頼区間 confidence interval
CI, CI が1をはさまず0.36-0.64または1.30-1.82で有意とし、有効(有害)とする。
receiver operating characteristic curve, ROC分析: 疾患罹患の複数検査の有効性の比較に有効
有用性
費用効用分析 cost utility analysis (CUA):
(期待)効用値 (expected) utility value、生活の質 quality of life (QOL):
1 完全な健康状態
中間値
0 死亡
実践編: じゃあ、一体全体どうすりゃいいんだ?!
(1) どの検定方法のソフトを使ったらよいか?
統計ソフト・検定方法の選択フローチャートで検定方法を選択すれば、自動的に、有意差は求められます。
検定法の選択フロ-チャ-ト(ノンパラ検定を含む)アンチョコなので是非リンクを開いてネ
私淑する首都大の猫田先生の統計手法の選択支援メニューもお薦めです!
変数別の統計解析手法
| 変数 |
連続尺度 |
順序尺度 |
名義尺度 |
時間 |
| 例 |
検査値
年齢 |
重症度 |
病型
性別 |
無病期間
生存時間 |
| 要約 |
平均値
中央値
標準偏差
分位点
範囲 |
頻度
割合 |
%点
時点生存割合 |
| 群間比較 |
差
t検定
分散分析
Wilcoxon順位和検定
Mann-WhitneyのU検定
Kruskal-Wallis検定 |
リスク差、リスク比、オッズ比例: 一覧表参照、
χ2乗検定
Fisherの直接確率検定
McNemar検定
Mantel-Haenszelカイ2乗検定
Cochran-Armitageの傾向検定 |
ハザード比
ログランク検定 |
| モデル |
線形回帰モデル |
ロジスティク回帰モデル |
Cox比例ハザードモデル |
(2) 検定用のソフトを安く入手したい?:
統計本添付のソフトCDRがお薦めです。Exel形式に統一した方がやり易いです。
その他、フリーダウンロードもあります。提供者によって書式が異なるのが難点ですが、経費が0円なのが魅力です。
(3) 説明・解説集:
なかでも、正規性についての記述部分を必ず読んでから、統計処理に取り掛かってください。最初が駄目だと全てムダになります。
必要な標本数は一般式で求められますが、一般に50検体(最低30検体)が必要であるとされています(正規分布・検出率の高いパラメトリック分析法が使える要件が30検体であるということ。一部では、ノンパラの自由度以上なら良いという乱暴な意見もありますが)。
具体的に、以下の統計処理について詳述しましたので、参照してください。
4分割表、2x2
精度、
感度=真陽性率、
特異度=真陰性率、有効度、
陽性適中度=
陽性予測値、
検査前Odds、
有病率=検査前P、
有効度、
陽性尤度比、
検査後Odds、
検査後確率、
Odds比、ケースコントロール研究の時、
信頼区間、
相対危険度、コホート研究の時、
ROC曲線によるCut-off基準値の設定、ROCとは:アニメーションによる解説、Exel処理、
層別尤度比、SSLR
2x2、独立性の検定、関連の有無、差の検定、その検査の有効性の検定(χ2, Yates, Fisher)、
2種類の独立性の検定、2種類の差の検定、2種類の検査の優劣の検定(McNemar)、
2種類の検査の一致度の比較検定、
おまけ:以下は、安価ですばらしい統計本添付のソフトCDRがお薦めです:
κ統計量(一致率の検定):二人の評価者の判定結果がどの程度一致しているかの検定(添付計算プログラム Excel VBAにより計算ができます。)
クロンバックα信頼性係数 (Cronbach):質問事項や分類要因等の項目の取捨選択の妥当性の検定:Exel搭載の基本統計量計算後、01式に代入し、02で考察してください。(面倒くさい人は、フリーダウンロードのソフトを使用してください:心を測る、日本女子大心理学科岡本安晴)
多変量解析、品質管理、実験計画法(Design Of Experiments, DOE:多数の組み合わせの場合直交表により省力化した組み合わせで実験するのが賢明であるが、基本的に、無作為割り付けの実験を行い、その結果を分散分析(主効果と交互作用の因子の有意差を検出、交絡作用のグラフ検討はExelデータ”ピボットテーブルとピボットグラフレポート”の使用がお薦め)と重回帰分析(有意差のみでなく予測値も検出可能、また、同様に、交絡作用のグラフ検討はExelデータ”ピボットテーブルとピボットグラフレポート”の使用がお薦め)で解析すること。):文献。
質問紙法の分析のコンジョイント分析、グループ分けの双対尺度法は、Excel対応多変量解析(上田ら)添付CDRで解析してください。
(4) 蛇足: 統計上で注意すべきこと:バイアス、交絡、主効果と交互作用。
(5) アンケートとその解析:
文献:Excelで手軽にできるアンケート解析、今里健一郎、日本規格協会、2008、2900円。
参照:
0.ホームページ:リンク一覧、
1.一押しの統計CDR3点セット:
4Stepsエクセル統計、柳井久江著、オーエムエス出版、1998年、3990円、CDR付。
4StepsエクセルSQC パレート図から検定・推定・実験計画法まで、柳井久江著、オーエムエス出版、2000年、5,040円、CDR付。
エクセル統計 実用多変量解析編、柳井久江著、オーエムエス出版、2005年、3990円、CDR付。
2.Nurse's SOUL 統計学、統計解析(ホームページ一覧)、
3.Excelで学ぶ共分散構造分析とグラフィカルモデリング、小島隆矢、オーム社、2003年、3800円、CDR付。
4.Excelでできるタグチメソッド解析法入門、広瀬健一、上田太一郎編著、同友館、2003年、3150円、CDR付。
。
|
|
多分、可能性、確実性、実現性 |
Probability scale、実現性の大小のスケ-ル、ロバ-ト・ヒルキ著
|
|
新潟産業保健推進センタ-(基発第227号、1993年、平成5年4月1日)、
(独)労働者健康安全機構、新潟産業保健総合支援センター(2016年、平成28年、(独)労働者健康福祉機構+(独)労働安全衛生研究所=(独)労働者健康安全機構)
|
国が労働者健康福祉機構(労働福祉事業団)を介して運営管理し、都道府県労働局や都道府県医師会の協力支援により、都道府県別に1ヶ所設置。
労働者が50人以上の事業場や産業保健スタッフへの支援、産業医協同選任事業、貸し出し機器・図書・ビデオの業務。電子メール、電話等で気軽に健康相談。
相談に関して費用は一切かからない。
。。。 |
|
地域産業保健センタ-
(基発第225号、内翰 、平成5年4月1日)
|
国が県労働局を介して委託契約をしたサ-ビス機関で、新潟県内郡市医師会11ヶ所に設置されています。
労働者50人未満の事業場の健康相談に応じます。
登録産業医をすぐに紹介してくれます。
電子メール、電話等で気軽に健康相談を受けています。
相談に関して費用は一切かかりません。
|
| |
新潟労働基準協会 |
新潟県内の地区労働基準協会 平成14年4月現在
| 協会名 |
所在地 |
電 話 番 号
ファックス番号 |
会員数 |
| 新潟労働基準協会 |
新潟市川岸町1-48-8
まるえビル3F |
025-267-1723
025-265-6393 |
1,608 |
| 長岡労働基準協会 |
長岡市長町2-4-4
ほうりんビル |
0258-35-3679
0258-35-9711 |
1,113 |
| 高田労働基準協会 |
上越市高土町3-1-15
高田高等職業訓練校内 |
025-523-9595
025-523-9595 |
758 |
| (社)三条労働基準協会 |
三条市塚野目2-5-10
|
0256-32-5130
0256-33-5110 |
1,334 |
| 柏崎労働基準協会 |
柏崎市若葉町2-22
柏崎情報開発センター内 |
0257-24-4469
0257-22-1565 |
558 |
| 新発田労働基準協会 |
北蒲原郡中条町新和町2-5
中条町産業文化会館内 |
0254-43-2330
0254-44-8561 |
843 |
| (社)新津労働基準協会 |
新津市本町4-18-12
|
0250-22-6852
0250-22-6310 |
519 |
| 小出労働基準協会 |
北魚沼郡湯之谷村七日市下原270-5
|
02579-2-8631
02579-2-8889 |
580 |
| 十日町労働基準協会 |
十日町市本町3丁目
商工福祉会館内 |
0257-57-5111
0257-52-6044 |
449 |
| 糸魚川労働基準協会 |
糸魚川市寺町2-8-16
商工会議所内 |
0255-52-1225
0255-52-8860 |
381 |
| 佐渡労働基準協会 |
佐渡郡佐和田町中原701
東北電力内 |
0259-52-5745
0259-52-5745 |
353 |
| 計 11 |
8,496 |
|
|
|
作業環境測定の料金を安くしたい |
外注料金は高いので、自社内スタッフでの実施が望ましい(HACCPと異なり簡易式が認容されないので確立が難しいが)。
指定作業場以外は、産業保健推進センタ-から作業環境測定機器を郵送してもらい測定してください。指定作業場は作業環境測定士による測定が原則ですが、作業環境改善途上においては何度も専門の測定士に測定をお願いすると経費がかかるので、ある程度の目安をつける目的では前記の機器でご自分で簡易測定しある程度の目途がついてから、正式に測定士に測定を依頼するのも良いのかもしれません。
一般的な作業環境を測定することは、労働者の健康を保持する上で重要である。是非、産業保健推進センターより作業環境測定器(測定器一覧、新潟産業保健推進センター)を借りて、夏と冬に測定してください。
参照:検査所の料金一覧表(三協熱研):私は基準料金を公開している会社は良心的であると考えている。
|
|
複数の都道府県に展開している時の健康管理 |
各都道府県の産保センターや地域産業保健センタ-を通じ、できる限りの健康管理体制を構築すべきです。
私どもの(一社)日本労働安全衛生コンサルタント会各県支部事務局でも対応させていただきます。
。 |
|
健康診断の経費を節約したい |
複数の病院、健康診断実施機関から見積もりをとることをお勧めします。農繁期と冬場といった閑散期に行うと安くなることが多いようです。産業医とよく相談して法定以外の福利厚生的な無駄な検査(例えば20代の胃の検査)を省略します
。 |
|
監督署に提出する健康診断結果報告書の書き方
(安衛則52条) |
50人以上の労働者がいる事業場では所轄労働基準監督署長への定期健診結果報告書の提出義務があります。今でも稀に50人未満の事業所では報告義務がないので健康診断を実施しないことがありますが、全ての労働者に健診を受けさせる義務があります。
書類には専門用語が多いので苦労している担当者の方も多いようです。健康診断実施機関に依頼すると作成をサポートしてくれるはずです。個人的には、監督署の人に聞くのが一番親切だったと思います。
|
|
健康診断結果の情報保護取り扱い、
個人情報保護法(セキュリティー、平成17年4月施行)、
個人情報保護とは、 |
心身の状態に関する情報の取扱い:適正に管理する(安衛法104条)、
健康診断等に関する秘密の保持(安衛法105条)
1980年経済協力開発機構(OECD)の「プライバシ-保護と個人デ-タの国際流通についての理事会勧告(通称:OECDガイドライン)」に基づいて、個人情報保護法(20035月制定、2005年4月施行)で、個人情報デ-タベ-スなどを事業の用に供している民間事業者(個人情報取扱事業者)がとるべき措置が施行された(公的機関では、「行政機関の保有する電子計算機処理に係る個人情報の保護に関する法律」)。OECDガイドライン中の8原則の内容は以下のごとくである:個人情報を収集する際には、情報の利用目的を特定して、それを本人にわかりやすく説明し、不正のない方法で収集しなくてはならないこと、収集した情報は安全に保管すべきこと、情報の主体である本人には、自分の情報がどのように集められ、利用されているのか、その内容が正確であるかを自ら確認する機会が与えられていること、もし、内容に間違いがあれば訂正を、また本人が望まない方法で利用されている場合にはそれをやめさせるよう要求できる。
また、アンビバレンス(両面価値)とも表現すべき、一方で情報の積極的開示(ディスクロージャー、disclosure)・丁寧な説明、かつ、他方で守秘という相反する努力が求められている。情報公開と個人情報保護は手の背と掌の様に表裏一体で、患者やその家族以上に、施療者側にとって医療における個人情報保護法の意味合いは極めて重い?すなわち、医療機関は個人情報取扱い事業者となり、カルテを含む患者の診療情報は原則的に患者自身の個人情報と見なされ、原則的に、患者への開示と第三者への通知または研究発表における患者の同意が必要になりました。ただし、ここで重要なのは、施設の玄関の壁にその旨の広報の貼り紙を免罪符のように貼るだけで告訴を逃れられるという、最高裁判事の信任投票と同様、情報対象にとっては疑義を申し立てたり文句を言わなければ同意と判断されてしまう弱い立場であることを認識すべきです。しかしながら、プライバシーポリシー(個人情報保護方針)として診療施設が患者にプレゼンテーションしなければいけなくなったことや、カルテなど診療記録が患者自身の個人情報として容易に閲覧ができるようになったことは今後の医療訴訟の結果を左右すると思う。患者にとっては、施療者からの「患者様情報の利用目的」承諾書に安易に認諾しないことが重要なのかもしれない。
さて、労働者の健康情報の保護に関する検討会報告書(厚生労働省、審議会、第10回労働政策審議会安全衛生分科会、議事次第及び資料項目、平成16年9月7日(火)17:00-19:00、厚生労働省16階 労働基準局第1,2会議室)(http://www.mhlw.go.jp/shingi/2004/09/s0907-3.html)「労働者の健康情報を取り扱うに当たっての留意事項(平成16年10月29日基発第1029009号)」によれば:
現状:個人情報の保護に関する法律が成立し、平成17年4月から施行されるので、健康情報(労働安全衛生法で規定された労働者の健康情報には、健康診断結果、保健指導の記録、THPにおける健康測定結果等がある。)は個人情報の中でも特に厳格に保護されるべきである。
(1)基本的な考え:健康情報は個人情報の中でも特に機微な情報であり、特に厳格に保護されるべき。まず、常識的な範囲で、車の中や机の上に投げておいた書類を鍵のかかる棚に納めたり、自宅に残業書類を持ち帰っていたのを止めるべきであろう。基本的5原則は、以下のごとくである:
- 利用方法による制限(利用目的を本人に明示)
- 適正な取得(利用目的の明示と本人の了解を得て取得)
- 正確性の確保(常に正確な個人情報に保つ)
- 安全性の確保(流出や盗難、紛失を防止する)
- 透明性の確保(本人が閲覧可能なこと、本人に開示可能であること、本人の申し出により訂正を加えること、同意なき目的外利用は本人の申し出により停止できること)
この法律によって、本人の了解なくして個人情報の流用や売買、譲渡は規制されることになる。国の定める一定数以上の従業員を持つ企業体や、大量のカルテを有する医療機関など、個人情報をデータベース化(電子情報、紙データを問わない)する事業者は、個人情報を第三者に提供する際に、利用目的を情報主体(本人)に通知し了解を得なくてはならない。また不正流用防止のための管理を行う義務が発生する。
これを守らない場合、情報主体の届け出や訴えにより、最高で事業者に刑罰が科されるという実効性を持つ法律である。
(2)健康情報を取り扱うに際しての事業者の責務等:
利用目的の特定。事業者は、労働者の健康情報を利用するにあたっては、その目的をできる限り特定し、法令に基づく場合等を除き、本人の同意なく、その目的を超えて取り扱わないことが必要。
本人の同意:事業者は、健康情報を収集する際には法令に基づく場合等を除き、利用目的を明らかにした上で、本人の同意が必要。
秘密の保持:健診結果や社会保険関連に関する秘密の保持については、事業場内の産業保健スタッフはもとより、健康情報を記録して人事・労務上の権限等を行使する者や、事業場から委託を受けて健康診断を実施する外部の健診機関にも適正に秘密を保持させることが必要。
情報の開示:特殊健康診断の結果についても、一般健康診断と同様に労働者本人への通知義務(改正安衛法66条の6、2006年4月1日施行)。本人への通知書類を封書に入れて手渡す。
健康情報の第三者への提供に当たっての本人の同意:事業者は、法令に基づく場合等を除き、特殊健診、2次健診、診療施設や社会保険取り扱い施設との連絡について、本人への丁寧な説明と承諾が必要とされ、本人の同意を得ないで健康情報を第三者に提供しないようにすることが必要。合併等事業継承に伴う労働契約の継承の場合には、第三者への提供には当たらない。
特に配慮が必要な健康情報の取扱い:HIV感染やB型肝炎等の慢性的経過をたどる感染症の感染状況に関する情報や、色覚検査等の遺伝情報については、原則として収集すべきでない。結核等職場に蔓延する可能性が高い感染症については、本人のプライバシーに配慮しつつ、必要な範囲の対象者に必要な情報を提供すべき。
(3)健康情報の保護に向けた取組:
事業者によるルールの策定:国は、健康情報の保護について指針を示すことが必要であり、事業者は、国の示す指針に依拠しつつ、労働者の健康情報の取扱いについて、衛生委員会等において労働者に事前に協議した上で、ルールを策定することが必要。
小規模事業場への対応:小規模事業場においては、産業医の共同選任の促進、地域産業保健センターの活用等を通じて、健康情報を保護する体制の整備を進めることが必要。
健康情報保護についての啓発:健康情報の保護を進めるに当たっては、国が関係者に対して健康情報保護の必要性について啓発を行うことが重要。
参照: 健康情報の保護パンフレット(産業医学振興財団、2006)。
|
|
自殺
中災防パンフレット、
心の耳(パンフレット、厚労省、2009.10.01.)、、
|
自殺白書:厚労省、2017.
注意:自殺実行者のみでなく、家族・職場のケアも考慮すること。
用語:
自殺念慮者:自殺希望者、
自殺企図者:自殺実行者=自殺既遂者+自殺未遂者、
自殺既遂者:自殺死亡者、
自殺未遂者:自殺企図者で死亡しなかった者。
文献:
1.職場における自殺の予防と対応、第2版、厚生労働省編、中災防、2002、東京.
2.レファレンスコーナー、「経済・生活問題」、「勤務問題」に悩み自殺、40・50歳代で多く、産業保健21、2004;38:34.
3.自殺率、都道府県別頻度、2005、(図表)、警察庁生活安全局地域課「平成17年中における自殺の概要資料」(平成18年6月)、
4.自殺防止対策有識者懇談会報告、「自殺予防に向けての提言」、平成14年12月、自殺防止対策有識者懇談会。
5.自殺予防総合対策センター、
6.自殺予防のための行動ー3つのポイントー、気づき、つなぎ、見守り:内閣府、政策統括官共生社会政策担当、自殺対策、平成21年度「自殺予防週間」実施要綱、2009年7月14日、
10.平成21年度版:
メンタルヘルス指針のあらまし relax、
心の健康気づきのヒント集、
職場における自殺の予防と対策、
心の健康づくり事例集、
メンタルヘルス指針推進モデル事業、
職業性ストレス簡易評価、
自殺総合対策大綱、
事業場内メンタルヘルス推進担当者テキスト、
働く人が活躍しやすい職場環境を目指して、
過重労働による健康障害を防ぐために、パンフ、
過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
心の耳(厚労省、2009.10.01.)、
今後における安全衛生改善計画の運用について:メンタルヘルス等対象の拡大(労働基準局長、基発0331第76号、平成29年3月31日)、
「過労死等ゼロ」緊急対策を踏まえたメンタルヘルス対策の推進について(基発0331第78号、労働基準局長、幣制年3月31日)、
過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)、、、
、 |
|
メンタルヘルスに取り組みたい、
メンタルヘルス教育(五十嵐、2012年度版:e-ラーニング版まとめ、メンタル不調者休職復職規程(宮崎産保センター)、休職期間終了後の退職勧告文書、休職中の収入など)、
職場のメンタルヘルス(ホームページ鈴木安名)、
厚労省パンフレット一式目次、
中災防パンフレット、
手引き・パンフレット一覧、
心の耳(厚労省、2009.10.01.)
e-ラーニングで学ぶ「実践!メンタルヘルス対策の進め方」
職場のメンタルヘルスシンポジウム(2017)動画、厚労省、
新潟産業保健推進センター 電話相談、
職場におけるメンタルヘルス対策の事業者等支援事業の実施について(基発第414号、平成13年4月27日)、
、
労働安全衛生法第70条の2第1項の規定に基づく健康保持増進のための指針に関する公示(平18.3.31 健康保持増進のための指針公示第3号):労働安全衛生法(昭和47年法律第57号)第70条の2第1項の規定に基づき、事業場における労働者の健康保持増進のための指針「労働者の心の健康の保持増進のための指針」、
精神科医師・医療機関のための職域メンタルヘルス・マニュアルA、B、
試験ビデオ配信(福岡産業保健推進センター)、
中小規模事業場メンタルヘルス対策マニュアルQ&A(茨城産業保健推進センター)、
労働衛生のハンドブック、職場のメンタルヘルス対策と支援センターの役割:平成23年度、平成24年度版、平成25年度版、平成26年度版 (東京産業保健推進センター)、
長岡市周囲・中越地区の精神科・病院(一覧)、、、
|
ストレスとは、
何らかの物理・化学・生物学的な刺激(ストレッサー)に対向する、生体に生じた応力の状態を意味している。第3者は、その材料力学的なベクトル差の釣り合い状態を、歪みとして認識できる。すなわち、歪み症状がなければ他者には認識できない。歪みの究極は自殺となる。歪みが発生する以前または早期に対処することが重要あることは論をまたない。が、その見極めは、癌の早期発見と同様に困難である。メンタルヘルス不調は単なる風邪と揶揄(やゆ)して片付けるべきではない。
誤解と注意:
① 事業場は治療施設ではなく、仕事をする場所です!
② 欝病になった従業員患者に関して、事業所の従業員としての産業医・産業保健スタッフの役割は、従業員を症例ではなく、事例として、三者面談による、スクリーニングして診療施設に送り出し、職場復帰させて労働させることです。産業医や産業保健師やカウンセラーの為の研修会や現場において当然のように誤解されるのは、まさしくこの点です。必要な予防策は2つ、事業場における心の健康づくり計画(例)と、私傷病による職員の休業及び復職に関する規程を定めておくことです*。
③予防と病気は全く別物です。うつ病などの精神病は”病気”であって、癌と同じでなるべく早く病院で治療しなければ治らないし、取り返しがつかなくなるのです。決して、カウンセリングに固執したり見守りのみで3ヶ月以上は抱え込みにならないように注意してください。事業所においては、過保護な抱え込みや診療行為は必要ありません!スクリーニング手法と職場復帰のマネジメントシステムを遵法・確立し、ステークホルダーに還元することが第一義なのです。
④ 問診・チェックリストは単なる導入手段でしかなく、最終目的ではありません。2006年改正安衛法上では、産業医・産業保健スタッフの免罪符ではありますが・・・。
⑤ 職場全体の予防的精神健康増進活動の確立が望まれます:メンタルヘルスアクション・グループワーク、メンタリング、コーチング、自律訓練法など。
(1)ネーミングについて: 省略語が流行のようですが、誤解を受けますので「メンタルヘルス」を「メンタ」とか「メンス」とは呼ばないでください(どちらも女性関連ですが、意味が違って来ますので。少々冗談めいてます?)。
(2)精神科病棟と神経科病棟の相違: 前者に保護室を有することのみ。癩だけでなく、精神病は、未だ隔離政策・むら社会なのでしょうか?蛇足^2ながら、日本の病床160万床中、精神科病床数は40万床の世界一で、4人に1人は精神科入院患者です!この精神病患者数の多さから推量して、周囲からは変わり者のとして、本人は病識の無いまま、たくさんの患者さんが恙無(つつがな)く日常社会生活を送っていることになるのでしょうか?(推定罹患率:精神分裂病1%、躁うつ病1%、うつ病5%!)
(3)心療内科というネーミング: 日本固有の心療内科は、早い話が、精神科をオブラートに包んだもの。
(4)精神障害: 原因不明で、診断根拠を患者の(正常社会人常識からどれだけかけ離れているかという)異常な言動・行動とするお粗末な主観的・前近代的代物。本質が不明なので、当然、科学的な根本治療も無く、予後も「治癒」ではなく「寛解」とされる(患者を慰める為の、言い逃れの医学用語として重宝される)。ところで、「異常の定義」も時代と地域で異なるのですが・・・・・。
精神障害の労災認定、パンフレット(厚労省、平成30年)、
(5)精神病は、患者であり労働者本人において、その個人的・社会的な家庭・職場の両面から対処されるべきである:
①疾病性illnessとは、純粋医学的問題のこと。欝病(うつ病)患者の症状は、俗に3つの「い」:眠れない+食べたくない+だるい、と、されている。
②事例性casenessとは、職場などでの社会的適応障害による迷惑度の問題のこと。例えば、仮に精神病の疾病性が在ったとしても、社会生活上において事例性が無ければ、大半の患者は精神科に受診する必要性が無いことを意味する。職場における迷惑は、俗に、「ケチな飲み屋サイン、ケチナノミヤ」、すなわち、「欠勤+遅刻(早退)+泣き言+能率低下+ミス+辞めたい」のこと。
背景:
0.統計報告:脳・心臓疾患及び精神障害等に係る労災補償状況について(平成18年度、2006年)、厚労省、平成19年5月16日、平成20年度における脳・心臓疾患及び精神障害等に係る労災補償状況について(報道、平成21年6月8日、厚労省労働基準局労災補償部補償課職業病認定対策室)、
精神障害等の労災認定について:精神障害等の労災請求事案の業務上・外を判断するための「心理的負荷による精神障害に係る業務上外の判断指針」改正(2009年4月6日)、精神障害の労災認定(厚労省、2014) 精神障害の労災認定、パンフレット(厚労省、平成30年)、。
過重労働、精神障害による労災認定統計(厚労省、2017年(平成29年))、
1.産業構造の変化、就業形態の変化、過重労働、 (資料、厚労省過労死対策委員会、2015)、
2.職場でのいじめの実態:
産業カウンセラーが見た悲惨さ増す「職場のいじめ」の実態、企業の社会的責任(産業カウンセラーアンケート、(社)日本産業カウンセラー協会、2007):
頻度、「職場のいじめ」の事例経験がある=80.5%。
いじめの内容:「パワハラ」78%、「人間関係」59%、「仕事のミスに対するいじめ」44%、「セクハラ」36%。
いじめの形態:「罵る・怒鳴る・威嚇する」68%、「無視・仲間はずれ」54%、「嫌がらせ」50%。
いじめの関係:「上司から部下に対して」85%。
3.私は、メンタルヘルスの目標は、うつ病による自殺者を無くすことだと考えております。また、過重労働との関連が深いことより、メンタルヘルスは心身両面の治療が必要です。ハインリッヒに従えば、年間日本人の3万人の自殺者がいるということは、自殺志願者=3x30=90万人、自殺潜在者=3x300=900万人、これは、日本の総人口の10%に相当し、とても身近な問題であることの認識が必要です。
疾患:
1.うつ、鬱総論:
メンタルヘルス対策ガイドライン(電機連合):精神科医によれば、住民の1%が分裂病(統合失調症)とすると推定分裂病患者だけでも120万人、精神障害者総数は住民の5~10%に及ぶのではないかと推定されています。一般人の潜在的うつ病は12%で、医療機関受診率は57%で、受診の80%は一般内科である(ファイザー、2008年)。2000年以降うつが増加しているが、安易なDSM症状当てはめによる診断、テレビ出演精神科医とマスコミ過剰反応、副作用が無い為に処方しやすいSSRI提供が原因である。
メンタルヘルス調査研究委員会(1990)報告:中間管理職の54%が異常部下を持った経験があり、人間関係障害49%、意欲低下49%、医療機関受診者の44%がうつ病とされた。また、自殺者が全国で3万5千人と増加傾向にあり、好発年令として50才代に1つの山があることにも注意すべきです。特に、新潟県では自殺率が極めて高く、東北地方(青森、秋田、岩手)についで高率です。秋田・山形では、部落での自殺防止の為の隣組取り組みが成功しつつあります。年令調整後の自殺死亡率(参考:年令調整死亡率:直接法、間接法)は人口10万人当り男42人(全国平均33人)、女12人(11人)と男性優位です。的確な診療が求められているのが現状で、自殺予防マニュアル(日本医師会出版、東京、2004.)を参照してください。自殺の労災認定基準(厚労省昭和23年通達)は、1.精神障害が医学的に証明され、2.心神喪失による自殺で、3.精神障害の発生原因の一番目が業務による負荷であることで、通常の精神病は労災の対象外になります。
各論として、欝発症のアクセル役は、厳しい人事評価、上司に知られたくない気持ち、心身症の理解という従業員側の因子だけでなく、明確に対応できないが安全配慮義務違反を回避したい管理職側の因子が背景となっている。
2.対応:
●事業場におけるストレス対策の実際ーストレスの把握から職場環境等の改善までー、中央労働災害防止協会編、2006年(平成18年).(CD-R付録付!):
0)管理監督者の気づき・傾聴、
1)事業場における改善事例集、
2)個人用職業性ストレス調査票、
3)集団用職業性ストレス簡易調査票・仕事のストレス判定図、
4)職場環境改善のためのヒント集(メンタルヘルスアクションチェックリスト)を応用した職場環境改善の方法:
4)-P
i) 対策への合意形成、上司へのフィードバック、職場のグループ討議を介してストレス軽減合意形成、
ii) 参加と周知、職場の情報の収集、職場で良好事例を報告し合いながらすぐ実施可能な職場改善を行う呼び掛け、
iii) 改善の討議と立案、討議ツールと場の設定、メンタルヘルスアクションチェックリストを使った複数グループの討議と結果発表、
検討内容:
作業計画への参加と情報の共有
勤務時間と作業編成
円滑な作業手順
作業環境改善(快適職場作り):組織全体のストレスマネージメントとして、間接的ではあるが、ILOより有効であることが報告され、改めて、快適職場作りの重要性が強調されている。
チーワクーク作り
安心できる職場作り(訴えへの対処、自己管理研修、仕事の見通し、昇格機会の公平化)
4)-D iv) 対策実施と評価、フォローアップの実施、部署毎に具体的な改善の取り組み、
4)-C v) 報告会と表彰:
パフォーマンス評価:計画の進捗、、
アウトカム評価:うつ病による休業日数減少
5)自律訓練法、アロマテラピー、メンタルヘルス教育用ストレス対処法(自律訓練、アサーション、ABC理論:倫理療法、コラム法:認知行動療法(認知:感覚と判断に妥当性が無いことを理解させる。行動:バッテリー0の時は動けないが、充電100%にならなくとも出来る範囲で動くことが望ましい。know
howの詳細は大野裕のホームページまたは国立精神神経医療研究センター認知行動療法センターを検索してください。当然のことですが基本は共感と傾聴です。)(1,2,3)、解決志向アプローチ:SFA)、日本認知療法学会(Japanese Association for cognitive therapy,JACT)、ソーシャルスキル(トラブルシューティングスキル、マネジメントスキル、コミュニケーションスキル)トレーニング、
6)カウンセリング、
①一次予防(うつ病を予防する為に事業所のメンタルヘルスレベルを上げる:早い気付き・当人への声掛け・専門職への継ぎ(つなぎ)の基本三原則)・二次予防(うつ病従業員を早期に発見する)・三次予防(慌てないで余裕をもったうつ病からの復職リハビリ)。
②個人レベルと組織レベルがある。個人レベルは旧来のカウンセリング・精神科であり、組織レベルは快適職場作りとしての3管理改善・労務管理である:
(A)組織全体としての職場のメンタルヘルス対策:
事業場における心の健康づくり計画、
メンタルヘルス対策に係る自主点検票チェックリスト(中災防)、
(1)現況の把握としてのストレス調査:先ず己の事業場の状況把握を:本人自覚、ラインが確認、スタッフが確認、
(2)メンタルヘルス教育:スタッフ教育研修参加:コーディネーター・キーマン(ハブ)としての産業看護職支援、管理者への教育テキスト(秋山剛)、管理監督者向けメンタルヘルス教育ツール「シュミレーションゲームのお試し」、 天野松男:管理者教育、南山大津村俊充・NTTデータ経営研究所:mentoring メンタリング、傾聴法:active listening 積極的傾聴法、傾聴法、傾聴法ブログ、杉本良明:coaching コーチング、autogenic/autogenous training 自律訓練法、abdominal breathing 腹式呼吸、
(3)システム確立:ネットワーク、マニュアル、心の健康づくり計画・OSHMS、就業規則・労働協約: 参照:休職期間満了による退職規定とその運用を慎重にやるべきである旨の判例:産業保健21 2011;63:8-9.、
(4)メンタルヘルスアクション・グループワーク:快適職場作りとしての、3管理改善(作業環境改善・作業管理・健康管理)、
(6)事業外資源(社員支援システム、Employee Assistance Program, EAP)の利用:最近の多様な雇用形態により、終身雇用時代にはそぐわないとさてた米国直輸入のEAPが再評価されてきた。
公的支援:
独立行政法人労働者健康福祉機構新潟産業保健総合支援センター:メンタルヘルス対策支援・相談窓口、
新潟県福祉保健部障害福祉課いのちとこころの支援室:心のセーフティネット相談窓口一覧、
商業的支援:
ホームページ:日本の人事部、
(B)個人的ケアは、セルフとライン・スタッフと事業外資源の4種類に区分され、それぞれ、予防・早期発見・治療・復職が含まれます:
(1)セルフ:自己チェック、リラックス、早目に、地域産業保健センター、産業保健福祉センター、労災病院勤労者心の電話相談、精神保健福祉センター、いのちの電話に相談、
(2・3)ライン・スタッフ: 健康KYで、3Aチェック(absent最近遅刻欠勤が多い、alcohol最近飲み過ぎ、accident最近ミスが多い)。
中災防ホ-ムペ-ジ上の「心と体の健康づくり、職業性ストレス簡易評価ホームページ(http://www.jisha.or.jp/health/index.html)」でチェックし、職場全体の心の健康度を把握しておくことが基本となります(参照:モデル事業事例集)、精神科医への連絡・調整や、うつ状態の社員の職場復帰、職業性ストレス簡易調査表、ストレスチェックリスト、THI健康調査票、職場のメンタルヘルス対策(過重労働対策等のための面接指導マニュアル・テキスト等作成委員会、産業医学振興財団、2006)、職場における自殺の予防と対応(2版、厚生労働省、中災防、2004)、事業場におけるストレス対策の実際(中災防編発行、2006)、労働相談個人マニュアル(システム、対処、労災、復職)、
(4)事業外資源:従業員援助プログラム(Employee Assistance Program, EAP)等への相談。
メンタルヘルスも健康管理として責任を問われることから産業保健においてもメンタルヘルスに関する要望が増えています。が、メンタルヘルスとしてのカウンセリングによるストレスからのリラックスと精神病治療の取り違えをしないことです。前者においては平成15年度438例(うち自殺者は121例)の請求中108例(うち自殺者は40例)が労災として認定され、5年前の10倍と増加しており、職位・産業医の見逃しが許されない状況にあります。後者はしばしば熱心な産業保健看護師・カウンセラ-または部下思いのライン管理者に見受けられやすいようです。
(独)産業保健推進センター、地域産業保健センター、(独)高齢・障害者雇用支援機構:新潟障害者職業センター(手法:ストレスへの対処+病気を再発させない働き方を身に付ける、3月プログラム(グループ・個別でのストレス対処講習、簡易作業、リハビリ出勤)+復職後のフォローアップ、無料、025-271-0333)、
(社)労働衛生コンサルタント会、
(民間)各社営業用ホームページ参照。
メンタルヘルス・過重労働・自殺予防対策の精神保健スタッフ一覧(資格名称、仕事内容、資格認定団体、根拠法令):
法務、労務管理スタッフ、
治療スタッフ、
事業所外産業保健スタッフ:
(国) 精神保健福祉士 (psychiatric social worker, PSW)、
(民) 臨床心理士、産業カウンセラー、日本カウンセリング学会認定カウンセラー、公認ヘルスカウンセラー、認定心理士、応用心理士、認定健康心理士、精神対話士、国際EAP協会認定EAプロフェッショナル(CEAP)、大阪商工会議所メンタルヘルス・マネジメント検定試験合格者、
(C)ストレスチェック、ストレス調査:
最終的に、労基署への報告が義務(心理的な負担の程度を把握するための検査結果等報告書、様式第6号の2)
厚労省版実施マニュアル(安直版、正規版)のあんちょこ: 自分たちでできる事業者のためのストレスチェック制度の進め方(株)ザ・ネット、
性格検査、ホームページ性格診断、性格類型(YGテスト、クレッチマー、ユング)、調査票:
知能・発達、人格(CMI健康調査票 Cornell Medical Index、自前300円/例、JMI健康調査表(Japan Mental Health Inventory、財団法人社会経済生産性本部メンタル・ヘルス研究所、委託2~3千円/例))、親子関係、参照:性格検査集・心理検査集、
ストレス・チェック:ホームページ・チェック無料:
中災防ホームページ:自己診断:職業性ストレス簡易評価ホームページ、
岡山大ホームページ:職業性ストレス簡易調査票・仕事のストレス判定図(事業場全体の把握用、計算後の結果を入力すると判定図はコンピューター出力してくれます。)、事業場におけるメンタルヘルス推進状況チェックリスト1,管理監督者向けメンタルヘルス教育ツール、、
東京医大ホームページ:職業性ストレス調査票(個人の把握用用+職場全体の把握用、生結果を入力すると、個人判定と事業所判定までがコンピューター出力されるソフト付き。操作がWordとExelなので慣れるととても簡単。一押しのソフトです。)、
職業性ストレス簡易調査表、
事業場におけるストレス対策の実際ーストレスの把握から職場環境等の改善までー、中央労働災害防止協会編、2006年(平成18年).(上記#2をまとめたCD-R付録付!)
ストレスチェック制度(2015):マンガで分かるストレスチェック、
ストレスチェックリスト(厚労省、2015)、
職場におけるメンタルヘルス対策等(一覧)、
ストレスチェック制度の簡単導入マニュアル(厚労省、2015/07/30)、導入前準備・関連事業所への広報、
ストレスチェック義務化(リスクマネジメント最前線、2014年、37号、東京海上日動リスクコンサルティング、2014/12/08)、
ストレスチェックリスト(ストレスチェック制度:2014/06/25安衛法改正、2015/12/01:従業員50人以上の事業場で義務化):
チェックリスト(東京都)、
ストレスチエック義務化:日新税理士事務所パンフレット(2014);心の耳、、中災防、コンサルティングサービス、メディシナル研究所、成増厚生病院、
ストレスチェック制度立上げ(2015/12施行、作業工程、制度の中身、調査票内容;新潟労働局2015/03経過報告)、
改正労働安全衛生法に基づく「ストレスチェック制度」の具体的な運用方法を定めた省令、告示、指針を公表します(労働基準局安全衛生部労働衛生課、2015/04/15、2015/04/22)、
こころの耳、
簡単!ストレスチェック制度導入マニュアル、厚労省、
ストレスチェック制度、導入研修スライド、
ストレスチェック、サクッと、まとめ、
ストレスチェック、用意すべき文書、一覧、ひな形、
ストレスチェック、用語集、
ストレスチェック・マニュアル、準備・実施;ドクター・トラスト、
パートタイム労働者の健康管理マニュアル、厚労省、2016、
やり方: 質問数57問、質問数12問、配点と計算、評価方法、比較、経過観察など、
質問数57問:高リスク者の判定法、
質問数57問→抽出12問によるレ-ダ-チャ-ト表示による個人評価、
質問数57問→抽出12問による集団評価(国内標準との比較図)、
経年数値の変化による評価、
ストレスチェックの結果の見方(youtube)、結果の評価: 結果の見方(2015)、結果の見方(マニュアル)、
厚労省版実施マニュアル(安直版、正規版)のあんちょこ: 自分たちでできる事業者のためのストレスチェック制度の進め方(株)ザ・ネット、
厚労省版ストレスチェック実施プログラムVer .3.1、2019/01/31;
こころの耳「5分でできる職場のストレスセルフチェック」実施後の管理、
厚労省推奨の職業性ストレス簡易調査票(57項目)の実施後に、厚労省ストレスチェック制度実施マニュアルに基いて以下の評価がなされる:
(i) 個人の評価: 赤信号である面接対象の高ストレス者を事業場の10%程度選び出す:
質問項目: A. 仕事のストレス量・質 + C. 修飾因子(サポート、不満) = B. 心身反応、
評価=合計点数方式:
評価法1.生点数の合計点数で評価する方法:
但し、A-1-7, 11-13, 15とB-1-3は点数の変換(1→4, 2→3, 3→2, 4→1)が必要なので注意(ICT上は考慮不要),
高ストレス: (1) 77≦B、または、(2) 63≦Bかつ76≦A+C、
評価法2. 生点数を換算表の評価点に置き換えて評価する方法、レーダーチャートとして図示して評価できる:
高ストレス: (1) B≦12、または、(2) B≦17かつA+C≦26。
(ii) 事業場全体の経年的変化を評価する為に:
集団分析報告書:
事業場全体の仕事のストレス判定図:(1)仕事の量的負担と仕事のコントロール判定図、(2)職場における支援判定図(上司の支援と同僚の支援)、健康リスクを%表示(100%平均で、高ストレス:120≦。70%は30%リスクが低い、130%は30%リスクが高い)、
高ストレス者に対する面接指導:面接指導視聴覚教材((独)労働者健康安全機構, 2018)、
結果保存先:
| 受験結果 |
労働者 |
結果提供保存 |
保存期間 |
| 生データ |
同意書 |
事業者 |
5年間(義務) |
|
不同意 |
実施者または事業者指名実施事務従事者 |
5年間(推奨) |
| 医師面接指導結果 |
|
事業者 |
5年間(義務) |
| 集団集計・分析結果 |
10人以上の集団 |
事業者 |
5年間(推奨) |
|
10人未満 |
事業者 |
5年間(推奨) |
|
自社職場全体、自社内業務別、の平均値の比較:
最少12問による検査、
グラフ上での検討(厚労省マニュアル、90頁)、
参照:
1. ストレスチェック指針、「心理的な負担の程度を把握するための検査及び面接指導の実施並びに面接指導結果に基づき事業者が講ずべき措置に関する指針」について、(厚生労働省労働基準局長、基発0501第7号、平成27年5月1日)、
2. ストレスチェックと面接指導の実施の流れ、注意点(ドクタートラスト)、
3. ストレスチェック後の面談・報告書書式(word, 2016)、
4. 厚労省版実施マニュアル(安直版、正規版:含む質問表、結果評価、図表、面接報告書、監督署報告書)のあんちょこ: 自分たちでできる事業者のためのストレスチェック制度の進め方(株)ザ・ネット、
5. 厚労省版ストレスチェック実施プログラムVer.3.1、2019/01/31;こころの耳「5分でできる職場のストレスセルフチェック」実施後の管理、ストレスチェック実施状況(2017年度、厚労省、2018)、
6.厚生労働省版ストレスチェック実施プログラム、ダウンロードサイト、
7.ストレスチェック制度導入ガイド、厚生労働省、ガイドライン19頁、
THI健康調査票、
職場のメンタルヘルス対策(過重労働対策等のための面接指導マニュアル・テキスト等作成委員会、産業医学振興財団、2006)、 (資料、厚労省過労死対策委員会、2015)、
職場における自殺の予防と対応(2版、厚生労働省、中災防、2004)、
事業場におけるストレス対策の実際(中災防編発行、2006)、
職場のメンタルヘルス(鈴木安名、やすな、ホームページ)、
うつ病:スクリーニング用フローチャート、
ストレスチェック制度マニュアル、Q&A(こころの耳、2015/05/07,15、厚労省): 選任産業医の立場として安全衛生委員会で説明しているが、ストレスチェック実施者は研修終了医療スタッフのそろった健診業者で、健診時に本人にチェック表を持参させ健診と同時実施が主流になると予想される。その為にも、2017年12月より2018年11月までの1年間に初回ストレスチェック実施義務の開始前に、事業所安全衛生委員会における説明・書面作成・同意等の準備を推奨したい、実施広報ポスター(日本医師会,
2015/05/21)、
5.単極性感情障害:典型的な大うつ病、うつ病(欝病)、
総論:
うつ病はセロトニン関連疾患(うつ病、強迫性障害・強迫性神経症、パニック障害、社会不安障害等)である。
医師向け「うつ病」解説ビデオ。
「うつ病」分類:
大うつ病、小うつ病、非定型うつ病、気分変調性障害、
症状:
気分が沈む、何事にも興味が持てず楽しくない、食欲が無い、眠れない、焦る・頭が働かない、疲れやすい、自分を責める、決断できない、死を考える;赤字の1項目以上を含む5項目以上が2週間続く場合にうつ病と診断する、
古典的うつ病の矮小妄想(心気、貧困、罪業)⇔誇大妄想、
自己診断
自覚症状:
(1)〈3つの「い」〉 (1.眠れない(3時4時の早朝覚醒)、2.食べたくない、3.だるい、疲れやすい)、でも、うつ病になっても自分では気づかない。
周囲の者が気づく他覚症状?: ゲートキーパー(門番、悩んでいる人に気づき、声をかけ、話を聞いて、必要な支援につなげ見守る人、大変重要なキーパーソン)がチェックすべき症状:
(1)発見のための〈ケチな飲み屋サイン〉 (ケチ.欠勤、遅刻・早退 ナ.泣き言をいう ノ.能率の低下 ミ.ミスや事故が増える ヤ.辞めたいと言い出す)(鈴木安名)。(2)<吉野家サイン>(ヨ.弱気、シ.失敗、ノ.能率低下、ヤ.休む)(秋山剛)。(3)部下の3Aを問視する能力:アブセント(最近遅刻・欠勤が多い)+アルコール(最近飲み過ぎ)+アクシデント(最近小さな失敗が多い)。
仮面うつ病:身体症状が全面に出てうつ病らしくないうつ病。
うつ病の分類(Kielholz):
メランコリー(親和)型(抑うつ)うつ、
非定型うつ:新型うつ、逃避型うつ、dysthymia型(気分変調)うつ、
新型うつ病=パーソナリティ障害(自己愛、傷つきやすい:アドラー的には小児期の甘やかしを背景とする他人との交流を避ける目的)+(うつより軽度の)適応障害、マスコミ用語、病気ではないが自殺関連行動をとることがあるので治療対象とする。
1.心因性(反応性、疲憊性(ひはいせい)、神経症性;適応障害的、過ストレス、心理療法有効)、2.内因性(脆弱性素因・執着気質病前性格+状況因trigger→発病、抗うつ薬が第1選択)、3.外因性(非精神病性:SLE,IFN)。労働衛生上、過重労働による消耗性うつ病が多い。 (資料、厚労省過労死対策委員会、2015)、
診断・評価尺度:
うつ病の医師間診断一致率(κ)は0.28で、一般的に正確と判断される0.4より低い。
除外すべき他の器質的疾患:
1.神経疾患:脳卒中、Parkinson, Huntington, 外傷性脳挫傷、多発性硬化症、
2.内分泌疾患:Cushing、甲状腺機能低下、
3.中毒、離脱:アルコールカフェイン幻覚剤、揮発性、オピオイド、鎮静、傾眠、抗不安薬、刺激薬(アンフェタミン、コカイン)、タバコ、
4.薬剤:ステロイド、αインターフェロン、ジスルフィラム、降圧薬、
診断書、今後の方針を決定する為に:
産業医面接、三者面談、主治医への照会(秋山剛)、職場復帰支援に関する情報提供依頼書、
治療:
休養+服薬(第1選択:SSRI>SNRI, MANGA study、初回量は少な目に、副作用に注意して十分量、十分期間使用する。不眠には睡眠衛生(就寝時刻にこだわらない)>運転事故の副作用を配慮して眠剤を処方、不眠強い場合ミルタザピン、)+精神療法(カウンセリング:高ストレス者・強ストレス者の思考の偏りに対する対応、、支持的精神療法、認知行動療法、、日本認知療法学会(Japanese Association for cognitive therapy,JACT)、(職場・家庭・学校)環境調整)。長期休職は逆に職場での派遣・同僚による業務代行による復職障害となるので、診断書は初回2週間、以後1月(3月以内)間隔とする。寛解・症状固定の処遇には、労働契約・就業規則・休職規定・能力仕事給見直し規定・解雇規定が必須。
教育:
セルフ・ライン・管理監督者向け:茨城産業保健推進センター「欝・問題事例の3類型の事例研究:①(36協定、産業保健カウンセラー有効)反応性・過重労働性、②(抗うつ薬有効)中核的うつ病:心因性・内因性、③(通常の抗うつ薬が無効で職場においてモットも厄介な)非中核的うつ病(新型うつ病・非定型うつ病、逃避型抑うつ(広瀬、1977)):人格障害・性格障害」、境界性人格障害、
ストレスの少ない仕事のやらせ方としての、上司が注意すべき3か条「仕掛け(シカケ)」:
①仕事の意義を理解する: やる気をださせること、
②可能性・裁量の余地を与える: 部下の自主性・アイデアを引き出す、
③結果を評価する: 不満足な結果となっても「ご苦労様」の一言で報われることもある。
服薬コンプライアンスが低いので、投薬方法を考慮すること。
診断基準は別として、うつ病の生涯有病率は男5-12%、女10-25%、時点有病率は男2-3%、女5-9%、重症身体疾患患者のうつ病合併率=20-25%(例:人工透析患者のうつ病発症率は正常者の14.6倍であるが、腎移植を受けると3.8倍に低下する)など、うつ病は稀な疾患ではない。が、うつ病の75%が未治療であるらしい。これは、患者本人の弱みを見せたくない性格、うつ病への偏見による受診の決心や自律神経失調症・疼痛・婦人科疾患との誤診が原因である。最近では、うつ病に対する大衆の嫌悪感閾値が高くなり、早期発見・早期受診により、うつ病が軽症で発見される為か、SSRIに良く反応し予後が良好となっています(SSRIの偽薬でも10-30%は有効?擬態うつ病?うつ病もどきの抑うつ?など、問題があります。最近米国精神医学会診断基準により神経症・性格異常もうつ病と診断され、SSRIが効かない事例がある:春日武彦、2010年1月24日放送「心の病」は本当に増えたのか?サイエンス・サイトーク、TBSラジオ。)。が、うつ病は「車のガソリンが少なくなった状態」「風邪のようなもので一時的なもの」だから治療すれば治るとマスコミも医療関係者も口を揃えて説明します。が、精神科疾患には「完治」や「治癒」という言葉は使わず、(今のところ落ち着いているけどという)「寛解」しか使えません。私は、敢て「癌のようなものです」と説明します。早期の専門的治療が必要であり、その予後は早期ならば完治しますし、進行していれば治癒し難くぶり返します。一般に、癌が完治せず寛解と再燃を繰り返すように、一度発症したうつ病はダマシダマシ一生付き合っていくしかないのです。その時の心の持ちようによって、うつ病は小康するのです(主な病気の難治率の比較)。免疫性疾患(アレルギーや膠原病)にも似てますネ、寛解・軽症化は遷延化です。
治療以上に難しいのが、治療中後の毎月のチェックと職場復帰です。主治医の善意の治癒診断書のみに基づく職場復帰許可ではなく、四者面談(本人・家族+(主治医:会社経費負担)+管理監督者・上司+人事労務担当者+労働衛生スタッフ(産業看護職、産業医))や文書としての保存は休職・職場復帰に必要です。
2.双極性障害:
躁うつ病(manic depressive illness; 1型:躁状態時の訂正できない社会的信用失墜による失職が問題、2型:躁状態時に社会的問題がない):
うつ病との鑑別が重要:躁うつ病の基本的治療は躁病治療薬の気分安定薬で、抗うつ薬を使用しない。
躁を抑えると鬱がひどくなり、鬱を上げると躁がひどくなる。躁鬱の時相の変化もあり、治療が困難である。経過を追うことにより、単極性鬱の患者が躁鬱の誤診であることが判明することもある。躁が明確な場合(双極1型障害)は躁鬱病の診断は容易であるが、躁が軽症の場合(双極Ⅱ型)の診断は困難。
3.精神分裂病、統合失調症 schizophrenia
症状: 妄想
5.大人の発達障害 developmental disability, DD:
知能障害事例は小児期に発見されるが、知能障害が無いまたは軽度の場合は看過され就職後に発達障害と診断され精神的に安定し治療を受ける事例がある。鬱など精神障害を合併し職場復帰・社会的適応が困難な事例も有る。(厚労省、発達障害情報・支援センター:青年・成人期の情報(国立障害者リハビリテーションセンター))、
5-1. ASD, autistic spectrum disorder, 自閉症スペクトラム=自閉症+ asperger synd. アスペルガー症候群(高機能自閉症、知能指数が70≦の自閉症)+広汎性発達障害 優位型
自閉症:思い込みにより、認知・理解(その場の状況、相手の気持、次に起こることの想像)が不能・中枢性統合欠如(複数の情報(子供、滑り台、砂場の描かれた絵)から統合構築(公園)する能力の欠如があり、興味のある「滑り台」に思考が停止する→working
memory低下、対応:指示・禁止表示は簡潔・単一)、人付き合いが下手、ルールや言葉遣いに厳格、曖昧にできない、1つのことに異常な執着、好きなことに没頭、環境の変化を嫌う、臨機応変な対応が不可、会話や意思疎通が困難、
アスペルガー症候群:会話ができるが相手の気持の理解不可、言われた言葉をそのまま受け取る、空気が読めない、冗談が言えない・通用しない、愛情や友情が理解できない、優先順位がつけられない、同時に2つ以上のことが出来ない、やり取りの中で質問の意味を上手く汲み取れない、指示された内容と違うことをしていると言われる、会議での内容や結果を上手くまとめられない・まとめがずれている、重要なポイントや勘所が理解できない、
(本来:広汎性発達障害 PDD, pervasive DDで、代表選手は自閉症 autism:以下の4徴を示す:1.言葉の発達の遅れ(アスペルガーでは無し)、2.コミュニケーション障害、3.対人関係、社会性障害、4.パターン化した行動、こだわり)
カサンドラ症候群:ASD夫婦の健常者が抑鬱となる。
5
5-2. ADHD, AD/HD, attention-deficit/hyperactivity disorder, 注意欠如/多動性障害,
優位型
注意関心の切り替え不能、思い付きの行動、うっかりミス、
不注意、集中力を欠く、衝動的行動、思いついたことをそのまましゃべる・余計な一言が多い、交渉の結論を曖昧なままにする、落ち着きが無い、じっとしていられない、片付けができない、忘れ物、遅刻、失言、計画的行動不可、指示された業務をすぐに行わず先延ばしにする、調べ物をしているとすぐに脇道にそれる、怒り・悲しみの感情を抑制できない、子供の頃の嫌な思い出を引きずる、
(本来:以下の3徴を示す:1.集中できない(不注意)、2.じっとしていられない(多動、多弁)、3.考えるよりも先に動く(衝動的行動))
5-3. LD, learning disorders, learning disabilities, 学習障害, 優位型
作業指示の飲み込みが悪い、作業を何度やっても理解できない、
文章の音読不可、2桁の足し算が不可、
(本来:全般的知的発達遅延無し、が、聞く、話す、読む、書く、計算、推論などの基本的学習行動障害)
5-4. TS, Tourette’s synd., トォレット症候群
運動チック+音声チック、
5-5. 吃音 stuttering
職場における課題:
1.職務・作業:
スピードは速いが、雑、質を意識することが苦手、
一度に複数のことを指示されると混乱する、
言葉だけの指示では理解できなかったり、覚えられない
抽象的な指示が理解できない
指示が理解できなくても返事をすることがある
指示とは異なる勝手な判断基準で作業をしてしまう
自分のやり方に固執し、修正が受け入れられない
急な変更等があると混乱する、
2.社会性、コミュニケーション:
人から注意されると、謝罪しない、言い訳をするなど適切な対応ができない、
暗黙のルールなど、明文化されていないことがわからない、
分からないとき、困っているときなどに、自ら助けを求めない。
管理監督者から見て:
業務内容の指示や進捗管理などの業務管理に手間がかかる、他の同僚からの不満が絶えない、本人が引き起こした患者・家族とのトラブルの処理、本人に話をしても理解してもらえない、
支援アプローチ:
対話: 職場での不適応と本人の感じている障壁の理解、
外部資源: 専門医療機関:認知行動療法、、日本認知療法学会(Japanese Association for cognitive therapy,JACT)、障害者職業センター、
参考:
大人の発達障害生活ガイドブック2012ー発達障害と上手く付き合うためにー、独法福祉医療機構、パンフレット、
永田昌子他.職域における広汎性発達障害者の頻度と対応:産業医経験を有する精神科医を対象とした調査.産衛誌 2012;54:29-36.
(独)高齢、障害、求職者雇用支援機構、
NHKハートネット福祉情報総合サイト、
NHK発達障害プロジェクト 公式サイト http://www1.nhk.or.jp/asaichi/hattatsu/: わたしのトリセツ(本人からの会社への提出書申出書)、
厚労省 精神・発達障害者しごとサポーター養成講座、、、、
6.社会不安障害、不安障害、コミュニケーションべた:
時に、就業配慮が必要な事例がある、
手掛かり: 心理テスト性格無料診断(コミュニケーション総合能力診断、エゴグラム、ストレス診断、社会不安障害診断SAD、自己・他者肯定感診断)、
治療手段が無く、現場監督者での対応は困難。
診断書に基づく休職規程にそった休職措置は悩む本人だけでなく対応に窮した会社側にも猶予期間となりうる。
認知行動等が有効な場合もあるが、即効性に欠ける。
3者面談の上、事業所内対応(就業配慮・配置転換)、または、事業所外リワークが望ましい。
6.適応障害:
ストレス3月以内に発症、ストレス消失後6月以内に回復。
ストレス耐性を誘導する精神療法と、ストレス消失までの心理的サポートが治療。
7.パニック障害:
1.長期治療:予期不安緩和:SSRI、2.急性期治療:急性パニック治療:頓用抗不安薬ベンゾジアゼピン。
8.アルコール依存症:
CAGEスクリーニング・テスト(cut down飲酒量減量の必要, annoyed by criticism他人の非難, guilty feeling飲酒の負い目,
eye-opener迎え酒)。久里浜医療センターホームページ。
10.自殺:
自責、罪業感により、10-16%が自殺企図!年間自殺者3万人の内、経済・生活問題が原因の自殺者が毎年8000名もいる。うつ病は決して「心の風邪」程度の代物ではない(マスコミ言葉。第3回地域におけるうつ対策検討会(2004年1月16日、厚生労働省5階共用第7会議室):心の「風邪」もこじらせると命取りになる故、「うつ病は心の風邪」の文言が削除された。)。自殺対策基本法(2006/10/28):国レベルでの戦略に基づく、地域保健(自治体のうつ・自殺対策)、産業保健(事業場の心の健康づくり活動)、その他の資源(東京いのちの電話、NPO国際ビフレンダーズ・東京自殺防止センター)等による対応。
自責感が強いので、励ました場合、期待に答えられない故に、一層自責感が強くなる。よって、励ましは禁止。
自殺対策の3本柱:
①プレベンション prevention 事前予防:
日常のメンタルヘルス活動、広報、研修会、管理職教育、調査、相談体制、個別訪問や面談、交流の場を作る(引きこもり対策)、連絡網の整備、
自殺の危険が迫っている場合:傾聴(気持ちを即座に否定しない、自殺以外の選択肢の提示)、本人を一人にしない、複数の人による対応、医療機関への緊急受診、
②インターベンション intervention 危機介入:
対応マニュアル(面談、対応のポイント)、連絡網の活用、救命救急、専門家へつなぐこと(一人にしない、面談、受診、療養専念)、
③.ポストベンション postvention 事後対策:
復職支援・フォローアップ、正しい情報の伝達、二次災害の防止、ディブリーフィングについての検討、周囲・家族(哀悼、相談、協力、連絡窓口の一本化)への対応。
100.私傷病休職制度: 事業者サイドから見た職場復帰、
目的: 病気により一時的に働けなくなった従業員を直ちに解雇するのではなく、一定期間休職させて職場復帰させる。
責任: 法令での義務付け無し。会社の任意制度(制度を実施するかどうか、実施する場合に休職期間をどの程度にするか、休職期間中は一般的に無給であるが賃金を支払うかどうかなど)で、制度の内容は就業規則で定める。但し、制度化された場合、労働契約上の労働条件となる為、会社が恣意的に運用することはできなくなる。
問題点: 出勤と欠勤を繰り返すケースや、休職して職場復帰した後、短期間で同一の傷病で欠勤する事例。
対策: 就業規則の改訂:1.医師の診断書の提出を義務づける。診断書を提出しない場合の取扱いも明記する。2.一定期間内に生じた同一傷病による休職期間は通算する。休職6月で解雇対象。3.欠勤2,3月で休職扱いを、2回目以降の休職には欠勤許容期間を適用しないで直ちに休職を発令できるようにする。
蛇足:補償と解雇:1.健保対応の場合は傷病手当金(1年半、標準報酬2/3支給)。2.労災の場合は休業補償または1年半後傷病補償年金・3年後解雇若しくは1200日打切補償解雇。3.通勤災害は労災適用ではあるが解雇制限は無く私傷病休職制度適応。4.事業者の民事責任(安全配慮義務違反)の軽減の為にもメンタルヘルスへの取り組みの姿勢「心の健康づくり計画」が重要。
参照:休職期間満了による退職規定とその運用を慎重にやるべきである旨の判例:産業保健21 2011;63:8-9.、
休職退職、休業と休職の違い、(1)(2),
| |
休業 |
休職 |
| 事情 |
会社 |
労働者 |
労働者 |
| |
経営悪化、震災 |
介護、育児、出産 |
私傷病、自己都合、起訴、自己啓発 |
| 期間 |
|
|
1年6月 |
| |
労基法26条、休業手当 |
雇用保険、介護休業給付
育児休業給付 |
健保、傷病手当、
無給>見舞金 |
|
110.職場復帰:
職場復帰支援助成金、
職場復帰の指針: 「心の健康問題により休業した労働者の職業復帰支援の手引き(平成16年10月14日公表)」(平成12年8月に示された「事業場における労働者の心の健康づくりのための指針」における対策の一環として、中央労働災害防止協会への検討委託されていた「心の健康問題により休業した労働者の職場復帰支援のための事業場向けマニュアル」)(改訂、平成21年3月)。
職場復帰支援の流れ。事業所外EAPでの認知療法などがあるが、事業所内での肩慣らし等のOn the job rehabilitation (OJR、OJTの転用)が本道。
職場復帰: 職場復帰支援プログラム作成の手順書((独)労働者健康安全機構)、
本人:規則的生活、生活記録(パフォーマンス結果を残し、自信を付ける)、
家族:ハリネズミの距離感、希望よりも依頼「-をしてくれると嬉しい」
主治医・産業医:プロセス1.主治医の就業可能診断書、2.復職3者面談、3.産業医のリハビリ出社可能診断書、4.リハビリプログラム(第3者のリワーク課程を要件にする等)、5.産業医の復職可能診断書(リワーク診断、社会適応評価(SASS35点以上))、6.復職、
職場:本人の孤立感の払拭・安心回復(会社は見捨てていないこと・サポートを告げる、復職プランの規程の説明、最も大切なのは定期的な本人とのコミュニケーションと各段階での検証)、職場の受け入れ体制の是正・改善、
休職・職場復帰時の対応のポイント、就業制限の程度の点数化(産業医大精神科小嶋秀幹)、北関東ブロック共同企画特集「職場復帰支援」2008.03.おおるり、
要件:事業所内規程の事前整備、職場復帰検討委員会、特例子会社、
復職直後の短期間復帰準備時間の提供と職種・業務内容非特定の労働契約者への業務軽減配置転換の考慮:石居茜、復職可否の判断、産業保健21 2009;55:19.
特集 職場のメンタルへする対策における職場復帰支援のありかた、産業保健21、2009;57:
ラインケアとしての傾聴と職場復帰支援:健康講話(長岡グランドホテル、2009.2)配布資料、
外部資源による職場復帰支援体制、精神疾患により休職している方の職場復帰を円滑に進めるためのリワーク支援(新潟障害者職業センター)
120.復職支援(リワーク支援、リターン トゥ ワーク return to work=復職、rework (vt) やり直す):
用語:リワーク支援は行政で、リワークプログラムは医療で使用される。
リワーク実施機関三段階(目安:全経過6-9月、リワーク3月):
1.医療リワーク:医療機関で、健康保険で、休職者に精神科治療を実施し、再休職予防を目的とする、
2.行政リワーク:地域障害者職業センターで、労働保険で、休職者と事業主を対象として、支援プランに基づく支援をする、 独立行政法人高齢・障害・求職者雇用支援機構新潟支部新潟障害者職業センター:無料施設リワーク支援(是非電話で相談してみてください)、
3.職場リワーク:企業内で、企業負担で、休職者に、労働させて良いかどうかの見極めをする。
こころの耳、職場復帰支援に関するページ、手引パンフレット、書式(従業員、管理者、産業医、主治医間のすり合わせの為に文書化は重要です)、事例紹介、
職場復帰判定基準:うつ病休職者の職場復帰準備性ーリワークプログラムにおける標準化評価シートー秋山剛NTT東日本関東病院精神神経科、うつ病リワーク研究会情報・資料、
復職能力判定:厚労省編一般職業適性検査(進路指導、職業指導用) general aptitude test battery, GATB、
労働契約・就業規則に基づく、3者面談(本人、安全衛生スタッフ、人事労務)・安全衛生委員会による不当解雇対応、
事例に学ぶメンタルヘルス16.休職者からリワーク施設の利用希望がありました、産業保健21、2014.
うつ病治療ネット公式ブログ、うつ病患者のためのリワーク支援プログラム完全ガイド、
130.うつ病で出退勤を繰り返す、休職期間が満了してしまう、労働者を解雇したい(退職勧奨):詐病か人格障害か?
(1)事前の対策:
① 給与保障としての就業規則の再検討:
会社の就業規則で、何度休んでも、1回の休業期間が或る限度を超えなければ病名を変えて何度でも休めるという休業規則・休職規則の見直し:欠勤・休職期間中の会社側からの給与6割負担規定は、うつ病などの長期化する復職休職反復の温床となっている。就業規則に基づく、一定期間の欠勤期間後の休職規定に基づく休職処分、その後の、退職規定となる。これに関しては、三者面談と安全衛生委員会での対応が必要であろう。
健康保険制度による傷病手当金が支給のみの支給とすることも必要であろう。
また、会社指定の産業医の診断を命じることができるとの就業規則の規定を定めるべきである。従業員の診察主治医は、えてして従業員の希望に流されるような意見を述べがちで、「我慢するな」の迷指導が患者・家族に染み付き、復職しても直ぐに休む体質の温床となっている。これに関しても、三者面談と安全衛生委員会での対応が必要であろう。
② 労働時間の管理:
うつ病などによる解雇、労災(自殺)の訴訟では、1ヶ月あたり残業時間が80時間を超えていた場合は、業務によりうつ病に罹患したと認定される可能性がかなり高いので、事前に調査が必要。
(2)トラブル発生後の対処:
① 家族とよく連絡を取る:
会社は敵ではなく味方であるということを理解してもらう必要があります。本人同席の下、主治医に事情を聞きに行ったり、場合によっては病院を紹介することも有効です。従業員の家族とも頻繁に連絡を取ってください。ただし、がんばれなどとの励ましは禁句です。うつ病患者にはそれは逆効果になります。
② 休職期間が満了する場合どう対応すべきか?
主治医は、従業員の希望に流されがちな意見書、診断書を書く傾向があります。復職可能との診断書を持参したとしても、主治医に連絡し、会社従業員の業務内容を詳しく説明し、復職可能なのか問い合わせるべきです。主治医が復職可能と判断しても、会社が復職不可能と判断することも可能です。この場合、会社指定の産業医の診断を受診させるべきです。このあたりのやりとりは後に裁判になった場合、きわめて重要になるので、事前に専門家に相談することをおすすめします。労働(安全)衛生委員会等でスケジュールを作るべきです。私傷病による職員の休業及び復職に関する規程を定めておくことが要件。
③ 主治医が軽作業なら復職できると診断した場合はどうしたらいいのか?
主治医への照会(秋山剛)、職場復帰支援に関する情報提供依頼書、
法的には軽作業しかできないのでは、復職可能な程度に回復したとはいえません。ただし、復職当初は軽作業につかせるか、程なく通常業務に復帰できるという回復ぶりならば、復職を認めざるを得ないと思います。どのように対処するか規程が必要です。
岩野高明、症状消失後のうつ病再発と業務起因性、産業保健21 2010;59:19.
会社側の対処:3月又は6月以内の同一また類似事由の欠勤期間は通算する:岩出誠、休職通算規定の導入と不利益変更、産業保健21 2009;58:19.
参照:休職期間満了による退職規定とその運用を慎重にやるべきである旨の判例:産業保健21 2011;63:8-9.、
500.衛特指定事業場の拡充、労働安全衛生改善計画の推進:
メンタルヘルス対策としての安全衛生改善計画指導要綱(厚労省労働基準局長、2017/03/31)。
600. 助成金:厚労省 2017:
心の健康づくり計画助成金、「ストレスチェック」実施促進のための助成金、
600.参考:
私には、私淑する二名の先生があります。優しい紳士風の語り口の岡山大学衛生学川上憲人教授(「事業所におけるメンタルヘルスサポートページ」と、野村萬斎風の語り口の日本精神保健福祉連盟理事大西守先生です。是非、ホ-ムペ-ジまたは講義を拝聴してください。特に、大西先生の純粋医学的「疾病性」に目を奪われるのではなく、業務上の障害としての「事例性」に重きを置くべきであることや職場復帰に関する提言は耳が痛くなりますが、正論だと思いますので、是非御一読ください。「治りかけてきた患者が、外来受診後、その脚で、ビルから飛び降り自殺することもあるので、精神病は難しい」の独白は病気の難しさを教えてくれます。また、学問的には、(私にとっては、文字で読むよりも講演会の前列で直接お話を聞いた方が判り易いと思うのですが)メンタルヘルスに関する解説リ-フレットは東京大名誉教授和田攻先生が沢山書かれているので参照してください。
●(独)労働者健康福祉機構:勤労者の心のセーフティネット、メンタルヘルスの全国ネットの活動から。
●わかり易いホームページtsudax99のメンタルヘルス4項目はお薦めです。都庁職員の個人ホームページなので消滅していたら失礼。
●人事・労務管理シリーズⅦ、過重な労働と時間編、働きすぎ、働かせすぎ。ここがポイント、第7章、傷病休職とその後の復職、181-202頁、(社)全国労働基準関係団体連合会編、労働調査会、2006、東京.。(2000円)。片山組事件:産業医等の専門家の判断を欠く人事労務の独断的自宅治療命令は無効、電通事件:業務軽減配慮・安全配慮義務。
●人事・総務担当者のためのメンタルヘルス読本、鈴木安名著、労働科学、2005、(850円)、
●メンタルヘルスで求められる使用者の健康配慮義務とは?―適正労働配置義務と採用後精神障害者の職場復職―.水島郁子、2005.(健康配慮義務判例集)
●中央労働災害防止協会編、職場リーダーのためのメンタルヘルス入門~キーパーソンはあなたです~、A5判、24頁、378円、2005.
●中央労働災害防止協会編、言葉を聞く人 心を聴く人-コミュニケーションとメンタルヘルス-、A5判、216頁、2100円、中災防、2001.
●日本産業衛生学会・産業精神衛生研究会編、職場のメンタルヘルス-実践的アプローチ-、B5判、296頁、2,520円、中災防、2005. 2007/10/19
改訂
●職場における心の健康対策班編、こころのリスクマネジメント 管理監督者向け―部下のうつ病と自殺を防ぐために―、B5判、32頁、580円、中災防、2007.
●同、こころのリスクマネジメント 勤労者向け―あなたとあなたの周囲の人のために―、B5判、24頁、360円、中災防、2007.
●同、こころのリスクマネジメント 家族向け―あなたの大切な人のために―、B5判、16頁、260円、中災防、2007.
●福井城次(富士通)、IT産業における復職の取り組み(メンタル疾患)、神奈川産業保健交流会、39回、神奈川産業保健推進センター、2007.02.24.
●特集.職場のメンタルヘルス.日医雑誌 136(1); 2-73: 2007. (日医on-line、特集.職場のメンタルヘルス、136巻、2007.).
● DSM-4-TR 精神疾患の分類と診断の手引、American Psychiatric Association/〔編・訳〕 高橋三郎/大野裕/染矢俊幸
、医学書院 、2003年8月発行、価格:3,990円:1.多軸評価記載:Ⅰ軸:精神障害、Ⅱ軸:人格障害・発達障害、Ⅲ軸:身体障害、Ⅳ軸:心理的社会的ストレス、V軸:直近1年の適応レベル。2.診断基準:適合症候数によるクラスター分類(人種のルツボとしての分化・生活様式の多様性故の新大陸的合理性)。旧来の経過における変遷を含めた全人的診断方法(旧大陸的)ではない、
●心の不調、脳の伝達物質の作用機序、精神分裂病、うつ病、神経症、依存症、ストレス、睡眠障害、睡眠障害(産保21、2007)、向精神薬、抗うつ薬、抗不安薬、催眠・鎮静薬、
睡眠障害の改善(アニメ)(まんが)、
●うつなどの精神障害より対処が困難な人格障害による問題行動:モラル・ハラスメント、境界例と自己愛の障害、人格障害・鑑別。
●スタッフ教育:1.セルフ、2.ライン、3.管理監督者、4.産業看護職、5.産業医大主催メンタルヘルスエキスパート産業医養成講習、
●中小事業規模、Q&A、2008.、
●統計・現状アンケート報告:「企業におけるメンタルヘルスの実態と対策」、メンタルヘルス休職者がいる企業は6割強,1企業平均9.5人、2008年4月25日、(財)労務行政研究所
、
●心の健康づくり、事例集、厚労省、2008.08.
平成21年度版:
メンタルヘルス指針のあらまし relax、
心の健康気づきのヒント集、
職場における自殺の予防と対策、
心の健康づくり事例集、
メンタルヘルス指針推進モデル事業、
職業性ストレス簡易評価、
啓発用ビデオ、
自殺総合対策大綱、
事業場内メンタルヘルス推進担当者テキスト、
過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
●心の耳(厚労省、2009.10.01.)、
●メンタルヘルスにおけるキーワード:睡眠、職場復帰、メンタルヘルス対策支援センター(me メンタルヘルス)、
●電通事件の概要:産業保健21;2011;63:16-7.、
●メンタルヘルス講習会用パワーポイント一覧、厚労省他一覧、
●災害とメンタルヘルス資料(福島県精神保健福祉センター)、
●「心の健康問題により休業した労働者の職場復帰支援の手引き」の改訂(厚労省、2011/03/23)、
●心理的負荷による精神障害の認定基準:うつ病など精神障害の認定基準(厚労省、2011/12/26)、
●うつ、精神障害の労災認定(厚労省、2014)、
●加藤智章(ともゆき):メンタルヘルスをめぐる労働問題ー復職過程の裁判例を中心にー、2010、
●メンタルヘルス対策と産業医の役割、私病の休業命令・復職基準就業規則の整備・専門職(会社健康管理手帳)、
●宮城哲(さとし):「企業におけるメンタルヘルス対応」の法的検討.琉大法学 2006;75:175-92.、
●私傷病休職制度運用の流れと就業規則規定(デライトコンサルティング)、
●メンタルヘルスと法律、Q&A (OSH support)、
●アンケート:休職者の復帰後の仕事の与え方、配置(労働政策研究研修機構2013)、
●Relax、職場における心の健康づくりー労働者の心の健康の保持増進のための指針ー、パンフ、(独)労福、2012/09.
●森晃爾(産業医大):コンサルタントが知っておくべき職場のメンタルヘルス対策の知識.安全衛生コンサルタント 2014;110:58-62.
●マンガで分かるストレスチェック、
●メンタルを強くする考え方、
●精神疾患、症状、問診票(ふくろうメンタルクリニック)、精神病テスト(精神病ネット)、疫学的うつ病評価尺度(CES-D)、DSM-IVとは、初心者のための精神科用語集、
●こころのはなし、こころの病気の知識、こころの病気のはなし、精神疾患:基礎編、一般編、専門編、精神病の説明、
精神病の治療:薬、回復の方法(精神病ネット)、
●労基法等に関する解説:社長のための労働相談マニュアル、
●山岡昌之. 働く人の新メンタルヘルス、心の健康「最新アプローチと職場復帰支援」パンフレット、40頁、350円、社会保険出版社.
●今後における安全衛生改善計画の運用について:メンタルヘルス等対象の拡大(労働基準局長、基発0331第76号、平成29年3月31日)、
●「過労死等ゼロ」緊急対策を踏まえたメンタルヘルス対策の推進について(基発0331第78号、労働基準局長、平成29年3月31日)、
●
職場のメンタルヘルスシンポジウム(2017)動画、厚労省、
過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)
● 疾病を抱える社員の労務管理アドバイス、メンタルヘルス・がん・糖尿病・脳卒中、馬場三紀子他、新日本法規出版、
、
● 職場復帰支援プログラム構築のためのガイドライン(厚労省)、文書作成の参考に最適、
|
|
過労死、
過労自殺、
自殺対策白書(厚労省、2017)、
過重労働 (資料、厚労省過労死対策委員会、2015)、
厚労省パンフレット一式
過重労働対策ナビ
(アクションチェックリスト、
過重労働チェックリスト、
事例集、
面接指導体制、
文書・書式集、
総説、
トピックス、
リンク)
|
背景:
不況下の雇用不安ストレス+長時間労働:1.サービス残業(非合法的無給残業)、2.労使協定(36協定)長時間労働の合法化、3.有給休暇取得が少ない、
一定期間別の労働時間の限度時間(一年単位の変形労働): 男女同様:
| 1週間 |
15時間 (14) |
| 2週間 |
27時間 (25) |
| 4週間 |
43時間 (40) |
| 1月 |
45時間 (42) |
| 2月 |
81時間 (75) |
| 3月 |
120時間 (110) |
| 1年 |
360時間 (320) |
|
上の表の時間を超え残業して耐えることができず退職した場合は「労働基準法に基づき定める基準に規定する時間を超える時間外労働が行われたため離職した者」に該当し会社都合での離職と認められます。
※ただし、離職前3カ月以上にわたって続いたことが条件です。また、有給休暇や体調不良などやむをえない理由により時間外労働が行われていない月は除外します。
統計: 日本における労働時間 (資料、厚労省過労死対策委員会、2015)、
統計報告:
平成26年度過重労働解消キャンペーン重点監督実施事業場の半数に違法な残業を摘発・過重労働による健康障害防止措置が不十分なため改善を指導したもの56%(2015/01/27、労働基準局監督課)、
脳・心臓疾患及び精神障害等に係る労災補償状況について(平成18年度、2006年)、厚労省、平成19年5月16日、
平成20年度における脳・心臓疾患及び精神障害等に係る労災補償状況について(報道、平成21年6月8日、厚労省労働基準局労災補償部補償課職業病認定対策室)、
過重労働、精神障害による労災認定統計(厚労省、2017年(平成29年))、
精神障害等の労災認定について:精神障害等の労災請求事案の業務上・外を判断するための「心理的負荷による精神障害に係る業務上外の判断指針」改正(2009年4月6日)、
精神障害の労災認定、パンフレット(厚労省、平成30年)、
過労死の労災認定(厚労省、2014):
実際の脳心臓疾患の労災支給決定率(認定率)=認定件数/請求中決定件数=45%=306/683、うち死亡に関しての労災支給決定率(認定率)=46%=133/290(厚労省、平成25年、2013年)、
過労死認定事案の長期間過重業務としての時間外労働の時間(下表):認定基準は、発症1月前は100時間以上、複数期間平均で80時間以上である、
| 発症前期間平均 |
件数 |
時間外労働時間 |
| 1月 |
29 |
125 |
| 2月 |
16 |
94 |
| 3月 |
6 |
85 |
| 4月 |
3 |
84 |
| 5月 |
0 |
|
| 6月 |
5 |
90 |
| その他 |
6 |
|
| 合計 |
65 |
|
|
参照:陸災防、
過労死は過重労働による突然死です。
対象となる脳心疾患は、(1)脳血管疾患(脳内出血(脳出血)、くも膜下出血、脳梗塞、高血圧性脳症)、(2)虚血性心疾患等(心筋梗塞、狭心症、心停止(心臓性突然死を含む)、解離性大動脈)。が、過重労働が引き金になったうつ病が原因の自殺などに対するメンタルヘルス等を含む、心身両面の治療が必要となってきました。
過労死の原因は、(サービル残業)時間外労働時間、不規則な勤務、長い拘束時間、出張が多い、交替制・深夜勤務(2012(1);67:22)、作業環境(温度、騒音)、5時間を超える時差移動、精神的緊張を伴う業務、就業形態等がある。
KarousiはTunami同様日本語由来の英語となりました。キリスト教世界での日曜日を終着として休養を美徳とする生活からは過労は発生しない。勤勉が美徳とされた富国強兵・高度成長期の「月月火水木金金」の日本でしか造語されなかった。
マスコミ用語「過労死」が社会問題化し、過労死の労災認定要件は、1961年(昭和36年)に「直近の異常な出来事」を、1987年(昭和62年)に労災用語「過重労働」の「発症前1週間」が要件とされていた。1995年(平成7年)以降裁判が頻発し、2000年(平成12年)の2件の最高裁判例により、「より長期間」の過重労働と「基礎疾患を有する」労働者にも労災が認められ、過重労働の認定基準が再度検討されることとなった。
機能的には、医学生理学的に、過労などのストレスは循環系に良くないが、個人要件(年齢、性格、仕事熟達度)や緩和要件(周囲からのサポート、対処法)によりストレスが緩和される。疲労が休養・睡眠等により回復することは日常経験されてことである。しかし、形態学的には、医学病理学的根拠に乏しいことより、日常生活上で過労のみで人が死ぬかどうかを証明することは医学的に難しいとされる。
上記のように、過労が日本特有の為に、過労死「基準値」策定の為のその根拠となる論文は日本に限定される為に文献数が少なく、かつ、それらの文献の科学的evidenceも低かった。が、専門検討会は、それらの少ない文献検討に基づき、「睡眠時間6時間(1日残業4時間、月間残業時間80時間)」をハイリスク値と見なした。法律上は、やや事業主寄りに、「月間残業時間100時間の労働者、または、80時間で自己申告した労働者」が要件とされた(2006年平成18年4月1日施行)。このことは労働時間を見直す契機となったが、面接指導による一次予防で充分か、産業医の介入できない産業医の選任義務の不要な労働者10名未満の事業所での対応の受け皿が地域産業保健センターのみで充分かなど、今後解決すべき問題が山積し、「日暮れて道遠し」である。
過労死はサ-ビス残業が原因であり、その根本には日本人特有の強迫的労働感と日本における低い労働組合組織率・労組推定組織率(1,2)が原因と思われる(100名未満事業所での労組推定組織率が1%、1000名未満でも20%と極めて低い)。平成15年度過労死の労災認定は705例請求されてそのうち312例認定され、認定率は45%で5年前の16%より上昇しております。電通事件以来、過労死訴訟請求額により会社の存立さえ危ぶまれる現況です。
予防法: フローチャート、対象者、面接:安衛法、通達、
第1に産業医の事業者に対する勧告であろうと思います。その為にも、日頃からの、産業保健スタッフによる従業員の健康調査デ-タの作成が重要となります。中災防ホ-ムペ-ジ上の「心と体の健康づくり、労働者の疲労蓄積度チェックリスト(http://www.jisha.or.jp/health/index.html)」ならびに「過重労働による健康障害防止のための総合対策について」(基発第0212001号、平成14年2月12日、厚生労働省労働基準局長)(http://www.jisha.or.jp/health/index.html):行政による集団指導、36協定遵守、監督指導、再発防止対策。過重労働による健康障害防止のための総合対策について(厚労省、基発0317008号、平成18年3月17日)。
労働者の疲労蓄積度チェックリスト(中災防)
診断基準:
「脳血管疾患及び虚血性心疾患等(負傷に起因するものを除く。)の認定基準について」(新しい過労死の認定基準:基発第1063号、平成13年12月12日):従来の1週間以内の発症ではなく、疲労の蓄積をもたらす長期間の過重業務も、業務による明らかな過重負荷として新たに考慮することとした。
「過重労働・メンタルヘルス対策の在り方に係る検討会」報告書について(平成16年8月18日)そのポイント:過重労働による健康障害防止対策:
イ (とくに)月100時間を超える恒常的な時間外労働はさせないようにする。
ロ やむなく、月100時間超え又は2~6か月に月平均80時間超えの所定労働時間外に従事した労働者について、労働者の健康状態を迅速に把握し適切な措置を講じるようにするため「医師が直接労働者に面接し、健康確保指導を行うことを(法律上)制度化:「長時間労働者への医師による面接指導の実施」(改正安衛法 2006年4月1日施行、ただし、常時50人未満のj労働者を使用する事業場は2008年4月より適用: 安衛法66条の8、66条の9、104条)、長時間労働者への面接指導 チェックリスト(医師用)、チェックリストの使い方マニュアル (過重労働対策等の為の面接指導マニュアル・テキスト等作成委員会、財団法人産業医学振興財団、2006年3月)、広報リーフレット、
働き方改革関連法により2019/4/1から「産業医・産業保健機能」と「長時間労働者に対する面接指導等」の強化、
注意: 安衛則52条の3:面接指導は要件に該当する「労働者の申出」後に実施。労働者へは複数回の説得・勧奨をすることが民事上の労働契約上の安全配慮義務の要件である。それにもかかわらず面接拒否・過重労働継続に関しては、過失相殺が認められる。当然ながら、無過失責任の労災補償は認定基準に基づくので面接の有無にかかわらず補償される。
注意: 「派遣労働者に対する面接指導の実施義務は、派遣元事業主に課せられる(基発第0224003号平成18年2月24日):仕事内容を理解している派遣先で実施する方が実際的であるが、派遣先で実施、派遣元経費負担が妥当なのかもしれない。
注意: 1ヶ月の総労働時間数=(労働時間数+延長時間数+休日労働時間数)-(計算期間の総暦日数÷7×40)。
自己申告制による労働時間の把握については、曖昧な労働時間管理となりがちで、「申告が面倒だ」、「上限がある」、「査定に影響がある」等の理由で実際は過小に申告されているケースが多いとされる。
面接指導は安衛法66条の8,9、104条に基づき、2008年より事業規模に関わらず全ての労働者が対象となり、安衛則52条の2第2項に基づいて毎月一定の期日に時間外・休日労働時間を算定することが義務となった。事業者の面接指導義務発生要件:1.週40時間超え、2.所定労働時間外が月100時間(義務)または2-6月平均月80時間(努力義務)または事業所独自の上乗せ基準(努力義務)、3.労働者の申し出の3要件が全てそろうこと。労働安全衛生規則第52条の3第3項の規定により「遅滞無く(概ね1ヶ月以内に)、面接指導を行わなければならない」と定められている。労働時間の申し出に労使で食い違いがある場合、施行通達(平成18年2月24日付け基発第0
2 2 4 0 0 3号)においても、「時間外・休日労働時間の時間数について、事業者の把握している時間数と労働者の把握している時間数との間に差異があり、かつ、その確定に時間を要する場合においては、健康確保の観点から、まずは面接指導を実施することが望ましいこと。」とされる。
面接指導記録は5年間保存。
ハ 長期出張者、管理監督者、裁量労働者などについても、過重労働による健康障害のリスクを考慮すると、原則として一般の労働者に準じた措置を実施する必要がある。
「心理的負荷による精神障害等に係る業務上外の判断指針」(基発第544号、平成11年9月15日):過労自殺判断指針(概要、職場における心理的負荷評価表(別表1)、職場以外の心理的負荷評価表(別表2)、解説)。 精神障害等の労災認定について:精神障害等の労災請求事案の業務上・外を判断するための「心理的負荷による精神障害に係る業務上外の判断指針」改正(2009年4月6日)、精神障害の労災認定(厚労省、2014), 精神障害の労災認定、パンフレット(厚労省、平成30年)、
参考:
1.疲労調査票:中災防ホームページ(Webでチェック):労働者の疲労蓄積度自己診断チェックリスト:労働者用、家族用、、
職業性ストレス簡易評価ページ(Webでチェック,中災防):仕事のストレス、最近一月のストレス、、
2.疲労度:生理心理的検査法
1)フリッカー値測定法:、2、3、
2)触二点弁別いき値測定法
3)1位加算作業検査(内田クレペリン検査)
4)色名呼称検査(カラーネーミング)
3.過重労働を防ごう、
5.過重労働チェックリスト、
6.過重労働対策・長時間労働者への面接指導チェックリスト(医師用)(過重労働対策等のための面接指導マニュアル・テキスト等作成委員会、産業医学振興財団、2006)、
7.過重労働による健康障害防止対策の手引き(厚生労働省編、中災防発行、2006)、
8.中平浩人.日本労働安全衛生コンサルト会新潟県支部平成18年度第2回業務研修会講演「過重労働」、2007.02.10.
9.面接相談:1、2、3、
10.医師による面接指導、リーフレット、東京労働局、
11.平成21年度版(2009年):
メンタルヘルス指針のあらまし relax、
心の健康気づきのヒント集、
職場における自殺の予防と対策、
心の健康づくり事例集、
メンタルヘルス指針推進モデル事業、
職業性ストレス簡易評価、
啓発用ビデオ、
自殺総合対策大綱、
事業場内メンタルヘルス推進担当者テキスト、
過重労働による健康障害防止対策「労働者の健康を守るために」、
特集.小規模事業場における面接指導の展開、産業保健21、2009;56:、
12.平成22年度版(2010年):
労働者の健康を守るために、過重労働による健康障害防止対策、中災防・厚労省、2010年、
過重労働による健康障害を防ぐために、中災防・厚労省、2010年、
働く人が活躍しやすい職場環境を目指して、パンフ、
過重労働による健康障害を防ぐために、パンフ、
過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
心の耳(厚労省、2009.10.01.)、
13.平成23年度版(2011年):
心理的負荷による 精神障害の労災認定、パンフレット(厚労省、平成30年)、の労災認定基準(厚労省、2011/12/26)、
14.過労死等防止対策推進法(過労死防止法、平成26年法律第100号、2014/06/27公布、11/01施行):年間労災認定数増加(脳心臓疾患300人/年、精神障害450人/年)より協議会設置、過労死防止策を取ることを「国の責務」と明記:国が取るべき具体的な対策としては、①過労死の調査研究②国民への啓発③相談体制の整備④過労死防止に取り組む民間団体の活動支援、取り組みの結果について、毎年国に報告することを義務付け。
事例性は無い。
20.外国における長時間労働の規制:
直接的規制: 川上博弁護士.NHK解説委員室視点・論点「過労自殺をなくすために」:EUの「労働時間編成指令」:勤務時間インターバル規制(勤務明けの直後には最低連続11時間の休息時間を義務化)・最長労働時間(平均して週48時間を超えない)、
間接的規制:米国週40時間超えの労働に対する50%割増賃金、
ドイツ・オランダ・ベルギー・北欧「労働時間貯蓄制度」(労働者が労働時間口座に所定外労働時間を貯蓄し休暇などに使える仕組み):労働者側の残業代を稼ぎたいインセンティブと企業側の労賃抑制、
私見:
「日本における36協定はなぜ長時間労働の歯止めにならないのか?」厚労省の限度基準を超えて働かせることも実質的には可能な状況であり、長時間労働を抑制する実効性に乏しい。長時間労働への歯止めは実質的には割増賃金に依存しているという意味で、米国型である。年休取得において、取得日決定権が労働者にあることも良し悪しで、経営側に任せて強制取得もありうる。転職コストが大きな日本において、企業内では時間外労働が常態化しやすい土壌である(職務の不明確さ、密接な企業内コーディネーションによる負担、不況期における解雇回避を目的とした長時間労働の常態化(雇用調整のためのバッファー確保)、残業好きな上司等とのつきあい(自発的長時間労働者からの負の外部効果)。今後、金銭代価でなく休日代価を選択するような意識改革を誘導するモジュール労働形態の開発が求められる。非正規労働者増加による対外的見せかけの労働時間は止めにしてほしい。
30.今後における安全衛生改善計画の運用について:メンタルヘルス等対象の拡大(労働基準局長、基発0331第76号、平成29年3月31日)、
40.「過労死等ゼロ」緊急対策を踏まえたメンタルヘルス対策の推進について(基発0331第78号、労働基準局長、幣制年3月31日)、
50.Stop!過労死(厚労省):法令遵守による長時間労働削減・過重労働による健康障害防止・働き方見直し・メンタルヘルス対策・パワーハラスメント予防、
60.働き方改革関連法により2019/4/1から「産業医・産業保健機能」と「長時間労働者に対する面接指導等」の強化、
100.長時間労働の削減に向けて、厚労省、2017/3、パンフレット、
200.過重労働による健康障害防止のための総合対策:2002年旧総合対策、2006年新総合対策、2019年4月1日:新総合対策改正第4版、基発0401第41号、雇均発0401第36号::労基法改正による、
フレックスタイム制(労基法32条の3、3の2):精算期間3月に延長、
罰則付き時間外労働上限規制導入(労基法36条、139~142条)*、
年次有給休暇(労基法39条7項、8項):5日/年義務付け、
高度プロフェッショナル制度(労基法41条の2):賃金3倍、1075万円≦、
中小企業割増賃金率時間外労働60時間/月<部分の1.5倍(労基法138条)、
長時間労働者への医師による面接指導強化、
勤務間インターバル制度導入努力義務化。
*: 原則:法律による上限:45時間/月、360時間/年。特別条項:年6月まで、720時間/年、複数月平均80時間/月、<100時間/月。但し、5年間・2024年まで猶予: 建設業、自動車運転、鹿児島・沖縄の砂糖製造業、新技術・新商品の研究開発、医師。
210.相談窓口: 新潟働き方改革推進支援センター(新潟駅前、平日受付09:00-17:00, 電話0120-009-229):就業規則の作成方法、賃金規定の見直し、労働関係助成金の活用等の相談(2019)、
300.事業所統計統計: 違法な時間外労働33%、過重労働による健康障害防止措置未実施11%、平成30年度過重労働解消キャンペーン重点監督実施結果、労働基準局監督課過重労働特別対策室、2019年、平成31年4月25日、
400.過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)、
500.統計、過労死等の労災補償状況、平成30年度2018年、厚労省、
、、
|
|
快適職場づくり、
快適職場づくり関連パンフレット(中災防、2010)一覧、
快適職場づくりを進めましょう(東京労働局労働衛生課)、、、、
|
法令最低遵守の水準を越えた、自主的な、職場環境の快適化:顧客満足と従業員満足の両立、3Kから3Cへの脱却(古典的3Kは「きつい、汚い、危険」、職種によっては(臭い、気持ち悪い、厳しい、帰れない)(休暇が取れない、規則が厳しい、化粧がのらない、薬に頼って生きている、婚期が遅い、給料が安い))、(3Cは清潔 clean、快適 comfortable、創造 creative):
(1)快適職場環境づくりを目的とすること(安衛法1条)
(2)事業者の責任(安衛法71条の2)
(3)厚生労働大臣による指針の公表(安衛法71条の3)
(4)国の援助(安衛法71条の4)
(5)法71条の3の指針を参照として、都府県労働局長による、事業者の作成した計画の認定と、法71条の4の指針を参照として、特別の配慮(安衛則61条の3)
事業者が講ずべき快適な職場環境の形成のための措置に関する指針(平成4年7月1日、厚生労働省告示第59号、改正平成9年9月25日、厚生労働省告示第104号)、
離職率3年3割と言われる。給料を1万円上げると100人規模の事業場でのコストは年間1200万円となるが、従業員のやる気は倍にはならない。労働法を100%遵守することは無理であるが、休養室や作業環境改善に1200万円を投資して労災を少なくすることは遠回りながら離職率低減に繋がると信じている。熱中症やうつ(鬱)の対処が叫ばれているが、いまだ正攻法は無い。昼休みに手足を伸ばして30分でも寝転べることや作業環境を改善することの意義を改めて強調したい。
快適職場指針のポイント、目標の設定及び講ずる措置(中災防):
- 作業環境
不快と感じることがないよう、空気の汚れ、臭気、温度、湿度等の作業環境を適切に維持管理すること。
- 空気環境
空気の汚れ、臭気、浮遊粉じん、タバコの煙
- 温熱条件
温度、湿度、感覚温度、冷暖房条件(外気温との差、仕事にあった温度、室内の温度差、気流の状態)
- 視環境
明るさ、採光方法、照明方法、(直接照明、間接照明、全体照明、局所照明)、グレア、ちらつき、色彩
- 音環境
騒音レベルの高い音、音色の不快な音
- 作業空間等
部屋の広さ、動き回る空間(通路等)、レイアウト、整理・整頓
- 作業方法
心身の負担を軽減するため、相当の筋力を必要とする作業等について、作業方法を改善すること。
- 不良姿勢作業
腰部、頚部に大きな負担がかかる等の不自然な姿勢
- 重筋作業
荷物の持ち運び等をいつも行う作業等、相当の筋力を要する作業
- 高温作業等
高温・多湿や騒音等にさらされる作業
- 緊張作業等
高い緊張状態の持続が要求される作業や一定の姿勢の持続が求められる作業
- 機械操作等
操作がしにくい機械設備等の操作
- 疲労回復支援施設
疲労やストレスを効果的に癒すことのできる休憩室等を設置・整備すること。
- 休憩室(リフレッシュルーム等)
疲労やストレスを癒す施設
- シャワー室等の洗身施設
多量の発汗や身体の汚れを洗う施設
- 相談室等
疲労やストレスについて相談できる施設
- 環境整備
運動施設、緑地等
- 職場生活支援施設
洗面所、トイレ等職場生活で必要となる施設等を清潔で使いやすい状態にしておくこと。
- 洗面所・更衣室等
洗面所、更衣室等就業に際し必要となる設備
- 食堂等
食事をすることのできるスペース
- 給湯設備・談話室等
給湯設備や談話室等の確保
参照:
1.快適職場の指針、認定制度(平成22年廃止)、具体的事例集、
2.東京労働局、
3.中災防作成のパンフレット、一覧、(快適職場推進計画認定申請ガイド、建設業、運送、鉱業・砕石、高齢者、喫煙対策、有期事業、事例集、労災保険の特例制(メリット)、人間工学的手法)、
4.昼寝の勧め:昼休みの仮眠の有効性。睡眠の重要性。(産業医学総合研究所高橋正也、日本労働安全衛生コンサルタント協会講演)、
5.快適職場づくり、
6.快適職場づくりの為の、自事業所の現状把握ツール:ハード面を把握する為の「職場環境評価」と、ソフト面を把握する為の「職場のさわやか調査票」(中災防)、
7.大阪府公衆衛生研究所労働衛生部、2001:小規模事業所の職場改善事例収録内容一覧。
8.アイコクアルファ株式会社:作業環境改善:製造業におけるラクラクハンドによる加重負荷軽減。
9.ビデオ:快適職場と人間工学、福岡産業保健推進センター、織田進所長、57分。
10.快適職場づくり事例集、厚労省・中央労働災害防止協会、
11.快適職場づくり、安全衛生情報センター、
|
|
快適職場作り事例、喫煙対策
(健発第0430003号、平成15年4月30日)、
教育用:
喫煙対策ツールダウンロード、職場の喫煙対策、レッツトライ、社内禁煙(産業医大大和)、
一次喫煙:喫煙者、二次喫煙(=受動喫煙):喫煙者の周囲の人の間接喫煙、
三次喫煙:家屋・什器のタバコ物質付着物からの曝露(三次喫煙)、
喫煙に関して(東京都)、
第2回受動喫煙防止対策検討会、東京都受動喫煙防止対策検討会、東京都福祉保健局、2016.
.
|
1.有害性:
タバコの有害性(ファイザー)は指摘されています。
有害物は、粉塵「タール(発がん物質ベンゾピレンなど含有)ニコチン(血管収縮、悪玉コレステロール吸収による血管狭小化・心臓負荷)」、ガス「一酸化炭素(低酸素、動脈硬化)、3-エチニルピリジン(ビニルピリジン)、アンモニア、酢酸、アセトアルデヒド、硫化水素、ホルムアルデヒド」。
喫煙者は完全燃焼ガス(主流煙)を吸引し、周囲の人は不完全燃焼ガス(副流煙)を吸引するが、有害成分は不完全燃焼時に2~100倍多いとされ、受動喫煙がより有害である。
タバコが発症原因=疫学的有意差の認められる疾患(レベル1): 慢性閉塞性肺疾患、肺癌、循環器(虚血心疾患、脳卒中)、妊娠(子宮内胎児発育遅延)、乳幼児突然死症候群(SIDS)。
受動喫煙の有害性にはまだまだ賛否両論です:
有害論: 有害だ、職場の喫煙対策(大和浩、産業医大)、
わからない:わからない、タバコは有害?有害の根拠はあやしい?
ニコチン依存症: 依存度の程度は起床後の喫煙までの時間でわかる:高度依存=5分以内、1時間以内=中程度。
受動喫煙の有害性は厚労省とがんセンターに任せて、「煙たいのは嫌だ」ということは明確なので、喫煙対策・受動喫煙防止は安衛法上快適職場づくりとして必要でしょう。煙たい人には、食事中、妊婦、喘息、子供連れ、健康オタク、匂いに敏感など。
2.職場における喫煙の影響
作業能率低下
勤務時間のロス
従業員の健康被害
喫煙による労働損失や喫煙室維持の費用=ランニングコスト・シュミレーションソフト、すぐ禁煙.jpファイザー:
例. 25万円/年間(従業員数100名、喫煙率10%、喫煙室1室の場合)。
5.職場における喫煙対策の流れ:
原則: 安衛法並びに関連規則。が、不特定多数の人が事業所に出入りする場合は、健康増進法等の規則も厳守する。
1992:平成4年 労働安全衛生法改正:快適職場づくりが事業者の努力義務となり、「事業者が講ずべき快適な職場環境の形成のための措置に関する指針」について(基発第392号、平成4年7月1日):喫煙対策としては、喫煙室や喫煙場所の設置、禁煙タイムの設定等があり、事業場の実態に応じて適切な対策がとられていること。
1996:平成8年 「職場における喫煙対策のためのガイドライン」、
2002: 平成14年8月2日、健康増進法、
2003:平成15年5月1日施行 健康増進法25条(平成14年法律第103号):事務所その他多数の者が利用する施設を管理する者に対し受動喫煙防止対策を講ずることが努力義務化、
2003:平成15年5月 「快適職場づくり:新・職場における喫煙対策のためのガイドライン」(平成15年5月9日付け基発第0509001号)(以下「新ガイドライン」という。):受動喫煙を確実に防止する観点からたばこの煙が漏れない喫煙室の設置を推奨し、やむを得ない場合に喫煙コーナーを設けること。以下のような空間分離(煙の漏れによる受動喫煙防止)対策が努力義務化され、組織的な取り組みが必要となった:1.喫煙室の設置、2.喫煙室の空気を直接屋外に排出する、3.喫煙室へ向かう気流として0.2m/秒以上を確保する。禁煙対策編。
2004:平成16年 職場における喫煙対策推進のための教育の実施について(基発第0513001号、平成16年5月13日、実施者は、都道府県快適職場推進センターとし、対象者は、事業場の経営首脳者、管理者及び喫煙対策担当者とする。「職場における喫煙対策のためのガイドライン」に基づく喫煙対策の進め方等について知識を付与し、職場における喫煙対策の実施に資することを目的とする。)。
2005:平成17年2月世界保健機関たばこ規制枠組条約(WHO Framework Convention on Tobacco Control,
FCTC)発効、
2005:平成17年6月1日 「職場における喫煙対策のためのガイドライン」に基づく対策の推進について (基安発第050601001号、平成17年6月1日):喫煙室の設置等喫煙場所の確保が困難な場合、喫煙室が設けられている場合であっても、喫煙室が屋外排気型になっていない等、十分な対応を行うことが困難な場合には、受動喫煙を確実に防止する観点から全面禁煙による対策を勧奨すること。都道府県快適職場推進センターにおいて、喫煙対策推進のための教育等の普及啓発事業、各種相談業務等の実施を継続し、この事業の事業場への一層の普及に対し指導援助すること。
2010:平成22年 神奈川県公共的施設における受動喫煙防止条例:罰則規定(施設管理者5万円、喫煙者2万円)、
2010:平姓年6月16日、 閣議決定「新成長戦略」:2020年平成32年目標「受動喫煙の無い職場の実現」、
2013:平成25年 兵庫県受動喫煙の防止等に関する条例:罰則規定(施設管理者:勧告無視30万円、虚偽報告20万円、未報告10万円、喫煙者2万円)、
2014:平成26年 世界49カ国で屋内禁煙の法制化、
2015:平成27年 安衛法一部改正(改正法、平成26年法律82号、(2014)公布、2015年(平成27年6月1日施行)受動喫煙防止対策の努力義務
(2015/06/01)、(厚労省、平成27年5月15日、基安0515第1号、2019年「職場における受動喫煙防止のためのガイドライン」告示により廃止:基発0701第1号、令和元年7月1日告示・即日適用)
2017: 健康増進法改正案(厚労省、2017):背景:2020年東京五輪・パラリンピックを控え、国際オリンピック委員会(IOC)と世界保健機関(WHO)が「タバコの無い五輪」を求め2004年以降の開催都市はすべて罰則を伴う防止策を導入した為:
3段階規制:
「敷地内禁煙」未成年者や患者が利用する小中高校や医療機関。
「屋内禁煙」社会福祉施設、大学、官公庁、バス、タクシー。
「喫煙室設置可の屋内禁煙」飲食店やホテル内、駅・ビルの共用部分、鉄道の車内も屋内禁煙とするが、喫煙室の設置は認める。
違反には都道府県などが勧告・命令を出し、悪質な違反には過料を科す(現行法は罰則なしの努力義務のみ)。
喫煙室には排煙性能などの基準を設け、自治体が適合性を判断。
施設管理者には、喫煙禁止場所の位置の掲示、灰皿などの設置禁止などを義務付ける。
厚生労働省は事業所内も規制対象にする考えだが、受動喫煙対策を事業主の努力義務とする労働安全衛生法が別にあるため、今後調整する。
2018年:
職場の受動喫煙防止対策は事業者の「努力義務」
2018/6/27 東京都条例(成立):
上乗せ(裾下げ)規制:100m2以下の中小規模飲食店では、従業員を使用しない店舗に限定して喫煙が選択でき
る(2020年施行、2018/06/27発表)(2020年4月全面施行)。
未成年者・妊婦の喫煙場所への立ち入り禁止・表示(東京都受動喫煙防止ガイドライン)。
。
健康増進法改正案と都条例の比較(2018)、
2018/07/18:
健康増進法の一部を改正する法律(平成30年法律第78号、厚労省)(加熱式タバコは有害性検討中として対象外扱い)、
健康増進法25条の受動喫煙防止対策努力義務を、罰則付きの健康増進法改正(厚労省、時事通信、下図左側):施行スケジュール(2019年ラグビーワールドカップ前に公共の場での対策、2020年オリンピック前に完全実施):
改正の原則:
受動喫煙防止上、不特定多数の人が出入りする施設における禁煙の義務、
掲示・店頭表示(JT)、
未成年者は禁煙なので、受動喫煙の可能性がある掲示義務喫煙可能部分(喫煙専用室、分煙)への、客・従業員共に、未成年者の立ち入りはできない(禁煙にしないと学生アルバイトは働けない)。
条例での上乗せ基準に注意が必要なので、以下に表を提示:
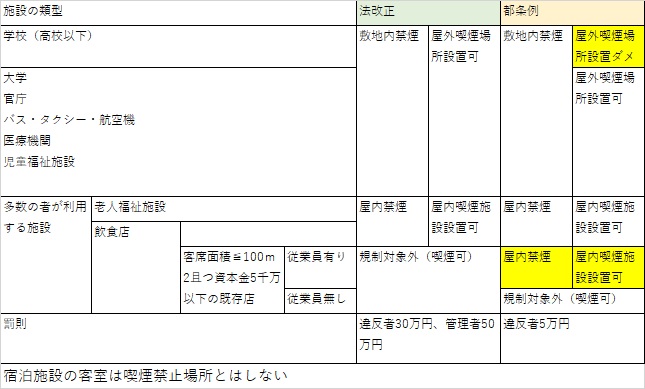
中小零細飲食店の存立・就労者確保、未成年者・治療と職業生活の両立等への特段の配慮の限界など問題が積み残された。
施行期限ありきの拙速な改正であった。義務、罰則による推進の割には、インセンティブは助成金のみで、禁煙モディベーションの脆弱性が否めない。敷地内全面禁煙宣言の病院の玄関脇に多数のタバコの吸い殻を見つめながら、受動喫煙防止の知識が無いと居直ったり、飲食店舗を家族で分割して規模を小さくしたり、アルバイト従業員の年齢をごまかしたり、従業員の届を出さない・個人事業主への委託形式での就労等、法の網をくぐって、「うちの店は喫煙可能」で儲けることは避けてもらいたいし、正直者が損をすることにならないように望みたい。
6.
7.現状での受動喫煙の程度、事業規模別の取組状況(2012年):
2015: 平成27年6月に労働安全衛生法改正「受動喫煙防止対策」が事業者の努力義務となった後の国民健康・栄養調査結果(平成27年11月):
平成19年:65%が平成27年33%に半減(飲食店 41.4%、 遊技場 33.4%、 職場 30.9%)したが、
罰則のない努力義務の限界を示す結果となった。
小規模サービス表(小規模飲食店・ホテル旅館)には反対が強い(背景:1.タバコと売上に関して、神奈川県条例施行後、個人飲食店の40%で売上が減少した、富士経済外食産業マーケティング2011、産経新聞2011/04/22。2.分煙化が浸透してきたが、滞在期間の長い宿泊においては、全館禁煙は厳しい、東京都受動喫煙防止対策に関する検討会意見陳述骨子、東京都ホテル旅館生活衛生同業組合理事長齋藤源久、2014/12/10。)(日本たばこ産業, 第2回受動喫煙防止対策検討会、東京都受動喫煙防止対策検討会、東京都福祉保健局、2016)、
2007: 平成19年 全面禁煙18%+空間分煙28%=受動喫煙防止事業所46%(労働者健康状況調査)、
2015: 平成27年 47% 23% 69%(労働安全衛生調査)、
取組みが進んでいる:教育81%、医療80%、
進んでいない:砕石51%、娯楽57%、製造59%、建設62%、宿泊・飲食71%、
2019/10/16: 企業: 全面禁煙 22.1%、完全分煙 50%、(帝国データバンク)。
8.受動喫煙防止法改正による収益への影響予測(2018):
2006: 屋内禁煙禁止法施行後のホテル、レストラン、パブ等365店舗アンケート調査:
|
飲料販売 |
食事販売 |
| 売上増 |
12% |
18% |
| 売上減 |
49% |
21% |
| 変化無し |
39% |
61% |
(2006/07 酒類免許業界調査報告、英国スコットランド酒類免許業協会(第2回東京都受動喫煙防止対策検討会資料、日本たばこ産業、2014年12月10日))
2012: 分煙対策と営業へ影響:
|
売上増 |
売上減 |
どちらともいえない |
| 完全禁煙 |
14% |
24% |
57% |
| 完全分煙 |
15% |
18% |
67% |
| 不完全分煙 |
1% |
10% |
81% |
(平成24年度生衛振興推進事業、本格的な分煙時代に対応した店作り、分煙対策推進事業、調査研究報告書、全国飲食業生活衛生同業組合連合会)
2019/10/16: 企業: 全面禁煙 22.1%、完全分煙 50%、
受動喫煙防止法改正による全面禁煙の業績への影響:
影響無し 69%、
プラスの影響 8%: 教育23%、服飾15%、、
マイナスの影響 8%: 飲食店48%、娯楽35%、旅館ホテル23%、
不明 15%、
(特別企画:企業における喫煙に関する意識調査、帝国データバンク)。
9.喫煙室設置にかかる 助成:
平成30年度版、
受動喫煙防止対策助成金の手引き(2017年4月1日初版、基安労発0401第2号、2017年4月1日、厚労省労働基準局安全衛生部労働衛生課長)、
助成金実績(5.9億円/560件/全国、厚労省、2015年度)、
助成(2011/10~)、
受動喫煙対策助成金(2014年平成26年版、申請、書類作成、様式、年度別交付件数、福井労働局、)
助成金(厚労省、2018年度)、(全体として広く浅く財政的支援とり、ショックの強い飲食店に手厚くした:平成30年度)、
参考:コスト参考、
屋内喫煙室:
喫煙室設置費用 50万円/m2(JT)、
ビジュアルを重視して透明エレベーターに付属して設置することもありうる、
パーテーション+分煙機、分煙機・分煙テーブル、分煙機・スモークテーブル、
脱臭器:ポータブルオゾン脱臭器、 屋内禁煙+建屋外喫煙所:
ランニングコスト(冷暖房、換気)、
建屋内禁煙+屋上・屋外喫煙所(安価):事業所敷地隣接への配慮が必要、
屋外用仮設ハウス(モノタロウ)+局所排気装置10万円(+冷暖房装置)+設置手数料、
屋外カーポート屋根、屋外喫煙所プレート、吸殻入れ、
屋外張り出し飲食店舗として逆手に取る変法もありうる、
10.受動喫煙の防止対策:
対策の進捗とゴール:
空間分煙→就業時間内禁煙(喫煙時間帯短縮)・目標値を決めて禁煙PR・禁煙支援(禁煙治療援助金)→喫煙所削減→敷地内全面禁煙。
意識改革:
多摩立川保健所ホームページ、
東京都保健福祉局健康ステーション、
受動喫煙講習会・新潟県労コン主催(2014/11/19、配布資料 a, b)、漏出煙の防止を目的とした喫煙室の設計(2014/11/27)、日本たばこ産業:ホームページ、配布資料:分煙パンフレット、
職場の喫煙対策事例(中災防安全衛生情報センター)、
意識向上:喫煙者だけでなく、非喫煙者の意見も取り入れる、
手技:
禁煙・分煙宣言施設の取り組み(新潟県、2018) 健康づくり支援店の指定(長岡市、2018)
店頭表示(JT)
全面禁煙: 全施設禁煙
「全面禁煙」宣言はコストがかからず簡単であるが、駐車場内自家用車内喫煙や隠れ喫煙の吸い殻のポイ捨ては出火の危険性がある。意識改革の了解が得られない状況での、全面禁煙は無理である。有効な喫煙室の設定は難しく、初期投資もランニングコストもバカにならない。「タバコを吸うなら屋外で吸え」は安上がりではあるが・・・
空間分煙: 一定の場所のみでの喫煙を認める、
新・職場における喫煙対策のためのガイドライン」(平成15年5月9日付け基発第0509001号):喫煙は喫煙室に限定
喫煙室の設置を原則として、
1.喫煙室の設置:非喫煙場所にタバコの煙が漏れないこと、
簡単な衝立仕切りのみでは煙が天井部分で拡散するので無効(不完全分煙)。
2.喫煙室の空気を直接屋外に排出する:空気清浄装置はガス状成分を除去できないという問題点があるので、タバコの煙が拡散する前に吸引して屋外に排出する方式の推奨。やむを得ない装置として、空気清浄装置を設置する場合は喫煙室の換気に注意する。
3.喫煙室の要件: 測定・遵守基準値・排気装置要求能力計算式、
①喫煙区域の守るべき空気環境基準:
参照: 事務所衛生基準規則、建築基準法行令20条の2必要換気量(三菱電機)、
産業医研修会第35講(2021/06/03、17) 受動喫煙防止、「測定」
改正健康増進法: まとめパンフレット、 労コンPP 、飲食店等概要、
JT 動画で学ぶ「分煙の基礎」、
小雑誌: 分煙コンサルティング、活動のご紹介、JT、
分煙環境要件:分煙効果判定基準策定検討会報告書(厚労省、2002/06):
気流0.2m/sec, CO2 10ppm, 粉塵 0.15mg/m3
屋内: 脱煙機能付き喫煙ブース、機能検査、価格、
分煙機:トルネックス・カウンター30m3/min (100万円)、プラズマ集塵脱臭装置(150万円)、
自作喫煙室、機能検査 *
屋外: 脱煙機能付き喫煙ブース、機能検査、価格
自作喫煙室、機能検査 (粉塵 ≦BGx1.2)*
参照: *基準値: 基安労発0513第1号令和2年5月13日、
粉じん濃度≦0.15mg/m3、
一酸化炭素≦10ppm、
喫煙室内から非喫煙場所へのタバコの煙の流出を防止する為に、その境界部での要件として、境界部で気流0.2 m/s≦ (仕切りを全開、2014年度版、局排設置と同様にメーキャップ空気を取り込む為に仕切りは開放が望ましい)、喫煙室と労働エリアの境界に前室等の距離を置くことも一案である。
②上記空気環境基準を順守する為の局所排気装置の換気量を求める計算式:
(屋外喫煙所)、喫煙室、換気措置の空気環境の基準に基づく換気設計計算式:
n(喫煙室で喫煙するタバコの本数/時間)
=Q(換気量、m3/時間)x0.15(粉じん基準値、mg/m3)/10(タバコ1本あたりの発塵量、mg/本)
=0.015xQ、
同時に喫煙可能な喫煙者数=n/12 (タバコ1本/5分/人として)、
S(喫煙室床面積m2/人)
=立位 x1.2、 座位 x1.8
Q(換気量、m3/時)
=3600(秒/時)xk(安全率、1.3)x0.2(基準風速m/秒)xS'(入り口面積、m2)
=720xkxS'
Q'(飲食業の換気量、m3/時)
=70.3xn(席数)
タバコ1本/5分/人として、
70.3=130(タバコ1本当りの換気必要量、m3/本)x1.24(平均タバコ本数、本/時)x0.218(喫煙者割合)x2(安全率)、
130=19.5(ハイライト1本当りの発塵量、mg/本)/0.15(粉じん基準値、mg/m3)、
1.24=19.8(一日喫煙タバコ総本数、本/日)/16(起床時間、時)、
効果、格付け、分煙要件(新潟県)、必要換気量、漏出煙低減、分煙効果の確認方法(記録用紙、日本カノマックス、厚労省、神奈川県)、問題点:喫煙室で囲っても漏煙がある・ランニングコストが掛かる、受動喫煙説明会会場風景(1, 2, 3; 作業環境測定器を手にとっていただきながら喫煙室の環境要件を理解していただきました。有害業務の作業環境測定への応用を強調しました;厚労省委託、アミューズメント佐渡、衛生管理者研修会、2014/09/10),
一工夫: 吸気口から天井の排気口へ一方向層流になるようなレイアウト、出入り口はクランク、カーテン・ブラインド・ロールカーテン・垂れ壁・袖壁、扉は引き戸・エアーカーテン、空調吹き出し口の出入り口向き下降気流側を目張り、脱臭機、ヤニ付着汚染を除去しやすい内装材。
配慮: 喫煙室が作業場より遠隔にならないように、喫煙者が利用できるようにしないと、事業所の隠れた場所が吸い殻だらけとなる。喫煙の助長の非難となるが、美観だけでなく、火災の原因となる。
ヤニ臭: 窓開放、清掃、洗濯、床壁清拭、消臭剤、空気清浄装置設置、オゾン発生器(オゾン脱臭機、オゾンによる悪臭の脱水素(酸化)作用、閉鎖小空間10分程度、夜間タイマー使用によるオゾン発生・余剰吸収、、DIT)。最近の空気清浄機では、粉塵の除去のみでなく、タバコの(発癌、アレルギー、タバコ臭の原因である)ガス状成分も除去できる。
厚労省化学物質室内濃度指針値: タバコ煙:ホルムアルデヒド(0.08ppm、100μg/m3)、アセトアルデキド(0.03ppm、48μg/m3)
(参照: ppm換算式: 20℃でppm=mg/m3x24.1/分子量)、
参照: 濃度mg/m3→ppm換算:
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、nモル濃度の時に、容積1m3中の対象ガスの容積Vは1m3x(ppmx10exp(-6)であることより、以下の換算式が求められる:
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
参照: 濃度mg/m3→ppm換算:
1気圧、Vリットル、R=0.082で、
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、1気圧x22.4L=モルx0.082x(温度+273):
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
事例: 1気圧、25℃、ベンゼン(M=78)、95mg/m3 (95g/10^-6 L)の時、R=0.082として
V(L) =nRT=(95x10^-6/78)x0.082x(273+25)/1
=(95/78) x24.4 x10^-6
= 29.8 x10^-6 (L)
= 29.8 ppm
事例: 1気圧1013HPa, 101300Pa、25℃、ベンゼン(M=78)、95mg/m3 (95/10^-6 kg/m3)の時、R=8.31として、
V(m^3)=(95x10^-6/78x10^-3)x(8.31x298/101300)
=(95/78)x2.44x10^-5
=29.8x10^-6
=29.8 ppm
ppm→mg/m3変換
mg/m3=(1xMxxppm)/{0.082x(273+t)}
mg/m3=(101300xMx10^-3xppm)/{8.31x(273+t)}
問題点:中田ゆり.日本で用いられている環境内指標の問題点より、
1.日本のガイドラインにおいては、作業所内での非喫煙場所と喫煙室内の環境基準が同一であること。
2.日本のガイドラインにおいては、環境評価基準値がゆるく設定されていること:
日本の粉じん許容濃度=150μg/m3は、US EPA Air Quality Indexではイエロー~レッドカードであること。
粉じん粒子径PM10は評価されているが、PM2.5が評価されていないこと。
一酸化炭素許容基準10ppmはRepace ロゼッタストーン粉じん濃度変換方程式換算で2500μg/m3となり、
上記粉じん許容濃度の17倍となり矛盾する。
よって、煙モウモウの喫煙職場からの改善は評価できるが、非喫煙場所においても劣悪な喫煙室環境基準の喫煙室と同様の受動喫煙状況であり、「日暮れて道遠し」の現状である。
参照:
1. 新「職場における喫煙対策のためのガイドライン」に基づく職場の分煙対策、職場の喫煙対策事例、空間分煙、安全情報衛生センター、
2. 受動喫煙防止のサービス業における負の経済効果:過剰な心配であろうとの結論(国際がん研究機関IARCがん予防ハンドブック第13巻「屋内施設の全面禁煙化の評価」)、
3. パンフレット:喫煙対策、空間分煙、全面禁煙、受動喫煙防止対策:職場づくりパンフレット1、2、3、受動喫煙、パンフレット、支援、(厚労省、2014/04/25、2018)
4. 特集.職場における受動喫煙の実際、産業保健21、2009;58:、
5. 受動喫煙防止対策支援 厚労省2013、
6. 職場におけるたばこ対策ハンドブック(神戸市)、
7. 健康・体力づくり事業財団、
8. 喫煙は中国大気汚染PM2.5、資料・ビデオ(産業医大大和浩)、
9. 第2回受動喫煙防止対策検討会、東京都受動喫煙防止対策検討会、東京都福祉保健局、2016。
10. 喫煙(東京都福祉保健局)、
15.リコーグループ喫煙対策について、ランチョンセミナー、2015;就業中全面禁煙までの道、
20. 受動喫煙対策説明会 2018年度、配布資料a、b、
30.受動喫煙防止対策ガイドライン、厚労省、2019,
35.健康増進法の一部を改正する法律(平成30年法律第78号)概要、図示、厚労省、2019.
受動喫煙対策、一覧、厚労省、2019,
40. 「分煙コンサルティング、活動のご紹介」、JT、2019,この小冊子は例年受動喫煙防止対策説明会で補助資料として参加者に配布し好評です。特に、今年度配布予定版には法令遵守事項が具体的に図示されており理解しやすくなっています。
45. 健康増進法の一部を改正する法律(平成30年法律第78号)概要、2020年4月までの工程表、
50.動画「タバコを吸う人も吸わない人もマナーからルールへ」厚労省、Youtube動画配信、2019,
60.標識一覧表、ポスター、2020年4月1日実施に向けて、一般向け、店舗事業者向け、2019,
65.標識、標識、表示、
70.パンフレット、一般向け(中学生用)、厚労省、2019,
75. 受動喫煙防止対策、説明会、配布テキスト、厚労省、日本労働安全衛生コンサルタント会編集、2019、
80.事業者への助成金、税制支援、2019,厚労省パンフ令和元年版、
助成金、厚労省、2022,
90. 医療機関における警告文書「当院における禁煙対策について(再確認)」2019/10/21.
|
|
快適職場作り事例、禁煙指導
(健康増進法、第5章、第2節、第25条、受動喫煙の防止、平成15年5月1日施行)、
教育用:
喫煙対策ツールダウンロード、職場の喫煙対策、レッツトライ、社内禁煙(産業医大大和)、
|
最初に、医師会のマスコット白熊の歌う15秒間の禁煙の唄「禁煙キャンペーンテレビCM(日本医師会ホームページ)」を高速配信で聞いてあげてください。
1.意義・動機:
癌になりやすい(癌全体1.7倍、口腔癌3倍、喉頭癌33倍、肺癌5倍、食道癌2倍)。喫煙開始年令が低いほど癌になりやすい。ご主人がタバコを吸うと脇にいる奥さんは受動喫煙で心筋梗塞は1.3倍、肺癌は1.2倍に増加する。年間の社会的損失は7兆円。禁煙効果として、禁煙5年後の肺癌の危険度は喫煙時の50%に減少し、10年後にはタバコを吸わない人並みに減少する。
2.調査:
まず、皆さんで、数分で自己判定のできる簡単なスクリーニングテスト「ニコチン依存度テスト」(http://www5d.biglobe.ne.jp/~asiakaze/nosmoke/nico.html)をやってみてはいかがですか?
3.方法:段階的、
まずは、職場で、事業主はじめ職制のトップがトップダウンで禁煙を決定することが重要です。これだけはボトムアップは無理です。
禁煙指導をしている長岡赤十字病院三上理先生によれば、「喫煙とは再発しやすいが、繰り返し治療することにより完治しうる慢性病だ」そうです。禁煙後の再度の喫煙誘惑は、”3・3・3の危機”3日目(ニコチン離脱に耐えられない)、3週間目(周囲からの誘い、体重増加の懸念)、3月目(飲酒席、油断)だそうで、油断は禁物です。
職場での禁煙ガイドライン、禁煙指導。
20.禁煙:
禁煙支援マニュアル、厚労省、
禁煙推進学術ネットワーク、タバコ対策ハンドブック(神戸市、2012)、
すぐ禁煙(ファイザー)、
タバコ対策ハンドブック(神戸市、2012):
たばこ対策ハンドブック(神戸市、2012)、
23.禁煙外来:
禁煙支援マニュアル、厚労省、
病院の禁煙外来へ(初診料2500円、指導料1回1000円、ニコチン代替薬2万円以上、〆て3~5万円)。少々高いとお思いですか?タバコは年間経費10万円ですよ!
まんが「禁煙外来で禁煙はじめます!」、
ニコチン依存症のスクリーニングテスト(TDS, Tabacco Dependence Screener)、
ニコチン依存度簡易判定(朝起きてから何分位でタバコを吸いたくなるか?5分:重症、1時間:中等症、それ以上:軽症)
呼気一酸化炭素濃度測定、
25.禁煙治療:
禁煙補助薬: 依存性を問診でスクリーニング、その後、高度依存は医療機関で#25-1、軽度依存・医療機関以外での治療希望には#25-2で対応治療する方針:
喫煙費用: セブンスター1箱510円x1日1箱x1年=19万円/年間!
25-1.非ニコチン:
飲む(バレニクリン(チャンピックス、ファイザー社)、130円/0.5mg/T, 237円/1mg/T,
0.5mg/Tx1T/日x1-3日目 + 0.5mg/Tx2T/日x4-7日目 + 1mg/Tx2T/日x8日目~12週目、
作用機序:ヒト大脳皮質α4β2ニコチン受容体結合による刺激作用、喫煙による満足感が得らえなくなるので喫煙欲求が抑制される、
保険適用3割負担で13000円/12W)、
25-2.ニコチン:
貼る(ニコチンパッチ(ニコチネルTTS、ノバルティス社)、貼付剤 10, 20, 30cm2/枚(17.5mg/10cm2)、353-399円/枚、
30cm2/枚x1枚/日x4週間+20cm2/枚x1枚/日x2週間+10cm2/枚x1枚/日x2週間、
作業機序:ニコチン補充、喫煙満足をパッチで代用しつつ減量する、
保険適用3割負担で22960円/8W)、
25-2’.ニコチン:
噛む(ニコチンガム(ニコレット、ファイザー、ジョンソンーアンドージョンソン社)、
30分以上かけて噛む、
4-12T/日x3月、≦24T/日、2mg/T, 市販・保険適応外、60円/T)、
薬局購入、
2ケ月減量分で4万3000円
26.禁煙チャレンジ、職場でのサポート:
禁煙講演、禁煙宣言、禁煙外来治療費の補助、禁煙報奨金、3次喫煙対策としての社用車内クリーニング、再喫煙防止のフォロー、
禁煙を就業時間限定禁煙とする弾力性も残す、
30.電子タバコ、加熱式タバコ: 電子タバコと加熱式タバコの違い、
| 種類 |
無煙たばこ
かぎたばこ |
電子タバコ |
加熱式たばこ |
| 使用法 |
口腔内に含む |
ニコチンを含むまたは含まない溶液をエアロゾル化させ吸入 |
タバコの葉を燃焼させず300℃に加熱する |
| 商品 |
スヌース、ステックス(ゼロスタイル) |
アイコス(PMI)、グロー(BAT)、プルーム・テック(JT) |
アイコス、グロー、ブルーム・テック |
| 発癌 |
口腔癌、食道癌、膵癌 |
一般にニコチンを含まない、
並行輸入品にニコチン含有有り、
ホルムアルデヒドなど有害化学物質発生:発癌 |
ニコチン、有害物質は50-84%に低減、燃焼しないので一酸化炭素とタールは発生しない |
| 認可 |
スエーデン、日本 |
|
一般に紙巻タバコ同様の規制対象、規制対象外(英国、ロシア、ドイツ)、 |
| 年間コスト |
|
3万円 |
17万円 |
| 禁煙成功 |
|
禁煙外来の有効性に対して失敗となりやすい |
|
|
(稲葉洋平他.非燃焼・電気加熱式たばこから発生する化学物質の分析.日本公衆衛生雑誌 2016;63:433.)。
日本では、2019年健康増進法改正受動喫煙防止対策において、紙巻きたばこが黒として制限強化された割には、加熱式たばこは暫定灰色として看過された。が、以下の問題点が指摘されている:1.禁煙に結びつかない、2.紙巻きたばこによる健康障害の有害性低減品とは言えない、3.紙巻きたばことの併用使用の障害、4.青少年の喫煙習慣への増加に加担する可能性。
参照:
1. パンフレット:喫煙対策、空間分煙、全面禁煙、
2. 禁煙外来で禁煙始めます!まんが、ファイザー、
3. 良い禁煙、グラクソ・スミスクライン・コンシューマー・ヘルスケア・ジャパン、
4. 健康・体力づくり事業財団、
5.リコーグループ喫煙対策について、ランチョンセミナー、2015;就業中全面禁煙までの道、
10. 職場における受動喫煙防止対策について、厚労省、2018、
|
|
健康づくり |
事業場における健康づくり事例
メンタルヘルス
過重労働
Total Health Promotion Plan (THP、労働省、1988年(昭和63年))
1.健康づくり計画:生活習慣改善と職場の活性化を目的として、
2.健康測定
3.指導
全員: 運動指導
ウオーキング:履き馴れた靴で、90m/分x60分/日。
体操:心とからだのコミュニケーション、ストレッチ体操、
保健指導
一部: メンタルヘルスケア
栄養指導
参照: THPパンフレット、厚労省・中災防、2008.03.
過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)
|
|
労働安全衛生コンサルタント試験対策(労働安全コンサルタント及び労働衛生コンサルタント規則、第1章、試験、1~15条) |
受験資格については、財団法人 安全衛生技術試験協会を参照してください。特に、免除科目を確認してください。受験対策については、日本労働安全衛生コンサルタント会ホ-ムペ-ジ(1.コンサルタント試験:受験準備用図書、2.講習会・研修会のご案内:口述試験受験準備講習会)にアクセスし会主催の講習会・研修会を受講し、会編集の受験対策の「試験合格への手引き」を参考にして「標準試験問題集」を勉強する。医師の場合は医師会に連絡して講習会と研修会を受講する。二次試験では前もって口述試験質問票の解答を準備して指定された面接時間の1時間前に入場し清書する(平成17年頃より試験官が参照する為の質問票の当日記入提出は無くなったようですが、口頭試問の最初に、動機と興味と最近の事例に関する質問は変わらないようです)。別室での口頭試問では、試験官3人を自身の開業後の相談者とみなしながら、自信を持って簡潔に返答する。日常業務の経験が問われるので、安直な暗記のみでは合格しません。常日頃、産業保健推進センタ-に足を運び、作業環境測定器を借り出して測定したり、「産業保健21」や「さんぽにいがた」などの情報誌(労働者健康福祉機構発行で、後者は各都道府県で名前が異なる。産保センタ-に日参したので副所長さんから配布していただくようになりました。)の事例を共有して自分自身での解決策を提示する訓練をしたり、「中災防ホ-ムペ-ジ」、産業保健マニュアル(和田攻著、南山堂)、産業医の職務Q&A(厚生労働省労働衛生課監修、産業医学振興財団発行)、産業医の手引き(社団法人新潟県医師会産業保健委員会小委員会編集、考古堂)などの参考書を参照することが重要でした。私は2年前の50歳に受験を決意し、産業医の講習会をペ-スメ-カ-にして労コンと作業環境測定士試験の勉強を同時平行で集中的にやりました。記憶力の低下した壮年期受験生は、短期間にまとめてやる方が忘れにくいようです。
平成16年度労働安全衛生コンサルタント試験最終合格者数(平成16年度合格者率,){参考平成15年度合格者率}は、安全コンサルタント244名(25.9%){16.7%}、衛生コンサルタント130名(26.9%(内口述試験41.9%)){24.9%(内口述試験38.6%)}でした。
厚生労働大臣の合格証の発行後、自宅開業形式で厚生労働大臣指定登録機関(社)日本労働安全衛生コンサルタント会に入会・登録し、勤務または個人開業する。他のサービス業同様に、免許取得即営業自活には結びつかない。また、他のコンサルタント業同様に、免許取得後も、登録時研修に始まり、生涯研修制度が半義務化されている。そして、研修者へのご褒美として、称号付与により、差別化されている:
称号:1.CSP労働安全コンサルタント (Certified Safety Professional Consultant)、2.COH労働衛生コンサルタント
(Certified Occupational Health Consultant)、3.CIH労働衛生コンサルタント (Certified
Industrial Hygiene Consultant)。
参照:
橋本英治さんよりの資料:平成21年度労働衛生コンサルタント口述試験内容。
私からは、ペースメーカーとして、毎日、安全衛生情報センターのアップデートをチェックすることから始めるので推奨されます。
。 |
| |
作業環境測定 |
(公)日本作業環境測定協会 Japan Associaion for Working Environment Meassurement, JAWE、
作業環境測定士研修・登録、
作業環境測定、作業環境評価、管理濃度、関連法令、
、 |
|
作業環境測定士試験対策
(作業環境測定法施行規則、
第2章、第1節、第2款作業環境測定士試験、第3款講習、14~43条) |
作業環境測定とは(安衛法2条):作業環境の実態をは握するため空気環境その他の作業環境について行うデザイン、サンプリング及び分析(解析を含む。)。
作業環境測定士とは(作業環境測定法2条):第1種作業環境測定士及び第2種作業環境測定士」で:
(1)第1種作業環境測定士については、登録の区分として、以下の5種類の区分があり、それぞれの登録を受けた区分毎に作業環境測定の業務の全部が行える:
①作業環境測定法施行規則別表第1号(鉱物性粉じん)
②作業環境測定法施行規則別表第2号(放射性物質)
③作業環境測定法施行規則別表第3号(特定化学物質等)
④作業環境測定法施行規則別表第4号(金属類)
⑤作業環境測定法施行規則別表第5号(有機溶剤)
(2)第2種作業環境測定士については、作業環境測定の業務のうち、デザイン、サンプリング及び簡易測定器を用いた分析(解析を含む。)が行える。
受験資格については、財団法人 安全衛生技術試験協会を参照してください。特に、免除科目を確認してください。受験対策については日本作業環境測定協会ホ-ムペ-ジを参照してください。
試験は第2種と第1種(第1号より第5号までの5種類)の合計6項目に分けられ、それぞれに、筆記試験に合格した後に登録講習を受講し、その登録講習最後の実技と筆記両方の終了試験に合格する必要があります。とにかく、お金と時間のかかるシステムです。
試験は、日測協の「作業環境測定士試験問題と解説(国家試験に出題された問題を解説!)」と「労働衛生管理とデザイン・サンプリングの実務」と「分析概論」で勉強しました。
登録講習については、日本作業環境測定協会ホ-ムペ-ジの講習カレンダ-予約状況は半年前から確認すること!第2種の講習予約は早目に予約することが必須です。第1種の号によっては予約が満杯で半年後の登録講習しかないこともあります。同協会出版の「労働衛生管理とデザイン・サンプリングの実務」と「分析概論」と統計用電卓は3種の神器です。綴じはとても壊れやすく、セロテ-プで補綴しながら読み続けました。日測協での登録講習では、所長の須藤女史と教官の寺山さんには大変お世話になりました。受講生は年齢もさまざまで、自分の子供のような同じ実習チ-ムの受講生にいろいろ質問をして、納得できないままでのレポ-ト提出だけはしませんでした。そのお蔭か講習最後の終了試験は1回でパスできました。
平成15年度作業環境測定士筆記試験合格者(合格率)は、第1種640人(59.9%)、第2種518人(35.2%)でした。
|
|
作業環境測定を行うべき作業場、
法的根拠一覧(法22,
23, 65条、排気装置基準等の規則:有機則16, 17条、鉛則27, 30条、特化則7条、 事務所則5条、粉じん則11条))、
(安衛令21条)、 (作業環境測定法施行規則別表)、
(安衛法65条1項)、(作業環境測定法2条)、(作業環境測定法施行令1条)、
サクッと環境測定とは、
まず、
日測協:ホームページへ、
、 |
作業環境測定の流れ、有機溶剤対象物質、特定化学物質・粉じん対象物質、放射性物質、
検知管法、測定方法の選択の優先順位一覧、、、
指定作業場:安衛法に基づき、有害作業場所について作業環境測定を行う必要があるが、このうち作業環境測定士により行う必要のある作業場所。 、
一覧表
● 印の測定実施作業場では、その測定を作業環境測定士又は作業環境測定機関に行わせなければならない。 |
|
|
、
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定、評価、対策、
サクッと環境測定とは、
講習会内容:愛知県病理細胞研究班例会;環境測定結果の評価方法について、測定値の計算処理know how、豊川市民病院、ファルマ社、2013、パワーポイント版、
まず、
日測協:ホームページへ、
作業環境測定結果の見方、
作業環境測定と評価、
作業環境測定とは、流れ、解説、
第2種作業環境測定士登録講習
曝露限界(許容濃度):日本産業衛生学会、Threshold Limit Value (TLV): American Conference of
Governmental Industrial Hygienists (ACGIH))、
PEL,
許容濃度等の勧告:
(2010年度)
(2011年度)
(2014年度)
(2015年度)、
(2016年度)、
(2018年度)
(2023年度)、
(許容濃度、抑制濃度、管理濃度)
産業衛生学雑誌、
管理濃度(安衛法65条の2、労働省告示作業環境評価基準、2005/4/1)、管理濃度(2007)、
日測協、
管理濃度・許容濃度・抑制濃度とは(,2)、
個人ばく露測定(リスクアセスメントを参照)、
個人曝露測定のガイドライン(平成27年版)(日本産業衛生学会)(第3回専門家検討会、概要、厚労省、2018)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
|
(1)作業環境測定基準:デザインとサンプリング、
作業環境測定方法:機器の技術解説、
作業環境測定特例許可: 第1管理区分2年以上継続した場合、特例許可申請し監督所長の許可後の要件で、粉じん測定においては併行測定無しに相対濃度計による簡易測定、有機溶剤・特化物測定においては1箇所以上の併行測定を伴う検知管測定が許可される。
作業環境評価基準
作業環境測定とは(日測協)、
作業環境測定特定許可:検知管方式等の簡易式測定の許可(作業環境測定基準、基発:平成2年、平成26年):適用:1.申請前2年間の作業環境評価が第1管理区分であること、2.特別有機溶剤に関しては混合有機溶剤中の最大重量濃度特別有機溶剤が検知管で測定が可能であること(作業環境測定基準第10条第2項掲載物質)。
参照:
混合有機溶剤の場合、多少の混合比が変化した場合に、有機溶剤の有毒性が変化したか否かの評価が必要となる:その場合、各成分の重量比xt値の和を求めて、その合計値が3倍以内であれば同一の有害性と評価する。すなわち、
1.F成分指数=Σ(各重量%Xtの値) (t値=作業時温度での蒸気圧/管理濃度)を求める、
| 混合有機溶剤成分 |
重量% |
% |
t |
合計 |
→ |
成分 |
j重量% |
% |
t |
合計 |
| トルエン40-50% |
45 |
50 |
3 |
150 |
|
40-50% |
45 |
45 |
3 |
135 |
| キシレン20-30% |
25 |
28 |
1 |
28 |
|
10-20% |
15 |
15 |
1 |
15 |
| 酢酸メチル10-20% |
15 |
17 |
10 |
170 |
|
20-30% |
25 |
25 |
10 |
250 |
| ノルマルヘキサン0-10% |
5 |
6 |
30 |
180 |
|
10-20% |
15 |
15 |
30 |
450 |
| 合計 |
90 |
100 |
|
528 |
|
|
100 |
100 |
|
850 |
|
成分指数F: 左:528、右:850、
2. 成分指数比を求める、
成分指数比=F最大値/F最小値=850/528=1.6
3. 判定、
1.6≦3、3以下なので、その有害性は変化が無い=有害性に関しては同一の成分であると判定する。
すなわち、多少の成分変化のある混合性有機溶剤であっても、前回の測定値への影響は無いと判断される(前回値を今回値と同等に扱っても良い)。
A測定:作業環境評価の基準となる第1評価値と第2評価値の計算、公式、
作業環境評価値計算と管理区分図、、
評価値E1, E2, Mの意味とは:
第一評価値は作業環境の大部分95%が含まれる範囲、
第二評価値は測定値の平均濃度(算術平均値)
(計算式図示)。
EA1, EA2の求め方、手作業の事例集、
作業環境測定値の評価値を求める為の計算処理: EA1, EA2の求め方ソフト:
騒音は通常のEXEL統計処理ですが、その他の有害物では測定値を対数処理してから統計処理する面倒があります。確かめ算も面倒なので、パソコンソフトを使うのが楽ちんです:
(1)1日用最大10測定点の計算式ソフト(測定点数と測定値を入力する、使い易い、多少誤差があるのが愛嬌)、
(2)五十嵐式: 計算式ソフト(1日測定・5〜20測定点から選択、ソフト)(2日測定・5〜20測定点からの選択、ソフト)(お勧め)、、
(3)測定点制限無し、但し、測定点数を入力して一部指示に従って追加作業必要を覚悟していただければ私用の五十嵐の安直な計算ソフト(1日用、2日用)もトライしてください。
参照: 濃度mg/m3→ppm換算:
1気圧、Vリットル、R=0.082で、
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、1気圧x22.4L=モルx0.082x(温度+273):
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
事例: 1気圧、25℃、ベンゼン(M=78)、95mg/m3 (95g/10^-6 L)の時、R=0.082として
V(L) =nRT=(95x10^-6/78)x0.082x(273+25)/1
=(95/78) x24.4 x10^-6
= 29.8 x10^-6 (L)
= 29.8 ppm
事例: 1気圧1013HPa, 101300Pa、25℃、ベンゼン(M=78)、95mg/m3 (95/10^-6 kg/m3)の時、R=8.31として、
V(m^3)=(95x10^-6/78x10^-3)x(8.31x298/101300)
=(95/78)x2.44x10^-5
=29.8x10^-6
=29.8 ppm
ppm→mg/m3変換
mg/m3=(1xMxxppm)/{0.082x(273+t)}
mg/m3=(101300xMx10^-3xppm)/{8.31x(273+t)}
計算における有効数字、有効桁数、丸めに関して:あんちょこ集、
騒音測定に関しては、第Ⅱ管理区分は85dB≦ <90dBである。が、84.5dBは第Ⅰ管理区分であるが、四捨五入すると85dBとなり第Ⅱ管理区分となる。89.5dBは第Ⅱ管理区分であるが、四捨五入すると90dBとなり第Ⅲ管理区分となる。騒音では、切捨てが原則となる。
第1評価値EA1:全ての実測値の対数変換による正規分布みなし図において、高濃度側5%(正規分布z=1.645, 両側検定 10%)の濃度推定値、実測値端数処理は切り捨て処理すること、
第2評価値EA2:算術平均濃度、実測値端数処理は切り上げ処理すること、
実測値端数処理は、作業者の健康障害に配慮して、基準の底上げを意図している。
、
計算式:1日用(連続2作業日測定基準より厳しい判定基準);、作業環境評価値計算と管理区分図、
logEA1=logM1+1.645xlogσ (90%: Z=1.645は対数処理後の幾何学的分布図において高濃度より5%の危険率)
logEA2=logM1+1.151x(logσ)^2 (75%, Z=1.151は算術平均値で、対数処理後の幾何学的分布図において高濃度より15%の危険率部分に相当する)
日間変動:logσ=√(log2σ1+0.084)
判定: 管理区分図:管理区分図( (M/E, σ)による有害物の濃度の偏りを知り、事業所全体への対応か局所対応かを判断する)、作業環境評価値計算と管理区分図、
参照:
1.産業医研修会第31講: (2017/03/02)、職場巡視「作業環境測定結果の作成と見方」、配布資料
(作業環境測定のABC,EA1, EA2の意味、1日測定値の計算方法、M1/Eーσ1図、報告書作成、M1/Eーσ1図の意味、配置図と測定値の分析、巡視結果報告書の作成、
σが大きいと、M値が同一でも、第Ⅰ管理区分が第Ⅱ、第Ⅲ管理区分になり、最悪、1日測定と2日測定では、それぞれ、真値と300%、30%の誤差を生じるとされている。、
化学物質のリスクアセスメント:コントロールバンディングの使い方)、create-simple,
厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
2.第34講 (2020/08/27), 2020/02/19研修会はコロナcovid-19の為中止となり今回研修会に本題延期となりました:
「職場巡視、作業環境測定簡易法の実際」
作業環境測定の総説: 法令・基準、デザイン、サンプリング、評価、是正措置、リスクアセスメント、
、
作業環境評価計算: EA1, EA2の求め方、手作業の事例集、
報告書書式(2008年、平成20年改正版、厚労省労働基準局長、基発0229002号、平成20年2月29日)Word版、評価グラフ、 作業環境測定報告書、書式変更、2020/08/05、ワード版、
作業環境測定基準改正に基づき、今後実地となる、今後実地となる溶接、吹付け有機溶剤、極端に低い管理濃度(0.05mg/m3以下)の有害性の高い特化物を先行導入対象とした個人サンプリングの省令改正、広報(厚労省、2019)、個人サンプリング法による作業環境測定及びその結果の評価に関するガイドラインの策定について(厚労省、基発027第2号、令和2年2月17日)、以後、2020年作業環境測定士養成研修、2021年先行導入、2023年全面導入検討。
、許容濃度、PEL,
注意: 国の基本的な考え方
(1)個人サンプリング法による作業環境測定を実施するか否かについては、事業者の任意の選択に委ねることとしており、個人サンプリング法による測定が可能となる作業については、個人サンプリング法及び従来の方法のいずれによっても問題ないこと。事業者は、当該選択に当たっては、衛生委員会等において労働者の意見も踏まえた上で十分に審議することが望ましいこと。
(2)個人サンプリング法による作業環境測定は、評価基準に基づき測定値を統計的に処理した評価値と測定対象物質の管理濃度とを比較して作業場の管理区分の決定を行うものであり、いわゆる個人ばく露測定には該当しないこと。
作業環境簡易式測定器の取り扱い説明、検知管等の操作実地:
発煙管、
検知管: 1,2,3,4,5,6,7,8,9,10,
ホルマリン測定: 1,2,3,
ガス測定器、携帯型: 1,2,3,4,5,
二酸化炭素測定器
粉塵測定器: 1,2,3,4,
風速計: 1,2,3,4,
騒音計
④ 参照: 濃度mg/m3→ppm換算:
1気圧、Vリットル、R=0.082で、
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、1気圧x22.4L=モルx0.082x(温度+273):
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
事例: 1気圧、25℃、ベンゼン(M=78)、95mg/m3 (95g/10^-6 L)の時、R=0.082として
V(L) =nRT=(95x10^-6/78)x0.082x(273+25)/1
=(95/78) x24.4 x10^-6
= 29.8 x10^-6 (L)
= 29.8 ppm
事例: 1気圧1013HPa, 101300Pa、25℃、ベンゼン(M=78)、95mg/m3 (95/10^-6 kg/m3)の時、R=8.31として、
V(m^3)=(95x10^-6/78x10^-3)x(8.31x298/101300)
=(95/78)x2.44x10^-5
=29.8x10^-6
=29.8 ppm
ppm→mg/m3変換
mg/m3=(1xMxxppm)/{0.082x(273+t)}
mg/m3=(101300xMx10^-3xppm)/{8.31x(273+t)}
注意: ただし、上記≦のごとく、境界値は第2管理区分とすることが定められている。
注意: 測定のバイアスは、空間的バイアスに対してはデザインで5点以上測定し、時間的バイアスに対しては連続2日間測定と1時間以上の測定ということで対応している。が、2日間測定などの場合、基本的に、有意差がないことが条件とされている。故に、対応のある2標本の比較検定(正規性がある場合は対応のあるt検定、正規性が不明または検体数が少数の場合はウイルコクソン符号付j順位和検定)が必要な場合がある。一般には、F検定をする。
判断 、作業環境評価値計算と管理区分図、
報告書様式、モデル様式の改正(2008.02.29.)、管理水準と管理区分(図示、点線:一日用、実線:二日間用)、
作業環境測定結果評価用グラフ(M/E, σ)、
第2管理区分領域は、第1評価値と第2評価値を含む。
非連続性、間欠的作業においては、B測定の方が正しく評価される、
A測定、B測定のいずれか悪い方の評価を採る、
| B測定/A測定 |
第1評価値<管理濃度 |
第2評価値≦管理濃度≦第1評価値 |
管理濃度<第2評価値 |
| B測定値<管理濃度 |
第1管理区分 |
第2管理区分 |
第3管理区分 |
| 管理濃度≦B測定値≦管理濃度x1.5 |
第2管理区分 |
第2管理区分 |
第3管理区分 |
| 管理濃度x1.5<B測定値 |
第3管理区分 |
第3管理区分 |
第3管理区分 |
| A測定区分 |
B測定区分 |
管理区分 |
判断 |
| 1 |
1 |
1 |
環境管理は適切 |
|
2 |
2 |
比較的規模の小さい固定または間歇的発生源対策が十分でない |
|
3 |
3 |
| 2 |
1 |
1 |
頻繁にはおこらない、σが大きい、デザインの誤り |
|
2 |
2 |
管理が不十分な場合にしばしば認められる |
|
3 |
3 |
固定または間歇的発生源対策が十分でない |
| 3 |
1 |
1 |
稀にしか起こらない、デザインの誤り、σが大きい |
|
2 |
2 |
管理が不十分な場合にしばしば認められる |
|
3 |
3 |
管理が行われていないか、適切さを欠く場合がたびたび見られる |
|
措置:管理区分と3管理 (#1270)、
第1管理区分: 適切。現在の管理の継続的維持に務める。
第2管理区分: 改善の余地がある。点検の実施の努力と改善措置の努力義務。
第3管理区分: 不適切。直ちに点検の実施し、改善措置をし、効果確認のための測定及び評価が必須義務。また、応急措置として有効な呼吸用保護具の使用し、健康診断の実施(著しい曝露を受けた場合で、産業医等が必要と認めた場合)。作業環境測定第3管理区分・タンク内作業就業禁止(女性労働基準規則(女性則)2012/10/01改正)。
「三管理区分に区分された場所に係わる有機溶剤等の濃度の測定の方法等」に関する告示:2022年公布・ 2024年4月1日施行、粉塵、有機溶剤、鉛、特化物に関して、第三管理区分が是正されない場合、専門家に相談し、半年ごとの個人ばく露測定と要求防護係数を上回る指定防護係数の呼吸用保護具選択・毎年の装着確認(フィットテスト)すること(厚労省通達、通達)、(5-10年後の粉塵・鉛・特化物・有機溶剤障害規則の廃止・統一の経過措置的意味を持つ)
対策:
作業環境測定:配布資料、報告書様式、報告書記入例、
(2)個人ばく露測定:
本筋、米国式では個人の時間加重平均によるC測定と15分D測定。
日本式は、AB測定に準じた和式CD測定で、A測定は5点測定に換えて和式C測定の個人測定5区分とし、評価は従来の日本式測定点からの管理区分による。
|
対象物質
|
測定法
|
8時間平均化*1
|
サンプル数≦
|
|
特化則
|
95物質
|
AB
|
-
|
5
|
|
一部
|
CD
|
-
|
5
|
|
溶接ヒューム
|
個人曝露
|
-
|
2
|
|
第3管理区分時
|
CD
|
-
|
5
|
|
個人曝露
|
-
|
2
|
|
AB
|
-
|
5
|
|
リスクアセスメント
|
濃度基準値有り
|
個人曝露
|
●
|
2
|
|
個人曝露
|
●
|
任意
|
|
無し
|
個人曝露
|
●
|
任意
|
|
全物質
|
|
個人曝露
|
●
|
任意
|
*1 米国式: 所定労働時間8時間の加重平均(測定値の積算値を8時間で割る)。
和式:曝露値積算を曝露時間で割った値を1点の測定値とする。
リスクアセスメントでは、目安=1日8時間総曝露量の平均値(1日の山脈の平均値)。
参照: 呼吸用保護具の選定の為の要求防護係数(PF:要求防護係数=マスク外部濃度/マスク内部許容濃度)の決定方法:、
|
測定 |
マスク外部濃度 |
マスク内部濃度 |
| 測定値 |
8時間平均化 |
| 溶接ヒューム |
|
個人曝露(国、平均化無し) |
最大値 |
ダメ |
管理濃度 |
| 第3管理区分 |
|
AB, CD、個人曝露(国、平均化無し) |
最大値 |
ダメ |
管理濃度 |
| リスクアセスメント |
濃度基準値有り |
個人曝露(国、平均化無し) |
最大値 |
ダメ(8時間労働時のみ可) |
濃度基準値 |
| 濃度基準値無し |
個人曝露 |
95%上限値>最大値 |
ダメ(8時間労働時のみ可) |
曝露限界値 |
測定値:平均値使用不可、実測値平均値<実測値中の最大値<95%信頼区間上限値、
最大曝露値を無視した平均値、短時間総曝露量を8時間平均化して瞬間的な極大曝露を無視した場合では、マスク内部濃度が規定値を超えた時にはマスクが役に立たないこととなり。上段の1日8時間の総曝露値管理とは異なるので、混同しないように注意のこと。
マスクのリスクアセスメントでは、目安=曝露量の最大ピーク(1日の山脈の最高標高)。
|
|
2020年(令和2年)改定において、、今後実地となる吹付け有機溶剤・有害性が高く極端に低い管理濃度<0.05mg/m3の特化物を先行対象としたサンプリングを個人サンプリングに変更しうるが、評価基準が管理濃度で従来の方法であり、正確な意味では個人ばく露測定ではない 和洋折衷となった。海外での個人ばく露評価と区別して、内外の測定を理解することが重要である。また、日本国内の外資系事業所の本国からの測定要請への対応が望まれる現在、意義がある。
(屋内)作業場での作業環境測定に適用、
ただし、日本の個人ばく露測定は従来のA,B測定に取って代わるものではなく、C,D測定を実施した方がより精度を上げる化学物質等を対象として、衛生委員会同意の上に実施する。
化学物質の個人ばく露測定のガイドラインの概要(平成27年1月、日本産業衛生学会、産業衛生技術部会)、
個人サンプリング法による作業環境測定及びその結果の評価に関するガイドライン、労働基準局安全衛生部化学物質対策課、令和2年2月17日(2020)、
作業環境測定基準等の一部と改正する告示案(2019年11月、(公)日本作業環境測定協会:個人サンプリング、告示2020年1月、適用:2021年4月1日):和式の事業場濃度測定と洋式の作業者濃度測定の折衷案:
作業環境測定基準改正に基づき、今後実地となる、今後実地となる溶接、吹付け有機溶剤、極端に低い管理濃度(0.05mg/m3以下)の有害性の高い特化物を先行導入対象とした個人サンプリングの省令改正、広報(厚労省、2019)、個人サンプリング法による作業環境測定及びその結果の評価に関するガイドラインの策定について(厚労省、基発027第2号、令和2年2月17日)、以後、2020年作業環境測定士養成研修、2021年先行導入、2023年全面導入検討。
注意: 国の基本的な考え方
(1)個人サンプリング法による作業環境測定を実施するか否かについては、事業者の任意の選択に委ねることとしており、個人サンプリング法による測定が可能となる作業については、個人サンプリング法及び従来の方法のいずれによっても問題ないこと。事業者は、当該選択に当たっては、衛生委員会等において労働者の意見も踏まえた上で十分に審議することが望ましいこと。
(2)個人サンプリング法による作業環境測定は、評価基準に基づき測定値を統計的に処理した評価値と測定対象物質の管理濃度とを比較して作業場の管理区分の決定を行うものであり、いわゆる個人ばく露測定には該当しないこと。
許容濃度、PEL,
C測定: 作業者5名の個人サンプリングC測定値を事業場濃度測定A測定値に代用する、5名x2゜-8゜
D測定: 作業者個人サンプリング最大値D値を事業場濃度測定B測定値に代用する、15',
(2)-1.化学物質の個人ばく露測定のガイドライン、産衛誌 2015;57、
(2)-2.個人サンプラーを活用した作業環境管理の為の専門家委員会、第2回検討会に向けた意見、第1回検討会を踏まえた今後の検討のポイントに沿った意見を整理、東京工大、橋本晴男、
参照:平成25年委託事業報告書(中災防)、日本産業衛生学会、個人ばく露測定のガイドライン:参照の産業衛生学会のガイドラインと一緒に読むととても分かりやすいダイジェストです、必見です。
安衛法で作業環境測定(A・B測定)が義務づけ:104物質、
リスクアセスメントの実施は、義務が673物質で、努力義務は約7万物質(GHSで危険・有害生が示されているもの)で、大半が法的管理濃度が無く作業環境測定されていない、
リクアセスメントを実施するに当たって、個人サンプラーを用いた個人ばく露測定が有用、
三段論法で、作業環境測定に個人サンプラーによる測定方法は、作業環境測定とリスクアセスメントを同時に実施できる効率的な手法と言える。
導入進捗予定表:
2019年省令先行導入部(1.旧来の田植え式測定よりも個人ばく露測定が有用と推定される作業: 溶接・吹付塗装などの作業者移動による発散源・作業者間の測定点がとれない作業、2.砒素・ベリリウムなどの高度有害な為に管理濃度が極めて低濃度に設定された作業:田植え式測定では高濃度曝露と評価されやすい、)、
2020年測定士養成研修、
2021年改正省令先行導入施行、
2023年全面施行予定。
個人サンプラーを活用した作業環境管理のための専門家検討会報告書、概要、平成30年11月6日、
個人サンプラーによる作業環境測定の検討状況について、厚労省労働基準局安全衛生部環境改善室長安井省侍郎、令和元年11月14日、
個人サンプリング、厚労省、令和2年2月17日、
日本作業環境測定協会編集、個人曝露濃度の測定、作業環境測定ガイドブック「0」総論編、39-50頁、平成19年、第2版、日本作業環境測定協会、(米国NIOSH概説)、
日本作業環境測定協会編集、作業環境測定のためのデザイン・サンプリングの実務-C・D測定編-、2020年、初版、日本作業環境測定協会、
作業環境測定結果記録表、A, B, C, 基発0805第1号、令和2年8月5日、、作業環境測定結果記録表Word版(厚労省、一覧、表紙、A測定様式、B測定様式、C測定様式、記載要領)、PDF版、
許容濃度、PEL,
注意: 国の基本的な考え方
(1)個人サンプリング法による作業環境測定を実施するか否かについては、事業者の任意の選択に委ねることとしており、個人サンプリング法による測定が可能となる作業については、個人サンプリング法及び従来の方法のいずれによっても問題ないこと。事業者は、当該選択に当たっては、衛生委員会等において労働者の意見も踏まえた上で十分に審議することが望ましいこと。
(2)個人サンプリング法による作業環境測定は、評価基準に基づき測定値を統計的に処理した評価値と測定対象物質の管理濃度とを比較して作業場の管理区分の決定を行うものであり、いわゆる個人ばく露測定には該当しないこと。
(2)-3.個人曝露測定のガイドライン(平成27年版)(日本産業衛生学会)(第3回専門家検討会、概要、厚労省、2018)、
米国では、作業者が移動し、暴露濃度が変動することを前提として、より曝露状況の明確な労働者の鼻口元に限定した測定(個人ばく露測定)での対応が良いとされる。
それに対して、日本的作業環境測定は、安衛法65条に基づくき、単一作業場でのばく露濃度の定常、作業者の作業態様が定常の前提で、作業場全体の空気汚染の把握する。
本筋、米国式では個人の時間加重平均によるC測定。
日本式は、AB測定に準じた和式CD測定で、A測定は5点測定に換えて和式C測定の個人測定5区分とし、評価は従来の日本式測定点からの管理区分による。
米国式個人曝露測定(いわゆる米国式C測定)の場合:8時間平均値!
①米国国立労働安全衛生研究所 National Instituet for Occupational Safety and Health (NIOSH):
法的強制力のない許容曝露限界 NIOSH Recommended Exposure Limit-TWA (NIOSH-REL-TWA), 許容曝露濃度
Permissible Exposure Limit (PEL-TWA),
②米国産業衛生専門家会議、American Conference of Governmetal Industrial Hygienists (ACGIH):ACGIH勧告のTLVs、Threshold
Limit Value、有害物の許容濃度PEL, :
(1)時間荷重平均限界値(TLV-TWA、TLV-Time Weighted Average、1日8時間、1週間40時間の平常作業で有害物質に繰り返し曝露されても、ほとんどすべての作業者に健康障害を招くことがないと考えられる気中濃度の時間荷重平均限界値を示す。
限界値 threshold limit value (TLV)、時間加重平均、time weighted average (TWA))、
測定: 全期間単一サンプル、全期間分割サンプル、部分期間分割サンプル、
評価: 8時間時間加重平均:所定労働時間の加重平均化: 所定労働時間が8時間の事業場において、持続8時間曝露の場合は連続測定による測定値がそのまま評価値となる。10ppm/時間、総量80ppm/8時間ならば10ppm/時間。
4時間曝露+4時間非曝露で、8時間連続測定で5ppm/時間はそのまま評価値とする。日本式と異なり、曝露時間のみ連続4時間測定した場合の測定値10ppm/時間の場合、(10*4+0*4)/8=5ppm/時間、合計40ppm/4時間の場合(40+0)/8=5ppm/時間となる。
8時間曝露が継続していて測定時間が8時間より短かった場合、下の表で8時間の値を推定できる:
Larsen変換式
| 測定時間 |
8時間に補正する計数 |
| 1 |
2 |
| 2 |
1.6 |
| 3 |
1.4 |
| 4 |
1.3 |
| 5 |
1.2 |
| 6 |
1.1 |
| 8 |
1 |
|
求められた曝露値はACGIH-TLV(アメリカConnference of Governmental Industrial Hygfienist-Threshold
Limit Value, アメリカ産業衛生専門家会議-許容限界値)、許容濃度と比較。
和式個人サンプリング法C測定の場合:曝露時の測定値!
①所定労働時間が8時間の事業場において、5名、8時間、曝露で、それぞれの平均値がx1,x2,x3,x4,x5の場合は、そのまま、5点測定として、和式の評価計算式に代入、管理区分評価する。
7時間曝露で1時間非曝露の場合、7時間測定していた場合、測定された平均値をそのまま使う。
8時間連続測定した時、曝露の平均値が21ppm/時の場合、米国式と異なり、(x*7+0*1)/8=21ppm/時間。x=C測定値=24ppm/時間とする。同様に、合計5名(5点)測定する。
所定労働時間が短縮する場合は上記計算式の8時間を短縮時間に変更すること。逆に、時間外労働の場合は8時間+αに変更する。
②所定労働時間が8時間の事業場において、1名、7時間、曝露の場合、5点が最低なので5等分すると7時間/5=80-90分を1区画として(7等分なら1時間を1区画として)、5回(7回)に分けて測定し、5点(7点)を和式評価計算の値とし、管理区分評価する。
いわゆる米国式D測定の場合:
(2)短時間曝露限界値(TLV-STEL:限界値 threshold limit value (TLV)-Short Term Exposure Limit 短時間曝露限界値 、作業中の任意の時間に、60分以上の間隔で、1日4回以内で、15分以下の短時間曝露で、超えてはいけない。15分間以内の曝露の間隔が1時間以上、1日4回以下、しかも毎日の曝露がTLV-TWA以下であれば、作業者に次のような作用を及ぼすことがない気中有害物質の濃度限界値を示す。
STELが未設定時は、便宜上、8時間曝露限界値x3を使用。
ACGIH C値(Ceiling, 天井値):いかなる時でも超えてはならない濃度で、最大許容濃度が決められている。
和式D測定の場合:
評価基準値が異なるだけ。
1)刺 激、2)慢性または不可逆的な組織変化、3)災害負傷の誘発、自救力の傷害、作業能率の低下などを招くような麻酔作用。TLV-STELは、8時間のTWV以下であっても、15分間の平均曝露濃度が労働時間中にそれを越えてはならないと考えるべき限界値である。)、
(3)上限値(TLV-C)の3つの区分がある。
測定:15分/回x3回/日
測定頻度: 通常 2~4回/年、境界値例 4~12回/年
①所見:経皮ー発赤、発癌、
②生物学的曝露指標(BEI)生物学的モニタリング、
NIOSHの提唱する曝露管理の方法:
有害物の作業環境への放出
↓
作業者全員の曝露測定
↓
i. PEL(許容曝露限界)<測定値 → 曝露抑制対策、
ii. AL (アクションレベル:症状がなくても有害物を低減させるよう行動すべき濃度:
例 室内ホルマリン濃度0.1ppm、ターゲットレベル:削減すべき目標値:室内ホルマリン濃度0.05pppm)≦測定値≦PEL → 2回以上測定値<AL確認。
比較表: 管理濃度、許容濃度、TWA, STEL (2017/12/25)、PEL,
化学物質のみでなく、OSHAのように騒音発生機械の騒音にばらつきがあり、工場内を歩き回る作業者の騒音測定に応用する可能性、
(2)’個人ばく露測定は測定値の異なる(標準偏差の大きな)場所を移動する屋外作業において最も有効な作業環境測定手段となる:
個人サンプラー(小西淑人(日測協).屋外作業の作業管理.産業保健21.44;22-5,2006.)、
パッシブサンプラー、個人サンプラー(柴田科学)、
個人ばく露測定(リスクアセスメントを参照):
測定頻度: 1回/年、
測定時間: 10分、
測定部位: 個人曝露測定同様、測定点は鼻口より30cm以内胸元または帽子縁、
試料採取: 拡散式捕集方法(パッシブサンプラー)、ポータブル吸気装置、
対応: 1以上の管理濃度以上の測定値が出た場合、改善措置が求められ、再度測定により改善措置の有効性を確認する
個人曝露測定のガイドライン(平成27年版)(日本産業衛生学会)(第3回専門家検討会、概要、厚労省、2018)、
化学物質のみでなくOSHAのように騒音測定に使用する可能性、
(5)労働者の有害物によるばく露評価、ばく露リスク評価ガイドライン:
機関:
IARC(WHO国際がん研究機関)発癌group分類、
EPA(米国環境保護庁)リスク評価指針1976:IRIS統合リスク情報システム
許容基準: ACGIH(American Conference of Governmental Industrial Hygienists 米国労働衛生専門家会議):
PEL,
TLV (Threshold Limit Values) ACGIHでは労働者が作業環境中で暴露される大気中の化学物質の許容濃度 (TLV)等を設定し、毎年改訂して発表している。TLVは、毎日繰り返しある物質に暴露したときほとんどの労働者に悪影響がみられないと思われる大気中の濃度。
TLV-C, TLV-ceiling, threshold limit values-ceiling, 曝露限界天井値(上限値)、作業中のどの時点においても超えてはならない値。
TLV-STEL, threshold limit values-short term exposure limit, 短時間暴露限界値、15分間の許容値、たとえTWAが許容範囲内であっても、労働者が作業中の任意の時間にこの値を超えて暴露してはならない15分間の時間加重平均値。STELが設定されている場合の暴露は、15分を超えて続いてはならず、また一日4回以内でそれぞれの間に60分以上の間隔がなければならない。短時間に高濃度の物質に暴露したとき毒性影響がみられるような場合等に用いる。
TLV-TWA, threshold limit values-time weighted average, 時間加重平均値、時間荷重平均値1日8時間、週40時間の許容値、日本産業衛生学会TWAh8時間荷重平均許容濃度、米国REL勧告曝露限界recommendable exposure
limit、ドイツMAK最大職場濃度 maximale arbeitsplatz-konzentrationen、類似有害物による評価値、
労働者の健康障害防止に係るリスク評価検討会報告2005
国が行う化学物質等による労働者の健康障害防止に係るリスク評価実施要領2006
手順:
リスク研究:
有害性確認、量・反応性評価、ばく露評価、
リスクレベル、評価値:
VSD(実質安全量 virtual safe dose): 作業環境下で生涯ばく露した場合の過剰な発がん生涯リスク10^-4(+1人/1万人)(一般環境では10^-6、+1人/100万人)、
ユニットリスク: 発がん物質1μg/吸気1m3または/水1Lで、全生涯ばく露時(呼吸量20m3/d、ばく露日数365d/y、生涯75y)の
生涯発がん率、
例.ホルマリン(IARC1、ユニットリスクのリスクレベルRL(10^-4)=8μg/m3, 0.0065ppm)において、
作業時呼吸量10m3/8時間/d,ばく露日数240d/y,就業年数75yの場合、
労働補正後のRL=RL(10^-4)/(10/20 x 240/365 x 45/75)=40μg/m3=0.033ppm、(参照.ホルマリン、管理濃度=0.1ppm)。
許容基準:ACGIH(米国労働衛生専門家会議)TLV-ceiling天井値、日本産業衛生学会TWAh8時間荷重平均許容濃度(二次評価値)、PEL,
有害物曝露作業報告、曝露実態調査、作業環境測定とパッシブガスサンプラーを使った個人ばく露測定、
リスク判定:作業環境測定A測定、個人ばく露測定値と、一次評価値、二次評価値、
リスク対策:3管理
粉じん: サンプラー機器(柴田科学)、
化学物質: パッシブサンプラー、
参考:
作業環境測定のためのデザイン・サンプリングの実務-C・D測定編-.初版. 日本作業環境測定協会.2020, 1650円.
許容濃度、抑制濃度、管理濃度、PEL,
作業環境測定とは(日測協)、
管理濃度(2014年度)(日測協)、安全衛生情報センター法令集、
粉じん:管理濃度、曝露限界(許容濃度):第一種粉じん、第二種粉じん、第三種粉じん、
産業保健マニュアル(和田攻編集、南山堂):作業環境管理のツールとしての、(単一作業場全体の気中管理)管理濃度、(個人曝露限界)許容濃度、(個人曝露影響)BEIs、BEI分布、二次予防としての健診に関しての考え方を参照。それぞれ、時間場所のバイアス、作業量のバイアス、共存物質・曝露経路・代謝・感受性の個人差バイアスがあり、判断が難しいことにも注意が必要であろう。 、
個人ばく露測定に関する委員会:個人ばく露測定の進め方、
「個人曝露測定に関する委員会」が提言する個人曝露測定の進め方、中災防、山田憲一、2014、
第16回産業衛生技術専門研修会、個人曝露測定の作業場での活用について、産業衛生技術部会個人曝露測定委員会の中間報告、橋本晴男、2013、
日本産業衛生学会産業衛生技術部会個人曝露測定に関する委員会、化学物質の個人曝露測定のガイドライン、産衛誌、57巻、2015、
個人曝露測定のガイドライン(平成27年版)(日本産業衛生学会)(第3回専門家検討会、概要、厚労省、2018)、
臼井繁幸、職場の化学物質、よもやま話、(独)労働者健康安全機構愛媛産業保健総合支援センター、
作業環境測定報告書、書式変更、2020/08/05、ワード版、、作業環境測定結果記録表Word版(厚労省、一覧、表紙、A測定様式、B測定様式、C測定様式、記載要領)、PDF版、
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、登録講習(00)登録講習準備講習 |
作業環境測定士、筆記試験合格後の協会主催の登録講習の為の準備講習:
(1)Aコース:第2種登録講習向け:サンプリング、相対濃度計、評価、
(2)Bコース:第1種鉱物性粉じん登録講習向け:質量濃度編関係数、石綿計数、
(3)Cコース:第1種特化、金属、有機溶剤登録講習向け:ガス・クロマトグラフィー、吸光光度法、原子吸光光度法、
(4)Dコース:化学計算のやり方:ppm、
(5)Eコース:講習終了時の確認試験70点合格の為の、:関数電卓の使い方、「関数電卓」の統計機能立ち上げボタンと各測定値の「DATA」ボタン入力、及び、log, exp操作、並びに、幾何平均・幾何標準偏差、作業環境測定評価の計算式の暗記と計算の為の自宅学習が必須です(Eコース紹介中の問題5問が公開されていますので、毎日1問を電卓でやって答え合わせをすること。詳細は協会購入の総論のテキストを参照)。試験で電卓ボタンを震える指で押したり、計算式を忘れてしまうと再試験となります。要注意です。
特典:登録講習時の実技試験免除。
準備講習会への参加は必須ではありません。が、私のような実技に未経験または不慣れな講習者には上記A, B, Cコースは有意義な講習でした。
関数電卓は日常業務には不向きです。より、ボタンキーの押し間違いのないパソコン処理が有効です。
インターネットで:作業環境想定評価計算ソフト:一日測定法、各種計算エクセルファイル、
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、登録講習(0)第2種作業環境測定士登録講習 |
第2種作業環境測定士登録講習:まとめ、実習マニュアル。
EA1, EA2の求め方、手作業の事例集、
④ 参照: 濃度mg/m3→ppm換算:
1気圧、Vリットル、R=0.082で、
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、1気圧x22.4L=モルx0.082x(温度+273):
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
事例: 1気圧、25℃、ベンゼン(M=78)、95mg/m3 (95g/10^-6 L)の時、R=0.082として
V(L) =nRT=(95x10^-6/78)x0.082x(273+25)/1
=(95/78) x24.4 x10^-6
= 29.8 x10^-6 (L)
= 29.8 ppm
事例: 1気圧1013HPa, 101300Pa、25℃、ベンゼン(M=78)、95mg/m3 (95/10^-6 kg/m3)の時、R=8.31として、
V(m^3)=(95x10^-6/78x10^-3)x(8.31x298/101300)
=(95/78)x2.44x10^-5
=29.8x10^-6
=29.8 ppm
ppm→mg/m3変換
mg/m3=(1xMxxppm)/{0.082x(273+t)}
mg/m3=(101300xMx10^-3xppm)/{8.31x(273+t)}
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、第1種作業環境測定士登録講習(1)粉じん、 |
講義、
実習。
危険性、有害性:
粉塵爆発、じん肺、アレルギー、
粉じん作業、特定粉じん作業:粉じん障害防止規則、
粉じん:
分類: 有機、無機、特定(石綿)、
有害分類1: 管理濃度において鉱物//遊離珪酸含有率、
有害性分類2: 日本産業衛生学会許容濃度に準じて:PEL,
吸入性結晶質シリカ(許容濃度0.03mg/m3)、
第一種粉じん(許容濃度mg/m3, 吸入性粉じん0.5,総粉じん2):滑石、ろう石、アルミニウム、アルミナ、珪藻土、硫化鉱、硫化焼鉱、ベントナイト、カオリナイト、活性炭、黒鉛、
第二種粉じん(1,4):遊離珪酸10%未満鉱物性粉じん、酸化鉄、カーボンブラック、石炭、酸化亜鉛、二酸化チタン、ポートランドセメント、大理石、線香材料粉じん、穀粉、木粉、革粉、コルク粉、ベークライト、
第三種粉じん(2,8):石灰石、その他無機・有機粉じん、
有機粉じん:ポリ塩化ビニル、綿じん、プラスチック微粉末、穀物粉、木材粉じん等:
PEL, は、管理濃度と異なり義務ではなく、目標濃度ではあるが、
日本産業衛生学会では、吸入性粉じん、2 mg/m3 総粉じん、8 mg/m3
米国産業衛生専門家会議(ACGIH)では、
肺胞まで到達する吸入性の粉じん 3 mg/m3
気道に沈着する吸引性の粉じん 10 mg/m3
粉じんの粒径:
空気中に浮遊している粒子状物質のうち、捕集の対象となる大きさの粒子は、じん肺等の人体に影響を及ぼすとされる肺胞まで到達する直径10μm以下の粒子(吸入性粉じん)で、対象となる粒子の大きさは10
µm 以下の吸入性粉じんとなり、捕集装置の上流側に10 µm 以上の粒子を通過させない分粒装置を設ける。
ビル管理法では、測定対象の浮遊粉じんの粒径を、おおよそ10 μm以下、労働安全衛生法(作業環境測定基準)では、測定対象の浮遊粉じんの粒径を4
μm 50%の分粒特性を持つ分粒装置で捕集したもの、大気汚染防止法では、大気中の粒子状物質は「降下ばいじん」と「浮遊粉じん」に大別され、更に浮遊粉じんは、粒径10
μm以下の浮遊粒子状物質と、それ以外に区別されています。環境基準が定められているのは、10 μm以下の浮遊粒子状物質。
分粒装置:1.多段式、2.サイクロン式、3.インパクター式、
エアーサンプラー(柴田科学)、PM4カタログ、
クリーンルーム:
粒子測定:
ゴミ・パーティクルの径:可視(100μm<)、不可視(粉塵測定器5-100μm、パーティクルカウンター0.1-5μm)。
| JIS B 9920の清浄度評価方法 |
| 項目 |
逐次サンプリング評価方法 |
| 1.評価対象空間 |
測定点付近の空間を対象とする(清浄度クラス4以上) |
| 2.記載以外のクラス定義 |
原則としてない |
| 3.クラスの表示方法 |
1m3の空気中に含まれる粒径0.1μm以上の微粒子を10のべき乗で表したべき指数で表す(FED-STD-209Eクラス分類、メートル法、英国単位)) |
| 4.評価対象の清浄度クラス |
清浄度クラス1~4 |
| 5.評価方法 |
逐次サンプリング評価を行い、逐次サンプリング評価線図の信頼係数95%以上の適合領域に入れば、測定点は清浄度クラスを満足すると判定する |
| 6.測定点における清浄度クラスを満たす上限値 |
逐次サンプリング線図で適合領域に入った場合は平均的に、上限濃度の約60%以下になる |
| 7.空間における評価 |
全測定点で5の条件が満たされていることが必要である |
| 8.測定器 |
0.1μm以上 : 光散乱式粒子計数器
5μm以上 : 光学顕微鏡 |
| 9.評価のための対象粒子径数 |
1粒径以上で評価する |
| 10.測定点の数 |
クリーンルーム全体空間を評価する場合は、最小6点
原則として、面積3×3mに1点
全測定点数は20~30点を目安とする |
|
対策:
見える化、計測、静電気対策、
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、第1種作業環境測定士登録講習(2)放射性物質、
安衛法による事業者に対する放射線障害防止規制の体系(厚労省電離放射線労働者健康対策室、平成27年9月28日)
放射線障害の防止に関する法令(鹿児島大、福徳康雄)、
電離則(平成27.08.31)、、、 |
放射性物質測定、
安直に:X線に関する一般的な基礎知識(X線の生体に与える影響、X線装置使用時の関係法規・安衛法・電離則、X線検波器(蛍光板))・エックス線作業主任者試験(3頁まとめ)電離則要約(5頁まとめ)、
安全衛生に関しては、電離放射線障害防止規則(電離則アンチョコ)が基本となる。
電離則の理解「労働安全衛生法による事業者に対する放射線障害防止規制の体系」, 厚労省資料、2015年平成27年9月28日、
放射線漏洩線・散乱線線量と、放射性物質、
放射線による健康障害防止に係る法令と現状について(眼の水晶体の被曝限度の見直し等に関する検討会、厚労省、2018/12/21),
作業環境測定:
(1)作業環境測定対象となる施設・事業場
| 放射線障害の恐れのある場所 |
文部科学省:
放射性同位元素等による放射線障害の防止に関する法律 |
放射線量(使用施設他) |
| 放射性同位元素による汚染の状況(作業室他) |
| 空気中の放射性同位元素の濃度(作業室他) |
| 放射線業務を行う作業場 |
厚生労働省:
労働安全衛生法等(電離放射線障害防止規則)、
作業環境測定法 |
放射線業務を行う管理区域 |
外部放射線による線量等量率 |
| 放射性物質を取り扱う作業室 |
空気中の放射性物質の濃度(作業環境測定士または作業環境測定機関による) |
|
注1.適応放射線業務の種類:安衛法施行令別表第2、
注2.空気中の濃度限度:告示別表1(放射線を放出する同位元素の数量等を定める件:空気中の濃度に関する限度値一覧表、文献:電離放射線障害防止規則の解説、厚生労働省安全衛生部労働衛生課編、平成13年、中央労働災害防止協会、東京、2001;189-264.)
(2)作業環境測定士講習:
講習時間割、
法令、別表濃度限度、核種(半減期、崩壊形式、主な放射線のエネルギーMeV、実効線量率定数、主な生成反応)、
講義:
デザイン
サンプリング、
測定器(分析器、サーベイメーター)、モニタ・サーベイメータ一覧・価格、簡易測定器・線量計(たろうまる)、
放射線測定機器の取扱い、サーベイメータ・個人被曝線量計の保守管理と使用方法(日赤)、
外部被曝モニタリング測定器の測定範囲、測定要件・感度・誤差、
①空間線量率測定(サーベイメーター):
γ線 NaI(Tl)シンチレータ 0.08(自然)~ ≦30 μSv/hr (推薦)
GM計数管 0.1-300
電離箱 1-1000
中性子線 3He比例計数管 0.01-10,000
②表面汚染測定(サーベイメーター):
α線 ZnS(Ag)シンチ 1-100,000 cpm
β(γ)線 GM計数管 10-100,000 (推薦)
プラスチックシンチ 30-100,000
取扱注意:
1.校正、2.汚染させない、3.測定値は機器によりことなる:エネルギー補償の無い低額機器では測定値は相対的、汚染測定ではβ線cpmとγ線μSv/hは別に測定する(GMでの同時測定時β線優位のバイアス有り)
2.時定数: 線量が少ない時は長く(30”)、線量が多い時は短く。待機は、時定数の3倍に。(東京都)、
分析:目次、分析器、化学、
核種同定の必要性、全放射能計測、放射線スペクトル分析、
気中濃度 (μSv/hr),
表面汚染(Bq/cm^2、cpm→Bq→Sv; cps=cpm/60,
考え方Bq/cm^2=cps/(線源効率(0.5)x計数効率(0.44)x有窓プローブ面積(20cm^2));
Sv換算、換算ソフト)の測定、
外部放射線による線量等量率 (Sv/hr)の測定
実習: 実習用マニュアル(気中濃度の測定:目次、機器の取り扱い、測定・分析)、
| 測定対象 |
測定機器 |
サンプリング |
| 全β |
Xe-131m |
気密電離箱 |
気体 |
| 全β |
Pm-147, Tl-204、標準線源Uα |
GM計数管 |
ろ紙試料 |
| γスペクトル |
Se-75 |
Ge半導体 |
ろ紙試料、検量線作成 |
| γスペクトル |
Sr-85,Co-60 |
Ge半導体 |
ろ紙試料、未知検体 |
| 全α |
Rn-222、標準線源Uα |
ZnS(Ag)α線シンチレーション検出器 |
ろ紙試料 |
| 全γ |
I-131、標準線源Mock Iodine |
NaI(TI)シンチレーション検出器 |
活性炭吸着試料 |
|
以下は暇な折にお読みくださいネ:
測定と管理:放射線被曝の防護(総論)
Ⅰ.法体系:
A.骨格6法:
1955年(昭和30年)産業法の 原子力基本法(三原則:民主、自主、公開、と定義)を母親として、
↓
1957年(昭和32年):双子の
原子炉関連「核原料物質、核燃料物質及び原子炉の規制に関する法律(原子炉等規制法、炉規法)」、
同位元素関連「放射性同位元素等による放射線障害防止に関する法律(放射線障害防止法、障防法)」(低線量、医薬品、治験薬、PET検査薬、永久刺入線源は対象外)、
↓
1960年(昭和35年):放射線障害防止法の政令(施行令)・施行規則(総理府令)、
↓
2000年(平成12年):
科学技術庁告示「放射線を放出する同位元素の数量等を定める件
(別表1:吸入摂取実効線量係数、経口摂取実効線量係数、空気中濃度限度、廃液中濃度限度、
別表2:空気中濃度限度、廃液中濃度限度、
別表3,4,5:表面密度限度、空気カーマ1Grayの実効線量:X線、γ線、中性子線)」
孫として、8つの「科学技術庁告示」と、
従兄弟としての関連法令である「特定職域における放射線障害防止」に係わる規則一覧表を伴う大家族となった。
診療放射線における法令等一覧
安全衛生に関しては、障防法と電離放射線障害防止規則(電離則アンチョコ)に精通することが重要である。
これらのファミリーの基本原則は障防法関連で類似しているが、各法令にも個性(その法令の守備範囲の定義)があるので、取り扱うものによりどの法令が適用されるか異なることに注意しなければいけない!
| |
障防法 |
電離則 |
| 放射線定義 |
高エネルギー限定(原子力基本法同様)
放射線発生装置:サイクロトロン等
1MeV≦ |
規定なし(1Mev未満のX線、電子線を含む) |
| 同位元素定義 |
核燃(トリウム、ウラン、プルトニウム)、医薬品除外 |
除外無し(核燃、医薬品も含む) |
| 空気中濃度測定 |
不要 |
必要 |
| 汚染密度測定 |
必要 |
不要 |
| 管理区域境界、事業所境界の線量測定 |
必要
事業所境界線量限度≦250μSv/3M
事業所境界外側一般公衆線量限度≦1mSv/Y |
不要 |
| 健診 |
年1 |
年2 |
| 現場責任者 |
放射線取扱主任者 |
X線作業主任者<1MeV
γ線透過写真撮影作業主任者 |
|
以下、原子炉以外において、
B.大学、医療関連:
診療放射線における法令等一覧、
医療機関への放射線立入検査の実際、都福祉保健局医療政策部医療安全課、平成30年度医療放射線安全管理講習会、2018、
病院自主管理チェックリスト(放射線を含む)、都福祉保健局、病院管理、
労働安全衛生法におけるエックス線装置の放射線安全管理、
規程:
信州大学放射線障害予防規程(2016)、
信州大学基盤研究支援センター放射線障害予防規程(2016)、
信州大学工学部放射線放射線障害予防規程(2016)、
信州大学理学部放射線障害予防規程(2018)、
信州大学繊維学部放射線障害予防規程(2017)、
信州大学教育学部放射線障害予防規程(2010)、
徳島大学医学部放射線障害予防規程(2016)、
信州大学医学部付属病院放射線障害予防規程2017)、
B-1. 放射線障害防止法関係法令と、医療法関係法令:
的の高線量(加速器、密封線源)は、障防法と医療法の重複規制、
低線量、医薬品、治験薬、PET検査薬、永久刺入線源は、医療法で規定、
X線装置: 診断・CT 10kV≦ <1MeV, 治療・Liniac・RALS 1MeV≦、
加速器、密封線源:障防法と重複して規制、
B-2. 薬事法: 放射性医薬品の製造を規定
加速器、密封線源:規制なし、
B-3. 診療放射線技師法(RT法): 診療放射線技師の資格、
B-4. 臨床検査技師等に関する法律(臨床検査技師法):
放射性医薬品(体外診断用)の規制、
B-5. 獣医療法:
放射線治療目的の高線量(加速器、密封線源):障防法と獣医療法の重複規制、
低線量、医薬品、治験薬、PET検査薬、永久刺入線源は、獣医療法で規定、
C. 労働者を対象:
安衛法: 危害防止基準の確立、責任体制の明確化
2011/03/11東日本大震災・東京電力福島第1原発事故の後、2013/07/01電離則・除染電離則改正施行
除染関連は除染現地とその処分施設に分けられる。除染現地作業は除染電離則に、処分施設関連は電離則に切り分けられた。
法令、
適用場所 |
線量管理対象 |
業務 |
規制 |
被ばく限度
健康管理 |
電離則
屋内での設備の操作 |
管理区域:
線量1.3mSv/h/3M,
表面汚染4Bq/cm2
施設線量限度:
労働者立ち入り場所≦1mSv/W,
放射線管理区域、
作業環境測定
緊急措置:
緊急被ばく限度100mSv |
放射線業務:
原子炉運転、
放射性物質・汚染物取り扱い、
X線装置使用業務、
坑内核燃料物質採掘、
処分施設内:事故由来廃棄物の処分業務 |
設備が満たすべき要件、
外部放射線防護、
汚染防止、
特別な作業の管理、
作業主任者免許、
処分施設が満たすべき要件、
汚染拡大防止措置、
作業管理、
特別教育
除染等別地域に処分施設を設置する場合の特例 |
被ばく限度:
100mSv/5年かつ50mSv/年、
線量の測定、
一般健康診断、
f特殊健康診断(6月毎、特定線量下業務は除外)、
離職時:被ばく線量記録写し、健康診断個人票写し受取保存 |
除染電離則
除染特別地域
屋外の除染、建設作業等(処分施設外業務) |
除染作業場所:
被ばく線量測定・3月毎の記録交付:
外部被曝:2.5µSv/h<は各人線量計装着、≦2.5μSv/hは代表者のみ簡易測定、
+内部被曝(Cs50万Bq/kg<かつ粉じん10mg/m3ではWBC、Cs≦50万Bq/kgまたは粉じんが少量の場合マスク・鼻のスクリーニング)、
被ばく線量上限:100mSv/5年間かつ50mSv/1年間、5mSv/3月間(女子)、1mSv/妊娠中 |
除染等業務:
汚染土壌取り扱い、Cs1万Bq/kg<廃棄物収集、特定汚染土壌取扱いCs1万Bq/kg< |
除染実施措置
汚染防止
特別教育 |
被ばく線量測定:
外部被曝:線量計、
被ばく線量上限:100mSv/5年間かつ50mSv/1年間、5mSv/3月間(女子)、2mSv/妊娠中 |
除染特別地域:2.5μSv/h<特定線量下業務:
汚染土壌以外(測量、調査、運送) |
実施措置
特別教育 |
|
WBC whole body counter
C-1. 電離放射線障害防止規則、 労基法、安衛法; 放射性物質と核燃料物質が対象、
解説、厚生労働省安全衛生部労働衛生課編、中央労働災害防止協会、東京、2001年(平成13年):(電離則'14)、
2011(平成23年)東日本震災・東電原発事故後改正、2019/08/30改正:
第一章 総則(第一条・第二条)
第二章 管理区域並びに線量の限度及び測定(第三条-第九条)
第三章 外部放射線の防護(第十条-第二十一条)
第四章 汚染の防止
第一節 放射性物質(事故由来放射性物質を除く。)に係る汚染の防止(第二十二条-第四十一条の二)
第二節 事故由来放射性物質に係る汚染の防止(第四十一条の三-第四十一条の十)
第四章の二 特別な作業の管理(第四十一条の十一-第四十一条の十四)
第五章 緊急措置(第四十二条-第四十五条)
第六章 エツクス線作業主任者及びガンマ線透過写真撮影作業主任者(第四十六条-第五十二条の四の五)
第六章の二 特別の教育(第五十二条の五-第五十二条の九)
第七章 作業環境測定(第五十三条-第五十五条)
第八章 健康診断(第五十六条-第五十九条)
第九章 指定緊急作業等従事者等に係る記録等の提出等(第五十九条の二・第五十九条の三)
第十章 雑則(第六十条-第六十二条)
附則
別表第1(第2条関係、数量Bq、濃度Bq/g)
別表第2(第2条関係、数量Bq)
別表第3(表面汚染に関する限度Bq/cm2)
事故由来放射線廃棄物処理場関連が電離則第4章第2節に追加された、
≦8000Bq/kg: 廃棄物処理法対象、通常のいわゆるゴミとして処理され対象外、
8000Bq/kg<: 放射性物質汚染対処特措法(特措法)に基づく措置が必要、
D.電離放射線障害防止規則第三条第三項等の規定に基づき厚生労働大臣が定める限度及び方法を定める告示(1988年(昭和63年)労働省告示第93号)、
、
2019/05/07改正、
第一章 総則(第一条・第二条)
第二章 除染等業務における電離放射線障害の防止
第一節 線量の限度及び測定(第三条―第六条)
第二節 除染等業務の実施に関する措置(第七条―第十一条)
第三節 汚染の防止(第十二条―第十八条)
第四節 特別の教育(第十九条)
第五節 健康診断(第二十条―第二十五条)
第三章 特定線量下業務における電離放射線障害の防止
第一節 線量の限度及び測定(第二十五条の二―第二十五条の五)
第二節 特定線量下業務の実施に関する措置(第二十五条の六・第二十五条の七)
第三節 特別の教育(第二十五条の八)
第四節 被ばく歴の調査(第二十五条の九)
第四章 雑則(第二十六条-第三十条)
別表第1、別表第2
E. 東日本大震災により生じた放射性物質により汚染された土壌等を除染するための業務等に係る電離放射線障害防止規則(平成23年、除染電離則)、電離則で対象となっていない業務:
除染等業務 (汚染土壌)
除染などの作業にあたる作業員のみなさまへ、パンフレット、厚労省、
除染等業務を行う事業主の皆様へ、パンフレット、厚労省、
18歳未満は除染作業はできません、
特定線量下業務 (汚染土壌以外)
特定線量下業務での作業に当たる作業員の皆様へ、パンフレット、厚労省、
特定線量下業務での作業に当たる事業主の皆様へ、パンフレット、厚労省、
F. 作業環境測定法
G. 国家公務員法、
人事院規則10-4. 職員の保健及び安全保持、
人事院規則10-5. 職員の放射線障害の防止、
人事院規則10-13. 除染電離則、
人事院規則10-15. 職員の放射線障害の防止、
H. 船員法、船員電離放射線障害防止規則、
I. 消防法: 条例で、核燃料、放射性同位元素貯蔵・取扱いの消防署長への届出、
J. 電波法: 高周波利用設備(加速器10kH以上+50W超)は総務省総合通信局に申請、
Ⅱ.管理・曝露防護:
Ⅱ-1.場所の区分: 曝露区域、管理区域 controlled area :放射線管理区域内の作業(放射線下作業)、その他の事業所内居住区域・病室の曝露区分:
「放射線性同位元素等による放射線障害の防止に関する法律(いわゆる放射線障害防止法)施行規則(昭和35年総理府令第56号)第1条第1項」、
「放射線を放出する同位元素の数量等を定める件(平成12年科学技術庁告示第5号)第4条」、
「電離則第3条」、
「労働安全衛生規則及び電離放射線障害防止規則の一部を改正する省令の施行等について、別添1「管理区域の設定等に当たっての留意事項」(基発第253号、平成13年3月30日、厚生労働省労働基準局長)」:
| 状況 |
施設内の人が常時立ち入る曝露場所 |
管理区域 |
工場若しくは事業場内の人が居住する区域 |
| 根拠となる法令 |
2000年(平成12年)に科学技術庁告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」第4条 |
「電離則第3条」、「労働安全衛生規則及び電離放射線障害防止規則の一部を改正する省令の施行等について、別添1「管理区域の設定等に当たっての留意事項」(基発第253号、2001年(平成13年3月30日)、厚生労働省労働基準局長)」 |
2000年(平成12年)に科学技術庁告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」第4条 |
2000年(平成12年)に科学技術庁告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」第4条 |
| 外部線量 |
遮蔽物の外側で、1mSv/週 |
実効線量(1cm):1.3mSv/3月(放射線業務従事者の被曝限度50mSv/yrの3月分相当の意味)、
線源がX線・γ線の外部照射の場合:実効線量=線量x1cm線量当量換算係数、
線源が放射能の場合:実効線量=実効線量率定数x放射能x時間/距離^2
規則第8条第3項に準じた詳細な測定時* |
1.3mSv/3月 |
250μSv/3月(病院、診療所の一般病室では1.3mSv/3月) |
| 空気中又は飲食中の放射性同位元素の濃度 |
空気中濃度限度(1週間についての平均が、2000年(平成12年)に科学技術庁
告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」
別表第1第4欄濃度) |
実効線量(1cm):1.3mSv/3月、
総実効線量=空気被曝+内部被曝、
空気被曝の実効線量=1.3mSvx(労働13週間の平均空気中濃度)/(厚生労働大臣が定めた空気中の放射性物質の濃度限度x0.1)、
注意:「厚生労働大臣が定めた空気中の放射性物質の濃度限度x0.1=年間被曝50mSv実効線量限度」に相当、
内部被曝の実効線量=摂取量x吸入/経口摂取時の実効線量係数
濃度限度(2000年(平成12年)に科学技術庁
告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」別表第1・2第2~4欄)
|
別表第1第4欄の1/10
濃度限度(2000年(平成12年)に科学技術庁
告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」
別表第1・2第4欄) |
排気(排水)口等での3月間についての平均が2000年(平成12年)に科学技術庁
告示「放射線を放出する同位元素の数量等を定める件(別表1、2、3,4,5)」
別表第1第5欄(第6欄)濃度 |
| 外部+空気・飲食中 |
|
外部線量+空気中線量:合計実効線量(1cm):1.3mSv/3月、 |
|
|
| 表面密度 |
表面汚染密度限度:電離放射線防止規則告示別表第3、(表面密度限度:放射線管理上定められた物の表面の放射性物質による汚染の上限を示す。放射線施設内の人が常時立ち入る場所において人が触れる物の表面の放射性同位元素の密度限度は〔放射線を放出する同位元素の数量等を定める件(昭和63年5月18日科学技術庁告示第15号8条別表第3)〕に定められている。(α線放出核種に対し4Bq/cm^2、α線を放出しない核種に対し40Bq/cm^2)。この表面密度限度の確認は原則として測定により実施される。測定方法は大別して、拭き取り法と表面汚染計等による直接測定法とがある。) |
持ち出す場合の表面汚染密度:電離放射線防止規則告示別表第3の1/10< |
|
|
*(1)電離則(線量の測定)第8条第3項、
(2)電離放射線障害防止規則第三条第三項等の規定に基づき厚生労働大臣が定める限度及び方法を定める告示(1988年(昭和63年)労働省告示第93号)、
(3)電離放射線障害防止規則第3条第3項並びに第8条第6項及び第9条第2項の規定に基づき厚生労働大臣が定める限度及び方法を定める件の一部を改正する件の適用及び電離放射線障害防止規則第8条第4項の規定に基づき、厚生労働大臣が定める方法を定める件の廃止について(平成13年基発第254号):
個人線量計を使った個人被曝の実効線量の算定:
全身を、頭頸部、体幹(上腕胸部、腹部大腿)、末端部の4つに区分し、測定する。
被曝状況により、均等被曝、不均等被曝に分ける。
遮蔽保護衣がない場合、均等被曝となり、線量計を男性は胸ポケット、女性は腹部ポケットに装着して測定する。
白衣型の遮蔽保護衣を着用した場合、基本部分として遮蔽された体幹の曝露は胸部(または腹部)ポケットに装着し、更に、露出頭頸部曝露の測定の目的に白衣襟頸部に装着して測定する。
透視下でのカテーテル操作等で手・前腕が被爆される場合、基本部分としての体幹(胸部または腹部)ポケットに装着測定と、指のリング型測定器の装着測定がなされる。
不均等被曝において、正確に測定したい場合、体幹、頭頸部、指の最低3箇所装着測定することが必要となる。
体表の単一ヶ所の線量測定ではなく、より詳細な複数測定による正確で適切な線量算定として、以下の算定式がある:
(1)外部被曝実効線量Hee=0.08Ha+0.44Hb+0.45Hc+0.03Hm、
Ha:頭頚部1cm線量当量、
Hb:上腕・胸部1cm線量当量、
Hc:腹部・大腿1cm線量当量、
Hm:以上以外で外部被曝が最大な部位における1cm線量当量、
(2)仮に、割烹着様の防護衣を装着した場合は、
外部被曝実効線量Hee=0.08Ha+0.44Hb+0.45Hb+0.03Ha=0.11Ha+0.89Hbとなり、Hb≒0より、Hee≒0.11Haとなる。
Ⅱ-2. 区域区分(電離則第16,24,25,28条):例、下表に従い「3C区域」と表現したりできる。
| 放射線線量レベル区分 |
1 |
2 |
3 |
| 線量等量率 (mSv/h) |
<0.05 |
<1 |
1≦ |
|
| 汚染レベル区分(区域) |
A |
B |
C |
D |
|
B1 |
B2 |
| 説明 |
汚染の無い区域 |
|
汚染が無いように管理されている区域で、一般作業服でOK |
汚染に注意する区域、保護具(黄帽子、ヘルメット、ゴム手袋、安全ゴム長靴、RI作業靴)により体表の汚染による他のエリアへの汚染拡大防止 |
汚染のある区域、内部被曝を防止する保護具を着用 |
表面汚染密度
(Bq/cm^2) |
|
<4 |
|
|
<40 |
40≦ |
空気中放射性物質濃度
(Bq/cm^3) |
|
4x10^-5 |
|
|
<4x10^-4 |
4x10^-4≦ |
|
文献:管理区域、核燃料物質等取扱業務特別教育テキストー原子力発電所編ー、労働省労働衛生課編、中央労働災害防止協会、東京、2000年(平成12年);26-7.
Ⅲ.管理・曝露防護:放射線業務従事者の線量限度(旧、許容線量):
実地における個人被ばく線量計による測定、
実効線量effective dose: 被爆量を全身吸収線量として考える=全身各臓器の個々の臓器等価線量の合計。
実効線量は理論値なので、個人被ばく線量計による1cm線量当量Hp(10)但しβ線は到達しないので測定不能(注意:70μm線量当量Hp(0.07)=1つの臓器・皮膚の等価線量equivalent dose)で代用される。
ICRP 国際放射線防護委員会、勧告、線量限度:
参照: ICRP勧告の変遷:
| 線量限度 |
1977 |
1990 |
2007 |
| 職業者 |
50mSv/Y |
100mSv/5Y and 50mSv/Y |
100mSv/5Y and 50mSv/Y |
| 一般人 |
5mSv/Y |
1mSv/Y |
1mSv/Y |
放射線による健康影響等に関する統一的な基礎資料(web版、平成29年度版、環境省):
放射線:等価線量、実効線量、内部曝露、など、
日本における職業者の線量限度: ガラスバッジによる実効線量、等価線量換算による被曝管理:外部被曝、内部被曝、改正電離則 2021/04/01:
①外部放射線と1cm線量当量、70μm線量当量及び実効線量、等価線量の関係:
| 放射線 |
1cm線量当量 (mSv) |
70μm線量当量 (mSv) |
|
| X、γ線 |
測定 |
測定 |
|
| β線 |
|
測定 |
|
| 中性子線 |
測定$ |
$ |
$等しい |
| 合計 |
実効線量* |
皮膚等価線量** |
*、**最大値=眼の水晶体の等価線量c
**ガラスリングによる測定は皮膚の等価線量と同等 |
|
②
| |
均等被曝 |
不均等被曝 |
|
| |
|
白衣型保護具使用
胸部・上腹部と腹部・大腿部を保護 |
手・指先の被曝が大きい |
| |
実効線量 |
|
|
| |
等価線量 |
|
|
|
③
全身: 実効線量限度:
100mSv/5年間 かつ 50mSv/1年間 、
5mSv/3月間(女子)、
1mSv/妊娠中
体の部分: 等価線量限度:
水晶体 50mSv/Y かつ 100mSv/5Y(電離則5条) , 3月、1年、5年、30年保管 (電離則9条)、
皮膚 50mSv/Y
妊婦腹部 2mSv/妊娠中
除染等作業: 2.5μSv/h x 40h/Wx50W/Y = 5mSv/年, 自然放射能暴露 2.5mSv/年, 合計 7.5mSv/年、
等価線量: 臓器ごとの被曝量を局所、臓器吸収量。(合計すると実効線量となる。)
等価線量=吸収線量(Gy)x放射線荷重係数(旧、線量係数、X線・γ線=1、中性子線=20)
等価線量限度、被ばく限度:
眼水晶体:100mSv/5年、50mSv/年(2021/4/1施行)、500mSv/1年間
妊婦腹部:2mSv/妊娠中
内部被曝:1mSv/妊娠中
放射線加重係数:X線・γ線=1、β線=1、陽子線=2、α線=20、
組織加重係数:脳=0.01、皮膚=0.01、甲状腺=0.04、生殖腺=0.08、骨髄=0.12、として、
実効線量:全身被曝の影響を表す指標、
全身被爆時、各臓器の 吸収線量 × 放射線加重係数 × 組織加重係数を合計する。
局所照射の場合:頭部照射の場合の実効線量=脳等価線量+骨髄等価線量x頭蓋骨占拠率5%+皮膚等価線量x頭 蓋被覆占拠率10%。
| 臓器 |
組織荷重係数 |
全身に均等に被爆した場合 |
体の一部分にのみ被爆した場合 |
| |
|
全身にγ線(Wr=1)1mGy被曝時
GyxWrxWt |
頭部にγ線(Wr=1)1mGy被曝時
GyxWrxWt |
| 赤色骨髄 |
0.12 |
1x1x0.12 |
1x1x0.12 x0.1(全骨髄量の10%) |
| 結腸 |
0.12 |
1x1x0.12 |
|
| 肺 |
0.12 |
1x1x0.12 |
|
| 胃 |
0.12 |
1x1x0.12 |
|
| 乳房 |
0.12 |
1x1x0.12 |
|
| 他 |
0.12 |
1x1x0.12 |
|
| 生殖腺 |
0.08 |
1x1x0.08 |
|
| 膀胱 |
0.04 |
1x1x0.04 |
|
| 食道 |
0.04 |
1x1x0.04 |
|
| 肝臓 |
0.04 |
1x1x0.04 |
|
| 甲状腺 |
0.04 |
1x1x0.04 |
1x1x0.04 |
| 骨表面 |
0.01 |
1x1x0.01 |
|
| 脳 |
0.01 |
1x1x0.01 |
1x1x0.01 |
| 唾液腺 |
0.01 |
1x1x0.01 |
1x1x0.01 |
| 皮膚 |
0.01 |
1x1x0.01 |
1x1x0.01 x0.15(全身皮膚の15%) |
| |
|
|
|
| 合計 |
1 |
|
|
| 実効線量Sv |
|
1mSv |
0.07mSv |
|
施設に関して:
事業所: 250μSv/3M
X線診療室: 遮蔽壁外側 1mSv/W
病室: 1.3mSv/3M
管理区域: 300μSv/W、X線診療室 1.3mSv/3M
Ⅳ.用語(放射線による健康影響等に関する統一的な基礎資料、平成29年度版、HTML形式、環境省):
吸収線量Gy:被曝の吸収エネルギー、
等価線量Sv=線量当量:吸収線量Gyx放射線加重計数Wr(=線質計数:α:20、中性子線:5-20、βγX線:1)、
実効線量Sv:Σ等価線量Svx組織加重係数Wt (理論値)=体外被曝実効線量+体内被曝実効線量 (現実的)、
体外被曝:フィルムバッチ測定値=1cm線量当量、
体内被曝:摂取Bqx線量換算計数(経口摂取の場合の預託実効線量係数)Sv/Bq、内部被曝測定器、
組織荷重係数:
| 臓器 |
組織荷重係数 |
全身に均等に被爆した場合 |
体の一部分にのみ被爆した場合 |
| |
|
全身にγ線(Wr=1)1mGy被曝時
GyxWrxWt |
頭部にγ線(Wr=1)1mGy被曝時
GyxWrxWt |
| 赤色骨髄 |
0.12 |
1x1x0.12 |
1x1x0.12 x0.1(全骨髄量の10%) |
| 結腸 |
0.12 |
1x1x0.12 |
|
| 肺 |
0.12 |
1x1x0.12 |
|
| 胃 |
0.12 |
1x1x0.12 |
|
| 乳房 |
0.12 |
1x1x0.12 |
|
| 他 |
0.12 |
1x1x0.12 |
|
| 生殖腺 |
0.08 |
1x1x0.08 |
|
| 膀胱 |
0.04 |
1x1x0.04 |
|
| 食道 |
0.04 |
1x1x0.04 |
|
| 肝臓 |
0.04 |
1x1x0.04 |
|
| 甲状腺 |
0.04 |
1x1x0.04 |
1x1x0.04 |
| 骨表面 |
0.01 |
1x1x0.01 |
|
| 脳 |
0.01 |
1x1x0.01 |
1x1x0.01 |
| 唾液腺 |
0.01 |
1x1x0.01 |
1x1x0.01 |
| 皮膚 |
0.01 |
1x1x0.01 |
1x1x0.01 x0.15(全身皮膚の15%) |
| |
|
|
|
| 合計 |
1 |
|
|
| 実効線量Sv |
|
1mSv |
0.07mSv |
|
線量限度=許容線量:被爆限度、放射線業務者50mSv/年、一般1mSv/年 (放射線業務従事者に対する放射線障害防止基準ー緊急被ばく限度等の改正ー、厚労省、電離放射線労働者健康対策室、安井省侍郎、平成27年11月15日)、
原子力防災基礎用語集、
元素周期表、
放射性同位元素・核種:核種1(半減期、崩壊形式、主な放射線のエネルギーMeV、実効線量率定数、主な生成反応)、核種2(主な放射性核種の性質と特徴)、
系列(トリウム系列、ウラン系列、アクチウム系列、ネブツニウム系列)、
単位、
原子炉関連、原子力防災ハンドブック、
原子力発電所、放射線事故の評価尺度(基準、レベル)
X. 医療用放射線暴露
| 検査の種類 |
診断参考レベル |
|
|
実際の被ばく線量 |
|
IAEAガイダンスレベル |
日本放射線技師会 |
線量の種類 |
線量 |
線量の種類 |
|
|
ガイドライン |
|
|
| 胸部撮影 |
0.4mGy |
0.3mGy |
入射表面線量 |
0.06mSv |
実効線量 |
| 上部消化管検査 |
|
直接100mGy |
入射表面線量 |
3mSv程度 |
実効線量 |
|
|
間接50mGy |
|
|
| 乳房撮影 |
3mGy |
2mGy |
乳腺線量 |
2mGy程度 |
乳腺線量 |
| 透視 |
通常25mGy/分 |
透視線量率 |
入射表面線量率 |
手技により異なる |
|
(高レベル100mGy/分) |
25mGy/分 |
|
|
| 歯科撮影 |
なし |
なし |
|
2-10μSv程度 |
実効線量 |
| CT撮影 |
頭部50mGy |
頭部65mGy |
CT線量指標 |
5-30mSv程度 |
実効線量 |
|
腹部25mGy |
腹部25mGy |
|
|
| 核医学検査 |
放射性医薬品ごとの値 |
放射性医薬品ごとの値 |
投与放射能 |
0.5-15mSv程度 |
実効線量 |
| PET検査 |
放射性医薬品ごとの値 |
放射性医薬品ごとの値 |
投与放射能 |
2-20mSv程度 |
実効線量 |
|
参照:
1. 作業環境測定ガイドブック2、電離放射線関係、厚生労働省安全衛生部環境改善室編、改訂第2版、日本作業環境測定協会、東京、1998年(平成10年).
2. 原子力発電所等における放射線作業にかかる線量低減マニュアルー作業者用ー、労働省労働衛生課編、中央労働災害防止協会、東京、1999年(平成11年).
3. 原子力発電所等における放射線作業にかかる線量低減マニュアルー作業管理者用ー、労働省労働衛生課編、中央労働災害防止協会、東京、1999年(平成11年).
4. 核燃料物質等取扱業務特別教育テキストー原子力発電所編ー、労働省労働衛生課編、中央労働災害防止協会、東京、2000年(平成12年).
5. 核燃料物質等取扱業務特別教育テキストー核燃料施設編ー、労働省労働衛生課編、中央労働災害防止協会、東京、2000年(平成12年).
6. 放射線概論、飯田博美編、第5版、通商産業研究社、2001年(平成13年).必須の教科書!
7. 放射線用語辞典、飯田博美編、第5版、2001年(平成13年).必須!
8. アイソトープ手帳、日本アイソトープ協会編・発行、第10版、東京、2001年(平成13年).必須!
30.外部被曝の測定:放射線の正しい測り方ーGM管によるγ測定ー鈴木みそ(漫画)、
50. 緊急被曝医療研修ホームページ:放射線障害の講義ノート、ビデオ等、(2016年ホームページ終了)
60.福島原発事故対応: 除染等業務、特定線量下作業、
60-1.放射性物質関連:
60-2.法令:
福島第一原子力発電所から20キロメートル圏内における作業に係る措置について(基安発0517第3号平成23年5月17日)、
福島県内の下水処理副次産物の当面の取扱に関する考え方(基安発0517第1号平成23年5月17日)、
震災がれき処理、災害防止:事業者用、作業者用、2011、
除染業務(除染等業務に関わる放射線障害防止対策について、厚労省):
除染作業従事者の放射線障害防止(厚労省安全衛生部電離放射線労働者健康対策室、平成25年12月3日)、
概要・作業届・健診個人票・被曝線量管理書式・労災特別加入・、除染等業務に係る放射線障防止対策(改定、パンフレット、2012/06/15)
東日本大震災により生じた放射性物質により汚染された土壌等を除染するための業務等に係る電離放射線障害防止規則(除染電離則、2013/04/12改正)(電離則・除染電離則 2014)、
改正電離放射線障害防止規則(表):東京電力福島第一原発敷地内の瓦礫処理業務を含む、
東日本大震災により生じた放射性物質により汚染された土壌等を除染するための業務等に係る電離放射線障害防止規則(除染則、表)、
平成二十三年三月十一日に発生した東北地方太平洋沖地震に伴う原子力発電所の事故により放出された放射性物質による環境の汚染への対処に関する特別措置法(放射性物質汚染対処特措法、汚染がれき処理法)(平成23年8月30日法律第110号)、
除染等業務に従事する労働者の放射線障害防止のためのガイドライン等の改正について(基発0412第2号、2013年4月12日、改正:基発1118第6号、厚生労働省労働基準局長、2014年11月18日、改正2018年1月30日)、
除染等業務に係る放射線障害防止対策について(厚労省ホームページ):
除染等業務特別教育テキスト(4訂、2012)、実技youtube、
特定線量下業務特別教育テキスト (3訂、2012)、
事故由来廃棄物等処分業務特別教育テキスト(2訂、2013)、
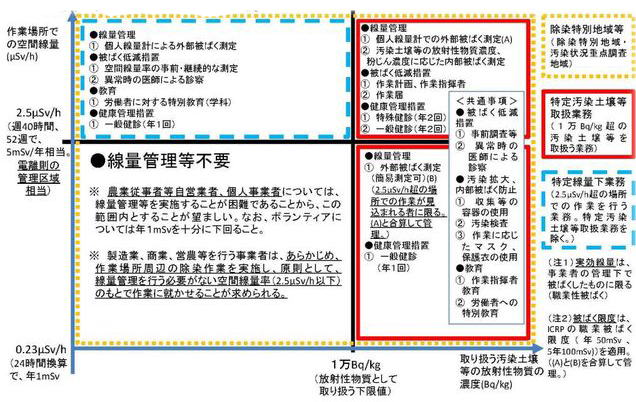 |
除染電離則健診、
原子力施設等における緊急作業従事者等の健康の保持増進のための指針(改正平27.8.31、健康保持増進のための指針公示第6号)、
60-5.教育、雇入れ時、教育ガイドライン:
2011/03/11: 東日本大震災・福島原発がれき処理含、2011年講習会配布資料、
webFC2放射線障害、
特定線量下業務特別教育テキスト2014年版、
特定線量下業務に従事する労働者の放射線障害防止のためのガイドライン(2014/11/18改正)、
除染等業務特別教育テキスト2014年版、除染等業務特別教育ビデオ・テキスト、、Youtube 除染特別教育(実技科目)動画教材、
除染等業務に従事する労働者の放射線障害防止のためのガイドライン(2014/11/18改正)、
改正電離放射線障害防止規則(表):東京電力福島第一原発敷地内の瓦礫処理業務を含む、
東日本大震災により生じた放射性物質により汚染された土壌等を除染するための業務等に係る電離放射線障害防止規則(除染則、表)、
除染等業務に従事する労働者の放射線障害防止のためのガイドライン等の改正について(基発0412第2号、2013年4月12日、改正:基発1118第6号、厚生労働省労働基準局長、2014年11月18日、改正2018年1月30日)、
事故由来廃棄物等処理業務特別教育テキスト2014年版、
事故由来廃棄物等処分業務に従事する労働者の放射線障害防止のためのガイドライン(2014/11/18改正)、
60-9.粉じん・アスベスト:
東日本大震災の復旧工事における船舶の解体等作業に係る労働災害防止対策の徹底について(基安発0510第2号, 平成23年5月10日)、アスベスト対策、
がれき処理作業等におけるアスベストのがれきの石綿含有量、気中濃度モニタリング(東日本大震災の復旧工事に係るアスベスト対策検証のための専門家会議(環境省・厚生労働省、平成23年5月30日))、(2013年、2014年)、
、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、第1種作業環境測定士登録講習(3)特定化学物質等(第1類、第2類、第3類)、 |
特定化学物質、講義、マニュアル、
特定化学物質、実習、ガスクロマトグラフィ、
特定化学物質、実習、ガスクロマトグラム、
特定化学物質、実習、吸光光度法、
特化物 区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類物質、特定第2類物質等(=特定+オーラミン・マゼンタ): 漏洩、
クロロホルム等:有機溶剤10種、
特別有機溶剤エチルベンゼン等:クロロホルム等+エチルベンゼン・1,2-ジクロロプロパン:
有機溶剤12種(2014/11/01)
オーラミン等:
管理第2類物質:第2類-(特定、特別、オーラミン)
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 発癌、
、、 |
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、第1種作業環境測定士登録講習(4)金属類、
|
金属、講義、マニュアル、
金属、実習、原子吸光法、鉛、直接法、
金属、実習、吸光光度法
金属、実習、原子吸光法、鉛、有機溶剤抽出。
参考:
鉛中毒予防規則(鉛則'014)、
四アルキル鉛中毒予防規則、
鉛中毒とは、
|
|
作業環境測定、
作業環境評価、
(安衛法65条)、
作業環境測定法施行規則第2章(作業環境測定士等)、第1節(作業環境測定士)、第3款(講習等)、第1種作業環境測定士登録講習(5)有機溶剤(第1種、第2種、第3種)、
|
有機溶剤、実習、マニュアル、
有機溶剤、実習、吸光光度計、検知管、
有機溶剤、実習、ガスクロマトグラフィ、
有機溶剤、実習、ガスクロマトグラム。 |
|
作業環境測定、
作業環境評価、
(安衛法65条)、
騒音障害、
騒音性難聴、、 |
対象となる作業場(8種類(安衛則第588条)、52種類(騒音障害防止のためのガイドラインの策定について、基発第546号、平成4年10月1日))、
騒音と難聴発生の関係:騒音レベル、曝露年数、難聴発症年数:85dB長期間暴露による内耳蝸牛有毛細胞の機能低下による感音性難聴、耳鳴り合併、
騒音の種類、低周波
(1)旧来の作業環境測定法:
騒音計(小野測器株式会社、リオン)、測定と評価、
測定と評価(長沼)、英国安全衛生委員会 (Health and Safety Commission, HSC)勧告推奨:一般騒音上限:85dB→80dB、衝撃音:200dB→112dB。
dBとは、
報告様式、
ガイドライン(労働省)、
平均聴力レベルに基づく管理区分。
A特性、A特性・B特性・C特性、
等価騒音レベル:変動する騒音レベル(音圧、音の強さdB)の10分間の積分平均値、
騒音測定値は丸目においては原則切り捨てる:第Ⅱ管理区分=85dB≦ <90dBにおいて、第Ⅰ管理区分84.5dBを四捨五入操作により第Ⅱ管理区分85dBとなり、第Ⅱ管理区分89.5dBを四捨五入すると第Ⅲ管理区分0dBとなるので。
(2)騒音の個人ばく露測定(参考:化学物質の個人ばく露測定導入が2022年に予定検討されている):
OSHA1910.95: 解説 JXTGエネルギー 中原浩彦、海外と日本の騒音障害防止対策の比較:
HCP hearing conservation program:8時間加重平均ばく露が85dB(A)(A特性音圧レベルエネルギーPELの50%値)を超える作業者をHCPの対象者とする::
1.ばく露測定:個人ばく露8時間測定、個人騒音ばく露計(販売(本体+充電器+ソフト):40万円/台、レンタル:3万円/台/月、アイデック)、
2.騒音健診:周波数別オージオ測定、ベースライン・年次オージオ測定、
通常、難聴は20dB聴力レベル(耳元での指こすり)、高度難聴70dB。
STS standard threshold shift評価:年齢補正(OSHA1910.95 App F-1)後で、2000, 3000、4000Hzの10dB以上の聴力損失を陽性とする、
RHL reportable hearing loss評価:年齢未補正で、2000, 3000, 4000Hzでの25dB以上の聴力損失を陽性とする。
3.保護具、
4.教育、
5.記録。
C5-dip:高音4000Hz領域(4096Hz)の難聴、オージオグラムによる騒音性難聴進行例と老人性難聴の鑑別は困難、
騒音は、著しい精神疲労をきたし、自律神経、内分泌へ影響、
対策:
影響と防御、
騒音の防護、防音カーテン、防音ボード、防音ルーム、騒音発生源の装置を密封型遮音ブースで覆う、コルクシート/ウレタンフォーム・スタイロフォーム、防音材(吸音材+遮音シート)、RCボード、
用語。
耳栓、イヤーマフ(耳覆い)、キチンと装着していますか?装着チェックリスト、
周囲環境への騒音防止:法体系、環境基準、環境基準、騒音・振動規制基準、表示:管理区分・耳栓着用等、
騒音レベルと許容基準*、防音保護具併用による補正が一般的であるが
| A特性騒音レベル dB |
暴露許容時間 |
| 97 |
<30' |
| 94 |
<1 |
| 91 |
<2 |
| 88 |
<4 |
| 85 |
<8 |
労災:難聴障害等級、詐病:詐聴防止の為の聴性脳幹反応 auditor brainstem response, ABR
文献:
1.許容濃度等の勧告*(2011年度、2012/05/13), 産業衛生学雑誌、PEL,
2.騒音障害防止の為のガイドラインの策定について、基発第546号、平成4年10月1日、
3.騒音とは(産業保健マニュアル)、騒音測定(長沼講義)、労働省ガイドライン、耳栓はちゃんとすること(1,2)、
4.防音保護具の遮音性理論、
5.騒音障害防止のためのガイドライン見直し(2023/03/22,厚労省):騒音障害防止対策管理者の選任、
|
|
振動障害、
振動障害にならないために:youtueプラネックスがわかりやすい解説です
周波数補正
振動加速度実効値 frequency correction vibration acceleration effective value、等価振動加速度実効値 equivalent vibration acceleration effective value
1.全身振動:
振動機械、
2.手腕振動: 振動工具取扱作業:
チェーンソー、
非チェーンソー、
振動動障害一覧表(Exel; 法令、測定、日振動暴露量A(8)計算表、日振動暴露限界値、日振動暴露対策値、対策、リスクアセスメント、OSHMS)、
、、、
|
振動障害: まず、振動障害とは(林災防)、労災統計、
法令遵守:
一覧、厚労省、
作業管理:
振動障害の予防のために、新たな振動障害予防対策の概要、厚労省、パンフレット、
新たな振動障害予防対策についてー日振動曝露量A(8)に基づく作業管理の実施ー、厚労省、
健診総論:
(独)労働者健康安全機構、労災疾病等医学研究普及サイト、振動障害を確認してください(山陰労災病院、那須吉郎)。
1.全身振動:
1-1.適用:1-80Hz(≦1Hz:動揺病):振動機械、除く建物・船、
1-3.許容濃度等の勧告(2011年度、2012/05/13), 産衛誌 2009;51:98-123.PEL,
2.手腕振動:
2-1.対象: 振動工具取扱作業:チェーンソー、非チェーンソー振動工具、
2-2.職種:
[1]林業及び製材業
チェーンソー及び刈払機を取扱う作業
[2]建設業
さく岩機、コンクリートバイブレーター、コンクリートブレーカー、携帯用タイタンパー、チッピングハンマー、ビックハンマー、を取扱う作業:斫り(はつり、chipping、コンクリートを削って仕上げる、切る、壊す、穴開。重機でやれば解体。)
[3]採石業
さく岩機及びチッピングハンマーを取扱う作業
[4]鉱業(採石業を除く)
さく岩機及びピックハンマーを取扱う作業
[5]製造業のうち次のもの
携帯用研削盤(研削砥石15cm<直径)、インパクトレンチ及びサンダーを取扱う作業、回転体・研削盤(グラインダー、サンダー)、研磨機(JITCO)、
窯業土石製品製造業
鉄鋼業
非鉄金属製造業
金属製品製造業
一般機械器具製造業
電気機械器具製造業
輸送用機械器具製造業:締め付け用インパクトレンチ、、
2-3.作用機序別:
(ア)ピストンによる打撃機構を有する工具
さく岩機、ロックドリル
チッピングハンマー
リベッティングハンマー
コーキングハンマー(コーキング:気密性や防水性の為に隙間を目地材で充填)
ハンドハンマー
ベビーハンマー
コンクリートブレーカー
スケーリングハンマー(錆、塗装落とし)
サンドランマー(ランマー rammer:上下動式地固め)
ピックハンマー
多針タガネ(ハツリ、表面平滑化)
オートケレン(古塗装剥ぎ)
電動ハンマー
(イ)内燃機関を内蔵する工具(可搬式のもの)
エンジンカッター
ブッシュクリーナー
(ウ)携帯用皮はぎ機等の回転工具(下記 オ を除く)
携帯用皮はぎ機
サンダー
バイブレーションドリル
(エ)携帯用タイタンパー等の振動体内蔵工具
携帯用タイタンパー
コンクリートバイブレーター
(オ)携帯用研削盤、スイング研削盤その他手で保持し、または支えて操作する型式の研削盤(使用する
研削砥石の直径が150mmを超えるもの)
(カ)卓上用研削盤または床上用研削盤(使用する砥石の直径が150mmを超えるもの)
回転体・研削盤(グラインダー、サンダー)、研磨機(JITCO)、
(キ)締め付け工具
インパクトレンチ
(ク)往復動工具
バイブレーションシャー
ジグソー
草刈り機
7.振動測定器、三軸振動計: 周波数補正振動加速度実効値 frequency correction vibration acceleration effective value、等価振動加速度実効値
equivalent vibration acceleration effective value: 周波数別の障害度の補正を測定器にやらせて、測定器計測値を周波数補正後の振動加速度としてそのまま使用するのが一般的である。
加速度(m/s2)・振動加速度レベル(dB)の相互変換ソフト、 リオン:3軸振動計VM-54 50-75万円、振動計、
振動測定例、
8.振動作業の作業管理、A(8) エー・エイト:一覧表、
振動障害の予防のために、新たな振動障害予防対策の概要、厚労省、パンフレット、
新たな振動障害予防対策についてー日振動曝露量A(8)に基づく作業管理の実施ー、厚労省、
計算ソフトexel (厚労省)、
日振動暴露量A(8)≦日振動暴露限界値5m/s^2、
できる限り≦日振動暴露対策値2.5m/s^2にする、日振動曝露時間を4時間/日(できるだけ2時間/日)以下とする。
(チェーンソー業務を除いた業務で)やむを得ず日振動曝露限界値を超える場合、1週間40時間換算で、
週振動曝露量総和が限界値総和が超えないこと、
許容濃度等の勧告, (2011年度、2012/05/13)産衛誌 .PEL,
三笠産業: A(8)計算ソフト、
三笠製品の振動加速度一覧表、(三軸振動加速度の参考値、A(8)測定が不可能の場合に参照)、
15.作業管理、対策:
チェーンソー取扱い作業指針、平成21年7月10日、基発0710第1号、
チェーンソー以外の振動工具の取扱い業務に係る振動障害予防対策指針について、平成21年7月10日、
基発0710第2号、
振動障害及びその予防に関する知識、林災防:チェーンソー、刈払機、特殊健診、
防振手袋(カミキ)、防振手袋、
作業計画、OSHMS、
低温対策、
節煙、禁煙、受動喫煙対策、
高齢合併症、自律神経失調、内分泌疾患、
機器点検、整備:目立て、、
作業体制:振動工具管理責任者:チェーンソー以外、
振動工具取扱作業者等に対する安全衛生教育の推進について、厚労省労働衛生課長、平成21年7月10日、
振動障害総合対策の推進、厚労省労働基準局長、基発0710第5号、平成21年7月10日:振動工具自主点検表、
振動作業に合併する騒音への配慮
20.健康管理: 健診総論、特殊健診、症状区分、労災認定基準:
健診異常頻度:
チェンソー有所見者 693/7780=8.9%, 非チェンソー有所見者 1252/30522=4.1% (平成16年度)、
診断方法:
振動障害の認定基準、昭和52年5月28日、基発第307号、
振動工具の取扱い業務に係る特殊健康診断の実施手技について、1975, 昭50.10.20 基発第609号、
振動障害に係る現行の検査手技及び指摘事項、
スクリーニング用1次健診と、冷水浸漬検査を含む2次検診
永田稔他.冷水浸漬負荷試験からみた振動障害者-とくに負荷解除後、初期の指先温回復能-.
北関東医学 1977;27:451-9.
川上哲男、大塚敬.冷水浸漬負荷試験による振動障害スクリーニング・レベルに関する検討ー
matched-pairsによる研究-.北関東医学 1980;30:527-42.
阻血冷却後の血流再開時の指収縮期血圧百分率(FSBP%):冷却後皮膚温検査、指尖容積脈波
検 査、爪圧迫テスト等より、精確である論文がある:
FSBP% (finger systolic blood pressure %): cutoff 70%、指動脈血圧、FSBP% Nielsen式(FSBP%値
は、その式の特徴上、血管狭窄をきたす動脈硬化症で血流が減少するのと同様に、白蝋病で
60-70%以下に減少する)、
(独)労働者健康安全機構、労災疾病等医学研究普及サイト、振動障害を確認してください
(山陰労災病院、那須吉郎)。
認定基準: 基発第307号、昭和52年5月28日、情報公開推進局:厚労省基準、1977。
診断ガイドライン2013、日本産業衛生学会振動障害研究会、産衛誌 2013;55:A105-22.:
1.自覚症状+検査異常、または、いずれか重症、または、2.レイノー症状。
症度4区分(末梢循環、神経障害の自覚症状、検査異常による区分、運動器障害の有無、
肘関節症の手術適応の有無)、
冷水浸漬検査判定図、
軽症化と老齢化合併症による診断困難症例に対して、日本産業衛生学会振動障害研究会が
診断基準を提案。
(独)労働者健康安全機構、労災疾病等医学研究普及サイト、振動障害を確認してください
(山陰労災病院、那須吉郎)。
症状区分、治療指針:
昭和61年10月9日 基発第585号、
(独)労働者健康安全機構、労災疾病等医学研究普及サイト、振動障害を確認してください
(山陰労災病院、那須吉郎)。
健康管理指針: 健康管理区分、事後措置(昭和50年10月20日、基発第610号)、
管理A、B、C(特殊健診報告書)、
30.予防: 対策総論、
振動作業: 労働衛生3管理上、作業環境管理:振動原因の川上である振動発生部の改善、点検・整備による振動抑制→作業管理:振動伝導抑制パット等→防振手袋等保護具の順に複合対策を考慮し、改善評価、残存リスクを検討する、
寒冷作業:作業管理、
喫煙対策
(しばしば合併する騒音対策)
文献:
1.振動障害の予防のために、新たな振動障害予防対策の概要ー、厚労省、(A(8)解説パンフレット)、
2.手腕系振動(文献一覧)、
5.振動障害、総論、産業保健21、2006;46:20-3.
10.法令、検討会:
11.振動障害等の防止に係る作業管理のあり方検討会(第1回)、2006年3月29日、厚労省:振動曝露に関する国際基準等の概要、
13.チエンソー使用に伴う振動障害の予防について、振動障害総合対策の推進について(基発203号、平成5年3月31日)
15.振動障害等の防止に関わる作業管理のあり方検討会、第3回資料、
16.最新法令(2009年): 振動工具による振動障害:振動障害総合対策の推進について(平成21年7月10日、基発0710第7号)、
17.振動障害の予防のためにー新たな振動障害予防対策の概要ー、パンフレット、労働局、2009.
30.振動計:ポータブル、レコーダ付き振動計、昭和測器株式会社、
32.許容濃度等の勧告(2011年度、2012/05/13), 、産業衛生学雑誌、PEL,
34.前田節雄:人体振動の許容基準.日本労働安全衛生コンサルタント会会報 21(61):46-55,2002.
36.日振動暴露量A(8)求め方、周波数補正振動加速度実行値の3軸合成値、日振動曝露量A(8)計算ソフト、(厚労省労基局安全衛生部労働衛生課物理班、2009年8月20日)、
38.滋賀医大、全身振動、許容基準 A(8)=1.15m/s2、2006.
39.許容濃度等の勧告(2009年度)、日本産業衛生学会、平成21年5月20日. 掲載:手腕振動の許容基準、(2011年度、2012/05/13).PEL,
40.保護具:防振手袋(ミドリ安全)、防振手袋(カミキ)、防振手袋、
50.健康診断個人票、書式、
52.振動障害、労働者健康福祉機構、
53.振動障害、特殊健診、
55.振動障害、臨床検査、Finger systolic blood pressure % (FSBP%): 産業保健21 2008;51:24-5.、振動障害のレイノー現象の診断に対するFSBP%の有用性について、
70.教育: 製造業における振動工具取扱作業の管理ー指導者用ー、ー作業者用ー、労働省安全衛生部労働衛生課監修、中央労働災害防止協会、第3版、昭和59年.
80.産業医研修会、第17講、2010年度、
資料:振動障害一覧表(Exel; 法令、測定、日振動暴露量A(8)計算表、日振動暴露限界値、日振動暴露対策値、対策、リスクアセスメント、OSHMS)、
事例検討:バスのタイヤ交換作業におけるインパクトレンチ振動障害の防止:1.自動車整備業におけるリスクアセスメント(パンフレット)、リスクアセスメント実施表(表、)、
対応としての労働衛生法令体系、
、
|
|
作業環境測定、
酸素濃度、硫化水素濃度、
酸素欠乏症等防止規則(酸欠則'14)、
|
作業環境測定を行うべき作業場(酸素欠乏危険場所):安衛法61条1項、安衛令21条、酸欠則3条(安衛令別表第6)
測定機器:酸素濃度:酸素計または検知管方式(150円/本、本体2万円)、硫化水素:検知管方式。
作業環境測定方法、
酸素濃度計:
(1)装置原理:ガルバニ電池、ガルバニ、
(2)注意点: 低気圧(標高のある山での工事)、高気圧(潜函工法)など、気圧の変化時、
(3)製品、市販のガス検知器一覧:価格一覧
酸素濃度計 4万円
酸素・硫化水素濃度計 13万円
硫化水素濃度計 7万円
一酸化炭素濃度計 6万円
マルチ型ガス検知器・小型・携帯型(酸素、硫化水素、一酸化炭素、可燃性ガス:メタン) 11万円
中型・携帯型 19万円
気体採取器 2万円
ガス検知管 150円/本
延長採取管
作業主任者選任・特別教育の未実施が原因の酸欠労災件数は激減している。が、この労災の本質である、被災者の半分は死亡することや社会復帰率が低いことに対する本質的対策は困難である。作業主任者講習会で力説していることは、警報付き携帯型濃度計を身体の先進部に携行することにより、作業者の移動による災害防止である。参照.個人装着型酸素計、硫化水素計の活用によるリスク低減、小山純二、安全衛生コンサルタント、2015;116:49-55.
|
|
作業環境測定、屋外作業場(基発第0331017号、平成17年3月31日) |
屋外作業場等における作業環境管理に関するガイドラインについて(平成17年3月31日付け基発第0331017号、厚生労働省労働基準局長から都道府県労働局長あて)、
抗内粉じん測定:測定風景、
トンネル建設工事の切羽付近における粉じん濃度測定の方法について、平成29年4月25日、資料、
|
|
作業環境測定の分析における常識のはずが、とても難解な受験用語 |
(A) 濃度の使い分けは難しい:
(1)質量モル濃度=mol/kg(溶質1kg中に溶解した溶媒mol)、
(2)モル濃度=mol/L(溶媒+溶質=溶液1L中に溶解した溶媒mol)、
(3)質量濃度=g/L(溶液1L中に溶解した溶媒g)、
(4)粒子数濃度=N/cm3(空気1cm3中の粒子数)、
(5)質量濃度=mg/m3(空気1m3中の粒子質量)、
(6)比:
%:percent, 百分率、 ‰:permil, per mil, パーミル、千分率、‱:permyriad, パーミリアド、万分率、ppm:parts per million 100万分率、ppb: parts per billion, 10億分率、ppt: parts per
trillion, 1兆分率、ppq: parts per quadrillion, 100兆分率。
気体:体積比、その他:重量比、
(B) 濃度変換式:
モル体積(1標準大気圧における理想気体1 mol, 0℃の体積)=22.41Lであるが、作業環境では人の働く25℃を基準にする為24.47Lとする。故に、気体物質の濃度の変換式は、ppm=(mg/m3)x(24.47/分子量)となります。
参照: 濃度mg/m3→ppm換算:
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、nモル濃度の時に、容積1m3中の対象ガスの容積Vは1m3x(ppmx10exp(-6)であることより、以下の換算式が求められる:
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
④ 参照: 濃度mg/m3→ppm換算:
1気圧、Vリットル、R=0.082で、
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、1気圧x22.4L=モルx0.082x(温度+273):
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
事例: 1気圧、25℃、ベンゼン(M=78)、95mg/m3 (95g/10^-6 L)の時、R=0.082として
V(L) =nRT=(95x10^-6/78)x0.082x(273+25)/1
=(95/78) x24.4 x10^-6
= 29.8 x10^-6 (L)
= 29.8 ppm
事例: 1気圧1013HPa, 101300Pa、25℃、ベンゼン(M=78)、95mg/m3 (95/10^-6 kg/m3)の時、R=8.31として、
V(m^3)=(95x10^-6/78x10^-3)x(8.31x298/101300)
=(95/78)x2.44x10^-5
=29.8x10^-6
=29.8 ppm
ppm→mg/m3変換
mg/m3=(1xMxxppm)/{0.082x(273+t)}
mg/m3=(101300xMx10^-3xppm)/{8.31x(273+t)}
、
(C) 2本の液体捕集装置を直列に連結した場合の捕集全量の求め方:
捕集率=(1本目捕集量-2本目捕集量)/1本目捕集量であり、捕集全量=1本目捕集量/捕集率で求められる。
(D) 相対濃度で評価値計算をやってはいけません:
鉱物性粉じん重量を相対濃度計で測定した場合、評価値計算に入る前に、各相対濃度を質量濃度(mg/m3)=相対濃度(cpm)x質量濃度変換係数(K値)に代入して質量濃度に変換すること。
(E) 測定値の精度管理:
参照:工学基礎実験講義資料(阪田泉、中部大工学部工学基礎教室・情報工学科)
E-1.正確さ(accuracy、真値への近さ):通常は、平均値を最確値とする、
E-2.精密さ(precision、ばらつき):誤差、σ、
標準偏差: ≦1σ:68.3%、≦2σ:95.5%、≦3σ:99.7%、
誤差: 絶対誤差、相対誤差、
変動係数(coefficient of variance or variation, CV、%):
分析値の偏りは、計算上、精度(ばらつき)とは標準偏差で表現され、正確さ(かたより)は計測平均値の 真値からの隔たりで表現される。一般に、変動係数=(標準偏差/平均値)x100が10%以下、または、変動が2xCVの変動幅に収まる場合、ばらつきは少ないと判断される。
E-3.管理図:Xbar-R管理図、pn管理図、X-Rs-R管理図(エックスバー・アールエス・アール):
X:平均値で、日間の偏り、Rs:移動範囲=|Xi-Xi+1|でバラツキの度合を示し、R:その日の測定値の分布範囲でバラツキの度合を示す。
(F)誤差:
(F-1) 直接測定の誤差:
例: 円柱の直径 d=10.96(最確値、平均値)±0.06(誤差、最確値の確からしさ=正確さ(偏り)+精密さ(バラツキ))mm
誤差: 正確さ(偏り)=系統誤差、
精密さ(バラツキ)=偶然誤差
系統誤差:測定器差δ、
偶然誤差:原因不明のバラツキ、
最確値の平均誤差σ=√[(Σ⊿i^2)/{n(n-1)}]、残差⊿i=測定値-平均値(最確値)
平方誤差=系統誤差と偶然誤差の合成、ε=√(δ^2+σ^2)、
注意
絶対誤差: 誤差=測定値-平均値
相対誤差: (誤差/平均値)x100(%) (≦3%)
測定値に関して:(参照:新潟大木村勇雄)
読み取り:最小目盛の1桁下、この場合読み取り値67.4は真値が67.35~67.45の間にあることを示す
有効数字は、単位やべき乗の小数点を揃えて、小数点以下の桁数は平均値(最確値)と同じにし、丸めは全て切り上げとする
(F-2) 間接測定の誤差: 計算式で求める
例: 円柱の体積について、直接測定より直径d=d±εd, 高さh±εhとすると,
計算式より間接測定として
最確値V=πd^2h/4、
誤差εv=√{(∂V/∂d)^2・(εd)^2 + (∂V/∂h)^2・(εh)^2}
誤差の求め方:
V=πd^2h/4,
dに誤差⊿dがある場合d+⊿d,
V+⊿V=π(d+⊿d)^2h/4=πd^2h/4 + π2d⊿dh/4 +π⊿d^2h/4 =πd^2h/4 + π2d⊿dh/4、
∴⊿V=π2d⊿dh/4=(πdh/2)⊿d=(∂V/∂d)⊿d、
hに誤差⊿hがある場合h+⊿h、
∴⊿V=(πd^2/4)⊿h=(∂V/∂h)⊿h、
∴⊿v=(∂V/∂d)⊿d + (∂V/∂h)⊿h、
Σ⊿v^2=Σ((∂V/∂d)⊿d + (∂V/∂h)⊿h)^2
=(∂V/∂d)^2Σ⊿d^2 + 2(∂V/∂d)(∂V/∂h)Σ⊿d⊿h + (∂V/∂h)^2Σ⊿h^2、
∴εv=(∂V/∂d)^2εd^2 + (∂V/∂h)^2εh^2
=√{(∂V/∂d)^2・(εd)^2 + (∂V/∂h)^2・(εh)^2
以上より、誤差伝播の一般式:
t=f(x,y,z,.......)の時、ε=√{(∂f/∂x)^2・(εx)^2+(∂f/∂y)^2・(εy)^2+.......},
∂:ルンド、
∂f/∂x:偏微分、
(εx)^2:各測定値の平方誤差
例: L=x-yの場合、
εL=√{(∂L/∂x)^2・(εx)^2+(∂L/∂y)^2・(εy)^2}
=√{(1)^2・(εx)^2+(-1)^2・(εy)^2}
=√{(εx)^2+(εy)^2 $
例: 円柱の体積V=πd^2h/4の場合、
誤差εv=√{(∂V/∂d)^2・(εd)^2 + (∂V/∂h)^2・(εh)^2}
=√{(πdh/2)^2・(εd)^2 + (πd^2/4)^2・(εh)^2#
分析値の誤差の伝播:
四則演算: N1=n1±a1, N2=n2±a2である時、
N1±N2=(n1±n2)+√{(a1)^2+(a2)^2}、 $
N1xN2=(n1xn2)+(n1xn2)x√{(a1/n1)^2+(a2/n2)^2}、#
N1/N2=(n1/n2)+(n1/n2)x√{(a1/n1)^2+(a2/n2)^2}
関数式: N= n ± ⊿aである時、
f(N)=f(n+⊿a)=f(n)+f'(n)⊿a, f(N)-f(n)=f'(n)⊿a,
絶対誤差=f'(n)⊿a,
相対誤差=f'(n)⊿a/f(n)
誤差伝播の一般式:
t=f(x,y,z,.......)の時、ε=√{(∂f/∂x)^2・(εx)^2+(∂f/∂y)^2・(εy)^2+.......},
∂:ルンド、
∂f/∂x:偏微分、(εx)^2:各測定値の平方誤差
⊿t=(∂f/∂x)⊿x + (∂f/∂y)⊿y + (∂f/∂z)⊿z + ・・・・・・より
精度の見積り(間接測定) (⊿t/t) = (∂f/∂x)⊿x/t + (∂f/∂y)⊿y/t + (∂f/∂z)⊿z/t
t=x^p ・ y^q ・ z^rの時、
精度の見積り(間接測定)⊿t/t=p・⊿x/x + q・⊿y/y + r・⊿z/zと、各測定の相対誤差のp, q, r倍が伝播する
(G)有効数字:
測定値に関して:(参照:新潟大木村勇雄)
読み取り:mm物差しの読み取り値67.4cmは、mmより1桁下の真値が67.35~67.45の間にあることを示す
有効数字は、べき乗の小数点を揃えて、小数点以下の桁数は平均値(最確値)と同じにし、丸めは全て切り上げとする
四則演算:(参照:埼玉工大小西克享)
加減: 小数点を揃え、小数点以下の最小有効数字
乗除: 最小有効数字の数に合わせる
対数: 整数部分=指標、小数部分=仮数、有効数字=仮数部分のみ、(参照:新潟大木村勇雄)
log240 =log(2.4x10^3)=log2.4+log10^3=log2.4+3=3.3802
log240000=log(2.4x10^5)=log2.4+log10^5=log2.4+5=5.3802
(I)計算途中の中間値:(参照:埼玉工大小西克享)(新潟大木村勇雄)
中間値を使う場合: 最低2桁増やして計算を続ける
使わない: 分数で計算
電卓で一括して計算
(J)丸め:
測定値: 最確値(平均値)と単位、べき乗を揃えて、同じ位まで切り上げ=有効数字は、単位やべき乗の小数点を揃えて、小数点以下の桁数は平均値(最確値)と同じにし、丸めは全て切り上げとする:
例: V=23650±82 mm^3=(2.365±0.0082)x10^4 mm^3=(2.365±0+0.009)x10^4
mm^3 または、=(23.65±+0.09)x10^3 mm^3=23.65±0+0.09 cm^3
n桁目の処理:
n桁目は四捨六入し、
n桁目が5の場合(n桁目が5である数字の半分を切り捨て、半数を切り上げる為に):
n+1桁がある場合、切り上げる: 0.1252→0.13
n+1桁が無い場合: n-1桁が奇数の場合、切り上げる: 0.135 →0.14
偶数の場合、切り捨てる:0.125 →0.12
(K)補間法:データの中間点の推定は比例式で計算する、
(M) 電離放射線における標準偏差の求め方:
√[1秒カウント数(cpm)/(計数秒)]=√[カウント数/{(計数秒)^2}]、
(N) 近似式、近似値、誤差、
近似式:
一次: f(a+h)≒f(a)+hf'(a), (1+h)^n≒1+nh, 1/(1+x)≒1-x, √(1+x)≒1+x/2, (1+x)^(1/3)≒1+x/3、
二次: f(a+h)≒f(a)+hf'(a)+(h^2/2)f"(a), f(x)≒f(0)+xf'(0)+(x^2/2)f"(0), (1+x)^n≒1+nx+{n(n-1)x^2}/2、
(X) 対数グラフ:
測定値のバラツキを片対数グラフをExel2003で作成する(参照:新潟大木村勇雄)、
、、、、、
|
|
日医認定産業医登録のやり方
「東京都医師会」 |
新規登録:地域医師会に問い合わせ、年数に係わり無く、毎年開かれる1単位2時間の基礎研修講習会に25回出席し50単位を履修することが条件です。基礎研修内容は3部門に別れ、前期研修14単位と実地研修10単位と後期研修26単位それぞれが必須であることに注意してください。詳しくは日本医師会配付のリ-フレット「認定産業医の手引」を医師会より入手してください。これらの3部門50単位履修後、その産業医学研修手帳を各都道府県医師会に提出して、都道府県医師会長は、認定産業医認定申請書の届け出を受けた場合には、申請者の基礎研修受講状況などを審査したうえで、日本医師会長に推薦します。日本医師会長は、都道府県医師会長から推薦された医師について、審査を行って認定・登録し、認定証を交付します。7月に申請するとは9月末に、11月に申請すると翌年1月末に、3月に申請すると5月末に、認定されます。また、早急に登録したい場合は、自治医大や産業医大などの講習会1週間コ-ス1回または数日間コ-ス数回を受講することにより短期間で登録できます。日本医師会や地域医師会のホ-ムペ-ジで、認定産業医講習会ニュ-スを参照してください。
更新:5年毎の更新が必要で、認定証取得後の5年間(認定証に記載されている有効期間中)に生涯研修20単位以上(更新研修1単位以上、実地研修1単位以上、専門研修1単位以上の合計20単位以上)の修得が必要です。更新の申請は1月置きの年6回受け付けられます。
現在、日医認定産業医総数は全国で4万人、新潟県内で800人程度で、産業医1人当り事業所数ヶ所に選任されることとなります。が、実際のところ、ペーパー産業医や健診医が多いといわれています。
|
|
使用者とは(労働基準法第10条)、
使用者、
事業者・事業主、
労働者性とは(労基法上の判定基準)、
|
労働基準法の適用除外:
労働基準法全部適用除外:
同居親族のみの個人商店(一人でも他人の従業員が居れば適用となる)、
家事使用人、
一般職の国家公務員(行政執行法人の職員を除く)、
一部適用除外:
一般職地方公務員、
船員法1条1項の船員(労基法1条労働条件の原則とその罰則は適用となる)、
労基法第一章総則、第10条「この法律で「使用者」とは、事業主又は事業の経営担当者その他その事業の労働者に関する事項について、事業主のために行為するすべての者をいう。」
すなわち労働基準法上の「使用者」とは、実質的に一定の権限が付与されていれば、課長・係長などでも使用者とされ、
① 「事業主」とは、その事業の経営主体であり、個人事業にあってはその事業主個人、会社その他の法人にあってはその法人そのものである。
② 「事業の経営担当者」とは、事業経営全般について権限と責任を負う者で、一般的には法人の代表者、役員がこれに当たる。社長、
③ 「事業の労働者に関する事項ついて事業主のために行為するすべての者」とは、労働条件の決定や業務命令の発出、具体的な指揮監督を事業主のために行う者のことである。部長、課長、
注意1.労働基準法上の使用者の概念は相対的であり、労働基準法各条の義務について実質的に一定の権限を与えられているか否かによる。
注意2.単に上司の命令の伝達者に過ぎない者は、使用者とはみなされない。
注意3.事業において、地位の高い者から低い者まで、それぞれの権限と責任の限度において使用者責任を負うことになる。
注意4.労働基準法が「使用者」の範囲を広く定めているのは、違反者を「使用者」として処罰するためである。なお、労基法と異なり、安衛法には「両罰規定」(第121条)により、違反者と事業主がその責任を追及されることになる。
注意5.「移籍出向」の場合には、労働基準法における使用者責任はすべて出向先が負う。(出向先との間にのみ労働契約関係が存在する。)
注意6.「在籍出向」の場合には、出向元、出向先及び出向労働者の三者間の取り決めによって定められた権限と責任に応じて、それぞれ出向元と出向先が労働基準法上の使用者責任を負う。(出向元、出向先双方との間で労働契約関係が存在する。)
注意7.「労働者派遣」の場合には、労働者派遣法第44条「労働基準法の適用に関する特例」により、派遣元、派遣先それぞれが労働基準法上の使用者責任を分担することになる。(労働契約関係は派遣元との間にのみ存在する。)
安衛法の主たる義務者は「事業者」とされ、具体的には、その事業における経営主体のことで、個人企業では事業主、会社その他法人では法人そのもののことを指す。この為、事業者から例え課長などに権限が付与されていても「事業を行う者(事業者)」に該当しないので、その課長などは事業者に当たらない。安衛法122条においても、違反行為者と共にその法人又は事業者の両罰規定がある。
蛇足:
使用者:労基法。広く規定。事業者・主+事業経営担当者(取締役)+労働者に関する(人事部長、総務部長)+在籍出向の場合の出向先元と出向先の両方の使用者+移籍出向の場合の出向先使用者(昭和61/06/06, 基発333号)。単に上司 の命令の伝達者にすぎない場合を除いて、実質的に一定の権限を与えられている者(昭和22/09/13, 基発17号)。
事業者:安衛法上、利益の帰属主体としての「事業者」だけを義務の履行者としている(昭和47/9/18, 基発91号)。
労働基準法上の使用者=(個人企業では企業主個人または法人では法人そのもの)+(経営担当者)+(事業主の為に行為をする全ての者)の3者、安衛法上の事業者=労働基準法上の(個人企業では企業主個人または法人では法人そのもの)のみ。
注意:事業者責任と事業者の代行者責任:安衛法上は社長が建設現場等の安全衛生管理の全責任はあるが、社長が現場全てを監視できなし作業所長等に責任と権限を委ねており、現実的には、現場管理者たる作業所長が社長に代わって責任を負っている。同様に、作業所長は各作業毎に作業担当者に権限を委ねているので、各作業管理監督者は作業所長に代わって、それぞれの現場に限定して責任を負う。故に、事業者=社長だけでなく、現場管理監督者全員が芋づる式に責任をとわれることになる。
建設業で、労災保険加入責任が元請業者にある為に、下請けの事故の責任は元請にあると誤解され易い。元請の責任は下請けの指導責任であり、下請けの起こした災害の直接責任は直接雇用関係と賃金支払いのある下請けの事業者である。例えば、元請の足場を下請が使用して事故が起こった時、安衛法31条+安衛則655条による注文者義務による元請責任もあるが、下請事業者には自社労働者に対して安衛則518条の墜落防止措置義務がある。下請が勝手に足場の安全装置の手すりを外して作業した場合は、元請には安衛法30条(作業所巡視義務)+安衛法29条(関係請負人に対する法令違反防止の指導・指示義務)違反となり、下請の勝手な設備変更を理由として元請の責任回避は許されない。いずれにしろ、事故が起きたら、元請・下請両方共に責任を問われる。
統括安全衛生管理体制:特定元方事業者ー関係下請人、請負関係:安全衛生措置義務、注文者としての安全措置義務、元方事業者としての安全措置義務(安衛法31条、注文者の講ずべき措置、義務は自らの請負系列にのみ限定される、図示)、
事業主:労働社会保険法。利益の帰属主体としての「事業主」だけを義務の履行者としている。
。
労働者:
事業または事務所に使用される者で、賃金を支払われる者、
労働者にならない:代表取締役(指揮命令されないので)、、
労働者になる:代表権を持たない重役、
|
|
責務:
労働者の危害防止の措置として、①事業者の講ずべき措置(安衛法20条、21条)、②労働者の自己安全義務(安衛法4条、26条)・自己保健義務(安衛法4条、66条、69条):労働者の安全遵守義務違反による損害賠償過失相殺、
事業者の安全配慮義務
(事業者:安衛法上、例:メンタルヘルス、
使用者:労基法上)、
安全配慮義務違反の導入部分スライド、
無為犯罪 |
超イントロ: これが解らないと話になりません!労働災害が発生した時に発生する責任、
判例における「安全第一」の重要性の再認識:
1.「能率の増進を図ることもさることながら、一度過れば人命にもかかわる職場にあっては従業員の好悪(備え付けの防護カバーが作業の邪魔なので使用しない)にかかわらず、カバー等保安具の使用を強制するなどして人間尊重を第一義に考えるべきである事を忘れ、ただ一途に生産にのみに努めていたことが認められる。この認定事実から、被告会社において大事故の発生しなかったことに安んじ可及的安全施策を怠ったものというべき(奈良地裁葛城支部判決、昭和43年3月29日)」、
2.「企業に第一に求められるのは、作業環境の保持について、労働者の健康、人命尊重の観点から、その時代にできうる最高度の環境改善に努力することであり、この点において、企業は営利を目的としているのであるから、労働者の健康保持の義務も、企業利益との調和の範囲内で、作業環境の改善を投じれば履行される、という考え方は到底採用できない(東京地裁判決、昭和56年9月28日)」(経営者のための安全衛生の手引き、中災防編、第4版、123頁、平成18年.)。
(1)安全衛生管理上の責任に関する法令:
●刑事責任:
A.労働基準法第10条:使用者責任、
B.安衛法第122条:行為者だけでなく法人にも刑を科す(両罰既定)、
安衛法上での具体的「責務」とは:
(1-1)事業者等の責務(法3条):労災時の責任を誰がとるかの明示:ジョイントベンチャー(法5条、則1条):複数事業者による共同施工方式の事業では、出資割合・施工責任の程度を勘案して1名を代表者として定め(則1条1項)、仕事開始14日以前に都道府県労働局長へ届け出る。分担施工方式では、代表者の届出は不要。
(1-1-1)事業者の責務:
①全般:安全と健康の確保(義務規定):最低基準の遵守、快適職場環境の実現、労働条件の改善。国の労災防止施策への協力(義務規定):
安全面(法20,21条)、衛生面(法22条)、環境面(法23条)、作業管理(法24条)、退避措置(法25条)、救護措置(法25条の2)、危険性又は有害性等の調査(法28条の2、努力義務)。
②元方(法29条):請負人への指導、是正指示。
③建設業元方(法29条の2):危険場所での関係請負人への技術指導・危険防止措置。
④特定元方(法30条):協議組織、作業間の連絡調整、作業場所巡視、請負人実施教育への指導・援助、労災防止業務。
⑤製造業元方(法30条の2):作業間の連絡調整。
(1-1-2)機械・器具等の設計者等の責務:労災防止(努力義務)、
(1-1-3)建設工事の注文者等の責務:安全衛生を損なう違法な条件を出さない(義務規定、安衛法31条の4))。
(1-1-4)化学設備改造の注文者の義務(法31条の2):労災防止。
(1-1-5)機械貸与者の義務(法33条):労災防止。
(1-1-6)建築物貸与者の義務(法34条):労災防止。
(1-1-7)ガス工作物等設置者(法102条):ガス・電気工作物、熱供給施設、石油パイプライン設置者の労災防止措置。
(1-1-8)重量表示義務(法35条):1トン以上の荷を一貨物で運搬時、重量表示。
(1-2)労働者の責務(法4条):労災防止事項遵守(義務規定)、②事業者等の労災防止措置への協力(努力義務)。50万円以下の罰金(法120条)。
C.刑法第211条:業務上過失責任の法定刑は5年以下または100万円以下の罰金(刑法209条業務外の過失傷害罪は30万円以下の罰金又は科料)、
●民事責任:
D.民法第415条:債務不履行責任(安全配慮義務違反)、労働契約法第5条、:
E.民法第709条:不法行為責任(故意、過失)、
安全配慮義務違反というのは,使用者が従業員が安全に業務遂行できる環境づくりを怠った場合に問われる債務不履行責任で,従業員は当該義務を怠った使用者に対し,当該債務不履行を理由とする損害賠償責任を追及できます。この場合の消滅時効は権利を行使できることを知った日から5年,権利を行使できる時から10年とされています。但し,人の生命又は身体を害するものについては,10年のところ20年に延長されます。
被害者社員は加害者に対し,不法行為に基づき消極的・積極的損害について損害賠償請求することができます。この場合の消滅時効は損害及び加害者を知った時から3年,行為の時から20年間とされています。但し,人の生命又は身体を害する不法行為による損害賠償請求権の消滅時効は3年のところ5年に延長されます。
F.民法第715条:
使用者責任(事業者及びその代行者):被害者保護の為に被用者加害を使用者責任とする、但し使用者が被用者を十分に監督していた場合は免除される、
部長が部下にパワハラをした場合などは,被害者は使用者に対して使用者責任(民法715条)責任を追及し,加害者と使用者ともに損害賠償することになります
G.民法第717条:工作物瑕疵責任、
H.民法第716条:注文者責任(注文者の注文指示過失)、
I.自賠責法第3条:
自動車運行供用者責任:
交通事故被害者保護の為に凶器となる自動車を支配し利益を得ている人が責任をとる。
運行供用者の例:
1.マイカー運転手、
2.会社:会社の車を自社員が交通事故、
3.会社と自社員:会社の車を自社員が無断運転し交通事故、
4.会社:営業用としても使用しているマイカー運転手の通勤中に交通事故、
5.親会社と子会社:親会社から借りた自動車を子会社員が交通事故、
6.レンタカー会社とレンタカーを借りた人:レンタカーでの交通事故、
参照:
自動車事故における所有者と使用者の責任:
• 使用者責任:民法715条に基づき、使用者は、被用者が業務中に第三者に損害を与えた場合に、責任を負います。
• 運行供用者責任:自動車損害賠償保障法により、運行供用者(車両の所有者や管理者)は、事故による損害賠償責任を負うことがあります。
• 事故の責任:会社の所有する車両で事故が発生した場合、会社が運行供用者責任を負い、運転者は不法行為責任を負います。
• 損害賠償請求:所有者と運転者が異なる場合、物損(修理費等)の損害賠償請求権は所有者に帰属します。
(2)事業者の安全配慮義務:判例に見る企業の健康配慮義務:
会社というのは「法人」というくらいで、法的に人格があるものと認められています。従ってそこはやはり「人」として「法」を守らなければなりません。労働に関して言えば、労働安全衛生法という法律があり、それにより会社は職場の安全や労働者の健康に配慮する義務があります。社会的に認められた「法人」としてはやはりそこで働く労働者を守る社会的責任があるということです。仕事が原因で労働者が病気になったり、怪我をすることをといいます。労働災害を防ぐためにある法律が労働安全衛生法です。会社の「労働者の安全に配慮する義務」がこの法律で定められています。労災を防止する為に会社がやるべきこと:(1)安全衛生管理組織の確立:職場の規模に応じて、安全管理者、衛生管理者、産業医などを設置する、(2)労働者の危険や健康障害を防止するための措置を講ずる:作業場に危険な箇所がないか、作業方法に危険はないか、事故が起きたときの救護施設は万全かどうかなどを吟味する、(3)機械の検査や有害物の規制:作業機械の定期メンテナンスや有害物を扱う場合はその使用限度や作業衣などの不備がないかどうかを吟味する、(4)労働者に対する安全への指導:重機や機械を扱う場合は免許保持者や有資格者を就業させる、(5)健康保持への措置:定期健康診断の実施や、作業場の環境測定就業時間などのチェックを行なう、(6)快適な職場環境の形成:トイレの場所や休憩所などを適切に設備する。特に健康診断は年1回の検診を行なうよう会社には義務づけられています。また特定化学物質や有機溶剤を扱う職場では6ヶ月に一回の検診となります。これは労働者側にも受ける義務があります。嫌だからといって受けないと会社から制裁を受けることがありますので注意してください。なお、検診の結果労働者の健康が損なわれていることが判明した場合は、就業場所や業務内容の変更、就業時間の短縮などの措置を講じなければなりません。
安全配慮義務とは雇用契約に発生根拠をもち、「労務の提供にあたって労働者の生命・健康等をを危険から保護するよう配慮すべき使用者の義務」とされ、この義務を怠った為に労働者が損害を被った時には事業主は損害を賠償する義務を負うことになる。その重要性は高額な賠償金の支払いが事業所の収支を悪化させ、最悪の場合倒産に至ることより明白である。そのようなリスクを考えると、経済的には少額の出費で済む安全配慮環境を構築することは大きなメリットがある。以下の判例を読むことにより理解を深めていただきたい。
(判例1)職場の設備に関する安全配慮義務の裁判例(最高裁第3小法廷判決昭和59年4月10日、川義事件):概要:被災者(18歳)が勤務先の川義株式会社の宿直中に反物を盗む目的で訪れた元従業員に首を絞められたうえ、バットで頭を殴られて殺されたので、遺族が会社に対し宿直員の身体、生命に対する安全配慮義務の違反があったとして合計約3400万円の損害賠償の支払いを求めた事案。判決要旨:会社が、夜間においても、その社屋に高価な反物、毛皮等を多数開放的に陳列保管していながら、右社屋の夜間の出入口にのぞき窓やインターホンを設けていないため、宿直員においてくぐり戸を開けてみなければ、来訪者が誰であるかを確かめることが困難であり、そのため来訪者が無理に押し入ることができる状態となり、これを利用して盗賊が侵入し宿直員に危害を加えることのあるのを予見しえたにもかかわらず、のぞき窓、インターホン、防犯チエーン等の盗賊防止のための物的設備を施さず、また、宿直員を新入社員一人としないで適宜増員するなどの措置を講じなかつたなど判示のような事実関係がある場合において、一人で宿直を命ぜられた新入社員がその勤務中にくぐり戸から押し入つた盗賊に殺害されたときは、会社は、右事故につき、安全配慮義務に違背したものとして損害賠償責任を負うものというべきである。
(判例2)職場の器具や機械設備といった設備的な安全配慮にとどまらず、健康衛生(病死のみでなく自殺についても)という面でも事業主には安全配慮義務があるという裁判例(最高裁第2小法廷判決平成12年3月24日、電通事件):概要:長時間にわたる残業を恒常的に伴う業務に従事していた労働者がうつ病に罹患し自殺した場合に、会社が労働時間を軽減させる具体的措置をとらなかったことは安全配慮義務の不履行であるとして、使用者責任(民法715条)に基づく損害賠償責任が肯定され、自殺による死亡逸失利益等の請求を認めた。その結果、1億6800万円の損害金の支払いで和解した。判決要旨:第1審:過剰労働時間、うつ発症・自殺因果あり、安全配慮義務違反を認め1億2000万円賠償の判決。控訴審:第1審判決に被控訴人の性格を過失相殺3割とし、8900万賠償の判決。上告審:残業が自己申告で過少申告しがちであることや、直属上司が仕事振りを見て過剰労働と知りつつ放置していたなど認識が不十分であった為に、適切な措置を講じなかったという安全配慮義務を尽くす努力を欠いていた。また控訴審の相殺を破棄した。敗訴部分について東京高裁に差し戻し、裁判上の和解により解決した。
この事例の否定形として:参照:精神障害による自殺と労基法施行規則別表第1の2第9号「その他業務に起因することの明らかな疾病」該当:平均的労働者を基準とする前提における、自殺を惹起しうる程の労働の過重性の客観的証拠が必要:村木高志、精神障害の治療歴のある労働者の自殺と業務起因性、産業保健21 2008;53:19.
以上で、安全配慮義務が必要であることをご理解いただけたでしょう。そこで、法律上、事業主の安全配慮義務とは何かと問われれば、労働安全衛生法を遵守することが必要十分条件です。判り切ったことですがその内容は、(1)安全衛生管理組織の確立(職場の規模に応じて、安全管理者、衛生管理者、産業医などを設置する)、(2)労働者の危険や健康障害を防止するための措置を講ずる(作業場に危険な箇所がないか、作業方法に危険はないか、事故が起きたときの救護施設は万全かどうかなどを吟味する)、(3)機械の検査や有害物の規制(作業機械の定期メンテナンスや有害物を扱う場合はその使用限度や作業衣などの不備がないかどうかを吟味する)、(4)労働者に対する安全への指導(重機や機械を扱う場合は免許保持者や有資格者を就業させる)、(5)健康保持への措置(定期健康診断の実施や、作業場の環境測定就業時間などのチェックを行なう)、(6)快適な職場環境の形成(トイレの場所や休憩所などを適切に設備する)。支出に限度がある現状では、リスクアセスメントで高危険度の順に改善してゆくことが望まれます。
(3)事業者には安全配慮義務・使用者責任がある。安衛法第122条(両罰規定)において、安衛法第116,117,119,120条に関して、行為者を罰するのみでなく、その法人または人に対しても罰金刑を科する。更に、事業者の代行者責任として、事業者のみでなくその権限を授権された管理・監督者の安全管理者・職長・作業主任者・産業衛生スタッフ等にも責任が求められ(民法644条善良なる管理者の注意義務)、相応分(例えば、2割程度)の請求もありうることに注意されたい。
(4)安衛法では事業者の安全配慮義務がうたわれているが、そればかりではなく、作業員自身へも「自分の身は自分で守る」という当然の義務を法的義務として明示している(すなわち、労災時には、作業員の過失として、賠償が低減される過失相殺(そうさい)の可能性が示唆される):安衛法第26条において、「労働者は、事業者が同法第20条から第25条の2第1項の規定に基づき講ずる措置に応じて、必要な事項を守らなければならない。」とされる。例えば、建設作業員が遵守すべき安衛法・安衛則・クレーン則を6項目の義務とは:
1.安全状態を保つ義務、
2.安全措置の義務、
3.保護具の着用・使用義務、
4.危険な行動の禁止義務、
5.無資格就労の禁止義務、
6.車両系建設機械運転者の自己安全義務と誘導・合図に従う義務、。
対応:安全作業心得(労働者の遵守事項)を就業規則に含める(機械作業、シーキューブ)。
参照:
1.当ホームページ(1)はじめに:安全卵、安全配慮義務違反、
2.請負と安全配慮義務:特定機械等の貸借、
3.経営者のための安全衛生の手引き、中災防編、第4版、123頁、平成18年.
4.林剛司(日立製作所)、産業医から見た近年の産業保健に関わる裁判例、第33回神奈川産業保健交流会、神奈川産業保健推進センター、2005.09.17.、
5.責任・裁判例1、
6.安全配慮義務違反と不法行為:労災における民事責任(村山法律事務所)、法令一覧表+運行供用者責任、損害賠償計算式、
|
| |
求償、
労働者に対する事業者からの損害賠償請求、
労働者はどのような場合に使用者に対して損害賠償責任を負うのか(独法労働政策研究・研修機構、労働問題Q&A,12.労働紛争解決処理、Q6) |
1.民法による損害賠償責任について: 労働基準法第16条で「使用者は、労働契約の不履行について違約金を定め、又は損害賠償を予定する契約をしてはならない。」と規定していますが、金額を予定することを禁止するのであって、現実に生じた損害について賠償を請求することを禁止する趣旨ではありません(昭和22.9.13基発17号)。 したがって、労働者が業務を遂行する中で使用者に損害を与えた場合、民法第415条(債務不履行)または民法第709条(不法行為)により、労働者は使用者に対して損害賠償責任を負うことになります。 また、労働者が業務を遂行する中で第三者に損害を与えた場合、使用者は使用者責任(民法第715条1項)により第三者に対し損害賠償責任を負い、賠償したときは労働者に弁償を要求することができます(民法第715条3項)。
2.労働者の責任が制限されるとする根拠について: 労働者の責任が制限されるとする法的構成については、判例・学説ともに多様ですが、根拠として次のような、おおまかな共通認識があると考えられています。 第1に、使用者が労働者に損害の発生する可能性のある労働をさせ利益を得ていながら、実際に発生した損害を全て労働者の負担に求めるのは不当であること、第2に、使用者の指揮命令のもとに行われる労働において、損害の原因となる状況を労働者自身が除去・回避することは困難であること、第3に、使用者は経営から生じる定形的危険について、保険制度等を通じて損失の分散を図ることができることです。 以上のような認識に基づき、労働者が業務を遂行する中で発生した損害について、労働者にのみ責任を負わせることは公平を欠いていると考えられ、損害負担については労使双方に公平な分担を求める、すなわち労働者の責任が制限されると考えられています。なお、横領など労働者が故意に違法行為をおこなった場合には、労働者の責任が制限されることはありません。
3.労働者の責任が制限された判例: 労働者の責任の制限について最高裁が初めて見解を示した 茨城石炭商事事件(最高裁第一小法廷判決昭和51.7.8民集30巻7号689頁)では、使用者の「事業の性格、規模、施設の状況、被用者の業務の内容、労働条件、勤務態度、加害行為の態様、加害行為の予防若しくは損失の分散についての使用者の配慮の程度その他諸般の事情に照らし、損害の公平な分担という見地から信義則上相当と認められる限度(25%)」において、使用者は労働者に対し賠償を請求することができるとしています。重過失時の求償は4-7割、軽過失時は0-3割程度と思われる。
現場責任者・職長・作業主任者など監督スタッフの過失も同様である。
|
| |
|
|
|
過失傷害と業務上過失傷害、
使用者責任と運行供用者 |
(1)労働災害では、加害者を個人だとすれば刑法が課せられ、法人だとすれば労働法が課せられる、
(2)自転車事故は「過失傷害」で、バイク以上の(危険を伴うので)安全義務を有する乗り物だと「業務上過失傷害」。
(3)「使用者責任」「仕事中および仕事と関連ある時に社員が加害者になったときには会社は被害者に償う義務を負う(民法715条)」:(3’)「運行供用者(自己の為に自動車を運行の用に供する者)の事故に会社は責任を負う(自賠法3条)」。
|
|
労働衛生とは(Occupational Healthの和訳で、正確には翻訳当て字。産業保健、産業医学、産業衛生、労働安全衛生など多数の呼び名がある) |
労働衛生の歴史は、BC370年:ヒポクラテス:鉛中毒による腹痛(鉛仙痛)の記載後は不明です。1700年:ラマチィーニ(イタリア、産業医学の父):「職人の病気」を出版し、作業と作業環境の概念を明瞭にしました。1833年:最初の労働者保護法である第2次工場法(英国)により児童・婦人労働者の保護が規定され、1947年:10時間労働制が認められました。1948年:WHO設置。日本においては、富国強兵・殖産興業の担い手として労働者の保護が叫ばれ、1916年(大正5年):工場法施行(日本)され、戦後、1947年(昭和22年):労働省設置・労働基準法制定され、1972年(昭和47年):労基法より安全衛生事項が労働安全衛生法として抽出分離拡大され、労働者の安全と衛生がクロ-ズアップされました。
以上の歴史背景より、法律上、特別法は一般法に優先することより、労働衛生の最低遵守要件は安衛法に記載されています。安衛法は罰則規定の添付された123条の大法典です。しかし、その言わんとするところは、労働安全衛生の目的は安衛法の総則の第1条に明記され、労働者の安全と衛生の確保と快適な職場環境の形成である。その為の措置として、機械や有害物の規制、責任体制としての安全衛生管理体制の明確化、自主的活動としての安全委員会・衛生委員会・安全衛生委員会を設置・運営することが必要となるのである。労働衛生スタッフは常に5管理を念頭に置き、Plan-Do-Check-Actによる総合計画的な対策の推進が期待される。
|
|
職場の衛生管理のやり方 |
労働衛生管理における問題がある場合、基本的には、5管理のいずれに当るかを分類します。すなわち、作業環境管理、作業管理、健康管理、教育、総括管理です。そして、和田先生の産業保健マニュアルの教科書にあたって、その項目を検討します。日常巡視・管理上は、業務別の職場の衛生管理チェックリスト集を茨城産業保健推進センタ-ホ-ムペ-ジからダウンロ-ドして使用してください。チェックだけなので、とても簡単です。
参照:業種別、災害頻度と防止。
|
|
なぜ今更安全衛生教育が必要なのか?
法令上の義務、
安全衛生教育、
職長等の教育、
職長の責務、
その他、
安全衛生教育の対象者別の教育内容(1)、(2)、 |
米国においては、作業者の不安全行動による災害発生時の責任の所在について:(1)作業手順が作成されていなかった場合は事業者の責任、(2)作業手順は作成されていたがそれに基づく教育が行われていなかった場合は現場監督者の責任、(3)作業手順が作成され、かつ、それに基づく教育も行われていた場合は作業者の責任。(労働安全コンサルタント野原石松.安全管理基礎講座Ⅶ.労働衛生コンサルタントのための「安全管理」安全教育.日本労働安全衛生コンサルタント会ホームページより)
労災防止の為に、「労働者の就業に当っての措置」として、A. 安衛法59条「安全衛生教育」:(1)雇入れ時・作業内容変更時(法59条1項と2項)、(2)特別教育(危険又は有害な業務時(特別教育、法59条3項)と、B. 法60条「職長等の教育」:(3)現場で指導・監督する職長に対して、の縛りがある。対象労働者は、常用労働者のみでなく、パートや臨時労働者等の常時労働者全員である。所定労働時間内に行われ、法定時間外に安全衛生教育がなされた場合は割増賃金の支払いが必要となる。事業所外講習による場合の講習費や旅費等は事業者が負担する(昭47.9.18.基発602号)。
更に、バブル後の雇用形態の変化により、高齢または未熟な従業員が増加したことにより、改めて強調されてきました。特に、中小企業が事業所全体の95%、労働者の80%を占める日本においては、専門職の高齢化と相まって、人件費抑制の為に労働形態が非正社員・女性労働者にシフトし、高齢・未熟者による労災発生を誘発しております。その対策としての投資も貸し渋り・貸し剥がしによる融資制限により制限され、労働環境が悪化する傾向にあります。その為、比較的廉価な安全衛生教育が強調されてきたのではないでしょうか。教育の受け手がインセンティブであればその効果はあるのかもしれませんが、そのようなモティベ-ションを持っている人は一般に従業員の20-30%であり経営者の思惑道理には行かないようです。やはり投資相応の効果に留まるのでしょうか。
他方、最近5年間に事業場内の組織の統合や削減のあおりで、安全衛生管理組織の統合が進行しています。優良企業は安全衛生管理組織を高格付化し、中小企業は取り残され従業員全員の安全衛生に関する責任と役割が分担されています。
法律上の縛りのみでなく、以下のような安全運動が重要である:(1)毎朝作業にかかる前に、各職場で職長中心として行う安全朝礼、(2)安全提案や無事故などの表彰、(3)社内新聞、ポスター、映画、ビデオなどによる宣伝、(4)安全週間、整理・整頓の週間などの実施、(5)安全に関する資料の展示会、(6)職場安全に関する資料の展示会、(7)職場安全に関する会議・発表会・展示会などの開催(災害例、傷害統計、行動記録などビデオ・写真を用いると効果的)、(8)安全教育は、設備管理上の初期流動管理である。
労働安全衛生教育の導入部分として、その必要性を強調し:事業者には安全配慮義務・使用者責任がである、管理・監督者の安全管理者・職長・作業主任者・産業衛生スタッフ等にも民事上安全配慮義務違反の損害賠償がありうることに注意すべきである。
参照:
未熟練労働者に対する安全衛生教育マニュアル、製造業向け、厚労省、2016.(2018/03)、
未熟練労働者に対する安全衛生教育マニュアル、製造業、陸上貨物運送業、小売業、2017,
、
|
|
ハインリッヒの法則、リスクマネジメント |
リスクや安全を考えるときにしばしば引用される法則。アメリカの技師ハインリッヒ(H. W. Heinrich)が発表した法則で、労働災害の事例の統計を分析した結果、導き出された考えです。数字の意味は、重大災害を1とすると、軽度災害が29(暗記には30としておく)、危うい災害は300になるというもの(1:29:300)で、これをもとに「1件の(死亡・重傷)が発生する背景に、30件の軽傷事故と300件のヒヤリ・ハット(冷や汗をかいたり、ハッと我に返ったり)がある。」という警告として、よく引用される安全警句です(例の氷山の絵)。日常、ヒヤリ・ハットの状態にまでいかないが(もしくは自覚しない)、実は非常に不安全な状態や行為となると、相当な件数になるはずです。いつもやっていることだから、今までも平気だったので……、という不安全行為が、いつヒヤリ・ハットを飛び越え一気に重大災害になるかも知れません。いつやって来るか分からない災害を未然に防ぐには、不安全な状態や行為を認識し、ヒヤリ・ハットの段階で地道に対策を考え、実行(よい習慣として身につける)していくことが重要です。(これは、顧客サ-ビスなどの実態調査にも応用されていますので、日常生活にも使えるのですよ。)
参照:図にすると裾拡がり三角形の災害ピラミッドと呼称される:
| 法則 |
ハインリッヒ |
バード |
タイ・ピアソン |
スカイヤー |
| 重大事故 |
1 |
1 |
死亡災害 1 |
死亡災害 1 |
|
|
|
休業災害 3 |
休業災害 30 |
| 軽事故 |
29 |
10 |
不休業災害 50 |
不休業災害 300 |
| 物損 |
|
30 |
80 |
赤チン災害・ヒヤリハット 30000 |
| ヒヤリハット |
300 |
600 |
400 |
危険源:不安全行動・状態 300000 |
不休業災害・赤チン災害・ヒヤリハットが報告されない企業風土では、災害ピラミッドは腰のくびれた形に変貌する。
ヒヤリハット、
|
|
危険予知訓練、
危険予知トレ-ニング、Kiken Yochi Training (KYT)、
危険予知ミーティング (KYM)、
危険予知活動、Kiken Yochi Katsudou (KYK)、
指差呼称(ゆびさしこしょう、しさこしょう)やっていますか指差呼称(安全衛生. com) (youtube)、、指差喚呼(しさかんこ)、指差唱和、
4, 5, 6,(中災防販売ポスタ-1、2)、youtube、
家主の老婆心より:
見え見えのヤラセ教材による「間違い探し」や「危険当てクイズ」では意味がありません。潜在エラーの「気付き」による危険排除の思考回路のトレーニングです。その為にも、日頃その作業場で看過されている「良い教材」を的確に察知し、小集団活動を指導できる「リーダー育成」が必須です!
災害事例・ビデオ(厚労省)、
|
KYTとは: 1974年住友金属工業の創出したもので、作業員みんなが参加して安全を先取りして災害防止を図ろうとする災害防止の一手法である。手法としては、職場や作業の状況を描いたイラストシートを使い(または現場そのものを見て)、職場末端の小集団がそのイラストシートにひそむ危険のポイントを話し合い(考え合い・分かり合う)、対策の実施事項をみんなで確認し合うもので、作業の正確性・安全性を高めるのにきわめて有効な訓練として昭和50年代各企業に浸透していった。昭和53年には、ゼロ災運動で開発した「問題解決の4ラウンド法」とドッキングした手法へ、また、昭和57年には「指差呼称」と結びつけた「新KYT」が現在の主流となっている。日本語+英語ちゃんぽん。危険(キケン)のK、予知(ヨチ)のY、訓練(トレーニング)のTをとって、KYTといい、危険予知訓練のことで、不安全行動や不安全状態の危険を予知し、安全衛生を先取りする小集団チームワーク活動(KYサークル、あるいはKYTサークル活動)(K危険・空気をY読むならまだしも、危険を読めない、空気を読めないはダメよ)。全国各地、さまざまな業種で取り入れられ災害防止に大いに役立っています。職場の危険要因は、1.KY:ソフトウエア(ヒューマンファクター、労働者の不安全行動)からのアプローチと、2.リスクアセスメント:危険の数値化からのアプローチ(2つをミックスしたリスクアセスメントを加えた作業手順もあるが)があり、リスクオフ(risk
off)が期待される。決して、管理監督者からの、「K(勝手に)Y(やれ)」ではありません。
KYTは、一般に、リーダー(職長)を中心として、少人数小集団活動(5~6人)で、朝礼やTBM(ツールボックスミーティング)など現場で、15分ほどの短時間ミーティングにおいて、問題(危険)作業に潜在する危険を自主的に発見、把握、解決する感受性訓練と問題解決訓練(危険回避訓練)のKYT4ラウンド法を実施し、その危険のポイントを指差呼称と指差唱和により地固めすることにある。
心理学的な人間(行動)特性=ヒューマンエラー=人は間違える(過誤)を、小集団活動としてのゼロ災チームミーティングにおける、危険予知と指差呼称により、事故に結びつかないように合意(コンセンサス)・解決行動する。しかしながら、私は、あらゆる災害にソフトウエアとしての人的関与があるとしても、本質安全においては、経費がかかるが、ソフト面だけでなく、ハードウエアの解決が本筋である。防止には、低コスト順に、警告刺激の位置(キケン注意テープやステッカーなどによる注意札等が最も喚起されやすい所に設置されていること)、適正照明、フェイルセーフ、フールプルーフ、(個性に基づく)適正配置などが必要とされる。
現在KY提唱30年目で低調なKYを成功させるポイント、または、新しい試みとして、KYにより潜在リスクを抽出し、リスクアセスメント・シートの潜在リスクのリストアップに使用し、労働安全衛生マネジメントシステムとして昇華するべきではないかと考える。
注意:KYT(危険予知訓練)とKYK(危険予知活動)を同じものとして取り組んでいる企業や建設現場もあるようですが、厳密にいうと、KYT(危険予知訓練)は、現場でのKYのために準備として事前に行うもので、KYK(危険予知活動)は、現場でその日の作業開始前に行うものとして区別できます。すなわち、具体的には:(1)KYT(危険予知訓練)とは、イラストによって作業に関係する危険個所や危険行動の直接原因を視覚的に見つけ、その対策を考えます。これは現場でKYがスムーズに行えるよう、事前に訓練するものです。こうした直接原因もさることながら、例えば、出勤前の妻との口論など、間接的な要因によっても、足場を短絡して堕落するなどの災害が発生したケースがあります。そこで、KYT(危険予知訓練)では、さまざまな事故事例から学ぶことが重要だといえます。(2)KYK(危険予知活動)とは、作業開始前にその対策について経験と想像力を働かせ、起こる可能性のある災害を想定し、その防止対策を立てることによって災害を未然に防止する手法です。実際の作業開始前に行い、その日の作業内容や現場の状況にそって考えていくため、不安全状態や不安全行動に対しての対策が現実的でわかりやすく、作業員の危険に対する感受性を高める効果があります。さらに以下の項目を加えることにより、一層の成果が期待できます。1.
些細なヒヤリハットの体験も活かす。2. 災害事例を常に自分の職場に取り入れる。3. 重機・機械・電動工具の機能をよく理解し、取り扱いミスの危険性を知る。
(A)一般的KY:一般的な問題(危険)解決4ラウンド法としてのKYT:危険予知訓練4R法(4ラウンド法, KYT・4R)、始業前や終業時の現場での数分間で実施するKY(実践KY)、(実践KY)の進め方とポイント:
コツ:①「なるほど、これは危ない」という具体的な危険情報を共有することが問題解決の糸口(1R、現状把握)であり、対策樹立(3R)から話し合いをするのではなく、危険ポイント(2R、本質追求)を話し合うことが一人一人の行動に結びつけることになり、アリアリと目に浮かぶ行動目標(4R)が立てられることより、「相互の話し合いと共有による全員参加」が強調された。②KYT・4R+短縮+指差呼称など全員参加を強調:危険ポイント、私たちはこうする、重点指差呼称項目、保護具確認、タッチ・アンド・コール「ゼロ災でいこう!ヨシ!」。危険ポイントや重点実施項目を指差唱和・指差呼称で確認。誤りの減少効果。現場で必ず呼称確認しようという指差呼称項目を一つ決め、3回、「○○ヨシ」と指差呼称・唱和を行い、タッチ・アンド・コール「ゼロ災で行こう!ヨシ!」と指差呼称・唱和で締めくくる)。③すなわち、質問を順に投げかけ、みんなで考えを出し合って、危険予知から対策までを話し合い、いろんな状況設定についてこれを繰り返し、訓練者が参考になる見方を例示しながら考え方の筋道を教えることで、危険を察知するコツを身につける。④学習として、出席者をサブグループに分けて、役割演技でKYTを実施する人達とは別に、観察者チームを設定する。あたかも、金魚鉢の金魚を観察するかのように、役割演技後に、観察者から意見を出してもらう。⑤ヒヤリ・ハットを含むKYKによる5~10年間分の危険のパターンを収集・分類し、これを15~20パターン程度にイラスト・カード化(いろはカルタ化)して、毎日SKY反復し、咄嗟の場合に役立てる(瞬時KY)。
実際の流れ:具体的には、参照の通りで全経過15分である:
準備:イラストシート、大型画用紙、KYボード(建災防)、黒赤青マジック、
チーム編成:1チーム4~5人(含むリーダー、書記)、
機会:作業SKYサイクル(SKYを狭い範囲に押さえ込まず、ライン管理監督者と従業員の点呼やミーティングを捉えて実施する)を回す:A.作業前の点呼またはミーティング:①点呼、整備:使用機材の始業点検、一日一品点検(指呼称活用)、服装・保護具の指差し呼称による相互チェック、月間行動目標唱和、重点指差し呼称項目唱和、職場体操、体調確認・健康KY、30秒スピーチ、②作業指示:5W1H+KYポイント、作業指示メモ、適切指示SKY、復唱確認、個別KY、一声声掛け、③SKY活動:短時間SKY、危険パターンのSKYカード確認、道路KYマップによる運行経路確認、一分間黙想、タッチ・アンド・コール、B.作業中:④ゼロ災作業:現地現物SKY、指差し呼称、連絡、点検、休憩、問い掛けKY、C.作業後の点呼またはミーティング:⑤機材、使用機械、工具の清掃、後片付け、終業点検、⑥復命報告、翌日の作業連絡、⑦SKY活動:ヒヤリ・ハット報告、道路KYマップ記入、マイカーヒヤリマップ確認、運転行動目標唱和、タッチ・アンド・コール。
手技:
(1)第1ラウンド「どんな危険が潜んでいるか?現状把握」:(危険要因を含んだ絵柄の)KYシートや現場での現物作業やビデオや写真を皆で見て、事実の認定(現状把握)、どんな危険が潜んでいるか?ブレーン・ストーミングして、できるだけ具体的に生々しく共有し、「危険の要因(労働災害や事故の原因となる可能性のある、不安全行動や不安全状態、例えば「足場板が狭い、足場板が濡れている、荷を抱えて足元が見えない」)とそれによって引き起こされる現象(事故の型、例えば「墜落、転倒」)とその最終結果(労災、例えば「死亡、骨折」)」の「要因ー現象ー結果」を「濡れていたので、転倒して、骨折した」などと、具体的にどんどん提案して、次のように表現する;「~なので~する」「~なので~して~が起きる」、「~して~する」など。
(2)第2ラウンド「これが危険のポイントだ!本質追求」:本質を探る(本質追求)、これが危険のポイントだ、1Rで出された危険の内、特に皆の関心の高いもの、重大事故に繋がるもの、緊急に対策を要するものを2~3項目に絞り込む。重点化「これが危険のポイントだ」上記のうち、危険事態が発生する確率や、確率は小さくてもそれが起きた場合の事態の深刻さなどを考慮して、重要と思われる危険と危険要因に○印をつける。また、とくに重要と考える危険と危険要因(通常2~3項目を選ぶ)には○印をつけ、危険を招くポイントに◎印やアンダーラインを引く。
(3)第3ラウンド「あなたならどうする?対策樹立」:計画立案、対策樹立、あなたならどうする、2Rで絞り込んだ危険に対して、具体的で実施可能なもの、特にチームとしてこうすべきだという対策をどんどん出す、ブレーン・ストーミングで行う。対策「あなたならどうする」重要と判断した危険要因に対して、危険が現実のものにならないようにするためにどうすればよいかを考えて具体的な予防策を検討する。各項目に対して、2~3項目提案。
(4)第4ランド「私たちはこうする!目標設定」:行動計画(目標設定)、私たちはこうする、のステップを指す。3Rで出された具体的な対策のうち、チームとして、すぐに実施する必要のあるもの、どうしてもやらなければならないものを重点実施項目として、1~2項目を絞込み、※印やアンダーラインをして、重点実施項目を皆の合意で決める。これに対して、~を~して~しようと前向きのチーム行動目標を決める。安全目標「私達はこうする」上記の安全対策のうち現実的で実効性のあるものを選び、同様の状況や作業における行動規範(安全のコツ、安全目標=安全のための行動目標)として標準化する。チーム行動目標をリーダーが指差呼称「チーム行動目標!~を~して~しよう ヨシ!」、全員で指差唱和「~を~して~しよう ヨシ!」。
その後の確認として:
(1)指差呼称項目を1項目設定し、リーダーが指差呼称「指差呼称!~ヨシ!」、全員で指差唱和「~ヨシ!」3回。
(2)タッチ・アンド・コール:リーダー「タッチ・アンド・コール!ゼロ災で行こう ヨシ!」、全員「ゼロ災で行こう ヨシ!」。
(B-a)上記KYTは一人でも可能である:一人KY youtube、実践一人KY、
自問自答式1人KYT、自問自答カード1人KYT、1人4ラウンドKYT:KYカードを使用して自問自答。一人の場合のタッチ・アンド・コールはKYカードにタッチしながら「」実施。
(B-b)短時間、簡略化:
(B-b-1)短時間に簡潔に行うことを目的として:ワンポイントKY youtube、
スリーステップ・シンプルKY(Short time KY, SKY):あれもこれもと欲張っても、実践されなけば、KYTは役に立たないと割り切り、「今日は、この問題を重点的に解決しよう」と第3ラウンドを省略して思い切りよく絞り込み、短時間に圧縮終了させる。1チーム3~4人。口頭のみで2分、KYボードを使用して5分。KYカード(危険パターン)またはKYシートをテーマにして、第2ラウンドは1項目とする。
適切指示SKY=現場での作業指示STK(S:作業、T:チーム、K:危険予知、F1:復唱、F2:復命の5項目):5W1H の適切な作業指示+KYポイント。他、適切指示即時KYT、個別KY(経験年数が少ない人に対して、リーダーが個別に危険予知をしてアドバイスする)、問いかけKY。リーダー研修が必要であろう。1チーム3,4人。3~5分。
チームSKY:模造紙や黒板を使わない。導入は30秒で口頭説明。各ラウンドは30秒~1分。1チーム3~4人。2~3分。
三角SKY:第1ラウンドにおいて、言葉や文章でなく、ボードの絵や写真に危険箇所に△印をしその脇に災害現象マークを記入する。第2ランドでは、二重丸で囲んで本質追究する。1チーム3~4人(または1人で)。2~3分。
1項目SKY:第1ラウンドで1項目のみにする。チームまたは1人で。1分でも可能。
(B-b)問いかけKY youtube、
(C)交通KY:
(C-1)交通KYT基礎4ラウンド法:ストレートKYT(リーダーのリードで短時間に手軽に出来る実践的な手法で、メンバーは1Rの危険を思い付くまま断片的な発言をするだけでよく、それをリーダーが判断、運転行動、相手、現象の4項目に整理し、メンバーに伝える。更に、対策、チーム行動目標、指差呼称項目の決定へと、リーダーのリードで進行する手法),交通マップを使用する交通ヒヤリマップ活動、交通自問自答カード1人KYT、交通1人4ラウンドKYT、交通SD(セーフ・ドライビング)ミーティング。
(C-2)交通KYK:ホンダ危険予測トレーニング(KYT)、
参考:自社営業車災害ならびに自家用車通勤途上災害の予防対策:社内自動車クラブを立ち上げ、会費をワッペン、会員章、ユニフォーム、安全運転講習会、交通KYを実施し、動機作りとする。
(D)健康KY:
(D-1)健康KYT:
(D-2)健康KYK:始業時、1人KY(健康自己チェック)し、監督者に報告し、監督者が観察・問いかけして把握し(健康観察KY、健康問いかけKY)、本人の意思や判断を尊重して、適切な指導・措置をする。また、その結果を上司に報告し、記録する。一般的には、簡単な健康KYが施行される(始業前SKYの枕として、点呼をとる際に、リーダーがリラックスさせる目的で併用)。肩もみ、KST運動(高所作業トレーニング)、体調チェック、
(E)ステップKY:作業は、定常作業と非定常作業に区別され、更に、非定常作業は比較的定型的な計画的なものと全くの緊急作業に分類される。時間の余裕のある計画的非定常作業において、作業直前にその都度、作業の危険予知を行い、作業指示書と抱き合わせて使用しようという試みがなされる。この計画的非定常作業における作業手順決定において、作業のステップ毎に危険予知を行って、安全の急所を決め、私達はこうする欄を記載し、ステップKY書を完成し、予め作成してある定型作業手順書と併用する。参照:作業手順書。
指差呼称(ゆびさしこしょう、しさこしょう)、指差喚呼(しさかんこ):
国鉄が誤操作(ミス)などを防止するために古くから導入していた手法で、プラットホームで駅長さんが電車の方に指差す光景は誰もが知っていると思います。あれです。人間の心の働きには、不注意・錯覚・省略行為(近道反応)などの安全上好ましくない特性があります。日本大学生産工学部の故橋本邦衛教授によると、人間の行動は大脳の活動(意識レベル)によって支配されており、そのレベルを5段階(0~Ⅳの5段階)に分けると、Ⅲの段階のときの人間の行動は、情報処理や意思の決定は状況に応じて活発に働き信頼性は0.999999(シックスナイン)以上ということです。つまりミスすることが少なくなるということです。なお、人間はこのレベルⅢの状態を長時間持続することができず、通常はⅡの状態(信頼性は0.99~0.99999)で行動しています。指差呼称はそのⅡの状態からⅢの状態へギアチェンジする有効な手段として注目を集めている。大脳生理学でも、①口の周りの筋肉運動から伝わる刺激は脳を的確に処理できる状態にする役割を果たすこと。②腕の筋肉運動はその筋肉中の細胞を刺激し、大脳の働きを活性化する。③指差しによる運動知覚・呼称による筋肉知覚や聴覚などの働きを総動員することにより、対象物に対する意識が強く印象づけられ、対象認知の正確度は高まることが明らかとなっている。つまり、指差呼称により誤操作(ミス)をすることが少なくなることが、生理学的に実証されているということ。中災防ポスター、指差呼称の徹底、
参考:
1.中央労働災害防止協会。
2.有限会社日本ブイエムセンターKY教育やVM法による職場改善(VM= Visual Motivation ビデオや写真を使って視覚に訴えて職場改善のやる気を起こさせる動機付けの手法。)、事業場内の警告VM作品集は楽しいですよ。
3.MATE BOOKS ⑨ 危険予知訓練マニュアル、改訂2版、労働調査会出版局、労働調査会、平成17年、東京.
4.シンプルKYマニュアル、田邊肇著、労働新聞社、1995、東京.
5.中災防・ポスター。
7.建設機械:イラスト災害事例・建機・フォークリフト災害、ヒヤリハット災害、負傷災害、危険予知訓練、
8.中災防ポスター、
閑話:
若者のKY:空気が読めない、
おばさんのKY:買い物が安い、
、
|
|
3S, 4S, 5S, 7S、8S, 10S, 13S,
整理、整頓、清掃、清潔、躾、しっかり、素直、習慣、親切、誠実、
Speedy, Safety
創意社、絵で見る事典、
5Sの意義(西村経営支援事務所)、
5S手法一覧 JIT:定着、パトロール、委員、啓蒙、、推進チーム、1分1S・5分5S、 |
(A)5S(5S)活動とは、以下の5項目で構成され、おのおののロ-マ字書きの頭文字をとったものである(以前は、3K(キケン、キツイ、キタナイ)を解決して安全衛生を向上させる、3S(整理・整頓・清掃)または4S(整理・整頓・清掃・清潔)とされていたが):(1)整理(必要なものと不要なものを区分し、不要なものを捨てること)、(2)整頓(必要なものが直ぐに取り出せるように置き場所、置き方、表示をする)、(3)清掃(掃除をして綺麗にすること、同時に、点検をすること)(従来は以上の(1)~(3)を3S活動と呼称)、(4)清潔(整理整頓清掃を徹底してじっこうし、綺麗な状態を維持し、一目で異常な状況を確認できるような管理を確立)、(5)しつけ(あるべき姿や行動の目的を理解・納得してもらい、決められたことを決められたとおりに実行できるように習慣付ける。そのためには、(管理者の責任で)ル-ルを作成し、(指導者の責任で)ル-ルを共有化させ、(本人の責任で)ル-ルを守らせ、(管理者の責任で)ル-ルを守れる環境を作る必要がある。さらに、スパイルアップの目的で徹底された職場を見学させることも重要である。)。
(B)目的は、業務の効率向上、ミス・事故防止、スペ-スの有効活用、管理監督者のマネジメントの向上である。
(C)5S導入の計画策定には、以下の3段階がある:(1)意識作り(全員参加、キックオフミ-ティング、管理監督者教育、工場見学・医療機関見学、5Sポスタ-、他職場訪問、実行リ-ダ-教育、標語募集、5S提案)、(2)しくみづくり(推進組織、、環境作り(廃棄の保管倉庫、棚などの購入基準作り、予算、活動時間、計画作成、ノウハウ共有化:掲示板、情報イントラネットなど)、(3)実行管理((a)計画:5Sチックリスト作成、実行計画書作成、監査計画作成、(b)実行:5S監査実施、活動報告、実行計画の進捗管理、他職場訪問、(c)評価:5S表彰、成果発表、次期活動に向けての反省)。
(D)ゼロ災7Sの定義:
①整理:必要なものと不必要なものを区別し、不必要なものは処分(廃棄・再利用)する。廃棄するときは、環境保護を考える。
②整頓:必要なものを使い易いように、配置し明示する。危険有害なものは、所定の場所に所定の方法で保管する。
③清掃:職場や機械設備等を日々点検し、「ゴミなし」「ヨゴレなし」にする。
④清潔:身体、身の回り、空気を衛生的にキレイにし、ゴミやヨゴレ等をもと(発生源)から取り除く。整理、整頓、清潔の3Sを維持すること。
⑤躾(作業標準・手順を守ること):会社人・職業人として最低限の基準を守る。上司は実践で教えるが、「かっこよい」型を示し、自らも習おうと思わせるように工夫する。朝起きたら顔を洗う・歯を磨かないと気持ちが悪いと自然と感じる、茶道お手前のような美しさのような段階に登りつめる事。
⑥先取り(6番目のSにより、予知と予防という手法において、安全と衛生と生産の3者が予知予防の観点で統一して考えられるようになる):職場に潜む危険を事前に発見し、評価し、解決して、災害の予防をすること。考える職場巡視、KY、ヒヤリハット、
⑦仕組み(7番目の管理面のS、マネジメントシステムが今後強調される):組織として、目的達成のP→D→C→Aのスパイラルアップが達成できるシステムがあること。
(E) 整理整頓は掛け声でなく業務!段取り、規程にする:職務分掌「課長は職場の不要物を整理し、材料・機械を整頓する責任を負う」
蛇足:
介護業界のS:誠心、誠意、親身、親切、
食品業界のS:静菌、新鮮、
医療業界のS:殺菌、消毒、
製造業でのS:識別、仕分け、
作業管理の3S:標準化、単純化、専門化(一つのタスクに特化して熟練する) standardization, simplification, specification,
環境を意識してのS:節約、削減、再生・再利用、
警察でのS:香川県警の交通事故防止の5S:スピード、酒、シートベルト、サンセット(夕暮れ時の早めのライト点灯)、シルバー(高齢者保護)。
参照:
1.4Sチェックリスト、4Sチェックリスト。VMセンター方式5Sチェックリスト、
2.5Sべからず集、高原昭男、日本プラントメンテナンス協会、東京、2002.
3.ディズニーランドにおける清掃.
4.5Sの評価:自己採点(西村経営支援事務所)。
5.ナビゲート:5Sコーナー。
注意:「4Sと安全の関係」についての課長と職長の率直な意見交換「安全知恵出し対話」(大同電設大分支店):「4Sは安全の基本であることは理解できるし、4S活動を通じて安全感性が向上する。が、4Sと安全は全く別物で、安全に繋がる4Sと直接安全に関係の無い単なる4Sがある。」4S至上の事業者にはカルチャーショックの現場の本音である。
|
|
ヒヤリ・ハット、HHT、
災害事例・ビデオ(厚労省)、
|
ヒヤリハット報告書、ヒヤリ・ハット・カード(神奈川労務安全衛生協会藤沢支部)、
ヒヤリ・ハットとリスクアセスメントを組み合わせる(ヒヤリ・ハットをリスク評価、ヒヤットリ体験報告シート、大同電設大分支店)、
参照:
中災防: ビデオ、体感安全塾、
中災防、安全衛生情報センター:労災事例ヒヤリハット、
、 |
|
安全の3原則 |
1.整理整頓、2.整備点検、3.作業手順遵守、
|
|
生産管理 |
第1次管理:
対象はPQCDSM(P(生産性:Productivity)、Q(品質:Quality)、C(コスト:Cost)、D(納期:Delivery,
Date)、S(安全:Safety)、M(モラール:Moral))で、それぞれに対応して「品質管理(Quality Control)」、「原価管理(Cost
Management)」、「工程管理(Product Control)」などを実施する。
第2次管理:
対象が7M(man(生産者、労働者)、machine (生産手段、設備・機械)、material (生産対象、材料)、method (生産方法)、market(市場)、money(金)、management(管理)である。
生産管理の合理化は、3S(単純化(Simplification)、標準化(Standardization)、専門化(Specialization))を念頭に置いて実施すべきである。
絵で見る創意工夫事典、創意社。
|
|
生産管理における、
品質管理システム QMS、
品質管理のリスクマネジメントとしての外部評価、
|
品質=美的、機能、安全性、
組織対応:総合的品質管理(Total Quality Management, TQM、全社的組織的)、QCサークル(小集団活動)、
対応:問題解決手順はQCストーリーとして、その後の改善活動に応用される、
生産段階における品質管理サイクルと部門:
1.経営トップ:方針管理、ISO9001、
2.調査設計(開発力:顧客ニーズ→製品コンセプト→製品基本設計→製品詳細設計、品質工学、手法:タグチメソッド)、
3.製造(品質管理、工程→製品構造→製品機能)、KY、
4.検査・点検(どんな手法が最適か?選択のやり方一覧表:
手法1 QC7つの道具:グラフ、棒グラフ、折れ線グラフ、円グラフ、レーダーチャート、帯グラフ、ガントチャート、パレート図、散布図、特性要因図、チェックシート、ヒストグラム、管理図、層別、、
手法2 新QC七つ道具:言語データの層別、親和図、連関図、系統図、マトリックス図、PDPC、アローダイアグラム、マトリックスデータ解析、 手法3 改善活動に役立つ手法:フローチャート、プロセスマッピング、二元表、胼胝マーキングシート、品質表、ポートフォリア、ブレーンライティング))、
5.顧客対応(営業、販売・サービス)、
6.間接支援部門、
(A)北口良夫「品質管理の要点と実務(同文館)」:
1.Plan: 改善テーマの選定、現状把握、改善目標の設定、障害要因の解析、対策立案、
2.Do: 対策実施、
3.Check: 対策の効果の確認、有効な対策の標準化、是正・予防措置(水平展開)、積み残し・課題の整理、
4.Act: 今後の方針・目的・計画の見直し、
(B)品質管理システムとしてのISO9000s:
品質マネジメントシステム要求事項:
4.品質マネジメントシステム、
5.経営者の責任、
6.資源の運営管理、
7.製品実現、
8.測定、分析、改善。
参照:
000.飯塚悦功プロジェクト(Iizuka Yoshinori, アイソス、Youtube)、
00.QCサークル活動(改善活動)の進め方及び改善事例(モニター版)、
0.QCサークルNRTホームページ:QCサークル関係情報(QCサークル活動教材、Q&A、ネット各種事例集(プリント可))、QCサークル新潟地区、
1.鑑別(ISOとTQM)。
2.杉浦忠.ExcelとPowerPointを使った問題解決の実践ーQCストーリーと活用手法の新展開ー、日科技連出版、2002. 付録CD-R、2800円、一押しの教科書です、
3.コンサルの極意ー問題解決力を鍛える、
4.失敗まんだらとは?、
5.客観説TQM研究所、
6.4M5E分析手法マニュアル、
7.医療安全における分析ツールHAZOPを使った取り組み、
8.日本VMセンター、
9.HF講座、
10.問題解決基本手順:1,2,3、4,,
11.アイデア発想・問題解決:IDEA TOOL,知恵マンダラ・How To 解決プログラム,VE入門・アイデア発想,
20.リスクアセスメント関連パンフレット一覧、厚労省、,,,
、 |
|
品質管理システム、QMS医療版
QMS-H Quality Management Systme for Health 飯塚悦功(よしのり) 日本品質管理学会、医療の質・安全部会、QMS-H研究会 |
目的: 医療の質安全保証,
品質: ニーズに関する対象の特性。顧客志向、外的基準、目的志向。
業務システム: 専門分野における固有技術の確立(可視化、構造化、標準化)+マネジメント(システム化・体系化、プロセスフローチャート可視化、経営ツール)+人(能力、意欲)+風土・文化・価値観、
専門分野としての医療に関して、医師個人の裁量に委ねるのでなく、広く社会技術として質・安全を確立することが望ましい:社会技術の形態としては、社会常識(原理原則の基本モデルとしての臨床プロセス基本モデル(クリニカルパス))、知識基盤(知識体系body
of knowledge, BOKの確立、運用、新知識獲得)、実装(是正、改善フィードバック)、
全国標準としての医療質安全保証=技術・知識(←臨床知識構造化:PCAPS)+マネジメント(←医療QMSモデル:QMS-H)、
現在、医療現場での技術・知識は、学会より発表されるクリニカルパス・疾患別診療指針ガイドラインと、診療報酬支払い方式・DPCに基づく:
クリニカルパス、プロセスフロー図: 医療安全上の出発。後日、DPC対応の意味合いが強い。典型的症例では運用が容易であるが、病態変動時の判定による複雑な分岐と網羅的入力作業に難点があり、pilot
studyとして「患者状態適応型パス」が開発中であるが、既存系統の役所・大学・学会様式報告と施設大手コンピューター会社電子カルテとの摺り合わせが課題となっている。診療報酬への上乗せをインセンティブにして、基本クリニカルパスフローのその時々の分岐点における有効な入力患者情報因子とその予後に関して学習型人工知能による最良のフロー変更をたどれる様になれば、全国化できる可能性が高い。
背景:1980年以降の毎年1兆円の診療費高騰に対応、Diagnosis Related Groups (DRG):1万の疾患を、25臓器・500疾患にグループ化した疾病群。Prospectiv
Payment System (PPS):予定額包括支払い方式。DRG/PPS:疾患群別の総額払いで、総額規制となり、診療費の抑制効果が高い(1998年-2003年)。DPC:疾患群別の一日定額場合で、総額規制ができない為に診療費の抑制効果が低い(2003年以降)。DPC 診断群分類方法:診断Diagnosis, 一連・手順Procedure, 組み合わせCombination。診断に基づいて、病名、年齢、意識レベル、手術・処置の有無、副傷病の有無など一連の治療行為を組み合わせた治療に限定した診断群分類方法を意味したが、現在では、それに付帯させた診療報酬支払い方式に重点が移っている。
運用システムに関しては、TQM-H (早大経営システム工学棟近雅彦)を参照:
A.QMS-Hモデル、1.日常管理(日常管理モデル、業務機能展開、管理指標、業務(作業)標準)、2.方針管理、3.文書管理、4.問題解決; 生産管理の視点からは理解しやすい内容である。電子カルテとの汎用が可能となれば、患者クレーム「パソコン画面ばかりを見てないで患者の顔を見て診療してほしい」「医療者の入力が遅いので待ち時間が長くなる」の対応となりうる。
B.導入推進モデル:1.導入推進、2.教育、3.監査・改善、
C.導入支援:1.セミナー、2.基礎講座、3.出版、4.コンサルティング、5.情報提供、6.交流の場、
参考:
医療TQM基礎講座、TQM(アイソス, Youtube)、医療施設経営・管理者のみでなくISO審査員へもお薦め、
PCAPS(東大寄附講座水流聡子(つる)):
飯塚悦功、棟近雅彦、水流聡子:医療の質安全保証を実現する患者状態適応型パス事例集、医療の質安全保証に向けた臨床知識の構造化、日本規格協会、2005-2013.(8冊)、
QMS-H研究会 (早稲田、棟近雅彦)、
個人的意見:
医療版QCM、広義の医療安全の取り組みにおいて、品質保証のみでなく、原価管理による保証が軽視されているように思われる。医療は製造業における個別製造に類似しており、ラインやロット製造よりもシステム管理が難しい。それゆえ、医療のパターナリティに偏重したばかりに、事業継続を危うくさせる。与薬安全は6R等の複雑なプロセス管理が必要と提唱されているが、完全な安全が担保できず、医療事故後には更なる二重チェックも求められる。
ライン製造に類似した放射線・検体検査では、コストが許すならば各過程のイメージ保存により、当事者の作業責任が明白となり、プロセス日常管理が可能となる。コスト配慮や見方を変える立場からは、安全を危険性の削除でなく低減と見なして、プロセスを公開して受益者側に理解してもらう方法もありうるのではないか。
|
|
労働安全衛生マネジメントシステム、
有用性:
厚労省、神奈川労働局、
労働安全衛生マネジメントシステム導入に向けて:やってみよう!労働安全衛生マネジメントシステムExel(大阪労働局)、
現状(厚労省、2010)、
現状(産保21. 2011;66:26-8.)、
労働安全衛生マネジメントシステム導入マニュアル(町田安全衛生リサーチ)、
安全衛生計画書(安全衛生マネジメント協会)
|
法令根拠:
安衛則第24条の2、自主的活動の促進のための指針の公表、
労働安全衛生マネジメントシステムに関する指針(OSHMS指針)、平成11年(1999年)労働省告示第53号、平成18年(2006年)改正。2019年改正版:ISO45000対応版、告示。
0.総括をアンチョコに:
概要:流れ図: OSHMS:2006とOHSAS18001:2007の関係図、OSHMS→JIS Q45100 (2018)。
OSHMS:厚労省・中災防:2006 パンフレット、OSHMS:2006、 私版OSHMS(2006)、システム概要・書式(2006)、OSHMS:総論・書式一覧、改正条文一覧表、新旧対比表、
OSHMS: 規格、マニュアル、詳細、
OHSAS:OHSAS:1999(アイソ・ワールド社、PDCA)、
ILOガイドライン、
関連パンフレット一覧、厚労省、
ISO45001;2018,
ISO45001:2018 要求事項:和英タイトル、OHSAS18001:2007との比較表、厚労省OSHMS:1999との比較表、
1.歴史:
画一的産業形態下では共通の細部まで拘束する系統的法令による法規準拠型管理で労働安全衛生の確保が可能であった。が、現代の多様化した産業形態下では、事業者の責任による、自主対応型管理による対応がより有効である。後者の対応は英国で目覚ましいが、日本においても従業員に家族的良心的に対処してきた一部の事業者においても類似の管理形態はあった。改めて、西洋式の文書化が黒船として襲来して来た。
生産管理システムにおける労働安全衛生マネジメント取扱い位置の変遷:生産管理システムは、ILOガイドラインの品質管理システム(ISO9001規格・ISO9004指針,
quality management system, QMS for customer satisfaction, CS 顧客満足・顧客重視)と環境管理システム(ISO14001規格・ISO14004指針,
environment management system, WMS for social satisfaction, SS 社会的満足・利害関係者配慮)が構成され、労働安全衛生管理システムのISO仕様規格も検討されたが委員会で否決され、各国独自の基準のみである。が、英国国内適用のBSI作成BS8800は、ISO主導国の英国がISO14001に準拠する様式としていることより、ISOの広まりとともに、各国独自の様式の取って代わった。ISO規格でないOHSAS(OHSAS18001:1999規格(初版)・OHSAS18002指針、2007(第2版),
occupational health & safety assessment series for employee satisfaction,
ES 従業員満足・従業員尊重)には正式な規格は無いが、ISOに準拠し、監査員要件もISOに準拠する。
日本では、安衛法上「自主的な方針により目標とする基準を策定し自主的に実施する」ボランタリーが提唱され、1993年(平成5年)より中災防で安全衛生マネジメントシステム評価基準が検討され、1996年に策定され、自動車産業経営者連盟(自経連、安全衛生マネジメントシステム、1997年)、日本化学工業協会(日化協、労働安全衛生管理指針、1998年)、建設業労働災害防止協会(建災防、建設業労働安全衛生マネジメントシステムガイドライン、1999年)、日本鉄鋼連盟(鉄鋼連盟、鉄鋼業における労働安全衛生管理指針、1997年)、統合版としての労働省(労働安全衛生マネジメントシステムに関する指針(
中央労働災害防止協会JISHA (Japan Industrial Safety and Health Association)マネジメントシステム審査センター認定方式の労働省版労働安全衛生マネジメントシステム
OSHMS (Occupational Safety Health Management System)(基発第293号、平成11年4月30日)、中災防労働安全衛生管理システム検討委員会、1999年)(
改正労働安全衛生マネジメントシステムに関する指針(厚生労働省告示第113号、平成18年4月1日)、労働安全衛生マネジメントシステムに関する指針の改正について(基発第0317007号、平成18年3月17日)、改正条文一覧表、新旧対比表、改訂版2006年)に至る。
今後は、同一の親BS8800より生まれたOHSASとOSHMSはOHSASに統一され、ISOに昇華し、他のISOと統合システムを作り、一体となって企業活動の管理システムとなるであろう。その一方、有害性・有毒性のリスクを撲滅できずに下請けにその吸収できないリスクを押し付ける(リスク飛ばし)が横行し、より一層大手企業中小零細企業の災害格差が生まれる可能性が高くなる。
ISO45001;2018、 ISO45001:2018 要求事項:和英タイトル、OHSAS18001:2007との比較表、厚労省OSHMS:1999との比較表、
JIS Q 45001; 2018,
JIS Q 45100; 2018 (日本版、追加要求)、
力量: JIS Q 17021-10, JIS Q 17021-100,
2.重要な点:
2-1.リスクアセスメントによる先取りリスク管理計画:作業環境管理の原則、
2-2.PDCA鎖:、chain of PDCA cycles、
① 時間軸:継続的spiral up(ward)、
② 積み木のような立体的:個々の事業場、部門、係、個人レベルの階層別PCCAサイクルを連動させる
2-3.CAによる見直し:
①ライン・スタッフによる日常的な点検、改善、
②組織によるシステム監査、注意:監査実施後のフォローアップ(実施進捗・積み残し措置)が重要、
③事業者によるシステム見直し、
P 計画:安全衛生計画(年間)の作成(安衛法78条、79条、80条)、SMARTな目標、
D 実施:
C 監査:監査規程、基本的な流れ、届出免除申請書類、
A 見直し:
3.導入:
OSHMS:進捗予定表、
既存安全衛生システムを継承:OSHMS:既存文書の整備、下駄箱整理・補填(監査、見直し)、
あなたの会社をステップアップ!「ステップアップ方式」で労働安全衛生マネジメントシステム導入、茨城労働局労働基準部制定、茨城労働基準協会連合会発行、CDR、(入手:労働局へ郵送料の郵便切手同封で依頼、無料配布。ただし、指針条項が旧版なので条番号がずれています。)、わかり易いのでお勧めです。
4.認証: 実態: OHSAS・料金、OSHMS・料金,
労働安全衛生管理システムについて、自社が認証機関から認めてもらおうと思うと、①英国OHSAS18001:1999(I), 2007(II)か、②日本国内OSHMSとなる。後者は、本来、自主的活動で認証にはそぐわない法律準拠であるが、中災防式(JISHA式)認定が可能である。労働安全衛生マネジメントシステム(OSHMS)認証の審査登録料金は、251~1000人規模の事業所で300万円で、3年毎に更新審査としてほぼ同額の出費が必要です。「安全はタダではない」ということです。更に、これらの経費以上に、書類作成工程に要する労務の仕事量は膨大です。コスト面において、本来OSHMSはP(計画)D(実施)C(評価)A(改善)のトヨタでも東京電力でもどんな事業所でもやっていた現場第1主義の1日1善1改善であったのですが、なぜか、現在では、OHSMS認証は勝ち組企業のブランド志向となっている観もありました。しかしながら、改正労働安全衛生法(2006年平成18年4月1日施行)法第28条の2「危険性・有害性等の調査及び必要な措置の実施」で、リスクアセスメントが努力目標として明確となり、災害時の義務違反の根拠となったことより、マネジメントシステムを念頭に置いた安全衛生管理体制の早期構築が望まれる。
詳しくは、教えを頂いた、中災防ホームページか、トヨタ方式で有名を馳せた小出勲夫社長の「豊田安全衛生マネジメント株式会社」(http://www.tshm.co.jp/)へお問い合わせください。(なお、認定機関である中災防のJISHA方式OSHMS評価認証機関は、豊田安全衛生マネジメント株式会社、高圧ガス保安協会、デット ノルスケ ベリタス エーエス DNV認証事業日本支社横浜事務所である。)
JISHA方式適格OSHMS認定事業:認定基準、(解説)、、
5.導入による利点:
5-1.安全第一の明確な目的意識を持った継続的運用による従業員満足、
5-2.システム・記録書証による事業者の刑事罰・損害賠償からの解放、
5-2.リスクマネジメントによるプロスペクティブな災害防止による災害コスト削減、
5-3.作業手順見直しや作業効率向上5S等によるコストダウン、労災保険料のメリット制、
5-4.国際標準化・改正安衛法・指針への対応による対外的なアピールによる市場拡大、
5-5.計画届免除認定制度:認定事業者に対する3年間の計画届けの免除(労働安全衛生マネジメントシステムに係る署長認定)(改正安衛法平成18年4月1日施行):対象:安衛法88条1または2項の計画届出の必要な事業所、要件:安衛則24条の2マネジメントシステム(厚労省「労働安全衛生マネジメントシステムに関する指針」)、低災害発生率、重大災害無し、手続き:監督署に申請:届出免除申請書類、
蛇足.QCDS管理による営業利益増加(品質Quality、経費Cost、納期Delivery、安全Safety)、露骨に利益を目的に掲げることは従来避けられていましたが、企業の本来の業務の目的を旗頭にすることは重要と思います。
5-9.現状:労災発生率の減少した施設30%(大規模製造業における安全管理体制及び労働安全衛生マネジメントシステム導入等に係る自主点検結果、茨城労働局、平成16年)
6.導入率:
1.大規模製造業における安全管理体制及び労働安全衛生マネジメントシステム導入等に係る自主点検結果(茨城労働局独自版、平成16年)、
参照:
簡略な厚生労働省指針を眺めていても労働安全衛生マネジメントシステムの具体像は理解できません。以下の中災防発刊の研修用テキスト3冊を読むことをお薦めします:
1. 厚生労働省指針に対応した労働安全衛生マネジメントシステム・リスクアセスメント担当者の実務、中央労働災害防止協会編、中央労働災害防止協会、東京、2001.(1400円)
2. 厚生労働省指針に対応した労働安全衛生マネジメントシステム・システム担当者の実務、第2版、中央労働災害防止協会編、中央労働災害防止協会、東京、2001.(2000円)(170頁とやや分厚い割りに、指針解説の各条文の終わりに、具体的な実例(手順、手順付属書、参考、事例)が多数記載されており、理解しやすく、文書化の実用となっている。)
3. 厚生労働省指針に対応した労働安全衛生マネジメントシステム・システム監査担当者の実務、第2版、中央労働災害防止協会編、中央労働災害防止協会、東京、2004.(1600円)
4.中災防ホームページ:OSHMS、
5.建設業労働安全衛生マネジメントシステムガイドライン(建設業労働災害防止協会作成)、
6.専門工事業者の為の自主安全管理、建設業労働安全衛生マネジメントシステム(専門工事COHSMS)(建設業労働災害防止協会、CD-R、第1巻、2004.)新潟産業保健推進センターより借り出し可能、
7.専門工事業者の為の危険有害要因特定標準モデル作成手順(建設業労働災害防止協会、CD-R、第2巻、2004.)新潟産業保健推進センターより借り出し可能。
9.産業医大、大学OSHMS文書実例一式、
10.マネジメントシステムリーダー研修会(中災防):すばらしい内容なので、研修会にはぜひ参加してください、お薦めです。一部内容の紹介。
11.ILOガイドライン(要約:厚労省安全衛生国際室、平成13年)、
50.New COHSMS, 建設業労働安全衛生マネジメントシステム Construction Occupational Health and Safety Management
System, 改訂版、俗称: 新コスモス、建災防, 2018、公共工事発注者等の入札参加資格評価項目。
、、、、
|
|
リスクアセスメント、
(労働安全衛生マネジメントシステムを補完する為のリスク評価)、
リスクとは(早大小松原明哲)
先ずは、3分でわかる、五十嵐のすぐ使える「猫でもわかるリスクアセスメントと特徴」で御理解を、
五十嵐のリスクアセスメント2.書式、三条労働基準監督署、
リスクアセスメントの実施支援システム(安全衛生情報センター、201005)
厚労省:職業の安全サイト、リスクアセスメントの実施支援システム、
リスクアセスメント:厚労省リーフレット一覧、パンフ(厚労省)
産業における安全の価値とリスクアセスメント(向殿政男)、
リスクアセスメント(中災防、2007年度年末年始無災害運動)、
リスクアセスメント(ダイジェスト、2006.07.27.)、
リスク分析、
risk assessment、
リスクコントロール、
リスクマネジメント、
安全パトロール・作業手順書への応用、
災害事例・ビデオ(厚労省)、
、 |
法令根拠:
2006/04/01(平成18年): 安衛法第28条の2(事業者の行うべき調査等):リスクアセスメントが努力義務、同第2項:指針: 危険性又は有害性等の調査等に関する指針(平成18年3月10日、指針公示第1号)
労働安全衛生マネジメントシステムに関する指針の改正(平成18年3月17日基発第031707号)
2016/06/01(平成28年): 安衛則34条第1項(文書交付)、34条の2の7第1項(RAの実施時期等)、34条の2の8第1項(RA結果の記録、保存、周知):化学物質640物質のリスクアセスメント義務化、ラベル表示義務化、
2022/5/31(令和4年):化学物質による労働災害防止のための新たな規制について~労働安全衛生規則等の一部を改正する省令(令和4年厚生労働省令第91号(令和4年5月31日公布):化学物質の自主的管理(化学物質管理者、保護具着用管理責任者)、
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
危険源(危険・有害物)対応の入口であるスクリーニングの「リスクアセスメント」は義務化されたが、
実施率の実態は、全企業の42%(大企業で46%、中小企業で25%)と報告されており、低迷している。、
リスクマネジメントのプロセス: 本質を見失わないように、そして、作業時間短縮の為に、まず読んでね(リスクアセスメント項):
リスクマネジメントの目的
↓
リスクの把握 risk identification
事前調査: 1.工程・組織、文書・記録、作業場での観察・ヒアリング*
2.情報入手(有害性情報SDSなど)
↓
リスクの評価・分析 risk evaluation/analysis
リスクアセスメントの実施:
1.リスクアセスメントの方法を選ぶ:定量的(数値的根拠)、定性的、
2.リスクの評価・判定、費用便益分析(日本と欧米における安全管理の違い、中村昌允まさよし:
ALARP, as low as reasonably practicable, 我慢できる領域による安全領域の設定)
↓
対応方法の決定と実行 risk treatment
リスク低減措置の検討、策定:
考え方
1.危険な作業の廃止・変更
2.工学的対策:ガード、インターロック、局所排気装置設置
3.管理的対策:マニュアル整備、立ち入り禁止措置、曝露管理、教育訓練、
4.個人用保護具の使用
コントロールバンディングにおける対策一覧表
8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろうを用いた化学物質のリクすアセスメントマニュアル(2018/03)みずほ情報総研、
厚労省労働基準局安全衛生部化学物質対策課ソフト、
CREATE-SIMLE Ver2.4.2 (2022.5),
create-simpe Ver3.0.3 (混合物評価可能、2024/7、厚労省)、
職場側に報告し実施を勧奨
↓
←←←→→→→→→→→→→→→→→→→→→→→→
↓ ↓
リスク・コントロール risk control リスク・ファイナイス risk finance
(1)リスクの回避 risk avoidance (1)リスクの保有 risk retention
(2)リスクの低減 risk reduction 社内資金、準備金
(2)リスクの移転 risk transfer
保険、契約移転
↓ ↓
→→→←←←←←←←←←←←←←←←←←←←←←
↓
実行結果の再評価 risk re-evaluation
フォローアップ(実施、周知・教育、再評価、再測定)
*事前調査に基づく専門的判断:
1.曝露量が十分少ない→記録を残してリスクアセスメント無し、
2.曝露量が極めて多い→対策後、再評価、
3.同等曝露グループSEG別けで、曝露量推定A>B>Cで、A測定が低リスクの場合B,Cも低リスクと推定判定、逆に、Cが高リスクの場合A,Bも高リスクと推定判定する。
リスクアセスメント=事業者サイドからのKYとも考えられる、
(0)背景・なぜ今更リスクアセスメントなのか?:(蛇足:リスクアセスメントのknow howは枝葉末節なコトです!一番大切な安全衛生のモチベーションを高める為にも、是非、講演会・研修会で話を聞いてください!)
TQC・QCなどに代表される従来の安全衛生活動は意義があった。安全第一(労働安全衛生活動初期のスローガン)→ゼロ災運動(労災低減活動)→整理整頓(4S,5S)→機械設備の安全化(本質安全化)→危険予知活動(KY,ヒューマンエラー)と発展してきたが、失敗学同様に災害の後工程(事後的、リアクティブ、reactive)としての改善措置であった。従来より予防措置の有効性は認識されていたが、予防的(プロアクティブ、proactive)は経費・効果比において事後的に劣って評価されてきた。しかしながら最近の災害件数は減少したが反面重大災害が顕著になり、また、マスコミの後押しによる安全配慮義務違反に対する刑事罰・高額賠償が頻発してきた。これに対抗する企業のリスク・マネジメント(危機管理)ツールとして予防的点検・評価・対策が期待された。更に、旧来の主観的リスク評価判定を定量的リスク見積りに発展させて、ISO同様に、管理手順としての労働安全衛生マネジメントシステムに落とし込むこととなった。
リスクアセスメント:危険が災害にならない管理、危害防止基準の確立、責任体制の明確化、自主的活動の推進、
リスク:危険、災害:大きな失敗だけでなく、小さな失敗、出来栄えの悪い仕事、手直し、顧客クレームも考慮する、
注意:リスク評価はアバウトでエビデンスに欠ける為、このことのみに熱中しても価値は無い。リスク低減対策にこそ重点を置くことが業務上重要である!
(A)法令:
危険性・有害性等の調査及び必要な措置の実施(追加:安衛法28条の2、平成18年(2006)4月1日施行):
努力義務ではあるが、明文化されたので、災害発生時の有責性を想定して、積極的な取り組みが望ましいと判断される、
対象:
1.化学物質: 安全管理者を選任しなければならない業種及び労働者の危険又は健康障害を生じるおそれのある化学物質等を使用する全ての事業場、
2.化学物質以外: 製造業に限定、
実施時期:
①建設物の設置・移転・変更・解体時、
②設備、原材料の新規採用・変更時、
③作業方法、作業手順の新規採用・変更時、
④その他危険性、有害性の生じるおそれのある時。
適切且つ有効な実施を図る為の指針の公表:
(1)作業のリスクアセスメント
(危険性又は有害性等の調査等に関する指針 厚生労働省公示第1号 平成18年3月10日)
(危険性又は有害性等の調査等に関する指針について、基発第0310001号平成18年3月10日厚生労働省労働基準局長より都道府県労働局長へ通達)、危険性又は有害性等の調査等に関する指針解説(厚生労働省安全衛生部安全課 平成18年3月20日)
(2)機械設備のリスクアセスメント
(機械の包括的な安全基準に関する指針、基発第501号 平成13年6月1日)(解説)(リスクアセスメント導入による改正「機械の包括的な安全基準に関する指針」(平成19年7月))。、ISO14121改定。ドイツ国際規格案DIN V 19250におけるリスクアセスメント、蓬原弘一(ふつはらこういち、長岡技術科学大教授):設計時のおけるリスクアセスメント、
(3)化学物質の危険性・有害性に関するリスクアセスメント:令和4年厚労省令第91号(2022/5/31)、
化学物質: 最近の流れ、
検索 NITE-CHRIP (化学物質総合情報提供システム)、
分類 exel 九州大、2015、毒物及び劇物一覧表 大阪大、
化学物質の管理に関する法令一覧表:
法令根拠:
新指針: 化学物質等による危険性又は有害性等の調査等に関する指針、
通達: 基発0918第3号(平成27年9月18日)
改正方針:
従来リスクアセスメントが努力目標であった有害性が確実な640物質に関して、3対策が義務となった:
1.容器・包装にラベル表示、
2.安全データシートSDS交付、
3.当該物質取り扱い時リスクアセスメント
化学物質による労働災害防止のための新たな規制について:
労働安全衛生規則等の一部を改正する省令(令和4年厚生労働省令第91号(令和4年5月31日公布))等の内容:
化学物質による休業4日以上の労働災害(がん等の遅発性疾病を除く。)の原因となった化学物質の多くは、化学物質関係の特別規則( 特定化学物質障害予防規則、有機溶剤中毒予防規則、鉛中毒予防規則、四アルキル鉛中毒予防規則)の規制の対象外.。本改正は、これら規制の対象外であった有害な化学物質を主な対象として、国によるばく露の上限となる基準の策定、危険性・有害性情報の伝達の整備拡充等を前提として、事業者が、リスクアセスメントの結果に基づき、ばく露防止のための措置を自主的に実施する制度を導入するもの。
危険源の同定、リスクの見積もり(リスクアセスメント)、対策、改善のサイクルを回す為の手段としてリスクアセスメントが義務となった。
(i) 評価の基本: コントロール・バンディング(危険性・有害性と曝露の各評価項目をいくつかのバンドに分けて、簡単なマトリックス表でリスク評価し単一のリスクレベルにまとめる、各リスクレベルに対応する統一対策表で対処する)
(ii) 化学物質のリスクアセスメント手法の分類:
(ii-1) 危険性: 爆発、燃焼 、労働安全衛生研究所版ソフト、
定量的
水素爆発、粉塵爆発: 粉塵爆発、自社の反応系における濃度測定と実験結果による反応を比較
定性的
相対評価:、
JISHA方式化学物質のリスクアセスメント(火災、爆発防止)(中災防):
リスクレベル=リスク(一次評価=GHSに基づく評価、二次評価=燃焼三要素の有無に
よる特性値・施工環境温度に基づく再評価)x発生頻度x影響の重大性
厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプル8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
(ii-2) 有害性:
(ii-2-1) 定量的:実測が非実測より望ましい:
有害性評価(毒性試験データ(量ー反応関係)→曝露限界値OEL)x曝露評価(濃度測定)で評価
絶対評価
労働者の有害物質による曝露評価ガイドライン(平成21年度版、厚労省)
個人曝露測定のガイドライン(平成27年版)(日本産業衛生学会)(第3回専門家検討会、概要、厚労省、2018)、
作業環境測定による気中濃度測定(現状有機・特化物の122物質/使用7万化学物質中に限定)、
簡易測定器による気中濃度測定、検知管を用いた、
推定値評価
数理モデルによる推定
(ii-2-2) 定性的
相対評価: 有害性評価(GHS分類区分)x暴露評価(取扱量、飛散性、沸点など)):
COSHH Essentials(英国)
International Cehmical Control Toolkit(ILO)
リスクアセスメント実施支援システム(厚労省)
JISHA方式化学物質のリスクアセスメント(健康障害防止)(中災防)
厚労省 職場のあんぜんサイト:
コントロールバンディング、
クリエイトシンプルcreate-simple、
8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど
簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を
追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
個人曝露測定結果に基づく管理区分:
曝露限界値OEL(8時間)(短時間:8時間値x3)、
算術平均値AM(第2評価値)、
検体数<5:対数正規分布の上側95%値(X95、第1評価値)=3xAM、
5≦検体数:logX95=logGM+1.645xlogGSD,
GM幾何平均値、GSD幾何標準偏差、
曝露比ER=AM/OELx100による管理区分(下表)(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
| 管理区分 |
曝露比 |
定義 |
|
判定 |
再評価 |
再測定 |
| 1A |
<3 |
X95<OEL |
X95<OELx10% |
極めて良好 |
2年 |
3年 |
| 1B |
<10 |
|
AM<OELx10% |
十分に良好 |
1年 |
2年 |
| 1C |
<30 |
|
OELx10%≦AM |
良好 |
半年 |
1年 |
| 2A |
<50 |
AM≦OEL≦X95 |
AM≦OELx50% |
曝露低減に努力 |
半年 |
半年 |
| 2B |
<100 |
|
OELx50%≦AM |
リスク低減措置が必要 |
半年 |
半年 |
| 3 |
100< |
OEL<AM |
|
リスク低減措置を速やかにやる |
半年 |
半年 |
|
あらかじめ尺度化した表を使用:マトリックス法、数値化法、枝分かれ図法、
事前調査(過去の記録、経験、技術的常識、リスクアセスメント結果)に基づく専門的判断
対策で、「局所排気装置がある、マスクをしている」としても、「局所排気装置の制御風速、自主点検、マスクの適格性、フィットテスト」など、管理状態、要件を確認することが求められる。
(iii) 参考:
厚労省、職場のあんぜんサイト、リスクアセスメントの実施支援システム:建設業、運輸業、製造業、サービス業、
厚労省パンフレット一覧、
改正安衛法リスクアセスメントを実施しましょう(厚労省パンフレット)、
パンフレット:化学物質を取扱う事業場の皆様へ、労働災害を防止するためリスクアセスメントを実施しましょう(厚労省、2015)、
化学物質のリスクアセスメント手順(厚労省)、
化学物質のリスクアセスメント実施支援ツール(厚労省)
厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプル8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
(iv) MSDS: SDS、ラベル表示の義務:
化管法、PRTR法: 特定化学物質の環境への排出量の把握及び管理の改善の促進に関する法律、化学物質排出把握管理促進法(1999年):=PRTR+SDS:
●化学物質排出移動量届出制度、pollutant release and transfer register, PRTR):
報告義務は化管法第一種指定化学物質(有害性の条件に当てはまり、かつ環境中に広く継続的に存在すると認められる物質を1%含有1t/年事業所(人の健康や生態系に悪影響を及ぼすおそれがある、自然の状況で化学変化を起こし容易に有害な化学物質を生成する、オゾン層破壊物質)。
そのうち、発がん性、生殖細胞変異原性及び生殖発生毒性が認められる「特定第一種指定化学物質」として15物質を0.1%含有0.5t/年事業所(経産省)。
●MSDS制度、SDS: SDSのを規定する法令SDS三法(化管法+安衛法+毒劇法)
化管法に含まれているが、詳細は、(環境毒性)化管法+(労働者の安全衛生)安衛法+(短期・急性毒性)毒物劇物取締法、
すべての事業者、
640物質*
基発0803第2号(2015/08/03)、改正、安衛令第18条の2・別表第9、安衛則第30条、34条の2・別表第2;名称等を通知すべき危険物及び有害物、(2017/03/01)、
MSDS(SDS)発行が必要とされる化学物質、
対象化学物質:SDS公布義務の化学物質640種=毒劇法(毒物+劇物)+安衛法+化管法SDS制度対象化学物質、
*大半の化学物質は管理されていない: 現在使用されている化学物質において、石綿等の製造禁止物質8物質、安全データシートSDS交付義務640物質(高有害性PCB等の個別規制物質116物質+有害性が確認されたリスクアセスメント義務524物質)、SDS交付/リスクアセスメント実施努力義務6万物質。
(3-1) 安全: 爆発・火災危険性リスクアセスメント:
爆発・火災予防パンフレット、
化学物質リスクアセスメント事例集、爆発・火災防止関係、健康障害防止関係、平成21年度厚労省委託(平成22年3月、中災防、化学物質管理支援センター)、一次評価・二次評価、水素爆発、粉じん爆発(住化分析センター、メカニズム、産業安全衛生総合研究所資料)
参考: ファイア・ダイアモンド(Fire Diamond、米国化学薬品危険性表示規格、全米防火協会 (National Fire Protection Association,
NFPA))、
(3-2) 衛生: 有害性:
考え方: 曝露量(爆発・火災)x曝露時間(可能性)、、
手順:
まずGHS・MSDS(SDS)シート確認(MSDS書式規格: JIS Z7250:2005, JIS Z7253:2012)(印刷インキ連合:区分と見方のアンチョコ、GHS対応ラベルおよびSDSの作成マニュアル:厚労省、混合物のSDS:中災防、GHS混合物分類判定システム、GHS混合物分類判定システム分類方法に関する補足事項、事業者向け分類ガイダンス:経産省)、リスクアセスメント:爆発・火災、健康障害、
作業環境測定の有無を確認:有りの場合、作業環境測定無しの場合(通常のリスクアセスメント中災防版、コントロールバンディング:スライド、山口耕司:塗料の研究 2013、宮川宗之:GHS 2009、わかりやすい解説)、
事前調査: 工程、組織、文書、記録、ヒアリング、観察、SDS入手、
健康管理モニタリング:健診、評価基準:生物学的曝露指標 biological exposure indices, BEIs、
概念:
リスクマネジメント(=リスクアセスメント及びそれに対するリスク低減対策(安全方策))のプロセス:
リスクアセスメント・キックオフ
↓
現場でのリスクの把握 risk identification:リスクの取りこぼしが無いようにチェックリスト使用:1,2、
↓
リスクの評価・分析 risk evaluation/analysis:下記(B-3)、
↓
リスク低減対策(安全方策)=対応方法の決定と実行 risk treatment
↓
→→→→→→→→→→→→→→→→→→→→→→→→
↓ ↓
リスク・コントロール risk control リスク・ファイナイス risk finance
(1)リスクの回避 risk avoidance (1)リスクの保有 risk retention
(機械製造時)本質的な安全設計 社内資金、準備金
(2)リスクの低減 risk reduction (2)リスクの移転 risk transfer
(機械製造時)安全防護 保険、契約移転
(機械製造時)残存リスクについての
使用上の情報作成
↓ ↓
↓←←←←←←←←←←←←←←←←←←←←←←←←
↓
実践
↓
再リスクアセスメント(実行結果の再評価 risk re-evaluation)へ戻る (spiral upward)
やり方(株)テクノヒル: 厚労省版 リスクアセスメントの実施支援システム(建設業、製造業、サービス業、運輸業、30種類の作業、業種別リスクアセスメントのknow how、書式一覧)、
定性的:
1.マトリックス法、2.数値化法、3.枝分かれ図(リストグラフ)、4.コントロールバンディング、5.危険性に関するプロセス災害の見積もり、
定量的:
1.作業環境濃度測定の結果に基づく、評価基準:管理濃度、
2.個人曝露測定測定の結果に基づく(山田憲一、中災防)(ガイドライン、産衛誌2015;:57:A13-60)、
2-1.測定計画立案:
作業者のグループ分け:同等曝露グループ(SDS、過去の当該または類似作業場の測定結果、簡易測定結果、経験等に基づく測定対象となる作業者群 similar
exposure group, SEG)を特定する
測定対象物質
個人曝露濃度測定機器
測定方法
1.曝露作業が特定の時間に限定:曝露時間帯だけ測定し、8時間加重平均値に換算、
2,曝露が一定:8時間未満の測定値を未測定時間帯に同程度曝露に当てはめ、測定値を8時間加重平均値に換算
3.曝露がほぼ一定:原則全作業時間測定とする、が、8時間未満測定時補正係数を掛ける時間加重平均値に推定代用、測定時間は2時間以上とする:
Larsen補正係数:1時間2.1、2時間1.6、3時間1.4、4時間1.3、5時間1.2、6時間1.1、7時間1.05、8時間1。
分析方法
評価方法
2-2.測定
2-3.分析
2-4.評価・リスク判定
統計指標算出:
1.算術平均値AM: n個のデータから直接算出、,
2.サンプル数nが1の場合はその値をAMとし、2~4の場合はAM=合計値/n、
3.サンプル数が4以下の場合、幾何分布=対数正規分布上側95%値(X95)=3xAMとする、混合物の場合はI=Σ(各成分の平均曝露濃度Ci/各成分の許容濃度Ti)で1<Iで許容濃度を超えていると判定する、PEL,
4.対数正規分布上側95%値X95(=作業環境測定第1評価値): logX95=log幾何平均値GM+1.645log幾何標準偏差値GSD)、
評価基準:
1.8時間曝露測定結果に用いる基準値の種類:
曝露限界=1日8時間、1週40時間の曝露下での安全=許容濃度(日本産業衛生学会)またはthreshold limit value-time
weighted average, TLV-TWA (時間加重平均濃度、米国産業衛生専門家会議American Condference of
Government Industrial Hygienist, ACGIH)、PEL,
2.短時間曝露測定結果に用いる基準値の種類:
短時間曝露測定評価:ACGIHの短時間曝露限度TWA-STELや上限値TWA-C、日本産業衛生学会最大許容濃度(作業中のどの時間をとっても曝露濃度がこの数値以下であれば全ての労働者に健康上の悪影響が認められない濃度、5分間程度の測定の最大濃度)、
短時間曝露における中枢神経抑制作用をきたす化学物質に対してはTLV-short-term exposure limit, TLV-STEL(短時間曝露限界、15分超えのこの限界値を超える曝露はダメ)や,
TLV-ceiling limit, TLV-C(上限値、いかなる時でもこの限界値を超えては絶対にダメ)が設定されている、
管理区分一覧表(6区分):
| 区分 |
定義 |
判定 |
再評価 |
| 1A |
X95<OELかつ |
X95<OEL10% |
良好、極めて |
2年 |
| 1B |
AM<OEL10% |
良好、十分に |
1年 |
| 1C |
OEL10%≦AM |
良好 |
6月 |
| 2A |
AM<OEL≦X95かつ |
AM≦OEL50% |
さらなる曝露低減に努める、現対策の有効性を精査 |
6月 |
| 2B |
OEL50%<AM |
曝露低減策が必要 |
6月 |
| 3 |
OEL<AM |
曝露低減策を速やかに実施 |
6月 |
|
OEL: 曝露限界値 occupatinal exposure limit、 AM: 算術平均値 arthmetic mean、 X95: 幾何分布上側95%値、大きな3区分は作業環境測定の第1,2,3管理区分と同じである。
2-5.対策
2.数理化モデル、3.尺度化表、
法令:安衛法、安衛則、規則等、
措置: ILOコントロールバンディングとその低減措置:作業指針シート:国際化学物質管理ツールキット、コントロールバンディングにおける対策一覧表
リスク低減措置策定、職場報告、実施勧奨、フォローアップ(是正、改善、再評価)、障害予防規則等の対象化学物質は規則等による強制義務あり、その他の化学物質は努力義務のまま:
ILO化学物質コントロールバンディング Chemical Control Banding (管理手法ポイントと具体的対策、国際安全衛生センター、2008.02.12.)、
HSE executive COSHH e-tool、
コントロールバンディング control banding管理区分:有害性に関する管理区分ソフト、(説明)、参考、
事業者・衛生管理者講習:五十嵐のすぐ使える「猫でもわかる化学物質リスクアセスメントと特徴」、
2016年改正:リスクアセスメント対象640+20物質か否かをSDSのラベルピクトグラムで確認しよう(ラベルでアクション、厚労省 2016)(2019):ポスター、携帯カード、サイコロ、リーフレット、教育資料、
職場における化学物質対策について(厚労省、2019)、
日本における化学物質のリスクコミュニケーションの現状(2009年7月29日、中災防)、
化学物質の爆発・火災に係わるリスクアセスメント:chemical risk assessment, CRA、
化学物質のリスクアセスメント手順(厚労省)、厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
v. 書式:
評価表、
(株)日本ケミカルデータベース、メルマガニュース(危険性、有害性)、
根拠:
改正 安衛法28条の2、平成28年(2016)6月施行:努力義務→強制義務:安衛法57条の2有害性の通知MSDS対象638物質
化学物質規制法令一覧、
危険性調査項目:
(化学物質等による労働者の健康障害を防止するため必要な措置に関する指針、公示第1号 平成12年3月31日)
化学物質等による危険性又は有害性等の調査等に関する指針(厚生労働省発表、平成18年3月30日)
化学物質等による危険性又は有害性等の調査等に関する指針(通達、厚生労働省労働基準局長より都道府県労働局長へ、基発第0330004号、平成18年3月30日)
国が行う化学物質等による労働者の健康障害防止に係るリスク評価実施要領の策定について(基安発第0511001号、平成18年5月11日):今後の国の評価基準の公表、
有害性のレベル区分:
GHSについて(WHO, 2005)、
GHS分類対象物質一覧((独)製品評価技術基盤機構, 2006)、
GHS対応による混合物(化学物質)のMSDS作成手法の研修テキスト(改訂版、中災防、2006)、
化学物質安全対策室、
化学物質等による危険性又は有害性等の調査等に関する指針(厚労省、2006)、
化学物質・粉じん・騒音・暑熱に関するリスクアセスメントのすすめ方ー鋳物製造業を例としてー(厚労省、2007)、
MSDS化学物質に関するリスクアセスメントの強制義務化(2014/06/25改正安衛法、2016/06施行予定)、
義務化される化学物質のリスクアセスメント(リスクマネジメント最前線、2014年、34号、東京海上日動火災、2014/11/11):厚労省化学物質対策室2012年化学物質管理セミナースライド、
リスクアセスメント実施:厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
SDS+使用量に基づく:コントロールバンディング、
化学物質による健康被害の未然防止(茨城産保センター)、
化学物質のリスクアセスメントの手順(厚労省)、
化学物質のリスクアセスメント事例集:爆発・火災防止関係、健康障害防止関係(厚労省),
化学物質のリスク評価のためのガイドブック(経産省、2007年)、
化学物質のリスク評価について、よりよく理解する為に、nite (独)製品評価技術基盤機構化学物質管理分野、
2017:リスク=ハザードx曝露量、無毒量NOAEL、耐容一日摂取量TDI、発癌性、推定曝露量EHE、不確実係数UF、
職場のあんぜんサイト、GHS対応モデルラベル・モデルSDS情報(厚労省)、
GHS対応ラベルおよびSDSの作成マニュアルー毒物、劇物のラベル作成者向けー(混合物、有害性)(厚労省)、
化学品の分類および表示に関する世界調和システム(GHS,6版)、
総論:GHSとは、厚生労働省、職場の安全サイト、
日本工業規格「JIS Z 7252:2019 GHSに基づく化学品の分類方法」及び「JIS Z 7253:2019 GHSに基づく化学品の危険有害性情報の伝達方法-ラベル,作業場内の表示及び安全データシート(SDS)」の改正について(公示)、基安化発0524第1号、令和元年5月24日、厚生労働省労働基準局安全衛生部,化学物質対策課長。
(B)
(1)「リスク」とは、ある事象の発生確率とその事象の結果の組み合わせのこと(ISOとJISの定義)。例えば、秋葉原のライオンで、襲われる人がいるので、とても危険な状態。「危険(有害要因)源
hazard」とは、機器の故障・ヒュ-マンエラ-等のサブイベントのこと。例えば、砂漠のライオンで、襲われるものがいない場合は、たとえライオンが危険であっても有害となりえない。
(2)「リスクコントロール、risk control、リスクマネジメント、Risk Management」: リスクコントロールとは、活動に伴うリスクを分析し損失を最小化するためのリスクを処理する方法の1つで、リスクがもたらすハザード(危害)・損失の発生を事前に防止して、さらにリスクが発生した場合に損失を最小化するために事前に備えておくための方法。具体的なリスク管理方法は、Guidelines
for the Management of IT Security (GMITS)即ちISO13335(国際的評価基準で、情報セキュリティポリシーの策定、組織、リスク分析アプローチ手法、適切なセキュリティ対策の選択、導入と実行監視、教育訓練、検証、フォローアップなどの項目が提示されている)には以下が定義されている:リスクのある部分を使わない(回避)・生じる可能性のある影響を少なくする(分離)・保険を掛ける(移転)・脅威に対し防御策を講じる(脅威の低減)、運用ルールや手順を確立する、媒体や資産そのものの性質にかかわる弱さを低減させる為に別な媒体に変える(脆弱性の低減)、好ましくないイベントを検知し対策を講じそのようなイベントから回復する(監視、管理体制を作る)など。リスクを処理する方法としてはもう1つ、リスクファイナンス(risk
finance)があり、リスクコントロールを行っても発生してしまう損失や、どうしても取り除くことができないリスクに対しての損失に備えて、資金対策をすることをいいます。
(3)「リスクアセスメント、risk asessment、リスク評価」と「リスク低減対策」はペアで、リスクについてその重大さや遭遇頻度や発生可能性で評価し、そのリスクが許容できるか否かを容認可能レベルから容認不能レベルにランク分けし、後者をを優先的に改善するプロセスのことである:
一般的リスク=ハザードx発生確率、
機械リスク=危険性x接触確率、
化学物質リスク=有害性x曝露量、
書式1、書式2:
通常のリスクの見積りには、他に、6段階評価、5段階評価、中災防式4段階評価、2要因4段階評価、3段階評価、MIL、主観的評価、2段階評価、2要因4要素による5段階評価(労働安全衛生コンサルタント会方式)など複数数あるので、どの評価方法を使用しているかを明確にする必要がある。
化学物質によるリスクの見積りにも何種類かの評価方法がある。
数値化は経験則となりバラツキがでる。基本的には、リスクアセスメントの評価はアバウトなので評価のみに傾注するのは止めて、対策に集中することが肝要です!安定したリスク評価が望まれる。事例として、定常作業中の「重い電導ブラシを手から滑らして足の甲を打撲」災害は、漠然とした評価ではなく、事業場内の平均的な能力の具体的労働者を念頭に置き、「危険に近づく頻度」とは「ハンドルから手を滑らせる」のは月に1回位だから2点」、「怪我の可能性は」「仮に手を滑らせたとしたら可能性が30%なら可能性があるとして2点」、「怪我の程度」は「保護具を装着させてあるが骨折して長期療養となりそうで6点」、合計10点、リスクレベルⅢで優先的にリスク低減対策の実施が必要となる。
リスクアセスメントによる先取りリスク管理計画:作業環境管理の原則。リスク低減策として革手袋を使用した場合のソフトによる対策後のリスク評価が、各々2,2,3点、合計7点、リスクレベルⅡに低減する。しかし、結局は人依存型のソフト対策で、不注意または近道として、労働者が保護具を装着しない場合がありうる。コストが許す限りは、ハード対策としての動化がベストであることを提言することは第一義であることは当然である。後者は、評価者自身が、提言しても無駄という近道結論をし勝ちの戒めとしたい。故に、視聴覚(ビデオ等)・現場検証等を併用して、複数人のブレーンストーミング形式で、リスク低減策を、ハード(①危険作業廃止・変更等、設計・計画段階での危険性・有害性の除去・低減、②インターロック、局排設備等の工学的措置)、ソフト(③マニュアル管理、④個人用防護具)の順に提言してもらうことが推奨され、それぞれの低減率とコスト評価することが望ましい。最後は当たり前過ぎる蛇足ですね?(中災防東京安全衛生教育センターでの安全管理者選任時研修講師養成コースL2-1・CS「危険性または有害性等の調査及びその結果に基づき講ずる措置」における、笠原國昭講師の解説と手解きは、私にとって、目から鱗でした。中災防版のリスクアセスメント担当者研修用テキストを読んで解ったようなつもりでおりましたが、やはり不明確でした。小規模事業場相手の私としては、無用の長物と考えておりましたが、使い勝手が良さそうで、改めて、中災防講習会にも参加を申し込みました。)
(4)リスクアセスメント実施者
(5)リスクを考えるといて点に関しては、事業体全体としてのリスクアセスメントと小集団活動としてのKYTは共通点が多い:危険予知訓練(KYT)との相違、以外に類似するRAとKYT/KYK、
(6)リスク学、リスクを扱う範囲、
(7)中小企業におけるリスクアセスメントの導入:
小集団活動の危険予知活動(KY)が職場に根付いていたら、リスクアセスメントへの移行は容易:
|
危険予知活動、KY |
リスクアセスメント |
| 1 |
1R どんな危険があるか |
S1 危険性・有害性の特定、洗い出し |
| 2 |
2R これが危険のポイントだ |
S2 危険性・有害性の見積り
S3 危険性・有害性の評価 |
| 3 |
3R あなたならどうする |
S4 危険性・有害性の防止対策 |
| 4 |
4R 私達はこうする、ワンポイント |
|
| 略号 |
R ラウンド |
S ステップ |
リスクアセスメントの結果を急所として、作業手順書に落とし込む。
リスクアセスメントと既存労働安全衛生文書により、労働安全衛生マネジメントシステム構築への昇華。
導入率:
東京労働局、2007:リスクアセスメント導入率・適正な導入率:34%(建設56%・43%、商業15%・1.6%、運輸交通33%、)、リスクアセスメントの事業規模別普及状況(2011)、
参考:
00.リスクアセスメントを始めよう、リスクアセスメントを実施するための規程、リーフレット、東京労働局、
0.リスクアセスメント等関連資料・教材一覧、業種別一覧、パンフレット、厚労省、
1.厚生労働大臣がリスクアセスメントの実施による自主的な安全衛生活動の促進を図るための指針を公表―危険性又は有害性等の調査等に関する指針の公表についてー(基発 平成18年3月10日)。
2.OSHMSにおける推進者教育1,2、役割分担(責任者)、年間実施計画表、職域別検討、危険有害要因(分類、調査票1,2)、対策結果報告書、
3.労コン講習(2006年度第6回研修会、講師:T-RAST研究所橘良彦):リスクアセスメントの流れ、種類.
4.災害の分析、対策:事故調査報告書、災害要因分析シート(要因一覧表、沼野先生)、不安全状態と不安全行動(心理学的要因)の分析用チェックリスト、特性要因の分析:災害要因分析シート一覧、特性要因チェックリストと魚骨図による簡易分析法(沼野先生の災害要因分析シートも参考にしてください)、危険源・有害源の系統的洗い出しの為の分類一覧表、
5.中災防・ポスター、ポスター、
6.建災防、陸災防、林災防、鉱災防(2014補助減少指定解除解散)、
11.厚生労働省指針に対応した労働安全衛生マネジメントシステム・リスクアセスメント担当者の実務、中央労働災害防止協会編、中央労働災害防止協会、東京、2001.
12.リスクアセスメント・パンフレット:規程:49名以下、50名以上、、リスクアセスメントを始めよう、リスクアセスメント等関連資料・教材一覧(機械、業種別)、木材製造業、林業、
13.桜井勉:リスクアセスメントの指導、危険有害要因を洩れなく洗い出す.日本労働安全衛生コンサルタント会会報.24(69):80-6,2004.(作業手順書に基づくR/A、危険源SMAP (Safety Management of Assurance
Process) リスク評価表)一覧表なので使い易く且つ分かり易い!
14.中小企業向け化学物質のリスクアセスメントテキスト、
15.職場における労働者の健康確保のための化学物質管理のあり方検討会報告書(平成16年5月):control banding、
16.リスクアセスメント等の実施に関する自主的な取組等の促進について(基安安第0315003号、基安労第0315003号、基安化第0315003号、平成19年3月15日):厚労省マニュアル一覧:リーフレット一覧:プレス、化学物質、粉じん、騒音、暑熱、店舗、荷役、型枠大工、鉄筋工、電気工、管工事、林業、製材業、
17.増本清(労働安全衛生コンサルタント).労働衛生のリスクアセスメント.RST研究 2007;31:2-5.(粉じん、有機溶剤、騒音、温熱)、
18.(独)労働者健康福祉機構茨城産業保健推進センター「備えあれば憂いなし」リスクアセスメントをやってみよう(さんぽいばらき第28号、2007年3月);滋賀産業保健推進センター所長杉本寛治「企業経営者のための産業保健入門Ⅸ、企業の労働安全衛生管理におけるリスク・マネジメント(危機管理)」、OH
My 淡海(おうみ)、第13号、2-5頁、2003年9月号、労働福祉事業団滋賀産業保健推進センター、
19.やさしい職場のリスクアセスメントー中小規模事業場での進め方ー、第1版、中央労働災害防止協会編、東京、2007.(945円)、
21.リスクアセスメントイラストシートー荷役運搬作業におけるリスクアセスメントの実際ー.陸災防、
22.林材業におけるリスクアセスメント:林業編、木材製造業編、林災防、
30.重量物取り扱いリスクアセスメント、加部勇、中小企業における労働安全衛生マネジメントシステム、産業保健21、2008、12-15頁、
40.機械設備のリスクアセスメントマニュアル、中災防、2010.03.、
50.2008年度標語、ポスター、
80.リスクアセスメント関係、厚生労働省、2007.2.
90.ITを活用した新しい安全衛生管理手法の進め方:概要、詳細、2009.3.、先端情報技術を用いた安全衛生管理:中災防特別展、
99.危険感受性向上教育テキスト、厚生労働省:講師用、受講者用、2009.3.
100.自動車整備業のリスクアセスメント、パンフ、厚労省、パンフ、マニュアル、
130.対策の立て方(4M4E等)、化学物質による爆発・火災に係わるリスクアセスメント(是正処置・対策の手順)、
200. リスクアセスメント関連パンフレット一覧、厚労省、
300.化学物質のリスクアセスメント義務化(化学物質管理のあり方の見直し、事業者による危険性又は有害性等の調査(リスクアセスメント)の義務化、強化部分:危険性・有害性の確定した安全データシートSDS交付義務640物質に対するリスクアセスメント、相談窓口、2016/06施行予定):1.爆発・火災、2.健康障害、
400.リスクアセスメント等関連資料、教材一覧、厚労省、
500. リスクアセスメント、意図的なルール違反・ヒューマンエラーをリスクアセスメントに反映させる共通的な手法、2019、
600.コントロールバンティング、対策集、厚労省、
700.業種別、一覧、マトリクス、中災防、
800. 厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
|
| |
|
|
| |
建設業、製造業 |
建設、製造:
死亡災害1名時に1億円の損失、
企画設計段階での安全衛生を考慮することが重要 動画、 |
| |
|
|
1153
|
製造業、
労災防止対策 |
総論テキスト:労働衛生ハンドブック(東京産保センター)2017、2018、2019、2020,
小規模事業場(労働者数50人未満の事業場):労災発生の70%、中災防の小規模事業場等団体安全衛生活動援助事業(たんぽぽプラン(計画)):重篤労災好発「金属製品製造業」対応の安全衛生活動マニュアル(平成22年3月)中災防、
派遣労働者:安全衛生管理マニュアル(厚労省、平成21年10月)、 労働者派遣事業の適正な運営の確保及び派遣労働者の就業条件の整備等に関する法律(労働者派遣法)(2012, 2015年改正施行)、
派遣労働者に係る労働条件及び安全衛生の確保について(基発第0331010号平成21年3月31日、基発0330第5号改訂3版平成27年9月30日)、
混在職場:元方事業者による安全衛生管理のための指針(厚労省、平成18年8月)、
、
|
| 1154 |
港湾荷役業、にやく、
港湾貨物運送業:港湾運送事業法:
第1種:一般港湾運送事業(独自に一貫して受渡-船内荷役-はしけ運送-沿岸荷役-いかだ運送を実施可能、元請、海貨業)、
第2種:港湾荷役事業、
第3種:艀運送事業、はしけ、
第4種:筏運送事業、
第5種:検数事業、検品証明、
第6種:鑑定事業、積付証明、調査、鑑定、
第7種:検量事業、貨物容積・重量計算・証明書、
港湾運送関連事業(運送の補助的業務):
1.船貨固縛事業、
2.船貨梱包事業、
3.船倉内清掃事業、
4.警備事業、
|
港湾貨物運送業務=船舶代理店、倉庫保管、乙仲(おつなか)、通関輸出入、輸送。
1.用語説明:
1-1.港湾の法令と適用港数:
●港湾法 特定重要23港 重要128港 地方951港:
港湾の分類 交通の発達及び国土の適正な利用と均衡ある発展に資するため環境の保全に配慮 しつつ、港湾の秩序ある整備と適正な運営を図るとともに航路を開発し保全すること を目的とする。 国際海上輸送網または国内海上輸送網の拠点となる港湾(重要港湾)
●港湾運送事業法 93港
港湾運送に関する秩序を確立し港湾運送事業の健全な発達を図り、もっ て公共の福祉を増進する目的の港として指定。 一定の港湾運送需要量があり、事業者の乱立等による港湾運送秩序の混乱が予想
される等の事情を考慮
●港湾労働法 6港
港湾労働者の雇用の改善、能力の開発及び向上等の措置を講じて、港湾 運送に必要な労働力の確保に資するとともに港湾労働者の雇用の安定そ の他福祉の増進を図る港
●港則法 501港
港内における船舶交通の安全及び港内の整頓を図る必要がある港湾とそ の区域を指定
●関税法 120港
関税の確定、納付、徴収及び還付並びに貨物の輸出及び輸入についての 税関手続きの適正な処理を図る法律。 貨物の輸出入量及び外国貿易船の入出港事情を勘案して開港・不開港を
指定する。 |
1-2.港湾運送の引受:
海上運送・沖取・艀はしけ-船内作業(貨物の受渡)-沿岸作業(貨物の受渡-上屋への搬入搬出荷捌き(にさば))-陸上運送
船主・荷主→元請(一般港湾運送事業者)→自ら作業(船内、沿岸)または下請作業(船内事業者、沿岸事業者)
一般港湾運送事業者のみ受渡責任を有する。
船席 berthバース: 荷卸の為の着岸場所。
1-3.港湾荷役こうわんにやく:
港湾内で船と陸との間で行われる貨物の積卸作業。労働者は港湾荷役作業員、沖仲仕(おきなかし)。
船の停泊場所の関係から,船を沖合に停泊させ,はしけやパイプラインを利用して貨物の輸送を行う沖荷役と,船を岸壁などの陸岸に直接横付けして荷役を行う接岸荷役とに分けられ,沖荷役のうちはしけを使用する場合をはしけ荷役ということもある。
また(保税)上屋((ほぜい)うわや、屋根付きの仮置場)・野積場内,陸岸と艀(はしけ、barge, 大型船と陸の間を荷を積んで運ぶ平底船で、自力航行ができずタグボート牽引の力を借りる)の間,陸上の車両,各種積卸場における積卸作業は沿岸荷役と呼ばれ,これには上屋・倉庫間の貨物の輸送,倉庫への搬入作業も含まれる。船内荷役stevedore,
沿岸荷役longshore。
乙仲*=海貨業者(海運貨物取扱業者)港湾運送事業法にのっとり、港湾エリア内で陸地と船舶の間に限定して行われる貨物のやり取りの業務をする。梱包・倉庫作業を含む。*名前の由来:戦前の「海運組合法」で、海運貨物の業者を2種類に分類し、1.定期的に運ばれる船貨物の取次を行う「乙仲(乙種仲立業)」と、2.不定期な船貨物の取次を行う「甲仲(甲種仲立業)」。
ファオワーダー(貨物利用運送事業者)は貨物利用運送事業法に基づき国際輸送(集荷、輸送、配達)を行う。輸送手段を持たない。梱包・倉庫作業はしない。船舶と航空輸送がある。
1-4.コンテナヤード、コンテナターミナル:
コンテナヤード(CY) :
コンテナターミナルの主要施設で、コンテナを搬入して蔵置・保管し、コンテナを受け渡しする場所のこと。船会社が荷主に対し、コンテナ受け渡し場所として指定する
ガントリークレーン:
コンテナ船のコンテナ積みおろしのために用いるクレーン。岸壁に設置されたレールの上をコンテナ船に並行して移動し、スプレッダーと呼ばれる伸縮する装置でコンテナを吊り上げて荷役をする。1時間に約40個のコンテナを取り扱うことが可能。
トランスファークレーン(トランステナー) :
コンテナヤード内のコンテナの移動やシャーシへの積みおろしを行う移動式クレーン。タイヤ式とレール式がある。
ストラドルキャリア :
コンテナをまたぎ、スプレッダーでコンテナを吊ったまま走行し、多段積みできる荷役機器。小回りがきくので狭いコンテナターミナルの利用に適している。
ゲートハウス、ゲートオフィス:
コンテナ貨物の受付を行う場所。コンテナのダメージ状態のチェック、コンテナナンバーの照合、コンテナの重量測定、コンテナ貨物の受け渡しに必要な書類の確認などを行う。
管理棟:
コンテナヤード全体の作業を統括する司令室コントロールルームで、GPSを使ったコンテナの搬出入、配置、保管、プランナーによるコンテナ船への積み下ろしなどに関する計画、指示などを行う。
冷凍コンテナ用電源設備:
冷凍貨物や冷蔵貨物を輸送する冷凍コンテナを保管するために電源供給装置(リーファーコンセント)を備える。
バンプール:
コンテナの保管、メンテナンス。空バンを荷主へ輸送、返却バンの保管。
検疫:
荷役機器点検:
1-5.貿易、通関:
通関業者とは、「通関法」という法律の規定に基づき輸出入を行うときに税務関連の代理手続きを行う業者のこと。輸入代行業者と異なり、通関業者は税関からの許可を受けて通関業務を代行する。
保税: 関税の徴収を一時留保すること。 保税地域は主に港湾や空港や国境検問所の近くに設けられ、貨物船や飛行機や貨物自動車から下ろされた貨物が関税納入・輸入許可・通関完了までの間、或いは輸出される貨物が税関手続きが終了するまで蔵置される場所。
貿易:
FCL貨物(cargo): FCLとは、「Full Container Load」の略で、「一荷主が、ひとつのコンテナを貸しきって」大口貨物を運ぶ輸送方法、また、その貨物のこと。
以下、荷送人(出荷人しゅっか)から荷受人(受荷主うけ)への貨物の流れ:
輸出地のFCL貨物の流れ「コンテナ詰め → 運送 → 輸出通関」:
① 輸出者は船積み手続きをフォワーダー業者に依頼し、コンテナを船会社から借り受ける、
② 輸出者の倉庫や工場、またはフォワーダーの倉庫などで貨物をコンテナに詰め込む(バンニング/バン)*工場でコンテナに詰め込むことを、「工場バン」「工場バン詰め」と言う。また、バンニングする際は、第三者の検数人、または工場や倉庫の責任者による貨物の数量・状態のチェックが行われる。
③ 輸出者、またはフォワーダーが*1、コンテナの内容を示すコンテナ内積付表(ないせきふひょう/CLP/Container Load Plan)、ドック・レシート(Dock Receipt)*2を作成する
*1 一般的には、フォワーダーが輸出者の代わりに作成する。
*2 ドック・レシートは4~8枚綴りの書類で、貨物と一緒に輸送され、搬入場所などで引き抜かれ、貨物の受取り確認で使用される書類。ただし、近年は電子化が進み、使用減少。
④ 船会社が指定するCY(コンテナ・ヤード)まで、トレーラーでコンテナを運ぶ*CYへ搬入される前には、ゲートでコンテナのチェックが行われる。
⑤ フォワーダーは、船会社と連絡をとってコンテナが保税地域へ搬入されたことを確認し、税関に輸出申告手続きを行い、輸出許可を得る。
⑥ フォワーダーは、CYのオペーレーター(CYO)にコンテナ内積付表(CLP)や輸出許可書を提出する。
⑦ コンテナが船積みされ、船会社がB/L(船荷証券)を発行した後、貨物が海上輸送される*一般的に、輸出者はフォワーダー経由でB/Lを入手します。
輸入地のFCL貨物の流れ「コンテナ荷降ろし → 輸入通関→配送」:
① 輸入地に船が到着すると、コンテナは船からCY(コンテナ・ヤード)に降ろされる。
② 輸入者から依頼を受けたフォワーダーは、輸入通関手続きを行い、輸入許可を得る。
③ フォワーダーは、輸出者から受け取ったB/Lを船会社に持ち込み、B/Lと差し替えに「D/O(荷渡し指図書)」を入手する。
④ フォワーダーは、D/OをCYのオペレーター(CYO)に提出し、コンテナ貨物とコンテナ内積付表(CLP)を受け取る。
*FCL貨物の場合、貨物を引き取る際にコンテナを開けて中身を確認することはありません。コンテナの外観上の破損などがないかを確認した上で、引き渡す。
⑤ 輸入者は、自社の倉庫やフォワーダーの倉庫、納入先などにコンテナを運ぶ*一般的に、輸入者はフォワーダーの倉庫へコンテナを引き取りに行くか、フォワーダー(またはフォワーダーが手配した運送業者)に運んでもらう。
1-6.船舶代理店:
| 適用法令 |
関係各所 |
提出書類・手続き |
| 港湾法 |
港湾管理者(港湾局等) |
岸壁使用願、使用料納付 等 |
| 港則法 |
港長(海上保安庁) |
入出港届 停泊場所指定願、移動届、危険物荷役許可願 等 |
| 検疫法 |
検疫所 |
通常検疫・無線検疫手続き 鼠族駆除証明 等 |
| 関税法 |
税関 |
入出港届、積荷目録、船用品目録、トン税納付、出港許可書等 |
| 出入国管理令 |
出入国管理局 |
入港届、Crew List、乗組員上陸許可申請書、Shorepass等 |
| 船員法 |
運輸局 |
雇入・雇止手続き、海難報告 等 |
|
1-7.貨物船:
コンテナ船 container ship,
RO-RO船(ローローせん、英: roll-on/roll-off ship)は、フェリーのようにランプ(跳ね上げ式の架橋構造の傾斜路)を備え、トレーラーなどの車両を収納する車両甲板を持つ貨物船のこと。
車両甲板のおかげで搭載される車両はクレーンなどに頼らず自走で搭載/揚陸できる。対義語はLO-LO船(英: lift-on/lift-off ship)。
ばら積み貨物船: bulk cargo, bulker, 包装されない乾貨物、液状貨物を運ぶ。
重量物運搬船 heavy lifter: 大型クレーン、
自動車専用船 PCC, pure car carrier,
冷凍冷蔵運搬船 refrigerated cargo carrier/vessel,
木材専用船 log carrier,
チップ専用船 carrier,
セメントタンカー cement tanker、
オープンハッチバルカー open hatch bulker:石炭、鉄鉱石、穀物、
鉄鉱石運搬船 ore carrier,
石炭専用船 coal carrier,
鉱炭兼用専re coal carrier,
鉱油兼用船 ore oil carrier,
石油タンカー oil carrier, tanker,
ケミカルタンカー chemical tanker,
LPGタンカー liquefied petroleum gas carrier,
LNGタンカー LNG carrier, -162℃、
1-8.船体、呼称:
船体 hull,
船首、おもて、艏(みよし、みおし←水押し)、bow, fore,
船尾、とも、艫(とも、ろ)、stern, aft,
舷(げん):船の側面、船縁(ふなべり)、船端(ふなばた)。
船首に向かって右側の舷を右舷(うげん、みぎげん)スターボード(英: starboard)、左側の舷を左舷(さげん、ひだりげん)ポート(英: port)。
左舷に赤色、右舷に緑色の航行灯を点灯。
左舷側で接岸し、搭乗口は左舷に設ける。
右舷が上席であり左舷は下座、船長は階段でも右舷側を使い、船長室も右舷側にあるのが普通である。また、船倉の番号も右舷側から1番が始まる。
2.港湾貨物運送事業労働災害防止協会(港湾労災労災防止協会)、
3.労働災害:
背景:
グローバル化・過当競争
荷役運搬機械の大型化、作業スピード化、
団塊世代経験者大量退職、派遣労働者・混在作業(注意: 派遣法では港湾派遣不可、港湾労働法に基づく特定労働者派遣事業とは、港湾派遣元事業主の常用労働者の派遣で、かつ、業務内容が港湾荷役に制限されている)
化学物質
死傷年千人率7.2(製造3.3,建設5.8,2005年)
労災発生: 小規模事業所、高齢、非正規、「墜落・転落、はさまれ・巻き込まれ」、揚荷装置・ガントクレーン(退避未確認、玉掛け不良)・フォークリフト(安全確認不足の接触、巻き込まれ、荷落下)、荷姿「コンテナ」、トレーラー・重機(挟まれ)、はしけ(おぼれ)、腰痛、化学物質中毒、船倉内燃機関換気不足による一酸化炭素中毒、
対策:
マネジメントシステム、
フォアマン(元請の海務、乙仲提出Bookingとポートキャプテン提出stowage planから積荷配置図・local planを作成、追積み・荷繰り(にぐり、積付やり直し)に配慮、船内荷役の総指揮監督者)、ポートキャプテン(現場でよりたくさんの貨物をより効率よく積み込むかのstowage
plan作成、荷役現場監督)、船内荷役作業主任者、沿岸荷役主任者、ストラドルキャリヤー運転者、職長(作業者集団ギャングの責任者)、安全管理者、安全衛生推進者等の教育、
元請指導、安全衛生委員会、安全衛生パトロール、
雇入れ時の教育、指差呼称・KYT、
作業前の安全確認、
元請の安全配慮、指導、
災害の原因究明、情報の共有化、
混在作業(非正規、他社)安全管理、
健康管理(高齢、化学物質)、
指差呼称
管理体制:作業計画、船内作業主任者、沿岸主任者選任、顔写真掲示、職務遂行確認、
揚貨装置、クレーン、車両系荷役運搬機械(フォークリフト、ショベルローダー、フォークローダー、ストラドルキャリヤー、構内運搬車、貨物自動車)衝突防止安全装置、運転資格、運転運用、通行区分帯への立入禁止・退避状況、ワイヤー色識別、
荷役作業、倉庫内作業:墜落、転落、物の落下、荷の崩壊、挾まれ、巻き込まれ状況の確認、安全策、通路・昇降設備、安全対策、
保護具:親綱・安全帯、開口部ロープ・ピンクリボン、蛍光ベスト、救命胴衣、
三者無線連携(合図者、クレーンオペ、クレーン下合図者)、ヘルメット色分け、
クレーン下作業員退避場所明示カラーコーン、
熱中症救急対策キット、WBGT計測器、
KYボード、
3S、
雨天雨合羽の透明フード、
休憩室、トイレ、
特定災害防止:
荷役運搬機械: 安全確認、点検、整備
積み付け(はい作業)墜落、転落: 柵、梯子、安全帯(大型船ではハッチから船倉底まで20m、6階屋上からの墜落)、、
コンテナ荷役: 手順書、
検数員、検定員:連絡、蛍光ジャケット、確認、
はしけ転落、溺死: 救命胴衣、曳航中綱梯子、待機、
粉塵爆発、火災: 炭塵、穀物粉塵浮遊対策、引火源管理、爆発・引火物管理、危険・有害性調査、
職業性疾病予防:船倉清掃・粉塵、腰痛、酸欠、化学物質、石綿、熱中症、メンタルヘルス、過重労働、
参照
1.港湾貨物運送事業の第11次労働災害防止計画(厚労省)、
蛇足:
船舶輸送のエネルギーコストは安い:貨物1tを1km運送する為に必要なエネルギー(kJ/tkm)は、
船543,営業車2128、飛行機21072。
その為、原料は船で運搬される。
|
| 1155 |
陸上貨物運送業
運輸交通業
貨物取扱業、
労災防止対策 |
現状: 陸上貨物運送事業の労災の7割は荷主先における荷役作業中に発生。
対策:
12次労働災害防止計画(2013-2017): 労災件数を減少させるための重点業種対策に指定。
陸災防: 転落・墜落、荷役作業災害(陸災防、2014)、対策、リーフレット、好事例、転落墜落防止策:自社(災害の30%)のみでなく荷主搬送元・搬送先(災害の70%)の両者を考慮する必要がある:親綱を張れる屋根付き固定式プラットホームが理想的であるが、コストから日鐵住金荷台作業用足場クイックステージ182万円、アオリに据え付け足場、車外に可搬式手すり付き作業足場(うま)10万円、(支柱を荷台に立てるかトラック外の屋根または壁面に設置して)低層住宅用親綱セット2万円、墜落阻止器具ワイヤーロープ式セイフティブロック9万円の導入を考慮、
プラットフォームの高さに関しては荷台高さ調整用のトラック後輪載せ台が有効、
トラックの輪留め・出発時外し忘れ防止結索、
歩車分離用のポールを立てる、
国交省: トラック輸送適正取引推進パートナーシップ会議:トラックの荷役作業における労働災害防止2014、
厚労省: 「陸上貨物運送事業における荷役作業の安全対策ガイドライン」の策定について(厚生労働省労働基準局長、基発0325第1号、平成25年3月25日)、
交通労働災害防止のためのガイドラインに係る留意事項(厚生労働省労働基準局安全衛生部安全課長、基安安発第0403001号、平成20年4月3日)、
パンフレット:交通労働災害を防止しましょう(厚労省、2016/02)、
陸災防: 安全衛生管理・対策、労働災害防止対策、交通労働災害防止対策、荷役災害防止対策、陸運業における労働安全衛生マネジメントシステムガイドライン:RIKMリクムス、2007(平成19年)改正、お役立ちパンフレット一覧、安全衛生規程・メンタルヘルス、
トラック運転者の仕事: 仕事の時間、
トラック運転手、トラック運転者の労働時間等の改善基準のポイント、(厚労省 2017)、
トラック運転者の長時間労働改善に向けたポータルサイト(厚労省、2019)、
運転手の労働時間のまとめ:労働時間改善基準告示(厚労大臣)、
拘束時間/日≦13時間(15時間以上x≦2回/週)、注:運転手の拘束時間の1日は始業から24時間で翌日の拘束時間との重複もありうる(ただし、週・月の総拘束時間は重複無し)、
休息時間/日 8時間≦、
休日 32時間≦連続した(休息時間+休日24時間)、
荷待ち時間は労働時間、荷待ち時間削減の為の荷主都合30分以上の荷待ちの「乗務記録」記載義務(2017/07/01)、
参考: バス運転手、バス運転者の労働時間等の改善基準のポイント、(厚労省、2017/9)
ロールボックスパレット使用時の労働災害防止マニュアル、安全に作業するための8つのルール(厚労省、2015/09/29)、
ロールボックスパレット起因による比較的軽微な労働災害の実態とその特徴、大西明宏、清水尚憲、労働安全衛生研究、2012;5(2):73-7.
ロールボックス災害防止、日本労働安全衛生コンサルタント会東京支部、2頁パンフ、
テールゲートリフタ―の安全な使用(厚労省、労働安全衛生総合研究所)、
荷役災害防止設備等の事例集、
荷役災害防止担当者教育用テキスト、
荷主等における荷役災害防止対策の好事例、
陸上貨物運送事業における重大な労働災害を防ぐためには、厚労省、2016.10、
荷役災害防止マニュアル、荷主等の荷役災害防止担当者教育用、平成28年度厚労省委託事業、
未熟練労働者に対する労働安全衛生マニュアル、2017,
認知機能検査と高齢者講習(75才以上の免許更新、警視庁)、
クローズアップ現代、運転し続けたい、高齢ドライバー事故の対策最前線、#3527,2014/7/8.
自動車綜合安全情報、
事業用自動車の安全対策について、国交省、自動車局安全政策課、2016、
健康管理:
健康診断、二次健診、事後指導、
脳ドック、MRI, 梗塞、脳動脈瘤、
睡眠時無呼吸症候群 SAS sleep apnea syndrome、終夜経皮酸素分圧測定、ポリソムノグラフィ polysommnography、
心疾患: 心電図、
石原運輸、ルールブック、
|
| 1156 |
鉱業、
労災防止対策 |
鉱山災害 mine disaster:
頻発災害:発生率が高い;落盤、運搬事故、
重要災害:重大災害となる;ガス・炭塵爆発とその後の一酸化炭素中毒(後ガス、あとがす、after gases)、メタン・炭酸ガス突出、(メタンガス突出と静電気による)自然発火、火災(鎮火目的の仮密閉・注水)、
対策:
不安全状態、不安全行為をなくす。自然相手の為、言うは易く行うは難し。
第12次鉱業労働災害防止計画(2013-2017年度)目標・対策:
1.安全衛生システム構築:リスクアセスメント、マネジメントシステムPDCA、
2.保安意識:教育、
3.発生率の高い災害:墜落・転落、運搬装置、取扱い器材・鉱物、機械、
4.基盤的保安:露天掘削場残壁、坑内、作業環境、保安技術、
5.外国人研修生、
6.請負作業者、単独作業、非定常作業、
安全衛生の主体: 国のエネルギー転換政策により、労働災害防止団体法による1964年設立厚労省所管特別民間法人・鉱災防は2014年解散。
参照
1.鉱山保安法、鉱山保安法施行規則、
2.火薬類取締法、、、、
|
| 1157 |
消防署 |
長岡市消防本部、2019/10/24 長岡市医師会主催産業医研修会実地、広報部よりの
長岡市の消防の説明:
組織:予算40億円、1本部3署9出張所、職員332人、消防団員3904人、
消防車両・水利: ポンプ車13台、特殊車両:救助工作車台、はしご車2台、化学車2台、救急車18台、消防水利:消火栓6233、防水吹送377、
災害件数(2018):火災65件、救急出動11278件(入院無しの軽症が65%(参考:入院は中等症、3週以上入院は重症、住民年齢構成上考えにくい40代の飛び抜けた要請依頼件数など問題が多く、病院の夜間・休日救急外来の混雑と類似した住民側の問題を抱えている)、救助116件、
予防:防火対象物10228件、危険物施設1036件、防火指導391回、
医療介護連携システム(フェニックスネット):消防・地域・病院連携、
安全衛生取組み:安全衛生委員会、公務災害防止:リスクアセスメント、KYT,安全管理責任者、惨事ストレス対策:デフィージング、ハラスメント対策、産業医健診、肝炎ワクチン接種、交通事故防止、広域合併による海難・山岳を含む救助訓練、猛暑対策、
勤務体制:連日昼間勤務、隔日勤務2交替制(08:30-22:00、22:00-06:00:2時間勤務他仮眠、06:00-08:30勤務を1日として翌日は休日)、問題点:業務量が署所で異なる、
|
| 1158 |
|
|
| 1159 |
労働災害、労災、
労災保険、
業務上疾病の範囲 |
労災保険の業務上疾病の範囲に係る施行通達、労働省労働基準局長から各都道府県労働基準局長宛(昭和53年3月30日、基発第186号)、労基則別表第1の2(第35条関係)、労災認定:業務上の範囲、
労災認定の要件、上肢障害の場合(厚労省):
相当期間の従事: 6月以上、
過重な業務量: 発症前3月間に、①業務量が一定の時は同種労働者と比較して10%以上の業務量過剰、②業務量がばらつく場合は、1日業務量が通常より20%以上業務量過剰が1月に10日以上、または、1日の労働時間の1/3の業務量が通常より20%以上業務量過剰が1月に10日以上。
参考状況: 長時間作業・連続作業、過度の緊張、他律的かつ過度な作業ペース、不適切な作業環境、過大な重量負荷・力の発揮、
|
|
労働災害、労災、
労災用語、労災統計(千人率、強度率、度数率)(陸災防)、
労働人口、労働力調査(総務省統計局)、
労災統計:厚労省:職場のあんぜんサイト:労働災害統計
労働災害分析データ:中災防、
労災発生状況:
平成18年(2006年、
厚労省)、
2013年(平成25年)度労働災害発生状況(厚労省2014/05/21)
2014年(平成26年、厚労省)労災、労働統計、
(厚労省、平成27年、2015年、2015/03/18)、
平成26年労働災害動向調査の概況(厚労省、2015/05/07)、
、
労災統計 JAISH、
労働災害発生速報、労災発生速報(安全衛生情報センター、中災防)
災害事例・ビデオ(厚労省)、
労災統計 Labour、
労災発生頻度:年千人率、度数率、
災害重篤度:強度率、
疾病率、、 |
1.産業基盤:
少子高齢化による高齢就業者、
中小規模事業場 (低賃金・過重労働、労働環境不良):
製造業における規模別度数率:平成28年(2016)厚労省労働災害動向調査より、
| 事業規模 (従業員数) |
度数率 |
| 200人未満 |
2.23 |
| 400人未満 |
1.58 |
| 1000人未満 |
0.96 |
| 1000人以上 |
0.46 |
10.景気動向:労災発生率を左右する重大な因子!非正規就業者40%=愛社精神の欠如した不慣れな労働者が半分を占める労務管理の限界。
日本の景気動向、実質GDP変動(2012)、背景:1985年プラザ合意(円高ドル安)、1991年:バブル崩壊、1997年:アジア通貨危機、2008年リーマン・ショック、2011年東日本大震災、
景気動向統計情報(大和総研、2015/04/01)、景気動向指数の推移(総務省統計局、jijicom, 2014/12/05)、経済成長率の推移、CI, composite index指数(総理府、2015)、
労働時間と所定外労働時間(三菱UFJリサーチ&コンサルティング、2014/06/26)
労働災害発生状況(厚労省)、労働災害発生速報(厚労省)、
参照: 第12次労働災害防止計画(平成25年度~29年度、2013-2017):労災防止計画の数値目標設定の甘さ、
20.労働者死傷病報告:
事業者は、労働者が①労働災害により死亡または休業したとき②労働者が就業中または事業場内などにおいて負傷・窒息または急性中毒により死亡または4日以上の休業(労災補償対象要件)時、遅滞なく所轄の労働基準監督署長に報告するもの。ただし、休業1日から3日までのもの(不休業労災)は4半期ごとにまとめて報告することとなっている。この報告を提出しなかったり、虚偽の報告をした者には罰則が規定されている。派遣者は派遣元・派遣先双方で提出。
30.統計、労災統計、労働災害統計: 業種別労働災害分析データ、
31.全国統計:
31-1. 厚生労働統計一覧、中災防オンライン安全衛生情報・労働災害統計、型別および産業別・年齢別労働災害発生状況・労働災害の現況(平成15年度(2003年)、安全の指標、平成17年度、中央労働災害防止協会編・発行、2005.)、、
31-2.休業4日以上の死傷者:
製造業25%(挟まれ・巻き込まれ32%)、建設業23%(墜落・転落35%)、陸上貨物運送事業11%、小計60%、
死亡災害の過半数を占める建設業と製造業、
31-3.
墜落・転落防止パンフレット、従業員が安全な店舗づくり・チェックリスト、
50人未満の小規模事業場70%、事業規模別の労働災害頻度、平成17年度(2005年)グラフ、中小規模事業場の安全衛生管理(パンフレット)、
高齢者(60才以上):15%、
第三次産業:40%:パンフレット、小売業:労災防止(20120528)腰痛防止、第3次産業で働く皆さまへ:安全で安心な職場をつくるために、パンフレット(厚労省、2014/8)、休業災害の業種別構成比の推移のおいて三次産業の比率が高く行動災害(転倒、腰痛、切れ、火傷)が多いのが特徴、
全労働者の70%を第三次産業が占めるという産業構造の変化が原因、三次産業の災害事例・ヒヤリハット(中災防)、
大規模小売業、ビルメンテナンス、警備業、旅館・ホテル業、ゴルフ場業、燃料小売業、家具・建具卸・小売業、映画・テレビ番組等の撮影現場等、
三次産業災害防止資料一覧 (厚労省, 2014)(中災防、安全衛生情報センター)、
飲食店:労災防止マニュアル、
第三次産業等における安全保護具の使用に係る調査報告書、:転倒、切れ・こすれ、火傷の災害に対して(薄手の切創防止手袋、先芯入り厨房靴・耐滑先芯入り長靴)、
31-4.
重大災害(労働安全衛生統計では、不休を含む3人以上の業務上死傷又は罹病を指す。安衛法78条(特別安全衛生改善計画関係)1項における、「重大災害」とは死亡災害と労災則別表第1障害等級7級以上の障害を生じたもの又は生じる恐れのあるものとする。「再発」とは3年以内とする(基発0515第1号、平成27年5月15日)。 自動車事故では、入院2週間、治療期間30日以上の被災を重大事故と呼ぶ。):増加傾向、交通事故が多い、平成17年度(2005年)グラフ、増加傾向(平成19年)、労災発生率は当初において法令による効果が見られたが、直近においては法令の有効性は低い。基本的には景気動向に左右されるので対応が困難であるが、重大災害の抑制は喫緊の課題であると思う。
参照:重症度の定義:災害の被害認定基準の統一:重傷1月以上(総理大臣官房審議室長通知、昭和43年6月14日)、
厚労省リスクアセスメント、危害のひどさ:擦り傷災害(不休業災害未満)、軽傷(不休業災害)、重傷(休業、後遺症8級以下)、重大災害(1回に3人以上の死傷、死亡・後遺症7級以上)。http://www.mhlw.go.jp/bunya/roudoukijun/anzeneisei14/dl/ks01-54.pdf
警察交通事故、毎日新聞:重傷は30日以上の治療を要する場合、軽傷は30日未満の治療を要する場合で、骨折は一般に重症と発表。https://www.npa.go.jp/toukei/koutuu48/hanrei.htm
https://mainichi.jp/articles/20110303/mul/00m/040/044000c
総務省消防庁:「重症」は傷病の程度が3週間以上の入院を必要とするもの、入院を必要とするが、重症に至らないものを「中等症」、入院加療を必要としないものは「軽症」。https://www.fdma.go.jp/html/data/kyukyu11gaiyo.html
経済産業省:重傷:休業2週間以上、軽傷:休業3日以上2週間未満。http://www.safety-kinki.meti.go.jp/kouzan/H27saigai.htm
31-5.産業別死亡数:2008年2月、産業別年間死亡者数/人口: 総数=1338人/6292万、
製造:運輸:建設 = 261人/1125万 : 196人/332万 : 459人/545万=1:4:4、
32.新潟労働局:新潟県内の労災統計(2005年度、平成17年度)、建築現場での墜落・転落・機械との接触災害防止パンフレット、製造業における挟まれ・巻き込まれ災害防止パンフレット、、
50.労災統計(職場のあんぜんサイト、労働災害統計、厚労省):
労働災害の発生状況や災害要因を把握し、災害の原因となる潜在的危険性を取り除くための対策の樹立に災害統計が用いられる。過去の災害記録から危険性の潜在する場所や可能性などについて概要を知ることができ、また現実に発生している災害を統計的に処理することにより、災害の傾向や潜在している要因を一層明確にすることができる。
50-1.災害発生率:一般に、「500人規模の事業場で、1日8時間労働、年250日」就労を想定している。
50-2.統計報告文献:
安全の指標、平成17年度、中央労働災害防止協会編・発行、東京、2005年(平成17年)5月30日.(2004年(平成16年)年度労働災害の産業別災害率(死亡および休業4日以上、度数率、強度率、千人率):労災統計一覧、自社の労災統計を出して、類似業種の全国統計を比較することも意義がある。 事業場規模別労働災害発生率。災害死傷者数は減少傾向にあると報告されているが、平成になって、労働人口の減少を考慮すると、度数率の変遷のごとくに、災害の減少は認められない。強度率はやや減少傾向であるが、重大災害が減少せず、被災の程度が両極端化してきた。
50-3.労災発生頻度(疾病統計:労働衛生管理の水準を評価)は、災害率:一般に、度数率・強度率・年千人率などを総称する意味に使われる。 ここでいう「労働災害」とは、労働者が業務遂行中に業務に起因して受けた業務上の災害のことで、業務上の負傷、業務上の疾病(休業1日以上及び身体の一部または機能を失うもの。)及び死亡をいう。ただし業務上の疾病であっても、遅発性のもの(疾病の発生が、事故、災害などの突発的なものによるものでなく緩慢に進行して発生した疾病。例えば、じん肺、鉛中毒症、振動障害など。)及び食中毒、伝染病は除く。なお、通勤災害による負傷、疾病及び死亡は除く。注意:厚労省統計上、サービス業は、2号業種の洗濯業、旅館、ゴルフ場、自動車整備業、機械修理業、建物サービス業及び廃棄物処理業の7業種に限定。
52.件数率=1000x(災害件数/平均労働者数)
53.年千人率(=年間労災人数/労働者1000人当=2.2 (2012))、死傷者:傷病は休業4日以上とする、
労働災害の発生数は、同じ作業状態下では労働者数に比例するものと考えられ、労働者数に差がある場合は単純に比較することはできない。したがって、一定の労働者数を基準にしてこれに対する発生率を求め安全成績を評価する。労働者当たりの死傷者の発生の頻度を表すものであって、災害の軽重の程度は表されていない。
産業別死傷年千人率(2012年度):鉱業6.6、林業27.1、陸上貨物運輸業8.0、建設業4.2、製造業2.8、
55.度数率(=労災人数/延べ労働時間100万時間=1.58 (2013))、
病休度数率=疾病休業件数×1,000,000/在籍労働者の延実労働時間数 、
「500人規模の事業場で、1日8時間労働、年240日労働、120日休日の就労を想定」した、年間死傷者数。同一人物の複数事例はダブルカウントする。
労働者数は同じでも労働時間数の長短や残業時間は事業場ごとに違う。災害の発生率は単純に労働者数に比例するのではなく、労働者が実際に働いた労働時間数に比例するとみることもできる。労働者数を分母とする千人率などに比べ、延労働時間数を基準とした発生率(度数率)のほうが良いとされている。が、労働時間当たりの死傷者の発生の頻度を表すものであって、災害の軽重の程度は表されていない。
57.年間死亡リスクレベル=産業種別の死亡数/100万人:
10^-2 容認できない危険レベル
-3 迅速な対応が必要
-4
-5 一般的な危険性、交通事故
-6 気にならない危険レベル
60.労働衛生管理統計、疾病休業統計
65-1.病休強度率
病休強度率/1000 = 疾病休業延日数/在籍労働者の延実労働時間
延実労働時間:所定労働時間+残業時間+休日労働時間
病休度数率/100万時間 = 疾病休業件数/在籍労働者の延実労働時間
疾病休業日数率/100 = 疾病休業延日数/在籍労働者の延所定労働日数
疾病件数年千人数率/1000 = 疾病休業件数/在籍労働者数
例:
労働者60人、延労働日数14400日、延労働時間数101300時間、疾病休業件数23件、疾病休業延日数240日:
疾病休業日数率=(疾病休業延日数/延所定労働日数)x100=(240/14400)x100=1.67,
病休件数年千人率=(疾病休業件数/在籍労働者数)x1000=(23/60)x1000=383。
65-2.有所見率
ある1時点における健診結果の陽性者の割合
65-3.発生率
一定期間(一年間)における結果の陽性者の割合
70.労働災害の重篤度:
(1)強度率(=労働損失日数/延べ労働時間1000時間=0.10 (2013))、
災害の重さを表す指標として強度率がある。労働者が労働災害のため死亡したり負傷すれば、その結果永久に労働できなくなったり、ある期間休業を余儀なくされたりする。この損失を労働損失という。
強度率に用いる労働損失は、1,000労働時間中において傷害のため失われる労働損失日数で表される。
強度率=労働損失日数*1000/延労働時間数、
労働損失日数は、=休業暦日数*300/365 で算出するが、死亡災害や障害を伴う災害は、その程度に応じて労働損失日数があらかじめ定められている。(例えば、死亡災害は7,500日)労働損失日数は死亡、身体障害等級、非身体障害に基づいて計算される。
労働損失日数は次の基準により算出する。
| 死亡 |
… |
7,500日 |
| 永久全労働不能 |
… |
別表の身体障害等級1~3級の日数(7,500日) |
| 永久一部労働不能 |
… |
別表の身体障害等級4~14級の日数(級に応じて50~5,500日) |
| 一時労働不能 |
… |
暦日の休業日数に300/365を乗じた日数 |
┌
│
│
│
│
│
│
│
│
│
└ |
| 死亡 |
… |
労働災害のため死亡したもの(即死のほか負傷が原因で死亡したものを含む。)をいう。 |
| 永久全労働不能 |
… |
労働基準法施行規則に規定された身体障害等級表の第1級~第3級に該当する障害を残すものをいう。 |
| 永久一部労働不能 |
… |
身体の一部を完全にそう失したもの、又は、身体の一部の機能を永久に不能にしたもの。すなわち、身体障害等級表の第4級~第14級に該当する障害を残すものをいう。 |
| 一時労働不能 |
… |
災害発生の翌日以降、少なくとも1日以上は負傷のため労働できないが、ある期間を経過すると治ゆし、身体障害等級表の第1級~第14級に該当する障害を残さないものをいう。 |
|
┐
│
│
│
│
│
│
│
│
│
┘ |
- 別表
身体障害等級別労働損失日数表
| 身体障害等級(級) |
1~3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
| 労働損失日数(日) |
7,500 |
5,500 |
4,000 |
3,000 |
2,200 |
1,500 |
1,000 |
600 |
400 |
200 |
100 |
50 |
|
(2)負傷休業日数率=負傷休業延日数×100/在籍労働者の延所定労働日数 、
(3)疾病休業日数率=疾病休業延日数×100/在籍労働者の延所定労働日数、
(4)その他休業日数率=その他休業延日数×100/在籍労働者の延所定労働日数
(5)疾病発見率(%)=疾病総数×100/受診労働者数、
(7)欠勤率(%)=100x(欠勤者数/当日出勤すべき労働者数)
80.疾病率:
ある集団において、前から続けて病気にかかっている者を除き、ある一定の期間内に新たな病気にかかった人数の割合。罹病率・罹患率ともいう。また、ある時点において、ある集団中何人が病気にかかっているかの割合を有病率という。
参照:職業性疾病の経年的変遷(東京労働局):近年増加傾向、
99.労災かくし:
99-1.労災の報告義務:
元請下請け構造:建設業:
労災発生後の問題:1.労災隠し問題:下請労働者の労災に対する直接の事業者(下請事業者)の安衛則97条監督所長への労働死傷病報告書提出義務及び安衛法100条罰則及び安衛法120条5号未報告・虚偽報告による刑事責任本犯、並びに、安衛法29条元請の報告提出指導義務違反による元請の共犯(a.警報62条幇助犯:下請「元請に迷惑を掛けたくないので報告しない」の申し入れに対して所長「そうしてくれるとありがたい」、b.刑法61条教唆犯:元請「報告されると困る」と申し入れ、c.刑法60条共謀共犯正犯:協議の上で未報告決定)、2.労災保険法における労災不適用問題:元方事業者→元方一括適用。
100.労働災害発生状況:厚生労働省版労働災害原因要素分類コード表を使った分析(中災防)、(陸災防):
100-1.災害の結果・労災の分類:事故の型分類:墜落(傾斜40度以上より落下)・転落(傾斜40度未満から転がり落ちる)、転倒(水平面での滑る、つまづき、クレーン等共倒れ)、激突、飛来・落下、崩壊・倒壊、激突され、はさまれ・巻き込まれ、切れ・こすれ、踏み抜き、おぼれ、高温・低温の物との接触、有害物との接触、感電、爆発、破裂、火災、交通事故(道路・その他)、動作の反動・無理な動作、その他、分類不能、
100-2.災害の原因労災の原因:起因物分類:大分類、中分類、小分類、
|
|
労働災害、労災、
広報 |
労働災害事例:写真で見る労働災害ニュース、
災害発生時直後の対応:中災防・ポスター、
災害事例・ビデオ(厚労省)、、 |
|
労働災害、労災、
労災発生初期対応・緊急措置・留意事項 |
災害発生時における措置:労災発生直後における、事業所としての緊急措置・初期対応・留意事項、
労災防止のために、パンフレット(厚労省、2011)、 |
|
労働災害、労災、
発生 |
労働災害とは(労災):
安衛法では労働災害について次のように定義している。「労働者の就業に係る建設物、設備、原材料、ガス、蒸気、粉じん等により、又は作業行動その他業務に起因して、労働者が負傷し、疾病にかかり、又は死亡することをいう」。
重大災害:
一時に3人以上の労働者が業務上の死傷または4日以上の休業罹病した災害を労働省では重大災害という。原因:交通事故50%、中毒薬傷30%、爆発6%。
参考: 座談会 製造業大規模災害の緊急対策をめぐってー事故の背景、行政の動き、そしてコンサルタントの取り組みー、安全衛生コンサルタント、73;8-35:2005.、
災害発生機序のシェーマ:労災発生の仕組み、
災害発生の仕組み(総論)、
労働災害の原因の調査(災害調査、労災調査)と再発防止対策(再発防止対策検討票、東京労働局、Word版)、災害の分析: 参照:リスクアセスメント、
再発防止対策会議
三現主義:現場主義:
三現(現地、現物、現認・現人)を通じてのみ実情がわかる:報告書・本・雑誌・テレビ・新聞などの情報は伝聞情報でしかなく、それが真実かどうかは別としても、その情報からは、自分自身が得心のゆくものを頭の中に創造して描けない。三現とは、現地=現地の雰囲気をつかむ、現物=現物を見たり触れること、現認(現人=当人とやりとりをすること)。しかし、謙虚に接することが前提で、最初から先入観の色眼鏡をつけていると、自己の結論に有利な状況証拠のみを集めてしまうbiasがかかってしまい訂正不能な誤診をしてしまう。
労働災害の原因・分析:労働災害原因要素の分析(厚労省、職場のあんぜんサイト)、
災害原因:災害原因はいろいろな要素が複雑に絡み合い、実態がつかみにくいため、原因のもととなる要素の組み合わされた構造を想定して3つのタイプに分けている。①集中型:各要素がそれぞれ独立に組み合わされたタイプ、②連鎖型:要素が連鎖的に次々発展していくタイプ、③複合型:集中型と連鎖型との混合したタイプ、大部分の災害は③のタイプに属し、各要素が絡み合い複雑なものとなっている。
災害調査と災害原因:
責任追及よりも原因追求に専念すること。
失敗の原因を、単純に、以下のように処理しないこと。周囲社会が許す現況でなく、労働者に過剰な負担をかけうつ病・自殺につながり、更に、ハードによる本質安全が欠けて更に重大な災害を再発しうることが容易に推量できるからである:
1.災害時の言葉「魔が差した」:ソフトウエア、人:ヒューマンファクター、災害頻発者: しばしば災害を起こす作業者をいい、災害傾向者ともいう。同種の業務に就くほかの作業者に比較して、災害性素質・災害癖があるとしてこう言われるが、どの程度以上の者を指すかは明確に決められていない。安易に災害頻発者と決め付けず、災害原因を幅広く調査分析し、原因の排除・改善に努める必要がある。
2.災害時の言葉「運が悪かった」: 物:陳旧化、新技術、自然災害。
直接原因:不安全状態=物的要因、災害ポテンシャル:ポテンシャルとは可能性とか潜勢(潜在する勢力)という意味であるが、災害ポテンシャルは、職場内に潜在している災害が発生するおそれの強い事項という意味で使われる。一般的には、不安全状態を指すことが多い。 、不安全行動=人的要因。
基本原因=間接原因=根本原因:労働災害の諸原因のうち間接的な原因をいう。労働災害の原因を分析してみると、機械設備などが不安全な状態であったり、作業者の不安全行動をした結果発生したものが大部分である。これを災害の直接原因というが、よく原因を調べてみるとこれらの背景となる原因がでてくる。例えば、機械設備の設計ミスや安全カバーが修理の後外されたままになっているなど。これら直接原因以外の原因を間接原因と呼ぶ。
起因物:
労働省が昭和47年に公表した「事故の型および起因物分類」において、「起因物とは、災害をもたらすもととなった機械、装置もしくはその他の物または環境等をいう」と定義した。起因物は災害のもととなることから、一般的には不安全な状態があったものを示すこととされている。災害をもたらす直接のものは加害物であって、加害物が常に起因物になるとは限らないため、加害物と起因物とは区別して取り扱われる。
床の踏み外しの場合、起因物は高所の穴であり、直接人に触れて危害を加える加害物は1階のコンクリート床(マットであったら死亡にならずにより軽傷となったであろうという理由で)となり、現象は墜落死となる。
4M, 4M=Man人的要因, Machine機械・設備的要因, Media方法・環境的要因, Management管理的要因)、
労災調査 accident investigation:
災害調査の目的は、同種災害を二度と繰り返さないように災害の原因となった不安全な状態と不安全な行動を発見し、その背景にある管理の欠陥を分析検討し、適正な防止対策を立てることにある。災害調査は、関係者の責任を追求することが目的でないので注意が必要である。なお、災害現場は変更されやすいので発生直後に実施し、物的証拠の保管・写真撮影なども行うことが必要である。
|
|
労働災害、労災、
事後措置:
実際に発生した災害の調査・分析、
最もオーソドックスな手法、 |
災害原因の分析
RST,災害時の事例分析:
事故調査報告書、事例検討・災害・事故調査報告書、
災害要因分析シート(要因一覧表、根本原因、直接原因:起因物、事故の型;沼野先生)、リスクアセスメントの視点から見た、危険源・有害源の系統的洗い出しの為の分類一覧表。
災害要因分析シート一覧、
災害事例研究テキスト改訂2版(東京・大阪安全衛生教育センター発行、2005:①災害事例研究書式、②厚労省:傷病部位コード表、事故の型分類コード表、起因物分類コード表、不安全な状態、不安全な行動、③災害事例研究の考察点)、
不安全状態と不安全行動の分類・事故の型の分類・起因物の分類(厚労省分類方式1、2)、
不安全状態と不安全行動(心理学的要因、分析用フローチャート)の分析用チェックリスト:
(1)個性(パーソナリティ):疲れやすさ、神経質、協調性の無さ、軽率、自制心の無さ、いい加減さ、根気の無さ、気の弱さ、
(2)エラー項目:聞き違い・見落とし、物忘れ、勘違い、度忘れ。(中災防、安全行動調査、945円/従業員1人当)、
参照: 問題解決の作業手順(一般論):
1.問題認識・現状把握:
1-1.問題点の定量化(データ測定)、背景、
1-2.層別化:問題点の絞込み、
1-3.優先順位:重要度、緊急性、
1-4.問題点の共有化:作業者全員、
2.目標設定:改善度の期待値、
2-1.目標の構成要素:評価指標、現状値、目標値、達成期限、
2-2.目標設定:バランス・スコア・カード(教育、顧客、財務、内部ビジネスプロセス)→戦略→ビジョン、重要業績指標 (Key Performance Indicator, KPI)、
3.原因分析:
3-1.分析型:特性要因図、個々の具体的原因を体系的に並べなおす、
4.対策立案:それぞれの原因に対して対策を考える。ひらめきの対策の羅列は駄目、
5.対策評価:対策の効果、費用、期限を比較して、最善の対策を選ぶ。具体的、計画表を作成する。改善度の具体的数値を指標として監査。
6.標準化:マニュアル化、水平展開、情報の共有化、
7.分析と対策(RCA, 4M4E)、
|
|
労働災害、労災、
分析(1)、
事前措置としてのリスク分析、
危険性評価(相関図、井上威恭 いのうえたけやす、埼玉工業大)
|
純粋な「リスク分析、Risk Analysis」とは、リスク因子を特定するため、またリスクを算出するための一連の情報のシステム的使用を意味する。生産現場における作業者が機械設備を使用して仕事をする状態をシステムとして捉え(Man-Machine
System)としてとらえ、システムの安全度を科学的に解析する手法(リスク分析)には、以下の手法がある:
A. アクシデントのシナリオをモデル化することで異常事象に至るカットセットの発見に使用される手法:一覧表:総説、
1.欠陥樹分析法、欠陥関連樹分析法、故障の木解析・事故の木解析、Fault Tree Analysis (FTA)、参考VTA:
トップダウン解析。発生頻度の分析のために,原因の潜在危険を論理的にたどり、それぞれの発生確率を加算する評価手法で、米国ベル研究所Watsonが考案し、1965年にボ-イング社が完成した。1.初めに望ましくない事象(Event)を定義する。2.その事象を発生させる要因を摘出する。3.システムの故障を発生させる事象(Event)との因果関係を論理記号を使用してツリー状に表現した故障樹(Fault
Tree)を作る。4.各事象ごとの故障率を割り当てる。
2.事象の木解析、Event Tree Analysis (ETA)。
FTAと逆向に、初期事象から最終的な結果にいたるまでの各段階での問題点を分析する手法。
B. 機器に精通したエンジニアによる定性的なリスク分析を主眼とした手段:一覧表:
1.故障モード影響解析、原因ー故障モ-ドー故障の解析、Failure Mode and Effects Analysis (FMEA)と4点法によるリスクアセスメント:
医療安全講習会のまとめ:注意:本質と時短の為に前提が大切(リスクアセスメント項)!
ボトムアップ解析。故障や不具合の防止を目的とした、潜在的な故障・不具合の体系的な分析方法。製品設計段階と製造工程設計段階に分けられる。故障モード(一覧表)(故障モード一覧表)
設計FMEA(設計故障モード影響解析:Design FMEA)は、製品を部品、ユニット毎に単純化された故障モードを挙げ、これら故障モードが製品に及ぼす影響を予想することにより、潜在的な事故・故障を設計段階で予測・摘出する。さらにこれら故障モードに対して故障が発生する確率、発生した場合の影響の大きさ、及び、発生の見つけにくさなどを評価・採点,ランク付けを行い重大な事故・故障を予防する。
工程FMEA(工程故障モード影響解析:Process FMEA)は工程管理部門が製造工程における故障発生の原因、メカニズムを追求し工程の改善を行うために使われる。
2.故障形態とその影響/致命度分析、故障モード影響解析、故障形態影響解析 Failure Mode Effect and Criticality
Analysis (FMECA): システム構成要素の故障が、システム障害に及ぼす影響を定性的に解析。
故障モード影響及び危険度解析、故障モード影響及び致命度解析、FMECA, Failure MOde Effects and Criticality Analysis:FMEAに、致命度の分析をつけ加えたもので、システム構成要素の故障が、システム障害に及ぼす影響を定量的に解析し、故障の危険度(致命度)=F(故障の影響度、故障の発生頻度)。
HFMEA (Healthcare FMEA)。
現実問題として、分析表は膨大となり、途中で挫折しやすい。限定した短時間分析としてストックし、分析の断片を積み上げていく方式もあり得る。
難しい説明を無視して、現実的には:
FTAは故障・機能不全→原因分析という木の幹から根の方向性のトップダウン分析で、FMEAは原因から深堀りという根からの方向性の分析である。FMEAは根から幹へのボトムアップ方向性・未来志向の分析ではない。図を見ていただくと分かるが、FMEAがFTAの中間から省力的に解析しているだけである。
故障モードの項目には、故障・影響・機能不全を記入しないこと!!(上図のFTA分析図示がわかると間違わないことを保証します。理論的・教訓的解説よりも実務的に理解することが早道です。)
故障モード(一覧表)(故障モード一覧表)
FMEA分析表作成時の注意:
記載事項:部位・機構、影響、機能不全、故障モード、重要度、対応、 等の項目に関して、
実際に、部位・機構:ダクト、影響・故障:粉塵漏れ、機能不全:穴開き、故障モ-ド:1.肉厚不足、2.材質不良、3.圧不均等・・・、など、記入する。
工程、実装工程における、不良品・ポカなど不良モ-ドは設計の故障モードとは別で、
労働衛生(作業管理)、ヒュ-マンエラ-は別立ての業務分析表を作成し、機械・人・方法を分ける。
3.Hazard and Operability Study (HAZOP)。
化学プラントのリスクアセスメント。故障モード(=「圧力温度等の設計パラメーター」+ガイドワード基本的用語)と定常状態からの逸脱要因の検討。ヒューマンエラーや作業手順の急所への応用も可能。
参照:医療安全とHAZOP(大川淳)。
4.Preliminary Risk Analysis/Assessments (PRA) 確率論的リスク評価、
Probabilistic Safety Assessments (PSA)確率論的安全評価。
原子炉、航空機、宇宙ロケットのシステムの安全性を評価。
5.根本原因分析(RCA, Root Cause Analysis, 医療事故を事例として):: 医療安全講習会のまとめ:根本原因を論理的に『なぜ?なぜ?質問』と『答え』の中から見つける:注意:本質と時短の為に前提が大切(リスクアセスメント項)!総説、
①初期出来事流れ図を時系列に作成し、
②各々の事象について、問題点を見つけ、
③その問題点に関連する「備え付けの質問カード」の詳細な質問項目に答えながら、
| 各出来事の具体的問題点(医療事故を例として) |
問題点に関連する「備え付けの質問カード」の項目:
各々のカードには、論理的分析の手助けとなる複数の質問が順序良く掲載されており、順番に回答することにより、見落とし無く論理的に原因にたどり着ける。 |
| 患者アセスメント |
ヒューマンファクター/コミュニケーション |
| スタッフの訓練・適性 |
ヒューマンファクター/訓練 |
| 設備機器 |
環境/設備機器、ヒューマンファクター/訓練 |
| 情報の欠如・誤解、コミュニケーション |
ヒューマンファクター/コミュニケーション |
| ルール・方針・手順 |
ルール/方針/手順 |
| 患者・スタッフ・環境・設備機器を保護する為の防止策 |
防止策 |
| 全職員・個人 |
ヒューマンファクター |
|
|
④Why-Answer-So What (なぜー答えーそれでどうなるのか)と解明する。
要点: 本質をついているか、唯一の解答か、自問しつつ、何度も前後の関連を確認すること。チョットくらいは違っていてもが、最後にトンチンカンな根本原因を導き、本質的な是正に結びつかなくなる。
参照:柳川達生「事故報告分析改善システムとRCA (Root Cause Analysis)手法」、: 医療安全講習会のまとめ:
3.推定解析、仮説解析、What-if Analysis: 「"What If" Modeling Analysisソフト
(ObserverExpert Ver.10」では、実際のモニター結果を基に、ネットワークの条件を変化した場合のトラフィック(負荷)や応答時間に対する影響を予測してグラフ表示する。
4.Analytical Hierarchical Process (AHP) 階層分析法。
5.4M4E(4M5E)分析方式(日本エアシステム総合安全推進室「ヒューマン・ファクターズのすすめ」(1997)より):事故4因子(4M)をx軸と対策立案4因子(4E)(5因子)をy軸に分類して、4x4表(4x5表)としてマトリックス分析する。
4M: Man:人間、事故当事者、身体的状況、心理的・精神的状況、技量、知識、
Machine:設備、機械、器具、強度、機能、配置、品質、
Media:環境、自然環境、人工環境、マニュアル、チェックリスト、労働条件、勤務時間、
Management:管理、組織、管理規定、作業計画、教育・訓練方法。
4E: Education:教育・訓練、知識、実技、意識、管理、
Enforcement:強化、徹底、規格化、手順設定、注意喚起、キャンペーン、
Engineering:技術、工学、機器の改善、表示、警報、多重化、使用材変更、
Example:模範提示、事例紹介、
5E: Environment:環境。
6.M-SHELLモデル(機長のマネジメント、コックピットの安全学「クルー・リソース・マネジメント」より):5要因に分類して分析する(S:ソフトウエア、H:ハードウエア、E:環境、L:他人、L:当事者)。
7. 事故発生の要因:幾つかの考え方があるので使いやすいものを選択して使用すること:
4M要因:1.Man, 人間(ヒューマンファクター)、2.Machine, 機械、3.Media, 方法、環境、4.Management, 管理。
8.医療事故に対する原因究明と再発防止、医療安全:
即時型ImSAFER, QuickSafer、
分析手法ImSAFER、CLIP:時系列事象関連図、背後要因関連図、対策一覧表・決定、
Medical Safer、
時系列事象関連図
背後要因関連図、樹状図:
1.ミスの書き出し(トップ事象)、
2.そのミスの中身を二分岐に分けて書き出し、
人(human error)x環境(誘発外因)に分けて、
発生、見逃し:
ミスの発生xミスのすり抜け(ミスが事故になることの阻止失敗:スイスチーズ・モデル)、
正しいと誤った判断根拠、患者が誤注射を受け入れる:
治療者が実施x患者が施療を受け入れる、
正しいと判断させる要因の存在xその判断が誤りであることの正しい情報や手順が欠如、
誤ったモノの存在、正しいと誤認、誤内服薬の配布行為:
目的のモノが持ち出せる状態にあったxそのモノを行為者が正しいと判断、
誤内服:
目の前に薬があるxその薬を患者が飲んでも良いと判断、
注意欠如:
見ていないx注意が別の所。
3.その背景要因を考える
対策一覧表・決定
河野龍太郎、自治医大医学部メディカルシミュレーション、Medical Safer研究会。
東京都医療安全管理体制支援事業:事例分析手法、取組例、
注意:本質と時短の為に前提が大切(リスクアセスメント項)!
Medsafe.Net、
Medsafe.Net 医療安全推進者ネットワーク、
医療安全講習会のまとめ:RCA, FMEA, KYTのあんちょこ、注意:本質と時短の為に前提が大切(リスクアセスメント項)!
10.なぜなぜ分析:
なぜの答えを記入時、答えから逆になぜが対応するか、必要十分であることを十分に確認する
対策: 参照:
タイムアウト、
3点確認(患者、実施者、薬剤の確認)、
5つの的確さ 5 Rights (5R: 正しい患者 Rgiht patient, 正しい薬剤 Right drug, 正しい分量 Right
dose,
正しい経路 Rgiht route, 正しい時間 Right time)、
6の的確さ (5+Right documents)、
10の的確さ 10 Rights (6+正しい教育 Right education、正しい観察 Right assessment, 正しい評価 Right evaluation,
拒否の権利 Rights to refuse)、
個人識別:(高齢者が多くなり患者は「ハイ」としか言わない)識別票、患者に名前を言ってもらう、
IT:コンピューター管理、バーコード管理、
医療事故から自ら自分を守る為の10か条、医療事故に遭わない為の10か条、
20.POAM解析(棟近) 文献1,2,
30.事故分析シート、簡易版、QCM-H 2019
99.おまけ:医療安全の標語・いろはカルタ。医療安全いろはカルタ、大城竹孟他著、医療文化社、東京、2008、1800円(判例引用、解説編索引があるので参照し易くなっています。新人教育の補助教材に一押し)。、
120.船橋市立医療センター:医療安全(お薦め)、
200.WHO患者安全カリキュラムガイド多職種版、翻訳、2013、東京医大医学教育学、相馬孝博解説パワーポイント、、
、医療事故調査の手法;臨床上のインデントに関するシステム分析:ロンドン・プロトコル翻訳版、
300.(公)全日本病院協会.医療事故調査制度に係る指針、2015.8.
|
|
労働災害、労災、
分析(2)、
まさかの坂を転げ落ちた後・・・・、
失敗百選、
失敗学の応用、
畑村式無手勝流思考展開図、 |
失敗学とは(失敗学会、工学院大国際基礎工学、畑村洋太郎教授):1930年代よりドイツで事故事例研究は盛んで、クールマン教授「安全工学(安全科学)」が有名であったが、衰退した。その理由は単一の失敗事例は活用範囲が狭いことであり、また他社の失敗例はその会社の特殊な事情を反映したものであり、そんな情報にお金は払えない、ということであろう。失敗学のリバイバル発端の歴史的三大事故「風圧を考慮しなかった設計ミスによるタコマ海峡の吊橋の崩落、ジェット旅客機コメットの与圧による金属疲労が原因で空中分解事故、輸送船リバテイ船の低温脆性破壊による沈没」。そして、失敗学という日本語は作家・立花隆氏が命名した。2002年12月に畑村氏が会長となって設立された特定非営利活動法人・失敗学会の定義:
「生産活動には、事故や失敗は付き物である。これら、事故や失敗は小さなものから、経済的損失につながるもの、負傷を伴う大きなもの、さらに多数の死傷者を出す大規模なものまである。特定非営利活動法人「失敗学」は、こういった事故や失敗発生の原因を解明する。さらに、経済的打撃を起こしたり、人命に関わったりするような事故・失敗を未然に防ぐ方策を提供する学問である。」。労働安全衛生教育において、成功事例よりも失敗事例の紹介が有効とされる。職長教育RSTと類似する手法なので大衆うけする。
起きてしまった失敗に関して、責任を追及したり自信を無くさせたりするのではなく、逆に失敗を生かしていこうというポジティブな考え。背景として、日本には「失敗を恥として受けとめる、恥の文化。恥をかかないようにしよう」があり、その結果、失敗の対処は、自殺、恥を隠す、恥から逃れる、恥を他人に着せる、水に流すとなり、ネガティブな発想しかなかった。同様に、マスコミも、責任を追及するのみであった。
注意: 失敗百選、41の原因から未来の失敗を予測する、中尾政之著(森北出版、2005):
畑村のソフトウエアとハードウエアをあわせた総花的な失敗曼荼羅解析における人間の関与する教育・手順書は当てにならないことを前提に、ハードウエア、作業設備の安全化を41項目の原因解析、著者自身も人が関与する部分が災害の1/4を占めていることを認めてはいるが。
信頼性設計・冗長性設計としての原因解明としては名著。
蛇足:信頼性設計とは、使用期間を通して期待した機能を果たす(故障や性能劣化が発生しない)ように設計すること。冗長性設計とは、部分の故障により全体が機能停止にならないように、部分故障があっても他の部分により機能を代替できるように機能(冗長性)を設計段階で組み込んで信頼性を高めること。
信頼性を高める手法:1.フォールトアボイダンス: 構成部品の信頼度を上げて故障が発生しないようにすること。2.フォールトトレランス: 故障の発生を見越して,例え故障が発生しても,システム全体としての機能を失わないようにすること。これには、(1)フェイルセーフ: 故障が発生した場合,常に安全な状態に移行するといった考え方(安全性重視)、「石油ストーブを倒すと消える」,「信号機が故障したら,信号を赤にする」など、(2)フェイルソフト: システムの一部に障害が発生した場合、故障した個所を切り離すなどの操作によって,例え機能を低下させてもシステムの稼動を続けるといった考え方(継続性重視)で、「停電が発生したら,バッテリー電源に切り替える」など、(3)フールプルーフ: 利用者が操作や手順を間違えても,誤動作が起こらないようにするという考え方、「ファイルを削除する場合に,警告メッセージを出す」など。
解析例 know how(事業仕分けで実直な畑村先生管理に移行):
失敗知識データベース、
災害原因の分類、
分析と対策の考え方:畑村式無手勝流論理的思考法・思考展開図(頭の中の雑多の思い付きを整理する為):RST災害要因分析受講者やSWOT分析グループ討議に参加された人達には、「例のヤツか」と理解し易い手法です。
①思考平面図:ブレーンストーミングで、思いついた事をポストイットに記入し、ホワイトボードに貼り出す、
②くくり図:①のポストイットを類似したもの同士を小グループに束ねて輪ゴムをかけ、グループの見出し表題をポストイットに記入し、束の天辺に貼り付ける、
③思考関連図:各々の小グループ束の表題を眺め、
④思考展開図:「問題ー課題項目ー各項目の具体的課題要素ー各課題要素に対応する解決方法ー解決方法の小グループまとめ(目標)具体策ー全体としての方針」の展開図上で、ポストイットの束をほぐしながら左側に並べ、右側の対応・目標・方針を考える。
⑤グループ構成員で共有する*:以上を、一人でやった後、各人がどのように考えたか話し合う。または、RST・職長教育における討論法として、最初から、以上を、全員で話し合いながらやっても良い。
失敗のリアルな保存と知識化による普遍化:
理由:失敗は後世に伝わりがたいとも危惧される。ついつい日頃の便利さ・受益者からのクレーム・コスト高に押し切られてハードの改善を徹底できないまま同じ失敗を30年後に繰り返すこととなる。諺に曰く「人の噂も75日」悪い噂も良い噂も75日も経てば忘れ去られてしまう。だから、悪い噂で負けそうになっている時もじっと踏ん張って時が経つのを待つのだぞという言葉。あるいは人の気持ちは移ろいやすい物だという事を表した言葉。同義のことばには『良きも悪きも75日』『世のとりざたも75日』など。
注意:
1.* 事業者を頂点とするピラミッド組織図はトップダウンでの職務遂行には良いが、ボトムアップには不適当である。本質的に部下は上司に自分の失敗を報告しずらく、隣の別職務の従業員へ伝達する為には一旦自分の上司に連絡してから別経路で隣の別職務の従業員へ伝達しなければならないからである。故に、問題を互いに共有することが強調されるのである。
2.失敗学への反論(反論):①②後説明の失敗学にはまり込むだけではダメだよという反論もあります:失敗学を従来の災害分析のみに限定する責任追及や後手後手のもぐら叩きだけではその長所を十分に生かせない。prospectiveな、bottom-upの先手としてのリスクアセスメントを含めた両輪による対策が必要である。
個人的には、RSTの災害事例研究を最適な手法として、表面的な失敗学というマスコミ語にとらわれることなく、マネジメントとハードを改善することの方が大切でしょう。
蛇足: 「失敗は、隠され、押し付けられ、忘れられ、そして、繰り返される。」
文献:
1.失敗百選 41の原因から未来の失敗を予測する、中尾 政之 (著)、森北出版株式会社、 (2005/11/02、3780円)、失敗学のすすめ、
2.失敗学から創造学へ(サイエンス・サイトーク、2006年1月1日、村田製作所)、
3.失敗のメカニズムー忘れ物から巨大事故までー、芳賀繁、日本出版サービス、
4.土木工事「現場の失敗」、(社)全国土木施行管理技士会連合会、山海堂、
|
|
労働災害、労災、
分析(3)、
品質分析:
7分析手段(QC手法の7つ道具、QC7つ道具)(Exel操作:西村経営支援事務所) |
品質分析:
QC7:数値データの整理・分析・対策用、
新QC7:言語データの整理・分析・対策用、
どんな手法が最適か?選択のやり方一覧表:
旧QC7つ道具(Original QC7, OQC, O7)によるの分析手段:
(A)QC手法の7つ道具:ヒグチパ層特散 (ヒグチパソウトクサン)と覚えましょう:
(1)バラツキを知るヒストグラム、(2)グラフ・管理図、(3)チェックシート、(4)重点指向のパレート図、(5)層別、(6)魚の骨で整理する特性要因図、(7)散布図の7つの方法である:
(1)ヒストグラム(柱状グラフ)
(2)管理図:限界線内に管理されているか否かを図示する。臨床検査における内部精度管理のX-Rs-R図(平均値、移動範囲、範囲)やP管理図(不良率管理図)やpn管理図(不良個数管理図)などに適用される。無料ソフト実験計画支援システム RIPSESのダウンロードで作成できます:
(3)チェックシート:事実を区分して、グラフ化して定量的にチェックする。形式は決まっていない。
(4)パレート図:原因件数と原因累積%を同時に図示し、原因の寄与率を見る。Exelで簡単に作図できます。無料ソフト実験計画支援システム RIPSESのダウンロードで作成できます:
(5)層別:何らかの法則を見つけ出す為に、データ群を何らかの条件で分割する:
層別分析:無料ソフト実験計画支援システム RIPSESのダウンロードで作成できます:
層別分析 stratified analysisとは、製品や事業などの効果的・効率的な改善を行うために、代表品目を選別することで改善対象をしぼり込む手法。
(5-1) ABC・PQ(product-quality)分析:製品・部品などを売上げ高や生産量の大きい順に並べて、ABCの3階層に分けることによって、大きい順に適用する手法を用いるための整理方法である。
(5-2) 類似性分析:多様化の時代に、個々の製品や部品を一点ずつ分析・改善するのは得策ではない。製品・部品群などから似たものを集めて、その中から代表を選抜し、分析・改善を行うのが類似性分析である。
(5-3)ポートフォリオ分析:ABC・PQ分析は、売上高または生産量という一つの側面から分析するが、ポートフォリオ分析では、成長率とシェア、利益率と付加価値率のように2つの側面から、対象事業、製品、部品、得意先を分析する。
ポートフォリオ分析は、事業戦略、投資分類、重点開発アイテムと差別化製品の選択、重点顧客の選択と営業資源配分などに活用される。
(6)特性要因図(図)、特性要因図とは、魚骨図 fish-bone diagram, Fishbone diagram、魚骨図+4Mによる簡易分析法(沼野先生の災害要因分析シートも参考にしてください)、特性要因チェックリスト:
要因(ハザード:結果に影響を与えるもの。そのうち、管理が必要なものを主要因と呼ぶ)と特性(結果)、原因(主要因のうちで、適切な管理がなされない故にトラブルを引き起こしたもの)、背骨、大骨、中骨、小骨より構成される。数字を使わない、文系向きの、原因の洗い出しに最適。参加者全員でワイワイ言いながら、この勧進帳にたくさんの思い付いたことを書き込んだタッグを貼り付けていくことに意義があります!ヒヤリハット事例の報告もタッグにして貼り付けて試てください。QCサークル、QCストーリーにおいて使用。
特性要因図は、予防的な管理用と、トラブル発生後の解析用に区別される。
| ① |
管理用:生産準備段階でQC工程表を作成する場合のように、 予防目的で作成するのが 管理用の特性要因図 です。予防の場合はまだ活動(生産など)をしていないから、 実績データもなく、 その分野の知識や経験に基づいて要因を列挙するしかありません。まだ起きていないトラブルに関する要因 (心配事) をできるだけ洩らさず列挙して対策を打ちますから、 要因の数は非常に多くなります。 |
| ② |
管理用:実際に生産が始まるとトラブルが発生する場合があります。 この場合、 特定の原因 (犯人) を突き止める目的で特性要因図を作ります。管理用とは異なり、 できるだけ小数の要因 (容疑者) で済むように上手に列挙する必要があり、 これが 解析用の特性要因図 です。 |
(7)散布図:相関を見るのに適している:無料ソフト実験計画支援システム RIPSESのダウンロードで作成できます:Exelでも簡単に作図できます:
(B)新QC七つ道具(new QC7, NQC, N7):
連関図法、親和図法、系統図法、マトリックス図法、マトリックス・データ解析法、PDPC法、アロー・ダイヤグラム法、
組み合わせ、、
(C)ロジックツリー:なぜなぜ、so how、
|
| |
労働基準法の災害補償、労災保険の保険給付、保険給付の種類 |
保険給付の一覧表
| 事故 |
労基法の災害補償 |
労災保険の保険給付 |
|
請求 |
提出先 |
|
|
業務災害 |
通勤災害 |
|
| 負傷・疾病(治癒前・症状固定前) |
療養補償、医療費 |
療養補償給付 |
療養給付 |
必要 |
署長 |
|
休業補償 |
休業補償給付 |
休業給付 |
必要 |
署長 |
| 療養開始1年半以降、障害(治癒後・症状固定)傷病等級1-3級 |
傷病補償、 |
傷病補償年金 |
傷病年金 |
職権 |
署長決定 |
| 療養開始1年半以降、障害(治癒後・症状固定)傷病等級1-7級:年金、8-14級:一時金 |
障害補償 |
障害補償給付 |
障害給付 |
必要 |
署長 |
| 死亡 |
遺族補償 |
遺族補償給付 |
遺族給付 |
必要 |
署長 |
|
葬祭料 |
葬祭料 |
葬祭給付 |
必要 |
署長 |
| 傷病、障害年金受給+介護 |
|
介護保障給付 |
介護給付 |
必要 |
署長 |
|
|
二次健診等給付 |
|
必要 |
県局長 |
|
打切補償 |
|
|
|
|
|
|
労働災害、労災、
労災補償、労働者災害補償保険法、
認定(厚労省ホームページ)、有害作業場での |
(1) 労災発生時の、労働基準法と労災保険法の関係:
労働者が労働災害により負傷した場合:
労災保険による補償給付(療養補償給付、休業(補償)給付、障害補償給付、遺族補償給付、葬祭料、傷病補償年金、介護保障給付)請求書を労働基準監督署長に提出、調査後、保険給付される。
休業4日未満の労働災害については、労災保険によってではなく、使用者が労働者に対し、休業補償を行う。
(蛇足. 休業補償は業務上の負傷疾病による休業に対する労基・労災補償で非課税、休業手当は備品が無くなって製造作業ができなくなったなどの会社都合の休業に対する会社からの給金で課税対象。傷病手当は業務外の負傷疾病による休業に対する健保補償で非課税。)
事業主は、労災を防止するため、労働安全衛生法に基づく安全衛生管理責任を果たさす義務があり、法違反がある場合、労災事故発生の有無にかかわらず、労働安全衛生法等により刑事責任が問われる。
労災事故が発生した場合、当該事業主は、労働基準法により補償責任を負う。しかし、労災保険に加入して いる場合は、労災保険による給付が行われ、事業主は労働基準法上の補償責任を免れる(ただし、労災によって労働者が休業する際の休業1~3日目の休業補償は、労災保険から給付されないため、労働基準法で定める平均賃金の60%を事業主が直接労働者に支払う必要があります)。したがって、労災保険に加入していない場合は、労働基準法上の全ての補償責任を負うことになる。
更に、労働基準法上の補償責任とは別に、当該労災について不法行為・債務不履行(安全配慮義務違反)などの事由により被災者等から事業主に対し民法上の損害賠償請求がなされる。この場合、二重補填という不合理を解消するため、上記の労働基準法に基づく補償が行われたときは、その価額分は民法による損害賠償の責を免れることが労働基準法で規定されている。刑法上の業務上過失致死傷罪等に問われることもある。
労災事故が発生した場合、労働基準監督署にその事故を報告しなかったり、虚偽の報告を行ったりした場合にも、刑事責任が問われる。
注意: 請負関係においては、事業所単位での労災保険関係の扱いとなる:
建設業での労災保険:
1つの建設現場に関わる元請、下請を一体とみなし、工事現場全体が一つの事業体とみなす。
1つの建設現場の労災保険加入手続きは、原則として元請会社が行う事になっており、保険料の納付の義務も現場ごとの元請会社が負う仕組みになっている。
※雇用保険、事務所労災、社会保険(健康保険・厚生年金)等は個々の会社、事業での手続きや保険料納付が必要。
現場全体が一つの事業体として扱われますので、現場作業にかかわる事故が起きた場合、元請会社、下請会社に使用される全ての労働者(事業主、役員、一人親方等でなく雇用契約で働く方)は、元請会社が加入する労災保険で補償される。
尚、元請会社が加入する労災保険は、その現場に関わる各会社の労働者の業務上、通勤途上の災害について給付を行うものであり、事業主や役員、一人親方等は、労働者ではないために元請会社の労災保険では補償されない。
しかし、各会社の中小事業主や役員、家族従事者、一人親方においては、労災保険特別加入制度を利用する事で労災給付を受ける事ができる。
事業主による一人親方等の保護義務:
背景:
2021年5月の建設アスベスト訴訟の最高裁判決:
労働安全衛生法のアスベスト規制の規定(同法第22条:原材料・粉じんその他による健康障害防止策)が、雇用関係にある労働者のみならず、同じ場所で働く人であれば一人親方等の個人事業者も賠償対象。
その結果、2023年4月より、危険有害な作業を行う事業者は、作業を請負わせる請負人(一人親方、下請事業者)に対しても、局所排気装置等の設備を稼働、特定作業方法が必要な作業について作業方法を周知する、労働者に保護具着用の義務がある作業については、請負人にも保護具使用の必要がある旨を周知する等の事業主の義務が明確化。
有害作業場での個人事業者(一人親方)と労働者以外の下請け作業従事者の安全衛生対策(保護措置義務):2024/4/15より事業者の義務、
危険作業場での個人事業者(一人親方)と労働者以外の下請け作業従事者の安全衛生対策(保護措置義務):2025/4/1より事業者の義務、
(2) 労働災害
労災補償の対象疾病の範囲の規定(労働基準法施行規則、別表第1の2):
労災要件:1.業務遂行性、2.業務起因性、
労災補償:
労働関係においては労災補償を意味する。旧来の法理論では使用者に故意過失のない限り原則として責任はなかったが、現在では、労働者保護のため使用者の無過失責任が立法上認められている。
労災補償、労働災害補償、労働者災害補償法:
① 必要性: 仕事でケガをしたり、病気になるようなことがあれば、身体が資本の労働者は生活にも困ることになります。
② 労働基準法: 労働者がもし仕事でケガをしたり病気になった場合は、次の補償を行うことを義務づけています:会社に、労働者の療養費を負担すること(労働基準法第75条)、働くことができなくて賃金がもらえないときには、その間の生活を保障するために平均賃金の60%を支払うこと(労働基準法第76条)
。
③ 労働者災害補償保険法: 日頃から会社が保険料を払い込んでおいて「災害が発生した時にはそれで補償を行う」という仕組みを定めた法律。適用範囲:原則として労働者を雇っている会社は全部、必ず加入しなければなりません。*ただし、農林水産業の一部は、当面、任意適用とされています。(労働災害補償保険法第3条) 「保障」と「補償」を確実なものとするために経営者に労災保険への加入を義務づけています。(労働者災害補償保険法第3条)
・ 補償義務:療養補償や休業補償は、労働者のケガや病気が、仕事のうえで起こったものに限られるわけですが、それが仕事のうえのものなのかどうか、その判断が困難な場合も多いようです。
・ 判断基準:それが会社の仕事をしているときに起こったものであるかどうか、それが仕事が原因で発生したものかどうか 。
補足: 労働基準法は、仕事によって起こるものとして、職業病を予め特定して、それ以外のものでも仕事に起因することが明らかな病気は、仕事の上の病気として取扱うことにしています。(労働基準法第75条第2項)
このように、労働者が仕事のうえで災害を受けたときは、会社はその労働者に重大な過失がない限り(労働基準法第78条)、例え会社に過失がなくても補償の責任をおわなければなりません。
(3) 労災保険の給付
労災保険からは、業務上の災害及び疾病に対して以下の保険給付が行われます。
イ 療養補償給付
ロ 休業補償給付
ハ 障害補償給付
ニ 遺族補償給付
ホ 葬祭料
ヘ 傷病補償年金
ト 介護補償給付
なお、通勤災害に関しても、上記とほぼ同様の給付が行われます。
(4) 労災保険給付の手続き、パンフレット 2014年、厚労省、
請求(申請)のできる保険給付等 ~全ての被災労働者・ご遺族が必要な保険給付等を確実に受けられるために~、厚労省、パンフレット、
(5) 事業主からの費用徴収(労災保険法31条):
労災保険未手続事業主に対する費用徴収制度の強化:
事業主が故意または重大な過失により、労働保険への成立手続を行っていない期間中に労働災害が生じ、労災保険給付を行った場合、事業主から①,②を徴収:
① 最大2年間遡った労働保険料及び追徴金(10%)、合計110%、、
② 労災保険給付額の30%、40%又は100%*。
*費用徴収額と事由:
| 費用徴収の事由 |
程度 |
徴収額 |
| 保険関係成立届未提出 |
重大 |
40% |
|
故意(督促11日以降) |
100% |
| 労災 |
保険料滞納中 |
≦40% |
|
重大、故意 |
30% |
|
(6)受給権の保護(労災保険法12条の5)
差し押さえの禁止(但し、(独)福祉医療機構の小口資金貸付の為の給付受給権の担保は許される)
(7)保険給付の非課税(労災保険法12条の6)
(8)罰則(労災保険法51条)
事業主に関しては、6月以下の懲役、または、30万円以下の罰則、
不正受給者に対する罰則は無い
|
|
労働保険徴収法、労働保険の保険料の徴収等に関する法律 |
適用事業: 一元(労災且つ雇用)、二元(労災、雇用別々)、
賃金: 控除前賃金総額、
保険関係の成立、消滅、
保険関係の一括: 同一事業主の建設・伐木有期事業の労災保険(法7条)、異なる事業主の建設下請け請負事業の労災保険(法8条)、同一事業主の継続事業の労災保険と雇用保険(法9条)、
労働保険の種類:
一般保険料:一元、二元、高齢者雇用保険料免除(法11条の2)、
第1、2,3種特別加入労災保険料、
特例納付雇用保険料
計算、労災・雇用保険料率、労働保険料の自動計算、高年齢労働者は雇用保険対象にならない(雇用保険料免除)、
申告: 保険年度は4月1日開始、継続事業(一括有期事業を含む)と有期事業、概算保険料(継続事業:6月1日、年度途中保険関係成立は翌日起算50日)、確定保険料、還付と充当、
給付、延納(分割)、
減額: メリット制: 労働保険給付の多少により納付保険料を増減する、簡略的には、収支率=給付/(納付x調整率)→メリット増減率→メリット料率=労災保険率x(100+メリット増減率%)/100→労災保険率の特例、、
印紙保険料(法22条): 日雇、(白色)日雇労働被保険者保険者手帳に印紙を貼付・認印で消印、
特別加入保険料(法13条):第1種(中小事業主)、第2種(一人親方)、第3種(海外派遣)、
督促、滞納、追徴金、特例納付保険料(法26条、2年以前の申告納付義務違反分に関する自主的納付依頼)、
労働保険事務組合(法33条): 中小企業の労働保険事務代行(委託事業主: 金融保険不動産小売り:常用従業員50人以下、卸サービス:100人以下、その他:300人以下)、
消滅時効(法41条): 2年、徴収告知・督促による時効更新効力、
罰則(法46条)、
、
|
|
労働災害、労災、
火災対策:防火: |
1.寝たばこは、絶対やめる。
2.ストーブは、燃えやすいところから離した位置で使用する。
3.コンロなどのそばを離れるときは、必ず火を消す。
4.逃げ遅れを防ぐために、火災警報器を設置する。
5.寝具や衣類からの火災を防ぐために、防炎製品を使用する。
6.火災を小さいうちに消すために、住宅用消火器等を設置する。
7.お年寄りや身体の不自由な人を守るために、隣近所との協力体制をつくる。
|
|
労働災害、労災、
災害コスト、 |
災害コストの算出:
事業者への安全衛生費用の説得用で、直接費(法定補償、会社補償)+間接費(人的村費、物的村費、生産損失、その他賠償費・旅費・通信費・社葬費など)、一般に、直接費:間接費=1:4と言われている(文献:安全管理者選任時研修テキスト.中災防編、12頁、平成18年(2006年))。
労働安全対策の費用対効果分析について、長崎大浜民夫、平成17年度労働安全研究会講演、日本労働安全衛生コンサルタント会、
推定費用対効果比=1:2.7(「安全衛生対策の費用対効果」平成12年(2000年)中災防調査報告書)。
自分が責任者の時は些細な失敗でも責任を回避して誤魔化したくなりますが、結局は最後に高い代償を払わされるといこと。早い話が「後手の代償は高くつく!」。責任のたらい回しはいけません。
災害損失:
災害発生のために生ずる直接的および間接的な物的損失および人的損失をいう。災害損失を経済的見地から評価したものを災害コストという。災害コストの評価方式としては、ハインリッヒ方式やシモンズ方式が名高い。
災害コスト削減対策:
作業管理としての保護具の意義: 林業休業の20%を占めるチェーンソーによる伐木作業における怪我による会社の直接負担額は1万円/人/年で、予防的防護服費用1万円/人/年(1着2万円、2年おきに新調)と同額とされる。しかしながら、保護具により災害による会社の社会的信用の喪失を防げることより、再発防止、予防的措置として保護具は有意義である(小林繁男、広部伸二著、林業労働安全衛生推進テキスト、全国林業改良普及協会、2015,145-8頁)。
|
|
労働災害、労災、
対策、 |
労働災害防止業務従事者:
労働災害を防止するため、安衛法などに基づき選任される安全管理者・衛生管理者・産業医・作業主任者・安全衛生教育や健康診断・作業環境測定などの業務を担当する者。これらの従事者の一部には、労働者のプライバシー保護のため秘守義務が安衛法で規定されている。
災害防止協議会:
特定元方事業者(簡単にいうと建設現場の元請と造船業の親会社)は、現場の下請会社の労働者が災害に遭わないようにするため、関係請負人が参加する協議会を設置し十分な意思疎通を図らなければならない。
災害への対策
類似災害再発防止対策
設備導入時の事前チェック
建設工事計画の事前審査
高齢者の災害分析と安全対策。参照:中高年齢者等についての配慮(安衛法62条)。
安全衛生監査制度
6Sモデル職場としての職場認定制度:審査基準(チェック項目別点数配分と得点)、表彰、認定期間、認定の取り消し。
「労働災害防止のためのガイドライン」が業種別に多数告示されているので、インターネットでダウンロードして活用する。
一般的労働災害防止対策:パンフレット、
1.建設・製造・運輸・林業・鉱業・採石業の労働災害防止対策、
2.第3次産業労働災害防止対策:大規模小売業、ビルメンテナンス、警備業、旅館・ホテル業、ゴルフ場業、燃料小売業、家具・建具卸・小売業、映画・テレビ番組等の撮影現場等、
中小規模事業場の安全衛生管理(パンフレット)、
建設工事における安全衛生経費の標準リスト及び積算明細表、作成要領、リーフレット(建災防、2013)、
。
|
|
労働災害、労災、
災害事例、
送検事例、
責任追及、
発注者責任、
請負者責任、
災害:法令、賠償
参考:
労災判例集、
産業保健スタッフ必携!抑えておきたい基本判例、産業保健21、(独)労働者健康安全機構ホームページ、 |
労働災害により発生する責任(宮城県土木部事業管理課技術企画班): 労災・裁判経過・賠償・弁護士費用、
発注者の責任、請負者の責任
刑事責任=刑法(業務上過失)、安衛法(事業者、注文者)、
民事責任=不法行為、使用者、注文者、共同不法行為、工作物瑕疵、債務不履行(安全配慮)、
行政責任=建設業法、県、
社会的責任、
労働法令の罰則に学ぶリスクマネジメント(益田浩一郎)、
参照:
1.Mate Books ⑯ 災害事例 イラスト100、改訂2版、災害事例研究会編、労働調査会、平成14年、東京.
2.Mate Books ⑳ 全業種編 安衛法違反による送検事例集、労働調査会編、労働調査会、平成13年、東京.
3.Mate Books ⑲ 建設業編 安衛法違反による送検事例集 第1集、労働調査会編、労働調査会、平成13年、東京.
6.労働災害の原因の調査と再発防止対策(災害事例研究)、労働災害事例研究書式、労災検証。
7.安全衛生情報センター、
8.労務安全情報センター、
9.建災防、
10.林災防、
11.陸災防、
12.鉱災防(2014補助減少指定解除解散)、
|
|
交通労働災害(厚労省)、
交通災害、
貨物自動車運転、
運送、
倉庫、
荷役・運搬、
災害:統計、
交通災害リーフレット、 |
交通災害:
原価の7割が人件費の陸運業界における安全管理体制:長い拘束時間と愛称「運ちゃん」が飛行機の機長に使われることの無い現状に挟まれて
安全・運行管理体制、運行管理制度(国土交通省、2014)、
労働時間、改善基準(厚労省、2014)、
作業標準を作成:交通KY(本頁#1120)、
荷主:「夜討ち朝駆け」体質、安全速度の縛り、観光会社、
交通事故、左折、右折、
適正、休息時間・休息施設、
トラック:貨物自動車運転業務:
長距離運転、シート掛け、テールゲート開放作業、テーブルリフター、荷積み・荷降ろし作業、 労働時間改善基準(厚労省、2014)
トラック誘導配達業務を安全に ~リスクアセスメント、交通事故、交通事故防止対策などの活動好事例集~(2014)、
貨物運送、
宅配便:、
バス:路線、観光、貸切:
長距離運転、労働時間改善基準(厚労省、2014)、バス運転手の労働時間、拘束時間、
タクシー:
労働時間改善基準(厚労省、2014)
鉄道:
鉄道事業者に対する安全衛生管理の徹底について留意すべき事項、基安安発第0615001号、平成17年6月15日、
安全報告書(土佐くろしお鉄道)、
飛行機:
社員の安全と健康(CSR、日本航空)、
荷役作業:
フォークリフト作業:荷役操作作業、積み付け・取り降ろし作業、リーチフォークリフト、
港湾荷役墜落転落防止(ビデオ)、、
荷役・運搬作業:二人共同運搬作業、重量物取り扱い作業、長尺物運搬、運搬用具取り扱い、手鈎取り扱い、重力式コンベヤ、
ベルトコンベヤ作業:コンベヤ中継作業、コンベヤ修理、
クレーン作業:合図(建災防)、天井走行クレーン、安全作業、
玉掛け作業:倉庫搬入、搬出、
はい作業:はいつけ、はい崩し、
参考:
1.MATE BOOKS ② 運送業・倉庫業の安全管理マニュアル、改訂2版、労働調査会編、労働調査会、平成15年、東京.(1260円)、
2.MATE BOOKS ⑫ 交通事故防止マニュアル、改訂5版、労働調査会編、労働調査会、平成16年、東京.(1260円)、
3.交通労働災害防止対策推進事業の実施について (基発第223号 平成7年4月7日)、
4.交通労働災害防止対策の推進について(基発第579号の2 平成8年9月18日)、
5.自動車運転の業務に従事する労働者に対する安全衛生教育について (基発第595号 平成9年8月25日)、
6.交通労働災害防止担当管理者教育の推進について (基発第236号 平成13年3月30日) 、
7.交通労働災害防止のためのガイドラインの策定について (基発第83号 平成6年2月18日)、
8.能川浩二他、陸運送業における産業医活動、産業保健21 2010;59:12-5.、
10.荷役作業:安全、荷主、厚労省ガイドライン、2013、
20.荷役作業の安全、パンフレット、陸災防、
、 |
|
電気災害、
電気による労働災害、
静電気、
|
1.感電、安全衛生情報センター、
安衛則第5章、電気による危険の防止、
高圧6000V、施設内に100, 200V変電設備・キュービクル式高圧受電装置・キュービクル cubicle; 高圧受電契約 50kW、 低圧
労災統計: 冨田一、最近の感電死亡災害の分析、安全工学 2015;54:207-10.
原因分類表、電気事故報告について、経済産業省、関東東北産業保安監督部東北支部、電力安全課、電力技術係、
移動式クレーン、コンクリート圧送車:感電災害を防ぐために、東電、
| 1mA |
ピリッとくる程度 |
| 5mA |
結構な痛みを感じる |
| 10mA |
耐えられないほどの痛さ |
| 20mA |
筋肉が激しく収縮し、感電を引き起こしている物から離れられない |
| 50mA |
短時間でも死に至ることがある |
| 100mA |
致命的な結果になる |
|
漏電:感電災害防止:
保守点検不備による雨水・ねずみ等による漏電、雨中や湿った場所で使用するときは漏電の危険が高く、夏場は作業員も汗をかくことで人体の抵抗が小さくなり感電事故が多発傾向にあります。たとえば、100Vで換算した電流値で見ると、手足が乾いている状態で20KΩの抵抗で5mAに対して手足が汗ばんだ状態では抵抗が1.5KΩで67mAの電流が流れる計算になります。一般的には交流23mAで苦痛を伴い呼吸困難を生じ、生死の限界状態、100mAが約3秒間で死亡します。
労働安全衛生規則」の中では“漏電による感電の防止”で可搬型発電機への漏電遮断装置とアース接地を義務付けています。使用前には、発電機の出力端子台付近に設けられている外箱接地端子にアース線がつながれ地中にアース棒が埋まっているか点検しましょう。また、漏電保護装置を確実に機能させるため漏電リレー用接地端子にも接地がされているか確認して下さい。
<ご注意>O端子にアース接地を施すと発電機を焼損させる恐れがあります。
プラグ心線・コード破損によるショートや不注意な接触による感電、
発電中は、出力端子に手を触れると危険です。ロープ等で囲いを設けましょう。
機器からの漏電:
漏電機器は、導体(金銀銅アルミ鉄など)上に置いた状態でコンセントを入れると作動したり、感電したりするので危険。
対策:絶縁抵抗測定(絶縁抵抗計(メガー)一覧表、使い方)、絶縁抵抗計、
測定前に測定ボタンを押してLINEとEARTHのリード線を短絡して、指示値が0に成ることを事前にチェック。
測定:無電圧状態、メガーのLINE-電圧の掛かったプローブ部を非測定機器の電源に接触させ、クリップ部をEARTHまたは機器のケース(筐体)またはボデーに接触させて、MΩ計測する。通常メガーは一般的に50,
100, 150, 300, 500, 1000Vを印加し、大型モーターで500-1000Vすると10MΩならば50μAのリーク電流(A=V/Ω)となる。理論的には完全絶縁であれば電流ゼロなので絶縁抵抗は∞MΩであるが、通常、絶縁抵抗は50-100MΩであればOK。絶対抵抗の下限値:300V以下で0.2MΩ、300V超えで0.4MΩ。電話、電子機器はもっと低い電圧50-100Vで測定します。
感電防止:
1.充電部を覆う
2.漏電遮断器(回路内行き帰りの電流を測定して電流を遮断する、配線用遮断器は電流が過剰な場合ヒューズが切れる、漏電遮断器は帰りの量が少ない場合は回路内の漏電が疑われるので電流が止まる)
3.接地工事、アース、
4.二重絶縁構造の電気器具、二重絶縁マーク確認、
5.絶縁用保護具
感電災害の防止、電動工具による感電、パンフレット、
感電災害の防止対策、音声付き電気技術解説講座、(公)日本電気技術者協会、
火傷、
火災(絶縁劣化:トラッキング現象、グロー現象)、
2. 静電気とは:静電気除去.com.、
静電気による爆発・火災のメカニズム:静電気帯電、静電気放電、放電の着火性とは、
静電気:静電気・危険性、春日電機、
対策:
静電気測定器、春日電機、:測定、原理:
電位測定原理:コンデンサー原理 Q=CV, C=εS/dより、Vを測定する、
低電位測定器: 電子機器・組立部品低電位、小範囲の表面電位、
静電電位測定器: フィルム・ガラス高帯電、広範囲の表面電位、
空気イオンカウンター、イオン測定器: イオナイザー(静電気除去装置)の管理、
人体電位測定器、プローブを掌に握る型:
人体帯電位;クリーンルーム、イオン発生器設置施設での作業者の静電気対策評価や教育用、
電荷量測定:
プローブ接触型、クーロンメーター:
電子デバイス(製品)の放電電荷量、金属体(半田ごて、ピンセット)、冶具のグランディングチェック、
二重円筒容器の中に挿入して測定、ファラデー・ケージ(実験室用):
絶縁体の放電電荷量、微小品の帯電評価、
品質管理:製品汚染、半導体デバイス生産装置は微弱な静電気放電でも回路を破壊しうる、
静電気爆発火災防止:児玉勉、火災防止、評価表、
災害の拡大防止(初期消火、爆発放散装置、防爆壁)、
着火防止:
可燃性雰囲気防止(可燃物密閉化、不活性ガスによる置換・シール、換気)、
着火源防止:
放電防止(遮蔽、規模縮小)、
有機溶剤・爆発性粉塵取り扱い事業場ではスパークを発生させる静電気除去イオン発生装置( 自己放電型、電圧印可型)は使用不可。
帯電防止:
帯電除去(接地、加湿、静電気除去液、静電気除去イオン発生装置による中和(除電器):電圧(交流、
直流、パルス直流)印可型、除電紐・除電ブラシ等針状自己放電、放射線、
材料自体を導体にしてアースに落とす(導電化))、
発生防止(速度制限)。
参照:
0.電気入門:私のような電気に対する常識の無い人向け、用語集、
1.電気整備点検チェックリスト(神奈川労務安全衛生協会藤沢支部)、点検前電源切の確認、
5.ビデオ「42ボルトは死にボルト、感電災害を防ぐ」(15分、安井電子出版、1983年):濡れた手は乾いた手に比べ抵抗が小さくなるので大きな電流が流れやすくなる。家庭用の100Vで感電して亡くなった例もある。洗濯機は必ずアースをする。感電防止のため、機器の点検は電源を抜いておこなう。「42ボルトは死にボルト」、「100Vで逝ってしまった彼」は名言である。
9.中災防・ポスタ-1(210円)・2、
。 |
| 1195 |
労災、
印刷業、
有機溶剤VOC、
塩素系洗浄剤作業、
職業性胆管癌
|
印刷とは:凸版、凹版:グラビア写真、平板:オフセット、インクジェット、オフセット印刷、
有害な化学物質:有機溶剤、
①VOC:
オフセット印刷工場の有機溶剤管理、オスセット印刷事業者向け、日本印刷産業連合会、
②塩素系洗浄剤、1,2-ジクロロプロパンの発癌性、
職業性胆管癌の発生と産業化学物質の管理、リスクアセスメントシート、日本印刷産業連合会、
産保21,2012;70:1-11.(2012.10.)、
健康管理手帳:年2回の無料健診、印刷会社で1,2-ジクロロプロパンによる3年以上の洗浄作業に従事後、離職者の管理手帳交付の申請(2014)、
労災:胆管癌、「印刷業等の洗浄作業における有機塩素系洗浄剤の曝露低減化の為の予防的取り組みについて」、厚労省労働基準局安全衛生部長、基安発0723第1号、平成24年7月23日、
|
| |
食中毒 |
食中毒の分類
| |
型 |
原因菌、特徴 |
食材 |
| 細菌性食中毒 |
感染型(細菌そのものが起因) |
サルモネラ菌(熱に弱い、急性胃腸炎型) |
排泄物による汚染食肉、卵 |
| 腸炎ビブリオ(熱に弱い、腹痛、水様性下痢、潜伏期10-20時間) |
近海海産魚類(病原性好塩菌) |
| ノロウイルス(エタノール、逆性石けん無効、下痢、嘔吐、腹痛、潜伏期24-48時間、冬季) |
ウイルス汚染食品を十分に加熱し穴井でないで食べる |
| 毒素型(細菌の出す毒素が原因) |
ボツリヌス菌(熱に弱い、神経症状、致死率が高い) |
缶詰 |
| ブドウ球菌(熱に強い、嘔吐、比較的症状は軽症) |
弁当、あんこ |
| O157、O111(大腸菌感染、出血を伴う水様性下痢、夏季) |
加熱不十分な生肉、内蔵 |
| 化学性食中毒 |
自然毒 |
フグ毒(テトロドトキシン)
じゃがいもの新芽
きのこ |
|
| 化学物質 |
ヒ素
PCB |
|
|
|
生産管理とは、概観 |
(1)生産管理一般:
(1-1)生産形態(1.受注生産と見込み生産、2.セル生産とコンベア生産、3.個別生産と連続生産)、
(1-2)工場立地とレイアウト(単品大量生産の為の製品別のフロ-ショップ、多品種少量生産の為の機能別のジョブショップ、大型重量製品の為の製品固定式)とレイアウト分析図(PQ分析図表:製品と生産量の関係を調べ、その製品がどのようなレイアウトに適しているのか決めるもの。縦軸に数量、横軸に数量の多い順に製品名をとって表現したグラフP(製品の種類)に比べ、Q(生産量)が大きい場合は製品別レイアウトが望ましい。)と工程経路図(多品種少量生産をしている作業場の改善に利用する。縦方向に製品名、横軸に作業順の工程名を記入した表に工程図記号、所要時間を記入して分析する図表)、アクティビティ相互関係図表(アクティビティ相互間における「近接性の重要度」と「その評価理由」を整理した図表。アクティビティとは設備、通路、倉庫などレイアウト対象要素のこと)とアクティビティ相互関係・ダイヤグラム(アクティビティ同士の距離や位置関係を検討する図)、
(1-3)生産計画:
(1-3-1)大日程計画(生産能力計画、期中生産計画、半年~1年単位、必要とされる3M(Man, Machine, Material)の入手時期を決める。)、
(1-3-2)中日程計画(手配計画、月度生産計画、必要とされる3M(Man, Machine, Material)の入手時期を決める。)、
(1-3-3)小日程計画(日程計画、確定計画。生産の着手時期と完了時期を決める。計画には、1.期間山積法(線形計画法のシンプレックス法で最大利益・最小費用の材料の組み合わせを検討し、工程の有給期間が最小となる計画を立案する)と2.時点計画法(納期から逆算して生産の着手時期を立案する)がある。より具体的な日程計画立案法には、1.多段連続工程におけるジョブショップスケジュ-ルリングには、順序付け法(複数注文に対して、工程の有給期間が最小になるように)とディパッシング法(ディスパッチングル-ルに基づいてやる場合:生産着手日を先着準規則、最小作業時間規則、最早納期規則、と、バックワ-ド方式に基づく場合:納期厳守の達成の為に納期より逆算して着手する)と、2.多段複合工程(製造手順の中に分岐や合流がある工程)におけるプロジェクトスケジュ-ルリングには、PERT技法(Program
Evaluation and Review Technique。個々の作業の作業量を三点見積もり、すなわち楽観的な見積もり、確かそうな見積もり、悲観的な見積もりを行ない、工数管理をする。)、ガントチャ-ト(線表)、アロ-ダイアグラム(矢印)、クリティカルパス(最早結合点日程と最遅結合点日程が同じ値になる作業経路を結合)が含まれる。
(1-3-4)工程管理:1.個別生産の場合:手順計画(手順、材料、工具)、工数計画(作業時間)、基準日程(製造リ-ドタイム=総工程時間+運搬・停滞時間)、負荷計画(工程内に注文品の負荷を割り当てて、負荷と余力の調整を図る)、日程計画。2.ロット生産の場合:ロットサイズと製造リ-ドタイムは反比例し、(取替え時間が省略できるので)ロットサイズと生産効率は比例する。
(1-3-5)流動数分析、流動数曲線:受入量と流出量の累計量をを時系列で部ロットし、グラフ上でのその差が、滞留時間と滞留量となる。在庫低減を計る。
(1-4)作業管理(Industrial engineering, IE):
(1-4-1)IE手段、
①工程分析:製造物と作業の流れを明確にする:
プロセスフロ-チャ-ト(工程における作業、運搬、検査、停滞、貯留の所要時間、移動距離などを図示)、
工程分析チャート(物が製造されていく過程を魚骨線状にフローチャートにする。ボトルネック工程や仕掛け材料の多い工程を探す)、
ストリングチャート(作業者の動きを配置機械の地図上に示して、動線考え、機械のレイアウトの参考とする、流れ線図)、
プレシーデンスダイヤグラム precedence diagram・アローダイヤグラム・ネットワーク分析(プロジェクトの仕事の流れ(商品企画→試作設計→試作評価→量産設計・量産準備→商品構想企画)を配置してプロジェクトの期間短縮の為に最適結合のクリティカルパスを見つけ出すのに使われる)、
②連合作業分析(人と人、人と機械の組み合わせにおける、待ち時間分析)、
③動作分析(メモモ-ション分析:1コマ1秒で撮影し通常速度再生で分析。サ-ブリック分析:微動作解析)、
④動作経済の原則:基本動作数を減らす、動作を同時に行う、動作距離を短縮する、動作を楽にする。
参考:動作方法の原則、作業場所の原則、工具及び機械の原則。
(1-4-2)IE作業時間分析:
(1)稼動分析:長時間作業を作業、余裕、非作業の比率に分ける。ストップウオッチなどでの連続観察法と瞬間観測法(ワ-クサンプリング法):目視で、ちょこちょこ観察して判断する。円グラフ、帯グラフ。改善に使用。
(2)1単位製品当りの標準時間=正味時間(=主体作業時間+付随作業時間)+余裕時間を算定する。
(3)PTS法(予測時間法):基本動作に分割し、それぞれの基本動作に定められた時間値を割り当てて、標準時間を推定する。
(1-5)品質管理
(1-5-1)工程能力指数Cp:製品の精確度を工程能力と呼び、(規格上限-規格下限)/6σとし、1<を高品質とし規格内にほとんどの製品が収まる。
(1-5-2)品質コントロール (Quality Control, QC)手法::QC7つ道具:ヒグチパ層特散 (ヒグチパソウトクサン)と覚えましょう:
(1)バラツキを知るヒストグラム、
(2)グラフ・管理図、
(3)チェックシート、
(4)重点発見:パレート図、伊経済学者パレートによるパレートの法則、80対20の法則:2割の人が全体の所得の8割を占める=2割の顧客が8割の売上比率、2割のよく働く従業員が生産の8割を作り出す、2割の発言者が8割の発言量とかに応用→発生量大をA区分、中等をB区分、小をC区分とする別名ABC分析。要素が10以上有るときは、パレート図で対象をA区分の要素に絞る。
(5)層別、
(6)魚の骨で整理する特性要因図、
(7)散布図の7つの方法、
(1-5-3)ISO9000, ISO9001、
(1-6)生産合理化:
(1-6-1)改善の4原則:ECRSの原則: exclude, combine, replace, simplify,
(1-6-2)3S:単純化、標準化、専門家:simplification, standardization, specialization、
(1-6-3)5W1H:総作業時間は実際に作業している時間(実作業時間)とムダ時間に分けられるが、ムダ時間と追加作業時間を低減し、総作業時間を増やしていく事が、作業改善といえる。ムダ・追加作業の生ずる現象から、Who、When、What、Where、Whyの5WのうちのWhyを繰り返す事により、真の原因が明確になり、1H(How)すなわち問題解決の方法へと繋がって行く。
(1-6-4)同期化:分業化した各作業の生産速度や稼働時間を同期させて、待期時間を無くす。
(1-7)サービス業の生産管理(サービス業の工程管理、品質管理):
(1-7-1)特性:無形性、生産と消費の同時性、取引の不可逆性、非貯蔵性、労働集約性、需要の時期集中性、
(1-7-2)triangle トライアングル:internal marketing インタ-ナルマ-ケティング(接客要員の教育)、interactive
marketing インターアクティブマ-ケティング(双方向性の接客要員と顧客の間の会話、情報交換)、external marketing エクスタ-ナルマ-ケティング(高い顧客満足から口コミによる顧客創造)、、
(2)資材及び購買管理:
(2-1)資材管理、
(2-2)購買管理:ABC分析、VA/VE (Value Analysis/Value Engineer)、MRP (Material Requirements
Planning)、MRPⅡ(Manufacturing Resource Management Ⅱ)、ERP (Enterprise Resource
Planning)、、
(2-3)外注管理、
(3)鉱工業:
(3-1)材料、
(3-2)製造・加工技術と設備・機械:
(3-2-1)設備効率=(負荷時間-停止時間-運転ロス-チョコ停-不良ロス)/負荷時間、
(3-2-2)設備の保全活動、生産保全 productive maintenance:事後保全、予防保全、改良保全、保全予防、機械安全、
(3-2-3)目で見て判る管理活動:生産状況が瞬時にわかる、設備管理としての電子装置ディスプレイ、
(3-2-4)信頼性工学:
工場の設備管理上、設備・機械の故障確率のバスタブ曲線(Bathtub)、リライアビリティ(reliability)、保全性 (maintainability)、有用性(availability,
アベイラビリティ)=平均故障間隔(mean time between failure, MTBF)/(MTBF+平均修復時間(mean time
to repair, MTTR))、
(3-3)新技術、
(4)廃棄物等の管理:
(4-1)環境保全に関する法規、
(4-2)廃棄物などの処理と管理(ISO14000)、
(5)生産情報システム、
参照: 生産管理と作業管理:自己診断チェックリスト、平成14年改訂版、福岡産業保健推進センター:お薦め、産保センターにお願いすると郵送してもらえます。
。 |
|
生産管理における、
設備管理、
総合生産保全、
全員参加の生産保全、
Total Productive Maintenance (TPM) |
社団法人日本プラントメンテナンス協会が開発した生産管理プログラム。
定義:
(1)一言で、「生産設備を見直し,能率向上のために改善すること。」
(2)少し長めに表現すると、「作業の機械化、自働化や作業環境の整備が進むにつれて、それらの生産手段としての設備管理の重要度が増大してくる。設備管理の合理化を進めるにあたり、その成果の判定が問題となる。これは生産管理の第二次管理に共通した事項であるが、これには生産性(設備管理による効果)と経済性(設備管理に要する費用の節減)という相互に反対傾向を持つ目標の間の調整を図ることが必要とされているからである。」、それ故に、「ロスを削減して市場要求に応えられる製品を生産するシステムの効率化の極限を追求する企業体質づくりを目標とし、優秀なオペレーターを育て、生産システムのライフサイクル全体を対象とした「災害ゼロ」・「不良ゼロ」・「故障ゼロ」などあらゆるロスを未然に防止する仕組みを現場現物で構築し、あらゆる部門でトップから第一線の従業員まで全員が参加し、重複小集団活動でロスゼロを達成しようとする生産保全の活動(総合生産保全)」が望まれている。
設備管理の変遷:
(1)事後保全、breakdown maintencance, BM, 初期の考えで、壊れたら直す。
(2)予防保全、priventive maintenance, PM、昭和26年米国より導入。
(3)改良保全、corrective maintenance, CM, PM後導入された、修理しやすい設備作り。
(4)保全予防、maintenance prevension, MP, 設備製作段階から故障しにくい設備作り。
(5)生産保全、productive maintenace, PM, 以上の全ての改善を取り込む。
この保存生産保全は以下の8本柱によって構成される:
(1)設備の効率化のための改善:阻害因子の7大ロス(故障ロス、段取り・調整ロス、刃具ロス、立上がりロス、チョコ停・空転ロス、速度低下ロス、不良・手直しロス)の追放。
(2)オペレーターの自主保全体制の確立:設備に強いオペレーターの育成と体制作り。
(3)計画保全体制の確立:保全部門の効率的実践の活動体制。
(4)技能教育の確立:作業者の技能のレベルアップ。
(5)MP設計と初期流動管理体制の確立:保全の不要な設備、早期安定稼動設備。
(6)品質保全体制作り:品質不良の出ない設備、条件設定。
(7)管理間接部門効率化体制作り:管理間接部門の効率化、生産部門への支援。
(8)安全・衛生と環境管理体制作り:3K(汚い、きつい、危険)を追放、安心工場へ。
事例:自主保全活動として以下の段階を踏む:
| 第1ステップ |
初期清掃 |
設備本体を中心とするゴミ、埃、汚れの一斉清掃。不要物の排出。強制劣化の防止。清掃を通して潜在欠陥の摘出、復元。 |
| 第2ステップ |
発生源・清掃困難箇所対策 |
ゴミ、埃、汚れの発生源や困難箇所を改善し清掃点検しやすい設備にする。設備改善の考え方、進め方を学ぶ。 |
| 第3ステップ |
自主保全仮基準の作成 |
設備劣化を防ぐ活動の基本条件の維持管理(清掃、点検、給油)。端時間で確実に基本条件の設備をし、行動基準を自ら作成し守る(仮基準)。目で見る管理の工夫をする。 |
| 第4ステップ |
総点検 |
設備の構造、機能、原理とあるべき姿を理解し点検できる能力を持つ。設備の主要機能部品を洩れなく点検し潜在化している欠陥を顕在化して復元する。 |
| 第5ステップ |
自主保全 |
総点検による劣化復元状態の維持管理(基準作成)。操作性に富んだ設備に改善する。 |
| 第6ステップ |
標準化 |
設備の信頼性、保全性、操作性の向上。設備環境、レイアウトの見直しと改善(基準の標準化)。 |
| 第7ステップ |
自主管理の徹底 |
各種データ解析をもとに設備改善による設備の信頼性、保全性、操作性向上。設備総合効率を最高の状態に維持する。 |
|
|
| 1204 |
産業廃棄物処理業、産廃処理、産廃業 |
産業廃棄物処理業におけるモデル安全衛生規程及び解説、リーフレット(厚労省、平成15年)、
産業廃棄物処理業におけるリスクアセスメントマニュアル、
安全衛生チェックリスト、産業廃棄物処理業、
、、
|
| 1205 |
燻蒸作業 |
燻蒸:人の退去、養生、噴霧、ホールド、空調(エアレーション)、養生撤去、
植物検疫(船:木材、倉庫・コンテナ:穀類、種子、球根、果実、野菜(ポストハーベスト農薬)、天幕:木材(シロアリ駆除)、サイロ:穀類、豆類)、土壌(線形動物駆除)、博物館:文化財害虫
有害因子:
臭化メチル(オゾン層破壊禁止)、シアン化水素、家庭用殺虫剤(バルサン)、ホルマリン/過酢酸
安全:
再度立ち入り禁止、
3管理:
環境管理:ガス漏洩防止、ガス濃度測定、許容濃度、PEL,
作業管理:作業方法合理化・短縮、マスク、教育、
健康管理:年2回、
法令:
特化則38条の14(燻蒸作業に係る装置)、
|
| 1206 |
タンク内洗浄 |
有害因子:
有機溶剤、酸欠、タンク内有害物
|
| 1207 |
乾電池(一次電池)、蓄電池(二次電池)製造 |
乾電池:
マンガン: +:二酸化マンガン、酸化亜鉛、アセチレンブラック、 ー:亜鉛、電解液:塩化アンモニウム、塩化亜鉛、塩化第二水銀、
アルカリマンガン: +:二酸化マンガン、黒鉛、 ー:水銀アマルガム化亜鉛末、 電解液:水酸化カリウム、酸化亜鉛、
リチウム: +:二酸化マンガン、フッ化黒鉛、 ー:金属リチウム、 電解液:有機溶媒、
蓄電池:
鉛電池:
工程:
ペースト製造:鉛インゴット溶融、鉛塊粉砕、鉛粉、混練剤添加混練、
極板製造:鉛合金格子鋳造、ペースト充填、水洗、乾燥炉熟成、希硫酸浸漬/通電化成、切断、研磨、
極板群組立:極板・セパレータを交互に積層、溶接、
槽入、仕上げ:合成樹脂槽穴開け、極板群槽入れ、密閉溶接、希硫酸注入、充電、
|
| 1208 |
金属溶射、
メタリコン Metallikon(独)、 |
溶融金属を圧縮空気で噴霧し被加工材に被膜層を作製するメッキ法
工程:
前処理:容赦金属付着性向上目的で、高圧空気で硬質粒子を吹き付けて被加工材表面に凹凸を作製、サンドブラスト(硅砂)、ショットブラスト(鋼鉄)、グリッドブラスト(鋼鉄)、
溶射:溶線式(線材をガス(酸素、アセチレン、プロパン)熱源で吹付け)、粉末式(亜鉛)、溶湯式(鉛、半田)、
|
| 1209 |
顔料 pigment、
水に不溶、
繊維非親和性(繊維内に顔料はしみ込まず、繊維表面に留まる)、染色dyeing上、表面定着にはバインダー接着剤が必要、使用:塗装・化粧、
|
白:二酸化チタン、亜鉛華、 赤:カーミン6B、 黄:黄鉛(クロム酸鉛)、 緑:フタロシアニングリーン、 青:紺青、 紫:ミネラルバイオレット、 黒:カーボンブラック、 金属光沢:アルミ粉、真鍮粉、
法令: 粉じん則、特化則、鉛則、
参照:
カーボンファイバーブラック: 製造(旭カーボン)、火災・発癌性:安衛法57条(GHSラベル表示)、57条の2(SDS)、57条の3(RA)、じん肺法、
カーボンブラック取扱安全指針、7版(カーボンブラック協会、2016)、
化学プラント工場における災害防止活動:事例、爆発火災防止(通達、2013)、セーフティアセスメント(通達、2000)、
ISO14040 ライフサイクルアセスメント (LCA)、
|
| 1210 |
染料 dyestuff、
水などの媒体溶解分散、繊維の染色上では繊維に親和性があり、吸着・染み込む、 |
合成染料:芳香族ニトロアミノ、
工程:
仕込み(反応槽へ原料投入、溶解)、反応/撹拌、サンプリング、分離(フィルタープレス濾過/遠心分離)、乾燥(粉じん)、粉砕、配合、袋詰、
法令:安衛法、有機則、特化則、
|
| 1211 |
鋳物製造 |
作業工程:
溶解:鋳鉄、鋳鋼(騒音)、銅合金、軽合金(ホルマリン)、
鋳込み:砂型(CO、ホルマリン)、
造型:造型、塗布(有機溶剤)、
型バラシ:
砂処理:
仕上げ:グラインダー(騒音)、溶断・ガウジング(熱処理によるハツリ)、鋳鋼・熱処理
有害因子:
粉塵、
金属ヒューム:鉛、マンガン、カドミウム、鉄、アルミニウム、亜鉛、銅、
有害ガス:一酸化炭素、ホルムアルデヒド、
有機溶剤:メタノール、
騒音、
暑熱、
鋳物製品製造業における作業環境改善の手法(基発173、昭和61年)、
鋳物製造業におけるリスクアセスメントマニュアル(厚労省)
|
| 1212 |
自動車製造業 |
工程:
プレス、溶接、塗装、エンジン、部品、組立、検査、
元方事業者・関係請負人の安全衛生管理マニュアル(厚労省、平成23年)、
自動車総連:安全衛生ホームページ、
タイヤ製造:ブリジストン社会・環境報告、
廃タイヤリサイクル、
、 |
| 1213 |
窯業、
陶磁器、
衛生陶器製造業、
土石製品製造業、
セメント製造業、
生コンクリート製造業、
コンクリート製造業 |
窯業・土石製品製造業:
ガラス、セメント、建設用粘土製品、陶磁器、耐火物、炭素・黒鉛製品、琺瑯鉄器、研磨材、骨材、石工品、石膏品、石灰・石綿品
有害因子:遊離ケイ酸、有機溶剤、鉛・クロム、騒音、振動、暑熱、
陶磁器製造:
工程: 原料搬入、粗砕、貯蔵、秤量、粉砕、混合、脱鉄、篩い分け、脱水、(泥漿調整、鋳型成形)/(土練り、練り土形成)、乾燥、仕上げ、素焼き、*$施釉、焼成、検査、上絵付け、絵付け焼成、検査、製品、
*釉薬搬入、粗砕、貯蔵、秤量、粉砕、混合、脱鉄、篩い分け、釉薬漿調整→$。
セメント製造:
原料工程:石灰石+粘土+珪石+鉄、ドライヤ乾燥、粉砕機(ミル)、粉末(原料サイロ保存)、
焼成工程:予熱機(プレヒーター)、焼成キルン1450℃、クリンカ(石状のセメントの元)、冷却(サイロ保存)、
セメント粉砕工程:石状クリンカ+石膏、粉砕機(ミル)、サイロ保存、出荷、
法令:
セメント・同製品製造業における労働災害防止対策の徹底について(基安安1122第2号、平成24年)、
セメント製品:
セメントペースト(セメント+水)、モルタル(セメント+水+細骨材(砂))、コンクリート(セメント+水+骨材(細骨材(砂)+粗骨材(砂利))、
コンクリート製品製造業における労働災害防止対策(愛媛労働局)、
有害因子:
遊離硅酸・粉じん(塵肺)、有機溶剤、鉛・クロム、騒音・振動、暑熱、
参照:
陶磁器製造業における作業環境改善の手法について、
離職するじん肺有所見者のためのガイドブック(厚労省、平成25年)、
|
| 1214 |
坑内作業 |
工程:
削岩、発破、積み込み・運搬、吹付け、
法令:
騒音(基発548、1992)、
一酸化炭素中毒(基発329、1998)、
粉塵(基発768の2、2000)、
作業環境管理(基発0331017、2005)、
振動工具(基発0710第2号、2009)
有害業務の労働時間延長の制限(労基法36条): 坑内労働その他健康上特に有害な業務の労働時間の延長は1日2時間を超えてはならない。変形労働時間制で労働時間10時間の日は、有害作業は12時間となる。休日は、合計10時間の制限。深夜業は有害業務としない。有害業務以外での時間外延長の付加は問われないので、有害業務10時間+非有害業務2時間もありえる。
|
| 1215 |
造船業 |
作業工程:
引き合い、仕様打ち合わせ・契約、性能設計、基本設計、詳細設計、生産設計、資材発注、生産計画、切断/加工、組み立て、艤装品取り付け、ブロック搭載、進水、岸壁仕上げ工事、試運転、引き渡し、
問題:
請負:混在、派遣、外人研修生、工程変化、船内作業:不良姿勢、熱中症、クレーン作業、高所作業、上下作業、有害:粉塵、騒音、有機溶剤、振動:溶接・リベッターなど引金付工具、レーザー、重筋作業:腰痛、
支援団体:
全船安、造船工業会、中小型造船工業会、造船協力事業者団体連合会、
法令:
安衛法30条:特定元方事業主、
労災防止対策(基安09110号、2007)、
元方(基発0801011号別添2、2006)、
参照:
造船安全衛生ABC(日本造船工業会、1999/02/25)、
|
| 1216 |
鉄道業 |
職種:
運転系:運転士、車掌、運転指令、駅営業、駅構内、保安、
工務系:保線、営繕、土木、建築、
電気系:変電、電路、信号、通信、電力司令、
車両系:検車、修車、機械、
他:事務、医療、研究開発、関連事業、
障害:
腰痛、ストレス、不規則勤務、意識消失、睡眠障害、石綿、
|
| 1217 |
医療施設、
医療機関、
病院、医学部付属病院、公立病院、私立病院、
社会福祉施設、
介護施設、
|
対象事業所:
医療機関施設: 病院8500(一般7500、精神病院1000)、診療所10万
社会福祉施設(5万):高齢者、身体・知的障害者、児童、生活保護、その他、
介護サービス施設(1万)、
対象従業員:
医療、福祉全般:就業者600万人
問題点・特徴①:
一覧表、
労働集約型、慢性的人不足、1症例毎の非定常作業、ミスが患者生命の与奪、患者への悪い知らせのストレス、女性優位、研究教育、夜勤・不規則・長時間労働・過重労働・自己犠牲が尊ばれる、患者暴言・上司ハラスメント、低い労働法遵守、
感染症・針刺し切創防止防止の鋭利器材損傷防止策・ワクチン等の感染防止・personal protective equipment (PPE)・感染病棟・結核病棟、
感染症:病原体等の四種に区分け、適正管理、対テロ対応:国が所持を把握、厚労省、
感染症法:5類分類、感染症法に基づく医師の届出のお願い、厚労省、
発癌物質(消毒薬、麻酔ガス、抗癌剤、特化物、放射線)、皮膚炎・アレルギー(ラテックス、有機溶剤、動物性蛋白質、抗生物質)、
②
0.医療安全との共存、医療訴訟、
1.医事法令、医療関連法令: 法令遵守、
2.労働法関連: 労働者としての対応(聖職でなく)、専門職充足率、交代勤務、長時間勤務、
3.医局: 対応、
4.看護: 患者取り違え、誤薬、ワークライフバランス(仕事と家庭の両立支援)、ガイドライン日本看護協会、
5.事務: 受付、外来、VDT、
6.検査: 患者取り違え、採血:感染、
6.5 病理・解剖・霊安室: 感染、ホルマリン、排気装置、
7.手術: 患者取り違え、腰痛、感染、麻酔ガス、電気メス・ガス、レーザー、ストライカー粉じん、手袋アレルギー、ハイブリッド手術台: 放射線、
10. 中材: エチレンオキサイド、ホルマリン、感染、委託業務、
15. リネン: 委託業務、
20. 放射線: 紛失、漏洩、曝露、CT、MRI、造影剤ショック、
30. 薬剤: 調剤(処方鑑査・調剤、注射薬無菌調整:安全キャビネット(抗癌剤)、院内製剤)、医薬品管理、医薬品情報収集・提供(DI)、病棟薬剤師業務(持参薬確認、処方チェック、服薬指導、病棟保管役管理)、チーム医療(糖尿病教室、感染症制御ICT、栄養サポートチームNST、教育・指導)、アレルギー、治験、
40. 外来: 待ち時間、患者間違い、
42. 透析: 不整脈、突然死、
45. 化学療法: 抗癌剤:血管外漏出、過敏症、副作用、感染症、出血、疼痛、
47. 歯科: 粉じん、ショック、
50. 入院: 患者取り違え、介助、腰痛、
51. 輸血:、
52. ICU, NICU:、
55. 腎透析:
56. 臨床工学:
57. 高気圧治療: 酸素、
60. リハビリ: 過重労働、頸肩腕障害、腰痛症、
70. 栄養管理・給食: 衛生HACCP、静脈経腸栄養、誤嚥、アレルギー、調理器事故、換気、火気、転倒、腰痛、重量物、
71. 食堂、売店:
72. 人間ドック:
75. 医療連携:
78. 事務、相談室:
80. ビルメンテナンス: 換気、レジオネラ菌感染症、温度、転倒、
81. 機械室: 機械安全、
82. エネルギー: 環境法: 汚染防止、省エネ、ボイラー(及び圧力容器安全)則、爆発・火災、
86. 廃棄物: 廃棄物の処理及び清掃に関する法律(廃棄物処理法、廃掃法):マニフェスト、感染、汚染防止、
88. 汚水槽:酸欠、
100. レイアウト: 休憩室、仮眠室、非常口、高所保管:落下物、
110. 喫煙室: 受動喫煙・禁煙、
200. 介護:移乗・移動介助の禁負荷、姿勢負荷、ベット・ストレッチャー・車椅子器具の高さ・使い易さ、段差、介護用具、感染、消毒液皮膚荒れ、ストレス、勤務交代、休憩室、コミュニケーション(掲示板、共有ファイル)
、
202. 転倒、腰痛、メンタルヘルス対応: 社会福祉、介護施設の労災防止パンフ(新潟労働局2016)、
204. 高齢者介護施設における雇入れ時の安全衛生教育マニュアル、中災防、2017.3.基安安発0328第5号、基安労発0328第2号、2017年3月28日、厚生労働省労働基準局安全衛生部安全課長・労働衛生課長、.厚労省)、
、
労災防止対策:
1.4S
2.安全衛生管理体制:安全推進者、常時使用労働者10名以上50名未満の小規模事業所でも安全推進者、衛生推進者を選任し、管理する。
3.業種別モデル安全衛生管理規程を活用した介護作業に関わる労働災害防止対策、
4.社会福祉施設における安全衛生対策、
5.交通労働災害のためのガイドライン、
6.転倒災害防止、厚労省、
7.三次産業、転倒災害一覧表、防止、大阪労働局パンフ、
8.はしご・脚立からの墜落・転倒災害防止、
9.雇入れ時、作業内容変更時における安全衛生教育
10. 安全管理者、安全衛生担当者の能力向上教育、
11. 職場における腰痛予防対策指針、
12. 医療施設の衛生管理、高知産保推進連絡事務所、2007、
13. 看護職の労働安全衛生、日本看護協会、
14. 病院自主管理チェックリスト(放射線を含む)、都福祉保健局、病院管理、
15. 市立船橋医療センター、目に見えるリスクマネジメント、具体的な戦略と作戦、医療安全に向けた作業手順書、
16. 医療安全推進のための標準テキスト、日本看護協会、
17. 医療安全管理運用マニュアル、JA厚生連、長岡中央綜合病院、第11版、(院内用)、
20.職場巡視結果を活用した医療機関における労働安全衛生リスクアセスメント自己チェックリストの開発.梶木繁之他.労働科学 2012;5:175-84.
30. 学習討議資料、医療介護職場における労働安全衛生活動、阪南中央病院労組書記局、2014.
40. 井奈波良一外.病院における職場巡視を中心とした産業保健活動の現状、日本職業・災害医学会会誌 2015;63:147-52.
医療安全の対策:従業員の安全は労働条件・労働環境・法令遵守が要件である:
100. 医療安全: 医療事故と注意義務・責任(丸山英二神戸大、http://www2.kobe-u.ac.jp/〜emaruyam/、平成20年度医療事故・紛争対応人材養成講座「医療事故と法律」法的責任と過失の判断)、
110. 福祉施設における事故対応のハンドブック、全国社会福祉協議会「施設の損害補償」対応版、
|
| 1218 |
ガラス製造 |
有害因子:
粉塵:秤量、混合、熔融、仕上げ、
騒音:原料調合、熔融、成形、徐冷、仕上げ、
暑熱:熔融、成形、徐冷、仕上げ、
赤外線:熔融、成形、
フッ化水素:加工、
有機溶剤:印刷、
法令: じん肺法、粉じん則、有機則、特化則、鉛則、騒音、熱中症、
|
| 1219 |
繊維業 |
工程:
川上(化学合成繊維製造、紡績、素材流通)、川中(織布、ニット、染色、中間製品流通)、川下(縫製、製品流通)、
問題:
動力機械:挟まれ、巻き込まれ、化学物質、ナノファイバー、
|
| 1220 |
小売業 |
小売チェーン店の経営方式:
1.経営が同一:チェーン・ストア(本部が管理し、店舗は販売のみ;スーパーマーケット、ホームセンター)、支店経営(店舗にある程度の管理部門を委託;デパート)、
2.経営が別:フランチャイズチェーン(本部フランチャイザーが看板料・指導料を受け取って加盟店ファルンチャイジーの管理・販売を指導)、ボランタリーチェーン(小売店が仕入れなどの一部を卸会社の本部に委ねる)、
問題点と特徴:
1.事業規模が小さい(従業員数≦2人:44%、≦9人:88%)(40%:個人商店):安全衛生管理体制(産業医、衛生管理者)の対象外、チェーン店の経営が大規模でも個々の店舗が小規模な小規模分散事業場、
就業者数800万人(2009)、
2.正規従業員が複数支所を担当、
3.非正規50%、正規30%、短期の非正規女性従業員が多い、終身雇用を念頭にした現管理体制には不適切、
4.大規模店舗では、社外労働者が就労、
5.定休日が少なく、営業時間が長い(営業時間10時間≦:60%)、シフト勤務対応、
6.店舗内加工作業(食品等)、
7.(梱包の開封カッター、調理包丁による)切創、(フライヤー、オーブン)熱傷、転倒、(冷蔵庫、冷凍庫への出入り)低温等の軽微な災害が多い;度数率2.73、強度率0.07(2011)、(バーコード読み取りレジにより従来の頸肩腕障害は低減)、
8.顧客苦情対応のメンタル障害、
9.不特定多数接客によるインフルエンザ・麻疹罹患、
10.店長の長労働時間・サービス残業、
労災防止対策:
従業員が安全な店舗づくり・チェックリスト、
4S
安全衛生管理体制:安全推進者、
交通労働災害のためのガイドライン、
食品加工用機械及び食品包装機械に係るガイドラインに基づく機械の安全化の促進並びに使用時の安全の確保、厚労省、
一般動力機械及び荷役運搬機械の点検整備、
倉庫、加工場での安全作業方法、
転倒災害防止、厚労省、はしご・脚立からの墜落・転倒災害防止、
雇入れ時、作業内容変更時における安全衛生教育
安全管理者、安全衛生担当者の能力向上教育、
職場における腰痛予防対策指針、
ガス燃料器具使用時の換気の徹底による一酸化炭素中毒防止対策、厚労省、関東液化石油ガス協議会、
参照:
未熟練労働者に対する安全衛生教育マニュアル、2017,
小売業における労働災害防止のポイントー安全で安心な職場を作るためにー、厚労省、
流通・小売業における行動災害のリスクアセスメントのすすめ方、厚労省、
小売業における労働災害防止対策、長崎労働局パンフ、
三次産業、転倒災害一覧表、防止、大阪労働局パンフ、
常時使用労働者10名以上50名未満の小規模事業所でも安全推進者、衛生推進者を選任し、管理する。、
、 |
| 1221 |
ブラック業界 |
ブラック: 過重労働、劣悪な環境、低賃金、未払い給料、未払い残業代、パワハラ、ノルマ、ストレス、過労死、
ブラック5業界: 飲食店、小売業、社会福祉施設・保育、不動産営業職、IT、
第三次産業に災害が多い: 日本の就業者は、第1次産業4%、第2次産業24%、第3次産業70%(日本国勢図会2014/15)で、非正規雇用が第3次産業80%。第3次産業の労災占拠率は46%(2016年)で、転倒、動作反動・無理な動作による腰痛、墜落転落、交通事故、切れコスレ、挟まれ・巻き込まれが多い。
対策: 安全衛生管理体制、4S、リスクアセスメント、作業方法、安全教育、事故型・業態別対策。
働く人が活躍しやすい職場環境を目指して、パンフ、
過重労働による健康障害を防ぐために、パンフ、
過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)
心の耳(厚労省、2009.10.01.)、
|
| 1222 |
ビルメンテナンス業 bill maintenance、
清掃業、
警備業、
|
ビルメンテナンス bill maintenanceとは:
清掃管理業務
設備管理業務
警備防災業務
環境衛生管理業務:建築物衛生法の環境基準の測定、点検、調整:空気環境(浮遊粉じん、温度、湿度、CO、CO2,気流)、印漏水(残留塩素,水質、貯水槽清掃、給水管洗浄)、排水(排水槽、汚水槽清掃排水設備点検)、ネズミ昆虫衛生害虫生態調査駆除)、
災害防止:
ビルメンテナンス業におけるリスクアセスメントマニュアル、
ビルメンテナンス業における労働災害防止のためのガイドラインのポイント、
転倒災害防止、厚労省、はしご・脚立からの墜落・転倒災害防止、
三次産業、転倒災害一覧表、防止、大阪労働局パンフ、
ビルメンテナンス、ビルメンテナンス業業務体系(全国ビルメンテナンス協会)、労災防止ガイドライン、2、中災防:ポイント、
リスクアセスメント、厚労省、
4頁パンフ、日光労基署、、
参照:
清掃業:業務区分(建築物:ビルクリーニング、病院清掃、ハウスクリーニング、飲料水貯水槽、排水管、空調、公共施設:道路、公園)、ネズミ・害虫・害獣・害鳥防除駆除、安全衛生(基発、平成5年)、
警備業(全国警備業協会): 改正版 労災防止ガイドライン(2013)、
警備業法;
公安委員会認定会社、
1号: 施設警備、巡回警備、保安警備、
2号: 交通誘導警備、雑踏警備、
3号: 貴重品運搬警備、
4号: 身辺警備、
他: 機械警備、プール監視、
資格:
警備員指導教育責任者、防犯カメラや赤外線センサーなどの機械警備に関する高度な専門知識を持つ機械警備業務管理者、警備業務検定:6種類、2級(一般)、1級(管理者、経験3年)、
安全衛生、災害、労働関連ニュース:労働新聞社、
、 |
| 1223 |
新聞販売業 |
新聞販売配達中の災害、パンフ、パンフ、
|
1225
|
食品産業、
飲食店 |
労災防止対策:
従業員が安全な店舗づくり・チェックリスト、
4S 5S Word版、2021、
安全衛生管理体制:安全推進者、
食品加工用機械及び食品包装機械に係るガイドラインに基づく機械の安全化の促進並びに使用時の安全の確保、厚労省、
倉庫、加工場での安全作業方法、
転倒災害防止、厚労省、はしご・脚立からの墜落・転倒災害防止、
雇入れ時、作業内容変更時における安全衛生教育
安全管理者、安全衛生担当者の能力向上教育、
職場における腰痛予防対策指針、
ガス燃料器具使用時の換気の徹底による一酸化炭素中毒防止対策、厚労省、関東液化石油ガス協議会、
三次産業、転倒災害一覧表、防止、大阪労働局パンフ、
飲食店における労働災害防止対策について、厚労省(マニュアル、管理者用、従業員用、好事例)、
、
ファーストフード: 調理は工場やセントラルキッチン、店舗では揚げる、焼く、温める工程。
休業4日以上死傷災害:ファーストフード全体:高温・低温の物との接触27%、転倒21%、切れ・こすれ21%、動作の反動・無理な姿勢6%、挟まれ、巻き込まれ6%、墜落・転落5%。
ヒヤリ・ハット事例:高温・低温の物との接触(厚労省、職場のあんぜんサイト)、
参照
高木元也.チェーン展開飲食店の業態別労働災害データ分析.安全衛生コンサルタント 2017;123:48-61.
飲食店における労働災害防止のために、好事例集、日本労働衛生コンサルタント会、平成27年、
飲食店の安全衛生活動好事例集、中災防、
飲食店の労働災害防止マニュアル、厚労省・日本労働安全衛生コンサルタント会、
飲食店の労働災害を防止しよう、労働安全衛生総合研究所、
飲食店の皆様へ飲食店での労働災害が大幅増加!労働災害防止の徹底をお願いします、2頁パンフ、仙台労基署、
飲食店における労働災害防止の取り組みについて、宮古労働基準監督署、2015、パワーポイント、
飲食店における安全衛生、災害事例の問題解決を通してリスクを意識してもらう講習会、KYリスクアセスメント、リスクとアセスメント対策・提案、問題解決表、2017 (講習会配布資料 2017/08/28)、
常時使用労働者10名以上50名未満の小規模事業所でも安全推進者、衛生推進者を選任し、管理する。
食品産業の安全な職場づくりハンドブック、食品企業の労働安全の取組と対策事例集、農水省 2021.
|
| 1226 |
転倒災害防止対策、
労働者の転倒災害(業務中の転倒による重傷)を防止(厚労省)、
|
転倒:
高頻度: 23%/死亡・休業4日以上(2016年、全産業、厚労省)、
重症: 中高年齢の女性労働者を中心に業務中の転倒による骨折等の事故が増加し、平均休業日数も約48.5日。
産業構造的背景: 高齢化:転倒し易い+災害の重篤化、非正規雇用:職場に不慣れな労働者、
直接原因: 床面が水油雪等で「滑り」、段差で「ツマヅキ」、両手で荷物を持って階段昇降中「踏み外す」、
対策:
教育、
4S、段差、突起物、つなぎ目、障害物、床濡れチェック、巡視、
照明、滑り止め、雪道ヒートマット、衝突防止ミラー、プロテクター、危険箇所の警句「見える化」、
靴(軽量、つま先R)、防滑靴(動摩擦係数0.2<)、雪道冬靴、
作業方法、
準備体操、転倒予防体操、KY、
参照:、
転倒災害防止、厚労省、
はしご・脚立からの墜落・転倒災害防止、
三次産業、転倒災害一覧表、防止、大阪労働局パンフ、
転倒防止ポスター、中災防、
、、、 |
| 1227 |
ゴルフ場 |
ゴルフ場の事業における労働災害防止のためのガイドラインのポイント、
、、 |
| |
|
|
|
粉じん、粉塵、
粉じん障害防止規則、
じん肺、
じん肺法、、 |
粉じん障害防止規則:
粉じん作業(健康障害の可能性が高い、粉じん則別表第1)、
特定粉じん作業(健康障害の可能性が顕著、労災既往、粉じん則別表第2)粉じん作業中で、動力使用または屋内作業で、粉じん曝露が高度で、粉じん抑制の手段が可能な作業が対象となっている、
呼吸用保護具を使用する作業(粉じん則別表第3)、、
注意: 大気汚染防止法では、物の破砕やたい積等により発生し、又は飛散する物質を「粉じん」という。このうち、大気汚染防止法では、人の健康に被害を生じるおそれのある物質を「特定粉じん」(現在、石綿(アスベスト)を指定)、それ以外の粉じんを「一般粉じん」と定めている。特定粉じん=石綿、アスベスト、石綿則:法令、マニュアル・テキスト一覧(厚労省)、、
粉じん則:
作業環境測定(粉じん則第5章作業環境測定第25条~26条の4)、
保護具(粉じん則第6章保護具第27条):
保護具着用管理責任者(アーク溶接、岩石裁断、金属研磨、隧(ずい)道建設)、
じん肺法:じん肺、
石綿障害予防規則(石綿則):石綿作業一覧表、石綿肺、石綿肺はじん肺に含まれる(参照:じん肺健康診断、石綿健康診断との違い、さんぽいばらき第25号2006年3月発行)。
、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
じん肺 pneumoconiosis: 1.無機じん肺 inorganic、2.有機じん肺 organic、
じん肺とは(解説、労働者健康福祉機構)、
じん肺健康診断:胸部X線・呼吸機能検査:
じん肺健康診断の流れ、
医師の為のじん肺健康診断結果証明書作成の手引き(平成17年12月茨城労働局労働基準部安全衛生課):じん肺診査ハンドブック(pdf, 労働省安全衛生部労働衛生課編)(XP・肺機能、厚生労働省):じん肺肺健康診断結果証明書、記載上の留意点、XP分類、標準XPフィルム、肺機能検査、酸素分圧較差、
胸部X線所見・健康診断証明書、退職時じん肺有所見者ガイドブック(2009)、
肺機能障害:一次検査・二次検査の判定基準、
じん肺防止、
屋外粉じん作業における呼吸用保護具着用義務(平成26年5月公布、7月31日施行)、
参照:
1.画像で診る今日のじん肺症例選集(XP、肉眼、労働者健康福祉機構、平成20年4月1日)、
2.天野松男、粉じん作業の衛生管理、
3.じん肺とは、ホームページ (労働者健康福祉機構)、
5.回転体・研削盤(グラインダー、サンダー)、研磨機(JITCO)、
、
|
|
ダイオキシン類対策 dioxin, DXN,
|
(1)ダイオキシンとは、
ダイオキシン類として規制されている物質:ダイオキシン類対策パンフレット(環境省):
①ポリ塩化ジベンゾパラジオキシン (PCDD) : 75種類の異性体、
②ポリ塩化ジベンゾフラン (PCDF) : 135種類の異性体、
③コプラナーポリ塩化ビフェニール (コプラナPCB) : PCBのうち塩素原子が分子の外側を向き平面状分子となっているもので、一般のPCBより毒性が高い。29種類の異性体。
(2)関係法令:
ダイオキシン類対策特別措置法(平成 11年7月16日、 法律0105)、改正(平成17年4月27日、法律33号)、要旨、
ダイオキシン類対策特別措置法施行令(平成 11年12月27日、 政令0433)、改正(平成13年11月21日)、
ダイオキシン類対策特別措置法施行規則(平成 11年12月27日、 総理府令0067)
(3) 廃棄物焼却施設におけるダイオキシン類の濃度及び含有率測定について(平成17年11月15日、基安化発第1115001号)、
測定、管理区分、 実測例、
廃棄物焼却作業: ダイオキシン(基発688、1999)
ダイオキシン濃度: D値=空気中DXN濃度(pg-TEQ/m3)/空気中の総粉塵濃度(mg/m3, cpm)、DXNと粉塵濃度を併行測定することにより、簡易的に総粉塵濃度を測定することによりDXN濃度を推定する場合に使用、施設や作業過程が変更になった場合には改めて併行測定すること、
(4)保護具、2、3、
(5)ダイオキシン類の曝露の防止、
参照:ダイオキシン類のばく露を防ぐ-特別教育用テキスト-、厚生労働省化学物質調査課編、中災防、平成13年(2001).(800円)、
|
|
特化物作業場、鉱物性粉じん:
石綿(いしわた)、アスベスト、講演会資料(2014、厚労省委託事業、日本水処理工業)、
石綿障害予防規則(石綿則'14)、
アスベスト情報(厚労省ホームページ)、
石綿障害予防規則など関係法令一覧、厚労省、
石綿則における石綿の定義、法律上、
石綿対策のしおり(茨城労働局)、
建築物の解体等の作業における石綿対策パンフレット、
総論:アスベスト対策ー予防から救済までー、リーフレット、東京労働局、
アスベスト(石綿)健康被害救済給付の概要(独、環境再生保全機構):1頁解説、解説you-tube、石綿被害救済法:Wikipedia、1頁解説、法令、
石綿症(1)、日本における経時的動き、
安全教訓川柳「定年の楽しみ奪うアスベスト」荻原忠浩、、 |
粉じん則:、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
作業環境測定(粉じん則第5章作業環境測定第25条~26条の4)、
保護具(粉じん則第6章保護具第27条):
保護具着用管理責任者(アーク溶接、岩石裁断、金属研磨、隧(ずい)道建設)、
じん肺法:じん肺、
石綿障害予防規則(石綿則):石綿作業一覧表、石綿肺、石綿肺はじん肺に含まれる(参照:じん肺健康診断、石綿健康診断との違い、さんぽいばらき第25号2006年3月発行)。
改正石綿則:表1、表2、
石綿障害予防規則など関係法令一覧、厚労省、
石綿をめぐる国内での経時的動き(ただし、カッコ内は、外国での動き):
(1955-9年、石綿と中皮腫・肺癌の関連が指摘される。)
1960年代、肺癌症例報告があり、健康診断が義務付けられる。
1971年、特定化学物質等障害予防規則(特化則)が制定され、管理物質に指定される。1973年に中皮腫症例報告がなされる。
1975年、発癌物質として吹き付け作業が禁止される。
1976年、労働省が全国労働基準局へ「石綿粉じんによる健康障害予防対策の推進について」を通達した。
(1970年代、海外で多発する石綿症民事訴訟より)
1980年代、、契約事業場が原因で所有者が周辺住民や第3者よりの賠償責任を負った時に保険金を支払いする賠償責任保険を販売している大手損保会社は、石綿症を天災・故意の損害などと同様な保険金支払い対象外とする免責条項を大蔵省と契約先企業に認めさせた。
1987年、学校での使用が社会問題化する。
1995年、強毒性の茶石綿と青石綿は製造・使用禁止となった。
1999年、(英国では、全面使用禁止となった。) 大気汚染防止法:届出。
2004年、更に、弱毒性白石綿についても、安衛法施行令改正(2003年10月公布、2004年10月施行)により白石綿1%超の主な10品目は製造・輸入・流通・使用が禁止となった。日本の石綿輸入量は35万t(1974年、輸入量ピーク)、4.3万t(2002年)、8千t(2004年)、十t(2005年)に減少する見込みである。しかしながら、依然として(1)禁止10品目であっても、白石綿含有率1%以下は製造、輸入を許可、(2)禁止10品目であっても、施行前の在庫製品は流通許可、(3)禁止10品目以外は、製造・輸入等許可、(4)原材料の白石綿線維の輸入許可など、代替製品への移行措置が積み残されている。
2005年2月15日、基発第0215002号、特定化学物質等障害予防規則等の一部改正(作業環境管理濃度の改正:クリソタイル2f/ccを0.15f/ccに強化)。管理濃度、
2005年2月24日公布、7月1日施行、省令第21号、基発第0318003号、現行の石綿障害予防規則が特化物等規則より分離独立し、これ以降の石綿作業主任者は石綿則作業主任者を取得する必要がある、、石綿障害予防規則解説。
2005年3月31日、基発第0331017号、屋外作業場等における作業環境管理に関するガイドライン(管理濃度:石綿5μm以上の繊維として0.15本/cm^3)。
2005年6月22日、基安化発第0622001号、建材中の石綿含有率の分析方法について。
2005年7月15日、基発第0715001号、石綿による健康障害防止対策の緊急的な対応について。
2006年2月10日、法律第4号、改正2009年5月1日法律第36号、石綿による健康被害の救済に関する法律(石綿救済法)、概要、説明、施行令(2006年3月10日政令第37号)、施行規則(2006年3月17日厚労省令第39号)、環境省関係石綿被害救済法施行規則(2006年3月10日環境省令第3号)、
2006年8月21日、基発第0821002号、建材中の石綿含有率の分析方法、
2006年9月1日、石綿則改正:対象となる建材石綿含有基準:0.1%超、
2006年ほか: 大防令、大防則、環水大大、安衛令、石綿則、基発、作業環境評価基準、建災防:石綿濃度測定:建材、気中:作業環境、一覧表、2006年10月、
2007年ほか:廃棄物の処理及び清掃に関する法律(廃棄物処理法):廃石綿等の扱い、石綿含有廃棄物等処理マニュアル、環境省廃棄物・リサイクル対策部、2007年3月、
2004~2008年、アスベスト含有建材の禁止、一覧表、
2009年4月1日施行(建築物解体)・2009年7月1日施行(鋼製の船舶解体)、改正石綿障害予防規則(改正石綿則)、解体等の作業における石綿対策(鋼製の船舶解体作業への準用を含む)、パンフレット、
アスベストの気中濃度測定:料金、
2005(H17)~2014(H26):石綿除去作業等に係る計画届、作業届、監督指導件数、
石綿飛散漏洩防止対策徹底マニュアル、厚労省、2.20版、2018年3月
2017/3/29: 厚労省ホームページ、パンフレット、石綿障害予防規則一覧表(労働衛生しおり、2018/8/1)、石綿障害予防規則(労働法ナビ、2017/3/29)、石綿則改正 (2014/6/1)、
2020/10-2023/10: 石綿則強化改正、
石綿障害予防規則など関係法令一覧、厚労省、
解体改修工事前の石綿事前調査が義務化、石綿対策の規制強化(厚労省、パンフレット、2020/08/14)法令(厚労省)、
石綿則改正通達(石綿含有建材調査者、基発0804第8号, 2020年、令和2年8月4日、厚生労働省労働基準局長)
石綿則改正パンフレット(厚労省)、
石綿則:法令、マニュアル・テキスト一覧(厚労省)、
石綿とは:
石綿則: 対象となる石綿は0.1重量%<(2006、平成18年:従来の1重量%より)、
石綿等: すべての石綿、
特定石綿等: 角閃石(クロシドライト、アモサイト)を除く蛇紋石(クリソタイル)等、
施行令区分:
吹付け石綿
石綿を含有する断熱材
保温材
耐火被覆材
廃棄物処理法区分:
飛散性石綿(特別管理産廃物「廃石綿等」として処理)
非飛散性石綿:
0.1重量%<(産廃物「石綿含有廃棄物」として無害化処理)
≦0.1重量%(産廃物「がれき」「ガラスくず及び陶磁器くず」「廃プラスチック」として処理)、
石綿含有建材と法規制:石綿製品の販売年度と石綿含有率一覧表、
| 建基則 |
石綿則 |
|
大防法 |
廃掃法 |
| 使用禁止、規制対象 |
レベル1 |
吹付け石綿、石綿含有吹付け、ロックウール* |
特定建築材料 |
特別管理産業廃棄物「廃石綿等」 |
| - |
ひる石吹付け、パーライト吹付け |
| - |
レベル2 |
保温材、断熱材、耐火被覆材 |
| - |
レベル3 |
成形板 |
- |
石綿含有産業廃棄物 |
|
注意:ロックウール、
|
ロックウール、岩綿 |
石綿 |
| 太さ |
3-10μm |
0.02-0.35μm |
| 生体内MΦによる分解 |
+ |
- |
| 原料 |
鉱物溶解人工物 |
天然鉱物(蛇紋石、角閃石) |
| 発癌性IARC |
3 |
1 明白 |
届出
| レベル |
安衛法
工事計画届 |
石綿則
作業届 |
大防法
特定粉じん排出等作業実施届 |
| 1 |
● |
● |
●発注者 |
| 2 |
|
● |
●発注者 |
| 3 |
|
|
|
| 期限 |
14日前 |
施行開始前 |
14日前 |
|
2030: 解体作業による廃石綿の排出量は2030年にピークをむかえる。
建築物の解体等工事における石綿粉じんへの曝露防止マニュアル(2014年):
作業区分: 石綿の発塵の程度に基づく、
レベル1: 吹き付け石綿除去作業(掻き落とし・破砕・切断・穿孔・研磨、封じ込め・囲い込み、 グローブバック)、
レベル2: 耐火被覆材(アスベスト耐火被覆板、アスベスト含有けい酸、カルシウム板2種、アスベスト含有耐火被覆
塗り材)、断熱材(屋根用折版アスベスト断熱材、煙突アスベスト断熱材)、保温材(アスベスト保温材、珪
藻土保温材、バーライト保温材、ケイ酸カルシウム保温材、水練保温材)の解体作業及びその他の作業、
レベル3: 成形版(アスベスト含有スレート、アスベスト含有サイディング、アスベスト含有岩綿吸音材、アスベスト含有
ビニル床タイル):
屋内作業場
屋外作業場
レベル別、解体作業、石綿則遵守一覧表、
石綿撤去作業の作業環境管理: 石綿測定:料金目安、
安衛令上、「石綿則の適応は石綿が0.1%重量<」とされた:
定性検査: 石綿製品の石綿濃度は製造・使用禁止前が1%≦なので、検査で石綿が1本でも見つかれば、石綿濃度は0.1%<であることより、定量検査をやるまでもなく、石綿則の適応となる。
①作業届出前:作業レベルの決定の為:
1次スクリーニング:書面調査、
使用年度・製品別石綿含有率一覧表、
2次スクリーニング:現場調査(動画、東電グループ)、
建材より試料採取
試料処理
定性分析:写真集、(動画、東電グループ)、
簡易判定「アスベストワカールプロⓇ:ユニケミー社」:現場での比色可能、
位相差/偏光顕微鏡検査、
位相差顕微鏡 phase (contrast) microscope による分散染色法 dispersion dyeing
method
(クリソタイル(白)染色液屈折率1.55、アモサイト(茶)・クロシドライト(青)染色液屈折率1.68、1.70)、
(位相差・蛍光顕微鏡)、
X線回析法 X-ray diffractometry, XRD解析:標準試料のピークとの比較、バーミキュライト分析(KCl処
理後の標準試料との比較)、
定量分析:
位相差顕微鏡による分散染色法、位相差・蛍光顕微鏡、
X線回析法:ピーク面積の検量線、
参照: 厚労省サイト、石綿分析マニュアル第2版、
②作業前中後:作業環境測定による作業者への負荷量を求める為:
現場即時性: 繊維状粒子自動測定法:柴田科学F-1K型 248万円, FS-1型 98万円、
通常の上記検査を実施
濃度測定:
石綿、作業環境測定;建築改修工事監理指針 平成25年下巻
| 測定時期 |
重要度 |
測定場所 |
測定点 |
追加確認 |
| 作業前 |
|
処理作業室 |
2 or 3 |
|
|
敷地境界 |
2 |
| 作業中 |
|
処理作業室 |
2 |
|
◎ |
セキュリティゾーン入口 |
1 |
空気流れ確認 |
|
◎ |
集塵・排気装置排出口 |
1 |
装置能力確認 |
|
〇 |
敷地境界 |
4 |
| 作業後、養生シート撤収後1週間後 |
◎ |
処理作業室 |
2 |
|
〇 |
敷地境界 |
4 |
|
参照: 空気中のアスベストに係る規制と測定方法、ザ・ナイツレポート No.110103-1, Ver.3, 2017/6/6.
石綿、管理濃度
|
処理作業所 |
管理室内、排気口 |
敷地境界4隅 |
| 吸引空気量 |
1L/分x15’≦ |
5L/分x2゜ |
10L/分x4゜ |
| 管理濃度(本/L) |
150 |
10 |
10 |
| 根拠 |
労働省令39号、2004 |
|
敷地境界における基準:大気汚染防止法施行規則16条の2 |
| 参照 |
2000本/L:労働省告示79号、1988 |
目安:WHO 1986 |
|
屋外作業場:個人サンプラー装着によるサンプリング (屋外作業場等における作業環境管理に関するガイドラインについて、平成17年3月31日、基発0331017号)、
参照: 空気中のアスベストに係る規制と測定方法、ザ・ナイツレポート No.110103-1, Ver.3, 2017/6/6.
③石綿小体、アスベスト小体:
石綿救済法・給付申請における石綿関連特定疾患: 石綿作業にたずさわった労働者の労災基準:「石綿による疾病の認定基準について」基発0329第2号、平成24年3月29日、石綿労災基準パンフレット(2006/02/09)、
中皮腫の病理組織学的特定(免疫染色)、人体組織からの石綿小体の証明、石綿小体蛋白:鉄染色、
肺癌:石綿小体5000本≦/肺乾燥重量1g、日本人における正常値<1000本(平均608本)/g*
石綿肺:気管支肺胞洗浄液BALF 5本≦/ml、
X線:
瀰漫性胸膜肥厚:胸膜プラーク片肺側壁1/2≦、両肺側壁1/4≦、
参照:
神山宣彦他.石綿小体計測マニュアル.第2版.(独)環境再生保全機構.2011. 第3版(2023)、
神山宣彦.総説 石綿関連疾患と石綿小体・石綿繊維の計測,日職災医誌 2014;62:28-97.
槇原康亮他.アスベスト健康被害申請を行った法医解剖の1例.J UOEH 2016;38:65-9.
石綿小体に関する解説、youtube 動画、
* 由佐俊和他.日本における一般人の肺内石綿小体濃度-連続肺切除手術症例を対象とした検討-.日職災医誌.2019;67:131-8.
石綿撤去作業の作業管理:
保護具一覧、
廃棄物、撤去:
廃棄物処理法区分:
飛散性石綿(特別管理産廃物「廃石綿等」として処理)
非飛散性石綿:
0.1重量%<(産廃物「石綿含有廃棄物」として無害化処理)
≦0.1重量%(産廃物「がれき」「ガラスくず及び陶磁器くず」「廃プラスチック」として処理)、
参照:
0.石綿関連疾患(じん肺、解説、労働者健康福祉機構):疫学調査結果(中皮腫、肺癌、良性石綿胸水)、
1.石綿に関する基本的情報ホームページ:
独立行政法人労働者健康福祉機構(特集. 石綿による健康障害防止のために、産業保健21 2005.7. 41号)、
厚生労働省労働基準局(認定基準に関する検討会報告書平成15年8月26日、健康被害への対応平成17年7月8日)、石綿疾病認定基準(2009.03.パンフレット)、
東京都環境局ホ-ムペ-ジ:パンフレット、アスベスト対策ー予防から救済までー、2008年11月。
2.石綿に関する法規、建材一覧、環境汚染物質排出移動登録(Pollutant Release and Transfer Register, PRTR)、統計:社団法人日本石綿協会ホ-ムペ-ジ。
12.法規一覧、関係法令、石綿関連法規一覧表(平成17年度、2005年)。
13.建築物の解体等工事における石綿粉じんへの曝露防止マニュアル、建設業労働災害防止協会編、建設業労働災害防止協会規格開発課、東京、2005年(平成17年).
14.建築物の解体・改修工事における石綿障害の予防、特別教育用テキスト、建築業労働災害防止協会、建設業労働災害防止協会規格開発課、東京、2005年(平成17年).
15.安全衛生実践シリーズ、石綿取り扱い作業ハンドブック、亀井太著、中央労働災害防止協会、東京、2006年(平成18年).
16.船舶における適正なアスベストの取扱いに関するマニュアル、(財)日本船舶技術研究協会、2006年10月.
17.アスベスト(石綿)情報、厚労省、
18.バーミキュライトが吹き付けられた建築物等の解体等の作業に当たっての留意事項について(基安化発1228第1号、平成21年12月28日):不純物:トレモライト、ウィンチャイト、
20.中皮腫、国立がんセンターがん情報サービス、パンフレット、
21.中皮腫、大鵬薬品 Cancer Therapy.jp コンセンサスがん治療、
22.悪性中皮腫、国際医学情報センター、がんInfo、
30.じん肺法:じん肺、石綿障害予防規則:石綿肺、石綿肺はじん肺に含まれる(参照:じん肺健康診断、石綿健康診断との違い、さんぽいばらき第25号2006年3月発行)、
32.石綿、労災認定要件(労働者健康福祉機構)、石綿労災認定率(厚労省、2014,最近5年間)、、(2018年度)、
40.震災がれき処理、災害防止:事業者用、作業者用、2011、
福島原発関連に関しては電離則の放射性物質の処理に関連する作業を参照、放射線測定いろは、
福島原発がれき処理含、2011年講習会配布資料、
参照: 除染等業務、放射線障害防止対策、一覧:厚労省、
webFC2放射線障害、除染業務(ガイドライン)概要・作業届・健診個人票・被曝線量管理書式・労災特別加入・除染等業務特別教育ビデオ・テキスト(2012)、
東日本大震災の復旧工事における船舶の解体等作業に係る労働災害防止対策の徹底について(基安発0510第2号, 平成23年5月10日)、アスベスト対策、
がれき処理作業等におけるアスベストのがれきの石綿含有量、気中濃度モニタリング(東日本大震災の復旧工事に係るアスベスト対策検証のための専門家会議(環境省・厚生労働省、平成23年5月30日))、
50.建築物などの解体作業に関わる発注者・事業者の皆様へ、労働者の石綿ばく露防止措置の実施に当っての留意事項、平成26年5月公示の留意事項の技術上の指針の改訂概要(厚労省、2014年4月)
91.製品:部分隔離ふうじろう(ミヤデラ断熱)、
100.石綿則改正 2014.06.01.、石綿曝露防止指針 2014(厚労省)、
200.アスベスト、解体工事における作業環境測定:解体工事前・中・後、サンプリング要件、
300.石綿:パンフレット一覧(厚労省)、アスベスト対策(パンフレット・70頁、2014/03,東京労働局ホームページ)、
400. 石綿関連疾患診断、youtube 動画、
500、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
|
|
特化物作業場、鉱物性粉じん:石綿則、
アスベスト、
石綿症(2)、最近の被害状況 |
危惧していたことが、以下のように、石綿障害予防規則(平成17年厚生労働省令大21号:2005年2月24日公布、7月1日施行)施行直前より慌しく石綿曝露の現況が公表された。被害者は辛く、家族は見ているのも切なかったであろう。言うは易くであるが、開示に踏み切った事業主やスタッフの思いも容易に理解できる。が、発想を転換し、「安全こそが社是です、われわれの会社の企業倫理です。」と従業員の口から云われたいのは私だけであろうか:
(a)大手石綿製品会社での従業員曝露と工場近隣住民曝露について:
クボタ社(1957~1975年に強毒性の青石綿(アスベスト)と弱毒性の白石綿を材料に強度を増した水道管(石綿パイプ)を製造し、1971~1995年に白石綿を材料に住宅外壁を製造、本社:大阪市浪速区、5工場)において、「(1)1978年から2004年までの間に、退職者並びに関連会社を含む従業員79人が石綿が原因とみられる疾患に罹患して死亡し、現在療養中退職者18名であった。有毒性の高い青石綿を材料とした水道管製造に1年以上従事した同工場従業員数は626人であることから、1割以上が石綿関連疾患で死亡した。(2)旧神崎工場(兵庫県尼崎市、1998年撤去)の近隣半径1km以内15年以上居住の住民5人が石綿関連の中皮腫を発症し、2人(2005年7月17日現在で31人に訂正報告された)が死亡し、現在治療中の3人に見舞金(1人当たり200万円)を出すと発表した。同社は「因果関係ははっきりしない」としているが、石綿製品を製造していた社会的責任を明確にするため、救済措置を決めた。また、同工場周辺では、中皮腫で死亡した住民が数人いるとされ、同社は弔慰金の支払いも検討する。更に、石綿を扱っていた他の工場の近隣住民が被害を訴えた場合も、同様に見舞金を支給する方針である。」と、伊藤太一同社安全衛生推進部長が記者会見した。悲しいことに、工場周囲の一般住民が巻き込まれていたことが露見し、今後癌が多発してくる可能性が否定できなくなってからの公表であった。(朝日新聞、2005年6月29日)
中皮腫死亡に関して、全国で0.7人/10万人(878人/年、人口動態統計、厚生労働省、2003年)に対して、クボタ旧神崎工場のある尼崎市で3.6人/10万人(直近3年間平均)で特に工場周囲に多いことが判明した。中皮腫による死亡リスクについて、車谷典男教授(奈良医大産業疫学)は、「旧神崎工場周囲半径1.5km以上の中皮腫死亡者数は5人、1~1.5km以内死亡者は12人(全国平均の2.2倍)、0.5~1km以内(1957~1975年当事半径1km以内の推定居住者6万人)には10人(4.7倍)、500m以内(1957~1975年当事半径500m以内の推定居住者1万5千人)では14人(9.5倍)で、中皮腫の原因がクボタだと疑うには十分なデータだ。」と発表した。(朝日新聞、2005年8月28日)
(b)石綿取扱者の家族内曝露について:
2005年7月8日、産経新聞によれば、「アスベスト(石綿)が原因とみられる中皮腫が、従業員だけではなくその妻に及んでいることが分かった。神奈川県横須賀市にある造船所では元従業員の妻ら3名が死亡、大手機械メーカークボタでは旧神崎工場(兵庫県尼崎市)に勤務していた元社員の妻1名が亡くなるなど家族の死亡者は計4人にのぼっている。いずれもアスベストを扱う作業に従事したことはなく、自宅に持ち帰った造船所の作業服にアスベストが付着し、洗濯の際に吸い込んだのが原因とみられる。」と。このことは、以前より家族内での発癌多発が指摘され、作業環境測定士の講習会でも注意が喚起されていたことではあるが。
石綿の補償、救済制度: (独)環境再生保全機構、ERCA enviromental restroration and conservation agency,
1.労働局・労働基準監督署: 石綿労災対象、
労災保険制度「労災保険給付」療養補償給付・休業補償給付・遺族補償給付、石綿健康被害救済制度「特別遺族給付金」特別遺族年金・特別遺族一時金、
2.(独)環境再生保全機構: 石綿による健康被害の救済に関する法律(石綿被害救済法)2006(H18)、労災対象以外で石綿吸引で罹患した患者及びその遺族の社会保障法、
石綿健康被害救済制度「救済給付」医療費・療養手当・特別遺族弔慰金。
参照:
石綿による疾病に関する労災保険給付などの請求・決定状況:平成30年度 2018年、厚労省、石綿に曝露する業務に従事していた労働者の方へ:曝露の可能性のある業務、アスベスト(石綿)情報:厚労省、
、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
|
|
特化物作業場、鉱物性粉じん:石綿則、
アスベスト、
石綿症(3)、発癌と対策 |
(A)石綿曝露による発癌の認識が低いことに関する警告:
2005年7月13日、毎日新聞によれば、「財団法人労働科学研究所(川崎市)特別研究員・NPO法人「職業性疾患・疫学リサーチセンター」(港区)理事長の海老原勇医師の調査結果上、(1)石綿建材を扱う大工・配管工・電気工の肺癌死亡の43人(平均年齢60.7歳)を解剖した結果、36人(84%)に石綿肺に特徴的な胸膜が部分的に隆起する胸膜肥厚斑がみられた、(2)2000年以降の肺癌受診者中のアスベスト労災認定希望患者110人(平均年齢62.2歳)のコンピューター断層撮影(CT)画像分析でも68人(62%)で同様の胸膜肥厚斑を確認した。最初に肺癌を診断した病院でのアスベストとの関連が指摘された患者は1名(1.5%)で、残りの67人(98.5%)の患者はタバコが発癌の原因と説明されていた。肺線維症も37人(34%)いた。以上のことより、石綿建材の切断や張り替えなどの作業中に粉じんとして吸入した石綿が肺癌の原因と考えられた。また、医師の認識の低さも指摘されたが、労働者は石綿製品を扱っている認識が低い人が多く、現場を渡り歩くため、発症後に石綿との関連を立証することが困難な症例が多い。建設作業員は退職者も含めると約1000万人で、労災時効や非就業者を含め救済しやすい制度が必要だと警告された。」と。
(B)石綿症曝露と発癌に関する私の主旨は、以下のごとく危機意識3点と対策2点である:
(1)どんな人でも石綿曝露の被害者になる可能性があるという危機意識を持つことが必要であり、医師には充分な問診が必要とされる:
石綿はどこに紛れ込んでいるか全く分かりません。下表のごとくに、あらゆる製品に石綿が混在し、石綿と銘うっていない製品にも混在しており、製品の処理・解体・破棄において石綿曝露を受けます。
注意1.身近な石綿使用製品とその使用制限年度について:
| 用途 |
事例 |
使用期限 |
| 住宅 |
屋根用スレート |
2004 |
| |
石綿含有ロックウール板 |
1980 |
| ・ |
床用フラスチックタイル |
1986 |
| ・ |
外壁用防火サイディング |
2004 |
| ・ |
剥き出しの吹き付けアスベスト |
1975 |
| 乗用車 |
ブレーキパッド |
1992 |
| ・ |
ブレーキライニング |
1992 |
| ・ |
エンジンルームの断熱材 |
1992 |
| ・ |
クラッチフェーシング |
1992 |
| 家電 |
ドライヤー |
1987 |
| ・ |
トースター |
1990 |
| ・ |
オーブンレンジ |
1981 |
| ・ |
冷房コンプレッサー |
・ |
| ・ |
冷蔵庫コンプレッサー |
・ |
|
注意2.石綿を不純物として含有する鉱物:
| 滑石、タルク |
紙・パルプ/填料/・ピッチコントロール剤・塗工剤・プラスチック/剛性の向上・耐熱性の向上・成型時の寸法安定性の向上・艶消し用・燃焼熱の低減・塗料/塗料の体質顔料・粉袋塗料・たれ防止・艶消し・艶出し剤・ゴム/電気絶縁性の向上・耐熱性向上と補強剤・離型剤・セラミック/陶磁器の釉薬・ステアタイト磁器 |
| 蛭石、バーミキュライト |
窯業系建材:ボード表面の平滑性、押出し性能向上、軽量骨材:軽量プラスター、耐火及び断熱材:防火板材・防火モルタル・キャスタブル耐火物、鉄骨等の被覆材:鉄骨表面を被覆保護 |
| 水滑石、線維状ブルサイト |
・ |
|
(2)今後生産現場から発癌症例が著増する危惧をもつべきである:
石綿暴露開始より、時限爆弾と言われるように、長期の潜伏期20~40年後に、癌が発生する。癌は、石綿暴露が呼吸器であることより、胸部の癌が多く、頻度は中皮腫:肺癌=1:0.5~2である。人口動態統計上、中皮腫死亡数は年々増加し、2003年度(平成15年度)は878人で、石綿曝露による胸部の癌のみに限定した総死亡例数は1300~2600人と推量され、日本のがん死亡総数32万人のおよそ0.5~1%を占める。ほとんどの癌が原因不明である為に癌の一次予防が出来ない状態であるが、石綿が原因とされる上記疾患は石綿曝露を予防することにより発癌を予防できるのである。癌性腹膜炎が癌の末期であるように、中皮腫も発見された時点で癌性胸膜炎または癌性腹膜炎として末期の状態で発見後1年で死亡する。予後の悪さは前記の石綿曝露回避予防が一層重要である事を支持する。注意が必要なのは、(あ)潜伏期が平均30年なので、高齢化に伴い、2030年まで癌が発生し続けること、(い)特に、大量に輸入された1960~1980年代(1974年がピーク)暴露者の発癌ピークが2010~2020年となることより、今後、中皮腫と肺癌発症例が著増することが予測される。肺癌の原因を煙草にのみに負わせるのではなく、石綿使用施設解体や産廃処理からの作業従事者や一般住民の暴露を避けるべきである。
(3)解体現場からの大量の石綿飛散を公害として再認識すべきである:一定規模以上の解体に関しては強制的に解体前、解体中の石綿検査が必要(NHK、クローズアップ現代、#3765, あなたの周りにも危険が・・・終わらないアスベスト被害、2016/2/4):
阪神淡路大震災を伝えるインタ-ネット報道の中に、解体現場の道端にアスベストが塊になって放置されている画像があり、石綿の危険性を知っている人がいるのに感心した。が、実際に、新潟県中越地震においても、1階駐車場の天井が吹付けのコンクリ-ト製4階建てビルの解体現場で、内部解体業者の足元に綿埃というよりは石綿のような塊を見た。その周囲が住宅地でありとても不安を感じた。解体・改築業者にとって、建材の石綿除去費用1平米当り2万円は高価である(解り易く言い直すと、1平米当り2万円とは、壁一面に10円玉を敷き詰めることを意味する。高価であることが判る。石綿除去作業と経費についてはヤシマ工業ホームページhttp://www.yashima-re.co.jp/asbestos/ (杉並区)を参照してください。曝露防止の防護具に関しては、「ダイオキシン類のばく露を防ぐ -特別教育用テキスト- 厚生労働省科学物質調査課編、中災防、東京、平成13年.」が参考になります。
(4)労災の審査の迅速化と時効の延長の必要性:
2003年度の中皮腫での死亡者数は878人で(厚生労働省)、石綿が原因の肺癌と合わせた死者は2634人(民間団体の関西労働者安全センターの調査)と報告された。被害者からの労災認定の申請は少なく、死亡者の認定率は5%程度との報道もある(読売新聞社説、2005年7月1日)。認定基準も、石綿関連作業の従事期間を「5年以上」から「1年以上」に緩和された。労働者災害補償保険法第42条(療養補償給付、休業補償給付、葬祭料、介護補償給付、療養給付、休業給付、葬祭給付、及び介護給付を受ける権利は、2年を経過したとき、障害補償給付、遺族補償給付、障害給付及び遺族給付を受ける権利は、5年を経過したときは、時効によって消滅する。)や、厚生労働省によると中皮腫の死者は統計が残る95年以降6060人に上るのに対し労災認定者数は285人と5%未満で労働者には周知されていなかった〈石綿労災〉ことなど、 今後は、関係者への周知徹底と、周辺住民を含む公的救済措置の確立が求められる。
(5)情報公開と医療費助成に対する公的支援の必要性:
高度成長下での公害の教訓を生かし、昨今の情報公開(ディスクロージャー)と情報保護のせめぎ合いの狭間で、石綿企業のみが情報を独占し再び労働者や住民だけが苦労することだけは避けたい。その為にも、内部告発者保護制度の確立によるこれ以上の被害拡大の防止と、倒産防止・雇用確保・二次予防としての加害者側事業者・被害者・住民への早急な公的支援が必要であることは明白であろう。
(C)中皮腫・じん肺・アスベストセンターからは、以下の10項目が提案されている:
1.石綿製造業の情報開示、2.厚労省による石綿被害の事業場情報付き全面開示とHP掲載及び年次更新、3.その他の国、自治体行政の情報開示、4.国は、早急に中皮腫登録制度を導入し、過去の中皮腫の全数調査の実施、5.労災補償制度で補償される人に向けた対策、6.環境曝露や家族曝露の方への対策、7.診断と治療に関する対策、8.退職後の健康管理体制の確立・石綿健康管理手帳の改善、9.吹きつけ石綿の部屋で暮らす人への緊急対策。.国、行政、建築物保有者は、天井や壁に、吹きつけ石綿、吹きつけ岩綿(石綿含有)のある施設や部屋で、長時間過ごさざるをえない方への対策、10.その他の石綿吹きつけ、石綿含有建材の対策、飛散が懸念される場合は、石綿障害予防規則の周知を、当面より一層行って頂きたい。住民が飛散を懸念した際の相談先を明示して頂きたい。
、石綿則:法令、マニュアル・テキスト一覧(厚労省)、
|
| |
石綿、
石綿濃度測定、
除染作業、瓦礫がれき、解体、地震後、 |
石綿濃度測定: (株)太陽テクノリサーチ: 測定概略(建材中の定性・定量分析、気中粉じん濃度測定)、測定点、
石綿濃度測定: 詳細: 気中のアスベストモニタリングマニュアル、4版、環境省、
阪神淡路大震災・東日本大震災、熊本地震、石綿気中濃度モニタリング、
、、、 |
|
化学物質:有害物、危険物、
規制法令の概略:
主要な化学物質に関する環境関連法による規制一覧表
(Q&Aわかりやすい環境法規の手引き、
日本品質保証機構編集、新日本法規、
すぐに役立つISO環境法、
日本環境認証機構編集JACO、
東洋経済新報社、
ISO14000's審査登録シリーズ⑦環境法規、笹徹、笹英明著、日科技連出版社)、
化学物質・GHS/MSDS情報(厚生省、中災防)、
安衛法化学物質、
MSDS (Material Safty Data Sheet)、
現場で使えるMSDS,
国際化学物質安全性カード International Chemical Safety Cards, ICSC, 国立医薬品食品衛生研究所 NIHS,
有機溶剤の分類(第1種、第2種、第3種)と使用事業場頻度、
特定化学物質(特化物)の分類(第1類、第2類、第3類)と使用事業場頻度、
岡田賢造:東京都化学物質対策セミナー、化学物質管理にい業者はどう取り組むべきか(2012/11/12)、やさしい局排設計教室、有機溶剤作業主任者講習・特化物作業主任者講習テキスト要約PP版、
産業洗浄現場におけるVOC対策事例集、環境省、日本産業洗浄協議会、旭リサーチセンター:コスト・事例、
|
労働安全衛生総合研究所JNIOSH: 化学物質の管理が変わります!(法令、対象、SDS)、
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
(Ⅰ)化学物質規制と対象範囲:
1.製造等規制:
工業用:化審法(化学物質の審査及び製造等の規制に関する法律、化学物質審査規制法)、
特定用途:食品衛生法、農薬取締法、肥料取締法、飼料安全法、医薬品、医療機器等の品質、有効性及び安全性の確保等に関する法律(旧薬事法)、
その他:放射線障害防止法、毒劇物取締法、覚せい剤取締法、麻薬及び向精神薬取締法、
2.運用管理:
化学物質管理促進法(PRTR法):年間取扱量届出(第一種指定化学物質1t以上、特定第一種指定化学物質(発がん性)0.5t以上、常用雇用者21人以上)と安全データシート(SDS)制度(第一種指定462、第二種指定100)(トルエン、キシレン、マンガンで50%)、
3.排出規制:
水質汚濁防止法、大気汚染防止法、ダイオキシン類対策法、
4.廃棄物規制:
廃棄物処理法、PCB廃棄物法、土壌汚染対策法、
5.消防法、
化学物質に対する安全衛生環境とSHE(Safety, Health, Environment)の取り組み:
化学物質に関連する法律規制一覧。
危険物及び有害物に関する規制:
| 法令 |
分類、数 |
数 |
例 |
(法57条、則34条)
57条の2、則34条の2の4 |
職場使用
(60000) |
(MSDS作成)
文書交付
(99)
640 |
安衛令
(92)
633 |
特別規則
108 |
特化物 |
52 |
塩素、クロム酸、シアン化水素 |
| 四アルキル鉛 |
1 |
四アルキル鉛 |
| 鉛 |
1 |
鉛 |
| 有機溶剤 |
54 |
キシレン、トルエン、ノルマルヘキサン |
| 健康障害防止指針 |
|
18 |
酢酸ビニル、ビフェニル |
| 法56条、令17条 |
製造許可 |
|
|
(7)
7 |
PCB、ベリリウム |
|
石綿障害予防規則 |
|
|
|
1 |
既存の使用中石綿 |
| 法55条、令16条 |
製造禁止 |
|
|
|
|
8 |
ベンジジン、石綿、4-アミノジフェニル |
(1)製造禁止(法55条、令16条)、製造許可物質(法56条、令17条)、
(2)表示義務(法57条、則34条)、文書交付義務(法57条の2、則34条の2の4)、
(3)新規化学物質の有害性の調査(法57条の3)、
(A) MSDS指針、化学物質等の危険有害性等の表示に関する指針:SDS制度、
GHS対応ラベルおよびSDSの作成マニュアル、厚労省医薬食品局審査管理課化学物質安全対策室、、
MSDS: Material Safety Data Sheet、化学物質等安全データシート:キシレンを例にして、メタノールを例としてMSDSにおけるGHS分類の導入(宮川宗之.化学物質管理の国際調和(GHS制度について.労コン会資料 2007;36:27-51.)、
MSDSとは、事業者が化学物質や製品を他の事業者に出荷する際に、その相手方に対してその化学物質に関する情報を提供するためのもので、
交付義務付け:
1.PRTR法(化管法、特定化学物質の環境への排出量の把握等及び管理の改善の促進に関する法律)第14条:第一種指定化学物質、462、第二種指定化学物質、100、含有率1%以上、
2.毒物及び劇物取締法(表第1,2、指定令)、
3.労働安全衛生法:第57条の2、施行令別表9、名称等を通知すべき有害物、640、
について、このMSDSを提供することが義務化されました。これがMSDS制度で、平成13年1月から実施されています。
例外的にMSDSを提供しなくてもよい製品:
(1) 対象化学物質の含有量が1質量%未満(特定第一種指定化学物質の場合は0.1質量%未満)の製品、
(2) 固形物(粉状や粒状のものを除く) 例:金属板、
(3) 密封された状態で使用される製品 例:乾電池、
(4) 一般消費者用の製品 例:家庭用洗剤、殺虫剤、
(5) 再生資源 例:金属くず、空き缶。
改正労働安全衛生法:化学物質に係る表示及び文書交付制度の改正、対象範囲を有害物(健康に有害)のみでなく、欧米でいう危険有害性物質 hazardous
materials(有害物+危険物(火災、爆発の危険がある)として、危険物を含める:16項目(2006年(平成18年)12月より、厚労省GHS情報)
(1)対象物質:ラベル表示99物質、GHS方式MSDS文書交付640物質、
(2)記載項目:
(2-1)製品ラベル:
(2-2)新MSDS掲載必要:中災防安全衛生情報センターGHSモデルMSDS情報、
1.化学物質等及び会社情報、(独立行政法人)科学技術振興機構(JST, Japna Science and Technology Agency):日本化学物質辞書(日化辞):CAS登録番号、
2.危険有害性の要約:危険有害性クラス28種類のGHS分類及びGHS対応のラベル要素(標章(絵表示)、注意喚起語、危険有害性情報及び注意書き)、
3.組成、成分情報、
4.応急措置、
5.火災時の措置、
6.漏出時の措置、
7.取扱い及び保管上の注意、
8.曝露防止及び人に対する保護措置、
9.物理的及び化学的性質、
10.安定性及び反応性、
11.有害性情報:健康に対する有害性10種類の分類、区分、
12.環境影響情報:水生環境急性有害性、水生環境慢性有害性、
13.廃棄上の注意、
14.輸送上の注意、
15.適用法令、
16.その他の情報。
(B) 適用法令:化学物質に関連する法律規制一覧:キシレンを例にして、
労働基準法: 施行規則別表第1の2、第4号1の労働大臣が指定する物質
労働安全衛生法施行令、別表、第1危険物(引火性) 「危険物の分類」:
危険有害物の分類:
安全衛生規則:
有害物ばく露作業報告:安衛則95条の6、厚労省告示第25条、対象物:500kg以上の取り扱いの場合の、下記有害物ばく露作業報告の監督署長への提出義務、平成18年4月1日より適用:厚労省パンフレット、
年度別:
対象物:1%を超える濃度で、500kg以上の取り扱いの場合の、下記有害物ばく露作業報告の監督署長への提出義務:1.エピクロロヒドリン、2.塩化ベンジル、3.1・3-ブタジエン、4.ホルムアルデヒド、5.硫酸ジエチル、
→平成19年度有害物ばく露作業報告対象化学物質について(厚生労働省労働基準局安全衛生部長、基安発第0330002号、平成19年3月30日)改定、平成22年度・23年度、24年度、25年度、2018年度、2019年度、
有機則:
有機則2014、
特定化学物質障害予防規則(特化則、表 2014)(特化物第2類分類(2014/11/28)、2015/03)、
有機溶剤中毒予防規則(有機則)、
特定化学物質等障害予防規則(旧特化則):1972年(昭和47年)制定、特化物+粉じん石綿が対象、その為、特化則等作業主任者は特化物だけでなく石綿主任者資格を有する、
特定化学物質障害予防規則(現在の特化則、表 2014)(特化物2015/03)、2005年(平成17年)石綿則が分離独立し、これ以降の特化則作業主任者資格は石綿主任者資格は無い。よって、現行の特化則作業主任者は改めて石綿作業主任者資格をとらなければ石綿管理をできない。
改正石綿則:2020年(令和2年)、解体前の石綿含有事前調査が義務化された。
区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類:、漏洩、
特定第2類等: 密閉式、
特別有機: 12種、
クロロホルム等: 有機溶剤10種、
エチルベンゼン
1,2-ジクロロプロパン:
特別有機等: 特別有機1%<、または、特定有機混合物等(特別有機≦1%及び有機合計5%<)、
オーラミン等:色素製造工程で発癌性
管理第2類物質: その他=第2類-(特定、特別、オーラミン)
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 第1類+第2類で発癌、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2014年施行:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特別有機溶剤・特別有機溶剤等の分類表、(2014/11/01施行)、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、
特化物第2類分類(2014/11/28)において、発癌性のある有機溶剤に関して、有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、
特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤(12物質、2017現在):
|
分類 |
化学物質 |
| 特別有機溶剤 |
第1種有機溶剤より引っ越し |
クロロホルム |
| |
|
四塩化炭素 |
| |
|
1,2-ジクロロエタン |
| |
|
1,1,2,2-テトラクロロエタン |
| |
|
トリクロロエチレン |
| |
第2種有機溶剤より引っ越し |
エチルベンゼン |
| |
|
1,2-ジクロロプロパン |
|
|
1,4-ジオキサン |
|
|
ジクロロメタン(二塩化メチレン) |
|
|
スチレン |
|
|
テトラクロロエチレン |
|
|
メチルイソブチルケトン |
|
特別有機溶剤等:
A: 1%<特別有機溶剤 + 有機溶剤、A1: 合計有機溶剤≦5%、A2: 合計有機溶剤5%<、⇒特化則対応、
B: 特別有機溶剤≦1% + 有機溶剤、5%<合計有機溶剤 ⇒有機則対応
特別有機溶剤の取扱い: 総論として特別有機溶剤≦(特化則適用)1%は有機則準用、ただし、1%<特別有機溶剤に関しては特化則の縛り。引っ越し、%、有機則準用、特化則準用、
、特別有機溶剤・特別有機溶剤等の分類表、
分類、特徴、有害性、ICSC検索
「有機溶剤の分類(第1種、第2種、第3種の基準とその特徴)」と「事業所の頻度%(平成13年労働環境調査の概況、厚生労働省大臣官房統計情報部賃金福祉統計課、平成14年9月11日)」
特化則:
特化則2014、特化則
「特化物の分類(第1類、第2類、第3類の基準とその特徴)」と「事業所の頻度%」
区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類物質、特定第2類物質等(=特定+オーラミン・マゼンタ): 漏洩、
クロロホルム等:有機溶剤10種、
特別有機溶剤エチルベンゼン等:クロロホルム等+エチルベンゼン・1,2-ジクロロプロパン:
有機溶剤12種
オーラミン等:
管理第2類物質:第2類-(特定、特別、オーラミン)
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 発癌、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2014年施行:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特別有機溶剤・特別有機溶剤等の分類表、(2014/11/01施行)、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
作業環境評価基準:
管理濃度
曝露限界:ACGUH-TLV (American Conference of Governmental Industrial Hygienists-Threshold Limit Value),
許容濃度(日本産業衛生学会)PEL,
毒劇物取締法:毒劇法、強い急性毒性、除く医薬品、
第2条別表第2 劇物、貯蔵・保管、管理・遵守事項:届出業者、非届出業者(業務上取扱者)、
判定基準:GHS、
毒物: GHS急性毒性区分1,2。法別表27種(シアン化水素、四アルキル鉛、クラーレ、黄燐)+指定令97種。
特定毒物: 毒物中で中毒性が強い。法別表9種(パラチオン、四アルキル鉛)+指定令10種。製造・使用時の厚労大臣許可、
劇物: GHS急性毒性区分3、皮膚腐食性区分1、眼傷害性区分1。法別表93種(クロロホルム、カリウム、強酸、塩化水素、アンモニウム)+指定令296種。
メタノール等有機溶剤:100%濃度のみ劇物。扱い易さで工業用・シンナーなど混ぜ物が販売されている。
毒物劇物の安全対策、厚労省医薬・生活衛生局化学物質安全対策室、
毒物・劇物の取扱い、保管、管理の手引き、東京都福祉保健局健康安全部、
毒物劇物安全対策情報、新潟県、文書様式、
消防法:
危険物の取り扱い、分類と指定数量、
分類:
(1)第1類(固体)→第6類(液体)、第3,5類:両方、
(2)第1、6類:酸化、不燃、
(3)第2-5類:可燃、
(4)第1、3類:禁水、
規制区分(規制法令):保存時は許可(消防法)、届出(市町村火災予防条例)、運搬時は消防法、
指定数量が少ない//危険性、
船舶安全法:
法28条関係別表第5、
危規則第2条第1号、第1号の2、
港則法:
施行規則第12条危険物告示 引火性液体類
海洋汚染防止法:
ばら積み運送 有害液体物質(C類)
道路法:
施行令第19条の13 車両の通行の制限別表2-4
航空法:
施行規則第194条危険物告示別表第3 引火性液体G-等級3
大気汚染防止法:
17条:特定物質、28種、アンモニア、フッ化水素、シアン化水素、一酸化炭素、ホルムアルデヒド、ホスゲン、
悪臭防止法:(神奈川県) 特定悪臭物質による濃度規制基準、ニオイセンター・匂いの環境(新コスモス電機)、
悪臭防止法施行令第1条 特定悪臭物質
廃棄物処理法:
廃棄物の分類、
特別管理産業廃棄物 政令2の4 廃油
2条:農地汚染防止、カドミウム、銅、砒素、
毒劇法
化審法
化管法(環境省):化学物質管理促進法(PRTR法):経産省、解説、
構成:
対象化学物質
PRTR制度
SDS制度
キシレンを例にして、第1種指定化学物質(キシレン No.63、エチルベンゼン No.40)
PRTR:Pollutant Release and Transfer Register、化学物質排出移動量届出制度::届出判定・排出量算定、
PRTR制度は、平成11年7月に公布された「特定化学物質の環境への排出量の把握等及び管理の改善の促進に関する法律」(通称:化管法)に基づき、物質個々を規制するのではなく、事業者からの届出を集計・公表することにより、事業者の自主的な管理・削減を促し、環境保全上の支障を未然に防止することを目的としています。
人の健康や生態系に有害な恐れがある化学物質(Pollutant)について、環境中への排出量(Release)及び廃棄物に含まれての移動(Transfer)を、事業者が自ら把握して行政庁に報告(Register)し、行政庁は、事業者からの届出や統計資料等を用いた推計に基づき、排出量・移動量を集計・公表する仕組みです。
PRTR対象物質:対象となるのは法律で定められた354種類の第一種指定化学物質であり、これらは人や生態系に有害性があり、環境中に広く存在すると認められている物質です。
一般に危険物とは、引火性物質、爆発性物質、毒劇物あるいは放射性物質など危険性のある物質を総称することが多い。消防法では、石油・アルコールなど、火災発生の危険性が大きい、火災が発生した場合に火災を拡大する危険性が大きい、火災の際の消化の困難性が高いなどの性状を有する物品を「危険物」として指定し、火災予防上の観点から、その貯蔵、取扱い、運搬方法などについてハード、ソフトの両面から規制を行っている。一定量以上の危険性を有する危険物は、一定の要件を満たす危険物施設以外の場所では貯蔵し、または取り扱うことが出来ない。
)輸送上:
国連・危険物の輸送に関する勧告によるラベル類(1,2)、
国際規制: 海上:IMO (International Maritime Organization, 国際海事機関)規定、航空:ICAO/IATA規定
(International Civil Aviation Organization, 国際民間航空機関{こくさい みんかんこうくう きかん}、イカオ,
国連の機関。1947年に発足。本部はカナダのモントリオール(Montreal), International Air Transport Association
国際航空運送協会、イアタ, International Air Transportation Association, イアタ、国際民間航空輸送協会
)、
国内規制: 陸上:消防法、毒劇法規定、海上:船舶安全法規定、航空:航空法規定、
(Ⅱ)3管理:PEL,
| 労働衛生管理 |
作業環境管理 |
|
|
作業管理 |
|
健康管理 |
|
|
|
|
| 管理指標、基準 |
排出基準 |
管理濃度 |
|
許容濃度 |
|
生物学的許容値 |
|
健康診断 |
|
臨床的治療 |
| |
|
作業環境測定 |
|
個人暴露測定 |
|
生物学的モニタリング |
|
|
|
|
| 障害過程 |
有害物発生源 |
発散 |
有害環境 |
個人曝露 |
呼吸、皮膚、口 |
生体内吸収 |
体内分布 |
生体内代謝、排泄 |
標的臓器 |
中毒 |
| 管理、目的 |
発生抑制、隔離 |
|
除去 |
|
侵入抑制 |
|
|
障害予防 |
|
|
| 管理、内容 |
代替・転換(石綿→ロックウール、ガラス繊維、発泡ポリエチレン;トリクロロエチレン→界面活性剤))、使用形態・条件(発散粉じん→水分噴射湿式工法)、生産工程、設備(遠隔操作、自動化、密閉、外気より低圧) |
|
局所排気装置、プッシュプル型換気装置、全体排気 |
|
作業方法、曝露時間、保護具、教育 |
|
|
配置転換 |
|
|
参照. 中央労働災害防止協会編集.特定化学物質業務と労働衛生管理.特定化学物質・四アルキル鉛等作業主任者テキスト.第6版.中央労働災害防止協会.東京.平成26年.22-3頁.
リスクアセスメント検討事項:
| 作業の種類 |
検討を要する事項 |
|
| 原料、副原料の購入 |
購入先、品質、安全データシート(SDS) |
1 |
| 受け入れ |
受け入れ(荷降ろし)方法、漏洩時の処置方法 |
2 |
| 保管場所への運搬 |
運搬の手段と方法、漏洩時の処置方法 |
3 |
| 保管場所への受け入れ |
受け入れ(荷降ろし)方法、漏洩時の処置方法 |
4 |
| 原料等の保管 |
変質(固結、汚染等)、表示、関係者以外の立入禁止 |
5 |
| 払い出し |
払い出し先の限定 |
6 |
| 使用場所への運搬 |
運搬の手段と方法、漏洩時の処置方法 |
7 |
| 使用場所での保管 |
保管の場所、変質(固結、汚染等) |
8 |
| 容器からの取り出し、解袋 |
暴露抑制対策(シール部の漏洩防止)、
局所排気装置、プッシュプル型換気装置、
保護具、
作業基準(サンプリング、フィルタ交換、液面測定など) |
9 |
| 調合、小分け |
10 |
| 反応槽への装入 |
11 |
| 反応、処理 |
12 |
| 製品の保管 |
保管の場所、変質(固結、汚染等)、表示、関係者以外の立入禁止、漏洩時の処置方法 |
13 |
| 廃棄物の取り出し |
9-12、漏洩時の処置方法 |
14 |
| 廃棄物の運搬 |
適切な容器、運搬方法、漏洩時の処置方法 |
15 |
| 廃棄物の処理 |
適切な処分方法、漏洩時の処置方法、表示、廃棄の記録 |
16 |
| 装置、機器の安全等 |
取り扱い作業のリスクアセスメント(液抜き、開放、溶接、塗装、サンドブラスト、保温、化学洗浄、触媒の取り扱いなど) |
17 |
| |
|
|
参照. 中央労働災害防止協会編集.化学物質の取扱に当ってのリスクアセスメント.特定化学物質・四アルキル鉛等作業主任者テキスト.第6版.中央労働災害防止協会.東京.平成26年.26-7頁.
日常管理: 作業主任者に求められる具体的な指導監督:安全衛生委員会における具体的な提案として、
1.特化物(有害物質)を含む原材料等は当日の作業に必要な量だけ作業所に持ち込む。
2.特化物の入った容器はその都度蓋を閉める。引火性の火災防止としても重要。
3.特化物の入っていた空容器は密閉して所定の集積場所に置く。
4.粉末状の特化物の取り扱い時には、発塵させない。
5.液体の特化物はこぼさない。万一こぼれた時の処置に関しては、あらかじめ手順を定め、訓練しておく。
6.予期しない化学反応による危険を防止する為、作業手順を定め、教育し、守らせる。
7.作業量、作業速度、温度、圧力を必要以上に上げない。特に、温度と圧力の異常な上昇は反応の逸脱による爆発の危険を招くので注意を要する。
8.特化物の吸入を避ける為、発散源の風上で作業を行わせる。
9.作業時、発散源に顔を接近させて、特化物の粉じん、ガス、蒸気を吸入しないような作業姿勢を確保する。
10.換気装置、局所排気装置は、作業開始前にスイッチを入れ、また、作業終了後もしばらくの間運転を継続する。
11.特化物を手で直接取り扱う作業の場合、その物質にあった化学防護手袋(保護手袋)を使用させる。
12.呼吸用保護具を使用する場合、作業開始前にフィットネス(密着性)テストをして漏れ込みがないことを確認する。
参照. 中央労働災害防止協会編集.第2章作業主任者として求められる役割.特定化学物質・四アルキル鉛等作業主任者テキスト.第6版.中央労働災害防止協会.東京.平成26年.16-7頁.
(Ⅲ)健康障害:
健康障害:
曝露: 生物学的曝露モニタリング、
早期影響: 特定臨床検査指標、生物学的影響モニタリング、
中毒: 臨床指標、罹患率、死亡率
一般毒性:
急性毒性、慢性毒性
特殊毒性:
遺伝毒性、変異原性、
発癌性、
免疫毒性、感作性、生殖・発生毒性、催奇形性、
用量ー影響関係、量ー影響関係:指数曲線、
個人レベルの影響、臨界影響:健康障害閾値、
用量ー反応関係、量ー反応関係:S状曲線、
集団レベルの影響、
無毒性量 NOAEL, no observed adverse level,
最小毒性量 LOAEL, lowest observed advere effect level、
ベンチマーク用量 BMD, benchimark dose(用量ー反応関係曲線から推定される影響最小用量:上側信頼限界値)
耐容一日摂取量 TDI tolerable daily intake=NOAEL/UF,
不確実係数 UF: 安全率で、種の違いに対して動物実験/人=x10、感受性の個人差に対して人/人=x10、
| 不確実係数 |
| ・種差 |
10(動物試験データに基づく場合) |
|
1(ヒトのデータに基づく場合) |
| ・個人差 |
10 |
| ・LOAEL(最小毒性量) |
10(LOAEL(最小毒性量)からNOAEL(無毒性量)に換算している場合) |
|
1(NOAEL(無毒性量)使用時) |
| ・試験期間 |
10(1か月の試験期間) |
| (短期間の試験データを使用したときを考慮) |
5(3か月の試験期間) |
|
2(6か月の試験期間) |
|
1(6か月以上の試験期間) |
| ・修正係数 |
以下のように、試験及び試験データの信頼性により評価者の判断で追加する係数。追加が無ければ1を設定します。 |
|
暴露経路の違い |
|
信頼性(GLPの要件を満たしているか) |
|
閾値ある場合:
例. ホルマリン NOAEL=2ppm、
種差のあるマウス実験、暴露時間1月、6時間/日の発癌重大性において、
評価レベル=2ppm x (6/8) x (1/x10x10) = 0.015ppm、
参照:
(1) 中災防ホームページ:MSDS, GHS, 安衛法化学物質、危険有害性、変異原性、がん原性、災害事例集、
(2) 日本化学工業協会データベース・用語集、日本試薬協会MSDS検索、石油化学工業協会MSDSデータシート、危険有害性、変異原性、がん原性、国際表示マーク、日本バイオアッセイ研究センター、労働衛生調査分析センター、化学物質情報、有害性用語集、
(3) GHS、(Globally Harmonized System), リスクアセスメント、
(4) HMIS:Hazardous Materials Identification System (HMIS, USA): Health + Fire hazard
+ Reactivity + Personal protection.
(5) CAS, Chemical Abstracts Service:化学薬品リストデータベース、米国化学会、
(6)労働安全衛生法施行令の一部を改正する政令等の公布について(化学物質等に係る表示及び文書交付制度の改善)(厚生労働省発表、平成18年10月20日)、
(7)労働安全衛生法等の一部を改正する法律等の施行について(化学物質等に係る表示及び文書交付制度の改善関係)(基発第1020003号、平成18年10月20日)、
(8)労働安全衛生法等の一部を改正する法律等の施行等(化学物質等に係る表示及び文書交付制度の改善関係)に係る留意事項について(基安化発第1020001号、平成18年10月20日)。
(9)職場で使えるMSDSシート、2008、
10.化学物質のリスクアセスメント義務化:1.爆発・火災、2.健康障害、
厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
20.化学物質関連リンク、
21.化学物質対策(厚労省)、
22.化学物質等による眼・皮膚障害防止対策の徹底について、健康障害(厚労省)、
23.化学工業における元方事業者・関係請負人の安全衛生管理マニュアル(厚労省)
30.MSDS一覧表・災害事例(中災防安全衛生情報センター)、
、、
|
|
化学物質、特化物、
ホルムアルデヒド、
グルタルアルデヒドによる労働者の健康障害防止について、
ホルマリン障害 |
特化物3類→特化物2類(2008年3月):作業環境測定義務。
有害作業場: 管理濃度、抑制濃度:0.1ppm (2009)
シックハウス室内濃度指針値 0.08ppm (1997)
参照:
1.2002年、平成14年: 職域における屋内空気中のホルムアルデヒド濃度低減のためのガイドライン(基発第0315002号、平成14年3月15日)0.08ppm以下とすること。
2.2005年、平成17年: 医療機関におけるグルタルアルデヒドによる労働者の健康障害防止について(基発第0224007号、平成17年2月24日):空気中のグルタルアルデヒドの濃度が0.05ppmを超える場合には、有効な呼吸用保護具、保護眼鏡等を使用させることにより労働者のばく露防止を図るとともに、0.05ppmを超えないようにする。
3.ホルムアルデヒド:「ホルムアルデヒド、1,3-ブタジエン及び硫酸ジエチルに係る健康障害防止対策について」特定化学物質傷害予防規則改正:特化則第2類へ、管理濃度0.1ppm、2007年12月28日公布、2008年3月1日施行、管理濃度、
5.病理検査室用:病理学会、産業医大、局排(益田クリーンテック)、プッシュプル型局所排気装置(日本医科器械製作所)、
|
|
ニッケル、砒素、燻蒸作業のホルムアルデヒド(特定化学物質障害予防規則等の改正) |
ニッケル化合物・砒素及びその化合物に係る規制の導入、燻蒸作業に係る措置へのホルムアルデヒドの追加等(平成20年11月の特定化学物質障害予防規則等の改正)
|
|
ナノマテリアル |
ナノマテリアル表:用途、有害性、
石綿の構造に類似した100nmスパゲッティ構造、中皮腫発症、
密閉、局排、防塵マスク粒子捕集効率99.9%・保護具・保護衣・高性能フィルター、ナノマテリアル曝露防止対策商品(ミドリ安全、シゲマツ)
参照:
ナノマテリアル製造・取扱い作業現場における当面のばく露防止のための予防的対応について(厚生労働省労働基準局長、基発第0207004号、平成20年2月7日)(改正、基発第0331013号、平成21年3月31日)、
、 |
| |
リフラクトリーセラミックファイバー、
健康障害、
|
リフラクトリーセラミックファイバー RCF, refractory ceramic fiber: アルミナ+シリカ、耐火断熱材、発癌性IARC 2B、
2015/11/01: 含有率1%超えは、特化則第2類、特別管理物質、
特化則38条の20、
作業環境測定、結果記録30年保存、
粉じんの付着しにくい作業衣または工業規格浮遊個体粉じん防護用密閉保護衣+電動ファン付き呼吸用保護具の防護係数(=100/(漏れ%+透過%)100≦、
特殊健診結果 30年保管、
注意: 発塵危険性の高いRCF貼り付け窯、炉に係る作業、粉じん作業等、
|
| |
ナフタレイン |
ナフタレイン:
健康障害: 発癌性 IARC 2B,
2015/11/01: 特化則第2類、
特殊健診、医師が必要と認める場合二次検診で尿中1-、2-ナフトール、尿中ヘモグロビン測定、、
|
|
特定化学物質障害予防規則(特化則・四アルキル鉛則'14)、特定化学物質(特化物)、
特化物:分類(2015)、
3管理、
四アルキル鉛則(2014)、
|
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
特定化学物質等障害予防規則(旧特化則):1972年(昭和47年)制定、特化物+粉じん石綿が対象、その為、特化則等作業主任者は特化物だけでなく石綿主任者資格を有する、
特定化学物質障害予防規則(現在の特化則、表 2014)(特化物2015/03)、2005年(平成17年)石綿則が分離独立し、これ以降の特化則作業主任者資格は石綿主任者資格は無い。よって、現行の特化則作業主任者は改めて石綿作業主任者資格をとらなければ石綿管理をできない。
改正石綿則:2020年(令和2年)、解体前の石綿含有事前調査が義務化された。
区分(2014):
特定化学物質、特化物:
第1類物質: 製造禁止・許可、
第2類物質: 慢性/発癌、
特定第2類:、漏洩、
特定第2類等: 密閉式、
特別有機: 12種、
クロロホルム等: 有機溶剤10種、
エチルベンゼン
1,2-ジクロロプロパン:
特別有機等: 特別有機1%<、または、特定有機混合物等(特別有機≦1%及び有機合計5%<)、
オーラミン等:色素製造工程で発癌性
管理第2類物質: その他=第2類-(特定、特別、オーラミン)
第3類物質: 漏洩・急性、
第3類物質等:第3類+特定第2類: 漏洩、
特別管理物質: 第1類+第2類で発癌、
特化物:分類、
特化則2014、特化則
「特化物の分類(第1類、第2類、第3類の基準とその特徴)」と「事業所の頻度%」
区分(2014):
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2014年施行:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特別有機溶剤・特別有機溶剤等の分類表、(2014/11/01施行)、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
症状・発癌、3管理・リスクアセスメント・チェックリスト(2014)、
特化則改定(2013/10/01施行適用):
インジウム(液晶)、コバルト、エチルベンゼン(塗装)、エチレンオキサイド(殺菌)、酸化プロピレン(化成品原料)、1,2-ジクロロプロパン(洗浄剤、洗浄・払拭作業)、
特化則:2014/11/01改定(2015/11/01施行)(厚労省:化学物質対策について、平成24年10月の特定化学物質障害予防規則等の改正):特化則
ジメチル-2,2-ジクロロビニルホスフェート(dimethyldichlorovinyl phospate, DDVP、有機リン系殺虫剤、ジクロルボス)、
有機則クロロホルムほか9物質の特化則への編入(クロロホルム、四塩化炭素、1,4-ジオキサン、1,2-ジクロロエンタン、ジクロロメタン、スチレン、1,2,2,2-テトラクロロエタン、テトラクロロエシレン、トリクロロエチレン、メチルイソブチルケトン)(説明・教育用資料)、 特別有機溶剤・特別有機溶剤等の分類表、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、
特化物第2類分類(2014/11/28)において、発癌性のある有機溶剤に関して、有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、
特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤(12物質、2017現在):
|
分類 |
化学物質 |
| 特別有機溶剤 |
第1種有機溶剤より引っ越し |
クロロホルム |
| |
|
四塩化炭素 |
| |
|
1,2-ジクロロエタン |
| |
|
1,1,2,2-テトラクロロエタン |
| |
|
トリクロロエチレン |
| |
第2種有機溶剤より引っ越し |
エチルベンゼン |
| |
|
1,2-ジクロロプロパン |
|
|
1,4-ジオキサン |
|
|
ジクロロメタン(二塩化メチレン) |
|
|
スチレン |
|
|
テトラクロロエチレン |
|
|
メチルイソブチルケトン |
|
特別有機溶剤等:
A: 1%<特別有機溶剤 + 有機溶剤、A1: 合計有機溶剤≦5%、A2: 合計有機溶剤5%<、⇒特化則対応、
B: 特別有機溶剤≦1% + 有機溶剤、5%<合計有機溶剤 ⇒有機則対応
特別有機溶剤の取扱い: 総論として特別有機溶剤≦(特化則適用)1%は有機則準用、ただし、1%<特別有機溶剤に関しては特化則の縛り。引っ越し、%、有機則準用、特化則準用、
参照:
特化物2015/03、
特別有機溶剤・特別有機溶剤等の分類表、
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2014年施行:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特別有機溶剤・特別有機溶剤等の分類表、(2014/11/01施行)、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
、 |
| 1288 |
有機溶剤中毒予防規則(有機則'14)、
3管理、
特別有機溶剤を含めた有機溶剤分類、一覧表、2018、
有機溶剤、一覧表、2018/09/30,
特別有機溶剤、一覧表、2018/09/30,
、 |
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
有機溶剤(2015):
1.2015年以降の有機溶剤=2014年以前有機溶剤-2015年発癌性特別有機溶剤等の特化物への編入、
2.特化物に編入された特別有機溶剤は、特別有機溶剤規制適応時には特化則が適応され、特別有機溶剤等規制適応時には有機則が適応される。両要件を満たす場合は有機則と特化則の両規則の規制を受ける、
3.特別有機溶剤:1%<単一特別有機溶剤、特別有機溶剤等:5%<Σ(特別有機溶剤+一般有機溶剤)。
有機則(2015):分類、症状、3管理・チェックリスト、パンフ(2014)、
特化則(2015):2014/11/01改定実施:有機溶剤クロロホルムを含む10物質の特化則への編入(説明・教育用資料)特化物2015/03、特化物第2類分類(2014/11/28)、特別有機溶剤・特別有機溶剤等の分類表、
参照:
特定化学物質障害予防規則(特化則、表 2014)(特化物2015/03)、特化物第2類分類(2014/11/28)、
有機溶剤中毒予防規則(有機則)、2015年改定:旧有機溶剤からクロロホルム他(赤丸印の特別有機溶剤)が特化則への引っ越しにより、結果的に、後に残った有機溶剤の新分類(表)と、引越し先の特化物の新分類、特別有機溶剤・特別有機溶剤等の分類表、
特別有機溶剤の取扱い:引っ越し、%、有機則準用、特化則準用、
|
分類 |
化学物質 |
| 特別有機溶剤 |
第1種有機溶剤より引っ越し |
クロロホルム |
|
|
1,4-ジオキサン |
|
|
ジクロロメタン |
|
|
1,1,2,2-テトラクロロエタン |
|
|
トリクロロエチレン |
|
|
四塩化炭素 |
|
|
1,2-ジクロロエタン |
|
|
スチレン |
|
|
テトラクロロエチレン |
|
|
メチルイソブチルケトン |
|
第2類特化物 |
1,2-ジクロロプロパン |
|
|
エチルベンゼン |
| 特別有機溶剤等 |
5%<(特別有機溶剤1%<+有機溶剤) |
|
特別有機溶剤・特別有機溶剤等の分類表、
有機則の適用除外(特例)基準(有機則2,3条):
屋内作業場でタンク外における単位時間当たりの消費量が下記量以下の許容消費量の場合(タンク内における1日当たりの消費量が下記量以下):
第1種有機溶剤≦10g/時(日)←作業場気積/15、
第2種 ≦60g/時(日)←作業場気積*2/5、
第3種 ≦225g/時(日)←作業場気積*3/2、
タンク外の作業における局所排気装置設置の除外:
有機則8条1項(臨時)、有機則9条1項(短時間<3時間)、
全体換気、保護具での対応が必要、
、 |
|
有害物質の管理対象と健康障害防止措置 |
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
|
管理対象 |
管理内容 |
管理目的 |
インデックス |
判断基準 |
| 作業環境管理 |
有害物使用量
有害物発散量
環境気中濃度 |
代替
使用形態・使用条件
生産工程の変更
設備装置の負荷低減
遠隔操作、自動化、施設密閉
局所排気
全体排気
建物構造改善 |
発散抑制
隔離
除去、希釈 |
環境気中濃度 |
管理濃度、
|
| 作業管理 |
呼吸域濃度(曝露濃度)
体内侵入量 |
作業位置、作業方法
作業姿勢の管理
時間制限
呼吸保護具の使用 |
曝露制限
体内侵入抑制
|
曝露濃度(曝露量) |
許容濃度(TLV) |
| 健康管理 |
生体反応
健康影響
|
配置転換
保健指導
休養、治療
、
健康管理手帳、
健康管理手帳b、c、
健康管理手帳制度、
健康管理手帳の交付対象業務と要件(2013/10)、神奈川労働局、
|
障害予防 |
生物学的モニタリング
健康診断結果
|
生物学的曝露指標(BEIs分布表)
正常値
|
|
|
有害物、特異的疾病 |
化学物質に関する法令一覧表: National nstitute of Techology and Evaluation, nite (独)製品評価技術基盤機構、
有害物別の特異的疾病(一覧表)
量ー影響関係、量ー反応関係、
|
| |
メッキ作業、
特化物作業、、 |
メッキ作業:光沢・耐腐食目的で金属被膜で密着被覆、
電気メッキ:クロムメッキ、銅メッキ、ニッケルメッキ、亜鉛メッキ、カドミウムメッキ、金銀メッキ、
真空蒸着法:アルミニウム蒸着、
溶解メッキ:亜鉛メッキ(トタン板)、錫メッキ(ブリキ板)、
作業工程:
前処理:脱脂(ジクロルメタン、1,1,1-トリクロルエタン)ー水洗ー酸洗い(硫酸、塩酸、硝酸)ー水洗ー中和(水酸化ナトリウム、水酸化カリウム)ー水洗、
メッキ:メッキ槽浸漬(シアン、ニッケル、クロム、亜鉛、カドミウム、金、銀)ー通電ー取り出しー水洗ー乾燥、
後処理:中和ークロメート処理(クロム、硫酸、硝酸、フッ化水素、ホウフッ化水素)ー変色防止ー乾燥、
仕上げ:バフ研磨(粉塵)、
労働衛生管理:
作業環境管理:作業環境測定:管理濃度、許容濃度、作業環境改善:局排装置、
作業管理:保護具:マスク、
健康管理:特殊健診、
、 |
|
塗装作業、
特化物作業 |
塗料:nite資料:
塗膜形成要素vehicle展色材、ビヒクル:固形分で塗膜を作る成分。
展色剤: 主要素で、油、松ヤニ、ゴム等天然樹脂と合成樹脂。これを加熱し、酸化又は反応させて、溶剤を加えてワニスとする(展色剤)し、更に、顔料を混入すれば、不透明塗料となり、顔料を含まないのもは透明塗料となる。
顔料:塗膜に色を与えたり、塗膜の補強効果を良くしたり、錆止め効果を上げるために各種の顔料を展色剤に混合。混在:有色塗料(エナメル)、非混在:透明塗料(ワニス、クリヤー)。
塗膜形成助要素:揮発分で塗膜には残らないが、塗膜を作るための手助けをする成分。
溶剤:原料樹脂を溶解して粘度を下げ、塗料を塗りやすい状態にするために用いる。塗装後乾燥して、塗装後塗膜には残らない。公害防止目的での溶剤を使わない塗料:ノンソルベント塗料、粉体塗料。
希釈剤(シンナー、薄め液):原料樹脂の溶解力は無く、単に希釈して粘度を下げる。
塗膜形成副要素(補助剤、添加剤):塗料保存の安定剤、塗膜形成の性能を高めるための可塑剤、乾燥剤、硬化促進剤、防腐剤、消泡剤、皮張り防止剤、流止剤等を展色剤に添加。
塗装方法:
刷毛塗り、スプレー塗装、静電気塗装、流し塗り(フロートコート)、浸漬塗り、ローラー塗り、粉体塗装、
有害化学物質:
有機溶剤:
顔料:鉛、クロム、亜鉛、
樹脂:ポリウレタン(アレルギー性喘息)、エポキシ(接触性皮膚炎)、ポリエステル(スチレン:神経障害、肝障害)、
タール含有塗料:接触性皮膚炎、肺癌、皮膚癌、
塗料剥離剤:薬傷。
|
|
石油製品製造業:
石油精製業(製油所)、
潤滑油・グリース製造業、
石油化学製品製造業、
石油製品販売業
石炭製品製造業:
コークス製造業、
舗装材料製造業、、
|
石油化学製品ができるまで、石油化学用語、、、
原油、
蒸留: 低沸点:LPG、ナフサ、ガソリン、ジェット燃料、灯油、軽油、重油、アスファルト:高沸点(硫黄、粘度大)、
ナフサ:石油化学製品、
、
法令:
製油所: 保安4法: 消防法、労働安全衛生法、高圧ガス保安法、石油コンビナート等災害防止法、
ガソリン販売業:有機則、
石油化学コンビナート: 災害防止対策協議会の運営、保安教育、
、
参照:
化学物質関連リンク、
化学物質対策(厚労省)、
化学物質等による眼・皮膚障害防止対策の徹底について、健康障害(厚労省)、
化学工業における元方事業者・関係請負人の安全衛生管理マニュアル(厚労省)
|
|
半導体製造工程、
半導体製造工程、
、 |
集積回路integrated circuit (IC)、large scale integration (LSI)、
製造工程:
1.マスク製造: 回路設計、パターン設計・図面化、フォトマスク作成・ガラス基板ネガ、
2.ウェハー製造: シリコン棒スライス・ウェハー製造、研磨、高温酸化膜作成、感光剤フォトレジスト塗布、
3.前工程(マスク・ウェハー重ね焼き:マスク合わせ、現像・エッチング、イオン注入、、メタライズ:アルミ配線、ウェハー検査)、
3.後工程(ダイシング:チップ切り離し、ダイボンド:リードフレーム中心に配置、ワイヤボンド:電極接続、モールド:封入、品質検査)、
安全衛生対策指針(基発第82号、昭和63年2月18日、1988)、
、、 |
| |
鉄鋼業 |
製鋼業:
製鉄(高炉:製銑(鉄鉱石、焼結鉱、コークス、石灰)ー高炉・銑鉄ー製鋼:転炉、スクラップ・電気炉ー連続鋳造ー圧延 ー製品)非高炉、合金)
製鋼、圧延、
鋼材製造、
表面処理鋼材製造
鉄素材製造、
労働衛生:
原料前処理(鉄鉱石+石灰=焼結鉱、石炭蒸し焼きコークス):排ガス、粉じん、
薄板:酸アルカリ、有機溶剤、切創、
メッキ:クロム、ニッケル、
ライン一般:重量物、不良姿勢、振動工具、感電、切創、転倒・転落、火傷、眼異物、熱射、騒音、一酸化炭素、紫外線/赤外線、勤務交代、メンタルヘルス、
検査:放射線、レーザー、
システム管理:VDT、長時間労働、
参照 鉄鋼生産設備の非定常作業における安全衛生対策のためのガイドラインの改正について(厚労省労働基準局長、基発0224第1号、2015/02/24)
|
| |
放射線障害、労災 |
急性、慢性
少量被爆: 確率的影響、 大量被爆: 確定的影響、
IRCP103勧告 (2007): 被曝状況に基づくアプローチ、
1.被曝の種類:
職業被曝、
医療被曝、
公衆被曝、
2.被曝の状況:
計画被曝: 被曝前に放射線防護を前もって計画できる状況、線量限度・線量拘束値、
緊急時被曝: 事故などの非常事態、参考レベル、
現存被曝: 非常事態からの回復、復興期を含めて、すでに被曝が存在する状況、参考レベル、
3.
防護の基本原則:
正当化の原則: 正しいbenefit、
防護の最適化の原則: ALARA, as low as reasonably achievable、合理的で達成できる限り低レベル、
線量限度の適用の原則
労災:
発癌: 消化器癌、
白血病: 5mSvx1年以上、
線量限度: 作業者、公衆、計画被曝、死亡確率、線量限度、
参照:
(NPO)神奈川労災職業病センター、
酒井一夫(東京医療保健大).ICRPの線量管理の考え方.
国立研究開発法人日本原子力研究開発機構JAEA.原子力百科事典atomica. ICRPによって提案されている放射線防護の基本的考え方。
、 |
|
暑熱職場の作業環境管理・作業管理、
環境省熱中症予防情報サイト、
厚労省パンフ・情報サイト一覧 (2014/05/27)
熱中症予防情報((財)日本気象協会)、
全国の熱中症予防情報、
職場における熱中症の予防について:
対策の徹底(厚労省 2013)、
本文・パンフレット(厚労省労働衛生課長、平成21年6月19日)、通達(厚労省労働基準局長、基発第0619001号、平成21年6月19日)、
職場における熱中症予防対策マニュアル(厚労省労働基準局安全衛生部労働衛生課物理班、2009)、
厚生労働省:熱中症の予防対策におけるWBGTの活用について(基安第0729001号、平成17年7月29日))、
熱中症とWBGT(環境省熱中症予防情報)、携帯型熱中症計・WBGT測定器は3万円程で入手可能(電子式WBGT指数計:JIS B 7922:2017)、
、
熱中症環境保健マニュアル(環境省)、
熱中症情報(厚労省)
、 |
生体恒常性(ホメオスタシス)による体温調節: 産熱(栄養素の酸化燃焼、分解)と放熱(輻射(放射)、伝導、蒸発(気化熱))による体温37℃の維持、
放熱: 発汗:気化熱58kcal/汗100mlで1℃低下させる効果、発汗滴を伴わない(不感蒸泄)気化熱:全放熱量の25%、
1.温度感覚:気温、気湿、気流、輻射熱は温度感覚を左右する温熱要素
2.これらを総合して一つの尺度で表わす温熱指数で評価
(1) 有効温度 (effective temperature, ET、感覚温度、(ヤグローの)実効温度):3要素(気温、湿度、気流)を組み合わせて気温の尺度で表現した室内環境の総合的評価:
気温t℃、気湿100‰、無風の場合を基礎とし,これと等しい温度感覚を与える状態をグラフに当てはめて,t°ETとしている。湿度が高く、気流が小さいほど、高くなる。
(1)’修正有効温度(corrected effective temperature, CET):4要素(ET+放射熱の影響):気温+放射熱→グローブ温度、湿球+放射熱→相当湿球温度(気温がグローブ温度になったと仮定した時の同じ水蒸気圧に対する湿球温度)。
(1)”新有効温度(new ET):6要素(CET+作業強度+着衣量)
(2)不快指数
一般の人に分かりやすいので広く用いられている。
不快指数=0.4×(乾球温度+湿球温度)+40.6、温度は摂氏温度(℃)
温度が高く、湿度が高いほど(すなわち、蒸し暑いほど)、指数は高くなる。
アメリカ人についてみると,不快指数70までは快適,75で半数の人が不快,80以上になると大部分の人が不快になるといわれる。ただし,日本人でこの指数はもう少し高めであるといわれている。
3.至適温度
至適温度は,作業や生活のための最も適当な環境温度を意味している。筋肉を使う作業では,上昇した体温を放散することが必要なので,15~20℃ぐらいの比較的低い温度がよく,事務的な作業では,20~25℃といったところがよい。
夏期に冷房した部屋に出入りすると,急に不快になったり,そこで長く仕事をすると,冷房病といわれる倦怠感,頭痛,感冒,胃腸障害,神経痛など,さまざまな症状があらわれる。
甲板,機関室,調理室などの高温環境を冷房することばむずかしく,休憩時間や自由時間を冷房室で過す。このときに温度差が小さくては涼しさを感じないし,大きすぎては生体への影響が心配される。
適度な冷房温度(至適温度)は,外気温によって冷房の程度を調整し,外気温が それほど高くないときには温度差を小さく,外気温が高いときには気温差がやや大きくなるようにする。酷暑期には26~27℃,湿度50~60%がよい。寒冷時の暖房では,20~23℃,湿度50~60%が適当である。
船室の暖房温度は,一般に比べて高い傾向があり,中には30℃をこえる例も稀ではない。南方海域から北上する場合には,高い暖房温度を好むのも理解できるが,外気温との差があまり大きくなると「かぜ」をひきやすくなるので,適度な調整が必要である。
4.高温作業:
(1)高温作業場
体温に近い高温環境では,人間は発汗などで体温を低下させる努力を要する。このような環境での作業を高温作業という。製鉄工場,鋳物工場,硝子工場などは,その代表的な職場といえる。
船においては,機関室や調理室の高温,熱帯での甲板上では40℃を超すし,汗が流れ落ちるほど出たり,汗が乾燥して肌が塩分で白くなることもしばしばある。このようなとき,熱中症(熱けいれん,熱虚脱、熱射病)になるおそれがある。
また日光や熱源からの輻射熱(黒球温度で表される)が強いときには,気温の割に高温と同様のことがある。
| 分類 |
機序、症状 |
対処法 |
| 熱射病(日射病) |
体温調節中枢機能障害
体温40℃≦(熱射病のみ)、発汗停止、意識障害、けいれん、呼吸困難 |
体温を下げる |
| 熱虚脱 |
皮膚血管拡張による放熱の為血液がうっ血し相対的に脳血流循環量が低下し、めまいや耳鳴り
体温上昇はない
心拍数増加 |
涼しい場所で、頭を低くする |
| 熱けいれん |
発汗による水分・塩分喪失し、水分のみの補給では塩分低下によるけいれんを誘発
体温上昇はない |
涼しい場所で、塩分補給 |
注意:旧分類:
| 分類 |
機序、症状 |
対処法 |
| 熱疲労 |
多量の発汗に対して、水分塩分の補給が追いつかず、脱水症状
体は冷たい
顔面蒼白、めまい、吐き気、頭痛 |
補液、冷却 |
| 熱失神 |
脳血流減少
体温正常
発汗、徐脈 |
(2)高温対策
①設備改善によって温度を下げる。
換気,通風,輻射熱の防御によって,できるだけ温度を下げる。日よけ・簡易テント、扇風機、冷風機、
冷房室で休憩できるようにする。
労働者個人については,ボイラー付近などでの作業では防熱衣や防熱性手袋等の保護具を使用することも考慮する。
熱中症グッズ: 頭頸部(クールネービー)、胸部(空調服、アイスハーネス、アシスベスト)、足(スカイウォーカー)、
②労働量を減らす、昼間高温の作業時間を避ける・ずらす。
労働時間を減少し,適正な休憩時間を入れて,労働負担の軽減に努める。
③不適性者に作業をさせない。
暑さに弱い者,循環器障害のある者,胃腸障害のある者,その他病気の回復期にある者など,高温環境での作業に適しない者を働かせないこと。
④水分,食塩,クエン酸の補給をする。
熱中症予防のためには,水分の補給,食塩の補給に特に注意する。またクエン酸の補給も効果がある。
⑤その他栄養のバランスに注意する。
特にビタミンB1の補給に気をつける。アルコール類はできるだけ節制し,睡眠をよくとって疲労を蓄積しないようにする。
大汗を搔きながら大工仕事をしていると、炎天下の土木作業者や交通誘導員には頭が下がります。温度測定、注意報発令、KY、作業手順、教育いずれも役に立ちません。アイスパック冷却は1万円の高価なものでなくとも、反射板付きネットベストやカミさんの使い古しの綿ブラジャーにポケットを付けて前後逆に代用可能です。休息に関して、休息間隔を短くして、できる限り、冷房の効いた横になれる設備を用意してもらうことです。いつも話すことですが、「高価な備品が無いのでできない、コストが掛かり過ぎるからできない」ではなくて、皆さんの首の上のモノを使って、完璧でなくても構わないから代用・次善の対応をすぐに実践することが大切です。首から上のモノはタダです、使えば使うほどボケ防止になります。最初から対策が無いというのは簡単ですが、「できない言い訳ではなくて、やろうとしないだけ」ではダメです。今やろうとしていることは、他でもない自分の命を守る為の行動なのです。
5.低温作業
(1)低温作業場
食品その他の冷凍貯蔵が普及するにつれて,低温環境での労働が多くなってきた。
船では,寒冷期における甲板上での作業,漁船における冷凍庫内の作業が主なものである。特殊な場合として,海中転落がある。
低温に暴露すると,手足の毛細血管が収縮して,血行が悪くなるので,動作がぎこちなくなり,能率が下ったり,動作を誤って労働災害の原因になったりする。また精神のはたらきも低下して,物忘れや判断のミスが生じやすい。局部的には,しもやけ,凍傷になることがあり,全身的には低体温症になることがある。
風が強いと体熱はどんどん奪われる。例えば,5メートル/秒では冷却効果は6.7℃に相当する。
| 分類 |
温度 |
症状 |
| 凍傷 |
≦0℃ |
体組織の凍結壊死 |
| 凍瘡 |
0℃≦ |
炎症、しもやけ |
| 冷房病 |
室温と外気温の大差7℃≦ |
風邪、頭痛、生理障害 |
(2)低温対策
①寒風に直接さらされない。
オーニング類で風を防ぐ。-7℃位でも,毎秒12メートルの風があると,露出した組織が急速に凍る危険がある。
②防寒保護具を使用する。
防寒帽子,防寒衣,防寒手袋,防寒靴など,低温による障害から防護するための必要な保護具や塗布剤を用いる。これらは作業性と防寒性能を加味して選択する。海中転落時の防寒にはイマージョンスーツがある。
③低温環境での労働時間を減らす。
低温での作業時間の間に適正な休憩時問を入れて,労働負担の軽減につとめる。
④熱量に富む栄養をとる。
蛋白質や脂肪は耐寒性を増す。ビタミン類を十分とる。特にビタミンCの補給に気をつける。
⑤人の適性を考慮した作業とする。
循環機能が低下している者,胃,腸,肝臓,腎臓等に障害のある者,かぜをひきやすい者,高年令者は,寒冷作業に不適である。
参考:
1.渡辺明彦.恩熱環境と労働負担.安全工学 28(6):413-22,1989. 要旨「現在,わが国の職場では,技術革新の高度な進展や産業構造の変遷などに伴い,熱中症などの重大な高温障害は非常に少なくなってきている。しかし,職場の労働条件のうち,高・低温環境の改善要望は依然として強い。本稿では,作業環境条件としての温度条件を人間の生体機能の立場から述べることとし,高温・高熱作業に伴う労働負担およびその対策についての知見を概観している。高温熱対策の第1は,職場,作業場所の温熱条件を適当な条件にすることである。ここで温熱条件とは温度,湿度,輻射熱,気流の総合された条件のことをいい,実際上はこれに代謝量や作用時間が関与する。温熱条件を適当にするということは,要するに作業場の気温,湿度を適当な範囲に保ち,熱輻射を遮断・抑制し,通気をよくする,ということになる。対策の第2は労働時間を制限することである。高温熱に暴露される時間が長いほど熱ストレスは高まる。労働時間の制限としては1連続時間の適正化,逆にいえば休憩時間の適正化や,残業時間の制限,要員の増加,夏季休暇の拡充などが挙げられよう。労働者の高温に対する馴化,訓練は重要な対策である。新規就労者には十分な高温馴化の時間を与えるべきである。」、
2.熱中症を予防しましょう(中災防):通達一覧、労災事例一覧、
3.産業衛生用熱中症指標計(暑熱環境計):商品(WBGT-113熱中症指標計、京都電子工業株式会社製造、ミドリ安全株式会社・中災防販売、WBGT 0~50℃、6万円系)電子式WBGT指数計:JIS B 7922:2017.
4.湿球黒球温度計(Wet Bulb Globe Temperature WBGT、デジタル型WBGT-113熱中症指標計):暑さが体に及ぼす負担を評価する為の国際的統一基準に使用、
5.作業強度とWBGT。運動とWBGT。
6.熱中症の予防について(基発第329号平成8年5月21日)、
7.熱中症の統計(厚生労働省)、
8.熱中症による死亡災害発生状況(平成17年度分)について(基安労発第0524001号、平成18年5月24日)、熱中症による死亡災害発生状況(平成18年分)について(基安労発第0510001号、平成19年5月10日)、19年度、
9.福山製鉄所資料(JFEスチール(株)安全衛生部高橋信雄様より提供)、
10.熱中症を防ごう、建災防ポスター、
11.熱中症:チェックリスト、
12.熱中症資料一覧、安全衛生情報センター、中災防、
13.澤田晋一(労安衛研)、わが国の職業性熱中症対策の最近の話題と課題、神奈川産業保健交流会、神奈川産業保健推進センター、2007.06.02.、
14.衛生委員会講話 熱中症予防と応急措置について(パワーポイント)。
15.中災防特別展、熱中症を防ごう、
20.熱中症対策用品、水冷キャップクールビットビルダーⅡ、福島産業、安全機器、ユニット株式会社、2010、熱中症予防用表示、業務用one day cool スプレー(株)染めQテクノロジイ、、
30.体感温度は気象庁発表気温+5℃(誰もが危険、熱中症の新常識、中災防)、
40.「熱中症を防ごう!」パンフレット、2011、
50.熱中症パンフ一覧、厚労省、
60.熱中症パンフレット(厚労省、2016)、
70.平成31年「stop!熱中症 クールワークキャンペーン」、厚労省、2019,
100. 建設現場における熱中症対策事例集、
200. 熱中症対策ベスト、モノタロウ、
|
| |
製紙工場 |
安全:
ローラー・ベルトコンベアー: 挟まれ、巻き込まれ防止の見える化、
衛生:
水質汚濁防止: 木材=木材繊維(製紙成分)+黒液(木材繊維を固めていたリグニン・樹脂成分を、亜硫酸ナトリウム、水酸化ナトリウム、アントラキノンによる煮溶かし(蒸解)た後の廃液で、排水による公害の防止として、現在ではサーマルサイクルによる熱エネルギー回収に利用される)、
大気汚染防止: 黒液燃焼時の、硫黄酸化物Sox、窒素酸化物Nox、煤塵の発生に対する、脱硫、脱硝装置、燃焼方法改善、
悪臭防止: 悪臭、黒液の漏洩防止、捕集、濃縮、燃焼装置対応、臭気測定、漏洩防止監視、
酸欠、硫化水素中毒防止: 古紙+硫酸+マグネシウム混在の古紙溶剤タンクの清掃、
参照:
日本製紙連合会、
日本製紙グループ、製紙業:安全衛生:日本製紙、パルプ・紙、紙加工品製造業等における労働災害防止対策等説明会(愛媛労働局、2014)、
三菱製紙グループ、北上ハイテクペーパー株式会社:安全に関する取り組み、
教育「作業手順書セミナー」、中災防早川光夫、
、
|
| |
|
|
| |
学校、
教育現場、
大学、
国立大学、
地方公共団体(公立大学法人)、
学校法人(私立大学)、
研究所機関、
実験設備、実験施設の安全衛生、
環境安全、
、 |
教職員の安衛法下での安全衛生責任:従来、国のみが損害賠償責任を一手に引き受け公務員である指導教官の責任は問われることはなかったが、国立大学において、2004年以降の独立法人化により、指導教官にも損害賠償を負うことになった。
安衛法不適合設備における実験事故の責任(京都第一法律事務所)、
法的: 学生と教職員の2重の管理:
| |
学校保健安全法(2009,旧学校保健法) |
労働安全衛生法(日本医事新報) |
| 目的 |
学校教育の為の生徒・職員の健康管理 |
快適職場の為の労働者(教員、職員)の健康管理 |
| 構成要因 |
校長、学校医・学校歯科医配置(+精神科医)、養護教員、保育主事、体育主任、安全主任、栄養教諭・学校栄養職員、学校薬剤師、学校保健技師、スクールカウンセラー) |
事業者・総括安全衛生管理者、産業医、保健師、安全管理者、衛生管理者、安全衛生推進者、作業環境測定士 |
| 内容 |
大学保健管理施設、
生徒向けの保健管理(学校環境衛生基準、健康管理、保健教育、感染症予防)が主 |
安全衛生委員会、
5管理(3管理(作業環境管理、作業管理、健康管理)、労働衛生教育、総括管理) |
| 注意 |
学生:学校教育法、学校保健法が適用。
学費納入と大学施設内での教育と研究の機会の提供の契約上、学生には遵守義務が、大学・指導教官には安全配慮義務が求められ、それぞれ、過失相殺と損害賠償義務が生じうる。安全衛生規程の「教職員」を「学生」に読み替えて規程を準用している大学もある。 |
国立大の安全衛生管理は人事院規則に基いていたが、2004年国立大学法人移行後、安衛法が適用 |
体制:
教職員50名以上:衛生委員会、産業医、衛生管理者、
教職員10名以上50名未満:衛生推進者、
問題点:
組織構造: 学生・教職員の無関心、教授・教室の孤立、事務職の無力等、既存の会社・工場におけるライン・スタッフの指導・協力・連絡が無い、
事務職: 過重労働、VDT、メンタルヘルス
教員、研究室構成員: 教員対応は特殊事情、時間外労働過労・ワークライフバランス、実験事故、低い安全衛生意識・自由尊重の気風による管理不能、ハラスメント(アカデミック、パワー)
理系: 有害物質、作業の標準化が困難(一人作業・非定常作業、作業者の勝手なやり方・ヒューマンエラー)、
感染症: 学校保健安全法での学校感染症対応(麻疹、インフルエンザ)、
感染症:病原体等の四種に区分け、適正管理、対テロ対応:国が所持を把握、厚労省、
感染症法:5類分類、感染症法に基づく医師の届出のお願い、厚労省、
対策:
トップの安全衛生管理表明、法令の理解・遵守、規程・組織、安全衛生委員会、巡視、文書整備、PDCA、リスクアセスメント、コミュニケーション、
教育:
講習会:大阪大講習会資料PP、
参照:
1.学校における労働安全衛生管理体制の整備のためにー教職員が教育活動に専念できる適切な職場に向けてー、パンフレット(文科省、2012/03)、改訂版2015年、.
2.市立学校職員安全衛生管理規程、2016.
3.国立大安全衛生管理規程、2015.
理系:安全のための手引、w-SDS(長岡技科大)、
文系:教育学部学生用安全衛生手引(愛媛大)、
4.私立大安全衛生管理規程、2010.
5.放射線障害規程一覧(参照.本表中の放射線障害規程のページを参照のこと)、
6.動物実験施設、
7.大学等環境安全協議会、
8.研究実験施設・環境安全教育研究会 Research for environment, health, and safety education,
REHSE、:特記、フード屋の魂、局所排気装置基礎知識マテリアルズが有益です。
9.実験施設の整備等における安全衛生対策の留意点について(文科省施設安全係、安全衛生に配慮した実験施設の整備等に関する検討会の報告書、2010)、
10. アイソトープ実験施設、弘前大、
20. 危険薬品管理、弘前大、
21. 化学物質取扱いマニュアル、熊本大、、、
30. 附属病院放射線障害予防規程、信州大、
、、
|
| |
労働者災害補償保険法(労災保険法)、
受診・請求
|
労働者の仕事中・通勤中の業務災害・通勤災害時の初診は、労災保険が原則です。
労災保険請求の為のガイドブック、厚労省労働基準局労災補償部補償課パンフレット。請求様式。Q&A(労災保険情報センター)。
。 |
|
労働者災害補償保険法(労災保険法)、労災補償、
労働災害補償、、
|
① 必要性: 仕事でケガをしたり、病気になるようなことがあれば、身体が資本の労働者は生活にも困ることになります。
② 労働基準法:
原則的補償:労働者がもし仕事でケガをしたり病気になった場合は、労災同様の次の補償を行うことを義務づけています:
療養補償:会社に、労働者の療養費を全額負担すること(労働基準法第75条)、
休業補償:働くことができなくて賃金がもらえないときには、その間の生活を保障するために平均賃金の60%を支払うこと(労働基準法第76条)、
障害補償:1340~50日分、
遺族補償:1000日分、
葬祭補償(葬祭費):60日分。
特例的補償:
打切補償:療養3年後の非完治例で、使用者の1200日分の打切補償により、災害補償義務からの免責(労基法19条、81条、労保法19条)。判例:専修大事件(頸肩腕症候群の軽症の大学事務員が業務上疾病の認定され休業し労災保険より療養補償給付を受けていたが、労基法75条要件(事業者からの補償)を受けていなかった労働者の休職期間満了後の労基法81条(打切補償支払いによる解雇)は有効(最高裁2015年6月8日、労判1118号18頁):労基法条文の文言上の疑義であるが、労働災害保険法19条の趣旨を考えると当たり前であろう。
支払い :原則:一時金(一括払い)、被補償者の同意を得た上で、1回/年x6年間の分割補償可能、
免責: 傷病原因が労働者の重大な過失の場合、休業補償・障害補償の義務は無い、
労災との調整:労災補償部分による労基法補償責任の一部免除。労基法補償部分による民事賠償責任の一部免除。療養3年目の非完治例で、打切補償以上の金銭的価値の有る労災の傷病補償年金を受ける場合に使用者の1200日分の打切補償済みとして解雇制限が解除される。
年金との調整:労基法による障害・遺族補償は、年金支給を6年間停止。
③ 労働者災害補償保険法: 日頃から会社が保険料を払い込んでおいて「災害が発生した時にはそれで補償を行う」という仕組みを定めた法律。適用範囲:原則として労働者を雇っている会社は全部、必ず加入しなければなりません。*ただし、農林水産業の一部は、当面、任意適用とされています。(労働災害補償保険法第3条) 「保障」と「補償」を確実なものとするために経営者に労災保険への加入を義務づけています。(労働者災害補償保険法第3条)
・ 補償義務:療養補償や休業補償は、労働者のケガや病気が、仕事のうえで起こったものに限られるわけですが、それが仕事のうえのものなのかどうか、その判断が困難な場合も多いようです。
・ 判断基準:それが会社の仕事をしているときに起こったもの(業務遂行性)であるかどうか、それが仕事が原因で発生したもの(業務起因性)かどうか
。
補足: 労働基準法は、仕事によって起こるものとして、職業病を予め特定して、それ以外のものでも仕事に起因することが明らかな病気は、仕事の上の病気として取扱うことにしています。(労働基準法第75条第2項)
このように、労働者が仕事のうえで災害を受けたときは、会社はその労働者に重大な過失がない限り(労働基準法第78条)、例え会社に過失がなくても補償の責任をおわなければなりません。
・ 労災保険料は、雇用保険料と併せた「労働保険」として納付します。
・ 労災保険は、使用者責任保険ですから全額を使用者が負担します。労働者負担はありません。*会社が、この労働者災害補償保険に加入していれば、労働者が仕事のうえで災害を受けたときは、保険の方から補償が行われるわけですが、保険が適用されると、会社は、労働基準法で定められた補償は行わなくてよいことになります。(労働基準法第84条第1項)
・ 事業主は、所轄労基署に「保険関係成立届」を提出して労働保険を成立(保険加入)させる義務があります。
・ 年度更新:
毎年4月1日から5月20日までの間に、所轄労基署に「概算・確定保険料申告書」を提出し、前年度の保険料を精算し、本年度の概算保険料を納付します。
・ 労災保険の給付
労災保険からは、業務上の災害及び疾病に対して以下の保険給付が行われます。
イ 療養補償給付
ロ 休業補償給付
ハ 障害補償給付
ニ 遺族補償給付
ホ 葬祭料
ヘ 傷病補償年金
ト 介護補償給付
なお、通勤災害に関しても、上記とほぼ同様の給付が行われます。
|
|
労働者災害補償保険法(労災保険法)適用事業の範囲
(労災保険法3条) |
個人単位でなく、事業所単位での適用。一般に法人は強制適用で、任意適用は従業員のいない一人親方と個人経営の農林水産業で5人未満の労働者でかつ危険・有害を伴わない場合に限定される。公務員は公務員災害補償法により保護されているので適用除外、ただし、現業の非常勤職員には適用。派遣は派遣元が労災補償・労基法規定(待機期間中の給料補償や解雇制限)の責任があり、派遣先は安全配慮義務(債務不履行)・不法行為責任に対する民事損害賠償請求の対象となる。出向は契約・労働実態により、移籍出向は出向先で適用。労災保険早分り。労災保険総論。
強制保険(労災には一人でも労働者を使用する会社は労災保険に加入する義務があります。)であるが、会社の故意・重過失により労災未加入という場合、労災に関しては事故発生後に加入するという特別の救済措置がある(これは、事故にあった者を救済する意味合いが強いものです):
臨時のアルバイトを1日でも雇用すれば法律上労災保険への加入義務が生じます。その事業所が労災保険未加入であることは、そこで働く従業員の責任ではありませんので、労災保険未加入事業所に勤務するアルバイト従業員でも労災(業務災害又は通勤災害)による傷病に対しては労災保険給付を請求することが出来ます。尚、この場合、労災保険への加入手続きを怠っていた事業主は、最大で二年前にさかのぼって保険関係が成立し、過去2年分の労働保険料を遡及納付し、保険料も本年度の概算保険料を含めて三年分徴収されることになります。更に支給された労災保険給付の費用の4割(悪質な場合は10割)を政府に納付しなければなりません。
ただし、仕事中や通勤中に発生した傷病が全て労災対象になる訳ではありません。労災認定される為には、仕事中に発生した傷病については「業務災害の労災認定基準」を、通勤途中に発生した傷病については「通勤災害の労災認定基準」を満たしていることが必要です。
「労災保険を使うと保険料が上がる」と考えて労災を認めたがらない事業主の方がたまにおられますが、そもそも“労災隠し”は犯罪(50万円以下の罰金、安衛法120条)ですし、一定の従業員数(業種によって20~100人)に満たない会社(事業所)は、何回労災保険を使っても保険料はアップしません。メリット制の複雑なメリット・デメリット適応要件を十分に理解することが要件です。2006年(平成18年度)の健保不正から推定された労災隠しは5万件でした(毎日新聞、2008年4月16日)。
|
|
労働者災害補償保険法(労災保険法)業務災害の認定
(労災保険法7条) |
業務災害=労働者の業務上の負傷、疾病、障害又は死亡(労災保険法7条)。
認定要件は「スキ」の両者を満足することが必要である:
「ス」(1)業務遂行性(事業主の支配下にある):
①作業中(準備、後始末、緊急業務を含む。作業の中断中:主には飲水や用便等の生理的行為のために作業を中断している間のことをいいますが、これらの行為は業務に付随した行為として考えられるため、仮に作業の中断中に負傷したとしても、通常は業務災害として判断されます。)、
②休憩時間、時間外事業場内(休憩時間中に起きた災害は、もともと業務に就いていないときの災害ということになりますから、業務遂行性がなく業務災害とはなりません。しかしながら、休憩時間中の災害が施設の欠陥等に起因して発生した場合や、作業との関連性の必要性から災害が生じた場合等は、例外的に業務災害と認定されることがあります:住み込み労働者の火災巻き込まれ、業務引継ぎ後通路より転落など)、
③出張中(出張中は往復路を含むその全部の過程において会社の管理下にあると判断される)、
④例外:通勤災害の特殊事例(通勤途中の災害は、業務遂行性がないため、本来は業務災害とはなりません(通勤災害となります)。しかし、通勤自体が業務に付随する行為とみなされる場合は、業務遂行性が認められ、業務災害と判断されることがあります。)、
「キ」(2)業務起因性(相当因果関係):
①有害因子、
②有害因子曝露、
③症状、病態、経過が医学的にその特徴を備えている。ただし、その災害が私的行為や天災事変等により引き起こされた場合には、業務起因性が否定され、業務災害とはなりません。
業務上の疾病分類は告示(労働基準法施行規則第35条関係別表第1の2、昭和22年厚生省令第23号)に規定されている:第1号(負傷)、第2号(物理的)、第3号(過度の作業態様)、第4号(化学物質)、第5号(粉じん)、第6号(病原体)、第7号(職業癌)、第8号(労働大臣指定)、第9号(その他:過労死、精神障害・自殺)。
|
|
身体障害等級表(等級一覧表)、
障害等級表(八文字社労士事務所)、
障害補償給付 |
労働基準法施行規則第40条、別表第2、
労働者災害補償保険法施行規則第14条、
1.障害等級別: 障害(補償)給付/ 障害特別年金、障害特別一時金/ 障害特別支給金、、、、
、 |
|
労働者災害補償保険法(労災保険法)遺族補償年金の受給者の範囲、若年支給停止
(労災保険法16条の2) |
「夫,父母,祖父母,兄弟姉妹」については,当分の間,労働者の死亡当時「55歳以上60歳未満」の若年支給停止者は,受給資格者として扱わなければなりません。ただし,これらの者は,若年支給停止の間は年金額に反映しません(年金額の計算の基礎となる遺族数にはカウントされません)し,仮にこれら以外の者がいない場合,受給権者となっても60歳までは年金の支給が停止されます。
|
|
労働者災害補償保険法(労災保険法)不服申立て、経路の相違
(労災保険法38条~41条) |
労働者が,行政庁の処分に対して不服をもった場合,いきなり裁判所に訴えると,時間もお金もかかります。そこで,いきなり裁判には持ち込めないような仕組みを取り入れています。つまり,保険給付に関する処分であれば,労働者災害補償保険審査官に対する審査請求⇒労働保険審査会に対する再審査請求⇒裁判所,不正受給者からの費用徴収であれば,厚生労働大臣に対する審査請求⇒裁判所,このように,裁判に持ち込む前に必ず,審査請求等の不服申立てをすることになっています。これを「訴願前置主義」といいます。これに対して,特別加入は,事業主等が行う不服申立てです。しかも,大量に発生するような処分ではありません。そこで,お金にも時間にもゆとりがあるような人であれば,「厚生労働大臣に審査請求しないで,いきなり,裁判に持ち込んでもいいですよ」,ということにしています。
|
|
労働者災害補償保険法(労災保険法)業務災害・通勤災害の保険給付の種類認定 |
労災保険給付の概要 (1, 2, 3)
手続き:労災、年金、補償(慰謝料、逸失利益)
注意1.通勤災害の場合は、事業主の災害補償責任が問われない為、保険給付の名称から「補償」という言葉を削除して使用すること。
注意2.労災保険給付額の調整:各種年金給付額(調整)、第三者行為災害または事業主の有責行為による民事損害賠償(第三者行為と有責事業主行為、交通事故、)、
注意3.補償を受けるべき労働者、遺族、又は、葬祭を行うものに対し、その請求に基づいて行う(労災保険法12条)。但し、事故の為保険給付を受けるべき者が自ら保険給付の請求が不能な場合は、事業主は請求の手続きに協力しなければならない(則23条)。
|
|
労働者災害補償保険法(労災保険法)通勤災害の認定
(労災保険法7条) |
通勤は業務外であるが、就業する為には通勤が不可欠である為、通常の勤務日時に、(最低1月程反復継続する)住宅と就業場所の間を逸脱・中断せずに、合理的な経路及び方法で往復する時、通勤途上の災害を業務災害に準じて保護すべく労災保険の保護対象に加えた。
労災保険法第7条において、通勤災害とは労働者の通勤による負傷・疾病・障害・死亡をいうと定義されている。ここでいう通勤とは、労働者が就業に関して「住居と就業場所との間」*を、合理的な経路と方法により往復することをいう。
*通勤災害の適用拡大(2006.4.1.)
|
| 1382 |
6次産業 |
第一次産業である農林水産業が、農林水産物の生産だけにとどまらず、それを原材料とした加工食品の製造・販売や観光農園のような地域資源を生かしたサービスなど、第二次産業や第三次産業にまで踏み込むこと。今村奈良臣・東京大学名誉教授が提唱した。当初は1、2、3を足し算して6としていたが、一次産業がゼロになったら結局ゼロにしかならないという意味で掛け算に改めたという。
2010年には六次産業化法(正式名称は「地域資源を活用した農林漁業者等による新事業の創出等及び地域の農林水産物の利用促進に関する法律」)が成立。六次産業化が、一次産業の振興や地域活性化を図る方策として進められている。私見として一次産業への助成金行政の存続、既存の中小食品製造業の圧迫、食の安全性の不安定化を否定出来ない。さんちゃん否にいちゃん・いっちゃん産業の苦肉の延命策ではなく、芯のぶれない黒船TPPに負けない更なる7次産業化が望まれる。
閑話:「一年の計は殻(こく)を植えるに如(し)くはなし、十年の計は樹を植えるに如くになし、一生の計は人を植えるに如くはなし。」
|
| 1383 |
農業、
農作業事故、
農作業の安全
youtube、 |
農業環境(2013):農業人口240万人、専業農家数30%、農業従事者平均年齢:66才(60才≦76%、65才≦36%)、
農業人口は260万人で、65歳以上が50%以上を占める(2003年度、参考に定年制のある二三次産業における65歳以上の就業者率は5%で、定年制の無い自営業でも15%である)。
農地改革以後、自作農化がすすむが、高度経済成長により他産業へ人口が流出し、6割が小規模経営の零細家族経営・労働集約的農業となった。従来のじいちゃん、ばあちゃん、かあちゃん、とうちゃんの4ちゃん農業であったが、とうちゃんが兼業従事者となり、専業従事者は3ちゃんとなった(3ちゃん農業)。
農家戸数145万戸、主業農家22%、準主業農家23%、副業的農家55%、
農家は、専業農家:兼業農家:自給農家=15%:70%:15%で構成され、更に、兼業農家は、第1種兼業農家(農外所得<農業所得)10%と第2種兼業農家(農外所得>農業所得)60%に区別される。
労働基準法・安衛法:1人でも他人の労働者を雇い入れて農業を営む場合は、個人家族経営98%であれ法人経営2%であれ、労働基準法の適用を受ける。ただし、農業は、その性質上天候等の自然条件に左右されることを理由に、労働時間・休憩・休日に関する規程は、適用除外(年次有給休暇に関する規定は適用)。
リスク:
農業機械、転落、熱中症、稲藁焼却・火傷、農薬(殺虫剤:有機リン、カーバメート、ピレスロイド、除草剤:パラコート、グルホシネート)、
災害:
統計、統計2017(2019版)、
農作業による死亡事故(農機具、転落): 2017年度農作業中の死亡事故発生状況(農水省):事故総件数338、農業機械作業205(61%)、農業用施設作業14、その他119; 65才以上従事者284(84%)。
産業別災害率: 度数率(=死傷者数/100万労働時間): 農業4.31 (全産業1.63) (2016)。
農薬、熱中症、接触性皮膚炎、チェーンソー振動障害、腰痛、
労災保険:第二種特別加入者:特別加入制度(33~36条;第一種(中小事業主)、第二種(一人親方、特定作業従事者)、第三種(海外派遣者))、
参考:
農作業安全サイト(農研機構、農作業安全情報センター)、
農作業安全対策(農水省、農業機械化対策情報)、農作業安全の啓発資料: ここがポイント農作業事故防止、Youtube、
農業機械の操作マニュアル・動画、トラクター操作ペダル名称、井関トラクタ取扱い説明書、
以下は、通常の事業場での安全対策では当たり前と思われる、が、一人親方さんちゃん農業者への指導がなされていない:
動画で見る危険作業事例、農作業安全情報センター、e-ラーニング、農研機構、
機械作業中止はエンジン停止、駐停車は駐車サイドブレーキ、車両・台車への積み込み事故、
トラクター:片ブレーキ事故、ブレーキ連結装置による連結操作を忘れると youtube、「片ブレーキ防止装置」、
自脱型コンバイン(自脱=刈取+脱穀を同時に自動でやる):手こぎ部の巻き込まれ事故、手こぎ部に「緊急停止ボタン」を配置、軍手は巻き込まれ機械での使用は禁止されており背抜き手袋に替える、機械つまり除去はエンジン停止、走行時の路肩踏み外し・転落、
田植機:走行時の脱輪・転落、
耕運機:バック時転倒・押しつけ、固い土・石でダッシング・キックバック、車への積み降ろし事故、異物絡まりによる巻き込まれ、ぬかるみで足が抜けなくなる、
草刈り機:キックバック、
チェーンソー:キックバック、
動力噴霧器:背負い式は重いので後ろ向き作業での転倒、
脚立:落下、
野焼き:延焼、火傷、
危険場所:ポール標識、泥を落とし滑り難い靴、荷物を持って昇降は背負ったりして手を空ける、サイロなどの酸欠、
家畜:牛の興奮がおさまるのを待期、雄牛除角、ヘルメット、安全靴、後ろから近づいておどろかさない、
機械:畜舎内の糞尿搬出溝ベルトコンベアーbarn-cleaner, gutter-cleanerを清掃中に家族が知らずにスイッチを入れて動き始めたチェーンに手を挟まれ怪我した(作業中表示板、スイッチ被い)、
熱中症:睡眠・休息、高温時間帯の作業を避ける、日よけ、水分補給、熱中症予防グッズ、単独作業を避ける、節酒、
労災:特別加入(農水省)、
農薬:事故、被害(農水省)、
農業生産工程管理(good agricultural practice, GAP):食品安全、環境保全、労働安全、技術、情報、生産工程管理、記録の保存(農水省)、
農の労務管理ガイド(徳島県農業会議)、
労働安全衛生法(全国担い手育成総合支援協議会)、
農作業における安全の確保、
労働衛生からみた農業従事者の健康と安全、
農作業安全に関するサイト集、参考文献リスト(2014)、
農作業の安全と健康管理、
農業生産工程管理(GAP)、
畜産:災害統計、
常識専門用語(農畜産業振興機構)、
|
|
|
|
| 1385 |
林業・木材製造業,
forestry,
現場:
先山、
山土場、
木材加工場
林災防、災害防止、ホームページ、
林業体験版ビデオ、
|
林業環境:
中山間地:耕地率が20%未満、森林率50%以上の地域。国土面積の7割、森林面積の8割を占める。
大陸と異なり、日本のような島国では山頂部に本土がある為、急峻な勾配地が林業対象となる。この特殊な地勢により、林道整備が困難で、機械化が不可能であり、集約化できずに零細化の為、一次産業の悲哀(高齢化、零細化、低機械化)衰退となっている。
林業経営:
管理組織、
生産性向上(林野庁)、梶山恵司(富士通総研);日吉町森林組合、
林業人口5万人、65才<22%、
労働災害:
林災防、労働安全衛生対策、ホームページ一覧:度数率、機械化(高知大林業工学、統計が20年前と古いが示唆に富む)、
災害:統計、労災原因一覧、
a.死傷災害:
高い頻度: 平成27年度千人率林業27、建設業4.6、全産業平均2.2:
起因:チェーンソーによる伐木50%、
事故の型:
1.切れ、こすれ:チェーンソー、刈払機、鉈ナタ、鎌、しかし、両足ガード防護ズボン・チャップスタイプ防護衣導入による改善傾向、チェーンソーによる伐木等特別教育改正2020/08/01施行:移行の為の大径木・小径木補講、並びに、木径区別がなくなり18時間教育に統一、
2.激突:伐木立木、
3.飛来・落下:伐木枝、高所作業、
b.死亡災害:
伐木、枝切作業70%、
事故の型:
1.激突:伐木、
2.墜落、転落:樹上梯子・安全帯高所作業伐木・枝切、山斜面、林業機械ごとの転落:作業道造成ドラグショベル転落、ファワーダ転落、
3.崩壊、倒壊:丸太はい積み、かかり木処理:極めて危険、小径木:掛かり木用木廻しベルト・キャリングストラップ、中径木:ローププーラー、軽量な滑車:ヒールブロック(heel block 跳ね滑車、複滑車=定滑車+動滑車、巻き上げ機hoist、ロープホイスト)2個+(スリング)ロープ+台車ロープ(2車滑車で2倍の牽引力、4者滑車で4倍の牽引力が得られる。蛇足ながら当然仕事量は同じなので、牽引ロープ長はそれぞれ2倍、4倍となる。)、200kgロープホイストΦ7mmx20mロープ付+ベルトスリング50mm幅2m2本他:路面確保が可能であれば最も安全な重機での牽引、また、即日対応不能時は山菜取り等対応にトラトラロープと掛かり木危険の表示または進入禁止テープで囲むことが義務、
4.飛来、落下:伐木腐れ枝、隣木の枝絡み、
教育:
特別教育(改正2014/12/01施行)、伐木径による2種類のチェーンソー特別教育の統一(2019/03; 改正、令和2年度における林業の安全対策の推進について、基安安発0319第1号、令和2年3月19日)
中高年齢者、
KYT・指差し呼称、
リスクアセスメント(林災防):林業、木材製造業、間伐作業チェーンソーの使い方 youtube、youtube、スイングヤード・架線集材、刈払機作業youtube:刈払機安全講習テキスト、
作業別安全作業(林災防):
非公式日田郡森林作業マニュアル、青木広行、平成9年、
指差呼称pointing and callingによる確認の重要性:
作業、林業支援講習(林業就業支援ナビ):葛城奈海の林業体験(刈払機、チェーンソー間伐、枝打ち)林業女子・伐採、伐採受け口、STIHLチェーンソー講習、
1.春: 地ごしらえ、植栽、
2.夏:下刈り、刈払機作業:刈払機取扱作業者に対する安全衛生教育(基発66,20000216)、足元確認、5m範囲周りに他の作業者無し確認、刃研ぎ、刈払機の正しい使い方:キックバックに注意、雑草の根元を残す手抜き刈り、使い方(日立工機)、
3.秋:除伐、枝打ち:動力枝打機、道具:鎌、鎌の研ぎ方、木登り・枝打ち、ぶり縄、昇降器・昇柱器、
木登り・高所作業では安全帯・腰ベルトでなく、フルハーネス型墜落制止用器具を使用、
4.冬:間伐、主伐、
1.伐採:立木を伐倒して、枝払いし、目的の木材長に伐(き)り(玉切り)、または、伐倒したそのまま(全幹集材)、
選木作業:伐木等作業の安全対策(厚労省、2017)(規制改定パンフレット 2019)、
伐採、伐木作業:伐倒前(伐倒予定木の上方確認、伐倒方向・避難路確保)、伐倒作業中(伐倒基本技術、ビデオ(注意:北欧方式) 受け口、受け口点検、伐倒方向、追い口位置)、伐倒作業後(上方確認)、
チェーンソー(STIHL)/メンテナンス、目立て、キックバックに注意、安全講習テキスト、アクション・グリーン間伐実践研修1.2010、安全トレーニング1,2、チェーンソーを用いて行う伐木等業務業務業務従事者安全衛生教育、安全作業、使い方(日立工機)、防護帽、防護メガネ、耳栓、(足)保護衣、安全靴、
かかり木:処理、被害木の処理、スローパウチ、
先山での造材作業:枝払い安定確認、玉切り転倒防止、
プロセッサ(枝払い、玉切り機械)作業:運転者による危険区域周りに作業者無し確認、作業者の危険区域から退避、
参考
1. チェーンソーによる伐木等作業の安全に関するガイドライン、厚労省、2015/12/07, 2015/12/24, 2018/03/19,
2. 伐木作業の安全対策の規制が変わります!伐木作業等を行うすべての業種が対象、厚労省、2019/08/01施行、パンフレット 2019/5、
3. 林業の作業現場における緊急連絡体制の整備等のためのガイドラインの策定について、労働省労働基準局長、基発第61号の3、平成6年7月18日、
2.伐出、
3.木寄せ作業、
4.集材:
人力集材、
畜力集材、
滑路集材(プラスチックなど人工滑路(シュラ))、
モノレール集材、
架線集材(架線の分類):機械集材装置による集材作業:自走式搬器+架線集材機、材引き出し荷掛け者退避確認、荷外し者着地確認、、
車両集材、農機集材(農用トラクタ、耕うん機、雪上車)、
トラクタ集材、
林内作業車による集材作業:トラクタ等ワイヤロープ引き寄せ荷掛け者退避確認、ウインチwinch引き寄せ運転者引き寄せ方向確認、グラップルによる荷役、運材車、
ヘリコプター集材、
ストックヤード:はい積み(巻き立て作業)、
7.運材作業、
素材市場、自動選別機(コンピュータ管理下の自動的材木の選別管理)、はい積み(巻き立て作業)、
8.製材機、乾燥機、防腐、プレカット、はい積み(巻き立て作業)、
9.製品市場、はい積み(巻き立て作業)、
車両系木材伐出機械、林業機械一覧:
伐木等機械:
ハーベスタ:立木伐倒、枝払い、玉切り、玉切り材の集積を一括して行う自走式機械、
プロセッサ:林道・土場で、集材の枝払い、測尺、玉切りを一括して行う自走式機械、
木材グラッブル機:伐材を把持し、はい積み、
走行集材機械:
フォワーダ:玉切り単幹材をグラップルクレーンで荷台に積んで運搬する自走式機械、キャタピラー型クレーントラック、
スキッダ:丸太の一端を吊り上げて土場まで地引集材する自走式機械、トラクター、
架線集材機械:
タワーヤード:人工支柱装備自走式機械、集材木の吊り上げと地引集材、
スイングヤード:建機に集材用ウインチを搭載して、アームをタワーとして、吊り上げ・地引集材、
林業機械(林業機械化協会)、林業用建機(コベルコ、IHI)、ケンキッキ(コマツ) 、木材伐木機械(改正安衛規則2014/06/01施行)、 保守点検作業、林業機械:森林で働く機械たち、宮城県、
林業機械:一覧、イワフジ工業作業システム、高性能林業機械(林野庁)、車両系林業機械保有台数推移、従来型・高性能林業機械、基盤整備と林業機械(千葉県)、
虫除け、虫刺され、小さな傷:
ハッカ油スプレー(湯冷まし90ml+薬局市販100%アルコール10ml+ハッカ油2ml;ポリスチレン以外の100円ショップ購入ポリエチレン・ポリプロピレン・ガラス製のスプレー瓶に詰めて1週間有効)、
ハッカ油軟膏(薬局市販白色ワセリン500g缶10g+ハッカ油6滴、100円ショップフタ付き容器)、
蜂さされ:
エピペン(ファイザー製薬、広島県医師会、てらだファミリークリニック)、ポイズンリムーバー、
振動障害、防振手袋、振動障害の予防のために(厚労省、パンフ)、
森林で働く人たちの安全で快適な職場づくり(林野庁)、(林災防)、快適職場づくり、
製材までの作業工程
木材加工用機械、
森林・林業用語辞典(全林協)、用語集、木材・丸太の寸法・計算式:
先山さきやま:山林で集材の木寄せ・玉掛けの作業員または作業班、(参照:鉱業:先山=切羽の採掘者、後山あとやま=運搬者)、
(山)土場:(山林の)木材の集積場、山土場:山から集材した材を運材の容易な場所(林道沿いや林道の終点)に設置する土場、中間土場:目的地までの運材距離が長い場合に設ける土場、最終土場:運材の終点となる土場、完備した大規模な施設を有し、長期にわたって貯木する土場を貯木場ともいう。
文献:
林業の安全対策の推進:厚労省、基安安発0331第3号、令和4年3月31日、
、、 |
|
蜂刺され、スズメバチ、ハチ、労災 |
治療、蜂刺されの予防と治療(紹介、林災防)、スズメバチ対策、
刺すのはメスだけ、オスはテリトリ境界でホバリングする、
蛇足:働き蜂は雌なんだよ!役立たずの雄蜂の運命は?
蜂さされ:エピペン(ファイザー製薬、広島県医師会、てらだファミリークリニック)、ポイズンリムーバー、
|
|
まむし咬傷、マムシ、労災 |
参照:
治療、事例、セファランチン有効の報告有り・現在エビデンス不明、重症例は抗血清、
重田匡利他.マムシ咬傷35例の検討.日農医誌 2007;56:61-7.
関節を外して、心臓よりを指1本開けて結紮、10分毎に緩める。
蜂さされ:エピペン(ファイザー製薬、広島県医師会、てらだファミリークリニック)、ポイズンリムーバー、
|
|
|
|
| 1397 |
水産、漁業、
水産庁、
大日本水産会、
リンク集、 |
水産環境: 資源管理、栽培漁業、流通・加工、遠洋・沖合漁業、養殖・沿岸漁業、漁協、
水産人口18万人、65才<:36%、
災害(水産庁):安全な漁業労働環境の確保:統計、海難事故・海中転落者、
漁船の安全操業に関する情報、
操船: 海技士資格(甲板、機関、通信)、
漁業:
水産庁補助事業「安全な漁業労働環境確保事業」、
漁業カイゼン講習会((一社)全国漁業就業者確保育成センター):、
船内の安全衛生マネジメント(国土交通省)、
漁業の労働環境のカイゼンや海難の未然防止などの知識を持った「安全推進員」を養成:安全推進員テキスト、テキスト、船の安全点検チェックリスト(2014年改定版)、ワークシート、
漁業と安全シンポジウム、漁船における安全対策の今、
ライフジャケット装着「いかの塩辛」、
漁業労働者の労働安全、(海洋人間学雑誌 特別号 1; 2013)
通信:漁業無線局の安全支援、
資源管理、栽培漁業、養殖漁業:持続可能な漁業、
水産加工:安心・安全への取り組み(全水加工連)、労働安全:転倒、挟まれ、巻き込まれ、切れ、こすれ:基安安発1221第1号平成24年12月21日、
品質衛生管理、
船員法、船員労働安全衛生規則、
新しい乗組員を迎えるために、安心して働ける職場づくりの4つのポイント:労働契約、就業規則、労働保険・社会保険、安全衛生教育、
|
|
|
|
|
健康診断と事後措置、
認定産業医研修会:健康診断と事後措置、
パンフレット、厚労省、20100401、
二次健康診断等給付(労災保険法26~28条)、請求手続き、、
、、、
|
二次健診等給付(労災保険法26条):
目的:業務上の事由による脳血管疾患・心臓疾患による過労死の増加防止の為に、平成13年より健康確保給付である二次健康診断等給付が実施された。
支給要件: フローチャート、
対象:下記1または2で、かつ、3,4を満たすこと:
1.一次健康診断の結果において、次のすべての検査項目について、「異常の所見」があると診断された方:
血圧検査(140/90≦)、
血中脂質検査(総コレステロール220mg/dl, HDL40mg/dl, LDL140mg/dl, TG 150mg/dl)、
血糖検査(空腹時120mg/dl)、
BMI(肥満度)の測定(BMI25, ウエスト男85cm, 女90cm)。
2.一次健康診断の担当医師により検査項目において異常なしの所見と診断された場合であっても、労働安全衛生法に基づき事業場に選任されている産業医等が、就業環境等を総合的に勘案し、異常の所見が認められると診断した場合には、産業医等の意見を優先して、異常の所見があるとみなされる。
3.脳・心臓疾患の症状・治療を有していないこと。
4.特別加入者でないこと(特別加入者の健康診断の受診は自主性に任されていることから、特別加入者は二次健康診断等給付の対象とならない。)。
手続き方法:
年1度、一次健診受診日から3月以内に、
(労働福祉事業または都道府県労働局長指定の)二次健診給付病院等に健診受診し、
現物給付(無料)として、受診時、二次健康診断等給付請求書(様式第16号の10の2)と一次健康診断の結果の写しを、健診給付病院等に提出し、健診給付病院等を経由して、所轄の都道府県労働局長に提出する。
脳血管および心臓の状態を把握するために必要な検査と特定保健指導を受ける:
①二次健診の検査項目:
空腹時血中脂質検査
空腹時血糖値検査
ヘモグロビンA1C(エーワンシー)検査(一次健康診断で受診している場合は、二次健康診断では支給されません。)
負荷心電図検査または胸部超音波検査(心エコー検査)のいずれか一方の検査
頸部超音波検査(頸部エコー検査)
微量アルブミン尿検査(一次健康診断の尿蛋白検査で、疑陽性(±)または弱陽性(+)の所見が診断された場合に限ります。)。
②特定保健指導:特定保健指導は、二次健康診断の結果に基づき、脳・心臓疾患の発症の予防を図るため、医師または保健師の面接により行われる保健指導で、二次健康診断の結果、脳・心臓疾患の症状を有している・要治療と診断された場合は実施されません。実施面接項目は、
栄養指導
運動指導
生活指導。
事後措置:類型別措置、
労働者は二次健診後3月以内にその結果を事業者へ提出する。事業者は2月以内に医師の意見を聴取し健康診断個人票に記載する。
参照:
1.荻原聡(松下産業情報機器健康管理室長):産業医活動マニュアル6.産業医による保健指導の実際.産業保健21 2004;38:20-3.
2.健康診断結果に基づき事業者が講ずべき措置に関する指針(岡山労働局)、
3.労働安全衛生法第66条の5第2項の規定に基づく健康診断結果に基づき事業者が講ずべき措置に関する指針、
4.特定健康診査・特定保健指導の円滑な実施に向けた手引き、
。
|
|
労働保険、
社会保険(一覧表、見易い!)、
|
社会保険への加入要件(一覧表)、
働く人のための労働保険・社会保険(東京都TOKYOはたらくネット)、
住友金属健康保険組合ホームページ、
松浦経営労務事務所:公的社会保険、船員保険、
社会保障、社会保険、条文・横断集、
|
|
社会保障制度の体系、
年金とは(橋本將詞社会保険労務士事務所、興信所(株)トップサービス浮気発見・離婚対策講座離婚と年金、総論、)、 |
| 部門 |
制度 |
制度 |
被保険者 |
保険料率 |
負担 |
保険者 |
国庫負担補助 |
| 社会保険 |
生活苦(疾病、負傷、分娩、老齢、死亡、失業、介護)を救済する。公的部門が一定基準で給付。保険料は労働者(国民)と使用者と国が負担。 |
医療 |
被用者保険 |
健康保険 |
政管 |
中小企業被用者 |
給与の8~9%、労使折半 |
1割(70歳以上)、
2割(70歳以上所得者)、
3割、
2割(3歳未満) |
国 |
13%、16.4%(老健拠出金) |
| 組合 |
大企業被用者 |
健康保険組合 |
定額補助 |
| 3条2項被保険者 |
日雇い |
国 |
13%、16.4%(老健拠出金) |
| 船員保険 |
船員 |
国 |
定額補助 |
| 共済組合 |
公務員、団体職員、私立学校教職員 |
組合 |
無し |
| 国民健康保険 |
|
農業 |
世帯ごとに応益割(定額)+応能割 |
市町村 |
50% |
|
自営業者 |
国保組合 |
|
| 退職者医療制度 |
被用者保険の退職者 |
市町村 |
32-52% |
| 老人保健 |
75歳以上、65歳以上寝たきり |
|
1割(所得者は2割) |
市町村長 |
各制度保険者62%+公費38%(国:県:市=4:1:1) |
| 年金 |
国民年金(基礎年金、一階部分) |
第1号被保険者 |
20歳以上の自営業、学生 |
|
13300円 |
|
|
| 第2号被保険者 |
被用者 |
|
0 |
|
|
| 第3号被保険者 |
被用者配偶者 |
|
0 |
|
|
| 被用者年金 |
厚生年金 |
|
第1・2種(一般民間被用者)、第3種(船員、抗内員)、第4種(任意継続被保険者) |
全額=報酬月額x保険料率、労使で折半 |
|
|
|
| 共済年金 |
|
公務員、JR職員、私立学校教職員 |
|
|
|
| その他 |
|
労働者災害補償保険 |
|
一般民間被用者 |
事業主全額負担 |
|
|
|
|
雇用保険 |
|
一般民間被用者 |
労使で折半 |
|
|
|
|
介護保険 |
第1号被保険者=65歳以上、 |
全国民40歳以上が保険料を払う被保険者で、要介護認定者へ介護サイ-ビス提供 |
全員で17%負担 |
|
|
50%(国:県:市=25:12.5:1.5) |
|
第2号被保険者=40~64歳) |
全体で33%負担 |
|
|
| 公的扶助 |
生活困窮者に最低限度の生活を国が保障。全額公費負担。 |
|
|
生活保護 |
|
生活困窮者 |
|
|
|
|
| 社会福祉 |
老人、障害者、児童、母子などの支援。全額公費負担。 |
|
|
老人福祉 |
|
老齢者 |
|
|
|
|
|
|
身体障害者福祉 |
|
身体障害者 |
|
|
|
|
|
|
精神薄弱者福祉 |
|
精神薄弱者 |
|
|
|
|
|
|
児童福祉 |
|
児童、母子世帯 |
|
|
|
|
|
|
母子福祉 |
|
|
児童手当 |
|
一般国民(所得制限) |
|
|
|
|
| 公衆衛生 |
公共的見地からの衛生管理 |
医療 |
|
結核予防 |
|
|
|
|
|
|
|
予防接種 |
|
|
|
|
|
|
|
伝染病予防 |
|
|
|
|
|
|
|
精神衛生 |
|
|
|
|
|
|
| 環境 |
|
上下水道 |
|
|
|
|
|
|
|
産廃物処理、清掃 |
|
|
|
|
|
|
高額医療費、
|
|
社会保障、社会保険、
被保険者、
|
健康保険の仕組み(住友)、
社会保険への加入要件(一覧表)、
|
|
社会保障、社会保険、支給の調整 |
| 法 |
給付 |
他の法 |
給付 |
条/項 |
| 労基 |
災害補償 |
労災 |
保険給付 |
84 |
| 労災 |
傷病補償年金、休業補償年金、障害補償年金、遺族補償年金 |
国年 |
障害基礎年金、遺族基礎年金 |
14/2、別表1 |
| 厚年 |
障害厚生年金、遺族厚生年金 |
| 障害補償年金 |
労基 |
解雇制限、打切補償 |
19 |
| 第3者行為による保険事故との調整(損害賠償請求権) |
労災 |
事業主からの損害賠償 |
12-4, 附則64 |
| 健保 |
|
57 |
| 国年 |
|
22 |
| 厚年 |
|
40 |
| 国保 |
|
64 |
| 老保 |
|
41 |
| 介保 |
|
21 |
| 雇保 |
傷病手当 |
健保 |
傷病手当金 |
37/8 |
| 労基 |
休業補償 |
| 労災 |
休業補償給付 |
| 国年 |
障害基礎年金 |
労基 |
障害補償 |
36/1 |
| 遺族基礎年金 |
遺族補償 |
41 |
| 寡婦年金 |
52 |
| 年金給付 |
その他 |
年金給付 |
20 |
| 厚年 |
障害厚生年金 |
労基 |
障害補償 |
54/1 |
| 遺族厚生年金 |
遺族補償 |
64/1 |
| 障害手当金 |
国年 |
年金たる給付 |
56 |
| 労基 |
障害補償 |
| 労災 |
障害補償給付 |
| 年金給付 |
その他 |
年金給付 |
38 |
| 健保 |
療養給付 |
労災 |
給付 |
55 |
| 介護保険 |
給付 |
| その他 |
国等の負担による給付 |
| 傷病手当金 |
厚年 |
障害厚生年金 |
108/2 |
| 障害手当金 |
108/3 |
| 国年 |
老令退職年金給付 |
108/4 |
| 厚年 |
| 資格喪失後の保険給付 |
船保 |
被保険者となったとき |
107 |
| 被保険者が資格喪失し日雇特例被保険者又はその被扶養者となった場合の継続療養(特別療養給付) |
労保 |
医療を受けられる |
98/2, 3, 4 |
| 船保 |
被保険者となった |
| 国保 |
被保険者となった |
| 介保 |
給付 |
| 日雇特別被保険者の療養給付 |
その他の医療保険 |
給付 |
128 |
| 傷病手当金、出産手当金 |
その他 |
報酬の調整 |
108 |
| 労保 |
医療、入院時食事療養費、特定医療費 |
労災 |
療養補償給付 |
34 |
| 介保 |
給付 |
34/2 |
| 介保 |
介護給付、予防給付 |
労災 |
療養補償給付 |
20 |
|
|
|
|
|
|
|
|
|
|
社会保障、社会保険、
時効、 |
退職手当:5年、他:2年(語呂合わせ「労基の時効は、退職後(5,2)」)
労災:2年(障害、遺族補償5年)、
不法行為原則3年(自然20年)、安全配慮義務違反10年、
。 |
|
休業補償:一部労働の休業補償給付、
労働者災害補償保険法第14条休業補償給付 |
労働基準法の休業手当の場合であれば,1日の一部について使用者責任により休業させた場合において,一部労働の賃金が平均賃金の100分の60以上である場合,その日については,休業手当を支払わなくても差し支えないとされていますが,労災保険法の休業補償給付の場合は,1日のうちの一部についてのみ休業する場合において,その一部労働の賃金が給付基礎日額の100分の60以上である場合であっても,給付基礎日額と一部労働の賃金との差額の100分の60について,休業補償給付が支給されることになります。
|
|
障害補償給付、加重障害、
労災保険法15条 |
(質問)既存障害と加重後の障害がともに労災保険の年金の場合,「2つの年金が支給される」の「2つ」の意味は、「ともに労災保険の年金の場合」であれば,既存障害も加重後の障害も同じ給付基礎日額なのではないか?また,なぜ「既存障害はそのまま支給され,加重後の障害については差額分が支給」されるのか?(解答)既存障害と加重後の障害は,それぞれ,事故が発生した日(「算定事由発生日」)が異なるわけですから給付基礎日額も異なります。給付基礎日額は,労働基準法の平均賃金がベースになっていますが,平均賃金は,算定事由発生日以前3カ月間の賃金を基礎として算定します。
例えば,平成15年4月10日に通勤災害で左手の手首を切断してしまった者(第5級:給付基礎日額の184日分)が,平成16年8月20日に,業務災害により同じ左手の肘から切断してしまった場合(第4級:給付基礎日額の213日分)は,手首の分は第5級の障害年金(通勤災害:給付基礎日額の184日分)が支給され肘から手首までの分として第4級の障害補償年金(業務災害:給付基礎日額の29日分)が支給されます。この場合,平成15年4月10日に負傷したときの平均賃金相当額は,障害者となる前であったため15,000円,平成16年8月20日に負傷したときは,障害者となって再就職した会社であったため賃金が安く,平均賃金相当額は8,000円であった。このような場合は,加重後の障害等級(第4級)に応じた障害補償年金をそのまま支給することとなると,8,000円×213日分=1,704,000円ですが,既存障害はそのまま支給し,加重後の障害については差額分を支給すると,既存障害として,第5級の障害年金を15,000円×184日分=2,760,000円支給し,さらに,加重分として第4級の障害補償年金を8,000円×(213日分-184日分)=232,000円が支給され,合計で2,992,000円が支給されることになります。既存障害と加重後の障害の給付基礎日額は同じではありません。併合繰上げの場合は,同一の事故によって2以上の障害が生じた場合ですから,給付基礎日額は同じとなります。併合繰上げと加重との違いを読み分けるようにしてください。
|
|
治癒とは、
傷病が治癒したとはどういう状態?
労災保険法 |
労災保険法において「治ゆした」とは、負傷においては、創面がゆ着し、症状が固定してそれ以上の医療効果が期待できなくなった場合をいい、疾病においては、急性症状が消退し、慢性症状は継続しているが、一般的にそれ以上治療を続けても医療効果が期待できなくなり、かつ、その症状が固定した状態になったときをいいます。
治ゆした場合には、療養(補償)給付は支給されず、その後は、残存障害の程度に応じて障害(補償)給付が支給されます。
なお、障害(補償)給付の対象となる障害は、労災保険法施行規則別表第1の「障害等級表」に掲げる程度の障害であることが必要です。
|
| |
雇用保険とは |
雇用保険:
失業給付: 失業等給付分類(法10条)
失業した時:
求職者給付:
一般被保険者:
基本手当
技能習得手当: 受講手当、通所手当
寄宿手当
傷病手当
高年齢被保険者:
高年齢求職者給付金
短期雇用:
特例一時金
日雇:
日雇労働求職者給付金
就職促進給付
受給資格者(一般被保険者の基本手当の受給資格者)
常用: 就業促進手当: 再就職手当、就業促進定着手当、
非常用: 就業手当
全員 就業促進手当: 常用就職支度手当
移転費、求職活動支援費
雇用継続困難:
雇用継続給付:
高年齢雇用継続給付: 高齢期の賃金低下: 高年齢雇用継続基本給付金、高年齢再就職給付金
育児休業給付: 育児休業による賃金喪失
介護休業給付: 介護休業による賃金喪失
教育訓練:
教育訓練給付:
教育訓練給付金: 一般教育、特定一般教育、専門実践教育
教育訓練支援給付金
雇用2事業:
雇用安定事業
能力開発事業
失業等給付=求職者給付+就職促進給付+教育訓練給付+雇用継続給付。
| 支給対象 |
休職者給付(失業) |
就職促進給付(失業) |
教育訓練給付(教育訓練を受けた場合) |
雇用継続給付(雇用の継続困難) |
| 一般被保険者=受給資格者 |
基本手当
技能習得手当
寄宿手当
傷病手当 |
就業促進手当
移転費
広域求職活動費 |
教育訓練給付金 |
高年齢雇用継続給付
育児休業給付
介護休業給付 |
| 高年齢継続被保険者=高年齢受給資格者 |
高年齢求職者給付金 |
無し |
一般被保険者喪失日より1年以内以内に基準日があれば、支給される |
高年齢雇用継続給付 |
| 短期雇用特例被保険者=特例受給資格者 |
特例一時金 |
就業促進手当
移転費
広域求職活動費
|
無し |
| 日雇労働被保険者=日雇受給資格者 |
日雇労働求職者給付金 |
|
|
|
雇用保険法、
保険者、
被保険者
|
1.保険者: 政府管掌、窓口:公共職業安定所、
2.被保険者:
注意: 2以上の事業主の適用事業に雇用される労働者は、主に賃金を受ける会社の被保険者とする。(雇用保険の目的が、失業者の所得保障なので、給与の多い会社の被保険者であることが合理的なので)、
被保険者の種類:
常用労働者: 65才未満: 一般被保険者、
65才以上: 高年齢被保険者、継続でなくてもよい、
季節労働者 短期雇用特例被保険者
日雇い 日雇労働被保険者
|
|
雇用保険法、
失業等給付、
受給の流れ
|
1.離職(事業主を経由して離職票の交付)→
2.受給資格の決定日(公共職業安定所に出頭、求職の申し込み、離職票提出,職業の紹介を求める)→
3.説明会(受給資格者証、失業認定申告書の交付)→
4.#2の4週後:失業認定日(受給資格者証、失業認定申告書提出、職業の紹介を求める→失業の認定を受ける)→
5.基本手当振込み→
6.#4の4週後:失業認定日(受給資格者証、失業認定申告書提出、職業の紹介を求める→失業の認定を受ける)→
7.基本手当振込み→以下、原則として、#6,7を離職日翌日から1年間、反復する。
|
|
雇用保険法、
失業等給付、
要件(法13条) |
求職者給付、一般被保険者、基本手当の受給要件:
原則: 離職前2年間の算定対象期間において、被保険者期間が合計12月以上、
特定理由離職者、特定受給資格者:算定対象期間1年、被保険者期間が6月以上、
参照:
特定理由離職者: 有期契約+更新無し、自己都合、
特定受給資格者: 倒産、解雇により再就職の準備時間が無かった、
離職算定対象期間の例外:
病気、休業、出産、海外出向、国・民間人事交流、育児など
被保険者期間: (法14条)
離職日から雇入日にさかのぼって1月毎に区切り、1月あたり11日以上あればその月は被保険者期間1月としてカウントし、合計する。1月未満の月は、15日以上のあれば、11日以上の賃金支払いをもって被保険者期間半月とする。
|
|
雇用保険法、
求職者給付、
基本手当(法16,17条)
|
基本手当の日額=賃金日額x45-80%、
賃金日額: ボーナスを除外、離職日以前6月の平均額、
上限額16520円、下限額2480円: 自動計算表(金額、所定給付日数)、
請負制の賃金日額の最低保障額:70%、(参照:労基法上、最低保障は60%)、
|
|
雇用保険法、基本手当の減額(法19条)
|
収入+基本手当の合計が賃金日額が80%を超える場合、賃金日額80%を超過する部分の基本手当を減額支給または不支給とする。
|
|
雇用保険法、
失業の認定
(法15条) |
失業要件(1)~(3)は給付要件で、認定を受けた月のみに給付を受けられる。
(1)受給資格の決定(法15条2項、則19条):
失業要件(1):「離職していること」の証明:
1.公共職業安定所に出頭、
2.求職の申し込み、
3.離職票の提出、
職業安定所長から、失業認定日を決定し受給資格者証を交付してもらう。
(2)失業の認定(則22条):離職後最初に求職の申し込み出頭した日から起算して、4週毎に、
失業要件(2):「働く意思と能力があること」の証明:
1.失業認定申告書、
2.受給資格者証、
3.職業の紹介を求める(求職活動を確認してもらうこと)、
失業要件(3)「就職していないこと」の証明:
1.失業認定日に職業安定所に出頭する。
認定特例(法15条3項、則23条、24条):
1.職業訓練を受ける、
2.就職活動による失業認定日の変更
3.行政機関の休日による認定日変更、
証明書による認定(法15条4項):
1.疾病・負傷、
2.求人面接、
3.職業訓練、
4.その他やむをえない理由。
|
|
労働保険徴収法、
有期事業の一括
(法7条、則6条) |
事業主が同一人で、同一時期に平行して進行する建設または伐採の1有期事業に関しては、事業開始日の属する月の翌月10日までにまとめて、一括有期事業開始届を労働基準監督署に提出しなければならない。
|
|
労働保険徴収法、
追徴金
(法21条、25条)と
延滞金(法27条) |
追徴金は,確定保険料・印紙保険料について,認定決定の処分を受けたということに対して徴収される「懲罰的な金銭」です。したがって,例えば,認定決定された確定保険料を,その通知を受けた日から15日以内に納付した場合であっても,必ず,徴収されます。
これに対して,延滞金は,遅延利息です。延滞金が徴収されるのは,督促が行われた場合であり,督促が行われないのに延滞金が徴収されることはありません。また,督促が行われた場合であっても,その督促状の指定の期限までにその保険料を納付すれば,延滞金は徴収されないことになっています。
|
| |
労働保険徴収法、
労働保険事務組合、
委託事業主(法33条)
|
労働保険事務組合への委託事業主の範囲
| 委託中小企業 |
常用労働者数 |
| 金融、保険、不動産、小売 |
≦50 |
| 卸売、サービス |
≦100 |
| その他 |
≦300 |
|
|
|
雇用、
基本的な法律 |
雇用に関する、基本的な法律:
|
法律 |
目的 |
| 総論 |
雇用対策法 |
総則的規定 |
| 各論 |
職業安定法 |
職業紹介機関や労働者募集方法を規制 |
労働者派遣法
改正労働者派遣法、
2012,2015年改正施行、 |
常用型(特定)、登録型(一般)、紹介予定労働者派遣事業、
派遣不可業務:港湾荷役運搬、建設、警備、医療、労使協議使用者側、士業、
派遣期間制限:自由化業務(一般業務、軽作業、モノ製造):1年以内、経験を要する施行令4条1項業務26業務:3年以内、
責任者選任、
30日以内の日雇い派遣禁止、マージン明示(派遣料金-賃金)、 |
| 高年齢者雇用安定法 |
高年齢者等の雇用の安定と促進:
2条:高年齢者=55才以上、中高年齢者=45才以上、中高年齢失業者等(45以上65才未満の中高年齢失業者および厚労省令で定める就業困難な失業者
改正:65歳定年(平成16年(2004)成立平成18年(2006)実施)
|
| 障害者雇用促進法 |
障害者の保護と雇用の促進 |
| 男女雇用機会均等法 |
性別による雇用差別の禁止:全ての条文が義務規定、唯一苦情の自主的解決が努力規程。 |
| 育児介護休業法 |
育児や介護を行う労働者の保護 |
| パートタイム労働法(短時間労働者の雇用管理の改善等に関する法律) |
パートタイマーの保護:全条が努力義務であったが、2008年4月より改正パートタイム労働法:下記事項の義務化:2015改定、2019年厚労省版説明書、
1.雇い入れ時労働条件明示、
2.待遇説明、
3.教育訓練、
4.福利更生施設使用、
5.差別的取り扱い禁止*、
6.正規職員への転換、
*パートと常勤を比較して差がないこと:
当事者の中核的業務、
責任の程度
転勤、転勤の範囲、
|
| 地域雇用開発促進法 |
雇用情勢の悪い地域で事業主が雇用安定措置を講じた場合の雇用保険3事業からの助成 |
| 中小企業労働力確保法 |
雇用改善計画の認定による雇用保険3事業からの助成 |
| 建設労働者雇用改善法 |
|
| 港湾労働法 |
港湾貨物運送事業労働災害防止協会(港湾労災防止協会、港湾災防):労働災害防止団体法に基づき厚労省所管の特別民間法人。港湾労働者の、労災防止、技能講習、東別教育。
フォークリフト、
荷役作業、沿岸、船内、
|
| 介護労働者雇用改善法 |
介護事業従事労働者 |
|
|
|
障害者雇用促進法 |
事業主と雇用支援者の為の障害者雇用促進ハンドブック (東京都産業労働局雇用就業部就業推進課)、
障害者雇用率(法定雇用率)算定対象: 障害者手帳をもつ障害者、
障害者雇用率(法定雇用率)に相当する障害者の雇用義務:
法定障害者雇用数=(常用労働者数+短時間労働者数x0.5)x法定障害者雇用率(2.3%、2023/03)、
納付金の納付:
未達成5万円/人、
調整金の支給:
常用100人超え企業: 27000円/月x超過人数、
常用100人以下企業で、常用労働者の4%または6人障害者雇用で、21000円/月x超過人数、、
助成金の支給、
改善指導、雇用計画命令、特別指導、企業名公表、
、
|
|
家内労働法 |
家内労働者等: 家内労働法に規定する家内労働者や、外交員、集金人、電力量計の検針人のほか、特定の人に対して継続的に人的役務の提供を行うことを業務とする人。
家内労働法、家内労働のしおり~家内労働法の概要について~、厚労省雇用均等・児童家庭局、2016、
家内労働(東京都産業労働局雇用就業部労働環境課)、
好事例から学ぶ家内労働に関する安全衛生のポイント、発注者・被委託者、危険有害業務による災害を防ぐ為に、好事例から学ぶ安全衛生ハンドブック、厚労省、
家内労働について、厚労省、
家内労働のしおり、厚労省、2019,
家内労働手帳、、、
|
|
雇用、女性・育児・介護に関して、
労基法、
女性労働者の保護=女性全般+妊産婦、
女性労働者の雇用管理の改善(財団法人21世紀職業財団)、
女性の時間外労働、
ジェンダー・フリー、社会的文化的性差からの自由、
ポジティブ・アクション、
女性の能力発揮促進の為の積極的取組み、
妊産婦 perturient, pregnant and parturient women, pregnant women and nurisng
mothers, maternity、
母性健康管理、
母性健康サービス、
(財)女性労働協会、
厚労省委託母性健康管理サイト妊娠・出産をサポートする女性にやさしい職場づくりナビ(母性ナビ)、
就労女性の医療と産業保健(産保21 2012(1);67:2-11.)
|
女性・育児・介護に関する法律:
| 法 |
内容 |
男女雇用機会均等法、
あらまし、リーフレット、
|
(1)事業主の禁止規定(罰則なし):①機会均等(募集、採用)*2、②差別禁止(配置・昇進・教育訓練、福利厚生・定年・退職・解雇)、
(2)雇用前の募集・採用における紛争解決:
「苦情の自主的解決」について:募集・採用は,労働者となる前の段階です。したがって,社内に設置した苦情処理機関で処理できないのは当たり前です。自分の社員ではない人を社内の機関で処理するのは,無理です。
「調停の委任」について:調停に付すことができるのは,女性労働者と事業主との間の紛争です。募集・採用の紛争は,労働者になる前の紛争ですから,同様に紛争調整委員会に調停を行わせることはできません。したがって,この募集・採用に関しての紛争は,直接都道府県労働局長が扱うことになります。
(13)妊娠中の健診。
|
育児介護休業法、
あらまし、リーフレット、
平成4年4月1日施行、
育児・介護休業法の改正施行2010/06/30、紛争解決援助制度2010/04/01、パンフレット(厚労省)、
改正育児介護休業法の中小事業場を含む全面施行(2012/07/01, パンフ2011/09)、
改定2017/01/01簡易版、解説、
|
2017/10/01:
(1)育児休業:乳児(1才未満)養育、保育園預け入れ不可により1歳半、2歳まで延長、半年まで給与の67%、以降50%、有期契約労働者の育休取得要件緩和、
(2)子の看護休暇、就学前、5日/年(児二人以上:10日)、半日単位の取得可、
(3)所定外労働制限、3歳未満、
(4)時間外労働制限、就学前、
(5)深夜業務制限:参照:深夜=法19条深夜20:00~05:00、
(6)所定労働時間の育児短縮、3歳未満、所定労働時間6時間、短時間勤務、
(7)雇用保険法:育児休業給付率:休業前賃金の50%(休業開始6月は67%)、
(11)介護休業、
復職後の配置転換は避けたいが、
|
介護休業 |
介護休暇 |
| 目安 |
2週間以上の常時介護が必要な家族に対する、中長期的介護 |
突発的な家族の世話 |
| 取得日数/対象家族1人/年 |
通算93日、3回まで分割取得可能 |
5日/年、最大10日/二人超え |
| 賃金 |
休業中無給 |
会社規程 |
介護休業給付金67%
|
対象支給 |
対象外 |
| 会社がハローワークに申請 |
開始2週間前、
休業開始・終了予定日明記 |
口頭 |
| 休業中の社保負担 |
負担有り |
負担有り |
|
|
| パートタイム労働法(短時間労働者の雇用管理の改善等に関する法律) |
2015年改定、
雇用契約書を作成することを要件とする:
| 労働基準法施行規則5条 |
書面記載 |
労働契約の期間(労働契約の期間はいつまで続くのか) |
|
|
有期労働契約が更新される基準 |
|
|
就業の場所及び従事すべき業務 |
|
|
労働時間に関する事項 |
|
|
賃金に関する事項 |
|
|
退職(解雇)に関する事項 |
| パートタイム労働法施行規則2条 |
書面記載 |
昇給に関する事項 |
|
|
退職手当の定めが適用される労働者の範囲、退職手当の決定、計算・支払の方法、支払の時期に関する事項 |
|
|
臨時に支払われる賃金、賞与などに関する事項 |
|
(口頭)明記 |
労働者に負担させる食費、作業用品その他に関する事項 |
|
|
安全・衛生に関する事項 |
|
|
職業訓練に関する事項 |
|
|
災害補償、業務外の傷病扶助に関する事項 |
|
|
表彰、制裁に関する事項 |
|
|
休職に関する事項 |
|
|
| 労基法 |
(1)時間外労働*1
(2)坑内労働禁止(法64条の2)(適応外:技術者による坑内の管理、監督業務など有害業務・単純肉体労働以外は就労可)、
(3)生理休暇、(法68条)会社許可は不要で、口頭の申請で十分とされる。日数や賃金を支払うか否かは決まっていない。
(4)妊娠中女性の軽易な業務への転換(法65条)、
(5)妊産婦(妊婦・産後1年まで)の労働時間厳守と深夜業禁止(適用除外、第3節労働時間・休憩・休日の適用除外時)(法66条)、
(6)妊産婦等の就業制限(法64条の3):満18才以上の女性を含む、
(7)産前産後(法65条)(産前6週(双胎14週)、産後8週(6週は強制で残り2週は医師が認めれば就業可能)*3
(10)育児時間、産褥1年以内、30’/回x2回/日(法67条)、
|
| 女性労働基準規則(女性則) |
対象:女子年少者→女性一般(1986)→妊産婦の保護:妊娠、出産、哺育等に有害である業務を規制:作業環境測定第3管理区分・タンク内作業就業禁止(2012/10/01改正)
|
注意:
*1 女性労働者の時間外労働:
平成11年4月からは、時間外労働、休日労働については女性の上限設定が労働大臣によって撤廃され、女性の職域を拡大する効果がありますが、反面、使用者から時間外労働を命じられる機会も増えることとなります。そこで、育児や介護など家庭的責任を有する女性の場合は、急激な変化を緩和する為の措置が講じられます。具体的には、労働大臣が時間外労働の上限を決める際に、女性の場合には通常の労働者よりも低い基準を設けることができるとするものです。女性の深夜業:女性の深夜業に関しても、一部の職務を除き深夜業は禁止されていましたが、平成11年4月より、この規定も撤廃されました。ただし、深夜業が認められるのは18歳以上に限られます。しかし、この場合も、好むと好まざるにかかわらず、深夜業を命じられることになりますので、就業環境によってはセクハラや事件が起こることも想定しなければなりません。そのため、事業主はそういった危険を防止する為の必要な措置を講じなければならないとしています(平成10年3月13日告示):1.通勤や業務遂行時に関する安全の確保、2.(送迎バス、防犯灯、防犯ベルの貸与、職場で一人にしない、などの措置)、3.養育や介護を要する家庭を持つ場合の配慮、4.女性専用の仮眠室、休憩室の完備、5.妊産婦の深夜業の禁止、健康診断の実施など。いずれにしても、女性の職域拡大は好ましいことではありますが、事業主はそれなりにコストがかかることを覚悟しなければなりません。
一定期間別の労働時間の限度時間(一年単位の変形労働): 男女同様:
| 1週間 |
15時間 (14) |
| 2週間 |
27時間 (25) |
| 4週間 |
43時間 (40) |
| 1月 |
45時間 (42) |
| 2月 |
81時間 (75) |
| 3月 |
120時間 (110) |
| 1年 |
360時間 (320) |
|
上の表の時間を超え残業して耐えることができず退職した場合は「労働基準法に基づき定める基準に規定する時間を超える時間外労働が行われたため離職した者」に該当し会社都合での離職と認められます。
※ただし、離職前3カ月以上にわたって続いたことが条件です。また、有給休暇や体調不良などやむをえない理由により時間外労働が行われていない月は除外します。
就学前の育児・2週間以上法律上の近親者の介護を行う女性労働者の時間外労働に関する労働大臣が定めた基準:
| 業種 |
|
|
| 工業 |
1週間 |
6時間 |
|
1年間 |
150時間 |
| 決算に必要な業務 |
2週間 |
12時間 |
| 接客・娯楽 |
2週間 |
12時間 |
|
1年間 |
150時間 |
| 非工業的 |
4週間 |
36時間 |
|
1年間 |
150時間 |
|
*2 ジェンダ-・フリ-、性別に無関係な、gender-free (形容詞):
企業は男女問わず能力と意欲にあふれた人材に活躍してもらう職場環境(男女共生社会)を作るために、女性活躍の妨げとなっている職場のジェンダー意識や制度・慣行に気づきその精神的束縛から自由となり(=ジェンダー・フリーgender-free, ジェンダー・イクウォリティ gender-equality)、女性が能力を発揮しやすい環境の実現の為に積極的改善措置(=ポジティブ・アクション, positive action)に取り組むことが叫ばれている。
(A)現状における女性の社会的立場の理解:趨勢として、女性の地位向上の為の法的基盤作りは進んでいる:男女同一賃金の原則(労働基準法第4条、ILO100号条約、1967年批准)、女子差別撤廃条約(1979年第34回国連総会本会議)、男女雇用機会均等法(1986年、日本、雇用分野における男女平等の促進、セクシュアル・ハラスメント(sexual harassment)規制:労働省分類では対価型セクシュアル・ハラスメント(職場において行われる女性労働者の意に反する性的な言動に対する女性労働者の対応によりその女性労働者が解雇,降格,減給等の不利益を受けること)と環境型セクシュアル・ハラスメント(職場において行われる女性労働者の意に反する性的な言動により女性労働者の就業環境が不快なものとなったため,能力の発揮に重大な悪影響が生じる等その女性労働者が就業する上で看過できない程度の支障が生じること)がある)、育児介護休業法(育児休業、介護休業等育児又は家族介護を行う労働者の福祉に関する法律、1991年、1995年、1999年)、パートタイム労働法(短時間労働者の雇用管理の改善等に関する法律、1993年)、家族責任条約(ILO156号条約、男女労働者特に家族的責任を有する労働者の機会均等及び均等待遇に関する条約、1995年批准)、男女共同参画社会基本法(1999年)、リプロダクティブ・ヘルス/ライツ(reproductive health/rights, と生殖に関する健康・権利、子供を生む生まない、何人生むを決定する権利、1994年国連で取り上げられた概念)。以上、法的には平等らしくはなってきたが、現実は、
(B) 日本における女性の社会的立場が弱いことは国連開発計画(UNDP)指標により客観的に確認される: (1) HDI(人間開発指数, human development index:平均余命、教育達成度(比重の3分の2が成人識字率、3分の1が初等・中等・高等教育への就学率)、所得(一人当たりの実質GDPに基づく購買力)の3つの変数、設定目標値を1):日本は0.938で最上位国に位置。 (2) GDI(ジェンダ-開発指数, gender
development index : HDIと同じ3要素を指標として、男性と女性の間で見られる達成度の不平等に注目したものである。男女間格差にペナルティを課し、それをHDIから割り引くことにより算出する。HDIよりもGDIの方が下がればジェンダ-不平等が存在するということであり、差が大きければ大きいほどジェンダ-不平等が大きいということを示す。1996年のGDIは0.897と低く、その主な原因は低所得である。 (3) GEM(ジェンダ-・エンパワ-メント測定, gender empowerment measure、女性が力を付けること:女性の稼働所得割合、専門職・技術職・管理職に占める女性の割合、国会議員に占める女性の割合を用いて算出し、社会進出の機会を示す):極めて低い。
(C) 現場の就業女性が肌に感じるジェンダ-・ギャップ(gender gap)苦悩とその対策:(1)働く場における男女の平等:会社における不満「配置場所が限られている(37%)」、「賃金に男女差がある(35%)」、「昇進、昇格に男女差がある(32%)」、また、農業・自営業における不満「仕事と家庭生活の区分がしにくく、長時間労働になりやすい」に対して、雇用機会や場における真に男女が均等に扱われまた待遇を確保されるような対策(または家族経営協定)が必要である。
(2)働きつづけるための条件の整備:固定的性別役割分担意識等が根強く存在する中で、女性の方がより多く家事・育児・介護等の家庭内の責任や仕事(無償労働、アンペイドワーク,
unpayed work)が多く、特に、子育て・介護等への男性の参画は極めて少ない。日常生活の夫婦の役割分担で「主に妻」がしていることは、「食事のしたく(92%)」、「掃除・洗濯(89%)」、「食事の後片づけが(86%)」、「乳幼児の世話(83%)」と、女性は家事の大部分をしています。就労女性が仕事と家事の二重の負担を負っているため、男女がともにその能力を発揮し、社会参画を進めるためには、職業生活と家庭・地域生活の両立ができるような条件を整備が必要である。仕事と家庭生活の両立のための条件整備(就業機会の条件の改善・支援(ファミリー・フレンドリー企業,
family-friendly company, 仕事と家庭の両立を支援する人事労務管理などの制度・文化を持つ企業)、育児不安な母親支援(ファミリー・サポート・センター、育児・介護の援助を受けたい人(依頼会員)と育児・介護の援助を行いたい人(提供会員)を会員とする地域における相互援助活動を行うボランティアネットワーク)、保育・介護環境の充実、small-office
home-office (SOHO)が必要である。その為にも、マクロ的には、端緒において、クオーター制(quotas system, 割り当て制、ノルウエー国の法律である男女平等法の中に、「4人以上の構成員からなるすべての審議会、委員会、評議会などは任命、選挙を問わず、一方の性が40%以下となってはいけない」)など政治的財政的援助による女性の政治参加が必要であろう。
*3 妊産婦:
妊娠週数、妊娠早期・中期・後期、新生児とは、
産婦人科健診問診票、
母性健康管理指導事項連絡カード・カードの利用マニュアル、、
労働基準法第64条の3第1項より、妊産婦とは、妊娠中の女性(妊婦)と、産後1年以内の女性(産婦)をいいます。(一部、産後3月以内に限定して産婦としている自治体もありますが)
男女雇用均等法第22条に「保健指導、または健康診査を受診する為に必要な時間を確保する為の措置」を事業主に義務化しています。また、男女雇用均等法第23条には上記「指導を守ることができるようする為の措置」を事業主に義務化しています。受診時間の確保については、妊産婦から請求された場合は、その勤務時間中に与えなければならないとするものです。これには医療機関への往復時間や待ち時間も含まれます。受診時間に関して、無給とするか有給とするかは労使の話し合いで決めます。有給にしなくてはならない、と言うことはありません。受診の為の回数は、妊娠23週までが4週間に1回、24週~35週が2週間に1回、36週~出産までが1週間に1回、産後は医師の指示による。これはあくまでも目安であって、医師の指示により増加することもあります。これに伴い、事業主は、1.妊娠中の通勤緩和措置(フレックスタイム、時差出勤など)、2.妊娠中の休憩に関する措置(休憩回数の増加、時間の延長など)、3.妊娠中・出産後の諸症状に対する措置(作業の変更、勤務時間の短縮など)
、を講じなければならないとしています。母性健康管理指導事項連絡カードの利用。
産休(労基法65条):産前産後の休業の図示:
単胎妊娠の場合の期間:
(1) 予定日より遅れて出産した場合:
産前⇒予定日以前42日(6週、多胎98日)+予定日の翌日~出産の日
産後⇒出産の日の翌日から56日(8週)
(2) 予定日より前に出産した場合:
産前⇒出産の日を起算日として、出産日を含んで以前休業42日-(出産日~予定日)
産後⇒出産の日を含まず、出産の翌日から56日
(3) 予定日42日前より以前から休業した場合:
産前⇒出産の日前42日
産後⇒出産の日の翌日から56日
使用者は、六週間(多胎妊娠の場合にあつては、十四週間)以内に出産する予定の女性が休業を請求した場合においては、その者を就業させてはならない。(注意1.出産日当日は産前に含む。注意2.出産とは妊娠暦4ヶ月以上、すなわち、旧産科暦(数え計算)で、28日x3+1日=85日以上。生産、死産、人工妊娠中絶を問わない。) 使用者は、産後六週間を経過しない女性を就業させてはならない(絶対的就業不可)が、六週間後の二週間は本人の就業意思と医者の許可により就労可能な期間とする。すなわち、本人の希望により産後8週間は休業できる。
産前6週間とは、分娩予定日を含んで、出産日以前起算して遡って6週間目が産前休暇の始まりとなります。分娩は予定日どおりにならないことが多いですが、予定日より遅れても早まってもその期間は産前6週間とみなされます。つまり分娩が遅れて7週間経過したとしても、この期間は産前休業期間とします。この期間は本人の休業したいという請求があれば休業させなければなりません。ですが、休業の請求が無ければ就業させて構いません。つまり産前は本人の希望があれば分娩直前まで就業可能です。産後8週間とは分娩日の翌日から数えて8週間をいいます。この期間は事業主は就業させてはいけません。(労働基準法第65条2項)。ただし、産後6週間を経過した場合、本人の希望があれば就業させても構いません。つまり、産後の6週間は本人が希望してもなんでも就業は禁止しなければなりません。(違反した場合の罰則:6箇月以下の懲役又は30万円以下の罰金)。産休の規定は就業規則に記述されていることが多いですが、上記の要件を満たしているか確認してください。意外と満たしていない場合が多いです。なお、産休は就業規則に記述されていなくても取得できます。
使用者は、妊娠中の女性が請求した場合においては、他の軽易な業務に転換させなければならない。(労基法第65条)。軽易な業務がない場合は、新たに軽易な業務を創設する必要は無い(昭和61.3.20.基発151号、婦発69号)。
妊産婦等の危険有害業務の禁止(労基法第64条の3、女性労働基準規則(女性則)第2条):就業制限業務:重量物取扱い業務、有害ガス発散場所、その他有害な業務。妊産婦以外の女性にも妊産婦に関する就業制限を準用する。
妊産婦の就業制限:本人が請求した場合、一般女性保護規定撤廃の例外として、妊産婦は時間外労働、休日労働、深夜労働をさせることができない。ただし、管理監督者においては、深夜労働をさせることはできませんが、時間外労働と休日労働は可能とされています。
妊娠・出産をサポートする女性にやさしい職場づくりナビ:働きながら安心して妊娠・出産を迎えるために、
出産費・家族出産費・分娩手当、出産時42万円(2020年)+産休中2/3、
育児休業給付金:育休中=産後57日より半年67%、以後1才まで50%、社保納付不要、住民税普通納付、両親での育休、
母性健康管理指導事項連絡カード
働く女性の身体と心を考える委員会、健康管理ハンドブック(財団法人女性労働協会)、厚生労働省配布パンフレット (2005年3月)、
女性労働基準規則 (昭和61年1月27日労働省令第3号、最終改正:平成14年2月22日厚生労働省令第14号) 、
参考:
*6月は男女雇用機会均等月間ですー神奈川労働局雇用均等室(2006/06/01):
①妊娠を理由とした解雇の解決:1,2、
②セクシュアルハラスメントの相談状況、
③行政指導の内容(採用、配置、福利、セクシュアルハラスメント)、
④女性労働者の現状(ポジティブ・アクション)、
⑤男性との給与格差の状況。
女性労働者の母性健康管理のために、厚労省、パンフレット、母性健康管理指導事項連絡カード、
妊婦工程基準、作業負荷の制限、人間工学的リスク、田中雅人、生産現場と母性健康管理の要諦、産業保健21、75号、20-21頁、2014,
|
| 1605 |
男女共同参画局(内閣府)、
仕事と生活の調和、
ワーク・ライフ・バランス |
1999/6/23: 男女共同参加社会基本法、gender equality、
企業が仕事と生活の調和に取り組むメリット:費用対効果:両立支援・柔軟な働き方の促進、業務の効率化・平準化、長時間労働の是正、心身の健康保持、
|
|
雇用、
労使関係、
紛争解決、
労働基準法、
労働組合法、
労働関係調整法、
個別労働紛争解決促進法:現状(厚労省2005/05/23)、
パワーハラスメント:対策ハンドブック(厚労省、2013)
|
労働関連法令(東京都、TOKYOはたらくネット):
ポケット労働法2009、
使用者のための労働法、
これだけはおさえておきたい労働法のポイント (681KB)、
働く人のための労働保険・社会保険、
派遣労働Q&A、
契約社員Q&A、
どうなる?こんなトラブル!パート・アルバイト、
派遣社員、契約社員で働く方に知ってもらいたい労働法、
労働協約の手引き、
パートタイム労働ガイドブック(事業主向け)、2015年改定、Q&A、
パートタイム労働ガイドブック(労働者向け)、
労使関係に関する法律(労働法、労働三法=労基法+労組法+労調法):
| |
|
法 |
内容 |
| 労働者の権利 |
労働者の権利 |
憲法:労働基本権 |
27条:勤労権
28条:労働三権(団結権、団体交渉権、団体行動権=争議権) |
| 労働条件 |
労働基準法 (1947) |
労働条件の保護 |
| 集団的 |
労働組合法 (1945) |
団結権、団体交渉権の保護、
不当労働行為、
労働協約 |
労働関係調整法 (1946)、
相違:斡旋、調停、仲裁、
|
労働委員会(中央、都道府県知事任命、2年任期、会長は公益委員):
構成:公益委員(弁護士、教授)、労働者委員(組合役員)、使用者委員(経営者、使用者団体役員)、
対象:団体的労使紛争:不当労働行為(①不利益取り扱い・黄犬契約、②団体交渉拒否、③支配介入・経費援助、④報復的不利益取り扱い)、労働争議(労働条件、労使関係)、
個別的労使紛争:斡旋、
争議行為発生の届出義務:
労政事務所→労働委員会・県知事、船員関係は地方運輸局長、
労働争議調整:
|
斡旋 |
調停 |
仲裁 |
| 担当 |
斡旋員
公益、労働者、使用者委員各1名計3名、又は、1~2名 |
調停委員会
公益、労働者、使用者委員、労使委員は同数 |
仲裁委員会
公益委員3名 |
| 開始 |
当事者双方または一方からの申請 |
当事者双方からの申請 |
当事者双方からの申請 |
| 労働委員会会長の職権 |
労働協約の当事者双方又は一方からの申請 |
労働協約の当事者双方又は一方からの申請
|
|
公益事業:当事者の一方、決議、大臣、知事からの請求 |
|
| 効果 |
斡旋 |
調停案提示、当事者双方が受諾時拘束力あり、受諾は自由 |
仲裁裁定、当事者双方を拘束=労働協約と同一の効力あり |
|
裁判:
民事調停手続き: 裁判官、調停員、当事者の話し合い調停調書、
労働審判: 裁判上の個別労働関係紛争解決制度、使用者と労働者個人を対象、3回以内早期解決、調停案、ダメな場合は審判、
裁判手続き:
本訴手続き、
仮処分手続き: 判決がでるまでの労働者の生活安定化の目的で、取り敢えず社員としての賃金を保証する手続き、
|
| 個別 |
個別労働紛争解決促進法 (2001) |
裁判外の個別労働関係紛争解決制度(斡旋制度):
使用者と労働者個人の間の民事紛争:不当解雇、セクハラ、パワハラの損害賠償、サービス残業など。
労働相談と斡旋。
個別労働紛争解決促進法の対象となるのは,個々の労働者と事業主との間の紛争ということになりますが,これをそのまま当てはめると,「募集,採用」といった労働者となる前における紛争は対象とならなくなってしまいます。本来,「募集,採用」に関しての紛争は,「労働者」となる前の紛争ですが,個別労働紛争解決促進法の対象範囲を広くするために,「個々の求職者と事業主との間の紛争を含む」としたわけです。したがって,募集,採用に関して,求職者と事業主との間で生じた紛争に関しても,この個別労働紛争解決促進法で扱うことができます。そこで,個別労働関係紛争について,この個別労働紛争解決促進法では,どのような対応をするかというと,(1) 一つは,都道府県労働局長が,紛争の当事者の求めに応じて,「助言又は指導」を行います。 (2) もう一つは,紛争の当事者の申請に応じて「紛争調整委員会に斡旋(あっせん)」を行わせることになります。「募集,採用」に関する紛争については,このうちの,(1)の対象とはなりますが,(2)の対象とはなりません。男女雇用機会均等法も同じような扱いとなっています。
参考:
求人募集の基礎知識:募集から採用までの労働法令(パンフレット)、
年齢制限の明示の仕方(パンフレット)、
雇用主の公正な採用選考の自主点検(パンフレット)、
「悩んでるだけでは、いかんとです。」事例(岡山労働局)、
斡旋申請書の事例集、
。 |
| 労働環境の改善 |
男女雇用機会均等法 1985 |
性差別禁止、間接差別禁止、セクハラ防止 |
| 育児介護休業法 1995 |
1歳未満児養育の為の1年間の休業取得、介護の貯めに93日の休業取得 |
| 障害者雇用促進法 1987 |
法定障害者雇用率義務付け:
45.5人以上の従業員雇用事業所:2.2%、
特殊法人、公共団体:2.5%、
公共団体教育委員会:2.4%。
未達成:障害者雇用納付金:大臣が機構にやらせる:
従業員≦100人:無し
101~200人:4万円/人/月 (2020/04/01以降5万円)
201人≦5万円/人/月。
達成、超過:障害者雇用調整金:
従業員≦100人:無し、
101人≦:27000円/人/月。
|
労働者派遣法 1985
2012,2015年改正施行、 |
製造業への派遣労働解禁、業務規制原則自由 |
|
|
社会保険、
国民健康保険法、
国保、
|
担当: 市役所の保険年金業務担当、
目的: 自営業者、
保険者: 市町村、同業組織による国民健康保健組合、
被保険者: 全員、健保のような被扶養者無し、
保険料: 自動計算、
医療分(医療給付用)+支援分(後期高齢者医療給付用)+介護分(40才~64才国保加入者)、かつ、
均等割(国保加入者が平等に負担する)+所得割(所得に比例して負担する)、
すなわち: 健保と異なり、奥さんも赤ちゃんも払うのです、
|
|
医療分 |
|
支援分 |
|
介護分 |
|
|
均等割額 |
所得割額 |
均等割額 |
所得割額 |
均等割額 |
所得割額 |
| 0-39才 |
収入無子供 |
● |
|
● |
|
|
|
収入有 |
● |
● |
● |
● |
|
| 40-64才 |
収入無 |
● |
|
● |
|
● |
|
収入有 |
● |
● |
● |
● |
● |
● |
| 65-74才 |
収入無 |
● |
|
● |
|
△ |
|
収入有 |
● |
● |
● |
● |
△ |
△ |
|
|
所得割率 a |
所得に対する家族合計額 A |
均等割額(1人あたり)b |
均等割の家族合計額 B |
1世帯の年間保険料の合計 A+B |
賦課限度額 |
| 医療分保険料 |
7.25% |
(総所得-基礎控除33万円)x所得割率 |
39,900円 |
39900x家族全員 |
|
610,000円 |
| 支援金分保険料 |
2.24% |
(総所得-基礎控除33万円)x所得割率 |
12,300円 |
12300x家族全員 |
|
190,000円 |
| 介護分保険料 |
1.85% |
(総所得-基礎控除33万円)x所得割率 |
15,600円 |
15600x40-64才の家族全員 |
|
160,000円 |
計算例
- 世帯主 :41歳(平成30年中の旧ただし書き所得 2,280,000円)
- 妻 :38歳(収入なし)
- 子 :12歳(収入なし)
|
(1)所得割額 |
(2)均等割額 |
(1)+(2) |
|
|
|
保険料額 |
| 医療分保険料 |
2,280,000円×7.25% |
39,900円×3人 |
?285,000円 ・・(A) |
|
=165,300円 |
=119,700円 |
| 支援金分保険料 |
2,280,000円×2.24% |
12,300円×3人 |
?87,972円・・・(B) |
|
=51,072円 |
=36,900円 |
| 介護分保険料 |
2,280,000円×1.85% |
15,600円×1人 |
57,780円・・・(C) |
|
=42,180円 |
=15,600円 |
よって、 世帯の年間保険料額(A)+(B)+(C)=430,752円
|
保険給付:
法定必須給付: 注意: 特別療養費(保険料1年滞納者は、現金給付とし、病院窓口で一旦全額現金支払いし、後日、還付される。ペナルティ要素)、
法定任意給付: 出産育児一時金、葬祭費、
任意給付: 傷病手当金、
資格喪失の時期:
国保は医療保険制度の底辺を支えている為、他の医療保険制度の加入者となった場合は,漏れのないように長めに設定しており,資格取得は当日で、資格喪失日を翌日にして最後の1日を重複するようにしているようです。
|
|
社会保険、
老人保健、
高齢者の医療の確保に関する法律、
高齢者医療確保法、 |
1973年、昭和48年、老人福祉法、
対象:70才以上、
費用負担:全額公費、
1982年、昭和57年:老人保健法、
対象:70才以上、65才以上の障害者、
費用負担:一部本人負担に後退、
医療内容:健保同様、
保健事業
2006年、平成18年:改正、
2008年、平成20年: 高齢者の医療の確保に関する法律、高齢者医療確保法、後期高齢者医療制度、
対象: 後期高齢者75才以上に後退(及び、前期高齢者65才以上で障害者を含む)、、
窓口: 事業者・市町村(徴収)、広域連合(給付)、
医療: 後期高齢者医療制度、負担(70歳0月以下:3割、70歳1月以上:2割(高所得者3割)、75歳0月以上:1割(高所得者3割))
保健事業: 40才以上のメタボ特定健診・特定保健指導、75才以上は糖尿病を念頭とした健診。
| 検診項目 |
対 象 |
検診料 |
検査項目 |
| 特定健康診査 |
40~74歳 |
※無料 |
問診・身体計測・血圧・脂質・肝機能・血糖・尿検査・腹囲 |
後期高齢者
医療健康診査 |
75歳以上 |
無 料 |
問診・身体測定・血圧・脂質・肝機能・血糖・尿検査 |
| 生活機能評価 |
65~74歳 |
無 料 |
問診・身体計測・血圧・貧血・心電図 |
| 肺がん検診 |
40歳以上 |
300円 |
問診・胸部X線撮影 |
| 大腸がん検診 |
40歳以上 |
300円 |
免疫学的便潜血反応検査 |
| 胃がん検診 |
40歳以上 |
2,000円 |
問診・胃部X線撮影 |
| 乳がん検診 |
40歳以上
(女性/隔年) |
1,000円 |
問診・視診・触診・マンモグラフィ
(撮影と視触診2回来院) |
| 前立腺がん検診 |
50歳以上
(男性) |
500円 |
問診・血液検査(PSA) |
肝炎ウイルス検診
(基本健診と同時) |
40歳以上
(未受検
の方) |
1,000円 |
問診・C型肝炎抗体検査
B型肝炎抗原検査 |
※一部負担金が必要な場合あり |
保険料: 保険料(年額上限62万円)=均等割り+所得割、
徴収: 年金年額18万円以上の場合、年金から源泉徴収→特別徴収、
年金のない場合、市町村が直接保険料を徴収→普通徴収、
|
| |
介護保険法
(成立:1997年、平成9年、施行:2000年、平成12年) |
保険者: 市町村、
被保険者: 1号(65才以上)、2号(40才以上65才未満)、
保険料: 1号:市町村へ、特別徴収(交付年金源泉徴収)または普通徴収、2号:医療保険者へ、、
給付: 原則90%支給=1割負担(所得160万円:80%、220万円:70%)、
介護: 要介護認定後、サービス(居宅、地域密着型、施設)、
予防: 要支援認定後、サービス(居宅、地域密着型)、
認定の流れ:
市町村に申請→一次判定(主治医の意見)→二次判定(介護認定審査会)→要介護1-5、要支援1-2、非該当、
|
|
社会保険、保険料の設定の考え方 |
(1)総合保険料方式:年金制度に現在加入している者全員について収支相当する掛金率を計算し,この掛金率を制度の加入者全員に一律適用する方式。
(2)平準保険料:年金の受給権者が少ない時点から,高い保険料を徴収するというものです。その代わり,将来年金受給権者が増えた場合であっても,その金額は変わらないというものです。したがって,最初の段階から,将来の年金の支給に必要な財源をある程度予測して,あらかじめ高い保険料率を設定する必要があります。
(3)段階保険料:現在の国民年金の保険料や厚生年金保険の保険料は,5年ごとの財政再計算期に見直しを行い,徐々に保険料率(額)を引き上げることにしています。つまり,年金の受給権者があまりいない時点においては,低い保険料率(額)を適用し,年金の受給権者が増加するとともに,保険料率についても見直しを行い,段階的に保険料率を引き上げていくというものです。
|
|
健康保険法、保険医療機関等の指定の有効期間と更新(法79条) |
(1) 更新手続をしなければならないもの: 「保険医療機関又は保険薬局の指定は,6年を経過したときはその効力を失う」ので、指定の効力を失う日前6月~同日前3月までの間に再度大臣の指定を受けなければならない:
1.病院
2.療養病床を有する診療所
3.法人経営の保険医療機関
4.法人経営の保険薬局
(2) 特段の申出を行わない場合に,自動的に更新されるもの:
1.個人開業医
2.個人薬局
|
|
財務、貸借対照表(資産、負債、自己資本)、
損益計算書(収益、費用、当期利益)、
キャッシュフロ-(税引き前当期利益、減価償却費)、
経営指標(自己資本経常利益率、利益配分率、自己資本比率、付加価値伸び率) |
貸借対照表、期末財政状態、利益の分だけ自己資本が増える
損益計算書、期間の経営成績、収益と費用から利益の発生過程を知る
キャッシュフロ-の黒字達成の要件:営業活動上税引き前当期利益が+、投資活動上設備投資が小さい、財務活動上借金が多い。
| 費目 |
金額 |
| 営業活動 |
税引き前当期利益 |
|
|
|
減価償却費 |
|
+ |
|
運転資金増加額 |
未収金、受取手形増加額 |
|
|
|
棚卸資産増加額 |
|
|
|
買掛金と支払手形増加額 |
|
|
小計 |
|
|
| 投資活動 |
設備投資額(支出) |
|
- |
|
設備売却による収入 |
|
+ |
|
小計 |
|
|
| 財務活動 |
借金の返済(支出) |
|
- |
|
新たな借金(収入) |
|
+ |
|
小計 |
|
|
| キャッシュフロ- |
総計 |
|
|
|
|
|
|
| 大雑把なキャッシュフロ- |
2項目の合計 |
|
|
経営指標
| 経営指標 |
ランク |
| 経営特性 |
財務指標 |
計算式 |
優良 |
普通 |
注意 |
危険 |
| 収益性 |
自己資本経常利益率 |
(経常利益/自己資本)x100 |
25%< |
10%< |
|
<0% |
| 強靭性 |
利益分配率 |
(経常利益/付加価値)x100 |
30%< |
15%< |
|
<0% |
| 安定性 |
自己資本比率 |
(自己資本/総資本)x100 |
45%< |
25%< |
|
<0% |
| 成長性 |
付加価値伸び率 |
((当期の付加価値/前期の付加価値)-1)x100 |
15%< |
5%< |
|
<0% |
| 参照 |
付加価値 |
売上高-外部購入価格 |
|
|
|
|
|
|
経営学からみた管理、
バランスト・スコアカード、
balanced scorecard,
BSC,
BSC作成作業説明スライド、
BSC作成書式・報告様式、
|
経営管理とは、有限な経営資源(人、物、金、情報、時,分化)を、有効・戦略的に配分し、研究開発・購買・製造・出荷・販売・サービスの価値連鎖を効率的に展開する為の手段。(Kaplan,
Norton, 1992)
1つの試みとして、従来の(過去の結果でしかない)財務分析のみによる経営判断ではなく、非財務面を含めたより総合的な経営戦略マップをたてることが興味をもたれており、以下に、その具現化されたbalanced
scorecard (BSC)による管理システムの手順の概略を示す(日大商学部高橋淑郎教授):
(1)vision、理想を立てる:「松下幸之助:10年後に水道哲学(日本国中の人に水道のように安く、電気製品を提供する)の実現」、
(2)(1)のより直近の未来のmission、使命 (戦略マップ)を立てる:「2年後にテレビメーカーのトップとなる」、
(3)現在置かれている環境をSWOT分析(マーケティング戦略:市場環境との適合性を中心に、環境と経営資源に適した企業の将来の方向を定める行動の枠組み。
SWOT:自社の優位性・強み(Strength)、弱み(Weakness)、環境・機会(Opportunity)、競合の脅威, (Threat))し、内部・外部環境を把握する、
(4)BSC分析(Kaplan & Norton, Harbard Business Review:, 1992):BSCスコアカードを作成し、行動計画を具現化する、
例:病院事務医事課
| 喩え(運転席の表示) |
因果連鎖(視点) |
戦略的目標 |
成果指標
KPI |
目標値 |
行動計画 actin plan |
| 過去(走行距離) |
財務 |
保険レセプト請求減点減 |
減点率 |
月≦0.1% |
査定対策 |
| 現在(スピードメーター) |
顧客サービス |
患者満足度の向上 |
クレーム件数 |
月≦4件 |
接遇徹底、正確な請求 |
| 現在(スピードメーター) |
社内ビジネス、効率
業務プロセス |
レセプト制度の向上 |
各病棟、各診療科の減点 |
月≦0.1% |
科別、病棟別レセプト体制の見直し |
| 未来(ガソリン残量) |
学習と成長、意識改革 |
個人のスキルアップ |
各種研修会の参加 |
80%≦ |
各種研修会に参加 |
KPI: Key Performance Indicators, 重要業績評価指標、
すなわち、BSCにより、vissionが具体化し、労働者が経営者と同じプラットホームで同じベクトルを向くことが可能となる。また、財務因子では評価されない部分の努力を、顧客サービスや効率や意識改革として再評価されうる。
BSCに必要なもの:SCORE (Simple, Communication, Objective measurement, Reward,
Evaluate)とされている、
(5)行動計画をPDCA実践する:Plan(ドメイン(主事業)、同時能力(competnece)、競争優位性(superiority)、協調・相乗(シナジー、synergy)について具体的に示す必要がある)→Do→Check→Act(ion)の継続的努力(Continuous
improvement、また、Check, Actionではincentive (performance driver, motivation)として対象労働者に地位や給与の報酬を与えることも一策であろう)。
参照:
1.バランススコアカードnavi (ITL)、SWOT
2.用語:
ミッション、ビジョン等の区別や、順位付けはしばしば混乱を招くだけで、意味が無いが、
①本質的には、目的と目標しかなく、3要素軸で考察する:
i.顧客(収益、顧客ニーズの理解、ニーズを満たす製品・サービスの提供)、
ii.社内(生産管理、ニーズを満たす製品サービスを提供するプロセスの構築、経営効率の向上、生産性の向上、成長・健全性、競争優位性、技術、社員への姿勢)、
iii.外部利害者(企業イメージ、起業価値、社会地域への貢献)。
② 時系列x指針・結果(到達点)でサクッと:
| |
|
|
|
|
指針 |
結果・到達点 |
例: 病院経営 |
| 期待値will |
社外的 |
抽象的 |
時系列 |
理想 |
基本理念、ミッション |
哲学的 |
最善の医療を尽くして社会貢献 |
| |
社内的 |
|
|
長期 |
ビジョン、ゴール |
|
地域医療圏から選ばれる高度医療病院 |
| |
|
|
|
中期 |
戦略、基本方針 |
|
地域医療圏と医療連携・情報共有 |
| |
|
具体的 |
|
短期 |
戦術、重点課題 |
目標値 |
患者構成における他の医療機関からの紹介率60% |
義務
must |
|
|
|
日々 |
バリュー |
|
従業員の行動規範 |
|
具体的な目的・目標の山頂への登り方
| 工程、工数 |
登頂計画マップ |
| 短期、中期、長期 |
方針管理 |
| 日々 |
日常管理 |
③ 違い: わかりづらいことを承知で、山本直人氏の2x2表{X軸(意思will>義務must)とY軸(社外>社内)の2軸)}に従えば、
ビジョンvision 経営上の意思、実現したい将来の姿、組織の目的、我社のミッションが実現した時の結果・状態・将来像、具体的、:
社内x意思=なりたい姿=こうなりたい=長期的、5-10年後、
業界: 業界トップ、
職場: 従業員満足度100%
社会貢献: 働きやすい社会、安全安心な社会、
例、Virginia Mason医療センター(シアトル、ワシントン州、米国)(トヨタ生産方式を取り入れた医療の品質管理、ピラミッド): 品質リーダー、健康管理の改革
ミッション mission 任務、使命、存在意義:
社外x意思=実現したいこと、こうしたい=夢、
顧客提供価値: 最高品質、
例、Virginia Mason州立大医療センター: 患者の健康、幸福の促進、
バリュー value 組織内の共通した価値観、価値基準、組織の行動、社員の価値基準・行動基準:
社内x義務=あるべき姿=こうあるべき=「無災害」、
正直、
仲間信頼
継続、あきらめない、突破力
安全衛生第一、
環境配慮、
顧客満足、
信用第一
例、Virginia Mason州立大医療センター: チームワーク、誠実、卓越、サービス、
戦略 strategy: 外x義務=長期的行動目標=「安全第一」、
目的、方針、
例、Virginia Mason州立大医療センター: 1.職員: 最良のチームワーク、 2.品質: 最良の予後の追求、 3.サービス: 最良の療養状態、 4.革新: 教育と研究する文化、
戦術 tactics、目標:短期的、単年度、「指差呼称研修会参加者90%」、
目標、手段、マイルストーン、数字、指標
④経営理念: 我社の社会に対する根本的な考え、価値観、信条、理想、社会的理念、信頼感、イメージ、
企業理念: 創業者の理念(社長がよく口にする言葉)、企業理念は変わらずに残るが、業務内容の変遷により経営理念は変わりうる、
お客を大切にしなさい→ 行動指針: 納期遵守、誠意のある応対、
または、→ ビジョン、ミッション、バリューとして、顧客第一、
常にベストを尽くせ→ 行動指針: 時間厳守、スピード対応、常に改善策を考える
、
⑤経営理念ー基本方針(経営方針)ー行動理念: 小売業を一例として:
経営理念: お客様と地域に愛され、全社員の幸せを実現する。
基本方針(経営理念を取り入れた):
愛着の持てる商品を提案し(商品)、
お客様のライフスタイルを豊かにし(顧客)、
全社員の成長と夢の実現を支援し(社員)、
地域で必要とされ、なくてはならない会社を目指しながら(会社・地域)、
お客様と地域に愛され、全社員の幸せを実現できる会社に近づいていく(経営理念)。
行動指針:
経営理念に基づく:顧客第一、先見性、独創性、
企業人としての:責任、誠実、情熱、共有、協力、
⑥「目的→目標→方針」:山登りに例えるなら。
目的は最終的状態「登頂」、が、登頂の目的理由が、体の鍛錬、ストレス解消、景色堪能、楽しい時間を過ごす、登頂記録もありうる、その場合は、登頂は目標となる、
目標は目的に至る中継点、頂上を目指すために経由地、1日10km歩くなど。
方針:安全第一、の時、手段:ガイドと登る。
⑦方針:内部から主体的主観的に「こうするぞ」と方向を決めるということ、
指針:外部から客観的に「こうあるべき」と方向を決められること。
⑧コンセプト: 企業の特質を短くわかり易い言葉で表現。
⑨行動指針: 社員の持つべき行動の規範。
|
|
ナレッジ・マネジメント、
knowledge manegement、
知識管理 |
ネットワークを使って、個人の知識や情報(knowledge)を蓄積管理することにより別人がそのknowledgeを共有できるようにして、有効に活用できるようにすること。
例えば、現在自分が一生懸命調べていることは既に社内の他の社員がもう知っているかもしれない。それどころかその分野の専門家がいるかもしれない。また、あの営業先に「どのようにアプローチしようか」と悩んでいると、実は他の部署で営業実績があるかもしれない。すなわち、会社、組織、グループ内で情報を共有し、さらに一人ひとりの経験や知識まで共有できれば、ビジネスは効率よく、パワフルに推進できます。すなわち、「ナレッジマネジメント」とは、個人の持つ知識や情報(ナレッジ)を、組織全体で共有し、有効に活用することで業績を上げようという経営手法。
ナレッジマネジメントを浸透させることにより、個人の能力の育成や、組織全体の生産性の向上、意思決定スピードの向上、業務の改善や革新の場の提供が実現できる。これをITシステムで実現することにより、いままで疎遠だった部署をまたいで、離れた場所の支店・事業所間でも、情報を共有し、プロジェクトを推進することが可能となる。また、共有するナレッジの背景や関連情報を取得するために、ナレッジの提供者と利用者同士の、人と人とを結びつける機能(Know
Who機能)も不可欠である。
|
|
就業形態、
派遣社員、
労働者派遣法、
派遣労働者の労働条件・安全衛生の確保のためにー派遣元・派遣先の責任区分の十分な理解と相互の連携をー、厚労省パンプレット、2009/07/28、
労働者派遣事業の適正な運営の確保及び派遣労働者の就業条件の整備等に関する法律 |
派遣労働の現況(Labour)、
「派遣社員」:派遣会社1万社、派遣社員250万人(就労人口6000万人の5%)。
労働者派遣法(昭和61年、1986年施行):
自由な働き方の選択が可能となったが、契約期間終了時の雇止めができることや人手不足の時の一時的雇用の調節弁となった。2012年に雇用安定措置(派遣先での直接雇用、派遣元での無期雇用)に改正された。2020年に待遇改善(派遣先労働者との同一労働同一賃金)が義務化された。
派遣適用除外業務(派遣禁止):
1.港湾運送、
2.建設、
3.警備、
4.医療関係、
5.労使協議中の使用者側業務、
6.士業、
7.建築士、
一般労働者派遣事業: 2015年の改正労働者派遣法の施行前までは、許可制で行う一般労働者派遣事業と、届出制で行う特定労働者派遣事業の2つの労働者派遣事業の形態があった。が、2015年の法改正により一般労働者派遣事業と特定労働者派遣事業の区別はなくなり、 一般労働者派遣事業に一本化された。
登録型派遣: あらかじめ派遣元となる事業者に労働者を登録しておき、 派遣先の会社に需要があったときにのみ、労働者との間に雇用契約を結んで派遣先で働かせる という労働者派遣を「登録型派遣」とする。派遣先企業と派遣元企業の派遣契約期間が終了すると労働者との雇用契約も終了となります。仕事が発生する都度、雇用契約を結び、契約が終了すると給料も発生することはない。
常用型派遣、無期雇用派遣 : 派遣元企業が派遣会社の社員として常時雇用契約を結ぶ「常用型派遣」という形態。常時雇用している自社の社員を企業に派遣することになるため、派遣先企業との契約期間が終了しても、派遣元企業と労働者の間の雇用契約は継続し、新たな派遣先企業が見つかるまでの期間も給料が支払われる。
紹介予定派遣: 職業紹介事業に近い派遣形態で、最長6カ月の派遣期間を終えた後に、本人と派遣先企業、双方の合意があった場合には直接雇用される制度。紹介予定派遣の場合、将来的な直接雇用を想定して行われるため、通常の派遣と異なり、派遣先は労働者との面接を行うことができる。その為、派遣先・労働者共に、転職前のミスマッチを防ぐことができる。
派遣先は、系列系(グループ会社、働きたい会社が明確な人向き)と独立系(業界が多種)や、業種(IT、食品、建設など)と職種(営業、経理、電話オペレーターなど)で分類される。
就業時間は、フルタイムと短時間労働がある。
(教育訓練支給制度を利用した)働けるチャンスの多い免許(証券外務員など証券・銀行の株取引仲介の為の電話オペレーター、病院・薬局受付事務の医療事務、施設在宅介護のホームぺルパーなど)取得が有利になる。
注意: 人材派遣会社の派遣業務が登録システムか募集であるのか確認することが必要。
注意: 労務供給と派遣、委任、請負の業務
| |
派遣契約 |
委任契約 |
請負契約 |
| 根拠 |
|
民法656条、643条 |
民法632条 |
| 発注者・注文者が指揮命令 |
● |
|
|
| 受注者・請負者が指揮命令 |
|
● |
● |
| 一定期間継続して仕事をする |
● |
● |
|
| 成果完成義務 |
|
|
● |
請負契約なのに、指揮命令が発注者・注文者の場合、偽装請負となり、派遣となりますので、違法請負となります。
参照:
労働者派遣・請負を適正に行うためのガイド、厚労省、
図示、、
派遣元が注意すべきこと、
派遣先が注意すべきこと
派遣社員が注意すべきこと
派遣先・派遣元責任区分表、 表1,, 派遣労働者の安全衛生の確保に係る重点事項チェックリスト(中災防)
偽装派遣:仕事の完成が目的の請負なのに、派遣と同様に発注者からの指揮命令があること。
(A)基本事項:企業が必要とする期間適切な専門スキルワーカーを派遣し、その派遣先企業での業務をサポートするシステムです。派遣社員--派遣会社--派遣先企業についの関係性は以下の通りとなります。
|
派遣元 |
派遣先 |
両者 |
| 労働者保護 |
男女同一賃金
労働協約(期間、労働条件、解雇制限予告)
賃金支払い
労使協定締結届出(変形制、36協定)
年次有給休暇
産前産後休業
就業規則
健康診断(一般) |
公民権行使
労働時間管理
休憩、休日
時間外、休日労働
妊産婦就業制限、時間外労働
育児時間
生理休暇
健康診断(特殊) |
均等待遇
強制労働禁止
法令周知
記録保存
安全衛生確保
健康診断実施後の作業転換等措置
セクハラ配慮
産前産後の健康管理 |
| 措置 |
派遣元責任者
派遣元管理台帳、保存3年
福祉増進努力義務(教育訓練)
派遣適正配慮義務
個人情報管理 |
派遣先責任者
派遣先管理台帳、保存3年
派遣契約の遵守
派遣労働者の苦情措置
施設の供与努力義務 |
|
派遣労働者の労働安全衛生法の適用
|
|
派遣元 $ |
派遣先 |
| 管理体制 |
安全管理者 |
* |
適用 |
|
衛生管理者 |
適用 |
適用 |
|
安全委員会 |
* |
適用 |
|
衛生委員会 |
適用 |
適用 |
| 教育 |
雇入れ時 |
適用 |
|
作業内容変更 |
適用 |
適用 |
|
特別教育 |
* |
適用 |
| 労災 |
報告提出 |
適用 |
適用 |
| 健診 |
ストレスチェック |
適用 $ |
|
* 派遣業は屋内産業非工業的で危険性が少ないので、安全は無し。
$ 継続的業務は派遣元で実施。 |
労働者派遣の形態: 注意:類似した供給、請負、出向との区別:
(1)派遣社員は人材派遣会社(派遣元)と雇用契約を結ぶ。(スタッフ登録するだけでは雇用契約を結んだことにはなりません) 派遣先企業と派遣元との間ではスタッフを派遣し、労働に従事させるという労働者派遣契約を結ぶ。
(2)派遣社員は派遣元会社から派遣先企業に派遣され、派遣先企業の勤務に関する指揮命令に従って働くことになる。
(3)派遣労働は、雇用主である会社(派遣元)との実際に働く職場となる会社(派遣先)が異なるところが特徴である。アルバイトやパート、また契約社員とは全く異なった就労形態である。
(4)派遣労働では、業務については派遣先の指示に従い、勤務時間・時間外勤務等についても派遣先企業の管理を受ける。
(5)派遣労働者への賃金は派遣社員が雇用契約を結んでいる派遣元会社から支払われる。
(6)給与支払・福利厚生等は、雇用主である派遣会社が行います。また、派遣就労における入退社の管理も派遣会社が行うことになる。交通費の支給は派遣元で、派遣元の裁量。
(7)企業の要望に応じて派遣される専門家が派遣スタッフ(派遣労働者)であり、人材派遣会社はその派遣業務を事業として行っている。
(8)「紹介予定派遣制度」:派遣就業期間終了後も引き続いて派遣先の企業が直接雇用(正社員や契約社員)することを予定して行う労働派遣で、通常の派遣社員とは登録・就労時時より別枠であることに注意が必要である。安定した仕事を求めている労働者にお勧めである。企業は、まず派遣スタッフを面接し、その後に紹介予定派遣社員として受け入れ、派遣先は派遣期間の内に派遣社員の能力を確認したうえで採用する。派遣スタッフは自分の希望や能力に応じているか、またその社風などを知った上で就職できるというメリットがある。
(B)収入:日給制+残業代。派遣社員は自分で身に付けたスキルによって収入を得る「スキルワーカー」であり、報酬は職種、能力、技能によって異なる。たとえば、翻訳や通訳、CADオペレーターなどの職種で、高い能力をもったスキルワーカーたちは、年収1000万を超えるケースもある。
ただし、正社員と違って、賞与や交通費が支払われないケースが多く、社会保険などを自分で払っていると、時給は正社員より高くても、年収で正社員より少なくなって場合もある。「賞与」というのは、会社の業績などによって臨時に支払われることが多いので、労働基準法や最低賃金法も、使用者に賞与の支払いを義務づけていない。ゆえに、派遣社員の場合には、賞与をもらうことは少ないのが現状です。しかし、契約、就業規則などに規定があれば、派遣社員にも賞与の支払いはありうる。原則として、派遣社員でも一般的に言う定期的な昇給はない。自分のスキルが向上し、仕事のレベルが上がれば当然時給も上がる。原則として、これら仕事上の条件の交渉は全て派遣元(人材派遣会社)に行うことになる。
(C)社会保険:福利厚生は派遣元(雇用主)が執行する。(短期契約やパ-トを除く)雇用期間、労働日数と労働時間について一定の条件をクリアすれば社会保険(医療、年金、雇用)ともに入ることができる。これらの保険に加入できるのは、雇用契約を結んだ登録時ではなく、派遣先での就労時以降の働いている期間のみとなることに注意。加入できない場合は、国民年金と国民健康保険に加入し、個人で掛け金を払うのが一般的である。
(1)労災保険:
労災発生時:1.派遣元の責任(労災補償、労基法規定:待機期間中の給料補償、解雇制限)、2.派遣先の責任(安全配慮義務:債務不履行責任、不法行為責任に対する損害賠償)、3.派遣元・先両者の責任(死傷病報告)。
(2)雇用保険:失業時に求職期間中の失業給付を受けられる制度である。 「週30時間以上の就労に加えて、1月に14日以上就労の月が、1年間に半年以上といった、一定の雇用期間」が必要である。派遣元・派遣先が異なっていても通算される。
一つの雇用期間と次の雇用期間に若干の間隔があっても、継続して派遣就業する者とされます。 若干の間隔とは、「2ヶ月程度以上の派遣の場合」は1ヶ月以内、「1ヶ月以内の派遣の場合」は数日以内とされている。なお、週30時間未満の場合には、「1年以上の雇用の見込み」、「年90万円以上の収入の見込み」の要件が満たされると、短時間被保険者として雇用保険の適用があるので、複数の人材派遣会社に登録している方は、公共職業安定所などに相談してみるのも一つの方法である。
(3)医療・年金保険:健康保険と厚生年金保険は、労働者を一人以上雇用している法人の会社はすべて適用になり、従業員の加入が義務づけられている。ただし、労働時間がその会社で通常に働いている人よりも短く、常用とみなされない場合や、2カ月以内の期間を定めて雇用される者などは被保険者になれません。常用の基準は以下の通りで、1日または1週の所定労働時間が、その事業所で同種の業務を行う一般の労働者の概ね4分の3以上で
1カ月の労働日数がその事業所で同種の業務を行う一般の労働者の4分の3以上であること。
(D)休暇:有給休暇(1年間に10~12日間程度のことが多い)。
(E)労働者派遣事業の適正な運営の確保及び派遣労働者の就業条件の整備等に関する法律(第三章 派遣労働者の就業条件の整備等に関する措置、第四節
労働基準法等の適用に関する特例等(第四十四条-第四十七の二条))。
派遣労働者の安全衛生管理における派遣元、派遣先への該当(労働基準法、労働安全衛生法の適用関係、労働者派遣法第45条)。2012,2015年改正施行、派遣労働者の派遣元、派遣先責任表、
2018年問題:
①2013/4施行: 改正労働契約法「有期社員の無期転換ルール」(有期雇用5年間で無期労働契約への移行)、
②2015/9施行: 改正労働者派遣法「派遣期間3年ルール」(派遣期間3年間で派遣先が直接雇用または派遣会社の無期雇用への移行)、
(F)健診:派遣元(派遣会社)の責=雇入れ時+定期の一般健診、派遣先の責=特殊健診。実態は2割が未実施。
参照:
1.派遣労働Q&A (東京都産業労働局雇用就業部)、
2.派遣労働者の労働条件および安全衛生の確保について、基発第0331010号、平成21年3月31日、2009年、 労働者派遣事業の適正な運営の確保及び派遣労働者の就業条件の整備等に関する法律(労働者派遣法)(2012, 2015年改正施行)、
派遣労働者に係る労働条件及び安全衛生の確保について(基発第0331010号平成21年3月31日、基発0330第5号改訂3版平成27年9月30日)、
3.派遣労働者に係る安全衛生管理マニュアル(製造業、商業(卸売、小売))、中災防、2009, 2010、、
5.2018年問題、
9. 2012年、平成24年改正:
日雇い派遣禁止(30日以内有期雇用禁止)(35条の3)
有期雇用派遣労働者の無期雇用への転換(30条)
派遣先労働者と派遣労働者の均衡待遇(30条の2)
派遣労働者の派遣料金の明示(34条の2)
派遣労働者の雇用期間の通知(35条)
10.
働き方改革関連法、2019年、平成31年:
リーフテット・パンフレット、やさしい解説パンフレット一覧、リーフレット一覧、ビデオ・まとめ/パンフレット一覧、厚労省、
| 施行 |
労働基準法 |
労働時間等設定改善法 |
労働者派遣法 |
労働契約法、パートタイム・有期雇用労働法 |
労働安全衛生法 |
| 2018年4月 |
|
|
|
無期転換ルール:有期契約5年間後無期労働契約申込権 |
|
| 2019年4月 |
36条【義務】時間外労働の上限規制(大企業)
残業時間月45時間、年360時間、例外:年720時間、複数月平均80時間、月100時間未満(休日労働含む)年6月以内、※ただし適用猶予事業:運転手、医師、建設などあり。
39条7項【義務】年次有給休暇の年5日時季私的付与
41条の2 高度プロフェッショナル制度の創設
32条の3 フレックスタイム制の清算期間 最長「3ヶ月」に |
【努力】勤務間インターバル制度の導入促進 |
|
|
【義務】労働時間の客観的把握
【義務】産業医・産業保険機能の強化(従業員数50名以上) |
| |
|
|
|
|
|
| 2020年4月 |
【義務】時間外労働の上限規制(中小企業)※ただし適用猶予事業あり
|
|
【義務】雇用形態にかかわらない公正な待遇の確保、派遣労働者への待遇改善措置(派遣先労働者との同一労働同一賃金) |
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(大企業) |
|
| 2021年4月 |
|
|
|
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(中小企業) |
|
| 2023年4月 |
138条【義務】月60時間を超える残業に対する割増賃金率引き上げ 25%→50%(中小企業)※大企業は2010年より適用 |
|
|
|
|
注意:中層企業の定義:
| 業種 |
資本金 |
個人事業主、医療法人労働者数 |
| 小売 |
≦5000万 |
≦50 |
| サービス |
≦5000万 |
≦100 |
| 卸 |
≦1億 |
≦100 |
| 他 |
≦1億 |
≦500 |
|
|
契約社員、
呼び方は色々:契約社員、準社員、嘱託、非常勤、臨時社員など |
契約社員=正社員やパートタイマーや派遣とは別の労働契約に基づいて働く労働者。正社員は就業規則本規定に基づいて、パートタイム労働および派遣労働についてはそれぞれの法律に基づいた定義や制度が確立しておりそれぞれ就業規則別規定に拘束されており、パートさんや派遣労働者は、契約社員にはあたりません。
労働契約を結ぶと「契約に基づいて労働者は労働力を提供し、会社はこれに賃金を支払う」という義務が労使それぞれに発生します。(パートタイム労働者の健康管理マニュアル、厚労省、2016)、
注意:「労働契約」には、就業時間と就業場所の指定、仕事上の指揮命令があり、労働法の適用となります。が、「請負契約」と「委託契約」には、就業時間と就業場所の指定が無く、仕事上の指揮命令も無く、労働法の適用とはなりません。しかしながら、請負契約や委託契約であっても、実態(就業時間や就業場所、指揮命令など)として労働契約であると判断される場合は、労働法が適用される労働者となります。
(A)派遣社員が派遣元と雇用関係を持つのに対して、契約社員は実際の職場と雇用関係を持つ。
(B)契約社員には二つの形態があり、(1)1週間の所定労働時間が正社員より短い社員(つまり事実上パートタイマーであると考えられる)と、(2)1週間の所定労働時間は正社員と全く同様で、期間の定めのある(たいていの場合は1年契約)雇用契約をしている社員である。
(C)保険:(1)1週間の所定労働時間が正社員のおおむね4分の3以上である場合は(1週間の所定労働時間が30時間以上である場合が多い)健康保険、厚生年金保険、雇用保険、労災保険の全てが適用になります。つまり、正社員と全く同じように各保険が適用になります。(2)1週間の所定労働時間が20時間以上30時間未満である場合は、雇用保険(短時間労働被保険者)と労災保険の適用があります。つまり、労働保険のみの適用になるのです。(3)1週間の所定労働時間が20時間未満の場合は、労働保険のうち労災保険のみが適用になります。
(D)解雇:正社員と同様に入社後14日を過ぎると30日前に解雇の予告をするか30日分の解雇予告手当ての支払いが必要になります。
解雇の理由についても、その理由が合理的であるかどうかが問われるので(つまり、解雇権の乱用に当たらないかどうかが問われるのです。)、簡単には解雇できないのです。特に、1週間あたりの所定労働時間が比較的長く、正社員に近い労働時間である者ほど、解雇については慎重に考えなくてはならないというのが通常の考え方です。
(E)年次有給休暇:1週間あたりの労働日数に応じて比例付与することが義務付けられていますし、育児・介護休業法の適用や健康診断を行う義務の適用等についても、1週間の所定労働時間が長い者(特に正社員のおおよそ4分の3以上である場合)は、ほとんど正社員と同様の扱いになると考えてよいでしょう。
2018年問題:
①2013/4施行: 改正労働契約法「有期社員の無期転換ルール」(有期雇用5年間で無期労働契約への移行)、
②2015/9施行: 改正労働者派遣法「派遣期間3年ルール」(派遣期間3年間で派遣先が直接雇用または派遣会社の無期雇用への移行)、
|
|
不法就労の禁止、不法就労者とその法的地位 |
(A)「不法就労者」とは「出入国管理及び難民認定法(通称「入管法」)第73条の2第2項」の「不法就労活動」(就労活動:報酬その他の収入を伴う活動)に従事する外国人のことを指し、以下の4つのタイプに分類される:(1)在留資格以外の就労活動:在留資格を持って在留する外国人で、就労活動を許されていない者の就労活動、又は、特定の就労活動を許可されているがその在留資格以外の活動を無許可で行う就労活動。ただし、就労活動を全く認められない者であっても、地方入国管理局に「資格外活動許可申請書」を提出し「資格外活動許可書」を取得することにより1日4時間以内アルバイト等の就労活動を行うことができます。就労活動の制限がない在留資格には、「永住者」「日本人の配偶者等」「永住者の配偶者等」「定住者」がある。(2)不法残留者:在留期間を過ぎても在留期間の更新をせずに滞在する「不法残留者」が行う就労活動のこと。一番多く、推定30万人。(3)不法入国者:不法入国者が行う就労活動。(4)不法上陸者:不法上陸者が行う就労活動。
(B)就労活動の内容:男性は工員、建設作業員、労務作業者等のいわゆる3K業務。女性はホステスやウエイトレス、工員などが大多数を占め、その不安定な立場からも、人権侵害が起こりやすいという問題をはらんでいる。
(C)不法就労者の法的地位:労働契約の形式に関わらず、外国人労働者(不法就労者も含む)についても、労働基準法、労働安全衛生法、最低賃金法および労災保険法などの労働法規、並びに、厚生年金保険法は適用される。それが例え法律上認められない不法就労であっても、日本国内における労働であれば区別なく適用されます。要件:労働基準法第9条、労働組合法第3条などに規定された「労働」の定義に合致すること。基本的には、使用者の指揮監督下に置かれている(使用従属関係が存在している)ことで、具体的には、(1)仕事の依頼に対して諾否の自由があるか。(2)勤務時間、勤務場所、業務遂行過程において使用者の指揮命令に拘束されるか。(3)会社の服務規律が適用されるか。(4)報酬が労働に対する対価としての性格を持っているか。不法就労者への罰則:不法就労外国人は、原則として、本人が帰国費用を負担して本国に強制退去させられ、さらに裁判で有罪が確定したときは懲役や罰金が課せられます。
(D)雇用者への罰則:外国人を不法就労と知りつつ雇用した者や斡旋した者に対しては、入管法の規定により「不法就労助長罪」が適用されます。雇用者に対する罰則は次の通りです。ただし、不法就労者であることを知らずに雇用した場合には処罰されることはありませんが、就労の可否について旅券等なにも見ないで決めたような場合は明らかに過失があり、処罰の対象となりますから十分留意することが必要です。(1)外国人に不法就労活動させた者または斡旋した者:3年以下の懲役又は200万円以下の罰金、(2)集団密航者を運んできた者からその密航者を収受して不法就労させた者:5年以下の懲役又は300万円以下の罰金(営利目的がある場合は1年以上10年以下の罰金及び1000万円以下の罰金)。
(E)外国人労働者の斡旋:職業安定法の規定により、厚生労働大臣の許可(有料職業紹介事業の許可)を受けた業者から受け入れなければなりません。形式的には請負により行われる事業であっても、実態として労働者派遣事業に当たれば、労働者派遣法違反として摘発されます。次の職業に労働者を斡旋することはできません。(1)港湾運送業務に就く職業、(2)建設業務に就く職業。
参照:
1.外国人労働者直接雇用の労務管理、
2.外国人建設労働者の安全衛生教育テキスト(建災防、厚労省、2016),
、 |
|
外国人労働者の雇用・労働条件に関する指針(平成5年5月26日) |
外国人労働者の雇用・労働条件に関する指針
(1)趣旨、
(2)外国人労働者の範囲:
研修生:1年目研修生は労働者ではない、二年目以降の二年間(二年目、三年目)の技能実習制度では在留資格変更許可申請・特定活動への在留資格変更が必要。実務研修時には注意、
留学生アルバイト:聴講生14時間/週、留学生28時間/週、長期休暇中8時間/日、風俗禁止、、
(3)募集・採用の適正化、適正な労働条件、安全衛生、労災保険給付(その労働者の逸失利益をどの国の賃金水準に基づき算定すべきかが問題となる:予測されるわが国での就労可能期間ないし滞在可能期間内はわが国での収入等を基礎とし、その後は想定される出国先(多くは母国)
での収入等を基礎として逸失利益を算定する。労災保険適用、雇用保険は所轄はローワークに相談)、(脱退一時金支給)社会保険加入の理解、雇用の安定、福祉の充実、労働契約書、労働者名簿、賃金台帳、国保、
(4)雇用状況の報告、
(5)外国人労働者雇用労務責任者の選任:(外人常時10人以上雇用時)、
(6)技能実習生、
(7)関係行政機関との協力
参照:
外国人労働者に対する安全衛生教育には適切な配慮をお願いします(パンフ、厚労省、2019):安全衛生教育等の自主点検表、労働者死傷病報告(国籍、在留資格)、外国人労働者向け安全衛生教育様資料、外国人雇用管理指針。
|
| 1725 |
外国人労働者、災害発生時のコミュニケーション |
外国人労働者と防災、企業における多文化防災を考える(リスクマネジメント最前線、東京海上日動、2015年、7号)、
外国人労働者の労働災害防止、外国語(東京労働局)、
外国人労働者を雇用する事業主のみなさまへ、外国人労働者に対する安全衛生教育には適切な配慮をお願いします。外国人労働者のための安全衛生教育等自主点検表、労働者死傷病報告の様式の改正(労働安全衛生規則様式第23号)厚労省パンフレット平成31年1月8日。
、 |
|
労災事故発生時の広報対応、メディアへの対応 |
企業の社会的責任として、企業統治(corporate gavanance、説明責任 (accountability)・透明性・適正な監査・トップのリ-ダ-シップ)や法律遵守(compliance)が求められ、日常のラインへの報告義務構築(報告、連絡、相談のホウレン草)がrisk managementとして重要である。
事故・危機はクライシス(crisis)、事故予防対策はリスク・マネジメント(risk management)、事故発生後の事後処理はクライシス・マネジメント(crisis
management)と呼ばれ、事故発生時には、組織内広報(内部広報)や組織外広報(外部広報)コミュニケ-ション構築により、信用低下を最小限に抑える広報活動が重要である。1億円の損失を1千万円に抑えられたら、9千万円の収益を上げたと考えるポジティブな態度が必要です。
事故発生時の初期対応:
(1)被害者に対して:1.事故内容の確認と検討、2.組織としての評価、3.組織としての対応(待ってもらい委員会を立ち上げる)、4.一貫性のある対応(説明)、5.(後日突き上げられても納得しうる)謝罪、
(2)警察への通報(事故と刑法上の責任)、
(3)事故に対する教育と研修、
(4)書類等の記載に関する問題の検討。
「話せば判る」とばかりに誠心誠意に説明してもその真意が伝わることは期待できません。いかなる詳細で流麗な説明も、被害者の受けた傷の写真1枚、涙の1滴、訥々とした言葉によって容易に押し流されます。組織の正当な防衛であり、情報がどのように流れどのように扱われるかを、冷静に評価・管理することが要求されます。また、現在、内部告発の抑制は逆効果になりつつあります。メ-ルや電話などでの取材申し込みには、取材元の再確認が必要です。マスコミ対策は、原則的に、広報窓口を一本化した上で、1.隠蔽したり嘘をつかないことと、2.明確に表現することが必要です。想定質問と回答を準備する必要があります。マスコミには編集権や編成権があるので、報道内容に憤慨しても微妙な解釈の相違に関する訂正記事の要求は拒絶されます!しかし、明瞭な間違いにはすばやく毅然と抗議することが重要で、次回はその報道元は慎重に報道するようになります。説明は、組織内の論理を専門用語で詳細に開陳するのではなく、漫才屋の井戸端話をテレビで見ている無責任な一般視聴者がどう判断するかを意識することが重要で、判りやすく簡明に答えることが要求されます。不明な点は、「ノ-コメント」と突き放すのではなく、「現在詳しい状況を調査中ですので、後ほど回答します」と答える必要があります。
以上のことは、わたしも、読んでいるあなたも、事業主も、労働者も、立場に関係なく、全ての人や法人が被告席に立ちうるということであり、その危機感を常に意識することこそがリスク回避に繋がるのだと信じております。
|
|
倫理の欠如、moral hazard、モラル・ハザ-ド、モラール・ハザード |
1.他人の行動を観察することができないことから起きる問題:プリンシパル・エージェント関係(principal-agent relationship、依頼者・雇い主と代理人・雇われ人・従業員の関係)においては、エージェンシー・スラック(agency
slack、プリンシパル(依頼者・雇い主)の目の届かない労働環境において、または、エージェント(代理人・従業員)の能力情報を把握しきれない場合(エージェントの「隠された行動」としての情報の非対称性、この取引の場合、依頼者は情報劣位者で、代理者は情報優位者)、エージェントが利己的に給料泥棒的に怠けること)による資源配分の無効)の危険(moral
hazard)がある。例えば、ある経営者が部下に仕事を依頼した時。その経営者が従業員の仕事ぶりをつぶさに観察できず、しかもその仕事の成果も客観的に評価するのが難しい場合、従業員は「努力せず最低限の給料をもらっていた方が合理的」と判断。サボるかもしれない。ではここで、「成果主義」の給与システムが全ての問題を解決するかというと、それもまた微妙。「成果の大小」は必ずしも「努力」と一致しないからだ。にもかかわらず成果だけを見て相手を評価しようとすると、他人の努力の成果を自分の努力だとアピールするズルイ社員が得をして、一方の真面目な社員は嫌になって会社を辞めていくかもしれない・・・。モラルハザードとはこれほどまでに解決が難しい問題なのだ。取引先からの納品にまたミスが見つかった。創業以来のつきあいで、きちっとした仕事で定評があったはずの取引先。しかし、最近は杜撰な仕事ぶりが気になると嘆く課長。それでも、「長いつきあいもあることだし、これまで通りつつがなく付き合いを続ける方が・・・」とクレームを伝えることを躊躇する。実際に老舗の料亭やメーカーで相次いだ食品偽装などの「モラルハザード」。これを未然に防ぐカギは、実は、常連である消費者(取引相手)の行動にもある。例えば老舗の看板を信じ、消費者が何も考えずにその店を利用し続けた場合。老舗には次第に「良い仕事をしよう」という気運が生まれにくくなる。良い商品を作っても、手を抜いて作っても、そのことは客に観察できず売り上げも変わらないからだ。ここでは消費者は老舗がやる気を維持するためのきっかけ(インセンティブ)を与えることが重要。例えば品質やサービスが落ちた場合、クレームを付けたり利用するのをやめる。これにより老舗には「良いモノを作り続けなければならない」という緊張感が生まれ、結果的にその看板が守られるということになる。(NHK、出社が楽しい経済学、2009)
このリスク・アセスメントとして、政治経済学上、プリンシパル・エージェント理論(p-a theory、やる気(incentive、インセンティブ、馬の眼前の人参)としての給料)や監視方法(2種類の監視方法において、火災報知器型がパトロール型より効率的))がある。
2.保険用語で、厳格には以下の2種類に区別される:(1)「モラール・ハザード、morale hazard、(リスク移転の効用としての)保険をかけた為に、(故意ではなく)安心感から、リスクを避けるインセンティブ(火の用心などの注意義務)が低下し、結果として(火事などの)リスクがたかまるというような、インセンティブの低下による危機。morale(やる気。士気。集団の共通目標の実現のために積極的に努力しようとする態度、士気、勤労意欲、作業意欲)」、(2)「モーラル・ハザード、moral
hazard、倫理上から保険をかけておいて火をつけるような故意(不道徳)。moral(形容詞:道徳(上)の、道徳に関する、善悪の判断に関する、道徳律の)」。この第2の意味で、企業は大衆を巻き込んだマスコミの恰好の悪玉の烙印を押される。対処としては、前者(1)の場合においては、モラール・ハザードは保険あるいはセーフティーネットというシステムが抱える負の効果の問題であり、その回避策もシステマティックなもの(免責、保険等級、厳重な審査等)でなければならず、後者(2)に対するような個人の倫理が向上すればなんとかなる、という類のものではないので、区別して対応しなければならない。すなわち、モラルハザードのリスクマネジメントは、モラルハザードの高い人にリスクを分担してもらることで、その人に倫理の向上を期待することの意義は低い。この点がマスコミ報道では忘れ去られたり総論的に上滑りとなり、しばしば経営努力をしている優秀な事業主の解雇となり、経営危機になる場合が多いのが寂しい限りである。
注意:第3の意味として、経済学上では消失する経済効果は同一なので両者を合わせてmoral
hazardとしたことより、故意の有無にかかわらず、規律の喪失や倫理の欠如した状態全般を指すことになってしまい、現在、この誤用が人口に膾炙されている。
|
|
若年者の早期離職防止、生きがい、働きがい、人は何の為に働くのか |
背景:「七・五・三」とは「中卒・高卒・大卒の就職後3年以内の新卒者退職率」とされる。労働市場においての学卒一括採用・長期雇用・年功序列・定年退職の雇用形態における、年令よりも多様な能力を評価する雇用システムの確立が、就業者のみでなく企業側からも望まれてきた。その為には、(1)ビジネス・キャリア制度:ビジネスキャリア形成の支援・能力開発機会の確保、(2)職務の明確化、(3)能力評価システムの確立、賃金・人事考課の見直し、(4)年令・性差差別の撤廃による人材の掘り起こし等が必要とされる。
倫理:「生きがい=(他人からの期待)x(それに応えているという自負)」(生きがいシェアリング、野田正彰著、中公新書、25頁、1988.)。
統計:「自分の仕事にやりがいを感じますか」との問いに対して「感じる」「まあ感じる」と回答した人の割合は、平成16年度で63.5%であった(長期ビジョンの達成状況の評価に関するアンケ-ト(対象:長期ビジョン推進委員会委員・地域ビジョン委員(計1,245名;兵庫県県民政策部政策室ビジョン担当課長)。
アクセル役:「働きがい」を「ワーク・モチベ-ション、仕事動機づけ」と位置づけ、さらに、ワーク・モチベ-ション・プロセスを「内発的働きがい」と「外発的働きがい」に分け、これらのモチベ-ション・プロセスを取りまく要因を改良することにより、快適職場づくりを形成しうる。
キャリア・コンサルティング:労働者がその適性に応じて自ら職業生活設計を行い、これに即した職業能力開発を効果的に行うことができるように、労働者の希望に応じて実施される相談。
自律的な態度の獲得、自己の客観視、自立した社会人としての責務の理解、問題を解決可能な具体的なレベルで捉えられる能力獲得のための支援が必要(塚本友栄、舟島なをみ.就職後早期に退職した新人看護師の経験に関する研究:就業を継続できた看護師の経験との比較を通して.看護教育学研究
2008;17:22-35.)。
参考:
1.新潟県の労働事情、新規学卒者の離職状況、新潟労働局、
2.おしごとアドバイザー、厚労省、電話とメールによる相談、
|
|
雇用動向、失業情勢 |
1.労働力調査:雇用情勢の動向を表す重要な指標である、就業・不就業の実態(就業者や完全失業者の数・完全失業率等)の把握するために行われる調査。1947(昭和22)年7月から実施。全国で無作為に抽出された約4万世帯に常住する世帯員で、そのうち15歳以上の世帯員約10万人について、就業・不就業の状態が、調査員が調査票を調査世帯に配布・回収する方法(調査員調査)で実施されている。
調査期間中に、少しでも仕事をしていれば就業者となり、少しも仕事をしていなくて、求職活動(求職活動の結果待ちを含む)をしており、すぐに仕事に就くことができれば完全失業者になるので、いわゆるフリーターも、就業者・完全失業者・非労働力人口のいずれかに区分される(このいずれにもあたらない人は、非労働力人口となる)。
(1)完全失業率(%) = 完全失業者 / 労働力人口 × 100=4%。
(2)15才以上人口:
(2-1)労働力人口=就業者+完全失業者=6700万人、労働力人口比率(労働力率)=労働力人口/15才以上人口=60%:
(2-1-1)就業者=従業者+休業者=6400万人:
従業者:月末1週間に収入と伴う1時間以上の仕事をした者。
休業者:仕事をもっているが、調査期間中少しも仕事をしなっかた者で、①賃金の支払いを受けているまたは受ける予定、または、②自営業主で、事業経営中であるが、その仕事を休んで30日未満の者。
雇用者数=5400万人:産業、政府サービス生産を含むあらゆる生産活動に常雇・日雇を問わず従事する就業者のうち、個人業主と無給の家族従業者を除くすべての者であり、法人企業の役員、特別職の公務員、議員等も雇用者に含まれる。
(2-1-2)完全失業者=300万人、:仕事が無くて長鎖期間中に少しも仕事をしなかった者で、①就業が可能で、就業を希望している、かつ、②仕事を探していたもの、及び、仕事があれば直ぐに就ける状態で、過去に行った求職活動の結果を待っている者。
(2-2)非労働力人口。
2.雇用動向:
労働力需要の動向:
新規求人倍率=新規求人数/新規求職者数=1.5。
有効求人倍率=有効求人数/有効求職者数=0.95。有効求人数=(3ヶ月締め)先月からの繰越求人数+新規求人数。有効求職者数=先月からの繰越求職者数+新規求職者数。
女性の年令階級別による労働力率:M字型カーブ(30才代で減少する)。
常雇(常雇い、じょうやとい;臨時ではなく、(1年超えまたは不定雇用期間契約の)長期にわたって雇うこと、また、その人で役員を含む。常用労働者)=4600万人。
臨時雇+日雇=750万人、雇用者の14%。
短時間労働者=26%、男8.4%、女40%。
(1) 週の労働時間が35時間未満の労働者数=1,205万人(男376万人、女 829万人) (平成13年 労働力調査)、
(2) パートタイム労働者と呼称される労働者数=701万人(男54万人、女646万人)(平成13年8月労働力調査特別調査)、
(3) 通常の労働者よりも所定労働時間等が短い労働者=918万人(平成13年 毎月勤労統計調査)。
(4)入職者に占めるパートタイム労働者の割合%(平成27年雇用動向概況、厚労省):
| 年齢 |
≦19 |
20≦ |
25 |
30 |
35 |
40 |
45 |
50 |
55 |
60 |
65≦ |
| 男 |
62 |
29 |
21 |
19 |
13 |
19 |
17 |
24 |
16 |
37 |
62 |
| 女 |
71 |
29 |
40 |
52 |
56 |
57 |
59 |
58 |
71 |
73 |
91 |
|
|
企業の業務と業務改善・品質管理:
0.会社とは、
1.会社組織、組織構成:部門、組織形態、
2.会計、
3.業務改善:
改善モデル化、
問題発見、
分析、
表現、
改善、
4.法令、規則、、
|
0.会社とは:
会社法、取締役、CSR、
内部統制、参照:ITL、
、
1・組織構成:
1-1.部門: ライン(直接部門):販売(営業)、製造(生産)、 スタッフ(間接部門):労務(人事)、財務(経理)、、購買(資材)、研究開発、情報システム、総務、マーケティング(企画、調査)、
1-2.組織形態:
部署: 組織(旧来型)、事業部制製品別・顧客別・地域別に独立採算制の事業部を置きそれぞれに旧来の職能別組織を持つ、プロジェクト制組織:臨時編成、マトリクス制組織:事業部制とプロジェクト制の両方に籍を置く=指揮命令が混乱する場合が有る。
人事労務: 職掌ー職種ー職務、職能、職位、
2.会計:
2-1.財務会計:貸借対照表(B/S)、損益計算書(P/L)、勘定科目、
会計:モニターKPI指標、
2-2.管理会計:損益分岐点、固定費、変動費、在庫評価、
賃金:賃金体系、
3.業務改善・品質管理:
3-1.手順:現状業務活動を分析しやすいようにのモデル化→データ収集→データ整理・問題点の洗い出し→原因分析→改善、
3-2.業務活動のモデル化:
3-2-1.データ主導型:
3-2-1-1.ERモデル:実体(エンティティ entity)、関係(リレーション relation)、属性(アトリブート)の魚骨図
3-2-1-2.データフローダイアグラム(DFD, Data Flow Diagram)、フロー図、
3-2-2.機能主導型:ワークフロー図:処理手順に準じて、、
3-3.データ収集:ブレーンストーミング、ゴードン法(課題の無いより自由なブレーンストーミング)、バズセッション(buzz session、討議法)、
3-4.データ整理:KY法、決定表(decision table、表形式)または決定樹(decision tree、シェーマ)または箇条書き(ミニスペック
mini specification)、
3-5.データ分析:(品質管理の為の)QC7つ道具、新QC7つ道具、
3-6.データの表現、
3-7.対策、
3-8.実行、
3-9.監査、
SWOT分析、参考、
4.法令、規則:
労働法、労働契約、労働基準法、就業規則、試用期間、退職・解雇、労働者の権利、
、
5.文書、記録、顧客との文書往復、
6.コミュニケーション、
7.教育訓練、
参照:とるとるシスアド。
|
|
労務管理とは (0)、
労働問題の解決方法 |
大切なこと: 労働関係法制度を知らないと損をします(理解すること)。それが駄目なら、知っている人に聞くこと(行政(労働局・監督署)、サービス機関(新潟産業保健推進センター、労働基準協会、日本労働安全衛生コンサルタント会新潟支部)に相談など)。
やさしい労務管理の手引き、厚労省、2017/3、
経営管理=ヒト(労務管理)+モノ+カネ、
労務管理=雇用+賃金+福利厚生+人間関係+教育訓練、
経営者のための労務管理、社労士事務所HRMオフィス、評価の疑問、
1.雇用管理:
1-1.職務・人事情報:職務分析、職務評価(職務記述書、職務明細書)、人事考課、
1-2.雇用管理:採用管理、配置管理、退職管理(How to退職・転職:退職・転職の手引き、無職の卒業)、
2.賃金:
賃金額管理:賃金総額管理(賃金総額=付加価値(売上高-原価)x労働分配率、賃金総額=売上高x人件費率)、
個別賃金管理:定期消臭、ベースアップ、、
賃金体系管理:所定内賃金、所定外賃金、
| 所定内賃金 |
基本給 |
仕事給 |
職務給 |
| |
|
|
職能給 |
| |
|
|
職種給 |
| |
|
属人給 |
年齢給 |
| |
|
|
勤続給 |
| |
|
|
学歴給 |
| |
|
総合決定給 |
|
| |
諸手当 |
|
|
| 所定外賃金 |
時間外手当 |
|
|
| |
休日出勤手当 |
|
|
| |
深夜勤務手当 |
|
|
賃金形態管理、賃金支払形態:定額制、出来高払い制、
退職金管理:基本給に連結、切り離し、、
経理:簿記(わかりやすい簿記)、
3.福利厚生:
法定福利費:社会保険:RIC労災保険情報センター、、覆面社労士Dr.KのLabor Restistance Forum「社会保険」のコーナー、年金と雇用・失業を考えよう、
法定外福利費、
4.人間関係:
科学的管理(出来高払い)→人間関係論(モラール理論)→行動科学(動機づけ理論)、、
5.教育訓練:
職場内on-the-job training, OJT、職場外Off-JT、階層別教育訓練、
時期、対象者、方法、
、
労働基準法:ポケット労働法2006、Labour 労務安全情報センター、知って得する労働法、覆面社労士Dr.KのLabor Restistance Forum「労働」のコーナー、ひげひげ退職マニュアル、佐藤正社会保険労務士・行政書士事務所、司法書士・行政書士飯山陽平事務所、
|
|
労務管理 (1)
職務・人事制度、
雇用管理、
職能資格制度と専門職制度 |
人事制度:
・資格制度と評価制度
・従業員の格(等級)付け;職務内容や難易度、責任(賃金の大きさ)→職能資格制度
・評価制度→人事考課
・格付けに必要な評価;要求される水準に達しているか→能力評価
・報奨の配分に必要な評価;どのくらい能力を成績に結びつけたか→業績評価
資格制度:
・企業横断的資格;
一職業(公的)資格制度(会計士、医師、弁護士など)
一能力認定資格;情報処理、宅地取引、旅行業、簿記、英語など
・企業内資格;職制(役職)とは別に企業内における従業員の序列や処遇を明確にするために行われる制度
一身分割、年功制、職能資格制度
・大規模企業では特に普及
職能資格制度:
・職能資格制度:遂行能力のランク付け。組織横断的な階層として規定される。
・実際には、職掌(管理、総括・監督、主務、執務)で層化し、かつ、職種(営業、事務、技術など)で縦割りしたものとして定義される。
・賃金表は基本的に職層(職掌を更に層分けしたもの)にリンクし、職務間での相対的価値評価は:行われない。
職能資格要件:
・当該資格の対象者が満たさなければならない条件、(業務知識、熟練度、判断能力、折衝力、経験年数など)
・上級の資格では、より複雑かつ非定型的な能力(判断、折衝、企画)などが重視されるようになっている。
資格と職制(役職):
・資格とは、従業員の能力水準を示す。
・役職は、組織が必要としている職務内容やポスト(特に管理職)をさす。
・これら2つは基本的に切り離されている。
・資格は役職に対して前提条件となる。
・賃金は資格(能力水準)を基本に設定される。
人事考課:
・評価制度を一般に人事考課という。
・目的;①能力の測定、②選抜、③一定期間を単位とする業績評価。
・用途;①昇格・昇給②賞与配分
・方法;①絶対評価②相対評価
・関与者;①直属上司②部門長③人事部:一複数の基準、複数の目
職能資格制度の特色:
・育成の論理;能力を基準にするため、上位資格への昇格は能力水準の判断による(現資格の能力基準を満たしている 十 上位資格の基準を満たす可能性)。
・いったん獲得された能力は減じることが少ないため、降格はあまりない。
・企業内を横断する資格制度であるため、同じ資格にとどまれば、職務内容が変化しても賃金は変わりない。(→配置転換)
職能資格制度の日本的運用:
・柔軟な職務構造との関連
一在籍資格の上下にまたがった職務内容
一配置転換を可能にする仕組みで幅広い専門能力育成
・年功的運用
一年功制の前提;経験年数とともに職務能力や個人としての生産性は伸長する
一職能資格制度における在籍年数規定(標準、最短・最長)
職能資格制度の問題:
・全社統―的な職能資格要件は、抽象的であいまいなものとなりやす<、能力判断の基準としては具体性に欠けやすい。このことは結果として、年功(経験年数)による昇格という傾向を助長している。
・役職ポストの数と有資格者の数が一致しない。
・企業内資格であるために外部との比較が難しい(転職・中途採用の問題)
労基法等を根拠とする書類作成・届出:
(社)神奈川労務安全衛生協会藤沢支部(表)、
企業の構成要素である「人」「物」「金」「情報」のなかで、人(労働者)を対象とした管理のこと。
労働者には3つの側面があり(1.労働力、2.賃金、3.感情)、それぞれに、労務管理(1.雇用・教育・就業・労働条件、2.労使関係、3.人間関係)が求められる:
A.就業管理:就業規則、労働契約。
B.職務分析・人事考課:
参照: 等級・職制とは:
町役場の例:
| 等級 |
職務 |
人数 |
% |
職名((職種)職位) |
職制 |
人数 |
% |
| 1〰3 |
|
|
|
主事、主事補
技師
保育主事
主任幼稚園教諭
分隊長 |
係員級 |
|
35 |
| 4級 |
|
|
|
主査、係長
防災対策専門員 |
係長級 |
|
40 |
| 6級 |
|
|
|
参事、課長
危機管理監
事務局次長
消防所長 |
課長級 |
|
7 |
| 7級 |
|
|
|
部長
消防局長 |
部長級 |
|
1 |
①職制:
①-1.組織制度としての職制 organization: 職場の管理組織、命令系統に関する制度、
職種を外した、組織一般に共通する組織内順位: 係員-係長-課長-部長など、
①-2.地位としての職制 managerial post/position=ポスト
職位: その組織特有の業務遂行上の地位、
事業別に、職制類似の係員-係長-課長-部長など、更に、その組織特有の内部規定上の地位即ち役場における消防での分隊長、所長等の呼称が含まれる、
通常のポジション呼称としては、職種+職制=総務部長、経理課長や、職位+職制待遇=Y消防分署所長(課長待遇)など。
②課業:
一人でできる仕事内容、会社の規模により一人分の課業が異なる。現在は複数課業が多い。
③職務分掌(職務分担)、
例: 事務部・人事課・採用係・採用試験担当者について考えると、以下のように定義される:
1.職掌=事務職掌、技術職掌など;この場合は事務部、
2.職種、部門、(部)課=事務職掌では総務課、人事課、経理課など、技術職掌では組立課、加工課、検査課など;この場合は人事課、
参照: 職掌・職種は、
① white-collar:事務職(総務・人事、経理・会計、営業事務、受付事務、企画・宣伝 など)、営業職・接客職(販売・サ-ビス)、 専門職(開発・研究、技術、土木・建築技術、SE、編集・記者、アナウンサ-、カウンセラ-など)、
①ー1:総合職:企業の基幹となる業務に携わり将来は管理職にもなる、転居を伴う異動がある、
①ー2:準総合職:仕事内容は総合職と殆ど同じであるが、転居を伴う異動はなく、 給与や昇進は総合職の方が有利、
①ー3:一般職:総合職の補助的な仕事が多い。給与・昇進は総合職・準総合職の方が有利。
(② metal-collar:技術職・熟練作業職)と、
③ blue-collar:現場の作業員など現業系や技能系の職種(主に肉体労働が主体)がある。
3.職務(job)、業務=採用係、業務内容=採用試験、
4.仕事、課業(task, 単位仕事。個々の従業員が分業分担しているまとまり仕事で、それ以上分割できない。逆に言えば、仕事との流れの途中で分担している従業員が変わる場合や、同一の仕事のように見えるがその仕事の遂行に当って期待されるレベルが複数の場合、同じ仕事であっても与えられた権限が異なる場合、仕事の目的や性質が異なる場合などは別々の課業となる。)=採用試験の実施、課業内容=採用試験問題作成、採用面接の実施など、
5.作業、動作(単位行動)=電話応対、または、過去の採用試験問題の収集、または、試験問題コピー、など
B-1.職務分析(職務jobを分析し、仕事給の職務給の基準となる職務等級、職務等級・役割等級制度を決定する)、注意:職務調査(課業taskを分析し、仕事給の職能給の基準となる職能等級、職能資格制度を決定する)
B-1-1.流れ:
職務分析→職務記述書→職務明細書→職務評価→職務設計。
B-1-1-ア.職務分析:
要件:
①職務要件←仕事の内容や機能、手続きなど
②遂行要件←仕事遂行のための技能・知識など
手法:
①観察法:分析者が作業者のそばで分析する方法、見てるだけ、メンタル面は分析できない、現場作業向き、事務職の分析には向かない。
②面接法:
③体験法:分析者自らがやってみて分析する方法、疲労度などが実感できる。
④質問法:面接法や質問シート・質問紙法などにより仕事の流れや内容などを聞き、分析する方法、管理監督者や事務職の分析に向く。
⑤実験的方法:ストップウォッチなどで時間を計測しながらその作業を分析する方法、このなかで一番手間がかかる。
B-1-1-イ.職務評価:各職務はその大きさに応じて一定の等級に格付けされる。
職務内容は毎年のように変化するので、修正の必要な職務は職務分析、職務評価をやり直し、各職務の点数(職務の大きさ)を修正する。
(1)定量的:
①点数法:もっとも一般的な方法、職務間の価値の相違を点数で表す方法、たとえば、Aという職務は、熟練4、肉体的3、責任度5でトータル12点というような方法。ウエイトの付け方は生産労働、オフィス労働、管理、研究等で異なる。基準職務の市場賃率(市場価値)をベースにして、1点当たりの賃率や各職務の週給、月給を算出する。管理職の職務の場合は年収を基礎にする。
②要素比較法:職務評価の量的評価方法の一つである。これは、基準職務に含まれる賃率の定められた評価要素(技能、精神的要件、肉体的要件、責任、作業条件等)を基にして、非基準職務に含まれる各評価要素の賃率を合計することによって、非基準職務の賃率を決定する方法である。基準職務の各評価要素の賃率決定にあたっては、評価要素ごとに序列づけし、配分することとなる。
(2)定性的:
①序列法:予め基準設定せず、単純労働を最下位に複雑な労働を最高位において、相互比較、
②分類法:仕事の種類(肉体労働~創造的労働)や仕事の困難度(不熟練~熟練労働:定型的~管理的労働)により職務の分類基準を設定し、職務群をいくつかの等級に分ける。各職務を職務の分類基準に基づいて分類する。
参照:ヘイ・システム Hay Profile Guide Chart (東京経済大竹内一夫)
B-1-2.職務評価の用途:
職務別の相対価値評価、
職務給・人事考課の基礎資料。
B-1-3.職務設計:
①職務設計の意義
職務設計とは人間の特性を発揮し生きがいある仕事になるよう職務を設計する
②職務設計の方法
ⅰ職務拡大:職務の構成要素である課題を増やす←職務の水平的拡大
ⅱ職務充実:責任や権限を拡大し職務を質的に充実←職務の垂直的拡大
ⅲジョブ・ローテーション:従業員にいくつかの職務を計画的に経験させる
ⅳ職務再設計:従業員が能力を発揮し働き甲斐を持てるように職務の組み替えを行うこと。狭義には、高齢者の体力気力の低下をカバーする為に、モラルを低下させずに、職務内容を見直すこと。
B-2.人事考課:従業員個々の知識・性格・職務遂行能力などを一定の基準にもとづいて評価すること、
B-2-1.ポイント: 公平=客観的+正確、
人事考課表を作成する上での留意点:
①考課尺度の明確化
②考課対象の明確化
③考課要素の明確化
B-2-2.用途: 昇給・賞与などの処遇に反映させることでモラルの向上を図る、適正配置、能力開発・教育訓練、長期的なキャリアパス(職務経歴)を計画、
B-2-3.方法:
B-2-3-1.
①相対評価←全体の集団の中で優劣を決定する評価方法
②絶対評価←絶対的な基準で評価する法。
B-2-3-2.
①対象とする事実を客観的に確認するための記録法
ⅰ産出記録法:個人の生産・加工・販売等を一定の基準で記録し評価
ⅱ勤怠記録法:個人の出欠席を記録
②標準との比較によって考課する相互比較法
ⅰ成績順位法(序列法):評価要素ごとに、相互に人物比較して、全員を一列に序列化
ⅱ人物比較法:予め評価要素ごとに標準となる優秀・普通・劣等の3段階の被考課者を設定して、これを基に、比較評価する、
③要素別に分析評価するための尺度法
ⅰ図式尺度法、評定尺度法:効果要素ごとに、評価線分に5段階評価点をとり、評価尺度をアナログでその線上に該当段階をチェックする
ⅱ評定尺度法:評価要素ごとに5段階等標語(1・2・3・4・5、優・良・可、A・B・Cなど)に評定。
成績標語法:評定尺度法の補完。標語(合格、不合格)。
④論理誤差を排除するための標語群を基準とする手法
ⅰブロブスト法、照合表方式:優劣を表す具体的100項目の短文(具体的な標語)形式のチェクリストの内、考課者は無作為に自信のある項目のみ抽出し評価する、
ⅱ強制択一法:標語群を作りその中から必ず一つ抽出する。
B-2-4.人事考課の課題、評定誤差(心理的偏向・バイアス)、人事考課上の過誤、考課錯誤、エラー、心理的誤差傾向:
①人事考課を行ううえでの「課題」とは←他人による評価の限界
・心理的誤差傾向を排除する手段として考課者訓練と自己申告制度
②心理的誤差傾向
ⅰ中央化傾向:被効果者の大多数を標準として評価する。被考課者を個人としてもまた集団としても優劣をつけられず、一般に平均並みになりやすい傾向。評価が標準レベルに集中してしまい、優劣の差が生じなくなってしまう傾向のこと。「みんな普通」「嫌われたくない」という理由からこのような傾向がでることが多い
ⅱ寛大化傾向:効果者の自身のなさから強化結果が上位にシフト。実際の能力以上に評価してしまう傾向のこと。部下の評価がおおむね甘くなりがちだという傾向)、論理誤差(本来評価に影響しない要素が評価項目と論理的に関係が有ると思い込み評価に影響してしまう。英語が出来れば海外派遣要員として優秀だ。営業成績が良いと折衝力が高い。対策は、自己流の論理思考をしないこと。)、時間差による誤差(同じ人が同じ人物を評定しても、時間や順序が違うと異なった評定になりやすいという傾向。
iii.酷評化傾向・厳格化傾向:被考課者全員を全体として実際以下に悪く評価する、
iv. ハロー効果、ハロー・エフェクト、後光効果、後光傾向:特定の要素によって全体が幻惑されること。特定の人物で評価要素中に特に優れたもの(積極性)とか特に劣悪なものがあると、他の要素(責任感、協調性)も良く思えたり、悪く思えたりするという傾向。
・評定される人の全体的な印象の影響で、部分的な個々の特性の評価をしてしまう。全体の評価の影響を受けて部分的特性までみてしまう
・部分的印象だけで全体を評価してしまう、ある一部の印象がその人の全体の評価となってしまう傾向
v. 論理誤差、論理的誤差:特定の要素が良いと他の類似要素も良いと錯誤してしまう。評定する人が自分自身で評定要素間を関連させてしまい、関連がある項目を同一評価、もしくは類似評価してしまう傾向のこと。簡単に言うと「あの人は社会性がある」、だから「交渉力もあるだろう!」という評価をしてしまうこと。
ⅵ恒常誤差:特定項目を暗黙のうちに重視又は軽視してしまうこと
vii. 近接誤差、期末考課:最近の評定結果の影響を受けてしまう傾向のこと。「前回Aだったから、今回もAだろう!」というような評価を行ってしまう心理的傾向のこと、
viii. 分布誤差:集団として丸めて判断する。寛大化傾向(被考課者全員を全体として実際以上に良く評価する、
ix. 対比誤差:考課者の得意科目は厳しくなる。考課者自身と対比して過大又は過小に評価してしまう。考課者が自分と反対の特性を持つ被考課者に対して実際の評価よりも過大あるいは過少に評価してしまう。
x. 個人的偏向・自己投影効果:考課者の特性や行動を評価基準として判断してしまう。
xi. クーロン・エラー:評価者と行動や個性が似ている人を実際より良く評価しがちな傾向、
xii. 対比効果:被考課者の順番が異なる時に発生する。80点の人が連続した痕で70点の人がいると、30点位に評価されうる。配列順序を3回以上変更して評価すべきである。
Bー2-5.人事考課の補完的制度:
①自己申告制度:
従業員自身に自己の才能、能力、希望職種などを申告させる制度、
(注)社内人材公募制度:特定プロジェクトの募集源を社内人材に求め、上司を経由しない応募とする。
②目標管理制度(MBO:Management by Objectives):毎年目標を設定し年末に達成度合いを評価する:
ⅰ上司と部下が組織全体の立場から話し合い目標を設定
ⅱ目標の達成方法はなるべく本人の創意に任せる
ⅲ期末に目標達成度合いを申告させる
ⅳ業績評価を行い面接を通じて次期に生かす
③面接制度:上司と部下が仕事について話し合う制度
④多面評価制度:上司以外にも同僚・部下・他部門などが評価する。ヒューマン・アセスメント(上司でない観察者(アセッサー、assessor)による心理的評価)、
⑤加点主義人事考課⇔減点主義人事
⑥コンピテンシー:高い業務性かを生み出す個人の行動特性のこと。これをベンチマーク(指標化)して採用・昇格・教育訓練等行う①自己申告(業績、資格等)、
C.雇用管理:
日本的雇用慣行とは、終身雇用制・年功序列制(年功昇進、年功賃金)・企業別労働組合(自分のところだけ良くなれば良い?)。
企業をめぐる経営環境の変化:低成長経済、高齢化の進行(2007年問題)、産業構造の変化(サービス業主体へ)、技術革新(ME化)、働く側の意識の変化(企業に縛られたくない、一生同じ会社にこだわらない)、ポスト不足。
C-1.採用管理: 手順:要員計画の策定→採用基準の決定→採用選考→適正な採用。終身雇用と中途採用(卒後3年以内の退職者で新規学卒者と同じ条件で採用される者=第2新卒者)。
C-2.配置管理:適材適所、 人事異動(配置転換(職能資格制度、専門職制度、役職定年制)、垂直的異動:昇進(職位:係長→課長など)・昇格(職務・資格:2等級→3等級など)、水平的異動:同レベル職務間の配置転換、職務歴任制(ジョブ・ローテーション job
rotation、定期的・計画的)、キャリア・ディベロップメント・プログラム(個人別経歴開発管理、経歴管理 carrier development
program, CDP、採用・配置・昇進・異動・退職を切り離すのではなく結びつけ、労働者の雇用から退職に至る全過程において適正配置・能力開発を長期的・計画的に行う人材育成制度)、
C-3.昇進管理:昇進、コース別雇用管理(複線型雇用管理、総合職と一般職)、資格制度・昇格、専門職制度(スペシャリストを、管理職の職位系列と別枠に、専門職の職位系統を確立し、管理職と同等に優遇)、
C-4.退職管理:
C-4-1.定年制度、定年制: 定年退職制度、早期退職優遇制度(選択定年制度)、管理職定年制度(役職定年制、昇進しない場合は現役職を解任される。注意:役職は解任されるが、雇用関係は終了されずに継続している。首にはならないという事。)、管理職任期制度(役職任期制度)、
C-4-2.継続雇用制度: 勤務延長制度、(嘱託身分で有期の)再雇用制度、
改正高年齢法(2006年4月):①定年引上げ、②定年廃止、③継続雇用制度導入;リンク1,2、
C-4-3.雇用調整: 残業規制→休日増加・採用削減→配置転換→出向・転籍→一時帰休→希望退職→整理解雇、
C-4-4.ワークシェアリング:仕事時間を短縮したり分け合って、雇用を拡大し、失業者を減少させる。雇用の拡大を目的とせず、仕事を分け合うことにより育児・介護と仕事の両立を目的とする場合をジョブシェアリングと呼ぶ。
参照:
はじめに:リンク集:労務。
労働基準法(昭和22年):労基法、労基法、労基法、
参照
労働基準法(安全衛生情報センター)、
労働基準法関連パンフレット一覧表(厚労省)、
労働時間等の設定の改ざんに関する特別措置法
改正労働基準法2019、一覧表、
|
| |
労務管理 (2)
賃金管理 |
D.賃金管理; 平均賃金の従業員数・年齢別推移(一般男子、2000年)、
蛇足:
総論、サクッと:
賃金=労働の対償(労基法11条)、労働者の生活の糧、使用者が商品「労働力」を購入する対価(人件費)。
実質賃金=現実の名目賃金/消費者物価指数(CPI)。
賃金制度=賃金の支払い方。賃金体系+賃金形態。
賃金体系=年功給(体系)、職能給(体系)、職務給(体系)、業績給(体系)。
賃金形態=計算単位(形態)=時間賃金性(時間給、日給、週休、月給、年俸)または(生産量、販売量を基準とする)出来高賃金性。
賃金制度の意義:経営の価値観を具現化したもの=等級制度+賃金制度。従業員のモチベーションと賃金総額に影響する。
賃金制度を構成するモジュール:賃金体系、賃金改定制度、賞与制度、退職金制度、福利厚生制度。
社会保障からサクッと:
標準報酬月額=給与+手当(家族、住宅、通勤、休職、残業、日直宿直、皆勤)+年4回以上支給される場合の賞与
税金からサクッと:
振込額=支給額ー控除額
控除=税金+社会保険
税金=所得税(5%<)+住民税(10%)+復興特別所得税(2.1%)+復興特別住民税(千円)←おおよそ課税対象(=支給ー控除(=給与+人的+社会保険))x15%、
社会保障=健康(5%)+介護(0.8%)+厚生年金(9%)+雇用保険(0.4%)+労働組合費←おおよそ15%、
D-1.賃金額管理
D-1-1.総賃金額管理:
ラッカー・プラン:賃金総額=付加価値x労働分配率(付加価値に比例)、スキャンロン・プラン:生産成果(売上高に比例)。
人件費の構成:
| 役員人件費 |
役員報酬 |
|
| 役印賞与 |
|
| 役員退職慰労金 |
|
| 法定福利費 |
社会保険料 |
| 福利厚生費 |
住宅補助、社員旅行補助 |
| 研修費 |
|
| 一般社員人件費 |
賃金 |
所定内給与 |
| 時間外手当 |
| 賞与 |
| 退職金 |
| 法定福利費 |
社会保険料 |
| 福利厚生費 |
住宅補助、社員旅行補助、厚生施設維持費 |
| 募集採用費 |
|
| 研修費 |
|
| その他 |
|
原資:付加価値の配分:
| 区分 |
先 |
項目 |
性格 |
| 分配 |
株主 |
配当金 |
利益 |
| 経営者 |
役員賞与 |
| 役員報酬 |
人件費 |
| 役員福利厚生費 |
| 労働者 |
賃金 |
| 社員福利厚生費 |
| 企業 |
内部留保利益 |
利益 |
| 支払 |
借入先 |
借入利息 |
金融費用 |
| 貸借先 |
賃借料 |
賃借料 |
| 国自治体 |
租税公課 |
税金 |
D-1-2.個別賃金額管理:賃金総額を一定の基準に基づき個別分配すること:
個別賃金決定の4基準:
| 立場 |
賃金性格 |
賃金種類 |
ツール |
| 労働者 |
生活 |
給与 |
標準生計費 |
| 能力 |
給与 |
|
| 使用者 |
職務 |
給与、賞与、退職金 |
職務評価 |
| 成果 |
給与、賞与、退職金 |
人事考課 |
D-1-3.昇給基準線:新規学卒者のx=勤続年数とy=基本給(定期昇給(定昇)+ベースアップ(ベア))のグラフ。高齢者に賃金上昇が鈍化する放物線型(y=√x)かS字型。
D-2.賃金制度管理:
D-2-1.賃金形態管理:
定額給制度:時間を基準とする。時給制、日給制、月給制、年俸制、
出来高給制度:成果を基準とする。出来高給、歩合給、業績給、
D-2-2.給与体系管理:
現
金
給
与総額
|
定期
給与
(決ま
って
支給
する
給与) |
所定内賃金(所定内給与) |
基本給 |
総合(決定)給 |
本人給、属人給X仕事給、総合的勘案 |
| 属人給 |
生活給=年令給+勤続給、学歴年功賃金体系が代表的、定期昇給の廃止も検討されている |
| 能力・仕事給 |
職種給
job wage |
仕事の種類内容と熟練度に値段をつける。
発展的に、職種給賃金制度を導入する場合も有る:営業職は成果給の割合を多くする、熟練を要する製造ラインは年功給の割合を多くするなどの手立てをする為、給与設計が複雑化し、職種間の不公平が欠点。 |
職務給、
duty wage
役割給、
職責給、 |
「仕事」「ポスト」に値段をつける。職務等級ランクによる「同一価値労働は同一賃金」。従来の、職務手当、管理職手当(課長手当、部長手当)。
単一職務給(シングルレート、同一職務に同一賃金、能力や熟練度による能率差が生じない単純作業に最適)と範囲職務給(レンジレート、職能給を加味したシングルレートよりも幅を持たせ、個人の熟練度差が生じる職務に最適)がある。
社員が従事する職務(ポスト)により賃金(給与)を決定する方法で、米国で普及した考え方。社内のすべての職務について、その価値・難易度および就労条件などを測定し(職務分析)、その結果に基づいて定められた職務の序列(職務評価)を反映して決定されます。すなわち職務ごとに賃金があらかじめ決まり、そこに社員が当てはめられるわけです。したがって、同じ仕事は誰がやっても同じ賃金となります。また基本的に定期昇給という概念がなく、同じ仕事をしている間は賃金の上昇はなく、人件費の高騰を招く可能性は低いといえます。
自分の職務に対するなわばり意識が強くなって、柔軟なチームワークがとりにくくなるとか、新しい仕事を開拓するよりもあらかじめ決められた範囲に限定した仕事をするなどの弊害が生じやすくなります。
最近、この弊害を是正する為、職能給を加味して、同じ職務でも従事する社員が発揮した能力(=成果)の差を認め評価(成果主義)して賃金が決定される制度(本人の職務職位(役割等級)とその成果(業績)に応じて処遇する「役割・業績給」、「役割等級・貢献等級制度」、「役割・職務価値制度」)が導入された。また、「職務給・役割給」は管理者層だけでなく一般社員層にも広がりつつある。今後、成果主義志向の人事制度導入の動きはさらに強まり、賃金体系が職能給から職務給・役割給へ移行する流れは一段と加速する。
合わせて年功的な要素を極力排する為の定期昇給の廃止や、降格制度も導入されてきた。
企業にとって組織運営と賃金制度は表裏一体の関係にあり、賃金制度の見直しは組織運営の変革を意味する。
ただし、人事考課の精度管理が未熟である現状では、米国型の職務・役割給の確立のコンセンサスは程遠い? |
職能給、
performance-
based
wage、
能力給、 |
「人」「遂行能力」に値段をつける。職能給とは、従業員の能力に応じて賃金を決定するというもの。従来は、技能手当や資格手当として給付されていた。
職能給には、単一職能給(純粋に職能のみ一本)と範囲職能給(職能給+年功給)がある。
能力は、職能資格制度(経験年数、技能資格、試験)能力判定方法の的確性に依存。
日本の大半の企業に導入されてはいるが、職能判定の内最も確実な年齢を重ねると能力が高まるという前提の下で年功序列的な運用につながり年功給の変形に形骸化している。その為、旧態の年功給同様、職務の内容に比べて高い賃金を支払わなければならない社員が多く日本の企業の人件費が増大する要因となっている。
バブル崩壊後、人件費の抑制などを目的に賃金体系を「職能給」から「職務給」へとシフトする企業が増えた。 |
| 手当 |
生活手当 |
家族、住宅、通勤、地域 |
| 仕事手当 |
役職、資格、技能、特殊勤務、精勤・皆勤 |
| 業績給 |
歩合給 |
| 時間外手当 |
残業、休日出勤 |
| その他 |
調整給 |
| 所定外賃金(給与) |
時間外手当 |
時間外労働、休日労働、深夜労働、 |
| 特別給与 |
賞与 |
|
| 3ヶ月を超える期間で算定される手当 |
|
| 不確定(結婚手当) |
|
| 協約改定(ベースアップ差額追加分) |
|
| 賃金 |
|
|
|
最低賃金の対象 |
固定的賃金 |
非固定的賃金 |
| 定期 |
所定内 |
基本給 |
|
● |
● |
|
|
諸手当 |
他 |
● |
● |
|
|
|
精皆勤手当 |
|
|
● |
|
|
|
通勤手当 |
|
● |
|
|
|
家族手当 |
|
● |
|
所定外給与 |
|
時間外手当 |
|
|
● |
|
|
|
休日出勤手当 |
|
|
● |
|
|
|
深夜勤務手当 |
|
|
● |
| 臨時 |
|
|
結婚手当 |
|
|
● |
| 賞与 |
|
|
|
|
|
● |
|
D-2-3.賞与制度:、
D-2-4.退職金制度:
退職金とは?その性格:①功労報奨説(在職中の功労に報いる)、②生活保障説(退職後の保証)、③賃金後払説、
退職一時金(+年金制度)、
退職金積立の負担軽減として年金制度の併用が時流、
D-2-4-1.退職金の算定方向:
(1)従来の退職金:基本給に連動、①定額方式:基本給体系x勤続年数、
(2)今後の退職金:基本給と切り離し、
②別テーブル方式:基本給体系とは異なる退職金賃金テーブルを使用、
③ポイント制:累積点数=(等級+業績)x勤続年数、退職金=累積点数x退職金単価、確年の401kや中退共への変更と同時に主流になりつつある、
④第2基本給:基本給を第1基本給(主要部分)と第2基本給(従たる部分)に分け、退職金には第1基本給のみを算定に入れ、第2基本給等を無視、
D-2-4-2.退職金の年金化:退職金積立負担軽減としての企業年金:
適格退職年金(適年):税制優遇(掛金損金算入+運用益非課税)、平成24年3月終了する、
厚生年金基金、調整年金:厚生年金と企業退職金との調整を目的、
確定拠出年金(企業型年金、401k):確定した掛金(拠出)、給付額は運用実績任せで不安定、
確定給付企業年金:規約型(信託会社、生命保険会社と契約)、基金型(基金を設立)、
中小企業退職金共済(中退共):適年からの移行が進行中。
D-2-5.総額人件費管理:参照D-1-1.、
D-2-6.個別賃金管理:参照D-1-2.
。
|
| |
労務管理 (3)
福利厚生 |
法定福利費:健保、厚生年金、労災・雇用保険など、事業主負担分基本50%、労災100%、
法定外福利費:企業が任意で支出する、慶弔見舞金、レクリエーション、社員食堂補助、カフェテリア・プラン(利用枠と給付選択肢を提供して、従業員が給付を選択するシステム)、フリンジ・ベネフィット(付加給付、賃金以外の従業員への現物給付・サービス)、
|
| |
労務管理 (4)
人間関係管理、
労働者を上手に使う手技、 |
人間関係管理:
労務管理の為の科学的理論、
| 労務管理、沿革、歴史的な流れ分類 |
0.単純出来高払い制度
A. 伝統的管理法
A1. 科学的管理法(テーラー・システム):FW テーラー(米、労務管理の父)、差別的出来高給制、
A2. 管理過程論
A3. 総合同時的管理論
B. 人間関係管理、人間関係論:労働者の人間的側面を考慮:
B1. ホーソン実験(1924-32年、Western-Electric社、 JE メイヨーとFJ レスリスバーガー):インフォーマル組織の人間関係におけるやる気(モラール)向上により生産性が向上。参照:モラール=集団への帰属意識を意味するが、この場合は、士気・やる気・勤労意欲のこと。
C. 近代的管理論:
C1. バーナードの理論
C2. サイモンの原理
D. 行動科学、動機づけ理論、モチベーション理論、
D1. マズローの欲求5段階説
D2. ハーズバーグの動機づけ・衛生理論
D3. マグレガ-のX理論・Y理論、目標管理
D4. アージリスの未成熟ー成熟理論
D5 ドラッガーの目標管理(Manegement by Objective, MBO)
E. 動機づけ理論と施策
F. リーダーシップ
|
| 単純出来高払い制度 |
18,19世紀の出来高払いで、生産高により賃金がかさむ。生産効率が上がれば、賃金が抑えられ、逆に、賃金が下がり、怠業となる。 |
| 科学的管理法(テーラー・システム) |
科学的管理法(テーラー・システム、Taylor system):
科学的に課業管理(標準作業方法と標準作業量と標準作業時間を設定)して、高いノルマを達成した労働者には高い賃金を支払うシステム(差別的出来高給制).
テーラーを始祖とし、ギルブレスらが発展させた工場管理の方法。
科学的分析による作業の合理的な順序や作業量の設定、それに基づく生産の計画化や作業過程の効率的管理を内容とする。
広義には、個別的な経験や勘にたよる成り行き管理に対して、各種の科学的理論に基づく経営管理の方策・技術・組織制度の総称。
テーラーが提唱した工場管理・労務管理の方式。工場労働の時間的分析に基づくノルマの設定、職能別職長制の導入によるノルマ達成のための指導体制の整備、能率給の導入による労働者の動機づけを柱とする。
さらに、ギルブレス(F. B. Gilbreth 1864-1924)による動作の分析研究が作業の標準化に基礎を与え、ノルマの設定と指導をより合理的なものにした。目標の設定、目標に向けた指導と統制、実績による評価という、今日の管理サイクルの原型をなす。
注意:Frederick Winslow Taylor1856-1915アメリカの技術者。工場の科学的管理法の創始者。いわゆるテーラー-システムを提唱した。また高速度鋼を発明し、金属の切削能力を飛躍的に高めた。
|
| 管理過程論 |
ファヨール提唱:1.管理サイクル(予測→組織→命令→調整→統制)と14の管理原則(①分離の原則、②権限と責任、③規律、④命令の一元性、⑤指揮の一元性、⑥全体的利益より個人の利益優先、⑦従業員の報酬、⑧権限の集中、⑨階層組織、⑩秩序、⑪公正、⑫従業員の安定、⑬創意、⑭従業員の団結)。2.企業活動の分類(5種の企業活動の分類:①技術活動、②商業活動、③財務活動、④保全活動、⑤会計活動)と、その横断的に管理する管理活動の重要性を指摘。問題点:個々の管理原則が矛盾する。理論を発展した分野:スタッフ制度、予算制度、管理サイクル。
|
| 総合同時的管理論 |
フォード提唱:作業組織全体の効率向上を狙って、総合同時的管理論という大量生産方式を確立した。特徴: ① 経営理念は、『企業は利益を追求するものではなく、社会に奉仕するもの』と定義。経営理念の事を、フォーディズムと言う。 ② 生産管理システムは、単一製品・部品の規格化などを図った標準化とベルトコンベアを使用した移動組み立て法。生産管理システムを、フォード・システムと言う。問題点: ① ベルトコンベアによる、人間性疎外。理論を展開した分野:標準化による大量生産方式。
|
| コミニュケーション |
コミュニケーションと相互理解による管理:挨拶、報告、連絡、相談などのコニュにケーションがとられていないと、作業は安全に、快適に進められない。 |
| ホーソン実験(1)、ホーソーン実験 |
ホーソン実験:(1924-32年、Western-Electric Co., メイヨーとレスリスバーガー):インフォーマル組織の人間関係(会社のフォーマル組織でなく、いわゆる「気の合う仲良しグループ」)におけるやる気(モラール)向上による生産性の向上。社長・上司命令「この目標を達成しよう」よりも、仲良しグループ内での「頑張ろう」の方が有効。作業能率に影響を与えるのは作業環境でなく、(職制として設定されたフォーマル組織でなく)職場内の自然発生の人間関係(インフォーマル組織)である。故に、人間関係論的には、モラール(作業を行う意欲、やる気)を向上させることが重要である。ホーソン工場の実験内容参照:関東学院大青木克生他。
|
| ホーソン実験(2) |
ホーソン実験の人間関係論に対応する施策: 労使間のコミュニケーションと従業員の企業意思決定への参加が重要とされる。
具体的施策:1.モラール・サーベイ(従業員意識調査)、2.職場懇談会、3.苦情処理機関、4.カウンセリング(人事相談制度)、5.労使協議制、6.小集団活動(職場内小集団の自主的改善活動:QCサークル(quality control、品質管理)、ZD運動(zero defect、無欠点運動、自主的欠陥品撲滅運動)、7.提案制度、8.社内報、9.自己申告制度。
|
| 近代的管理論:バーナードの理論 |
①協動体系論
組織の定義『2人以上の人間による意識決定的に調整された活動の体系』
②公式組織論
公式組織が成立する条件:共通目的・貢献意欲・コミュニケーション
③組織均衡論
組織が継続的に存在する条件:貢献と誘因が均衡する。
『貢献』≦『誘因』
貢献:管理能力や業務の遂行の事
誘因:目的達成のためのインセンティブ(賃金・賞与:インセンティブ給=歩合給、満足感・地位)
|
| 近代的管理論:サイモンの意思決定論 |
① 意思決定論
意思決定論とは『複数の代替案の中から1つを選択する行動』
意思決定のプロセス
情報活動→設計活動→選択活動→検討活動
情報活動:意思決定を必要とする条件を見極める為、環境を検索すること。
設計活動:可能な行動の代替案を摸索し、作成し、分析すること。
選択活動:利用可能な行為の代替案の中から、特定の案を選択すること。
検討活動:代替案を実行した場合の結果を検討すること。
②意思決定の分類
Ⅰ)定型的意思決定
日常反復的に発生する意思決定問題であり、一定の問題解決の手続きや方式が予め決められており、その都度新しい代替案の摸索を必要としないもの。
Ⅱ)非定型的意思決定
問題が新しく複雑であり、あるいは個人的に重要な問題であるために、問題発生の度毎に、新たな代替案の摸索を必要とするもの。
③管理過程論の批判
ファヨールの管理過程論を経験則から論じたもの。
・階層短縮化の原則と、統制範囲の原則は、相互に矛盾するものである。
|
| 近代的管理論:コンフリクト(葛藤・対立により意思決定できない状態) |
・個人的、組織内、組織間のコンフリクト
・解決策は、分析と交渉によるもの
|
| 近代的管理論:組織スラック(組織の無駄、余裕) |
・組織の安全弁としての機能
・組織に柔軟性を持たせる機能
|
| 近代的管理論:コンティンジェンシー理論(組織の条件的理論) |
・最適な組織は、市場、技術、規模などの環境要因に依存、環境変化で組織も変化する。
・全ての組織に共通する組織原則を明らかにした従来の組織論を否定 |
| モチベーション管理 |
行動科学(人間行動の原理を科学的に研究)によるモチベーション管理(動機づけ、自らが行動しようとする心理的状態にするもの):モラールによる管理をより発展させた型。人間関係+集団力学→行動科学。例:自発的参画の為の目標設定が重要(ドラッカー)。 |
| 欲求5段階説 |
モチベーション:欲求5段階説(Maslow A.H., マズロー提唱、動機づけとパーソナリティー、1954年):欲求は、低次元より、生理的→安全→社会的→自我→自己実現へと昇華し、最も高次な自己実現の欲求が完全に満たされることは無いので、最も強く持続する動機づけになる。 |
| ハーズバーグ提唱の動機づけ・衛生理論 |
ハーズバーグが提唱した職務満足および職務不満足を引き起こす要因に関する理論。
労働者がより積極的に仕事に取り組むには動機づけ(モチベーション)が重要であり、動機づけの方法として、達成感を与えたり承認したり又はやりがいや責任のある仕事を任せること(職務充実による職務再設計)が重要であって、賃金や労働条件は積極的な動機づけにはならないと説いた。すなわち、仕事が動機づけの最重要要因であり、衛生要因(賃金や労働条件)を整備しても、それが動機づけ要因を満たすことにはならないという考え方。
ある特定の要因が満たされると満足度が上がり、不足すると満足度が下がるというのではなくて、「満足」に関わる要因と「不満足」に関わる要因は別のものであるとする。
満足に関わるのは、「達成すること」「承認されること」「仕事そのもの」「責任」「昇進」など。これらが満たされると満足感を覚えるが、欠けていても職務不満足を引き起こすわけではない。これら「満足要因」は「動機付け要因」とされた。動機付け要因は、マズローの欲求階層説でいうと「自己実現欲求」「自尊欲求」さらに「社会的欲求」の一部に該当する欲求を満たすものとなっている。
不満足に関わるのは「会社の政策と管理方式」「監督」「給与」「対人関係」「作業条件」など。これらが不足すると職務不満足を引き起こす。しかし、これらの衛生要因を満たしたからといっても満足感につながるわけではない。これら「不満足要因」は単に不満足を予防する意味しか持たないという意味で「衛生要因」と呼ばれた。衛生要因は「生理的欲求」「安全・安定欲求」と「社会的欲求」の一部の欲求を満たすものとなっている。
徳の政治において、「衣食足りて礼節を知る」において、衣食が衛生要因(不満足要因)で、礼節が動機付け要因(満足要因)となる。説明がオジン臭い? |
| X理論・Y理論 |
モチベーション:X理論・Y理論(マグレガー提唱):
X理論=人間は生まれつき仕事が嫌い→強制されないと働かない。旧来の経営思想は、労働者は働くのが嫌いであり、労働者を働かせるにはリーダーは、アメとムチを使い分けなければならないという概念。伝統的経営管理における人間観。性悪説。
他方、マクレガーはY理論を主張する=行動科学の立場における人間観。労働者は動機、これから伸びる潜在能力、責任負担能力、組織の目標を達成するために、行動しようとする能力と、意欲などをうちに秘めている。労働者は働きたいから働くのであり、目標を達成するにはどうすれば良いかを経営者は教えてやれば、目標のために努力する。リーダーはY理論の人間観に基づいて管理すべきである。性善説。具体例:目標管理(management
by objectives (MBO)。マグレガーY理論を基礎として、ドラッカーが提案。マネジメントの方法論の1つ。動機づけを図るやり方。「目標によって」管理する対象は仕事や部下の活動であり、目標そのものを管理するのではない。担当者の仕事を上司が一方的に割り振ったり細かく指示命令するのでなく、自分が担当する仕事について担当者自ら目標を設定する。その目標について上司との合意がとれたら、目標達成に向けての活動は担当者が自己統制しながら進めるというもの。上司と部下の十分な対話が成功の鍵とされている。Y理論に立脚するリーダーが有効なリーダー・シップを発揮する。
|
| 未成熟ー成熟理論 |
アージリス提唱:
①労働の中での自己実現を求め、個性(パーソナリティ)を未成熟状態(受動的、依存的、単純行動、移り気浅薄、短期的展望、従属的地位に満足、自己の無感覚)より成熟状態(能動的、独立的、多様な行動、複雑で深慮、長期的展望、対等・上位地位希求、自覚と自己統制)へ発展させる行動をとる。
ここにおいて、企業が個性の発展を阻止するような管理原則は、組織構成員にパーソナリティの発達を阻害し『未成熟な』特質を要求し、『成熟』を希望する構成員のモチベーションが低下し、適応行動(退職、目標に対して無関心、昇進・昇格を目指す)をとらせる。これに対して、
②個人の自己実現の欲求を満足させるため、個人と組織の統合を提案。故に、
③この悪循環を断ち切るため、『職務拡大(職務の水平的拡大)』『感受性訓練』が必要となる。
|
| 目標管理、MBO, Management by Objective |
ドラッカー提唱。従業員が主体的に職務遂行上の目標を設定し、達成に向けて計画・統制し、更にその成果を自己評価する制度。
個人別安全目標の宣誓と目標管理:玄関に全員の個人別安全目標を宣誓者顔写真入りで貼り出す。「全員参加で0災を勝ち取ろう!2007年度個人安全目標」のスローガンの下に、山田太郎顔写真・宣言「吊り荷の下に入らない」」(敦賀フィルム敦賀工場)。 |
| 労働の人間化(QWL) |
労働の人間化(QWL, quality of working life):労働者の人間性を重視し、人間性の特性が活かせるように条件を整備し(動機付け、モチベーション)、最終的に、生産性の向上を目指す。
手法:職務設計として、1.職務充実(職務の垂直的拡大で、責任や権限を拡大する権利職務委譲、ハーズバーグの動機づけ・衛生理論)、2.職務拡大(職務の水平的拡大で課業の数を増やす、アージリスの未成熟・成熟理論)、3.ジョブ・ローテーション(職務歴任制:様々な職務を定期的・計画的に経験させる)、4.職場小集団活動(グループによる品質管理
Quality Control, QCサークル、無欠点運動 Zero Defects, ZD運動)、5.企業全体の品質管理 Total Quality
Control, TQC,6.目標による管理(マクレガーのX理論・Y理論)、7.組織開発(Organaization Development
(OD)=職場ぐるみ訓練 Family Training (FT)+感受性訓練 Sensitivity Training (ST))。
職務設計:仕事を通して、能力を発揮でき、生き甲斐として、積極的に仕事への従事ができるように、職務を設計すること。
職務再設計:職務を中高年齢者に合わせて再設計すること。職務が過重・負担にならず、モラールが低下しないようにする。
|
| 動機づけ理論とその施策 (1) |
(1)期待理論
V.ブルームによって提唱され、L.ポーターとE.ローラーにより発展された理論
人が働く動機の強度は、努力により達成される結果についての期待と、結果の優位性により規定される。
優位性とは、ある行為により得られる結果の効用ないしは価値である。
① 欲求理論は、個人により段階や順序が異なるため動機付けの手順も異なるという欲求理論の問題点を指摘。
② 人間は主観的な期待価値を最大化する結果を予想して行動を選択するという仮説。
|
| 動機づけ理論とその施策 (2) |
(2)動機付けの主な施策:モティベーション管理:モティベーション管理とは、労使間のコミュニケーションで、部下が現在もっとも強く感じている欲求に対し、一定の仕事を達成させることによって、その欲求を満足させることができるような諸制度(目標管理、小集団活動)を導入し、仕事をより積極的に遂行しようとする熱意を引き出す管理活動のこと。
①職務拡大 job enlargemnet:
労働者の仕事の範囲を水平的に拡大することをいう。
反復的な単純作業から仕事の種類を増加させる事により、仕事に対する意欲を挑戦的にするもの。
②職務充実 job enrichment:
労働者の仕事に対する満足感を高めるために、仕事の範囲を垂直的に拡大することをいう。
具体的には、担当業務の中で、定型業務のみではなく責任・権限の範囲を拡大する。
③ジョブ・ローテーション
従業員を計画的に職務・職場を移動させることをいう。
職務拡大により、単純作業から開放されても職務・職場が同じならマンネリ化しやすい。
これを行うことにより、人材育成や適正の発見の効果があり、幅広い視野を要求される管理者候補の育成も可能となる。
④目標による管理
E.シュレイにより提唱された理論。
管理者と部下が話し合いにより組織目標を部下に展開し、自己管理による統制と評価を実施する。
部下の自主性を尊重した管理手法で、生産性の向上にもつながる。
⑤ボルボ方式
スウェーデンのボルボ社で実施された管理方式。
職務拡大・職務充実のみではなく、作業チームに経営参加(労働者が何らかの形により、企業経営にその意思を反映させる。)などの大幅な権限を与えた総合的な動機付けの施策である。
|
| リーダーシップ論(0) |
1.特性論:リーダーの資質、
2.行動論:リーダーシップ行動のタイプを類型化、リカートのシステムⅣ論、
3.二次元論:ブレーク&ムートンのマネジリアルグリッド理論、三隅ニ不二のPM理論、
4.状況論:フィドラーのリーダーシップ状況適応理論、ハーシー&ブランチャードのSL理論、
5.リーダーシップとチーム・アプローチ(The Patient Safety Improvement Corps, PSIC、医療安全担当者教育プログラム)。 |
| リーダーシップ論、PM (1) |
リーダーシップ論(リッカート提唱):仕事中心のリーダーよりも、従業員中心のリーダーの方が生産性が高まる。PM理論=九州大三隅二不二教授提唱のにリーダーの指導のタイプを表す理論で、P機能(Performance function:目標達成機能、業績指向、会社を例にとると、業績の芳しくない社員に対し、上司が叱咤激励することなど)とM機能(Maintenance function:集団維持機能、人間関係維持、例えば、飲み会を開いて日頃の労をねぎらうことなど)に基づいて4類型に分類し、PMトレーニングする。
基本的には、部下から見た上司評価である!が、双方の見方のギャップも再確認できる。
|
| リーダーシップ論、PM (2) |
PM型=生産性を求めつつ、集団の維持にも気を配る。リーダーの理想像。Pm型(P型)=仕事に対しては厳しいが、グループをまとめるのは苦手。pM型(M型)=部下の面倒見はいいが、仕事では甘い面もある。pm型=仕事に甘く、部下の面倒見も悪い。
|
| リーダーシップ論、PM (3) |
この4類型と集団効果については、様々な集団において実証的研究が行われ、以下のような結果が出されています。まず、集団効果の基準を部下の意欲・満足度、職場のコミュニケーション、事故の低発生率にした場合には、PM型>pM型>Pm型>pm型となるそうです。また、集団効果の基準を生産性とした場合には、短期的にはPM型>Pm型>pM型>pm型、長期的にはPM型>pM型>Pm型>pm型となるそうです。このことから、長期にわたって同じチームで何かに取り組む場合には、リーダーにはM機能が重要であることが分かった。 |
|
|
|
労務管理 (5)
教育訓練、
労働者を上手に使う手技、 |
E.教育訓練:能力開発、
Eー1.教育場所:
①職場内教育訓練、職場内訓練(On the Job Training, OJT):早い話が仕事中に先輩から教えてもらうこと。、
②職場外教育訓練、職場外訓練(Off the Job Training, Off-JT):早い話が講習会に参加すること。業務遂行過程外ということであって、必ずしも事業場外という場所を限定しているのではない。職場内訓練であっても、日常業務から遊離していれば職場外訓練と呼ばれる。
③自己啓発
E-2.対象者:
(イ)職種別研修:商品企画、マーケティング、営業基礎、
(ロ)階層別研修、階層別定型教育訓練:昇進・昇格と抱き合わせ、
①経営者層:CCS, Civil Communication Section, 最高経営責任者CEO対象に企業の経営方針・組織・運営等経営管理全般について講義方式や会議方式によって行われる定型的な訓練方式、第2次大戦連合国軍総司令部GHQの民間通信局CCSが日本の電気通信産業分野の経営層に科学的経営方法を教育したことに基づく。
②中間管理職:MTP, Management Training Program, 管理の基礎・部下の育成・人間関係等の定型教育訓練。管理者訓練計画のこと。1950年代に産業界に導入され、以降改訂が重ねられている。管理についての基本的な知識・技能・態度の啓発を目的とし、1.管理の基礎、2.仕事の改善、3.仕事の管理、4.部下の育成、5.人間関係、6.管理の展、の6部から構成される。会議形式で研修を行ない、全20会合、合計40時間が基本。 TWIよりも、高いレベルの管理者層を対象とし、比較的広範囲の管理問題を扱う。
③事務部門の中間管理者・監督者:JST, Jinjiin Supervisor Training 人事院式監督者研修、
④(第一線管理)監督者、ライン監督者: TWI, Training Within Industry for SupervisorsI; 生産部門を対象として、仕事の教え方、仕事の改善、人の扱い方の向上を目的とする、ジョブ・インストラクション JI:
Job Instruction 仕事の教え方, JM: Job Methods 改善の仕方, JR: Job Relations 人の扱い方,
JS: Job Safety 安全作業のやり方:TWI(監督者訓練)の訓練コースの1つである作業指導講習会のこと。新入社員や未経験者に対し、作業指導を行なう場合の手順。訓練が必要な箇所をあきらかにし、作業内容を具体的に分解した後で、以下の「教え方の四段階」に従って指導を行なう:1.習う準備をさせる、2.作業を説明する、3.やらせてみる、4.教えた後をみる。 、
⑤管理・監督者:PST, Problem Solving Training 問題解決力の訓練方法、
⑥一般社員:新入社員教育訓練、一般社員教育訓練、
E-3.技法:
①事例研究 case study, case method, 過去の事例を教材としてグループ検討による問題解決能力。
②ブレーン・ストーミング brainstorming グループ内で自由発想によってアイデアを出し合いまとめ上げていく訓練。
③ビジネス・ゲーム(マネジメント・ゲーム)、経営シュミレーションによる経営業績競技訓練。
④イン・バスケット in-basket (未解決入れ箱)、多量の未解決書類を短時間即決させて、読解力・判断力・決断力を養う。、
⑤ロール・プレイング role-playing、(役割演技)、参加者に一定の役割設定をして、自主的、独創的に演じさせ、他の参加者はこれを観察することにより、対人関係における協調性や説得力等を養成する訓練。
E-4.職場内訓練:
①キャリア・ディベロップメント・プログラム career development program, CDP、経歴開発制度、経歴管理:長期的・計画的・組織的な配置転換・昇進・昇格、
②組織開発 organization develpment, OD:組織ぐるみの教育訓練:
②ー1.職場ぐるみ訓練 family training, FT: 職長をリーダーとする日常作業上での訓練、
②ー2.感受性訓練 sensitivity training ST:体験学習法で、グループ内自由発想の話し合いを通して、人間関係のあり方を学ぶ。集団の中で互いにありのままの自分を出すことで、自他の感情を客観的に理解し、状況に適合した行動がとれるようになることを目的とする。そもそもは、アメリカにおいて人種的偏見問題を解決するために研究されたのが発端。
訓練期間は1週間前後。10~15人の小グループ(Tグループ)を作り、そこに1~2人のトレーナーがつく。討議のテーマやルールは与えられず、すべてのことがメンバーのかかわりの中で決定される。
|
|
労務管理、用語 |
Off-JT、Off the Job Training:
職場(での業務)を離れて行われる教育。一般的には集合研修を指す。OJTで言う “ On the job” と逆の概念として用いられる研修用語。
OJT、On the Job Training:
職場内で、実務を通じて行われる教育訓練。入社時や配置転換などにより新しい技術を習得する必要が生じた時に、先輩や直属の上司が指導役となって実施される。
傾聴<けいちょう>active listening:
もともとカウンセリングにおけるコミュニケーション技能の一つ。傾聴の目的は相手を理解することにある。それにより、話し手が自分自身に対する理解を深め、建設的な行動がとれるようになるようサポートする。
傾聴で大切なのは次の3つとされる。 言葉以外の行動に注意を向け、理解をする。(姿勢、しぐさ、表情、声の調子など)。言葉によるメッセージに耳を傾け、理解する。相手の人そのものに注意を向け理解する。
自己啓発<じこけいはつ>SD/Self Development:
個人が自発的な意思で行う学習、能力開発のこと。
ロールプレイングrole playing:
教育方法の1つで、役割演技法ともいう。 実際の仕事上の場面を設定し、そこでの役割を演じることで、実務上のポイントを体得する訓練法。例えば、セールス技術のトレーニングや、マナー教育など、基本技能の修得や対人能力の向上を目的とした研修によく用いられる。
ブレーンストーミングbrain storming:
アイデアを創造する技法の1つ。集団(グループ)で行うもので、あるテーマに対し、各人が思いつくままにアイデアを出し合っていき、後でアイデアを整理しまとめあげるというもの。実施にあたっては、次の4つのルールがある:他人のアイデアを批判しない。自由奔放なアイデアを歓迎する。質より量、アイデアは多いほどよい。他人のアイデアを活用し、発展させる。
人材育成・指導の基本概念・制度:
OJTOn the Job Training:職場内で、実務を通じて行われる教育訓練。入社時や配置転換などにより新しい技術を習得する必要が生じた時に、先輩や直属の上司が指導役となって実施される。OJTから派生した概念に、OJD(On
the Job Development=実務を通じた能力開発)、OJL(On the Job Learning=実務を通じた学習)がある。 Off-JTOff
the Job Training 職場(での業務)を離れて行われる教育。一般的には集合研修を指す。OJTで言う“ On the job” と逆の概念として用いられる研修用語。
メンターMentor:
メンターとは、仕事上(または人生)の指導者、助言者の意味。メンター制度とは、企業において、新入社員などの精神的なサポートをするために、専任者をもうける制度のことで、日本におけるOJT制度が元になっている。
メンターは、キャリア形成をはじめ生活上のさまざまな悩み相談を受けながら、育成にあたる。
☆→エルダー エルダー制度elder:
エルダーとは先輩の意味。OJT制度の呼び名の一つとしてよく用いられる。先輩社員が新入社員などに対し、マンツーマンで面倒をみる制度のこと。
実務の指導を始め、職場生活上の相談役もになう。 エルダー制度の他、ブラザー制度、シスター制度などともよばれる。
☆→メンター
マネジメントサイクルmanagement cycle:
まず計画(Plan)を立てて実行(Do)し、その結果を振り返り(See)、反省点や成果を次の仕事の計画に活かしていく、そのようなサイクルを回すことで仕事をレベルアップしていこうという考え方。
PDSサイクルとも、PDCAサイクル(P→D→Chck(測定・評価)→Action(行動))ともいわれる。
目標による管理(MBO)<もくひょうによるかんり>management by objectives
マネジメントの方法論の1つ。目標管理とも呼ばれている。‘目標によって’管理する対象は仕事や部下の活動であり、目標そのものを管理するのではない。
担当者の仕事を上司が一方的に割り振ったり細かく指示命令するのでなく、自分が担当する仕事について担当者自ら目標を設定する。その目標について上司との合意がとれたら、目標達成に向けての活動は担当者が自己統制しながら進めるというもの。
上司と部下の十分な対話が成功の鍵とされている。
参考→目標管理(MBO)の研究
HRDHuman Resource Development
経営に必要となる人材を戦略的に育成・開発していこうとする考え方で、HRMを人材の育成面から捉えた場合の一連の活動を指す。 一般に、人的資源開発、人材開発と訳す。
HRDを効果的に進めていくためには、中長期の経営目標と連動して「期待される人材像」を具体的なイメージをもって明確にすることが求められる。
HRMHuman Resource Management
組織のビジョンや経営目標の達成に向けて、人材の獲得、活用、育成、管理などを中長期的視点から戦略的に行っていこうとする考え方。 一般に、人的資源管理、人材マネジメントと訳す。
従来型の「人事管理」は管理志向が強く横並び的であったのに対し、HRMは「人材」に対する確固たる理念と競争優位に立つための独自性が求められる。
能力開発・育成計画
CDPCareer Dwvwlopment Program
従業員個々のキャリアまたは能力開発の長期的な計画。
従業員本人の適性や希望、会社側の期待する人材イメージの両面から設計される。それに向けて、効果的にローテーションや育成計画を組む必要がある。
エンパワーメント
マネジメントにおけるエンパワーメントとは、主に組織の末端に権限を委譲する組織運営のあり方をいう。
第一線の裁量権が拡大することにより、意思決定の迅速化や顧客対応力の強化をねらう。 但し、エンパワーメントを効果的に機能させるためには、従業員個々が経営方針をしっかりと理解し、自律的に考え行動できることが必要。
エンプロイアビリティ
個人の“雇用され得る能力”のこと。技術環境や産業構造の変化に適応し、速やかに異動や転職ができるための能力ともいえる。 終身雇用制の終焉、産業構造の変化、失業率の増加といった社会情勢の中で、雇用のミスマッチを解消し、流動性を促進するための1つの概念。
労働市場において、通用する職業能力を身につけるためには、企業側も教育機会を提供していくべきとされる。
職務拡大/職務充実<しょくむかくだい/しょくむじゅうじつ>job enlargement/job enrichment
従業員に対する動機づけ要因。職務拡大とは、仕事の幅を広げること、職務充実とは仕事を高度化すること。
いずれも人材育成の一環として重視されている。
ジョブ・ローテーションjob rotation
人材育成を目的とした定期的で計画的な異動のこと。業務上の必要性から行われる配置転換とは異なる。
長期的な育成を前提に幅広い仕事を経験させることがねらい。また、同じ職務に長年携わることに伴うマンネリや弊害を防ぐ効果もある。いずれにしても、年功序列、終身雇用という日本的雇用慣行の下で、伝統的に行われてきた制度である。
職場行動
三面等価の原則<さんめんとうかのげんそく>
仕事における「三面等価の原則」とは、遂行責任、権限委任、結果責任の3つをいう。
部下に対して仕事を指示するときは、この原則を考慮する必要がある。 つまり、部下が自分で責任もって仕事をやりとげること、部下に権限を委譲すること、そして結果に対しては上司自ら責任をとること、の3つ。
チームワークteam work
ある目標に向けて共同で仕事を行うために、お互いに協力しあい、一体となって、全体としての成果をあげるよう動くこと。
リーダーシップleadership: lesten, explain, assist, discuss, evaluate, respond,
集団をまとめながらその目的に向かって導いていく機能。もともとはリーダー個人が有する能力と考えられていた。この考え方に立つならば、リーダーシップを有するリーダーは、どんな集団においても強力なリーダーシップを発揮できることになる。
しかし実際には、ある集団でリーダーシップを発揮できたリーダーが、別の集団ではうまくリーダーシップが発揮できないということも珍しくない。こうした研究が進むにつれ、リーダーシップとは個人の能力のことではなく、集団が持つ機能のことであり、その集団で有効なリーダーシップスタイルはメンバー構成によって決まったり、集団が置かれた状況によって決まるという考え方が主流になっている。
指導方法・動機づけ
報・連・相<ほうれんそう>
「報告」「連絡」「相談」の略。職場において、互いに連携をとりながら仕事を進めるために、必要不可欠なコミュニケーションの要素とされる。
モラール・モチベーションmorale、motivarion
モラールとは、組織全体の労働意欲、士気のこと。これに対しモチベーションとは組織を構成する個々人の労働意欲や動機づけという意味で使われる。
衛生要因<えいせいよういん>hygiene factor
ハーツバークによって提唱された、仕事への満足・不満足の要因説に基づく1つの要因。
人は仕事をする環境面(衛生要因)の欲求が充足されないと不満感を持つが、環境面が充足されるだけでは満足感を得られず、真の満足感を持つためには、仕事そのもの(動機づけ要因)が満たされる必要があるという考え方。
衛生要因は少しでも欠けると従業員の不平・不満の原因となるのに対し、動機づけ要因は、少しでも満足感が増せばモチベーションが高まる性格を持つ。
動機づけ要因<どうきづけよういん>
☆→衛生要因
ジョブ・インストラクション(JI)job instruction
TWI(監督者訓練)の訓練コースの1つである作業指導講習会のこと。新入社員や未経験者に対し、作業指導を行う場合の手順。
訓練が必要な箇所をあきらかにし、作業内容を具体的に分解した後で、以下の「教え方の四段階」に従って指導を行う。
習う準備をさせる。
作業を説明する。
やらせてみる。
教えた後をみる。
教え方の四段階<おしえかたのよんだんかい>
☆→ジョブ・インストラクション
インセンティブincentive
目標達成を促す刺激策。企業が、従業員や販売店あるいは消費者に対して提供する報奨金や景品など。
「馬ににんじん」などで例えられる。
傾聴<けいちょう>active listening
もともとカウンセリングにおけるコミュニケーション技能の一つ。傾聴の目的は相手を理解することにある。
それにより、話し手が自分自身に対する理解を深め、建設的な行動がとれるようになるようサポートする。 傾聴で大切なのは次の3つとされる。
言葉以外の行動に注意を向け、理解をする。(姿勢、しぐさ、表情、声の調子などなど)
言葉によるメッセージに耳を傾け、理解する。
相手の人そのものに注意を向け理解する。
共感(共感的理解)<きょうかん>empathy
カウンセリングにおける重要なコミュニケーション要素の1つで、「その人そのもの」を理解すること、とされる。
つまり、相手を評価するのでなく、傾聴などを通して、相手とその世界を理解し、「相手とともにいる」状態を築くことをいう。
スキル的にとらえると、
まず相手の言ってることに注意深く耳を傾け、相手の感情やその感情をもつにいたった背景を理解する。
そのことを相手に伝え、正しく理解しているかどうかを確認する。
という手順を踏みながら、相手への理解を深めていく。
コーチングcoaching
指導を行う場面で、対象者の自発性を促進するためのコミュニケーションスキルの一つ。
組織内におけるコーチングとは、相手と同じ土俵に立ち、効果的な質問を投げ掛けることで、相手の本来の能力や意欲を引きだしていくことをめざす。 手法:傾聴、質問、承認、褒める(叱る)。
パフォーマンス・コンサルタントperformance consultant
アメリカのデイナ・ロビンソンが、その著書『Performance Consulting』(1995)で最初に著した言葉であり、職業のこと。
組織で働く人材に対してトレーニングを行うだけでなく、仕事のパフォーマンスの改善・向上を請け負う専門家。
産業教育理論、管理行動理論
PM理論PM theory
管理、監督のリーダーシップのスタイルに関する理論の1つ。社会心理学の三隅二不二博士によって提唱された。集団の機能を目標達成機能(Performance)と集団維持機能(Maintenance)の2つに分けて分類する考え方。
両方とも強いリーダーのタイプを「PM型」、どちらも弱いタイプを「pm型」、どちらか一方が強い場合を「Pm型」「pM型」と類別している。
これらのうち、最も生産性の高い指導タイプはPM型で、最も生産性の低いのはpm型であるとされる。
X理論、Y理論X-theory,Y-theory
アメリカの経営学者マクレガーによって提唱された、管理行動を考える際の人間観。
X理論は、人は生まれつき怠け者で、厳しい賞罰で統制しなければ働こうとしないという前提に立つ。
それに対しY理論は、人は条件次第でで目標達成に努力し、自ら進んで責任をとろうとするという前提に立つ。 マクレガーは、人を成長させ、より高い目標を達成するためにはY理論を前提とすることが必要と唱えた。
コンティンジェンシー理論Contingency Theory
1970年代に台頭してきたリーダーシップ理論で、状況適合理論ともいう。
唯一最適なリーダーシップ・スタイルというものは存在せず、状況に応じて、望ましいリーダーシップのスタイルは異なるという見解に立つ。 この点で、行動理論(リーダーとして望ましい行動パターン研究)と一線を画す。
代表的なものに、フィードラーのコンティンジェンシー・モデルやハーシーとブランチャード(1977)のSL(Situational Leadership)理論がある。
マネジリアル・グリッドmanagerial grid
元テキサス大学教授のR・ブレイク、J・ムートンによって提唱された理論。管理を行うための要件には、「業績への関心」と「人間への関心」があり、この2つの要件に対し、管理者がどの程度関心を払うかによって、管理のスタイルが類型化される。
具体的には、この2要件を縦横の軸にとった升目(グリッド)において、1・1型、1・9型、9・1型、5・5型、9・9型の5つの枠組みがあり、9・9型(いずれへの関心も高いタイプ)がもっとも望ましい管理スタイルとされる。
場の理論<ばのりろん>
K・レヴィンが提唱した理論で。人間は、個人の特性によるだけでなく、その人が置かれた「場」に影響を受けて行動するものだという説で、組織における人間行動を理解するための1つの枠組みとされる。
場の理論によれば、個人の特性を開発するだけでなく、環境の開発を行わなければ、期待行動は現われない、ということが言える。
研修関連技法
アイスブレイクice break
研修用語として用いられる言葉。研修のスタート時などにおいて、受講者の緊張を解き、リラックスしてもらうことをいう。
互いに自己紹介を行ったり、簡単なゲームを行ったりするのもアイスブレイクのひとつ。
KJ法KJ method
文化人類学者の川喜田二朗氏が開発した問題解決の技法で、開発者のイニシャルをとってKJ法と名付けられている。混沌とした情報を秩序立て、統合することにより、新たな発想や根本的な問題を得るというもの。
概ね以下のような手順が踏まれる。
さまざまなアイデアを一行見出しにしてカードに書きだす。
それらのカードの関連性の深いものをグルーピングし、グループの内容を適切に表現する見出しをつける。
こうした作業を何度か繰り返して大グループを編成する。
全体の構造を図解化し、最後に文章化していく。
KT法
問題解決手法の1つ。開発者であるケプナーとトリゴーの二人の名前のイニシャルをとって、こう呼ばれる。 実際に成功した経営者や管理者の思考プロセスを調査し、そこから帰納的に導き出された手法。
状況分析(SA)、問題分析(PA)、決定分析(DA)、潜在的問題分析(PPA)の4つの思考プロセスから構成されている。
NM法
類似思考法の一つで、考案した中山正和氏の頭文字をとってNM法と名づけられた。
創造的な思考プロセスを手順化して、その手順に沿ってイメージ発想を行う発想法で、発想するためのヒントを導く「着想段階」と、ヒントをアイデアに繋げる「発想段階」に効果を発揮する。 問題解決や新技術・製品開発に活用されることが多い。
MTPManagement Training Program
管理者訓練計画のこと。1950年代に産業界に導入され、以降改訂が重ねられている。
管理についての基本的な知識・技能・態度の啓発を目的とし、1.管理の基礎、2.仕事の改善、3.仕事の管理、4.部下の育成、5.人間関係、6.管理の展、の6部から構成される。会議形式で研修を行い、全20会合、合計40時間が基本。
TWIよりも、高いレベルの管理者層を対象とし、比較的広範囲の管理問題を扱う。
TWItraining within (the) industry
昭和25年頃から普及した産業訓練の1つ。監督者訓練講座とも言われる。
1回2時間、15~20回程度の会議形式による定型的な訓練で、仕事の教え方、改善のしかた、人に対する扱い方といった3テーマからなる。
JSTJinjiin Supervisory Training
人事院式監督者研修のこと。昭和25~26年に人事院が、企業の管理、監督者層を対象に開発した訓練プログラムで以下の5セッションからなる。(第5次改訂版)
リーダーシップの役割
マネジメントの基本
リーダーシップの発揮
コミュニケーションの活用
リーダーとしての自立
TA(交流分析)Transactional Analysis
米国のエリック・バーンによって開発された精神療法。
自分自身の思考や感情、行動パターン等の要因を認識し、他人との関わり方について自己分析することで、人間関係をうまくコントロールしていけるようになることを目指したもの。
TAではまず、自我をPAC(Parent、Adult、Child)の3つの状態からとらえ、それに照らして、自我の状態と対人関係におけるの交流パターンを把握していく。
STSensitivity Training
感受性訓練。集団の中で互いにありのままの自分を出すことで、自他の感情を客観的に理解し、状況に適合した行動がとれるようになることを目的とする。
そもそもは、アメリカにおいて人種的偏見問題を解決するために研究されたのが発端。
訓練期間は1週間前後。10~15人の小グループ(Tグループ)を作り、そこに1~2人のトレーナーがつく。討議のテーマやルールは与えられず、すべてのとこはメンバーのかかわりの中で決定される。
エンカウンターencounter
☆→グループ・エンカウンター
グループエンカウンターgroup encounter
カウンセリングの一形態で、集団で行うもの。名称や形態はさまざまだが、メンバー相互が本音を出し合うことにより、互いの理解を深め、また自分自身も受容していくことをねらいとする。
形態には、大きく構成的グループ(structured group)と非構成グループ(unstructured group)の2種類がある。前者は、ある課題(共同作業やエクササイズ)の遂行を通して交流を深めるもの、後者はフリートーキング主体に進めるものをいう。
ケースメソッドcase method
もともとハーバード・ビジネス・スクールで採用された事例研究法の1つ。 企業の実事例に基づく比較的長文の事例を素材とし、経営管理上の諸問題について集団で討議を行い、問題解決能力等の向上をはかるもの。 幹部候補、管理者の研修などに用いられることも多い。
俗にケーススタディと呼ばれることもあるが、厳密には異なる。ケーススタディとは、一般にシカゴ大学で採用された事例研究法のこと。
ブレーンストーミングbrain storming
アイデアを創造する技法の1つ。集団(グループ)で行うもので、あるテーマに対し、各人が思いつくままにアイデアを出し合っていき、後でアイデアを整理しまとめあげるというもの。
実施にあたっては、次の4つのルールがある。
他人のアイデアを批判しない。
自由奔放なアイデアを歓迎する。
質より量、アイデアは多いほどよい。
他人のアイデアを活用し、発展させる。
ロールプレイングrole playing
教育方法の1つで、役割演技法ともいう。
実際の仕事上の場面を設定し、そこでの役割を演じることで、実務上のポイントを体得する訓練法。 例えば、セールス技術のトレーニングや、マナー教育など、基本技能の修得や対人能力の向上を目的とした研修によく用いられる。
黄犬契約:
労働組合非加入、労働組合からの脱退を条件とする労働契約、
QWL, quality of working life:
労働生活の質、労働の人間化、
コンピテンシー competency:
職務、役割に優秀な成果を発揮する行動特性・能力、
参照: コンピテンス competence=コンピテンステンシ―+職務追行能力、
小集団活動:
小集団による仕事の自主管理や問題解決、QCサークル、ZD運動、TQC、
アウトプレースメント:
再就職援助サービス業、
インターンシップ制:
在学中の就業体験、
キャリアパス:
昇進のルートの基準・条件、
合計特殊出生率:
女性一人当たりの出産数、
サテライト・オフィス:
本社からの遠隔地にある職住近接型職場、
職務拡大:
職務の構成要素課業数を増やして、仕事の範囲を拡大する。職務内容の定型化からの脱出。
職務充実:
計画、準備、統制の責任、権限を広げて仕事の幅を広げる。垂直的職務拡大。
選択定年制:
定年前に、退職金優遇により中高年者の中途退職を誘導。
テレワーク:
通信機器による遠隔職場での業務。
ストック・オプション:
自社株の購入権利。労基法の賃金ではない。
チェック・オフ:
賃金全額払いの例外、労使協定による給与からの組合費の控除。
ヒューマンインベントリー:
従業員の能力、経験、資格を情報管理して、必要時に引き出せるようにする。
ポータビリティ:
転職による年金制度の変更においても従業員個人の受給権を持ち運びできる仕組み。
ワーキングホリデー:
長期休暇目的の入国において、旅費補填の就労を認める制度。
|
| |
労働経済、
統計一覧、 |
労働時間・休日・休憩の動向
雇用・失業の動向
賃金の動向
定年制の動向(平成20年度統計):勤務延長制度(退職なし、11%)、再雇用制度(退職後に再雇用、70%)、両制度併用(8%)、
労使関係の動向:労働組合基礎調査(推定組織率=労働組合員数/雇用者数=18%(平成24年))、
、
|
|
労務統計:雇用、失業、障害者雇用の動向 |
動向表:
雇用の動向: 新規求人倍率、有効求人倍率、労働人口比率、女性の年令階級別労働力率、就業者、完全失業者(月末1週間に1時間以上の収入を伴う労働につかなかった)、常用労働者・常雇、臨時雇・日雇、短時間労働者、
15才以上人口=労働力人口+非労働力人口、
労働力人口=就業者+完全失業者、
就業者=従業者+休業者、
失業の動向: 完全失業者数、完全失業率、
女性労働者、
障害者実雇用率、法定雇用率未達成企業割合
|
|
労務統計:労働時間、休日の動向 (資料、厚労省過労死対策委員会、2015)、 |
動向:
労働時間:総実労働時間=所定内労働時間+所定外労働時間=150.2x12=1802時間/年、
休日: 週休2日制=90%、
年次有給休暇: 取得率=取得日数/付与日数=47%、
特別休暇制度: 企業61%、
変形労働時間制: 企業56%、1年単位変形労働時間制36%、1ヶ月単位変形労働時間制15%、フレックスタイム7%、 みなし労働時間制11%(事業場外労働みなし労働時間性9%、専門業務型裁量労働時間制3%、企画業務型裁量労働制0.6%)、
、 |
|
コ-チング coaching |
定義:目標達成のために必要なスキルや知識を身に付けるため、コーチと呼ばれる指導員と双方向コミュニケーションをはかること。相手が本来持っている本人自身のエネルギーを高め、さまざまな事柄を自分自身のことととらえ、自分自身の意志で進むべき方向を決めて、行動を起こさせる技術のこと。
基本的手法:傾聴、質問、承認、褒める(叱る)の4段階。
簡単に言えば:相手(プレイヤー)が自分自身で問題解決に向けた自立的行動を起させるためのテクニック。
具体例:「じゃあ、商品説明について考えてみようか。商品説明をうまくやるには、君の考えを聞かせてくれない?」
どんな場合に活用できるか:「なんで、うちの部下は自立的に行動してくれないんだろう?」すなわち、自立型人材を育成したい場合。
コツ:コンサルティングではWhy?(なぜ)が重要だけど、相手にホンネを言わせることが大事なコーチングでWhy?はタブーなのさ! ティーチングはこちらから相手に「話す」ことが重要だけど、コーチングは相手の話を「聞く」ことが重要なんだ!
コーチのすべからずポイントは、「指示しない」、「強制しない」、「答えを出さない」、「あきらめない」。
語源: 「コーチ、coach」の語源は「馬車」です。そこから「大切な人をその人が望む場所へ送り届ける」という意味が派生しました。指導者としての「コーチ」という言葉が使われるようになったのが、1880年代のことだそうです。参考:「トレーニング、training」の語源は、
L.trahere(引っぱる)とF.trainer(引きずる)で「牽引」です。tractor トラクター、引っ張るもの、trail 引く、引きずる、跡をつける、trailer 引く人(物)、追跡者、トレーラー、train 列車、引っ張る、養成する、訓練する、trainer 訓練者、トレイナー、training 訓練、調教。前者は自動車で複数の行き方から1つを選択し乗客の希望する目的地へ連れて行くテーラーメイドのフィーリングで、後者は電車に乗りさえすれば乗客が何も悩まなくても1本道で目的地に一番近い地点までまとめて連れて行く効率的・集団的なお仕着せのフィーリング?
|
|
性格、リ-ダ-、リーダーシップ理論 |
A. リーダーの要素:
リーダーシップは、1.本人の資質、2.与えられた地位と役割、3.メンバーからの支持に依存し、メンバーからの支持力はリーダーの指示力として最も重要である。
労働者のモラル(労働意欲と倫理観)を向上させる為には、マクロ的には給与体系と人事の公正化と、ミクロ的にはリーダーによるコーチングのシステムの両方が必要である。
(1) 人の性格に基づくリーダーシップの類型化理論(PM理論、リーダーシップの科学、三隅二不二著、講談社ブルーバックスB655、1986.)に、(2)
状況に呼応するリーダーシップの理論(SL理論、オハイオ大学リーダシップ研究センター、ポール・ハーシーとケネス・H・ブランチャード、指示的行動(リーダーがグループのメンバーの役割を組織化し明確化し、各人がどのような活動をいつ、どこで、どのように達成しなければならないかを説明する)と協労的行動(リーダーがコミュニケーションにより連帯感与え相手の行動を促進する)を軸として分析する)は、重なるところが大である。。4つの基本的なリーダー行動を、高指示低協労、高指示高協労、高協労低指示、低協労低指示と呼ぶ。これら4つの基本スタイルは、本質的に異なるリーダーシップ・スタイルを表している。興味のある上司または自身を質問表に記入して判定してください。蛇足:個人的には私はPm型で、部下に「目標の明示と達成期日と個人責任」の説明をして(部下から見たら私の自己満足だけかもしれませんが)納得してもらっています。その過程や日常業務での個人の行動にはノ-タッチで、中間管理職に任せっ切りです。
|
(1) P行動(目的行動、課題達成機能、集団の仕事量・生産性・業績重視、P: performance), (2) 指示的行動 |
| (1) M行動(部下中心的、集団維持機能、チームワーク・信頼・公平さ重視、M: maintenance), (2) 協労的行動 |
M(pM)型 (人間中心型、目標達成よりも人間関係に気を配る)。
高協労低指示:部下に暗黙の信頼を寄せ、彼らの目標達成を促進することに意を用いていると見られる。が、基本的に和を重んじ、人間関係を損ねたり、「いい人」という自分のイメージを傷つける恐れのあるときには、仕事を犠牲にすると見られる短所がある。 |
PM型 (理想型、目標達成を強調しながら、人間関係にも気を配る)。
高指示高協労:目標の設定、仕事の組織化というグループのニーズを満たすとともに、高度な社会連帯支持をも与えてくれているように見られる。が、必要以上に仕事の指示に熱心で、時に対人関係が誠意のないうわべだけのものと見られる短所がある。 |
pm型 (無関心型、目標達成にも、人間関係の調整にも消極的)。
低協労低指示:仕事の進め方については、部下の決定に正しく任せ、社会連帯的な面でもほとんど不必要な干渉はしないと見られる。が、求められているのに、必要な仕事の組織化や社会連帯的指示の提供を怠けると見られる短所がある。 |
P(Pm)型 (仕事中心型、目標達成に重点を置き、人間関係に配慮しない)。
高指示低協労:目標達成の方法を明確に熟知していると受け取られ、頼り甲斐があると思われる。が、他人に一方的にやり方を押し付け、時に不愉快と思われ、短期的な成果にしか関心を持っていないように見られる短所がある。 |
B. リーダーとしての行動規範:
1. リーダーに求められる資質は、(1)マネジメント能力(ビジョン、価値観、使命感、目標の設定、戦略性)、(2)人間的能力(動機づけ、人を動かす力)である。駄洒落ではないが、Leaderに必要な資質は、Listen 傾聴,
Explain 説明, Assist 援助, Discuss 話し合い, Evaluate 評価, Respond 自己責任 とされる。
2.また、リーダーには、視野が広いことも必要であると思う"think globally, act locally"。
3.性格は一定の固定したものではなく、日内変動をし、年間変動を示すのも事実である(「尖った鉛筆の先も丸くなる」))。
4.リ-ダ-にはPM型が望ましいことは明白であるが、部下の資質により使い分けることが望まれる。
企業という鶏舎において、卵という成果を産む鶏、部下という鶏をいかに取り扱い導くかは、事業主としては死活問題である。鶏に卵の産み方を教えるよりも、鶏が本来兼ね備えている産卵能力を引き出してやることが大切である。コ-チングはプロジェクトチ-ム内のコミュニケ-ション、自発性、活性化、作業の円滑化を目的とする。従来のティ-チングからコ-チングに移行し、コミュニケ-ションによる部下の「気付き」を促すことが基本となる。部下の性格を、(1).
コントローラー型 controller type、指示・社長型(長所:周囲を動かす影響力、具体的な結果にまっしぐら、行動力がある、短所:冷淡な印象を与える、図々しい、又は、押しつけがましく思われがち。押しが強い/決定が出来る/厳しい/要求する/タフである/完ぺき主義/支配的/決意が固い/きつい/能率的),
(2). プロモーター型 promoter type、表現・営業マン型(長所:創造的で熱中しやすい、表現力が豊かで楽しい、人をワクワクさせる、短所:やり通すことが苦手、ともするといいかげんな印象、不誠実に思われがち。ごまかし屋/見た目がよい/エキサイト/刺激的/規律が苦手/熱中型/反応が早い/ドラマチック/社交的/アピールが強い/提案が好き),
(3). アナライザー型 analizer type、分析・総務経理型(長所:完璧、正確に物事を行なう、堅実で粘り強い、情報、方法を多く持っている、短所:神経質、退屈な印象を与える、アラ捜しをする人、頑固な人と思われがち。批判的/勤勉/決心が苦手/粘り強い/頑固/真面目/正確/すきがない/モラリスト(常識屋)/きちんとしている),
(4). サポーター型 supporter type、温厚・援助型(長所:協力的で親しみやすい、物事を受け入れ、波風を立てない、仲のよいチームを作る、短所:決断力に欠ける、優柔不断、意志が弱く、八方美人に見えがち。人当たりが良い/サポ-トが好き/内気/腰が低い/従順/喜んで人に尽くす/人に頼る/あてに出来る人/不器用/気持ちが良い。)に分類して、コ-チングを使い分けることが必要とされる。すなわち、controller
typeにsupporterの役割を期待しても上手く行かないであろう。コーチングの基本手技(スキル)は、精神科の治療に似ており、1.傾聴(考えを再確認させるautocrine)、2.承認(acknowledgement、上司に最も必要なテクニック!賛同して力づける)、3.質問(詰問にならないように注意すること)、4.要約(課題を絞り込む)、5.フィードバック(相手の許可を得て提案する、アドバイスを受け入れるかどうかは相手に委ねる)とされる。同様に、部下を変革させるにも、3段階(解凍(Unfreezing;旧態からの隔離、動機づけ、旧態への懲罰)、変化(Changing)、再凍(Refreezing))が必要である。
5.いずれにせよ、上司が部下に対して求め、自身のやるべきことは、山本五十六ではないが、1に報連相(ホウレン草)、2に報連相、3、4が無くて、5に褒め言葉である(コーチングのプロが教える「ほめる」技術、鈴木義幸著、日本実業出版社。池田秀敏、仕事の図解屋 テオリアhttp://www.teoria.co.jp/job02/job02c03.htm)。
C. リーダーの評価:
パーソナルマグネティズム「部下から必要な時に相談を受けているか否か」
参考: 性格分類:4x2=16分類とその対応。、性格類型(YGテスト、クレッチマー、ユング)、
H.John P Kotter:組織変革の寄与は、リーダーシップが80%、マネジメントが20%、
大規模な改革を推進するための8段階のプロセス:
1.危機意識を高める、2.改革推進のための連帯チームを築く、3.ビジョンと戦略を生み出す、4.抵抗する人々の抵抗を克服する為に変革の為のビジョンを広くコミュニケーション、5.人材をエンパワー、6.短期的成果を実現、7.成果を統合して更なる変革を推進、8.新しい方法を企業文化に定着させる。出典 J.P.Kotter「なぜトランスフォーメーションの試みは失敗するのか」ハーバード・ビジネス・レビュー(1995年3月/4月号)
|
|
組織論、組織形態、ライン、スタッフ |
(10)ライン組織(直系型):(第1義)主幹部門=ライン、支援部門=スタッフとは別に、(第2義)単に部長ー課長ー係長ー一般労働者の上下の連鎖。フラット:合理化による中間管理職を無くし、下級第一線労働者にエンパワーメント(自分で判断し行動する力を与えること)する。ラインの上下の階層が少なくなり平坦化する。)。静態的機能別。長所:命令系統が一元化、権限・責任が明確、規律・秩序、統制範囲の原則。短所:一人の上位者に権限が集中、意思決定に時間がかかる、横の連携が取りにくい。
(20)グループ・チーム。職能・専門別。静態的機能別。ファンクショナル組織functional organization、職能別組織:製造、営業、経理などの職能別に上位層が下位層に指示・命令しながら職務を遂行する組織。下位層は、複数の上位層から指示・命令される。数人の専門分野担当上司、テイラーの機能的職長制度。長所:上位者の負担軽減、専門能力の活用、短所:命令の混乱、下位者の職務が掌握できない、責任が不明確。
(30)ラインースタッフ組織(この場合は、対にして使用し、主幹部門(製造、販売)ー支援部門(総務、人事、経理など)の2大別する)。静態的機能別①スペシャルスタッフ:本来ラインが行う業務、人事・経理・庶務、②ゼネラルスタッフ:ラインの経営管理職能の補佐、企画・調査・秘書室、長所:命令の統一性、専門家の活用、短所:スタッフが強くなると命令混乱、スタッフが弱いとラインから軽視、ラインとスタッフの調整に時間。
(40)事業部制divisionalized organization:静態的。製品別、地域別、顧客別といった事業単位ごとにトップ・マネジメント層がもつ権限を大幅に委譲し、個別に利益責任をもつ組織。事業部ごとに業務遂行に必要な職能をもちます。現在では多くの企業が採用しています。事業部制は、分権管理形態の1つであり、それぞれの事業部がプロフィット・センター
(利益責任単位) となる。 参考 :(事業部制の)事業部に対して独立企業に近い権限を与えた制度が「カンパニー制度(division company
system)」である。
(50)プロジェクト組織:プロダクトマネージャー制:動態的。プロダクトマネージャー(PM)制度とは、それぞれのマネージャーが、一つの商品に対して調査分析~企画開発~販売促進~売上分析といった一連の流れをすべて担当するというものです。プロダクトマネージャー制度のメリットは、一人の人間が全体を見るために商品のコンセプトがぶれないこと、責任の所在が明らかになること、マネージャーが決定権を持つために企画開発のスピードが上がることなどがある。製造においても、以前は工場の生産方式もベルトコンベヤーによる流れ作業が中心でしたが最近は一人の作業者が一つの製品を担当するセル生産も増えてきつつあります。
(55)タスクフォース task force、プロジェクト・チーム:特定の課題を達成するために一時的に設置される組織のこと。任務組織、特別作業班などと訳されるが、もともとは軍事用語で「機動部隊」を指す。通常、タスクフォースのメンバーは組織内の各部署から横断的に抜擢される。例えば新製品開発などにおいて編成されるケースが多い。課題を達成したらその時点でタスクフォースは解散となる。
プロジェクト・チームもほぼ同義に用いられるが、プロジェクトチームのほうが比較的長期間にわたる大きなテーマを扱う場合が多く、タスクフォースは緊急性の高い問題の処理にあたる場合が多い。タスクフォースの長所は、柔軟かつ速やかに問題に対処でき、一定期間にエネルギーを集中するため、高い成果が期待できる点にある。短所としては、タスクフォースで獲得された新たな知識・情報が、タスクフォースの解散とともに消滅し、組織に浸透しづらいという点がある。反対:官僚制組織(ビューロクラシー)に代表されるヒエラルキー型組織(定型作業向き)。
(60)マトリクス組織matrix organization:マトリックス(数学の行列のこと、製品(製品A/B)と地域(東京本社/大阪支店)で組織を構成する場合、ある人は「製品B」と「大阪支店」というふたつの組織に同時に所属することになります。複数の目的を同時に果たせる長所がある一方、命令系統が複数化するなどの短所もある)。マトリックス組織は、指揮命令系統がタテ軸とヨコ軸からなる二元的指揮命令系統の組織をいう。職能別と事業部制を併用した形態である。つまり、タテ軸の事業部制組織に対して、ヨコ軸として職能別部門組織を横断して編成される (たとえば、第一事業部の製造・営業、第二事業部の製造・営業など)。XY軸:ワンマンツーボックスシステム。オープンシステム施行
機動性、柔軟性。人材の有効活用。自主的行動を助長。命令服従型かた調整・協調型へ。顕現不在、権力争い、間接維持費。
(65)社内ベンチャー制、SBU(Strategic Business Unit)、委員会組織:社内の人材が主体となって、本業以外の事業分野へ新規に進出したり、新製品の開発を行ったりする事業企画のために、企業内部に独立した事業組織を設立したり、企業の子会社を設立してそこで新規事業を開始させる制度のことです。社内ベンチャーの場合、いわゆる事業部制とは異なり、企業の中核を構成する事業以外の分野において新しい事業が開始されるのが特徴です。
(70)ネットワーク組織Network Organization:ネットワーク(社会的ネットワークで内外の経営資源を結合している組織や個人の集合体)。ネットワーク組織は、企業間、部門間、個々人の間で形成され、異業種、異分野の壁を乗り越えうる。異質の情報を結びつけて意味ある情報を作り出す場合にも適す。職能部門別組織や事業部制組織やマトリックス組織は、未だヒエラルキー
(階層) 構造である。ヒエラルキー構造の限界を打破しようとして導入された形態がネットワーク組織である。ネットワーク組織は、職能部門別組織(専門化・効率化)や事業部制組織(環境適応能力)やマトリックス組織(経営資源の効率的配分)のそれぞれの強みをすべて満たすことを狙っている。、ネットワーク組織は、階層組織やタスクフォースよりも相互の結びつきや指示命令が緩く、その構成員は専属ではなく複数の組織に属すのが特徴である。各個人やグループは基本的にそれぞれ独立していて、必要なときに相互に情報や力を貸し合うのである。
(1) 内部型ネットワーク (職能部門間、事業部間、SBU間の相互関係)
(2) 安定型ネットワーク (親企業と下請け企業の間の系列関係)
(3) 変動型ネットワーク (独立企業間の相互対等な協調関係)、
(80)異業種交流、
(85)戦略的アライアンス、戦略的同盟:長期的、戦略的、対等な「アライアンス、戦略的連携、合従連衡」による企業と企業の切磋琢磨によって生まれる「イノベーション=効率的・効果的に顧客に接近できる+製品開発・流通開拓などのリスクを低減できる+業界にない新しい価値を創造できる」。アライアンスを組む企業間の関係が垂直関係か水平関係かによって大きく2つに分類することができます。国内企業同士のみではなく、グローバル・レベルで組んだり、また同業界内の企業同士に限らず、異業界の企業と組むこともできます。
(90)OEM提携(相手先ブランド製造、Original Equipment Manufacture):相手先ブランドで販売される製品を製造すること。また、製造するメーカー。OEMメーカーから製品の供給を受けたメーカーは、自社ブランドでその製品を販売する。製造の委託を受けたメーカーは、相手先のブランドと販売力を活かして生産量を向上させることができる。かつては「購入した製品に独自の機能などを付加して再販するメーカー」という意味で使われていたこともあるが、現在ではこの用法はあまり一般的ではない。
(95)製販同盟:企業間での戦略的な提携関係構築の動きが目立っています。提携関係のパターンとしては、(1)スズキとダイハツ間にみられるようなメーカー間での提携関係(製製同盟)、(2)菱食と相鉄ローゼンのような流通間での提携関係(販販同盟)
、(3)味の素とダイエーにみられるような製造と流通企業の間の提携関係(製販同盟)がみられます。このうち、「製販同盟」とは、従来のメーカーと卸、小売りが、単なる「取り引き」か、小売り主導の「PB開発」の関係から、企業相互間の「取り組み」ともいうべき進化をとげ、顧客への新たな価値提供を目指す関係です。商品共同開発、受発注システムの開発という既存の取り組みを前提としたものから、新ビジネスの共同開発と言った次元まで、範囲が広く、システム調整、組織調整が要請されます。
、、 |
|
コンプライアンス、法令遵守、compliance |
comply, complied, complying:自動詞、希望や要求に従う、願いに応える、応じる(conform)、条件などを満たす(with)。「コンプライアンス、法令遵守」の無い企業は社会の信用を失い、場合によっては倒産する危険性すらあります(2001年10月の末、Y食品会社の社員たちは部長に外国品のラベルを国産品のラベルに張り替えるように指示され、悪いこととは思いながらも従い、自分たちが詐欺罪で逮捕され、一流企業の社員が一転「犯罪者」となり、更に、会社自体も発覚後1か月で解散に追い込まれた)。「仏を作って魂を入れず」の如くに行政指導により法令を遵守するのではなく、自社内に法令遵守の体制を確立することが必要です。法令遵守の内規は、以下を対象として、確立することが望まれます:(1)出資者に対するコンプライアンス:経営を委託されている以上、出資者に対して透明化・公開が必要です。(2)グル-プ会社におけるコンプライアンス:一部の不祥事は全体の信用の低下に繋がるので、その対策が必要です。(3)従業員におけるコンプライアンス:従業員が気持ちよく働ける職場を実現するためには、ジェンダ-・フリ-gender-freeや安全管理体制が必要です。(4)消費者へのコンプライアンス:消費者の期待に応える為には、情報公開、説明責任、リコ-ル、独占禁止法の遵守などが必要です。(5)社会に対するコンプライアンス:地域社会で「あの会社は良い会社だ」と認知され生き残る為には、環境保全など企業が「社会」と共存していく方策が必要です。
コンプライアンス(Compliance)の語源は、動詞のコンプライ(comply)でcomply 応じる、応諾する、[語源] L.complere(完全に満たす)、[語源] com-(完全に)+L.plicare(重ねる)「何かに応じる・従う・守る」を意味します。従ってコンプライアンスも「何かに応じること・従うこと・守ること」を意味し、漢字で表すと、応諾・承諾・協力・準拠・従順・遵守などの語になります。また「企業が法律や倫理を遵守すること」という狭義の意味で使う場合は、一般的に〔法令等の遵守〕という意味で用いられています。企業倫理の話題を語る際によく出る言葉で、特に経営者やコンサルタント、証券業界(法律遵守性が市況に影響を与えるため)、マスコミ(企業の不祥事を扱うため)などが、この言葉を用いています。例えば「我が社はコンプライアンス体制の確立が必要だ」「この企業は、コンプライアンスへの取り組みが見られるようになった」「コンプライアンスは経営戦略の重要な要素になった」などの言い方をします。コンプライアンスという言葉が頻出する背景には、倫理意識の欠如を原因とする、企業の不祥事が増えている問題があるようです。不祥事を起こした企業は、売上の大幅な落ち込みなど、経営に大きな悪影響を受けるので、不祥事が起こらないように、日頃から、法令などを遵守してルールを守った活動を行うように、全員に徹底させておくことが重要と認識されています。ただし、企業でコンプライアンス
が使われる場合には、 ただ法律に触れなければ何をしてもいいというわけではなく、企業倫理の遵守も企業には求められます(岡村宜憲)。
呼吸器: 呼吸量=圧xコンプライアンス、気道拘束性で伸展性が不良(コンプライアンス低下)時、有効な呼吸量を得る為には吸入圧が高いことが必要となる。
|
| |
労働相談マニュアル |
参考: 労基法等に関する解説:社長のための労働相談マニュアル、
、 |
|
労働基準法、基本7原則 |
民法の特別法である労働基準法における基本7原則:
1.労働条件の原則(法1条):合法的な最低基準、この基準を理由として労働条件を低下させてはならない、
2.労働条件の決定(法2条):労使は対等の立場、労働協約・就業規則・労働契約の締結と、信義則としての履行、
3.均等待遇(法3条):差別の限定列挙(国籍、信条、身分)の禁止(限定なので、取り上げられていない学歴や能力は対象外)、労働関係が成立した後の差別の禁止(労働関係の成立する以前の募集・採用時点での差別は対象外)、
4.男女同一賃金の原則(法4条):
5.強制労働の禁止(法5条):実質的な労働のみでなく、現実的労働の有無に係らず強制労働に従事せざるをえない状況に追い込む行為自体にも拡大解釈されている、
6.中間搾取の排除(法6条):法律に基づいて許される場合の外、業として他人の就業に介入して利益を得ることの禁止、「業として」=反復継続する行為または1回でも反復継続する意思が有ると推定できるもの(昭23.3.2.基発381号)、
7.公民権と公の職務の行使等の保証。
参照
労働基準法(安全衛生情報センター)、
労働基準法関連パンフレット一覧表(厚労省)、
|
|
労働基準法、
労働協定、
労働協約、
就業規則、
労働契約(雇用契約)、
労使協定と労使委員会決議、
就業規則に基づく、懲戒、制裁、
制裁規定の制限、賃金の制裁規定と類似する事例の判断、
|
(0)労働条件の決定は、労使協定、労働協約、(労働慣行:使用者側が複数年に渡って黙認している慣行)、就業規則、労働契約、業務命令とされる。
法的強弱は、労働基準法>労働協約>(労働慣行)>就業規則>労働契約>業務命令で、上位の規準に達しない労働条件を定める下位の規準は無効とされる(労基法92,93条)。
1.労働組合の有る事業場では、労基法>労働協約>就業規則>労働契約の順、
2.労働組合の無い事業場では、労基法>就業規則>労働契約の順、
3.労働者が10人未満の事業場では、労基法>労働契約の順となる。
(A)労働基準法は、より下位の具体的法律として、民法より優先される。
(B)労働協約の効力:
規範的効力: 労働協約より劣る労働契約部分は無効。
一般的拘束力:労働者の3/4≦が適用を受ける労働協約を、残りの労働者への野準用。
(B)労使協定は禁止条項の解除(許可、例外規定、法律無視の申し合わせ)の規定のみに限定される例外規定であることに注意が必要。本来は法令違反であっても、(労働協約と同様の要件で)労使協定を締結することにより、労働協約や就業規則や労働契約とは法的に異なる形式で、使用者の免罰的効果を持たせることができる:すなわち、36協定(時間外、休日労働に関する労使協定、法36条)では、本来、時間外や休日労働は法令違反であるが、就業規則と割増賃金支払い(25%)の締結により、時間外や休日労働を可能とできる。
労働協約の数は組合の数と同数あり、それぞれの労働協約はそれぞれの組合についてのみ適用される。
(C)就業規則:届出様式(岡山労働局):
作成義務者:
①労働者(パートを含む)10人以上の事業所において、使用者が作成する。
②労働者10名未満の非義務者でも、その他のこれに準ずるものとして、作成して、労働者に周知・適用しうる。
③合わせて1つの就業規則とする:同一の事業場内で、正規従業員用と非正規従業員用(パートタイム労働者のみに適用する就業規則)のそれぞれ個別の就業規則を作成し、更に、それらを一括ファイルしたものを単一の就業規則として、取り扱うことも可能である。
④派遣労働者の就業規則は、10名以上の派遣元使用者が作成する。
条件:労働者の意見を聞き、提出時にその意見書を添付して、労基署に提出する。
(D)就業規則作成(東京労働局):モデル就業規則、就業規則テンプレート集、就業規則サポートセンター、
就業規則の記載(労基法第89条):
1 始業及び終業の時刻、休憩時間(一斉付与が原則であるが労使協定で調整される)、休業、休日、休暇並びに労働者を2組以上に分けて交替に就業させる場合においては、就業時転換に関する事項
2 賃金(臨時の賃金等を除く。以下この項において同じ。)の決定、計算及び支払の方法、賃金の締切及び支払の時期並びに昇給に関する事項
3 退職に関する事項(解雇の事由を含む)
4 退職手当の定めをする場合においては、適用される労働者の範囲、退職手当の決定、計算及び支払の方法並びに退職手当の支払の時期に関する事項
5 臨時の賃金等(退職手当を除く。)及び最低賃金額の定めをする場合においては、これに関する事項
6 労働者に食費、作業用品その他の負担をさせる定めをする場合においては、これに関する事項
7 安全及び衛生に関する定めをする場合においては、これに関する事項
8 職業訓練に関する定めをする場合においては、これに関する事項
9 災害補償及び業務外の傷病扶助に関する定めをする場合においては、これに関する事項
10 表彰及び制裁の定めをする場合においては、その種類及び程度に関する事項
11 以上のほか、当該事業場の労働者のすべてに適用される定めをする場合においては、これに関する事項
これらのうち、1~3の事項はいかなる場合でも就業規則に必す記載しなければなりません(絶対的必要記載事項、明示が義務付けられている、書面明示)。
また、4~11の事項は、定めをおく場合には必ず就業規則に記載しなければなりません(相対的必要記載事項、明示すれば効力を生じる、書面又は口頭)。
なお、これら以外の事項についても、その内容が法令又は労働協約に反しないものであれば任意に記載することができます(任意記載事項)。
別規定:就業規則が分厚くなるので、別にする:
賃金規定、職務権限規定、退職金規定、アルバイト就業規定、パートタイム就業規定、機密保持規定、出向・転籍規定、出張旅費規定、育児・介護休業規定、個人情報保護規定、パソコン取り扱い規定、携帯電話取り扱い規定など
注. 除外規定又は特別規定(昭和63.3.14.基発150号):パートタイマーを含めた全労働者にたいする就業規則が必要とされので、正社員用の就業規則を準用しないのであれば、パートタイマー用の規定をしておかないと労使ともに困る:
「事業場内の労働者で有る限り、その一部の者に対しても、当該就業規則は当然に適用されるものであるから、一部の労働者に対して特別な取り扱いをしようとする場合には、当該就業規則の中にまたは当該就業規則と合わせて、除外規定又は特別規定をさだめなければならない。」
注. その内容が労基法違反として取り扱うか否かは行政当局側の見解であって、実際に、作成・変更された就業規則の効力を最終的に判断するのは裁判所である。就業規則の効力、特に労働条件の不利益変更等の効力に関しては、裁判例においては、労働者側との協議・説明、団体交渉の経緯等が判断要素として重視されていることに、労使は留意すべきである。
注. 就業規則上の、懲戒、制裁規定の制限、賃金の制裁規定と類似する事例の判断:
懲戒とは企業内で不始末を起こした場合に、与えられる制裁のことで外部的なことではなく内部的な秩序を守る為に設けられたものです。制裁は表彰とセットにして。
懲戒処分の有効要件:
①罪刑法定主義類似の諸原則:就業規則に懲戒規程(懲戒事由と手段)が記載されていること。
②平等扱いの原則:特別な理由もなく人により処分に差をつけるようなことをしてはならない。
③相当性の原則:違反行為と処分とのバランスが取れていること。
④適性手続きの原則:本人に弁明の機会を与えない、証拠不十分のままの処分、その他就業規則に定めた手続きを経ないままの処分などをしてはならない。
裏返せば、就業規則の懲戒規程に記載がない事由についての処分、軽い違反行為に対して懲戒解雇などの重い処分をおこなったときなどは懲戒権の濫用として無効になる可制裁は高いと思われます。制裁は、あくまでも企業秩序維持を維持していくための手段であって、制裁を加えることが目的ではないのです。
就業規則やそれに変わる社内ルールがない場合には、企業秩序の維持を図るために早急に就業規則を定めることあるが、軽い怪我を負わせたことをもって懲戒解雇することは難しい。但し怪我を負った従業員本人が小額訴訟や刑事告訴することはできますし、懲戒とは別に人事権の行使としての配置換えをすることも企業秩序維持の必要性から有効となる可能性はあります。また、退職勧奨をされても良いでしょう。もし労働者の行為が悪質で、雇い続けることができないのであれば、不当解雇として訴えられることを覚悟した上で、敢えて解雇(普通解雇)することもいたしかたないのかもしれない。
(0)一声だけ大声で叱る。(愚痴愚痴と叱らない。性格を責めない。その日の内に長所を褒めてフォローする。)
(1)譴責(けんせき):懲戒処分のうちで一番軽く、始末書などを提出します。
(2)出勤停止:使用者側から労働者の就労を拒否するものです。労働していませんから賃金は支払われません。ただし、あまり長い出勤停止は労働者の生活を脅かすので、不当に長い出勤停止は認められません。実務上は戦前の工場法(労基法の前身)で7日間とあり、現在も出勤停止はそんなものだろうとされています。
(3)減給:賃金の一定額を差し引かれる処分です。これはいくらでも引いていいというものではなく、一回の違反については1日分の賃金の半額以内。複数の違反があった場合でもその減給額はその月の賃金総額の1割を超えてはいけないことになっています。(労基法第91条)。再三遅刻をする為、この度、就業規則の減給処分に照らし、減給の制裁をおこなう時、3日遅刻したら1日欠勤扱いは賛否両論がある。所定労働時間=8時間、遅刻=1日1時間×3回の遅刻3回で1欠勤という制裁は、多くの会社で採用されている。これは減給の制裁の範囲を超えている違法か?労働基準法で制裁について書かれているのは減給の制裁のみで、遅刻3回で1欠勤とする定めが、有効とする説と無効とする説がある。同じ事例を元に考え方の違いを解説します。
(無効とする説)遅刻2回までは制裁を与えず 3回目で初めて制裁事由が成り立つという遅刻3回で1事案とみなす場合、過剰制裁時間=8時間-遅刻3時間=5時間で、この5時間は1日の半額(4時間に相当)を超えているため。
(有効とする説)遅刻1回がそれぞれ1事案とし、1回毎にすでに制裁事由が成立しているが、執行猶予を与えているに過ぎず、1賃金支払期に3回目の遅刻がなければそれを時効と考えた場合、過剰制裁時間=8時間-遅刻3時間=5時間だが、この5時間は3回の遅刻に対するものであるから各日においては1.7時間程度の減給であり、1日の半額を超えていないため。
結局、会社の取り決めによってどちらでも良いようです。どちらも減給の制裁に該当しますので、就業規則に定めがない場合は制裁を課すことはできませんが、特に後者を採用するときは、誤解のないよう根拠を明確にしておいてください。
労基法では減給の制裁は1回の額が平均賃金の1日分の半額以内、数次の総額が一賃金支払期における賃金総額の10分の1以内となっている。
遅刻してきた時間分のノーワークノーペイとしての賃金カットと、減給の制裁をおこなうときの賃金カットは計算根拠が違うので、両者を計算する必要があります:
ノーワークノーペイでカットする賃金は通常の賃金計算方法で求めるやり方ですから、一般的には(365日-年間休日日数)÷12ヶ月×1日当たり所定労働時間で1ヶ月あたりの所定労働時間を求め、賃金額(予め賃金規程で控除項目を定めておく必要があります。)からこの時間を除して1時間あたりの賃金単価を求めます。基準賃金は172,000円です。月平均所定労働時間が172時間ですので、1日当たりが8千円の賃金として、遅刻1時間のため1千円の賃金カットをした。
更に、平均賃金を求めるときは算定しなければならない事由が発生した日(減給の制裁の場合は制裁の意思表示が相手に伝わった日)以前3ヶ月間に支払われた賃金総額を総暦日数で除して求めます。(賃金締切日がある場合は直前の締切日から3ヶ月以前。)このとき、通勤費や時間外割増なども含みますが、臨時に支払われる賃金や賞与は含みません。また、産前産後休暇など一定の日は総暦日数から減じて計算することになります。今回の場合、3ヶ月間の賃金総額は205,000円+210,000円+215,000円=630,000円で、1日あたりの平均賃金は(3ヶ月の暦日数が92日として)630,000円÷92=6,847円となりますので、その半額の3,423円として合計4,423円をカットしました。
更に、遅刻が数次に及びその減給の制裁が一賃金支払期における賃金総額の10分の1を超えた場合はどうなるでしょうか?例えばAさんの今月の本来の賃金総額が210,000円だったとして21,000円を超えるようなときです。この場合は、翌月の賃金から減給することになります。また、総額を超えてしまった部分を賞与から引くことも可能です。
減給の制裁と混同しがちな処分として、
①出勤停止を命じて、その間の賃金を支払わない場合
②昇給停止による不利益
③降格・降級・降職による賃金減
④月給制を日給月給に変更することによる不利益
などが考えられますが、これらは減給の制裁にあたらないとされています。
(4)諭旨免職(ゆしめんしょく):本人自身からの依願退職を勧めるものです。懲戒解雇に比べれば軽いものの退職を強硬に迫るという意味合いがあります。
(5)懲戒解雇:懲戒解雇は一番重い制裁となる解雇処分です。懲戒解雇となった場合は、労働者は退職金がもらえないこともありますが、原則、退職金を定めたときはこれを支払わないことはできません。しかし、懲戒解雇によって制裁を課すときは話は別です。それは退職金が功労報奨的性格を有しているためです。反面、この労働者が言うように、賃金の後払い的性格も有していますので、懲戒解雇だからすべて退職金を不支給にできるかというと、そうではありません。「退職金の全額を失わせるに足りる懲戒解雇の事由とは、労働者に永年の勤続の功を抹消してしまうほどの不信があったことを要し、労基法二〇条但書の即時解雇の事由より更に厳格に解すべきである。(橋元運輸事件
1972.4.28 名古屋地)」と、その適用はかなり厳しいものとなっていますが、できないとはしていません。また会社に重大な損害を与えたような場合は民法上の損害賠償に応じる必要もあります。
(E)労働契約法(2008年平成20年3月1日施行):民法の特別法なので同居する親族のみを使用する場合には適用されない、、
E-1. 労働契約の原則(法3条):
対等の立場で合意、就業の実態で均衡、仕事と生活の調和、労働契約遵守・信義誠実に実行、濫用禁止、
E-2. 労働者の安全への配慮、使用者による労働者への配慮義務 (労働契約法5条):
使用者の安全配慮義務が明文化,「使用者は,労働契約に伴い,労働者がその生命,身体等の安全を確保しつつ労働することができるよう,必要な配慮をするものとする。」
参照: 使用者の安全配慮義務を明文化した趣旨については,平成24年8月10日付け基発0810第2号では「通常の場合,労働者は,使用者の指定した場所に配置され,使用者の供給する設備,器具等を用いて労働に従事するものであることから,判例において,労働契約の内容として具体的に定めずとも,労働契約に伴い信義則上当然に,使用者は,労働者を危険から保護するよう配慮すべき安全配慮義務を負っているものとされているが,これは,民法等の規定からは明らかになっていないところである。このため,法第5条において,使用者は当然に安全配慮義務を負うことを規定したものであること。」とされており,陸上自衛隊事件最高裁昭和50年2月25日第三小法廷判決,川義事件最高裁昭和59年4月10日第三小法廷判決が参考となる。
更に、同上通達では、
(ア) 法第5条は,使用者は,労働契約に基づいてその本来の債務として賃金支払義務を負うほか,労働契約に特段の根拠規定がなくとも,労働契約上の付随的義務として当然に安全配慮義務を負うことを規定したものであること。
(イ) 法第5条の「労働契約に伴い」は,労働契約に特段の根拠規定がなくとも,労働契約上の付随的義務として当然に,使用者は安全配慮義務を負うことを明らかにしたものであること。
(ウ) 法第5条の「生命,身体等の安全」には,心身の健康も含まれるものであること。
(エ) 法第5条の「必要な配慮」とは,一律に定まるものではなく,使用者に特定の措置を求めるものではないが,労働者の職種,労務内容,労務提供場所等の具体的な状況に応じて,必要な配慮をすることが求められるものであること。
当然ながら、労働安全衛生法(昭和47年法律第57号)をはじめとする労働安全衛生関係法令においては,事業主の講ずべき具体的な措置が規定されているところであり,これらは当然に遵守されなければならない。
E-3. 労働契約の成立、変更(法6,7条):
労働契約は合意により成立変更(合意形成)、労働条件を定めている就業規則に基づく、
E-4. 就業規則による労働契約の変更の原則(法9,10条):
変更の周知、変更は合理的なもの(労働者に不利益でも組合の合意により不利益変更もありうる)、
E-5. 就業規則違反の労働契約は無効(法12,13条):
効力の優位序列: 法令>労働協約>就業規則>労働契約、
E-6. 労働契約の継続と終了(法14,15,16条):
出向、懲戒、解雇等で、権利濫用の場合は無効(やむを得ない事由場合は有効)、、
E-7. 期間の定めのある労働契約(法17条):
解雇禁止の原則(やむを得ない事由以外の契約期間満了までの雇用)、契約期間の設定の配慮(短期間契約の反復更新の禁止)、
参照:
1.労使協定の様式、
2.マトリックス表から組み立てる就業規則の作り方、第2版、冨塚祥子(しょうこ)著、日本法令、(2600円)、一覧表とCD-R添付、
3.電子版就業規則届(パンフレット)、
4、就業規則の様式、就業規則集・労務関連、
5.安全衛生管理規程の作り方とそのモデル、大関親(おおぜきちかし)著、第2版、中災防、平成18年、(1470円)、規程例:(1)大中規模事業場などで、就業規則とは別の規定として;製造業、製造業以外、教育・研究事業、(2)小規模事業場で、就業規則中に安全衛生管理を規定する例、、安全衛生管理規程実例、
6.人事・労務管理シリーズセット、(社)全国労働基準関係団体連合会編、労働調査会、2006、東京、全7巻.(13230円)、
10.安全衛生管理規程、リーフレット、東京労働局、Word版、
50.
働き方改革関連法 2019年:
2019年4月施行:
労働基準法:
【義務】時間外労働の上限規制(大企業)※ただし適用猶予事業あり。
【義務】年次有給休暇の年5日時季私的付与
高度プロフェッショナル制度の創設
フレックスタイム制の清算期間 最長「3ヶ月」に
労働時間等設定改善法:
【努力】勤務間インターバル制度の導入促進
労働安全衛生法:
【義務】労働時間の客観的把握
【義務】産業医・産業保険機能の強化(従業員数50名以上)
2020年4月施行:
労働基準法:
【義務】時間外労働の上限規制(中小企業)※ただし適用猶予事業あり
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(大企業)
労働者派遣法:
【義務】派遣労働者への待遇改善措置
2021年4月:
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(中小企業)
2023年4月:
労働基準法:
【義務】月60時間を超える暗行に対する割増賃金率引き上げ 25%→50%(中小企業)※大企業は2010年より適用
。
|
|
労働契約法 |
参照:
労働契約法:概要、ポイント、(2008.3.1.施行)、
契約内容の明確化と有期労働契約期間への配慮、
安全配慮義務:労働契約法第5条、
パンフレット(改正2012年)、
2018年問題:
①2013/4施行: 改正労働契約法「有期社員の無期転換ルール」(有期雇用5年間で無期労働契約への移行):
注意1.有期契約終了翌日に。自動的に無期契約に転換せず、労働者からの申し込みが必要。2.無期転換=正社員待遇ではなく、雇止めの不安がなくなるだけ。3.非雇用期間が半年あると、その空白期間より前の有期労働契約期間は無効(クーリング・ノーカウント)。例外:有期雇用特別措置法(年収1075万以上の高度専門職有期雇用労働者、定年後嘱託)。
②2015/9施行: 改正労働者派遣法「派遣期間3年ルール」(派遣期間3年間で派遣先が直接雇用または派遣会社の無期雇用への移行):
派遣従業員の場合、通算期間のリセットされる空白期間(クーリング期間)は3ケ月超(3ケ月+1日以上)。派遣事業所の場合はクーリング期間を設ける以外でも従業員の過半数以上(が参加する労働組合)に意見徴収すれば3年を超えて受け入れが可能。派遣従業員は有期雇用派遣が一般的ですが、期間に定めのない無期雇用派遣であれば従業員の3年の制限を受けずに同じ課で3年以上働くことができます。派遣社員は有期雇用契約の反復更新が5年を超えると有期雇用から無期雇用へと転換する権利が得られる。ただし5年の集計は有期契約と有期契約の間の無契約期間(クーリング期間)がそれまでの通算期間の半分以上(最長6カ月)あると無効となる。
働き方改革関連法 2019年:
2019年4月施行:
労働基準法:
【義務】時間外労働の上限規制(大企業)※ただし適用猶予事業あり。
【義務】年次有給休暇の年5日時季私的付与
高度プロフェッショナル制度の創設
フレックスタイム制の清算期間 最長「3ヶ月」に
労働時間等設定改善法:
【努力】勤務間インターバル制度の導入促進
労働安全衛生法:
【義務】労働時間の客観的把握
【義務】産業医・産業保険機能の強化(従業員数50名以上)
2020年4月施行:
労働基準法:
【義務】時間外労働の上限規制(中小企業)※ただし適用猶予事業あり
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(大企業)
労働者派遣法:
【義務】派遣労働者への待遇改善措置
2021年4月:
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(中小企業)
2023年4月:
労働基準法:
【義務】月60時間を超える暗行に対する割増賃金率引き上げ 25%→50%(中小企業)※大企業は2010年より適用
|
|
労働基準法、労働契約の締結、雇用、 |
(A)労働契約期間:通常は3年間、
(B)労働条件の明示義務:
(B-1)労働条件の明示: 採用にあたっては労働条件の明示が必要。
(B-1-1)絶対的明示事項:必要最低限の労働条件は、5項目「①契約期間、②就業場所と業務、③始業終業時刻・残業の有無・休憩・休日・休暇等、④賃金に関すること、⑤退職に関すること」(労働省モデル労働条件通知書を参照)。
(B-1-2)相対的明示事項:⑥退職手当、⑦臨時賃金、⑧労働者の負担する食費・作業用品、⑨安全衛生、⑩職業訓練、⑪災害補償・業務外傷病扶助、⑫表彰・制裁、⑬休職。
(B-2)労基法に定める基準に達しない労働条件を契約条件にしても無効となる(強行法規的性質。参照:任意規定(当事者間で民法上の契約規定と異なる定めが認められる))。
(B-3)明示手段:書面交付を要する。ただし、④の昇給は口頭でも可(社長の口約束は後で取り消せないので要注意)。
(B-4)違反時、即時労働契約解除権と帰郷旅費負担義務。
(C)労働契約の禁止事項:①労働者本人または身元保証人との間での違約金や予定賠償額の負担の特約行為(ただし、労働者の責任で発生した現実の損害賠償請求はできる)、②前借金相殺(ぜんしゃくきん)、③強制貯金、
参照:
1.就業規則集・労務関連、
、、
|
|
労働基準法、労働契約の終了、解雇、 |
(A)解雇制限:本来自由であるべき解雇に制限を加える。
(A-1)解雇権の濫用の無効:解雇権濫用法理「解雇妥当の判定基準:①客観的合理的理由、②社会通念上相当、③権利の乱用でない。」に基づいて判断され、解雇紛争事例は監督署でなく裁判所で判断される。私は、解雇事由が就業規則に記載されていることがトラブルを避ける最低条件であると思う(神奈川労働局監督課)。
(A-2)解雇制限:①療養休業+30日間(但し、療養開始3年目に使用者が打切補償(賃金1200日分)を一括支払いか、または、事業継続不能時で監督所長の認可を受けると解雇可能)、②産前産後+30日間(但し、事業継続不能時で監督所長の認可を受ければ解雇可能)。、
(B)解雇予告の義務:30日間前に解雇予告手当支払と予告を同時に実施(民法140条規定「期間の初日は数えない」より、解雇予告がなされた日は算入されないので、解雇予告をした翌日から起算して、9月30日労働契約最終日=解雇日の場合、9月1日より前で、8月31日までには予告する必要がある。解雇予告に30日間の余裕がない場合、例えば、9月20日に解雇予告すると、予告期間(予告日の翌日から解雇日まで)が10日間しかないので、30-10=20日分の平均賃金のペナルティーを解雇予告手当として支払う必要がある。)(但し、事業継続が不能、労働者の責に帰すべき事由の場合は、監督所長の認可を受ければ、予告無しに即時解雇可能。解雇予告適用除外者:労働関係が希薄な「日雇い・2月以内・季節的4月以内・試用期間14日以内」は随時任意解雇可能。この場合も、但し、「1月を超える日雇い、2月を超える短期労働者、季節的4月を超える、試用期間15日以上」となった場合は、随時任意解雇は不可能になる。)。
注意:労働者の責に帰すべき事由:①犯罪、②賭博等職場規律を乱す、③重大な経歴詐称、④2週間以上の無断欠勤、⑤著しい出勤不良(昭23.11.11.基発1637号)。
(C)退職後措置:再就職を容易にする為の、在職中の事項に関する証明書交付義務:解雇の事実のみの限定的な証明請求に解雇事由を記載してはならない。解雇事由(自己都合退職、勧奨退職=リストラ、解雇、定年退職)。
参照:退職と解雇:
A.退職:労働者側からの労働契約の解約。
退職の形態:
1.任意退職:2週間前までに予告することで退職することができる(民法第627条)。
2.合意退職:会社側との合意が得られれば、2週間を経過しなくても退職することができる。
3.自然退職:労働契約期間満了、定年、死亡。
B.解雇:会社側からの労働契約の解約。
解雇の理由:
1.懲戒解雇: (1)服務規律違反が多く、注意しても改めないとき、(2)職場で他の労働者に対し有害及び危険な行為をしたとき、(3)社名を著しく汚し信用を失墜させたとき
(4)会社の重要機密を外部へ漏らそうとしたとき、漏らしたとき、
2.普通解雇: (1)精神・身体の異常によって業務に耐えられないとき、(2)勤務成績が著しく不良で、他に配置転換しても業務に適さないとき、(3)試用期間中で、業務に不適格であると会社が判断したとき、
3.整理解雇: 業績不振を理由としたいわゆる人員整理。普通解雇の一種。
解雇は、労働者側からすれば全て『不当』と言えます。「労働基準法第18条の2:解雇は、客観的に合理的な理由を欠き、社会通念上相当であると認められない場合は、その権利を
濫用したものとして、無効とする。」その為、合理的な理由がない場合、解雇することが法律上難しいことを知っている会社の場合は、退職勧奨を 行ってくることがよくあります。退職勧奨が行われても応じるか応じないかは労働者の自由ですので、会社を
辞める気がなければそのまま会社へ出社し続け、その間にあっせん等の制度を利用して問題の解決を図ることになります。
参照:
整理解雇の労務管理(整理解雇の4要件)。
|
|
労働基準法、手続き(届出、許可、認定、報告)、 |
|
|
労働基準法、
賃金、
残業手当、
時間外割増、
休日割増:
振り替え休日、振替休日、
代休、、 |
(1)賃金支払5原則:賃金は、①通貨で②全額を③毎月1回以上④一定期日に⑤直接に、労働者に対して支払うことが義務付けられています。本人の同意があり、一定の手続を踏むことにより「賃金の口座振込」も可能です。
参照:(賃金の支払いの5原則(労基法24条)(S63.3.14基発150号):通貨、直接労働者に、全額を、毎月払いで、一定期日払い(注意、毎月月末に支払うということは可能ですが、毎月第4月曜日に支払うといった決め方は一定期日払いの原則に反するとされています。)で、支払う。注意:昇給を4月としていて、6月に協定が結ばれるようなときは、直後の賃金支払日に遡及適用しなければなりませんが(S.23.4.22基収106号)、その時点で退職している
者についての扱いは当事者の自由とされています。(S.23.12.4基収4092号)
(2)休業手当:会社都合で労働者を休業させる場合は賃金保障が必要です。(休業手当の額が、平均賃金の60%以上でない場合は罰則の適用があります。)(労基26条) 注: 就業規則:休職:私病・自己都合、健保:傷病手当、
(3)時間外・休日の割増賃金:(割増賃金率)
| 労働 |
基礎時給比、割増率 |
| 時間外労働 |
1.25 |
| 法定休日労働 |
1.35 |
| 深夜労働(22:00-05:00) |
1.25 |
| 時間外+深夜 |
1.5 |
| 休日+深夜 |
1.6 |
| 合計法定外残業60時間越え部分 |
1.5 |
|
広義の時間外労働=狭義の一般的時間外労働(=法定労働時間外労働なので割増が必要)+法定労働時間内・所定労働時間外労働(=法定労働時間外割増無しの通常勤務時間給のみの支給)、
時間外60時間超えの部分は割増50%(大企業)(中小企業は2023年より施行)但し、50%割増は、代替休暇を与えることにより-25%に減額可。
深夜労働22:00-05:00(25%)、深夜時間外(50%)
休日:(35%)。
注意:
振替休日「休日の振替」unpaid holiday in lieu、就業規則で規程し、事前に交換して休む日にちを指定、休日と振替日が交換しており、休日労働割増賃金無しで、なおかつ、休日労働した基本賃金支払と振替休日の基本賃金無しの相殺により給与操作不要。
「代休」paid holiday in lieu:休日労働後に後日の休日を代償、突然の休日労働により休日労働割増賃金有りであるが、休日労働基本賃金と代休労働無しの相殺により基本賃金の給与操作は無し。
休日深夜(60%)
(4)割増:固定給+歩合給の場合(完全歩合制は禁止):
総実労働時間=202時間、所定労働時間(就業規則)=172時間、所定外労働時間(残業)=30時間、
基本給=120000円、歩合給=180000円とすると、
1ヶ月の時間外割増
=(基本給部分の割増単価+歩合給部分の割増単価)x残業時間
=((120000/172)x1.25 + (180000/202)x0.25)x30
=1095x30
=32846、
月給=120000+32846
=152846。
参考:
三カ月間残業代が未払の場合:
遅延損害金、遅延利息金: 在職中6%/年(個人事業5%)、退職後14.6%/年、
未払残業代=32846x0.06x121/365=653、
付加金: 未払が悪質で、裁判所が認めた場合、未払残業代と同額、
消滅時効:
賃金:2年、退職金5年、損害賠償(気づいた時から)3年、
(5)最低賃金:最低賃金法。都道府県単位に適用される「地域最賃」と一定の「産業別最賃」が決められています。これら最低賃金を下回る額で労働者を使用することは出来ません。
最低賃金:最低賃金対象=定期賃金ー所定外賃金=所定内賃金=基本給+諸手当。ただし、以下の手当は対象除外する(最低賃金には含まれないもの):①結婚手当など臨時の賃金、②賞与など1か月を超える期間ごとに支払われる賃金、③時間外、休日、深夜の割増賃金、④精皆勤手当、通勤手当、家族手当。
(8)賃金の構成:
賃金=定期賃金+賞与+臨時の賃金。
定期賃金=所定内賃金(最低賃金の対象部分、基本給+諸手当)+所定外賃金(時間外手当+休日手当+深夜手当)。
時間外:賃金支払い要件:上司命令、事前申請、事後申請、黙認、到底所定労働時間内では達成困難なノルマを課せられた場合(武富士)。
残業代を抑える目的での残業代込み賃金の導入は不可能で、予定残業20時間等を予め予想して残業代込み賃金の導入をした場合は残業20時間以内であれば残業代の計算事務作業が省略できる程度のメリットしかない。
職能給:算定基準が年齢給+勤続給+等級別能力給=年功序列=経時的賃金高騰化。職務給:職務毎に賃金が一定なので誰がやっても同じ仕事は同じ賃金となり定期昇給などの賃金上昇は無い。賃金を上げる為には、職務序列を上げる必要が有る。
歩合給、
職能給から歩合給への変更:有効となる要件:「基本給(固定給)+歩合給(請負給)」導入時、詳細の閲覧、総人件費を縮小しない(給料が上がった従業員もいる)、抗議無く減額された賃金を受領し続けたことより黙示としての承諾で、有効とされた。完全歩合制は、最低賃金法や保証給(労基法27条)の縛りがあるので、早急な導入には限度がある。が、固定給が賃金の大半(60%以上)の場合は、通常の実収賃金との隔たりが少ないとされ、保証給を考慮する必要性は低いとされる。
(10)賃金の支払いの確保等に関する法律:社内預金の保全措置(義務)、退職手当の保全措置(努力義務)、退職者への賃金支払い遅延利息(年14.6%、義務、退職手当は対象外)、倒産による未払い賃金の80%立替払事業。
(11)中小企業退職金共済法:(独)勤労者退職金共済機構20%助成、4年以上の退職金共済契約でないと有利とならない。
参照:
賃金不払い時の請求訴訟(書式1,2)。
賃金規程:就業規則集・労務関連、
働く人が活躍しやすい職場環境を目指して、パンフ、
過重労働による健康障害を防ぐために、パンフ、
過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)
心の耳(厚労省、2009.10.01.)、
、 |
|
労働基準法、
(A)基本:
労働時間、
休憩、
休日、
|
(A)基本:労働時間、休憩、休日、
適用除外:
以下の規定を適用できない労働実態者:①農水、②管理監督者(課長以上)、機密事務(秘書)、③監視・断続的+監督署長許可(拡大解釈防止)、
適用除外項目:法定労働時間・変形労働時間、休憩付与、休日付与に限定して要求できない。
適用除外されない項目=適用除外者でも適用される項目:(適用者同様に超勤賃金は請求できるが、法定労働時間・休憩・休日の制限がないので時間外・休日割増賃金は発生しないが)深夜労働の割増賃金、年次有給休暇などは適用者同様に要求できる。
労働時間等の適正な管理: 現状では事業所の半分に違法な時間外労働が見つかる(2015/05/21)。
労働時間の適正な把握のために使用者が講ずべき措置に関するガイドライン(2017/01/20)。
労働者を使用する場合、使用者は「労働時間、休日、休暇」の管理を適正に行いそれを記録する必要がある。
法定労働時間の原則は、1日8時間・週40時間です。これを超える労働は36協定の締結と届出がなければ実施することができない。
時間外労働の限度基準は、原則、1か月45時間、1年360時間等となっています。
一定期間別の労働時間の限度時間(一年単位の変形労働): 男女同様:
| 1週間 |
15時間 (14) |
| 2週間 |
27時間 (25) |
| 4週間 |
43時間 (40) |
| 1月 |
45時間 (42) |
| 2月 |
81時間 (75) |
| 3月 |
120時間 (110) |
| 1年 |
360時間 (320) |
|
上の表の時間を超え残業して耐えることができず退職した場合は「労働基準法に基づき定める基準に規定する時間を超える時間外労働が行われたため離職した者」に該当し会社都合での離職と認められます。
※ただし、離職前3カ月以上にわたって続いたことが条件です。また、有給休暇や体調不良などやむをえない理由により時間外労働が行われていない月は除外します。
労基法は、変形労働時間制や裁量労働制を認めていますが、これらを導入するためには定められた法定要件を厳守する必要があります。
労働時間の例外:
1.変形労働時間制(労働時間の大原則(休憩時間を除いて、1週40時間、1日8時間を超える労働をさせていはならない)に対する例外的措置、繁忙期間や働き方の自由度への対応):
|
変形労働時間制 |
|
|
フレックスタイム制 |
|
1月単位 |
1年単位 |
1週間単位 |
| 制限 |
|
|
30人未満の料理、飲食、小売、旅館 |
| 労働時間の制限 |
|
1日10時間、1週52時間、1年労働日数280日 |
1日10時間 |
| 法定労働時間の総枠 |
1月:1週法定労働時間40時間x1月の日数/7 |
1月:1週法定労働時間40時間x対象期間の日数/7 |
|
| 要件 |
労使協定・届出、就業規則 |
労使協定・届出 |
労使協定・届出 |
就業規則(労働者による始業、終業時刻決定権付与明記)かつ労使協定・届出(除く生産期間1月) |
| 清算期間 |
|
|
|
3か月清算 |
| 効果 |
対象週日は時間外労働にならない |
対象週日は時間外労働にならない |
対象日は10時間まで労働可能 |
1週50時間労働可 |
| 育児者への配慮 |
必要 |
必要 |
必要 |
規定なし |
|
| 変形労働時間制 |
期間 |
実施条件 |
労使協定の監督所長への届出 |
| 1月単位制 |
1月 |
労使協定または就業規則 |
必要 |
| フレックスタイム制 |
1月* |
労使協定または就業規則 |
不要 |
| 1年単位変形制 |
1月超え1年以内 |
労使協定 |
必要 |
| 1周間単位変形制 |
1周間 |
労使協定 |
必要 |
*1月の期間を清算期間として、平均週40時間労働時間に調整すること。
2.36協定:時間外、休日労働に関する労使協定により、労働時間の大原則を免れる。
3.36競艇の例外:36協定不要の労働時間の大原則例外:非常災害、公務員の臨時、管理監督者。
労働時間の判断基準:
(1)一般的基準
労働時間は一般的に「労働者が使用者の指揮命令のもとに置かれている時間」と定義されている。ただし、ここでいう指揮命令は、直接明示の指揮命令に限られるわけではなく、使用者の黙示の指示により業務に従事させるものであってもよい。例えば企業外研修や小集団活動に要する時間のように、直接指揮命令のもとに置かれていなくても、使用者の指示による業務としての性格を持つときには、労働時間に含まれる。
(2)労務に関連する時間
指揮命令のもとに置かれる時間には、労務に従事している時間(手待時間も含む)だけではなく、その労務に従事するために「必要不可分」な時間、あるいはその労務と「密接不可分」な時間なども含まれる。したがって、安全教育の時間や安全衛生委員会などの会議は、労働時間に含まれ、作業服や安全保護具等の装着および実作業に就くための所定位置までの歩行に要する時間は労働時間にあたる。(三菱重工業長船造船所事件・福岡高判平7・3・15)
1.実(労)働時間
労基法が規制している労働時間は、使用者が現実に「労働させる」時間、つまり実労働時間とされています。なお、労働者が1日の労働開始から終了までの時間を拘束時間といいますが、実労働時間はこの拘束時間から休憩時間を除いた時間です。(労基法32条1項)
1’.総実労働時間
所定内労働時間+所定外労働時間、もしくは所定労働時間+所定外労働時間-年次有給休暇等取得時間。実際に労働した時間です。
2.手待時間
実労働時間は、具体的な業務に現実に従事する時間(実作業時間)だけでなく、業務が発生したらただちに対応できるように待機している時間(手待時間)も含まれます。例えば飲食店の店員の客待ちの時間、タクシー運転手の駅待ちの時間などは、手待時間として労働時間にあたります。
3.仮眠時間
手待時間も労働時間に含まれますから、ビル管理業務の泊まり込み勤務で、備え付けのベッドで睡眠をとる「仮眠時間」であっても、突発的な業務が発生したら直ちに対応し、警報や電話等に対して相当の対応が義務づけられている以上、自由に利用できない)と判断される場合は、使用者の指揮監督下として、やはり労働時間にあたります。少なくとも仮眠時間中に業務、クレーム、警報、事故等の処理を実際に行った時間は時間外労働として手当の請求はできます。
4.法定労働時間
労働基準法に定められた労働時間であり、使用者は労働者を、休憩時間を除き、1週間について40時間を超えて、また1週間の各日については1日8時間を超えて労働させてはなりません。(労基法32条1項、2項)労基法により規制されたこの時間を法定労働時間といいます。なお、商業、映画演劇業、保健衛生業、接客娯楽業の4事業で常時10人未満の労働者しか使用しないものについては、特例として週の法定労働時間が46時間とされている。(労基法40条、労基則25条の2第1項)
5.所定労働時間
就業規則等に定められたその事業所における労働時間です。法定労働時間を超えない範囲で定める必要があります。使用者は始業・終業時刻及び休憩時間について、就業規則に規定を設けなければならず(労基法89条1項)、それによって定められた労働時間の長さを、所定労働時間といいます。
5’.所定内労働時間
所定労働時間から年次有給休暇や慶弔休暇などの特別休暇を取得した場合その時間を差し引いた時間。
6.所定外労働時間
法定内または法定外の時間外労働、休日労働。
参照:
1.タクシー・ハイヤー運転者の労働条件の改善を図るため、労働大臣告示、「自動車運転者の労働時間等の改善のための基準」(改善基準告示):
(1)拘束時間=始業時刻から終業時刻までの時間=労働時間+休憩時間(仮眠時間を含む。)。
(2)休息時間=終業時刻から始業時刻までの時間=勤務と次の勤務の間の時間=睡眠時間を含む勤労者の生活時間として、労働者にとって全く自由な時間。
(3)労働時間の規定。
(B) 休憩は、6時間を超える場合は少なくとも45分。8時間を超える場合は少なくとも60分を労働時間の途中に与えることが必要です。
(C) 休日は、午前零時から起算し、原則として毎週1回。労働時間の週40時間制との関係から、1日8時間労働なら休日は週2回(法定休日1日+法定外休日1日)、1日6時間40分労働なら週1回の休日でかまいません。なお、休日は日曜日である必要はありません。就業規則で変形休日制を採用すると、特定の4週間においては合計4日間の休日となり、休日が均等に配列されないこともありえます。
休暇は「本来仕事をしなければならない日ですが、その労働を免除する日」をいいます。「本来は労働日であるが、一定の要件を満たしたとき、労働者からの申出によって労働義務を免除される」日。法律で定められている年次有給休暇や産前産後休暇、生理休暇、育児・介護休業と、各企業で決めた夏季、冬期休暇。
参照:
1.労働時間の短縮の促進に関する特別措置法(平成18年4月1日施行):事業主に取り組んでいただきたい(パンフレット)。
2.1週間とは: たとえば「月曜日から日曜日」の7日間をいい、事業場の就業規則等で定めるところに従います。就業規則等に別段の定めがないときには、通常、「日曜日から土曜日」までの暦週であると解されています。
3.休日とは:
単価: 休日は「最初から労働義務がない」日。1週間に1 回または4週間に4回以上の休日を与えないと罰せられる。休日に労働させたときは、休日割増が必要。休日104日、月収174000円の従業員は、1ヶ月平均所定労働日数=(365日-104日)/12月=21.75日、一ヶ月平均所定労働時間=21.75日x8時間=174時間、1時間当たりの割増単価=(174000円/174時間)x1.25=1250円。
法定休日: 休日には労働基準法などの法律に定められた「法定休日」と、労働基準法ではなく労働組合などと話し合いの上定めた「法定外休日」とがあります。
法定休日とは労働基準法に定められた休日のことで、毎週少なくとも1日、または4週間に4日以上与えなければならないとされている休日です。(労基法35条)。法定休日は仕事をする必要のない日として必ず与えなければなりません。またその法定休日に働かせる場合は、別途休日労働の賃金を支払う必要があります。
法定休日は曜日を特定することは求めていませんので、企業の都合で自由に決めても差し支えありません。また一斉に付与する必要もないので、各労働者の休日を異なる日に指定すれば、シフトを組んで年中無休などの稼動も可能です。
法定外休日というのは、たとえば法定休日を日曜日と決めた企業で週休2日を採用している場合に土曜日を休日とした場合に、その土曜日が法定外休日といいます。法定外休日は通常は就業規則などに明記しますが、別段決めなくても労働基準法には違反することはありません。
週休制: 週休制でない場合の法定休日は4週間に4日休日の変形休日制を採用しなければなりません。(労基法35条2項)
変形休日制: 変形休日制というのは2週ごとに2日の休日を指定したり、4週ごとに4日の休日を指定したりして、トータルで4週に4日休日があれば良し、とするものです。
変形休日制は年間を通じて行うことも、特定の期間、たとえば繁忙期だけ行うことも可能です。
変形休日制の場合には、4日の休日を与える4週間がどこから始まるかを明確にしておく必要があります。この起算日は、就業規則やこれに準じるものにその4週間の起算日を明記することが義務付けられています。(施行規則第12条の2第2項)
一日とは: 休日は暦日制を採用していますので、午前0時から午後12時までの24時間を一日として休ませます。連続して24時間休ませればいいということではありません。ただし、8時間勤務の3交代制などは24時間で1日の休日と認められますし、旅館のフロントや調理業務などは連続30時間で休日と認める例外もあります。
参照:
1.労働時間規程:就業規則集・労務関連、
5.働き方改革関連法 2019年:
2019年4月施行:
労働基準法:
【義務】時間外労働の上限規制(大企業)※ただし適用猶予事業あり。
【義務】年次有給休暇の年5日時季私的付与
高度プロフェッショナル制度の創設
フレックスタイム制の清算期間 最長「3ヶ月」に
労働時間等設定改善法:
【努力】勤務間インターバル制度の導入促進
労働安全衛生法:
【義務】労働時間の客観的把握
【義務】産業医・産業保険機能の強化(従業員数50名以上)
2020年4月施行:
労働基準法:
【義務】時間外労働の上限規制(中小企業)※ただし適用猶予事業あり
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(大企業)
労働者派遣法:
【義務】派遣労働者への待遇改善措置
2021年4月:
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(中小企業)
2023年4月:
労働基準法:
【義務】月60時間を超える暗行に対する割増賃金率引き上げ 25%→50%(中小企業)※大企業は2010年より適用
|
|
労働基準法、
(B)弾力的運用:
裁量労働制、
弾力的労働時間制度、変形労働時間制、 |
より自由な就労:
(1)みなし労働時間性:労働時間が把握し難い場合の、簡便な把握の仕組み、
(1-1)事業場外労働、
所定労働時間みなし:労使協定不要、届出不要、
所定労働時間外みなし:通常必要とされる時間を労使協定で決定し、原則届出必要、
(1-2)裁量労働:業務の性質上、大幅に労働者の裁量に委ねられ=チームリーダーによる業務管理が弱い場合、
(1-2-1)専門業務型:特定19業種→労使協定→届出→3年記録保存、
(1-2-2)企画業務型:労使委員会出席委員の4/5賛成決議→届出、
(2)弾力的労働時間制度:
(2-1)変形労働時間制:労使締結・届出、
|
|
法32条の2 |
法32条の3 |
法32条の4 |
法32条の5 |
| 変形労働時間 |
|
1月単位 |
フレックス |
1年単位 |
1週単位 |
| 就業規則記載(民事上) |
|
● |
● |
● |
● |
| 労使協定 |
締結 |
● |
● |
● |
● |
|
届出 |
● |
× |
● |
● |
| 起算日 |
|
● |
● |
● |
× |
| 適用 |
年少者 |
● |
× |
● |
× |
|
妊産婦 |
△ |
● |
△ |
△ |
| 労働時間の限度 |
日 |
無し |
無し |
10 ② |
10 |
|
週 |
無し |
無し |
52 |
40 |
|
週平均 |
40(44) |
40(44) |
40 |
40 |
| 特別配慮 ① |
|
● |
× |
● |
● |
| 有効期間 |
|
● |
× |
● |
× |
①育児・介護を行う者、職業訓練・教育を受ける者への配慮(則12条の6)
②タクシー:隔日勤務16時間/日、
△:妊産婦請求時●
( )特例措置対象事業:派遣労働者を除く常時10人未満労働者事業で、商業、映画・演劇、保健衛生、接客娯楽業。
(2-1-1)1週間単位:
事業規模30人未満の小売、旅館、料理・飲食店、
10時間/日、40時間/週、(労基法32条の5)。
週末までに来週の予定を従業員に周知。
(2-1-2)1月単位:
160時間/4週、(労基法32条の2)、上限なし/日、週平均所定労働時間が40時間以内であればよいわけですから、最初の1週間を休日なしにして別の週で調整すれば、割増賃金を支払う必要がありません。
○第1週=8時間×7日=56時間 ○第2週=8時間×5日=40時間 ○第3週=8時間×4日=32時間 ○第4週=8時間×4日=32時間 ○第5週=8時間×1日=8時間 合計168時間
。
1月法定労働時間上限: 160時間/28日/月、165.7時間/29日/月、171.4時間/30日/月177.1時間/31日/月。
※1ヶ月単位の変形労働時間制を採用したときは、1日の労働時間が8時間固定の場合、2月を除いて全ての月で休日を9日以上設定しなくてはなりません。
就業規則に記載、
変形期間の開始日、始業時刻、終業時刻の明示、
(2-1-3)1年単位:
10時間/日、52時間/週、労働日数280日、1年単位の変形労働時間制(労基法32条の4または32条4の2)。1年単位の変形労働時間制を採用することは、季節に応じて繁閑の差が大きな業種においては大変有効です。なぜなら、通常の週40時間制では忙しい時も暇な時も同じように1週当たりの労働時間が40時間とされるのですが、変形労働時間制では、暇な時には労働時間を短く、忙しい時には労働時間を長く設定できるため、原則1日10時間、1週52時間までを法定労働時間として設定することができます(1年単位の変形労働時間制の場合)。そのため、この時間を超えなければ時間外労働となりません。さらに時間外労働の限度時間も、短くなるとはいえ1週14時間、4週40時間まで認められます。(年間の限度時間は320時間に短縮されます。)
1年法定労働時間上限: 2085.7時間/365日/年、2091.4時間/366日/年。
閑散期にまるある休日、繁忙期に31日全部働かせるような休日はダメ:すなわち、以下の配慮が必要、
1年間の労働日数:280日、年間休日85日、
1日の労働時間上限: 10時間、
1週間の労働時間上限: 52時間、
連続労働日数上限: 6日、1週間い1日の休み(最大連続12日)、
労使協定締結、監督署に提出、
(2-2)フレックスタイム制:
届出不要、労使協定、時刻を労働者の決定に委ねる旨の定めを就業規則にする、
注意: 労働時間の翌日への繰り越しは不可:
就業規則で9時間労働日に10時間働いたから、翌日8時間労働日に7時間労働での帳消しはできない。10時間労働日で、1時間の時間外労働となる。
就業規則、所定労働時間、法定労働時間を確認することが重要。
、
|
|
労働基準法、
(C)割増賃金、
時間外労働、
36協定(時間外、休日労働に関する労使協定(労基法36条)、
時間外労働の上限規制パンフレット(大企業2019年、中小企業2020年)、
休日労働、
振替休日、
代休、
、 |
(1)原則: 1997年(平成9年)4月より、特例措置対象事業場以外の事業場は、労働基準法では、法定労働時間(1日8時間、1週日曜~土曜40時間)、法定休日(1週1日または変形休日制4週4日)が定められています。。
参照: 1日8時間、1週44時間の法定労働時間が認められる特例措置対象事業場:
A.常時従業員10人未満の事業場(労働者にはいわゆる正社員のみならず、パ-トタイム労働者やアルバイト等も含まれます)
B. 業種:
1. 商業 (卸売業、小売業、理美容業、倉庫業など)
2.映画・演劇業 (映画の映写、演劇、その他の興業など)
3.保健衛生業 (病院、診療所、社会福祉施設、浴場業など)
4.接客娯楽業 (旅館、飲食店、ゴルフ場、公園・遊園地など)
労基法40条・別表1
労基則25条の2
(2)手続き: 会社等の使用者が労働者に、法定労働時間を延長する労働または法定休日における労働をさせる場合は、①時間外労働・休日労働に関する協定(いわゆる36協定)を締結し、②就業規則を定め、かつ、③割増賃金の支払いを定め、労働基準監督署長に事前に協定届を提出しておく必要があり、なければなりません。
(3)割増賃金:
(3-1)要件=36協定、非常災害時、
労使協定による時間外・休日労働 (36協定、届出、協定届、記入、不明な点)
(3-2)対象: ①時間外、②休日、③深夜:22:00-05:00(23:00-06:00)、
(3-3)計算: 賃金x割増率:
賃金: 賃金に算定しない手当(家族手当、通勤手当、別居手当、子女教育手当、住宅手当、臨時賃金、1月超え賃金)、
割増率:
法定時間内且つ所定時間外=1、
法定時間外:法定時間外45時間未満=1.25、法定時間外45以上60時間未満=1.3、
休日労働=1.35、
深夜労働=1.25、
深夜時間外=1.5、
深夜休日=1.6、
時間外60時間超え場合の時間外60時間超え部分の割増率=1.5(平成22年4月1日施行)または代替休暇、(中小企業2023年4月):
注意: 代休とは、
| 項目 |
代休 |
振替休日 |
| 時期 |
休日労働や徹夜残業により翌日法定休日にずれ込んだ労働をさせたことに対する代償として、他の所定労働日を休日とする必要が生じた時。 |
労基法第36条における労使協定(36協定)が締結がされている場合に、休日労働をさせる必要が生じた時。 |
| 要件 |
特になし |
a 振替休日ついて、就業規則等に規定する |
| b 4週4日の休日を確保したうえで、振り替える休日を特定する。 |
| c 遅くとも振替日の前日までに本人に予告する。 |
| 交換日指定 |
使用者が指定することも、労働者の申請によって与えることもできる。 |
予め使用者が協定に沿って指定する。 |
| 賃金 |
休日労働日に対する割増賃金のみの支払いが必要。 |
休日労働と振替休日が同一週の場合、休日労働日に通常賃金も割増賃金も支給する必要はない。 |
| 代休日の賃金については、賃金の支払いは不要。 |
ただし、振替休日が休日労働日と違う週になった場合に、その週の法定労働時間を超えた部分について
は時間外労働となるため通常賃金の支払が必要になる。 |
|
|
例. 労使協定の代休取得の決定方法に従い、2月以内の代休取得を決定する。代替休暇を取得しなかった場合に支払うこととされている割増賃金率が1.50、代替休暇を取得した場合に支払うこととされている割増賃金率が1.30(1.25とした場合)としたときの法定時間外労働時間が80時間の場合、
代替休暇の時間数は「(80(時間)-60)×0.20(換算率1.5-1.3=0.2)(1.5-1.25=0.25)=4時間(5時間)」となる。
その結果、割増賃金は、代休部分を差し引き、時間外割増給与部分の合計=時間外45時間x1.25+時間外45時間以上の35時間x1.3(時間外45時間+時間外60時間~80時間の20時間)x1.25+(時間外45時間~60時間の15時間)x1.3)。
(4)時間外労働:
1. 36協定: 監督署長へ届出し、免罪効果
2. 長時間労働歯止め規定:原則、
厚労大臣限度基準: 15時間/週、45時間/月(2時間/日程度)、360時間/年、
有害業務制限: 2時間/日、
3. 監督規定:監督署長による助言指導、
4. 弱者保護:年少者の時間外労働禁止、
5.災害時等の臨時の時間外労働の許可、
法定外残業時間の限度(上限):大企業2019年4月(中小企業2020年)からの法令上限規制
36協定の特別条項に+αを記入することにより時間外の上限は無制限であるのが現状である。そこで、法的に上限規程を決定することとなった:
繁忙期、リコール等の緊急の時間外労働の再延長として、特別条項付き36協定もある:
720時間/年、
月: 45時間以上/月は6月/年以内
100時間未満/月
80時間以下/月(複数月、2~6月平均)
この要件は、非定常として認められるべきであり、過労死ラインを超えてはならない最低限の要件である。
労働時間の限度時間、一般労働者 (一年単位の変形労働):
| 1週間 |
15時間 (14) |
| 2週間 |
27時間 (25) |
| 4週間 |
43時間 (40) |
| 1月 |
45時間 (42) |
| 2月 |
81時間 (75) |
| 3月 |
120時間 (110) |
| 1年 |
360時間 (320) |
|
上の表の時間を超え残業して耐えることができず退職した場合は「労働基準法に基づき定める基準に規定する時間を超える時間外労働が行われたため離職した者」に該当し会社都合での離職と認められます。
※ただし、離職前3カ月以上にわたって続いたことが条件です。また、有給休暇や体調不良などやむをえない理由により時間外労働が行われていない月は除外します。
例外. 変形労働時間制:
1月単位変形労働時間制における法定労働時間:
28日/月:160時間/月(40時間/週・7日/週・28日/月)、29日/月:165.7時間、30日/月:171.4時間、31日/月:177.1時間、
1年単位変形労働時間制における法定労働時間:
365日/年:2085.7時間/年(40時間/週x365日/年・7日/週))、366日/年:2091.4時間、
例外. 日直・宿直(「宿直勤務とは、当該事業場に宿泊して行う定時的巡視、緊急の文書又は電話の収受、非常事態の発生に対処するための準備など目的とする勤務」を言い、(S43.基収797)また、宿直勤務は労働基準法施行規則第23条で「所轄労働基準監督署長の許可を受けた場合は、これに従事する労働者を法第32条の規定(労働時間)にかかわらず深夜割増無しに使用できる。」とされています。宿直の32条適用除外が許可されるためには、①常態として、ほとんど労働をする必要のない勤務であること(定期巡視も2~3回程度以内)②通常の労働の継続でないこと③相当の睡眠設備が設置されていること④宿直手当が支払われること(宿直に就くことが予定されている同種の労働者の賃金の1人1日平均額の3分の1以上)⑤1週間に1回以内であることなどが条件になっています。なお、⑤の1週間に1回以内であることについては、仮にある週に2回宿直があったとしても、それがやむを得ない事情によるものであり1月における週平均回数が1以下である場合には、それが常態化していなければ問題はないようです。監督署長に提出する様式は10号様式と呼ばれ、市販のものでもパソコンなどで作成しても構いません。)
|
| |
労働基準法、
非常時等の時間外及び休日労働(法33条)、 |
災害その他避けることのできない事由によって臨時の必要がある場合:
状況別:
1.非常用災害時:
事前、行政官庁に許可手続き
事後、行政官庁に遅滞なく届出、
女性年少者:時間外、休日、深夜労働可能、
2.公務:
手続き不要
女性年少者:時間外、休日労働可能
注意:
割増賃金支払い必要
妊産婦:申し入れがあればダメ
行政官庁が許可しない場合、相当時間の休憩、休日を与える
派遣時、派遣先が対応する
|
|
労働基準法、
(D)年休、
年次有給休暇、
(法第39条)、
計画的付与(法39条5項)、
|
(D)年次有給休暇、年休:
(1)請求権:
半年勤務以降で全労働日の80%以上出勤したものに対しては、
年次有給休暇の利用は、労働者の自由であり、その利用目的によって与えたり、与えなかったりすることはできない。
使用者の承認は不要:年休を巡って総務と渡り合う時に「有休」という言葉を使うのはやめましょう。有休というのは法律的には何のことかわからないのです。ここはきっちり「年次有給休暇」あるいは「年休」という言葉をピシリと使って相手に先んじます。年休という言葉を使うだけで、コイツはちょっと労働法を知っているな?と思わせるのです。さて、「年休は請求して使用者の承認を得なければ取得できないか?」という問題があります。質問として「年休を取らせてもらえない」というのが非常に多いのです。これは、労働日の80%以上を就業しているなど、労基法第39条第1項第2項の要件が充足されて年休が存在する場合は、与える与えないの問題ではなく「労働者は年休の権利を取得している」のであり、「使用者は年休を与える義務を負う」ということになっています。つまり、使用者が与えるのではなく、労働者が既に持っているものなのです。したがってそれを使うかどうかの問題なので、請求は本来不要なのです。具体的に労働者が年休を宣言した時には、使用者ができるのは時季の変更のみ。もし時季の変更権を行使しない場合は、そのまま年休を行使していいということになります。年休の成立要件として、労働者による「休暇の請求」や、これに対する使用者の「承認」の観念を容れる余地はないとされています。(S48・3・2最高裁第二小法廷判決)
(2)使用者による取得時季変更権:
労働者が年次有給休暇の時季を指定した場合において、その時季に休暇を与えると、事業の正常な運営を妨げる場合において、他の時季にこれを与えることができる権利である。
ただし、単なる繁忙だけでは正当な理由とならない。
(3)請求権の時効:2年、
(4)付与日数:
雇用した日から起算して6カ月間継続勤務し、全労働日の80%以上(例.週所定労働日数5日で4日以上)出勤し、かつ、週所定労働時間30時間以上(比例付与要件、「労働時間30時間未満」かつ「週労働日4日以下または年間労働日216日以下」、労基法39条3項、則24条の3)の労働者に対して、継続又は分割した10労働日の有給休暇が、算定期間最終日の翌日(基準日)において当然に発生し、入社6.5年目に最大限20日とする。
その年休消化可能期間(行使可能期間)は2年間である。故に、下記(1)1.5年終了時点で年休が完全未消化の場合は年休合計は21日、3.5年終了時点では26日、7.5年終了時点では最大限の40日となる。
具体的、年次有給休暇(年休)の日数:
| 勤続年数 |
原則 *1 |
短時間、パート *2 |
| 労働日80%かつ週30時間以上 |
①週4日 |
②週3日 |
③週2日 |
④週1日 |
| 0.5 (6月) |
10 |
7 |
5 |
3 |
1 |
| 1.5 |
11 |
8 |
6 |
4 |
2 |
| 2.5 |
12 |
9 |
6 |
4 |
2 |
| 3.5 |
14 |
10 |
8 |
5 |
2 |
| 4.5 |
16 |
12 |
9 |
6 |
3 |
| 5.5 |
18 |
13 |
10 |
6 |
3 |
| 6.5 |
20 |
15 |
11 |
7 |
3 |
| 7.5 |
20 |
15 |
11 |
7 |
3 |
| 8.5 |
20 |
15 |
11 |
7 |
3 |
|
年度途中で労働日数が変更した場合、年休変更は次回の基準日からの適応となる。年度途中の年休日数は変更しない。
*1. 原則的: 週5日以上又は週30時間以上の契約で働いている人:勤続年数に応じて次の日数が権利として保障される:入社研修期間の勤続年数加算除外、短時間から常勤への変更、短期雇用契約の反復、出向元在籍での出向、定年再雇用・嘱託、休業・病気休職なども、年休日数の減少の要件とはならない。常勤から定年後継続勤務3時間に変更された場合は有給11日となる。
*2. 短時間労働者・パートタイム等労働者: 週4日以下または年間労働日数が216日以下、且つ、週所定労働時間が30時間未満;勤続年数に応じて次の「比例付与」の日数=原則的付与日数x(週所定労働日数/5.2)が権利として保障される(小数は切り捨てる=付与義務はない。が、1日未満の部分の付与は使用者の自由である。):(パートタイム労働者の健康管理マニュアル、厚労省、2016)、
① 週4日又は年間169~216日までの者、
② 週3日又は年間121~168日までの者、
③ 週2日又は年間73~120日までの者、
④ 週1日又は年間48~72日までの者。
(8)取得手続き:
年次有給休暇の取得手続きは、使用者が時季変更権を行使し得るための時間的余地を残して請求することになっている。従って、休暇日の1日前には申し出ることが必要となる。ただし、会社には「2~3日前までに文書で所属長に申し出ること」といった休暇取得手続きの制限はできない。
年次有給休暇をどのように使うかは労働者の自由であり、その理由を申し出る必要はない。じゃが、人間関係をスムーズに運ぶためには、差し障りのない理由を述べておいた方がよい。
年次有給休暇取得を理由に、賞与や昇給のマイナス査定をしない。労働基準法附則第136条に「有給休暇を取得した労働者に対して、賃金の減額その他不利益な取り扱いをしないようにしなければならない」。
労働者は、退職に際して退職日までに残りの年次有給休暇をまとめて請求することができる。この場合、使用者は時季変更権を行使できない。
(10)違反行為:使用者のどのような行為が違反となるのか? 年次有給休暇を与えないことは、もちろん違法である。具体的には次のことが挙げられる:
時季変更権を行使する正当な事由がないのに時季変更を求めた場合。労働者の指定した日に出勤を命じた場合。
休暇を与えた場合でも所定の賃金支払日に有給取得に係る日の賃金を減額して支給する場合:違反に対する罰則は、6カ月以下の懲役又は30万円以下の罰金である。
(15)年次有給休暇の買い上げ:
原則:年次有給休暇(年休)は,労働者の健康で文化的な生活の実現に資するため,定められた休日以外に,有給で休める休暇をいいます。上に述べた年休の趣旨・目的に照らせば,年休の買上げ制度は,原則として認められません。金銭を給付するのと引き換えに,年休を与えたものとすることは,結果として法定日数を付与していないこととなるからです。行政解釈でも,「年次有給休暇の買上げの予約をし,
これに基づいて法第39条の規定により請求し得る年次有給休暇の日数を減じ,ないし請求された日数を与えないことは,法第39条の違反である」 (昭30.11.30 基収第4718号)としています。
買い上げが可能な要件:①労働基準法は,継続勤務年数ごとに付与日数を定めていますが(第39条),これは,あくまで最低の基準を示したものですから,法を上回る日数の年休を与えることは,構いません。法定休暇を上回る部分について会社が付与しているときに、その上回る部分、②2年間の時効や退職などによって請求権が消滅する場合。本来、年次有給休暇は1年間働いたことによる疲労を解消するために休日とは別に休みを設けるものですから、それをお金に換えるということは制度の趣旨に即しておらず、むしろ休暇取得を妨げることにもつながる可能性がありますので、認められません。但し上記①の場合は本来与える必要のない(法定外)休暇を買い上げるわけですから、法の及ぶところにはなりません。具体例でいえば、法定休暇が10日のところを11日付与し、このうち1日を買い上げるような場合です。また、②は消滅すべきものを買い上げるわけですから、事前の買い上げとはならず、つまり取得を妨げるものとは異なるという判断から労基法違反とはならないとされています。しかし、この場合、買い上げを従業員が期待してさらに自主抑制がおきることも考えられます。
(20)年5日の年次有給休暇の確実な取得 (労基法39条6項)2019年4月義務化:年次有給休暇取得促進特設サイト(厚労省)、
目的: 低い年休の取得率の促進、
対象: 半年以上継続雇用+全労働日(所定労働日=総暦日数ー所定休日)の8割以上出勤(出勤16日/暦28日/月、出勤16.8日/暦30日/月、出勤17.6日/暦31日/月)。(その結果、年次有給休暇10日以上付与された労働者)。
実施: 労働者自らの請求・取得、使用者による時季指定、計画年休のいずれかで、年休5日以上の年次有給休暇の取得を会社の義務とし、この義務により年次有給休暇が5日になった時点で、使用者からの時季指定をする必要は無く、また、指定することもできない。
計画年休: 労使協定の下で、年休の5日以外部分を、労働者の時期指定権に関係なく、計画的に消化させる。
手続き: 就業規則への規定、
罰則: あり、
参考:
労働基準法:
1.(1)有給休暇、(2)有給休暇、
|
|
労基法、未成年労働者の保護 |
年少者とは(労基法):
児童:15歳に達した日以後の最初の3月31日が終了するまで(中学生以下)、
年少者:18歳未満、労働基準法下での保護、
未成年者:20歳未満、労働契約の締結時の保護、
最低年齢(労基法56条):
児童16歳未満は、原則、使用禁止、
例外:
13歳以上:非工業的、13歳未満:映画・演劇などの子役に関して、労基署署長の許可の下で、就学時間外に使用できる。
未成年者の労働契約(労基法58条):
親権者、後見人は、未成年者の代わりに契約をしてはならない、
親権者、後見人、監督署署長は、不利な契約を解除できる、
未成年者の賃金請求(労基法59条):
未成年者は独立して賃金請求可能、
親権者、後見人は、未成年者に代わって、賃金を受けとってはならない、
16歳以上の年少者に関する労働時間、休日:
適用除外:
変形労働時間、フレックスタイム、時間外・休日労働、法定労働時間の特例、休憩の特例、高度プロフェッショナル、
例外適用:
1週間の内に労働時間が4時間以内の場合、他日を10時間までに延長できる、
1週間48時間、1日8時間の範囲で、1月単位または1年単位の変形労働時間制が可能、
例外的な児童の使用(法60条):
修学時間と通算して、1週間40時間、1日7時間以内、
16歳以上の年少者の深夜業の禁止(法61条):
22時〰5時労働禁止、
例外:
農林水産業、保健衛生業、電話交換業務は深夜労働可能、
児童の深夜業の禁止(法61条):
20:00-05:00労働禁止、
演劇子役の特例:
21:00-06:00労働禁止、
1.(年少者や児童を含む)未成年者の保護規定:
未成年者の単独労働契約締結権、但し、未成年者に不利な契約は親権者が契約の解除ができる:親権者の制限、
注意:契約解除:遡及効:契約が当初よりなかったことにする。但し、既存の労働の代償としての賃金請求ができなくなるので、解除時点から将来に向かっての解除とする。更に、原状回復:契約前の原状に復帰させる。
未成年者の単独賃金請求権、
2.(16才年度より18才未満)年少者の保護規定:
年令証明戸籍証明書の備え付け、
就業制限:坑内労働・危険有害業務への就業禁止、
法定労働時間・原則的休憩・原則的休日・深夜業規制:原則遵守・変形制適用禁止、特例的措置:見習い看護師の深夜勤務はOK、
解雇時の帰郷旅費負担:積極的な負担義務、、
3.(15才到達年度末までの)児童の保護規定:13才未満は子役のみが(午後9時より午前6時の深夜を除いて)労働できる、
許可:原則労働禁止なので監督署長の許可が必要、戸籍証明書、学校長証明書、親権者同意書、
就業制限:非工業的職業、危険有害業務への就業禁止、労働が軽易、
法定労働時間・原則的休憩・原則的休日・(午後8時より午前5時までの)深夜業規制:原則遵守・変形制適用禁止、労働時間+修学時間≦7時間/日、特例:子役は休日に労働し平日に休業できる、
4.技能者の養成:
徒弟制度の弊害排除:丁稚奉公、見習徒弟、
(職業能力開発促進法の)認定職業訓練の特例:就業規制の緩和には許可が必要、
|
|
労基法、寄宿舎生活の自治 |
1.寄宿舎の自治、
2.寄宿舎規則:寄宿舎内労働者の過半数を代表するものの同意、
3.寄宿舎の安全衛生に関する規制:建設業付属寄宿舎規程、事業付属寄宿舎規程、
起床、就寝、外出、外泊、行事、食事、安全、衛生、建設物・設備の管理等に関する記載。
条件: 労働者の同意が必要でその同意書を添付して監督署に提出する。
、
参照:
1.建設業付属寄宿舎規程の主な内容ー望ましい建設業付属宿舎に関するガイドラインー、厚労省、2008/03/14.、
|
|
労働基準法、
労基法、
罰則規定:
刑罰、
監督、
雑則、 |
労基法の効力: 努力規定、任意規定、強行法規の3種類がある。
努力規定: 法律で規定されているだけで、規定されている内容について努力するだけで十分とされ、強制はない。
任意規定: 労使間の任意規定は法律によって強制できうる。強行法規:法律で規定されている内容で、これに反する内容の行為は違反。
労働基準法違反:
違法行為は労働基準監督署によって指導や命令の対象になります。各労働基準監督署に配置されている労働
労働基準監督官: 司法警察職員としての権限を有し、改善等の指導や命令に従わない者や違法行為の違反者を送検したり逮捕できる。
労基法の罰則規定:
労働基準法の定める労働条件の最低基準や制限を守ることは法律で定められた使用者の義務で、これに違反する行為をした使用者は刑事事件と同じ手続きで処罰される(労働基準法は、違反すると処罰をうける刑罰法規です)(法第117条~120条):労働基準法に違反すると、こんな罰則を受けることになります:
1年以上10年以下の懲役又は20万円以上300万円以下の罰金
○ 強制労働をさせた場合(5条違反)
1年以下の懲役又は50万円以下の罰金
○ 中間搾取をした場合(6条違反)
○ 児童を使用した場合(56条違反)
○ 年少者を坑内で労働させた場合(63条違反)
○ 女性を坑内で労働させた場合(64条の2違反)
6箇月以下の懲役又は30万円以下の罰金
○ 均等待遇をしなかった場合(3条違反)
○ 賃金で男女差別した場合(4条違反)
○ 公民権の行使を拒んだ場合(7条違反)
○ 損害賠償を予定する契約をした場合(16条違反)
○ 強制貯金をさせた場合(18条1項違反)
○ 解雇制限期間中に解雇した場合(19条違反)
○ 予告解雇をしなかった場合(20条違反)
○ ブラックリストを回覧した場合(22条3項違反)
○ 法定労働時間を守らなかった場合(32条違反)
○ 法定休日を守らなかった場合(32条違反)
○ 法定休憩を与えなかった場合(35条違反)
○ 有害業務に2時間以上を超えて残業させた場合(36条1項但書違反)
○ 割増賃金を支払わなかった場合(37条違反)
○ 法定の年次有給休暇を付与しなかった場合(39条、72条違反)
○ 年少者に深夜業をさせた場合(61条違反)
○ 年少者を危険有害業務に就かせた場合(62条違反)
○ 妊産婦を危険有害業務に就かせた場合(64条の3違反)
○ 産前産後の休業を与えなかった場合(65条違反)
○ 妊産婦の請求にもかかわらず時間外労働等をさせた場合(66条違反)
○ 育児時間を与えなかった場合(67条違反)
○ 未成年の認定職業訓練の訓練生に12労働日の年次有給休暇を付与しなかった場合(67条違反)
○ 災害補償をしなかった場合(75条~77条、79条、80条違反)
○ 寄宿舎役員の選任に干渉した場合(94条2項違反)
○ 寄宿舎の設備に不備があった場合(96条違反)
○ 申告をした労働者に不利益取扱をした場合(104条2項違反)
30万円以下の罰金
労働契約、労働条件の明示、帰郷旅費の支払、貯蓄金の返還、使用証明、金品の返還、賃金の支払、非常時払、休業手当の支払、出来高払の保障給、1箇月単位、1年単位並びに1週間単位の変形労働時間制又はみなし労働時間制に係る労使協定の届出、年少者の証明書、未成年者の労働契約、生理休暇、就業規則の届出、制裁規定の制限、寄宿舎規則や寄宿舎工事の届出、法令規則の周知、労働者名簿等の調製、記録の保存等の比較的軽微な労働条件や手続の規定違反、臨検拒否や虚偽報告等、
|
| |
労働安全衛生法違反、
罰則(安衛法117条) |
安衛法罰則
| 罰則 |
違反 |
| 1年以下の懲役または100万円以下の罰金 |
許可無しに特定機械等を製造 |
|
厚労大臣の許可無く製造許可物質を製造 |
| 50万円以下の罰金 |
総括安全衛生管理者、安全管理者、衛生管理者、産業医等の選任無し |
|
雇入時、作業内容変更時の安全衛生教育無し |
|
資格無しに就業制限業務を実施 |
|
新たな技術、商品、役務の研究開発業務担当者の面接指導をしない |
|
特定高度専門業務、成果型労働制の労働者の面接指導をしない |
|
|
|
退職、
解雇、
労働基準法、
社会保険:雇用保険から見た離職
、、 |
(A)退職:
退職理由は、退職金支給率、雇用保険支給において重要である:
会社都合: 定年#、死亡、労災、リストラ、、期間満了%
自己都合: 本人希望$、懲戒規定論旨退職、私傷病休業期間満了*、労務提供義務不完全陸(勤務成績不良・勤務態度不良・適格性欠如)、
* 退職金支給率は会社都合に準拠
$ 労働契約の終了、有期契約の専門職、
労働者はいつでも退職の意思表示を行うことが出来ます。但し、退職の効力が生じるのは、民法627条の規定により意思表示から2週間後となります。
なお、就業規則において退職届提出のルールが定められている場合はこれに従います。但し、使用者が労働者を解雇する場合の予告期間が少なくとも30日前とされている関係から、それ以上の事前届出を義務付けた就業規則の規定は無効と解されます。
退職は一方的な通告で済み相手の了解を要しません。使用者が退職を認めないということは出来ない性質のものです。
% 期間満了による退職
労働契約に期間の定めがある場合は、その期間が満了することによって労働契約は当然に終了します。双方とも改めて意思表示の必要はありません。
注意! パートタイム労働者などに対して短期雇用契約を、何度も更新して、実質的に相当長期の勤続となっている場合は、実質的には期間の定めがない契約と同様に取り扱われます。従って、期間の満了によって労働契約を終了させるという行為が「解雇」とみなされることがあります。
# 定年と休職期間の満了
就業規則の規定の仕方により取扱(自動的に退職となるのか、解雇手続を要するのかについて)が異なります。就業規則の確認を行います。
注:
1. 有期労働契約期間の上限(労基法14条):一般3年、専門的知識・60才以上5年。
2. 有期契約における雇用解除(労基法137条):期間の定めのある労働契約(除外:ダム工事など一定の事業の完了に必要な期間を定めるものや、1年以下の契約の更新により1年を超えるもの)を締結した労働者(除外:第14条第1項各号に規定する専門職・60才以上労働者)は、労働基準法の一部を改正する法律(平成15年法律第104号)附則第3条に規定する措置が講じられるまでの間、民法第628条の規定にかかわらず、当該労働契約の期間の初日から1年を経過した日以後においては、その使用者に申し出ることにより、いつでも退職することができる。
3.雇用関係の続く期間(期間の定めのある雇用の解除、民626条):契約期間終了3月前予告、
4.解約の申入れをする時期(期間の定めのない雇用の解約の申入れ、民627条):15日前、月給制では15日前、半年以上の契約では3月前、
5.やむを得ない事情による解約の申入れ(やむを得ない事由による雇用の解除、民628条):契約期間のある場合、労働者は「やむを得ない事由」がある場合に、会社の了承を得なくても、会社を辞めることができます。やむを得ない事由とは、働き始めてみたら、労働条件が働く前に言われていたものと全然違う場合や、体を壊すような長時間労働が続いているような場合など。過失時損害賠償あり。
6.賠償予定の禁止(労基法16条):使用者からの「違約金の定め及び損害賠償の予定は禁止」です。
(B)解雇:
解雇の禁止:日本で解雇が法律上禁止されているのは、次の7つのケース!
① 仕事上のケガや病気で休んでいる期間及び職場復帰後の30日間、
② 産前産後の休業期間中及び産休あけの30日間、
次のことを理由にした解雇:
③ 女性関係
・女性であること
・女性が結婚,妊娠,出産したこと
・産前産後の休業をとったこと
④ 育児休業又は介護休業を取りたいと言ったこと、又は取ったこと
⑤ 国籍や社会的身分が理由であったり、その人の信条が気に入らなかったりしたこと
⑥ 監督署に訴えたこと
⑦ 労働組合に入ったり、活動したりしたこと
不当解雇:
① 解雇権濫用
(その解雇が)「客観的な理由を欠き社会通念上相当として是認することができない場合は権利の濫用として無効になる。」(最高裁、労基法第18条の2):行政(労基署長)が判断するのではなく、裁判所が個々の事例の判断をする。
② リストラ解雇の要件(判例)
1. 必要性があること。
2. 他に選択の道がないこと。
3. 対象者の選定に妥当性があること。
4. 手続に妥当性があること。
(これを俗に整理解雇の4要件と言います。)
③ 短期契約の反復更新の中途拒絶
「期間の満了毎に当然更新を重ねあたかも期間の定めのない契約と実質的に異ならない状態になっている」場合は、その時の契約期間の満了をもって契約を終了させることはできない。
解雇の正当性及び解雇手続の履行が必要となる。
④ 転籍出向
労働者の同意を要する。
解雇の手続き:(やむを得ず-解雇権の濫用に至らないケースにおいて-解雇する場合の手続):
① 少なくとも30日前には予告する
② 予告をしない場合は平均賃金の30日分以上の解雇予告手当を支払う
(説明)予告日数が30日に足りない場合は、不足日数分の平均賃金(解雇予告手当)を支払うことによって予告期間を短縮することもできます。
その他解雇を行う場合の注意
① どのような場合に解雇するのか(されるのか)は、就業規則の必要記載事項になっています。また、就業規則は周知されていなければ効力を生じません。
② 使用者は労働者を解雇した場合、通常、次の手続が必要です。
・ 雇用保険被保険者資格喪失届に離職証明書を添えて、ハローワークに提出する。
・ 労働者が請求したときは、「退職証明書」を交付します。(証明事項は「使用期間、業務の種類、その事業における地位、賃金、退職の事由(解雇の場合は、その理由)」の5項目です。
参照:リストラ助っ人ブック(産業労働局労働部労働環境課)、
|
|
労働問題、組合、労組、労務 |
労働相談、労働相談、労働相談、労働相談、労働相談、労働相談、、
労務安全情報センター、、
|
|
民事訴訟、刑事訴訟と比較しての特質、第1審(地裁)訴訟における裁判所内での流れ、裁判所の判断の仕組み、不法行為における要件事実と法律効果 |
(A)特質:(1)私人対私人の争い、(2)処分権主義(当事者が審理の対象を決め、訴えた人が原告で、訴えられた人が被告)、(3)弁論主義(当事者の主張と当事者が提出した証拠に基づいて判断する。裁判官は指示しない。)。
(B)第1審(地裁)での流れ:(1)弁護士への相談、(2)証拠保全、(3)訴訟過程前の、示談(裁判所によるとりなし)や調停(専門家によるとりなし)、(4)訴え提起(訴状の提出)、(5)第1回口頭弁論(訴状陳述、答弁書陳述)、(6)争点整理手続き(数回の準備的口頭弁論。証拠提出、経過一覧表の作成)、(7)証拠調べ手続(法廷での尋問)、(8)鑑定手続(鑑定人による鑑定書の作成(半年間)、場合により、補充鑑定、鑑定人質問もありうる)、(9)弁論終結、(10)判決言渡またはそれ以前における和解、(11)当事者のいずれかが納得しなければ控訴の申立。
(C)裁判所の判断の仕組み:(1)証拠(売買契約書などの書証、売買の当事者(本人)や立会人等の第3者などの人証に分類される。証拠力は、人証よりも書証が重いとされる。裁判官の自由心証主義で、人証の軽重は被害者の切実な答弁に重きが置かれることもありうる。)→(2)要件事実(売買契約など)→(3)法律効果(権利義務の発生。代金支払い請求権など)。
(D)要件事実と法律効果:事業主→従業員→被害者の関係の場合、加害者事業主には民法第3編(債権)第1章(総則)第2節(債権の効力)第1款(債務不履行の責任等)第415条(債務不履行による損害賠償。債務者がその債務の本旨に従った履行をしないときは、債権者は、これによって生じた損害の賠償を請求することができる。債務者の責めに帰すべき事由によって履行をすることができなくなったときも、同様とする。)と民法第3編(債権)第5章(不法行為)第715条(使用者等の責任。1.ある事業のために他人を使用する者は、被用者がその事業の執行について第三者に加えた損害を賠償する責任を負う。ただし、使用者が被用者の選任及びその事業の監督について相当の注意をしたとき、又は相当の注意をしても損害が生ずべきであったときは、この限りでない。2.使用者に代わって事業を監督する者も、前項の責任を負う。3.前二項の規定は、使用者又は監督者から被用者に対する求償権の行使を妨げない。)が適用されうる。また、加害者従業員には民法同第709条(不法行為による損害賠償。故意又は過失によって他人の権利又は法律上保護される利益を侵害した者は、これによって生じた損害を賠償する責任を負う。)が適用されうる。民法第709条(不法行為の要件と効果:「故意または過失に因りて他人の権利を侵害したる者は、これに因りて生じたる損害を賠償する責に任ず」)において、要件は「故意または過失に因りて他人の権利を侵害し」で、高度の蓋然性を証明しうる因果関係における因は「故意または過失(当該当時また地域の特性を考慮しての水準における注意義務違反)」で果は「権利侵害(生命、身体、自己決定権の侵害)」である。また、効果は「損害賠償(財産的・精神的損害における権利侵害の金銭的評価」である。
(E)裁判費用は、敗けた側が負担する。裁判費用は訴訟費用で、手数料、送達費、証拠調べ費、コピ-代、裁判に必要な書類作成費用、裁判所出頭の為の費用等の裁判所の行為に必要な費用が中心となる。最終的な負担は別として、訴訟提起時に、訴状に訴訟額に応じた手数料の印紙を貼る義務がある。手数料は訴訟額を分割して合算され、100万円以下(1000円/10万円)、500万円以下(1000円/20万円)、1000万円以下(2000円/50万円)、10億円以下(3000円/100万円)、50億円以下(1万円/500万円)、50億円超え(1万円/1000万円)となり、ゆえに、訴訟額が1億円の場合は、100万円までが1000円x10=1万円、500万円までが1000円x20=2万円、1000万円までが2000円x10=2万円、1億円までが3000円x90=27万円で、合計32万円となる(民事訴訟法第61,62条)。鑑定費用は50~100万円とされる。別に、弁護士報酬費用が必要で、法律相談料、書面による鑑定料、着手金、報酬金、手数料、顧問料、日当などに分けられる。民事事件での着手金と報酬金は、経済的利益の額が300万円以下の部分に対して8%と16%、3000万円≦≧の部分に対して5%と10%、3億円以下の部分に対して3%と6%、3億円超えの部分に対して2%と4%となり、計算例として、経済的利益が1億円の場合の着手金は300万円x0.08=24万円、2700万円x0.05=135万円、7000万円x0.03=210万円で、合計369万円となる。報酬金は倍で、合計1107万円となる。相談料や手数料や日当は含まれておらず、訴訟処理期間の長期化により、高額な費用が必要となることは容易に推測される。
(F)問題点:(1)3つのヒロウ(費労=金がかかる、日労=時間がかかる、費労=疲れる)。(2)加害者過失の証明が困難。(3)勝訴しても、加害者に資力がなければ、全くの無意味になる。「富籤(とみくじ)」と揶揄されるゆえんである。
参照: 医療訴訟:訴訟の流れ、民事:不法行為、債務不履行、安全配慮義務違反、刑法:業務上過失
労災・裁判経過・賠償・弁護士費用
|
|
民事訴訟、賠償金 |
詳細事例は法学部在籍学生が自分の交通事故処理の交渉を通しての素直な記述で、私のような素人にも判る書き様なので要旨を載せました。最低額の見積りの自賠責保険規準(自動車損害賠償法の規定)、低額な見積りの任意保険基準(凡そ各社横並びな、各社の内部規準で、法的拘束力無し)、裁判所基準、高額な見積りの弁護士会基準(東京三弁護士会交通事故処理委員会・(財)日弁連交通事故相談センター東京支部共編「民事交通事故訴訟・損害賠償額算定基準」(いわゆる赤本)と財団法人日弁連交通事故相談センター編「交通事故損害賠償額算定基準」(いわゆる青本)の二つが代表的な交通事故損害賠償額算定基準になっており、裁判を視野に入れた算定基準である。)がある。支払い側の保険会社はいざ支払いという時には低く見積もり、お客の欲しい弁護士の見積りは高く、第3者の裁判所は中間で日弁連規準の7-8割となるようです。いずれにせよ、損害額の算定は赤本や青本を参照しているので、以下の内容は役に立つのではないでしょうか。
損害賠償額=損害x{(100-過失割合%)/100} + (弁護士費用)。
損害=物件障害+人身障害。
人身障害=財産上の損害+財産以外の損害(精神的苦痛、慰謝料)。
財産上の損害=積極的損害(被害者が事故の為に出費を余儀なくされたもの)+消極的損害(被害者が事故に遭わなければ得られたであろう利益)。
積極的損害: (1)治療費(実費)、(2)付き添い看護費:職業付き添う人は実費、近親者付添い人は1日当り5-6.5千円、通院付き添いは1日当り3-4千円、定額化されている、(3)介護費(将来の付き添い費):職業付き添う人は実費、近親者付添い人は1日当り5-6.5千円、定額化されている、一般に若年者ほど介護費がかさみ高額賠償となり易い、(4)入院雑費:1日当り0.3-1.5千円、定額化されている、(5)入・通院交通費:実費、(6)義足代、(7)コルセット代、(8)義歯代、(9)義眼、めがね代、(10)車椅子代、(11)住宅改造費、(12)医師・看護婦謝礼、(13)家政婦、家事手伝い人費用、(14)代替人雇入れ費用、(15)子供の委託料、(16)家庭教師代、(17)葬儀費用(120-150万円)、定額化されている。
消極的損害:一般に若年者ほど遺失分は多くなり、高額賠償となり易い、(A)死亡事故時:遺失利益、定型化されている、(B)傷害事故時:(1)休業損害:定型化されている、(2)後遺症遺失利益:年収x労働能力遺失率xライプニッツまたは新ホフマン係数、新ホフマン係数の方が被害者には有利、定型化されている。
慰謝料:(A)死亡事故時:一家の大黒柱:2400-3000万円、大黒柱に準ずる:2100-2500万円、その他:1900-2300万円、定額化されている、(B)傷害事故時:(1)入・通院が必要な場合:入院1月当り32-60万円、通院1月当り16-29万円、定額化されている、(2)後遺症がある場合:1級2500-3000万円、14級80-110万円、定額化されている。
物損:
弁護士費用
過失相殺:被害者の過失分を減額する。定型化されている。
紛争解決の方法:(できれば安いところの)専門家に任せる(交通事故なら、示談として:日弁連交通事故相談センタ-、交通事故紛争処理センタ-、弁護士会仲裁センタ-、調停として:裁判所、訴訟として:請求金額が90万円未満は簡易裁判所、90万円以上は地方裁判所で、管轄裁判所は弁護士と資料収集に便利な場所を選ぶ。)。
被害者にとって必要なこと:(1)状況確認と保存、保険会社等への連絡、(2)決着がつくまで相手方当事者から金品などを一切受け取らない、(3)自身の怪我の状況を日記につける、(4)保険会社の対応が悪い場合は直接文句を言う、(5)慰謝料の話し合いでは明瞭に主張する、(6)専門家に相談する、(7)絶対に泣き寝入りしないという強い気持ち。
逆に、加害者となる事業者にとっては、従業員が交通事故災害を起してしまった場合の事業者責任の認識と、その回避の為の事前対策が重要である。
参照
弁護士費用: 弁護士報酬+実費、
弁護士報酬: 着手金、報酬金、手数料、法律相談料、日当、タイムチャージ、鑑定料、顧問料、
実費: 収入印紙代、交通費、通信費、コピー代、保証金、供託金、
目安、計算機: a, b, c, d, e, f, g、
|
|
法律の構成、
法令とは、
法律、
政令、
省令、
告示、
通達、
条文の読み方、
|
法令=法律+命令、
(Ⅰ)国レベル:
A.法律:
1.労働安全衛生法: 法律とは、国会の議決で制定、原則のみ、
B.命令: 「法律」による「命令」への「委任」:
2.労働安全衛生法施行令: 政令とは、政府(内閣)が制定した命令、法律を補完する追加・訂正・細則、
3.労働安全衛生規則、ボイラー則: 省令とは、大臣の命令、法律を補完する法律・政令の追加・訂正・実施、
以下は行政解釈で厳密な意味では法令ではない:
4.ボイラー構造規格: 告示とは、大臣・国の上部機関が国民(事業者)に向けて、必要時、技術基準など詳細な事項を公表する、
5.ボイラーの定期自主検査指針: 指針・基準・ガイドラインとは、大臣・国の上部機関が、必要時・技術的側面が強い。誰に向けて、何の為のガイドラインか区別する必要がある、
6.基発~号: 通達とは、大臣・局長などが所管の下部機関に向けて、事業者指導用に運用基準の為の解釈(解釈例規)や指示を通知、
(Ⅰ+Ⅱ)
C.要綱:
助成金実施要綱: 法律や条例に明記されていない場合、具体的なやり方を決めておかないと不平等になるので、事務手続き上のルールを作ることにより、根拠規定とする。
(Ⅱ)地方自治体レベル:
D.条例:
東京都環境基本条例(平成6年条例92):法律の枠内での、地方公共団体の議会の議決、法律による全国一律より厳しい基準(規制基準をより厳しくする「上乗せ基準」もしくは法律で規制する事項以外の規制による規制の拡がり「横出し基準」、または、適用施設規模を拡げる「裾下げ施設規模」もしくは法律で規制する事項以外の規制による適用施設の拡がり「横出し施設基準」)を提示、
E.協定:
北神戸工業団地公害防止協定書:事業者と当事者間で結ばれた紳士協定、
「公示」とは:行政機関等が一定の事項を広く市民に周知させるという、「不特定多数の者に対する通知行為」で、告示・公告した文書を庁舎前の掲示板に掲示することによって、周知することになっている。法律上、二種類あり、(1)「告示」:法令、条例または規則に基づいて公示するもので、法的拘束力がある。例:作業環境評価基準における管理濃度の改正。(2)「公告」:法令、条例または規則に基づかないで、単に一定の事実を公表する場合の形式。法令等に基づくものではないので、法規である性質を有することもなく、法律的効果は生じない。例:第10次防災計画の内容。
「通達」とは:行政機関内における、上位行政機関から下位行政機関への、行政内容の判断の伝達。様式として、指針やガイドラインがある。
構成:
法令番号(元号何年法律第何号、元号何年政令第何号)
章
節
款
目
条(見出し)
項(算用数字)
号(漢数字)
イ(イロハ-カタカナ)
本文:
前段。後段。
前段。中段。後段。
第一段。第二段。・・・・第~段。
本文。但し書。
号: 柱書(き)*。
注意: 柱書(はしらがき、号がある条項のうち各号以外の部分を「各号列記以外の部分」と呼び、一般的には「柱書」と呼ぶ):
例:労働安全衛生法において、
第九章 安全衛生改善計画等(第七十八条~第八十七条)
第八十二条 (労働安全コンサルト試験)
労働安全コンサルタント試験は、厚生労働大臣が行なう。
2. 労働安全コンサルタント試験は、厚生労働省令で定める区分ごとに、筆記試験及び口述試験
によつて行な う。
3.次の各号のいずれかに該当する者でなければ、労働安全コンサルタント試験を受けることが
できない。
一. 学校教育法(昭和二十二年法律第二十六号)による大学(短期大学を除く。)若しくは旧大
学令 (大正七年勅令第三百八十八号)による大学又は旧専門学校令(明治三十六年勅令
第六十一号)によ る専門学校において理科系統の正規の課程を修めて卒業した者で、そ
の後五年以上安全の実務に従事 した経験を有するもの
二. 学校教育法による短期大学又は高等専門学校において理科系統の正規の課程を修めて
卒業した者で、 その後七年以上安全の実務に従事した経験を有するもの
三. 前二号に掲げる者と同等以上の能力を有すると認められる者で、厚生労働省令で定める
もの
4.厚生労働大臣は、厚生労働省令で定める資格を有する者に対し、第二項の筆記試験又は口
述試験の全部又は一 部を免除することができる。
任意規定と強行規定:
私法: 私人同士のルールを定めた法律。お互いの意思を尊重する規定(任意規定)。
例.民法558条「売買契約の費用は、当事者双方が等しい割合で負担する」:買い手は値段を値切ることに熱中し、契約支払いの段階で、売買の費用に気づくことが多い。この場合に適用される。
公法: 国・自治体と私人との関係を定めた法律。お互いの意思を排除する規定(強行規定)。
例.民法5条2項「未成年者が親の同意を得ないでした法律行為は取り消すことができる」:未成年者に高価な車を売りつけておいて、契約書に「この契約を絶対にキャンセルしません」と記載しても、その効力は無い。売り手の意思を尊重することにより、未成年の買い手が不公平となり望ましくないことによる。
。
一般法と特別法:
一般法:一般的な定めの法律、規定。
特別法:一定の期間、一定の地域、一定の対象だけの当別の定めをした法律、規定。ある特定の事項について、一般法よりも優先して適用される法律。<筑波大吉田利宏講師の例え:夕方、スーバーマーケット商品の定価値札の脇に特価値札が付いていたら商品の正しい値段は「特価」でしょう>
例. 商人による取引については、民法の特別法として、商法が優先して適用される(商法第1条)。
事業者と労働者との労働契約には、民法の雇用(第623条)の規定よりも、労働基準法や労働契約法が優先して適用される。
不動産の賃貸借には、民法の賃貸借(第601条)の規定よりも、借地借家法が優先して適用される。、
。 |
|
法律用語の基礎知識、キソ、、 |
法令を読む時に役に立ちます。以下は受け売りです:
(1)「以下」もしくは「未満」、または、「以上」もしくは「超える」の使い分け。
(2)「及び、および」と「並びに、ならびに」:
(2-1) 合同型が並列する時: A及びB。A、B及びC。A、B、C及びD。 (緊密な併合接続詞及びを使う)
(2-2) 類似型:緊密な結合と緩い結合が混在する時: 狭義の連結・緊密な結合には「及び」を、広義の連結・緩い結合には「並びに」を使う: A及びB並びにイ。A、B及びC並びにイ及びロ。A及びB並びにイ並びにα。
(3)「若しくは、もしくは」と「又は、または」:
(3-1) 合同型の並列時: A又はB。A、B又はC。A、B、C又はD。 (希薄な選択接続詞又はを使う)
(3-2) 類似型:・緊密な結合と緩い結合が混在する時、狭義の連結・緊密な結合に「若しくは」を、広義の連結・緩い結合に「又は」を使う: A若しくはB又はイ。A、B若しくはC又はイ若しくはロ。A若しくはB若しくはイ又はα。
「もしくは」は、選択する物事に段階がある場合に用いられます。すなわち、一番大きい接続だけに「または」を用い、それ以外の接続(三段階以上の場合も含む)には、すべて「もしくは」を用います。下記の例で説明しますと、第1条と第2条は別のグループであり、大きな接続に該当しますので、「または」を用いて接続します。また、それぞれの項は、各条文の中の細目であり、小さい接続に該当しますので、「もしくは」を用いることになります。さらに、第1条には三つの項が存在していますので、最後の項の前にだけ「もしくは」を用い、他の項については読点を用いています。(例)「第1条第1項、第2項もしくは第3項、または第2条第4項もしくは第5項」
(4)「その他(そのた)」と「その他の(そのたの)」: 「Aさんその他美人」では「複数の人達で、Aさんは美人とは限らず、Aさんは単に美人と併記されているだけ」。「Aさんその他の美人」とは「複数の美人たちで、Aさんも美人」。
(5)「署名」は自筆、「記名」は自筆以外の判子とかワ-プロ記入。
(6)「拇印」は親指か人差し指、「書判」は手書きの姓をまるで囲んだサイン。
(7)「場合」は仮定条件に使い、仮定条件が複数の場合は、大きな条件に「場合」を、小さな条件に「とき」を使う。確定条件で日時を使う時は「時」と使う。
(8)「から」は起点を、「より」は比較に使う。
(9)「直ちに」は、このなかで一番急迫度が高く、「何をおいても、すぐやれ!!」という趣旨の場合に使われます。「速やかに」は、「直ちに」よりも急迫度が低く、「できる限り」といった訓示的意味合いを示す場合に使われます。法的拘束力も弱く、違反しても即違法とはならないというようなニュアンスで使用されます。したがって、相手側に対しては「直ちに」という語を使い、自分に対しては「速やかに」という語を使っている契約書も結構ありますので、気を付けましょう。「遅滞なく」は、合理的または正当な理由があれば、多少の遅れは認められると解されています。事情の許す限り速やかに、といった感じでしょうか。役人が良く使います。
スピード感: 遅滞なく<すみやかに<直ちに、
(10)「解除」の時期は契約違反が判明した過去・現在時、「解約」は将来の何日何時にと指定する時に使用する。
(11)「善意」とは、一般に「善良な心」を意味し、「アイツは善意でやったんだからさ、勘弁してあげなよ」のように使用される。が、法律用語として使用されている時は、「ある事実を知らないこと(=不知)」を意味する。たとえば「善意の第三者」というのがありますが、これは当事者が知っていることを知らない者をいい、法律上保護されるケースが多い。一方「悪意」は、一般に「他人に害を与えようとする心」を意味し、「決して悪意でやった訳じゃないんだからさぁ」のように使用される。が、法律では「ある事実を知っていること」という意味になる。「悪意の第三者」は「善意の第三者」と異なり、第三者であっても法律上保護を受けられない場合が多い。このように日常用語での「善意」「悪意」は道徳的・感情的な善悪を意味しますが、法律用語では、道徳・感情と全く関係のない用語として使用される。
(12)「者」は(法)人、「物」は権利の対称物件、「もの」はそれ以外。
(13)「所」は特定の場所、「ところ」は法令や前述の言葉の引用。
(14)「看做す(見做す、みなす)」は、実際には性質が違うものであっても、一定の法律関係においては同一視する場合(そうじゃないけど、そういうことにしてしまおう)に使われる。たとえば、民法第753条では、「未成年者が婚姻をしたときは、これによって成年に達したものとみなす。」である。が、これは、未成年者が婚姻をすれば、一定の法律関係においては成年者として取り扱い、(実際は未成年者であるにもかかわらず)もはや未成年者として取り扱わないということである。婚姻後は、いくら「俺は未成年者だ!」と頑張っても(反証をあげても)ダメ、有無をいわせず成年者として取り扱われる。つまり、法律の力で「白」を「黒」といいくるめてしまう訳である。決定事項で修正・訂正不可。行政庁の裁量に委ねらえて「みなすことができる」。
「推定する」は、一応このように取り扱うが、もし反対の証拠を出せば、それを覆すことができる場合に使われる。逆にいえば、反証がない限り推定が働くことになる。たとえば、民法第772条第1項は、「妻が婚姻中に懐胎した子は、夫の子と推定する。」と規定している。健全な婚姻関係にある夫婦の間に生まれた子は,その夫婦を父母としていると考えるのが自然であるが、「いや、その子は俺の子じゃない。妻が私以外の男と性交渉して懐胎した子だ。証拠もある!」と主張して、その証拠をあげれば、自分の子として扱われることはない。暫定処置であって、後日修正・訂正が可能。
(15)「社員」法律上、株式会社の構成員である株主やと社団法人の構成員で、重要な事項について議決を行う。日常用語の「社員」は会社に勤めている人という意味で使われるが、法律用語では「使用人」あるいは「労働者」が正しい。ただし、使用人であっても、従業員持株会やストックオプションでその会社の株式を取得していれば、法律用語上の「社員」となる。
(16)「対抗する」法律上、主張すること。「抗弁」反論。
(17)「請求の趣旨」判決の主文として原告が何を求めるかと言うこと。
(18)「従前」今より前。
(19)「遡及的」以前にさかのぼって。
(20)「失当」不適切。
(21)「脅迫」は刑法で用い、「強迫」は民法で用いられる、相手方に、害悪を加える事を言って、恐怖心を起こさせる行為。
(22)「任意」自由意思、自発意思。
(23)「請求の認諾」被告が原告の請求を認めること。
(24)「反対解釈」「犬は、一緒には入れません」とある表示に、「猫なら入ってもいい」と解釈すること。
(25)「被保佐人」判断能力が著しく低いとして審判を受けた者。「保佐」判断能力が著しく低い準禁治産者の保護。「保佐人」準禁治産者の保護者で、重大事の同意権だけをもつ。「後見人」未成年者や禁治産者の保護者で、同意権、代理権をもつ。「任意代理人」本人が選任した代理人。「法定代理人」任意代理人以外。
(26)「不調」調停が物別れ(不成立)となる。
(27)「本質的平等」男女間の実質的差異を認めた上で法律上対等に扱う事。
(28)「瑕疵(かし)」物や権利の欠陥、不都合な点。
(29)「契約」当事者同士の合意(申込み+承諾)によって成立する取引(=法律行為)。「合意によって成立する」のだから、口約束も立派な契約となる。さらに言葉でなく当事者の「アウンの呼吸」だけでも、本当に意思が通じ合っているなら契約が成立していることになる。契約書などの書類は、単に証拠として重要なだけであって、それがないからといって契約そのものが成立しないわけではない。
(30)「無効」いったん成立したように見えた取引・契約などが、何らかの理由で効力が発生しないこと。「撤回」いったん立した取引や契約などの効力を、将来に向かってなくす(打ちきる)こと。「取消」いったん成立した取引や契約などを白紙に戻すこと。当事者(=取消権者)が取消を主張すると、その取引や契約ははじめから何もなかったことになる。
(31)「暴行」違法に物理的な力をふるまうこと。学問上は「不法な有形力の行使」と表現するのが一般的である。最広義の暴行=一地方の平穏を乱す程度の暴行(例)騒乱罪。広義の暴行=人の職務を妨害する程度の暴行(例)公務執行妨害罪。狭義の暴行=人の身体に直接暴行を加えたが、相手が怪我をするところまではいかなかったという場合の罪(暴行罪、刑法208条)。最狭義の暴行=人が抵抗できないほどの暴行(例)強盗罪。
(32)法律行為は当事者、目的、意思表示の3要件により成立する。
意思表示は、心の中である法律的効果を期待する意思(効果意思)を決め、この意思を外部に示す意思(表示意思)を決め、この意思を他の人が認識できる行為(表示行為)をする3段階に分けられる。一般には、思うところ(効果意思)と行為(表示行為)は一致するのであるが、一致しない場合以下の様に分類できる:「意思の不存在、(意思の欠缺(けんけつ))」意思表示というのは外部に表示しないと他人は知ることができない。しかし、この外部に表示された意思が必ずしもその人の意思ではなく、例えば、軽い冗談のように言ってしまったものや、その場の雰囲気で何となく調子の良いことを言ってしまうということはよくある。その様に見せかけの意思表示と内心の意思が一致しない場合や、本当はそういう気持ちがない場合などを意思の欠缺といいます。
意思表示=考え+意志感情=この家を買う(法律行為)、意思通知=希望=この家に住めたらいいのに、観念通知=事実=この家は山田さんの所有です。
「錯誤」民法上、意思表示をした者の内心の意思と表示行為とがくいちがっていることを表意者自身が知らないこと。思いちがい、言いまちがい、勘違いで、自分では、その、食い違いに気付いていないことが特徴。勘違いですから、表意者は基本的に悪くありません。よって、勘違いによる表意者を保護する為に、錯誤によるる意思表示は無効とし(錯誤無効)、善意の第三者にも対抗できます。他方、それでは、取引の安全が保てません。その調整として、錯誤による意思表示が無効を表意者が主張できる要件が2つあり:重要な部分に錯誤があること、表意者に重大な過失がないこと。つまり、軽い勘違い、または明らかに注意が足りなかった場合は契約成立です。
「心裡留保(しんりりゅうほ)」表意者は意識して、冗談、自作自演をすること。例えば、売る気がないのに「売る」と言ったり、契約書に署名したりすることです。その効果ですが、原則的に冗談では済まされません。契約は有効に成立してしまいます。安全な取引のために、自分の言った言葉には責任を持てということです。しかし例外があり、相手方が、表意者の真意を知っていた場合(悪意)、または、一般人の注意をもってすれば知り得たはずだと見られる場合(過失)は、その意思表示は無効となります。友人に100万円あげると言われ、それが冗談だったからと言って本気で怒る人はいません。誰がどう見ても冗談だと分かる契約は無効となります。
「通謀虚偽表示(つうぼうきょぎひょうじ)」誰かほかの者と一緒に行った真意ではない、意図的な意思表示です。他人と通謀している点で心裡留保とは異なります。例えば、AさんとBさんが売買契約をしました。Aさんは真意では売るつもりはなく、Bさんも買うつもりはありません。お互いにそのことを知っています。この場合は心裡留保の例外として、相手の真意を知っていたのですから、AB間の売買契約は無効となります。では、何も知らないCさんが、Bさんからその物を買ってしまったらどうなるのでしょうか?AB間の契約は無効ですから、CさんはAさんに物を返す必要があるのでしょうか?いえ、この場合のCさんは民法によって保護されます。Cさんは善意であれば、Aさんに物を返還する必要はありません。Aさんは自業自得です。ここで注意していただきたいのは、Cさんについて過失の有無を問わないということです。Cさんは、AB間の契約が虚偽表示であることを知らなかったのならば保護されます。注意すればAさんとBさんが何かを企んでいると気付くことができても保護されます。もちろんCさんが悪意の場合は話になりません。Cさんを保護する必要がないのは常識的に見て当然でしょう。しかし面白いのはDさんが登場した場合です。Dさんが更にCさんからその物を買ってしまった場合:1. Cが虚偽表示につき悪意でも、Dが善意ならばDは保護される。2 .Dが虚偽表示につき悪意でも、Cが善意ならばDは保護される。後者は不思議ですね。なぜ悪意のDさんが保護されるのか?これはDさんを保護しなければ、善意のCさんが損害を受けるためです。CD間の契約が解除されたら、DさんはCさんに代金を返却するよう請求するでしょう。損害があれば賠償請求もするかもしれません。このように、善意のCさんを守るために仕方なくDさんを保護するのです。
(33)「意思能力」自分のしたこと、その行為の結果を判断できる能力をいいます。ですから、精神障害者や泥酔者、幼児など意思能力のない者がした法律行為は無効になります。
(34)不法行為について:「不作為」あえて積極的な行為をしないことで、車を運転中に赤信号で停止すべきなのにブレ-キをかけなかったなど。「不作為犯」母親が乳児に授乳しないで餓死させる行為。「不作為債務」債務者の不作為、すなわち一定のことをしないことを給付の内容とする債務。競業をしない、見晴らしを妨げる建築をしないことなど。「作為」人の行為のうち、積極的な行為・挙動。車を運転中に交通事故を起こす、人を殺す、金品を盗むなど。
(35)「心神喪失」精神機能障害で、正常な判断能力を完全に欠き、禁治産者。「心神消耗」不完全ながら判断能力が残っている準準禁治産者。
(36)「拘留」有罪判決確定後に拘留場で何日間か留め置く刑罰としての拘束。「勾留」判決確定前の被疑者に対する刑事手続き上の強制処分としての拘束。
(37)「科料」刑法上金銭の支払い罰。「過料」民法上。
(38)「証明」確信となった証拠。「疎明、疏明」確からしいと推測してよい証拠。
(39)「被告」民事・行政訴訟で訴を提起された者。「被疑者」犯罪嫌疑で捜査対象者。刑事訴訟で起訴されると「被告人」となる。
(40)「告訴人」被害者、被害者の法定代理人、親族など告訴する権利を有する者が捜査機関に対して犯罪事実を申告して、犯人の処罰を求める。「告発人」犯罪とは直接関係のない者で、捜査機関に犯罪事実を申告し、犯人の訴追を求める。
(41)「過失責任」加害者に故意・過失があれば損害賠償義務が生じる。主に、加害者が災害発生前に認識していたのではないか(予言可能性)と発生の予防や発生時の被害度を軽減する努力(結果回避可能性)が争点となる。その立証責任に関して、「不法行為」では被害者が加害者の故意・過失を証明し、「債務不履行」では加害者が自身に故意・過失のないことを立証しなければならない。故に、被害者にとって債務不履行の方が責任追及の立証が不要なので訴訟が楽となる。「無過失責任」では、債務不履行の立証責任を推し進め、加害者が自身の非故意・無過失が立証できない場合、賠償義務を加害者が負担しなけらばならない(大半は立証できないので、加害者は責任を免れない)ので、以下の該当には特に注意が必要となる:1.責任無能力者の監督責任、2.使用者責任、3.工作物・動物の占有者の責任、4.自賠責自動車運転手、5.労災及び公務員災害補償。
(42)法の規定に関する強制力:①義務規定:「~する。~しなければならない。」最も強い。②努力義務規定:「~努める。~努めなければならない。」③任意規定:「~することが出来る。」最も弱い。
労災・裁判経過・賠償・弁護士費用
| 見出し |
|
債務不履行責任 |
不法行為責任 |
| 根拠になる民法 |
|
415条 |
709条 |
| 成立要件 |
|
(1)債務不履行・履行遅滞・不完全履行の事実(過失)、(2)債務者の責に帰すべき事由(帰責事由)、(3)債務不履行の事実と因果関係がある損害の発生 |
(1)故意過失、(2)権利侵害、(3)債務不履行の事実と因果関係がある損害の発生 |
| 被告当事者 |
|
使用者(事業者) |
加害者本人 |
|
|
|
使用者責任(民法715条第1項)と使用者の代理としての施設長など管理者責任(同第2項):左記2者は免責事由(相当の注意をしていたり、注意にも拘らず損害が発生しうる)がありうるが、使用者責任制度の趣旨より一般には免責されることは無い。 |
| (直接加害者への)求償権 |
|
雇用契約に基づいて使用者は求償可能 |
有り(民法715条第3項) |
| 過失の立証責任 |
|
加害者 |
被害者 |
| 時効 |
|
10年(民法167条) |
認知後3年、不法行為後20年 |
| |
生命・身体侵害時 |
認知後5年(166条1号)、行使可能後20年(166条2号、167条) |
認知後5年(724条1号、724条の2)、
行使可能後20年(724条2号) |
| 被害者死亡時の近親者による慰謝料請求権 |
|
無し |
有り(民法711条) |
債務不履行:
結果債務と手段債務:債務者のフランス民法上の債務分類。結果債務とは,結果の実現債務で、売主の目的物引渡義務,請負人の仕事完成義務がある。手段債務とは,結果の実現に至るまでに注意深く最善を尽くす債務であり,物引渡までの保管義務,医師の診療債務がある。
(42)訴訟の終局区分:1.判決(A:民事事件、A1:第一審判決、ア:本案判決(紛争の中身に立ち入って判断)原告勝訴=被告敗訴、原告敗訴=被告勝訴、イ:訴訟判決(紛争の中身に入らず、原告の訴え自体が不適法で、裁判所としては判断できない)、A2:控訴審判決:ア:原判決(一審判決)と同じ結論、イ:原判決の誤り(差し戻し、自判、一部変更)、ウ:控訴自体不適法)、A3:上告審:ア:原判決(控訴審判決)維持、イ:原判決誤り(差し戻し、自判)、ウ:上告不適法、B:刑事事件:B1:一審:ア:被告人有罪、イ:被告人無罪、ウ:却下、B2:控訴審:ア:一審判決正当、イ:一審判決誤り:差し戻し、自判、ウ:控訴自体が不適法、B3:上告審:ア:原判決正当、イ:原判決誤り:差し戻し、自判、ウ:上告自体が不適法)、2.和解、3.請求の放棄(原告が取りやめる。次に訴える可能性有り。)、4.請求の認諾(被告が認める)、5.取下(原告が2度と訴えないことを条件に取り下げる)。認容(原告勝訴、一部認容もある)。認容率(=(認容件数/判決総数)x100%)。
(43)認めることの使い分け:
(43-1)許可:法令によるある行為の一般的な制限・禁止を特定の場合に解除し,これをすることができるようにする行政行為:労働基準法,労働安全衛生法,最低賃金法,職業安定法,労働者派遣法で使用。
(43-2)認可:第三者の行為を補充して,その法律上の効力を完成させる行為(暫定任意適用事業などで使用される):雇用保険法,徴収法,健康保険法,厚生年金保険法で使用。
(43-3)認定:その事実が存在するか否かを公の権威をもって確認する行政庁の処分(事実確認処分):労働基準法,雇用保険法で使用。
(43-4)承認:肯定的な意思表示を与えること:労災保険法,雇用保険法,徴収法,健康保険法,国民年金法,厚生年金保険法で使用。
(44)「連続」:連続して、「通算」:一定期間における合計期間、「合算」:合計金額、合計期間。
(50)規約、規程、規定、規則の使い分け:
定款:法人設立時に法的に必須な改正不可の基本原則、
規約:組合では、役員選挙規約や共同施設利用規約などのように、組合員の権利義務に直接かかわる内容であるため、総会の専決事項である、
規程:組合では、事務執行上に必要な関係を規律する内規的なもので、その決定は理事会の議決をもって足りる、
規則:法律、定款、規約、規程などの「さだめ」の総称、
規程:一定の目的のために定められた一連の条文の総体の具体的な名称、
規定:諸々の規則の中の個々の条文の内容、
(60)法の規定に関する強制力:
①義務規定:「~する、~しなければならない」、強制、
②努力義務規定:「~努める、努めなければならない」、
③任意規定:「~することができる」、強制無し。
(61)強行法規的性質:
契約自由の原則で当事者間で結ばれた契約に関して、労基法の基準より劣悪な部分に関しては、契約の効力が否定され、強制的に労基法の水準に修正される。この効力を「強行法規的性質」といい、労基法の大半の条文はこれに該当する。
(70)即時:「速やかに」<「遅滞無く」=より速やかに。
(80)期間の計算:翌日より起算し、「5日以内に」とは「翌日より起算して5日目の24:00まで」。例外1:起算日が明記してある場合は、その指定日から起算する。例外2:年齢の場合は、出生日から起算し、翌年の誕生日の前日24:00で1歳年をとる。すなわち、誕生日の前日に満?才となる。24:00は前日24:00とし、翌日00:00としない。
(90)「故意」:結果を承知して実行。「(重大な)過失」:「過失」とは常人であれば払わなければならないはずの注意を怠ることで、その程度が重い時を特に「重大な過失」とする。
(100)「障害」:「国年」において、治癒の有無に関係なく、生活・労働能力に著しい障害がある。「労災」において、治癒時が「障害」で、未治癒時が「傷害」。
(110)補償:(過去の)償う。保障:(現在の)権利を守る、できるようにする。保証:(将来の)請け負う、約束する。
(200)消長を来す(しょうちょうをきたす):影響を与える、消長を来さない:影響を与えない、
|
|
審級制度、三審制 |
控訴:第1審裁判所の判決に対して、上級の裁判所に審査を求める。
上告:第2審裁判所(高裁第1審判決も)の判決に対して、上級の裁判所に審査を求める。
跳躍上告(刑事)、飛躍上告:第1審裁判所の判決に対して、憲法違反を理由にして控訴審を飛越えて上告する。
抗告:裁判所の決定や命令に対する不服申し立て。
特別上告:上告審である高裁判決に対する違憲を理由とした不服申し立て。
少年裁判:少年の保護処分。
家事審判:家庭内、親族内の紛争の裁判。親族や相続に関する裁判は家庭裁判所の調停を最初に受ける必要がある。
審級制度、民事訴訟、
審級制度、刑事訴訟、
|
|
社会保険労務士制度、法律、厚生労働省配布の広報パンフレット |
|
|
労働安全衛生法の位置づけ |
| 自然法 |
不文法(非制定法、黙示法) |
|
慣習法、判例法、条理法 |
| 国際法 |
慣例国際法 |
国際的に定着している諸慣習、かつての外交官特権 |
| 実定法(人為法) |
成文法(制度法、明示法) |
国際法 |
条約国際法 |
国連憲章、日本国との平和条約、日米安保条約 |
| 国内法 |
公法 |
実体法 |
憲法 |
日本国憲法 |
| 行政法 |
内閣法、国家行政組織法、地方自治法 |
| 刑事実体法 |
刑法、軽犯罪法、破壊活動防止法 |
| 手続法 |
民亊 |
民事訴訟法、非訴事件手続法 |
| 行政 |
行政事件訴訟法、行政不服審査法 |
| 刑事 |
刑事訴訟法、刑事補償法 |
| 私法 |
実体法 |
民亊実体法 |
民法、商法 |
| 社会法 |
実体法 |
労働法 |
憲法25条生存権+個別的労働関係法 |
憲法27条第2,3項・労働条件法 |
労働基準法、
最低賃金法、
労働安全衛生法、
労働者災害補償保険法、
家内労働法
|
| 男女雇用機会均等法、育児・介護法、労働者派遣事業法 |
| 雇用保障法(憲法第27条第1項) |
雇用対策法、
職業安定法、
雇用保険法、
中高年齢者雇用促進法、職業訓練法 |
| 社会保険法(憲法第25条第2項) |
労働者災害補償保険法、
雇用保険法、
労働保険の保険料の徴収等に関する法律、
健康保険法、
厚生年金保険法 |
| 労働福祉法 |
勤労者財産形成促進法、
中小企業退職金共済法、
勤労青少年福祉法 |
| 個別労働関係紛争 |
個別労働関係紛争の解決の促進に関する法律 |
| 憲法25条生存権+憲法28条集団的労働関係法・労働三権(団結権、団体交渉権、団体行動権) |
民間 |
労働組合法、
労働関係調整法、
スト規制法 |
| 公務員 |
国営企業労働関係法、
地方公営企業労働関係法、
国家公務員法、
地方公務員法 |
| 社会保障法 |
健康保険法、国民年金法、生活保護法 |
| 経済法 |
中小企業基本法 |
| 命令 |
政令、省令、規則、内閣府例 |
| 自治法 |
条例、規則 |
|
|
|
労働争議の調整、
(1)個別的労働関係紛争:個別労働関係紛争の解決の促進に関する法律(個別労働関係紛争解決促進法)
(2)集団的労働関係紛争:労働関係の調整の手続き(労調法10条以下)、
労働委員会:斡旋、調停、仲裁(東京都労働委員会解説)、 |
(1)個別労働関係紛争の解決の促進に関する法律(個別労働関係紛争解決促進法):
企業組織の再編や人事労務管理の個別化等に伴い、労働関係に関する事項についての個々の労働者と事業主との間の紛争(以下「個別労働関係紛争」といいます。)が増加している。が、民事の問題である個別労働関係紛争については、我が国においては最終的には裁判で解決されるべきものですが、現実の問題として、裁判には多くの時間と費用がかかり、労働者と事業主という継続的な人間関係を前提とした円満な解決のためには、労使慣行等をふまえた解決が図られるべきである。このため、労働問題への専門性が高く、無料で個別労働関係紛争の解決援助サービスを提供する、全国レベルのセイフティ・ネットとして、「個別労働関係紛争の解決の促進に関する法律(平成13年法律112号)」に基づき、
①対象紛争:配置転換、転籍出向、在籍出向、解雇の有効性、就業規則の変更に伴う労働条件の変更、企業経営上の必要性による解雇(いわゆる整理解雇)、採用内定の取消、雇止め、募集・採用、職場におけるセクシュアルハラスメント等、除外紛争:労働関係調整法第6条に規定する労働争議(労働委員会が対応)
、国営企業及び独立行政法人の労働関係に関する法律第26条第1項に規定する紛争、男女雇用機会均等法第12条に規定する紛争(雇用均等室が対応)、
②窓口:都道府県労働局の綜合労働相談コーナー、
③処理手順:都道府県労働局長の助言・指導制度、紛争調整委員会による斡旋制度(調停委員による調停案、斡旋委員による斡旋案)。
(2)労働関係調整法:斡旋、調停、仲裁、緊急調整:
|
斡旋 |
調停 |
仲裁 |
| 担当者 |
地方労働委員会会長から指名された斡旋委員(1人または数人) |
地方労働委員会会長から指名された調停委員による調停委員会
構成:公益委員、使用者委員、労働者委員が同数 |
仲裁委員会
構成:労働委員会の公益委員3名
公益員は意見を陳述できる |
| 開始 |
労使双方または一方の申請
労働委員会の職権 |
任意調停:労使双方の申請
強制調停:協約に基づき一方の申請、労働委員会の決議、行政官庁の請求 |
任意仲裁:労使双方の申請
強制仲裁:協定に基づき一方の申請 |
| 仕事 |
労使の主張を聞く
団体交渉の仲裁
拘束力無し |
労使の主張を聞く
調停案を提示(勧告)し、使用者と労働組合が受諾した場合に拘束力有り
緊急調整(労調35条の2):公共性が高い場合、総理大臣が中央労働委員会の意見を聞いて、公表し、その争議を中央労働委員会の調停に付する。公表後50日間は争議行為禁止。 |
労使の意見を聞く
仲裁裁定を下す、
拘束力有り、効力発生日に労働協約と同一の効力 |
|
争議行為: 内容:ストライキ(同盟罷業)、サボタージュ(怠業)、ロックアウト(作業所閉鎖)
届出:予告:公益事業は10日前までに、労働委員会及び厚労省大臣又は知事へ
発生時:迅速に、労働委員会または知事へ
|
|
|
|
| |
| index/key words |
用語集
key words
|
| key words/# |
|
#
| 1 |
1:5の法則、5:25の法則
|
1:5の法則は、新規顧客に販売するコストは既存顧客に販売するコストの5倍かかるという法則です。5:25の法則は、顧客離れを5%改善すれば、利益が最低でも25%改善されるという法則です。loyaltyの高い顧客を焦点とした、顧客が自社商品・サービスに価値を見出してもらえるように継続的に努力をすることが求められる。 |
| 1 |
1:29:300の法則(ハインリッヒの「1:29:300の法則」) |
重い傷害をピラミッドの頂点とすると、その底辺にかけて軽い障害・傷害のない災害の順にピラミッドが形成されると言う理論です。なお、これらの災害は氷山の一角にすぎず、その下には数千の不安全状態・行動が存在している。 |
| 一 |
一物 |
松下幸之助「天は一物を与える」:ニ物を与えずの逆説で、1つの長所だけでも伸ばせれば最高ですね。 |
|
|
|
| 2 |
2007年問題 year 2007 problem |
日本企業で基幹系システム(大型汎用機やオフコン(office computer)によるレガシーシステム(legacy system、旧式))を最初に構築し、これまで運用・保守を行ってきたベテラン・エンジニアがそろって定年を迎え、今後の企業システムのメンテナンスが困難になるといわれる問題のこと。団塊の世代で一番多いとされる1947年生まれの人々が60歳となり、定年を迎える“2007年”に象徴させて表現している。
参考:企業の意識調査結果(改正高年齢者雇用安定法、帝国データバンク、2006)
|
| 3 |
360度多面評価、multi-rater evaluations、360-degree evaluations |
人事考課における評価方法の1つ。上司など特定の立場の評価者のみが評価を行うと、評価者の先入観や価値観、被評価者との関係やその業務内容に対する知識量などにより偏りが避けられないということから、上司のほかに他部門の管理者、同僚、部下あるいは取引先など、多様な側面から評価を行い、評価精度を上げようというもの。目に見える業績以外に、潜在能力について評価できる点もメリットとされる。 |
| 3 |
3C |
3Cとは、顧客(Customer)、自社(Company)、競合(Competitor)のことを差します。企業が自社のマーケティングを分析する場合、この3つのCを対象にする必要があります。
しかしながら、多くの場合、3つのCを分析する順番を意識していない企業が非常に多く、ある製品を軸に、自社製品の強みと競合との差別化にばかり目が行ってしまい、肝心の顧客のことが忘れられている場合があります。そうではなく、本来、3C分析を行なう場合の出発点は、あくまで顧客です。顧客は誰か?そして、その顧客は何を求めているか?を出発点にしない限り、まともな3C分析はできません。
1.市場・顧客:Customer:
見込み客はどんな人か?(年齢・性別・住所・ライフスタイル)
見込み客が求めているニーズは?(商品性・価格帯・感情)
現状の顧客数及び地域構成は?
現状の市場規模と市場の将来性は?
2.競合:Competitor:
競合先はどの企業か?何社いるのか?
競合先のビジョンや経営方針は?
競合先の業績は?(売上高・収益性・市場シェア・顧客数・販促ルート)
競合先の顧客属性は?(年代・地域・志向)
競合先の経営資源は?(営業人員・生産能力)
競合先の商品・サービスの強みは?弱みは?
競合先の強い地域は?未進出の地域は?
競合先の今後の動向は?
3.自社:Company:
自社のビジョンや経営方針は?
自社の業績は?(売上高・収益性・市場シェア・顧客数・販促ルート)
自社の経営資源は?(営業人員・生産能力)
自社の商品・サービスの強みは?弱みは?
自社の強い地域は?未進出の地域は?
自社の今後の戦略は?
参照:
SWOT分析:外部環境や内部環境を強み (Strengths)、弱み (Weaknesses)、機会 (Opportunities)、脅威 (Threats) の4つのカテゴリーで要因分析し、事業環境変化に対応した経営資源の最適活用を図る経営戦略策定方法。
|
| 3 |
3E、包括外部監査 |
外部監査の目的:
①法規準拠性:関係法令等に基づき適正に執行されているか、
②会計:財務に関しての適法性・正確性の評価、
③3E監査またはVFM監査(Value for Money:支出に見合う価値):3E監査とは,(1)経済性(Economy)(2)効率性(Efficiency)(3)有効性(Effectiveness)の3つの英語の頭文字Eの観点から実施する監査である。(1)経済性とは最小のコストで適正な質の資源を確保することを,(2)効率性とは消費した資源から最大の効果を得ることを,(3)有効性とは期待される成果(outcome)が達成されることをそれぞれ意味している。 |
| 3 |
3K |
きつい、きたない、きけん。
これからは発想を転換して、新3Kへ: きれい、かんたん、かっこいい。新4K: けいざいてき。 |
| 3 |
3R |
3Rとは、環境問題を解決するためのキーワードで、REDUCE(リデュース)、REUSE(リユース)、RECYCLE(リサイクル)の頭文字である3つの「R」のことです。
|
3
|
3ゲン主義、5ゲン主義、品質改善、品質管理 |
3ゲン主義とは、「現場」へ行き、現場にある「現物」が、「現実」の中でどのように動いているか(使われているか)を知ることです。この、現場・現物・現実の三点に注目した考え方を3ゲン主義と呼んでいます。机に向かっているだけでは何も見えてきません。3ゲン主義に沿って、現状を直視しなさいという教訓です。
しかし、3ゲン主義だけでは、品質改善できません。3ゲン主義で現状を把握しただけでは、何が問題でどのようにすればよいかわからないからです。そこで、3ゲン主義に「原理」「原則」を加えた5ゲン主義で考えることをお勧めします。「原理」とは、不良を引き起こすメカニズムや、製造条件の機能を知ることです。「原則」とは、顧客の立場になって考えることです。つまり、顧客がその品物をなんのために、どのように使用しているのか、どんな機能や性能を期待しているのか把握し、その実態が作りこまれているかを考えるのです。
追記:
(1)5ゲン主義の提唱者は、古畑友三先生です。これを品質改善用にアレンジしています。(羽根田修、http://www.hinkai.com/modules/aa_kaizen1/content/index.php?id=6)、
(2)「3現(現場・現物・現実)3即(即時・即座・即応)3徹(徹頭・徹尾・徹底)」。現場で現物を見、徹底的にムダを取り去る。これが儲かる体質の原点。
|
| 3 |
300運動 |
「1:29:300の法則」参照 |
| 3 |
3mm線量当量 |
外部被ばくによる眼の水晶体の組織線量当量を評価するときに使う指標。身体の表面から3mmの深さにおける線量当量とみなされる量。 |
| 3 |
3ない |
羨まない、恨まない、頼らない |
| |
|
|
| 三 |
三即 |
即時、即座、即応
|
| 三 |
三徹
|
徹頭徹尾、徹底する。
|
| 三 |
三直 |
実直、愚直、正直。 |
| 三 |
三現 |
現地・現場、現状・現実、現物 |
| 三 |
三定 |
定位(どこに)、定品(何を)、定数(どれだけ):5S(整理・整頓)の基本 |
| 4 |
4M, 4M |
労働災害(労災)の基本原因(災害事例の分析)の手法:4M=Man 人+Machine 設備・物+Media 方法・作業・作業環境+Management 管理。
人:①心理的原因(場面行動、忘却、周縁的動作、考え事、悩み事、無意識行動、危険感覚、近道反応、省略行為、憶測判断、錯語)、②生理的原因(疲労、睡眠不足、身体機能、アルコール、疾病、加齢)、③職場的原因(職場の人間関係、リーダーシップ、チームワーク、コミュニケーション)、設備ー物(①機械・設備の設計上の欠陥、②危険防護の不良、③本質安全化の不足、人間工学的配慮の不足、④標準化の不足、⑤点検整備の不足)、方法・作業・作業環境(①作業情報の不適切、②作業姿勢、作業動作の欠陥、③作業方法の不適切、④作業空間の不良、⑤作業環境条件の不良)、管理(①管理組織の欠陥、②規定、マニュアルの不備、不徹底、③安全管理計画の不良、④教育、訓練の不足、⑤部下に対する監督、指導の不足、⑥適正配置の不十分、⑦健康管理の不良)。 |
| 4 |
4P、4C |
ジェロム・マッカーシー(マーケティング、米):マーケティング要素:
1.満足感 Customer solution:製品 Product 新商品、商品改良、廃棄、ライフサイクル、ブランド、保証・安心感、
2.利便性 Convenience:売り場 Place チャネル、物流、リードタイム、
3.情報 Consult:宣伝 Promotion 広告、人的販売、PR、通販、
4.コスト Cost:価格 Price 市場比較、価格の弾力性。
4Pとは、マーケティング・ミックスのために用いられるマーケティング・ツールを大きく4つに分けたものであり、売り手側からの視点で、製品(Product)、価格(Price)、流通(Place)、プロモーション(Promotion)の4つです。標的市場から自社が望む反応を引き出すために、マーケターはこれらのツールを効果的に組合せる必要があります。
4Cとは、買い手側からの視点で、顧客価値(Customer Value)、顧客負担(Customrer Cost)、入手の容易性(Convenience)、コミュニケーション(Communication)となり、上記4Pの各々に順次対応しうる。
また、ブランディングを考慮した場合、単に数字的な効果の最大化を狙ったマーケティング・ミックスを考えるだけでなく、ブランドの一貫性を損なわない形で組合せを考えなくてはなりません。
最終目標:お客の育成度:見込み客→初めてのお客→リピート客→クライアント→信奉者。
|
| 4 |
4大資源の活用 |
①ヒト:人材育成、労務管理:労働者が集まる、辞めない職場づくり。スタッフのキャリアを開発し、離職を防ぐ目標管理の活用、職員満足度を高める最適なスタッフィング(人員配置)、②モノ:業務改善、効率管理、生産性のイノベーション、無駄を省いて、職員のモチベーションアップ、定着化を促進するQC、TQC、TQM活動、③カネ:費用効果、財務分析、経営指標を理解して経営会議に参画、収益性に貢献するコスト管理、BSCで進める経営分析、強みと魅力、④情報:IT活用、知識共有、機能情報の公表を活用して、労働者を確保、定着化、職場活性化に役立つナレッジマネジメント(ノウハウ共有)の取り組み。 |
| 5 |
5M+1E |
5M+1Eとは、人(Man)・方法(Method)・測定(Measurement)・材料(Material)・機械(Machine)及び環境(Emvironment)の頭文字をとったもので、因果図で根本原因仮説を設定する際のカテゴリーとしてよく使われます。
|
| 5 |
5W2H |
作文における5W1H=when+where+who+what+why+howにHow muchを加えて検討すると、落しがないということ。 |
| 5 |
五つの駒(ハインリッヒの「5つの駒」) |
災害の原因を分析しその要因を5つの駒にたとえたもので、1番目の駒(ドミノ)は「社会的環境的悪条件」、2番目が「個人的欠陥」、3番目が「不安全行為・状態」、4番目が「災害」、5番目が「傷害」とし、この5つの要因が連鎖的に重なったときに災害が発生するとした理論で、3番目の「不安全行為(行動)と不安全状態」を取り除くことが(ドミノ倒しの駒を間引きして4番目と5番目のドミノを倒れなくした状態)災害防止で有効な手段とハインリッヒは主張している。
|
| 5 |
作業指導の5原則、教育 |
作業指導の5原則:
明確に、分りやすく、急所を押さえて、理由を話して、納得を確かめて。
教育:教育は共育、
不安全行動:1.知らなかった:知識不足、単純な知識教育による対応、2.出来なかった:技能不足、単純な技能教育による対応、3.やらなかった:内面的な問題、深刻な態度教育・職場規律・安全規律による対応が必要。
|
| 7 |
7つのムダ |
1.作りすぎのムダ:タクトタイムの考え(かんばん活用、1個流し)、2.手持のムダ:自働化の考え(工程の流れ化、1個流し)、3.運搬のムダ:手元化の考え(ドライバー乗り継ぎ方式、ハイヤー・タクシー方式、部品のセット運搬)、4.加工そのもののムダ:(技術開発、不要部分までの加工を無くす)、5.在庫のムダ:工程内在庫の上限を守る・順次上限を少なく(かんばん活用、平準化徹底)、6.動作のムダ:レイアウトの変更を容易に・設備などは根の生えた置き方は駄目(標準作業の設定と改善)、7.不良をつくるムダ:不良自働ストップ(自働化で根絶)。 |
#
|
| #/a |
|
a
| a |
ABC, Activity Based Costing, 活動基準原価計算/ ABM, Activity Based Management, 活動基準経営管理 |
とくに間接費に着目し、「活動」を基準として正確なコスト計算をすること。ABC(活動基準原価計算)とは、商品やサービスの原価計算において、作業工程で行われた1つ1つの活動を最少単位として、それに要した時間や労力に応じてコストを配分する方法です。従来の伝統的原価計算法では、経費=直接費+間接費における間接費は、収入・直接費・人頭数等で均等配分して商品やサービスにコストとして振り分けていた。ABC原価計算方法では、間接費は活動毎にプールされ、処理回数や投入時間などの実質的活動度に基づいてコストとして振り分けられる。更に、ABCを活用して課題を解決し、意思決定を行う経営管理システムをABM(活動基準経営管理)と呼びます。
戦略策定・経営管理を革新することができる。 |
| A |
ABC管理、ABC分析、
(在庫管理、商品発注、販売管理)、
ABCD分析(ABCD管理、ABC-D、ABCZ管理、ABCZ分析、ABC-Z、
販売・マーケティング分野)
PQ分析(Product Quantity Analysis、
生産分野)、
IQ分析(Item Quantity Analysis、
物流・倉庫分野)、
パレート図、パレート法則、
|
「(在庫でも、売上でも)物事は、重点管理をしなさい」ということ。商品をABCの三ランクに分けて、Aを重点管理することにする。Bをその次に重点をおいて、Cにはあまり管理の重点をおかないようにする。このようにすると管理の手間が省ける。ABCは累積頻度の高い順。
「20/80の法則」は、ABC管理すなわち重点管理の有効性を説明するために用いられている。管理の手間が省けたのは良いけれども、管理精度が落ちるようなことがあれば問題である。そこで「20/80の法則」が登場する。売上の例であれば、すべての商品が均一に売れることはなく、売れる・売れないの偏りがある。商品を売れている順番に並べて見ると、上位20パーセントの商品が80パーセントの売上を稼ぐというようなパターンになる。そこでAランクを上位20パーセントの商品として定義すると、商品数20パーセントを管理する手間で80パーセントの管理ができるということになる。(もちろんAランクを20パーセントにするのが適当か、25パーセントにするのが適当かは状況による)。次にBランクを20パーセントから30パーセントにして、これで(Aランクと合わせて)売上の95パーセントをカバーし、残り50パーセントをCランクとする。Cランクはほとんど管理しないので、かなり管理の手間を省ける。しかし売り上げで見れば80パーセントはしっかり管理し、95パーセントは、かなり管理することになる。手間を省いた割には、管理精度は落ちない。少ない手間でほとんどの管理が可能となる。
ABCのランクの他に売上ゼロのランクを設けてABCD分析(ABCD管理、ABC-D、ABCZ管理、ABCZ分析、ABC-Z)と言う場合もある.
クロスABC分析。
|
| A |
ADL,
activity of daily life、
日常生活活動 |
直訳すると「日常生活の活動度」という意味で、主に病気・障害者・高齢者などについて、身の回りの事(移動・食事・入浴・排泄・着替えなどの日常の生活に必要な基本的な動作)をどれだけ自分でこなせるかをあらわした指標です。完全に自立生活のできるものが最高、寝たきりで完全に介助が必要なものが最低となります。出来るだけ高いADLを維持・回復する事が医療にとっての目的となります。病院やリハビリテ-ションセンタ-において、作業療法士(occupational
thrapist, OT)や理学療法士(physical trainer, PT)によって指導される。基本的・最低限のなADLに留まらず、生活の質QOL(quality
of life)が求められる時代になりました。 |
| A |
ADR、
Alternative Dispute Resolution、
裁判外紛争解決 |
裁判外紛争解決 |
| a |
affordance、
アフォーダンス |
物の属性(形、デザイン、色、材質等)が、その物質自体をどのように人が扱い・操作すべきかを、ユーザーに発しているとする知覚心理学者Normanによって考えだされた知覚用語。
例: アフォーダンス:玄関の構造物を「ドア」であると認知。が、操作方法は不明である。他方、シグニファイア(シグナル的要素):右矢印は右に押すと開く、pullは引くと開く、などの操作を示す。
機械安全における設計上、脚立の天台をしっかり作製すると、天台に足を乗せて立つことが想定される。このような天台に乗ることが禁止されている場合の誤った使い方を誘導するアフォーダンスは設計時に避けるべきである。
マンマシンインターファイス:
man-machine interface,
人間と機械が接触する部分で、情報をやりとりする操作部分のこと。
機械のスイッチやボタン、つまみのことや、コンピュータのキーボード、ソフトを指すこともある。
機械安全上、ボタン表示は、停止-低-中-高の並び方が好ましく、停止-高-低-中の並びは操作の間違いを起こすので避ける。ボタン操作の過度の説明書きは、一見丁寧なようであるが、誤操作を誘導するので、避ける。例:右ボタンのを上に上げて、左ボタンを3にすると丁度良いなどの説明文を小さな紙に表示して貼り付けて置くなど。
afford: ~ができる、~を与える、
signify: 意味する。
|
| A |
AIDMA、アイドマ |
購買者の心理的プロセスが「Attention(注意)→Interest(興味、関心)→Desire(欲求)→Memory(記憶)→Action(行動)」という段階を追って進展していくというモデル。それぞれの頭文字をとって、AIDMA(アイドマ)モデルと呼ばれる。
|
| A |
ALARP, アラープ、SFAIRP |
英国安全衛生庁(HSE, Health and Safety Executive)のホ-ムペ-ジ上、英国安全衛生法(1974年制定)において、その冒頭の事業者の従業員に対する一般的な義務の項2.(1)において、「安全衛生を(経済性を考慮して)合理的に実現可能な限り確実とする、ensure
health and safety so far as is reasonably practicable (SFAIRP)」と書かれており、法的な管理規準の遵守がうたわれている。さらに、一層のステップアップとして、リスクアセスメントにおいて、「リスクを合理的に実行可能な限り低減する、reduce
risks as low as is reasonably practicable (ALARP)」とうたわれ、「法規遵守、優良実施例利用、設計におけるリスク低減、コストベネフィット分析チェックリスト(Cost
Benefit Analysis (CBA) checklist」が必要とされる。これら二者は、環境対策技術に例を引けば、水面に上がってきた油を処理するような「発生した汚染物質を処理する
end-of-pipe technology」から、より根源的な「汚染物質を発生させない in-plant technology」への進展と共通する。
|
| A |
ANSI |
ANSIとは、American National Standard Instituteの略で、米国内において工業製品の規格標準化を行なう団体アメリカ国家規格協会です。アメリカ工業規格は、かつてASA(1918年創立)といわれていたが、1928年にUSASIと名称を改められ、1969年に現在のANSIに発展した。
日本におけるJIS(Japan Industrial Standard)にあたります。 |
| A |
ASME、アスメ |
アメリカ機械学会(American So-ciety of Mechanical Engineers)の略称で、規格の制定・研究発表の開催などの事業を行っている。同学会が制定する規格は、ASME規格と呼ばれる。ボイラーや圧力容器などの製造業者で、同学会が承認したものについては、ASME規格を具備していることを示す表示(クローバマーク)を付けることが許される。 |
| A |
AOQL, AQL |
AOQL=average outgoing quality limit 平均出検品質限界:選別型抜取検査、連続生産型抜取検査などにおいて、検査後の平均のロット品質(平均出検品質)の最悪の値をいう。平均出検品質AOQは、提出されるロットの不良率によって変化するが、その最大値を示し平均出検品質限界ともいわれている。
AQL=acceptable quality level 許容品質水準、合格品質水準、合格品質基準:抜取検査で合格にしてよい工程平均の上限の値をいう。不良率(%)又は100単位当たりの欠点数で表す。AQLより良い品質の検査ロットは抜取検査において大きい確率で合格する。AQLのことを合格品質水準ともいう。
|
| a |
assertion、アサーション |
アサーション 主張:自己主張が苦手な人を対象としたカウンセリング技法(米国、1950年代、心理療法の行動療法)として始まり、言論抑圧された人権拡張・差別撤廃運動の推進。
自己表現コミュニケーションの3型:
(1)攻撃的自己表現aggressive: I am OK. You are not OK.自分のことを中心に考え、相手のことはまったく考えないやり方です。
(2)アサーティブな自己表現assertive: I am OK. You are OK. 自分の気持ちや考えを相手に伝えるが、相手のことも配慮するやり方、自分も相手も大切にしたやり方です。
(3)非主張的自己表現non-assertive: I am not OK. You are OK. 自分の感情は押し殺して、相手に合わせるようなやり方です。 |
| A |
ATK、安全・点検・確認、始業前点検、 |
安全施工サイクル: 始業前の安全朝礼(肩もみ、KST運動(高所作業トレーニング)、体調、)、指示伝達、安全ミーティング・コミュニケーション(M&C)、危険予知(KY)、安全・点検・確認(ATK)→安全パトロール→(明日の)打合せ→後片付け・3S。 |
| B |
BEI's, biological exposure indices, 生物学的曝露指標 |
有機溶剤中毒予防規則第30条、有機溶剤等健康診断結果報告書 様式第3号、別表、尿中の代謝物測定8種類に関する分布区分、および、鉛中毒予防規則第54条、鉛健康診断結果報告書 様式第2号、血中鉛・尿中デルタ-アミノレブリン酸・赤血球中プロトポルフィリン量に関する分布区分など:作業環境測定(体内に取り込まれる前の気中濃度の把握)と健診(実際に体内に吸収された尿中の代謝物)の関係:分布とは、実際に体内に吸収された量を反映し、分布1から分布3に向かうほど体内曝露が大で、分布2と3の境界値はACGIHの生物学的ばく露指標(BEI)であり、分布1と2の境界値は分布2と3の1/2から1/3の値が基準(トルエンでは尿中馬尿酸濃度は正常値の上限に近い値)と設定され、第1管理区分=分布1=低リスク=現状維持、第2管理区分=分布2=中リスク=改善の余地有り、第3管理区分=分布3=高リスク=早急な是正処置が必要となる。 |
| b |
BS7799 |
BS:イギリス規格の略称。イギリス規格協会によって制定される。
BS7799とは、情報セキュリティマネジメントシステムに関する英国規格です。企業が事業活動の過程で扱う情報資産に対して適切な保護施策を講じ、管理策を維持・改善する体制を構築することを目的として英国規格協会(BSI)により制定されました。BS7799-1とBS7799-2に分けられ、前者は「情報セキュリティ管理実施基準」であり、後者は「情報セキュリティ管理システム仕様」です。特にBS7799-2は日本においてISMS適合性評価制度として発行されています。経営者の強いリーダーシップはもちろんのこと、組織が所有するあらゆる情報資産に対してリスク分析、脆弱性の洗い出しを行い、それぞれに対して保護施策を策定し、現場スタッフが守るべき手順へと落とし込んでいきます。
|
| B |
BCP、business continuity plan, 事業継続計画、事業継続マネジメントシステム BCMS, |
災害や事故などの予期せぬ出来事の発生により、限られた経営資源で、最低限の事業活動を継続または目標復旧時間以内に再開できるようにする目的で、事前に策定される行動計画。
内閣府の事業継続ガイドライン:緊急時の経営や意思決定、管理などのマネジメント手法の1つに位置付けられ、指揮命令系統の維持、情報の発信・共有、災害時の経営判断の重要性など、危機管理や緊急時対応の要素を含む。
BCP策定の第1段階は、ビジネスインパクト分析を行って自社の業務プロセスが抱えるリスクと影響(損害)を洗い出すこと。第2段階は、優先的に復旧すべき業務とそれに必要な設備やシステムを明らかにし、目標復旧時間の設定や復旧手順を計画する。
事業継続管理(BCM): BCPの定期的見直し。
コンティンジェンシープランcontingency plan、緊急時対応計画、不測事態対応計画、危機管理計画、非常事態発生時対応計画:緊急事態が発生した直後の対応や手続き。
参照:中小企業庁(中小企業向き)、内閣府(大企業向き)、
英国国内規格(BS25999-1 一般的指針、BS25999-2 監査認証要求事項)、
国際規格(ISO22301;2012 第三者認証要求事項):ISO31000リスクアセスメント規格との整合性の為に全規格共通テキスト採用(章立:1.適用範囲、2.引用規格、3.用語・定義、4.組織の状況、5.リーダーシップ、6.計画、7.支援、8.運用、9.パフォーマンス評価、10.改善)、、 |
| b |
BTO, build to order, 受注加工組立生産 |
組立製造業において、顧客の注文を受けてから最終製品の生産を行う生産方式のこと。狭義にはATO/CTO/MTO/ETOなどに対して、注文確定後に部材の最終加工および最終組立を行う受注加工生産をいい、広義にはそれらを含む受注生産一般をいう。 |
| b |
B to E |
B to Eとは、Business to Employeeの略で、B2Eとも書きます。B to Eは、インターネットを介して企業の従業員向けに行うサービス形態のことであり、電子商取引(EC)でのB
to C(Business To Consumer)、B to B(Business To Business)と対比して使われます。
B to
Eサービスはいくつかのカテゴリーに分類できます。(1)財形貯蓄、持株、各種保険、ローンなどの金融系サービス、(2)保養所やスポーツクラブなどの予約・割引販売、育児・介護メニューや自己啓発メニューなどの狭義の福利厚生サービス、(3)提携企業の商品・サービスの社員向け割引販売など物販サービス、(4)出張予約や精算、オフィス用品の共同購入などの総務系支援サービスなどです。これら福利厚生、総務関連サービスの情報提供や予約・申し込みなどの手続きは、企業専用のポータルサイトを介して行われます。
企業ポータルサイトを利用することで低コスト運用が可能となりました。 |
| c |
c5, c5-dip、シーゴディップ C5dip |
騒音性難聴 |
| c |
CAR |
CARとは、Corrective Action Requestの頭文字を並べたもので、「是正処置要求書」を意味します。
|
| c |
CAS番号 |
Chemical Absterccts Service Registry Numbersの略。化学物質の検索を容易にするため、アメリカのCASに登録された番号をいう。国際的に文献調査などの際に広く利用されている。 |
| c |
CD |
CDとは、Committee Draftの略で、マネジメントシステム規格の検討委員会が作成する規格案です。関係諸国代表による投票を3~6ヶ月行ないます。 |
| c |
CEO (chief executive officer 最高経営責任者、代表執行役)、COO (chief operating officer 最高執行責任者)、CIO (chief information officer、最高情報責任者、IT担当役員)
|
米国型コーポレートガバナンス(企業統治)では、企業の“所有”と“経営”を分離して考える。米国の企業(株式公開企業)では所有者(株主)を代理する取締役会の監督の下で、業務執行を行う執行役員を任命・監督するという形態となっている。後者の経営を行う者をCxO(執行役員)と呼ぶ。CEO(最高経営責任者)、CFO(最高財務責任者)、COO(最高執行責任者)、CIO (最高情報責任者、IT担当役員)などがあり、企業経営陣の中で極めて重要な役割を持つとされる。CEOはこの執行役員のトップである。COOとは、CEOを頂点にした業務執行役員中で、CEOが定めた経営方針や戦略の下、企業の日常業務を執行する責任者で、実質的に企業のナンバー2といえる。社長と兼務することが多く、日本でも「社長」を比ゆ的にCOOと称することがある。日本では米国流の執行役員は必ずしも一般的ではなく、CIOという肩書きは部門(ライン)の長である情報システム部長、あるいは情報システムの担当者というような意味で使われている場合もあるが、本来的にはマネジメントレベルの役職で「ITを活用して経営を変革するミッションを持つ」という役割を担っている。近年、CIOの職責が大きくなってきたことに合わせてその機能を、情報技術の評価や分析、導入などを行うCTO(chief technology officer)、情報を活用して業務改革を行うCKO(chief knowledge officer)、ITに関する人材やアウトソース先などの有効活用を行うCRO(chief resources officer)あるいはCAO(chief assets officer)に分けるといった議論もある。 |
| c |
CI, Corporate Identity |
企業の経営理念やイメージを統一した表現で社会に伝達することである。わかりやすくいえば、経営理念は話が大きくなるので別として、企業が競合他社にたいしてイメージによる差別化を行うこと、それがCIであると考えてよい。 なぜそれが必要かというと、市場が成熟してくるほど,(1)企業の活動が互いに入り組んで多様化してくる,
(2)商品の品質・性能・価格があまり違わなくなるという傾向が強くなるのであるが、そうなるとある企業が他社と差別化しようとするには、イメージの違いくらいしかみちが残されていないからである。
CIのトータルコンセプトの検討手順: (1)他社にたいしてどのような方法でイメージの差別化を行うか、(2) CIデザイン(社名、マーク、ロゴタイプ)の開発を行うべきか、(3) それを行うとして、新しいデザインに求められるイメージは何か、期待効果はどうか、(4) そのイメージにふさわしいマーケティング戦略はいかにあるべきか 。
その為には、コンセプトに至る前提となるCI導入のための調査が、事前・事後に必要である。事前調査は内部と外部とに対するものに分かれる:(1)内部調査:自社のあるべきイメージや長期ビジョンについてトップの考えを引き出す。各部課から企業イメージや現状批判および今後への期待などの意見を求め、またCI参画意識を高める。社員にたいして企業イメージについての意識調査を行い、あわせて啓蒙を行う。(2)外部調査:一般消費者アンケートにより自社他社についての認知、想起、イメージを測定する。各社の売上シェアと相関の高いキーイメージは何かを知る。 |
| c |
CEO(chief executive officer) |
最高経営責任者。アメリカの企業マネジメント組織上での呼称。経営上の意思決定において最高の責任をもつ。日本での会長職,社長職にあたる。日本でも,経済のグローバル化,意志決定のスピード化,経営責任の明確化などから,この呼称が使われることが多くなった。 |
| C |
CISマナー、顧客感動満足マナー |
顧客感動満足マナー |
| c |
CMSAS86 |
苦情対応マネジメントシステム |
| c |
conditio sine qua non |
必要条件 necessary conditionのラテン語。condition without which not, but for condition, それなくしては(結果が)生じない条件。ラテン語:必要不可欠な条件、sine:欠如、sine qua non 必要不可欠の。 |
| c |
コーデックス規格、Codex、コーデックス規格の特徴(英語版、一般食品衛生CAC/RCP-1969)、
国際食品規格委員会、コーデックス委員会、Codex Alimentarius Commission、CAC、 |
ラテン語:
Codex
Alimentarius (食品法典)に由来。1963年FAO(国際連合食糧農業機関)とWHO(世界保健機関)によって設置された政府間組織。加盟国:185カ国および欧州共同体(2013年7月現在)。
世界貿易機関(WTO)協定に基づき、貿易上の問題点解決にはコーデックス規格が用いられる。その為、輸出品を含めて国内で食品規格を作成する際には、原則、コーデックス規格に基づく。前提条件プログラムPRPに関して、Codex(泡清掃)とHACCP(水清掃)で異なる場合もなる。
例: Codex食品衛生一般原則PRP:
|
原材料の生産
|
環境衛生、衛生的生産、取り扱い・貯蔵・輸送、洗浄、従業員の衛生
|
|
施設
|
立地、施設・設備、コンテナ・輸送容器・加工・冷蔵・冷凍・貯蔵設備の良好で衛生的な設計および配置
|
|
作業の管理
|
食品危害の制御、衛生管理システム、受入材料、包装・水、管理・監督、文書化・記録、回収など、食品に関する効果的な管理システムの設計、実施、監視、見直し
|
|
設備・保守管理・衛生
|
保守管理、洗浄プログラム、廃棄物の管理、鼠族・害虫制御、監視など、食品危害、鼠族・害虫、食品を汚染する可能性のある物質の管理
|
|
設備・要員の衛生
|
従業員の健康状態、疾病・傷害、従業員の清潔・行動、訪問者の衛生
|
|
輸送
|
食品を汚染、損傷させない使用・保守管理、輸送車両・コンテナの条件
|
|
製品情報・消費者意識
|
ロットの識別、包装食品の表示、消費者教育
|
|
|
| c |
COPOLCO |
COPOLCOとは、消費者政策委員会を意味します。ISO理事会の元に設けられた機関で、ISOの規格化作業が消費者の視点から考えたときに、利益になるものかどうかを検討するという役割を持っています。COPOLCOのメンバーには、参加国それぞれのもっとも中心的な標準化組織が参加しており、日本からは日本工業標準調査会がメンバーとして参加しています。 |
| c |
COPQ |
COPQとは、低品質に起因するコスト(Cost Of Poor
Quality)のことです。COPQには、再検査やリワークによる人件費など目に見えるコストと、時間のロスやサービスや製品の品質の悪さによる顧客ロイヤリティの喪失など目に見えないコストがあり、目に見えないコストの方が大きな問題である場合が多いと言われています。
|
| c |
CPD, continuing professional development |
継続的専門職能力向上、生涯研修、研鑽、 |
| c |
CSM, Customer Satisfacton Mearuemen |
t、顧客満足測定手法の略で、統計学に基づいた重要性測定値、回帰分析、相関と分散などを駆使し、顧客が何を求めているかを推定することと、その結果を改善活動に直接結びつける手法のこと。 |
| C |
CSF, critical success factors, 主要成功要因 |
経営戦略では、まず命題となる「目標」を定め、次にその目標を具体的に実現するための「手段」を策定し、その手段がきちんと遂行されているかどうかを定量的に測定する「指標」を決める。この目標を「戦略目標」、手段を「CSF(critical success factors主要成功要因)」、指標を「KGI(key goal indicator重要目標達成指標)」、「KPI(key performance indicator重要業績評価指標)」と呼ぶ。
KGIがプロセスの目標(ゴール)として達成したか否かを定量的に表すものであるのに対し、KPIはプロセスの実施状況を計測するために、実行の度合い(パフォーマンス)を定量的に示すものである。KGI達成に向かってプロセスが適切に実施されているかどうかを中間的に計測するのが、KPIだといえる。
経営戦略やITガバナンスなどを計画的に実施する際、その目標・目的を達成する上で決定的な影響を与える要因のこと。ビジネスの成否に大きな関係を持つマネジメント上の重点管理項目といえる。
経営戦略を実行する上で、何をすればよいのかを決定するものであり、その分析・決定は重要な意味を持つ。マネジメントシステムにおいてCSFは、戦略/戦術レベル、全社/部門/個人と段階・レベルを追って策定され、最終的にはより具体的・定量的なKGI(重要目標達成指標)、KPI(重要業績評価指標)にまで落とし込まれる。
MITスローン・スクールのジョン・F・ロッカート(John F. Rockart)教授のCSFメソッドが有名だが、CSFという考え方はバランスト・スコアカードやCOBIT、ITCプロセスガイドラインなどにも取り入れられている。
KFS(key factor for success)/KSF(key success factor)なども、ほぼ同義語で、シックスシグマのCTQ(critical to quality)、TOC(theory of constraints)のボトルネックなどとも共通する面がある。 |
| c |
CSR、企業の社会的責任
、 |
Corporate Social Responsibilityの略で、企業の社会的責任。安全で品質のよい製品を提供することにより社会に貢献していくこと、環境に配慮して事業活動を改善していくこと(環境問題への取り組みの方針、行動計画、施策などの紹介、環境活動報告)、社会貢献活動(地域社会の文化・スポ-ツなどの支援活動、メセナ活動mecenat)、地域活性化支援活動(地域づくり、ベンチャ-、産学官連携などへの支援活動)、企業倫理として関連法令の遵守と倫理の尊重することなど。
参照:
岩崎明夫(産業医大)、CSRと産業保健、神奈川産業保健交流会、神奈川産業保健推進センター、
個人的には、フリードマンを引き合いに出すまでもなくメセナ活動は自粛すべきと思う。法令遵守と第1義に株主への還元を優先すべきであり、労働者の安全衛生へ配慮すべきである。エセナ(似非な)活動はバブル期のヒマワリ絵画購入と同列になってしまう。 |
| c |
CTO, configure to order、受注仕様生産、注文仕様生産 |
組立製造業において、カタログなどで先に示した製品メニューの中から顧客が仕様を決め、それに合わせて部品在庫から製品を組み立てて出荷する生産方式のこと。 広義のBTOの一種。狭義のBTOと区別する場合は、BTOが「注文を受けてから標準製品を作り始める」という生産開始のタイミングのことをいうのに対して、CTOは「注文内容に応じて製品仕様を変更して生産する」と製品をスタムメイドすることがポイント。またETOと異なり、使用する部品やオプションの変更といったレベルで顧客の要望に対応するもの。
|
| c |
C to C |
C to Cとは、Consumer to Consumerの略で、C2Cとも書きます。C to Cは、インターネットを介して消費者間で行うオークション取引形態のことです。 |
| c |
CTQ、経営成果に影響を与える重要な要因 |
CTQとは、経営品質を評価する上で決定的な意味を持つ数少ない要因(Critical To Quality)のことです。critical to
不可欠な。なおかつこの要因は、顧客が明示的に要求しているものです。シックスシグマでは、このCTQを特定するために測定や分析に膨大な時間と労力をかけます。CTQが多いということは、課題が定義されていないとされ、さらに絞込みを行い数少ない真の要因を見つけ出します。
|
| c |
customer relationship management, カスタマリレーションシップ・マネジメント, CRM, 顧客関係管理 |
商品やサービスを提供する企業が顧客との間に、長期的・継続的な「親密な信頼関係」(relationship)を構築し、その価値と効果を最大化することで、顧客のベネフィットと企業のプロフィットを向上させることを目指す総合的な経営手法。 |
c
|
| c/d |
|
d
| d |
DIN(ディン) |
ドイツ工業規格の略で、ドイツ規格協会(DNA)により制定されている。 |
| d |
DIS |
DISとは、Draft International
Standardsの略で、国際規格となるISに2番目に近い状態を表します。5ヶ月間の投票を行い次の段階でFDISとなります。
|
| d |
DMAIC |
定義(Define)、測定(Measure)、分析(Analyze)、改善(Improve)、管理(Control)の5つのフェーズから成るプロセス改善、管理システムの略称。実際に運用してみるとDMAICとストレートに進んでいくことはあまりなく、DMDMAMAAICなどのように試行錯誤しながら、進行することになります。DMAICとは、予測や想定が思惑とは異なった場合に立ち返ることができる指標として捉えることができます。 |
| d |
DPMO |
DPMOとは、Defects per Million
Opportunityの略で、機会100万点当たりの欠陥数です。DPMOを計算する式は、DPMO=DPO×1,000,000で表せます。例えば、Webサイトの欠陥の発生機会が「表示エラー」「機能不全」「デザインの良し悪し」の3点と定義した場合、Webサイト300ページの中に18箇所の欠陥があった場合、DPO=18欠陥数/(300ページ×欠陥の機会3)=0.02で、DPMO=0.02×1,000,000=20,000となります。なお、この値をシグマ値に換算すると約3.5シグマです。 |
| d |
DPO |
DPOとは、Defects per
Opportunityの略で、1機会当たりの欠陥発生数です。DPOを計算する式は、DPO=欠陥数/(ユニット数×欠陥の発生機会数)で表せます。例えばWebサイトの欠陥の発生機会が「表示エラー」「機能不全」「デザインの良し悪し」の3点と定義した場合、Webサイト300ページの中に18箇所の欠陥があった場合、DPO=18欠陥数/(300ページ×欠陥の機会3)=0.02となります。
|
| d |
DPU |
DPUとは、Defect per
Unitの略で、サンプルとなったユニット<総数>と、そこで確認された欠陥数から算出されます。ここで言う欠陥数とは、欠陥<品>の数ではありません。例えば、100ユニットの中で、2つのユニットに欠陥があり、その2つのユニットにはそれぞれ50個ずつ欠陥があった場合は、不良率は2欠陥/100ユニット=0.05(5%)ですが、DPUは100欠陥/100ユニット=1.0(100%)となります。不良率、歩留まり率、DPUを計測することでプロセス・パフォーマンスの良し悪しと欠陥の発生具合を知ることができます。 |
| d |
DSM-IV(Diagnostic and Statistical Manual of Mental Disorder Fourth edition) |
1994年にアメリカ精神医学会が刊行した「精神障害の診断と統計の手引き」第4版。 |
| e |
ECS2000 |
倫理法令順守マネジメントに関する国内規格。企業不祥事の防止。ECS2000は、企業が社会的責任を果たすための方針、組織体系、手順の策定・遵守、その実施状況監視などを構築するための枠組みを与え、他マネジメントシステム同様、PDCAサイクルや継続的改善の考え方を元にしており、企業の自浄作用を促す促進剤の役割を果す。 |
| e |
e-learning |
インターネットなどのネットワークを介して学習プロセス、学習状況の進捗管理などを完遂する教育形態。 |
| e |
embryo, fetus |
定義、 |
| e |
簡易版EMS |
簡易版EMSとは、ISO14001の規格要求事項が膨大・詳細に渡るため、中小組織が本来の環境マネジメントを行なうのは困難との要請から誕生したものです。例えば、環境影響を限定的に設定する、など様々な取り組みが存在します。 |
| e |
ERP, enterprise resource planning, 企業資源計画, 経営資源計画 |
生産や販売、在庫、購買、物流、会計、人事/給与などの企業内のあらゆる経営資源(人員、物的資産、資金、情報)を有効活用しようとの観点から、これらの経営資源を企業全体で統合的に管理し、最適に配置・配分することで効率的な経営活動を行っていこうという経営手法・コンセプト。一般に、「企業資源計画」あるいは「経営資源計画」と訳される。また、この経営手法を実現するための情報システム、あるいはこの情報システムを構築するためのパッケージソフトを「ERP」と呼ぶこともあるが、経営手法としてのERPと、情報システムとしてのERPシステムは、分けて理解したほうがよい。具体的には、機能別に管理していた従来システムを、統合したデータベースを元に情報を一元管理する業務用基幹システムのERPパッケージ・ソフトウエアを導入し、1つの情報を一度入力すれば、すべての関連する複数の業務にリアルタイムで反映できる。
|
| e |
ETA, イベント・トリー・アナリシス |
1974年アメリカが300万ドルの費用をかけて原発のリスク・アセスメントを行った際に使われた安全分析手法の一つである。事故の発端となる現象を初期事象と呼び、これがシステムに入ってきた場合に、その影響で次々にどんな不具合な事象に発展するかを、枝分かれ式(ツリー状)に追求し分析する手法である。つまり、「風が吹くと桶屋が儲かる」式(玉突き式でなく枝分かれ式に複雑になりますが)に将来発生する事故の可能性を分析するものです。同リスク・アセスメントで使われたFTA(欠陥関連樹法)が事故を想定して原因・要因の追求分析へと進めてゆくのに対して、ETAは分析の方向が反対である。「FTA」参照。
|
| f |
FIFO、ファイフォ、フィフォ、フィーフォー |
First In, First Out。資材管理における品質管理:先入れ先出し。最初に入ってきたものを最初に処理し、後から入ってきたものは前の処理が終わるまで待たせる。
対比: FILO: First In, Last Out, LIFO: Last In, First Out. |
| f |
FTA(フォルト・トリー・アナリシス:欠陥関連樹法) |
1974年アメリカが300万ドルの費用をかけて原発のリスク・アセスメントを行った際に使われた安全分析手法の一つである。災害が起きた場合に、それがどのような事象(欠陥)によってもたらされたかを順次掘り下げていく方法で、一つの事象が更にいくつかの事象によって引き起こされるため、この分析を行うと最終的には樹のような図が得られるのでこのように呼ばれる。「ETA」参照。 |
| f |
FDIS |
FDISとは、Final Draft International
Standard(最終国際規格案)の略で、規格案として最終的に作成されるものです。この段階では、全ての国代表が2ヶ月間かけて投票を行います。 |
| f |
FMEA, Failure Mode and Effect Analysis、
注意:本質と時短の為に前提が大切(リスクアセスメント項)! |
FMEAとは、故障モード(一覧表)(故障モード一覧表)と影響解析。機械・設備・システムなどの信頼性または安全性の問題点を設計の段階で定性的に予測する方法。機械・設備・システムなどを構成する各々の構成要素について、起こり得るすべての故障または災害の形態を想定してそれらの原因を推定し、それが上部の機械・設備・システム及びこれとかかわりのある人間に対しておよぼす影響を検討し、表形式で系統的に解析する方法である。最終的にはこれらの検討結果の中から致命的な影響をおよぼすものを取り出して一覧表を作成し、設計審査・設計変更などの資料に用いられる。
故障モードの発生頻度,影響度,検出難易などの評価項目・評価基準に基づき重要度を明らかにして,使用する顧客の立場に立って優先順位を明確にし,設計技術とマネジメントの融合を進め,設計段階で使用時に発生する問題を明らかにして解決していきます。
FMEAエクセル表の作成、
作成上の注意:
1.故障モードは漠然とした不具合ではなく、なぜなぜ分析が可能な、
より具体性であること:自動車メーカーでの「車が走らない」は駄目で、「パンクする」とする。
2.なぜなぜは、必要十分条件であること。
3.解析は4M1E(人、設備、物、方法、環境)で見落としを避ける。
4.RPN, Risk Priority Number リスク優先度数。
5.進捗状況を追加すること。(四分円等)
|
| |
|
|
| f |
FSSC22000:2010 |
総合衛生管理製造過程(マルソウ、マル総、丸総):厚生省が HACCPの考え方を取り入れてつくった食品の安全管理の認証制度、対象は容器包装詰加圧加熱殺菌食品(缶詰、レトルト)、魚肉練り製品(かまぼこ、はんぺん)、乳・乳製品、清涼飲料水、食肉製品で、一般衛生管理+HACCP+品質の基準、
一般衛生管理(PRP前提条件prerequisite program, GMP適正製造基準good manufacturing practice、前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009)、
HACCP (Hazard Analysis and Critical Control Point危害要因分析、必須管理点、許容限界critical
limit)、製品別、認証機関によって基準が異なる、OPRP欠、
HACCP+品質ISO9001=ISO22001、
FSSC 22000:2010=
ISO22000:2005(=HACCP+ISO9001) +
+一般衛生管理「前提条件プログラム」:
食品製造、生化学製品製造:ISO/TS22002-1,
ケータリング:ISO/TS22002-2,
畜産、水産:ISO/TS22002-3,
容器包装: ISO/TS22002-4,
飼料、ペットフード:ISO/TS22002-1(犬猫用)、22002-6(犬猫以外)、
小売:PAS221,
保管、輸送:NTA8059,
+追加要求事項(FSSC22000 PartII):
サービスの管理
製品のラベル表示
食品防御
偽装予防
ロゴ使用
アレルゲン管理(対象:食品、包装、生化学製品)
作業環境モニタリング(対象:食品、包装、生化学製品)
製品の処方管理(対象:ペットフード)
水、土壌など天然資源の管理(対象:畜産、水産動物生産)
(オランダのFSSC(The Foundation of Food Safety Certification:食品安全認証団体)開発、
GFSI(Global Food Safety Initiative)が取引先(イオン、コカコーラ、ウォルマートなど世界の流通・食品大手約 650社が加入する組織(CGP:Consumer
Goods Forum)に認証を求めている規格(認証スキーム規格))、
|
| |
|
|
| |
|
|
| g |
医薬品の臨床試験の実施の基準 (GCP:Good Clinical Practice)1997年年3月27日厚生省令第28号(1997年4月1日施行) |
通常は、略して、GCP(ジー・シー・ピー)と呼ばれます。GCPは、被験者の人権と安全性の確保、臨床試験のデータの信頼性の確保をはかり、適正な臨床試験が実施されること、すなわち、臨床試験が、「倫理的」な配慮のもとに、「科学的」に実施されることを目的として定められた法律です。それまでも、1989年10月2日通知(1990年10月施行)された、「医薬品の臨床試験の実施に関する基準」(GCP)が存在しましたが、こちらはあくまでも「通達」であり、法的拘束力の無いものでした。しかし、新たに制定されたのは、「省令」であるため、臨床試験に関わる医療機関、製薬企業(依頼者)、医薬品開発受託機関、及びそれらの関係者が、臨床試験の実施に当たって、これに違反した場合は、法的に罰せられることになりました。名称も「実施に関する基準」から「実施の基準」となり、より、その効力を強調しています。両者とも略称は「GCP」であるため、区別するために、後者を法的有効性を強調し「省令GCP」と呼ぶ場合があります。
新GCPとインフォームドコンセント:特に、臨床試験に参加する患者にとって重要な点は、それまでは「口頭による同意」も認められていたのが、「文書による同意」しか認められなくなったことです。つまり、臨床試験の担当医師が勝手に、患者が「口頭同意」したことにして、事前説明無しに臨床試験を始めてしまうことが無くなる訳です。それまでは、医師が「新しい薬」だと称して、未承認の開発中の薬剤「治験薬」を患者に投与して、臨床試験を行ってしまう事が時々あったのです。これでは、人権もヘッタクレも無いことになります。それが、例え人類を救うような、画期的な新薬を開発するための「臨床試験」であっても、患者の同意がなければ「人体実験」なのです。「文書同意」が必須になったことによって、患者は臨床試験に参加する前に、臨床試験のメリットとデメリットについて十分説明を受け、参加するかどうかをじっくり検討する機会と時間が与えられるようになりました。これを、「インフォームドコンセント」と呼びます。もちろん、最終的に臨床試験に参加するかどうかは患者が決めることであり、患者自身が、「自己責任」の元に決定しなければなりません。 |
| g |
GHS、GHS,
Globally Harmonized System of Classification and Labelling of Chemicals、
化学品の分類及び表示の世界調和システム、
MSDSへの適用、
参考: ファイア・ダイアモンド(Fire Diamond、米国化学薬品危険性表示規格、全米防火協会 (National Fire Protection Association,
NFPA))、
、、、 |
現状では、世界で、化学物質2300万種類、労災死亡110万人/年の25%は化学物質による。また、日本での化学物質の行政管理は千種類のみである。それに対して、2003年国連勧告として:
(1)化学物質を、物理化学的危険性及び健康や環境に対する有害性に応じて分類する為の、判定基準・ラベル・安全データシートに関する要件とそれらの情報伝達に関する事項を含む共通の統一(調和)されたシステムを確立し、その危険有害性に関する情報(MSDS)をそれを扱う人に正確に伝えることにより、人の安全と健康を確保し、環境を保護することとなった:
中災防安全衛生情報センター化学物質情報GHS:
(1-1)製品:
単一化学物質、
混合物(いわゆる製品)。
(1-2)MSDS=危険有害物分類+程度(区分):
(1-2-1)危険性・有害性の分類:
| 危険有害物 |
# |
分類 |
|
| 危険物:物理化学的危険性 |
1 |
火薬類 |
|
| 2 |
可燃性・引火性ガス |
|
| 3 |
可燃性・引火性エアゾール |
|
| 4 |
支燃性・酸化性ガス |
|
| 5 |
高圧ガス |
|
| 6 |
引火性液体 |
|
| 7 |
可燃性固体 |
|
| 8 |
自己反応性化学品 |
|
| 9 |
自然発火性液体 |
|
| 10 |
自然発火性固体 |
|
| 11 |
自己発熱性化学品 |
|
| 12 |
水反応可燃性化学品 |
|
| 13 |
酸化性液体 |
|
| 14 |
酸化性固体 |
|
| 15 |
有機過酸化物 |
|
| 16 |
金属腐食性物質 |
|
| 有害物:健康・環境影響 |
1 |
急性毒性(致死作用) |
|
| 2 |
皮膚に対する腐食性・刺激性 |
|
| 3 |
眼に対する重篤な損傷・刺激性 |
|
| 4 |
呼吸器・皮膚に対する感作性 |
|
| 5 |
生殖細胞変異原性 |
|
| 6 |
発癌性 |
|
| 7 |
生殖毒性 |
|
| 8 |
特定標的臓器・全身毒性(単回曝露) |
|
| 9 |
特定標的臓器・全身毒性(反復曝露) |
|
| 10 |
吸引性呼吸器有害性 |
|
| 11 |
水生環境への有害性 |
|
(1-2-2)区分, category:
(1-3)製品ラベル表示:
(2)リスクアセスメントにおける「化学物質等による有害性に係るリスクの定性評価法」として、そのリスク見積りの1要件としての有害性レベル(hazard
level)の評価要因として「GHS有害性分類及びGHS区分」が使用できる。
参照:
0.お勧め:GHS対応ラベルの読み方ー毒物・劇物取扱者向けー.厚生労働省医薬食品局審査管理課化学物質安全対策室、(16頁)、
1.通産省、広報パンフレット。
2.安全衛生情報センター(中災防):GHSに基づく化学物質のモデルMSDS情報、有害性用語解説、GHSラベルの作り方、GHSモデルMSDS情報一覧表、
3.国が行う化学物質等による労働者の健康障害防止に係るリスク評価実施要領の策定について(基安発第0511001号、平成18年5月11日):今後の国の評価基準の公表、区分:GHSについて(WHO, 2005)、GHS分類対象物質一覧((独)製品評価技術基盤機構, 2006)、
4.労働安全衛生法施行令の一部を改正する政令等の公布について(化学物質等に係る表示及び文書交付制度の改善)(厚生労働省発表、平成18年10月20日)、
5.労働安全衛生法等の一部を改正する法律等の施行について(化学物質等に係る表示及び文書交付制度の改善関係)(基発第1020003号、平成18年10月20日)、
6.労働安全衛生法等の一部を改正する法律等の施行等(化学物質等に係る表示及び文書交付制度の改善関係)に係る留意事項について(基安化発第1020001号、平成18年10月20日)
|
| g |
GLP |
Good Laboratory Practiceの略。毒性試験のデータの信頼性を確保するため、試験機関の組織・信頼性保証のための社内視察・試験方法・試験結果の記録及び報告・試験施設・設備などについて定めたもの。安衛法では「有害性の調査を行う試験施設等が具備すべき基準について」を公表し、変異原性試験については、この基準に適合する試験施設で行うよう規定している。 |
| g |
GM, genetic recombination, 遺伝子組み換え |
ある生物から目的とする遺伝子を取り出し、改良しようとする生物に導入することにより新しい性質を生物に組み入れること。生物から有用な遺伝子を見つけ、2本鎖DNAの特定の塩基配列を認識して切断する作用をもつ制限酵素( restriction enzyme )で有用な遺伝情報が含まれているDNA部位を分離し、この分離されたDNA断片を改良しようとする生物の細胞の中に導入し、その生物のDNAに組み込ませ、新しいタンパク質を合成させる。その結果、有用な遺伝子の形質を付加した新たな性質の生物(Genetically Modified Organism, GMO)が完成する。 |
| g |
good practice, 優良実施事例 |
中小企業など安全衛生の専門家のいない事業体における、法令・指導の具体化のノウハウが解らない場合、優良実施事例を提示することにより、具体化の方向を示せる。 |
| g |
GRI |
Global Reporting Initiative。企業のサステナビリティ報告に関する国際的なガイドラインの作成とその普及を目的に1997年に設立された国際機関。 |
| h |
HACCP、ハセップ、ハサップ、ハシップ、
Hazard Analysis Critical Control Point、
厚労省、HACCP導入(動画)、
ハサップとは(動画)
(公)日本食品衛生協会、
食品産業センター、
滋賀県食品安全監視センター:エス・ハサップ, S-HACCP、わかりやすい!!
危害分析重要管理点監視、
ISO22000:2005、食品安全マネジメントシステム、FSMS22000 = ISO22000 + PAS220 (= ISO/TS22002-1), FDA FSMA,
具体例:(株)大西;村沢牛加工工場、MK Scientific:食品用計測機器、 |
改正食品衛生法: 商機拡大へ対応急務、
HACCPの法制化(食品衛生法改正、2018/06/13公布、東京五輪まで2020年6月に施行予定(公布2年以内施行、小規模事業所では更に1年間延長猶予となり2021年6月予定)で、農水省ではHACCP導入率を2021年に80%を予想、手引書作成と研修を予定。事業者団体作成の業種別手引書(東京都食品衛生協会))。
実施率:
従業員5人以上の事業所での導入率: 新潟県17%、全国34% (2017年)、
参照:
改正食品衛生法第50条の2:
厚生労働大臣は、営業(略)の施設の衛生的な管理その他公衆衛生上必要な措置(以下この条において「公衆衛生上必要な措置」という。)について、厚生労働省令で、次に掲げる事項に関する基準を定めるものとする。
一 施設の内外の清潔保持、ねずみ及び昆虫の駆除その他一般的な衛生管理に関すること。
二 食品衛生上の危害の発生を防止するために特に重要な工程を管理するための取組*1(小規模な営業者(略)その他政令で定める営業者にあつては、その取扱う食品の特性に応じた取組*2)に関すること。
第2項 営業者は、前項の規定により定められた基準に従い、厚生労働省令で定めるところにより公衆衛生上必要な措置を定め、これを遵守しなければならない。
*1:大手食品メーカー、畜産におけるHACCP(基準A: Cedexのガイドラインで示されたHACCP)、
*2:小規模事業者、多種類食品取扱業者におけるHACCP(基準B:HACCPの考え方に基づく衛生管理)。
小規模の定義は交付時未定、業界検討会では基準値50人が5人・100人よりも多いとされている。
参考.中小企業者の範囲及び用語の定義(中小企業基本法第2条第1項)
1.用語:
総合衛生管理製造過程(マルソウ、マル総、丸総):厚生省が HACCPの考え方を取り入れてつくった食品の安全管理の認証制度、対象は容器包装詰加圧加熱殺菌食品(缶詰、レトルト)、魚肉練り製品(かまぼこ、はんぺん)、乳・乳製品、清涼飲料水、食肉製品で、一般衛生管理+HACCP+品質の基準。HACCP法制化により、現在の基準等の改定を検討中。、
一般衛生管理(PRP前提条件prerequisite program, GMP適正製造基準good manufacturing practice、前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009)、
HACCP (Hazard Analysis and Critical Control Point危害要因分析、必須管理点、許容限界critical
limit): 事業所全体の世界共通規格のISO認証⇔製品毎の認証機関別のバラバラのHACCP認証。PRPとCCP管理で、OPRPは無し。
HACCP+品質ISO9001=ISO22001、
FSSC 22000:2010=ISO22000:2005+一般衛生管理「前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009」
(オランダのFSSC(The Foundation of Food Safety Certification:食品安全認証団体)開発、GFSI(Global
Food Safety Initiative)が取引先(イオン、コカコーラ、ウォルマートなど世界の流通・食品大手約 650社が加入する組織(CGP:Consumer
Goods Forum)に認証を求めている規格(認証スキーム規格))、
2.サクッとHACCP解説: 厚労省:手引書、モデル例: 低コスト導入方法(全国菓子工業組合連合会、2011):
| 項目 |
Codex |
HACCP |
ISO22000
FSSC22000 |
| 認証 |
世界共通、政府間
WTO対応
政府基準 |
国、協会単位個別 |
世界共通認証機関 |
| 範囲 |
|
製品単品
製造ライン |
事業場
製造+上流、下流 |
| 考え方 |
|
経験的 |
プロセスアプローチ, PDCA |
| 管理 |
日常 |
PRP |
PP(PRP) |
PRP
+PAS220(FSSC) |
| * |
無し |
無し |
OPRP(要モニタリング) |
| 重点的 |
無し |
CCP |
CCP(要許容限界=管理基準) |
|
近年、危機管理及びリスクヘッジの観点から、品質、製造環境等に関わる国際的基準としてのISOシリーズや、人体に対する危害を重点的に管理するHACCPシステムなどが各国で採用されている。我が国でも、食中毒(病原性大腸菌O-157)、PL法(製造物責任法)、食の国際化における狂牛病・農薬等など、食品における安全衛生への要求が高まり、わが国でも、96年に厚生省が食品衛生法を改正、HACCPの概念を取り入れた『総合衛生管理製造過程(工場内における原料の入荷から製品の出荷までを対象とする) 』という承認制度をつくりました。98年には(“農場から食卓まで”、つまり原材料から消費までの生産・流通を含むすべての段階を管理の対象にした衛生管理システム)HACCPの導入を支援する法律もスタートさせるなど、新しい“食の衛生管理システム”として積極的に推進しています。
HACCPとは、"Hazard Analysis Critical Control Points"の頭文字を取った略語で、一般的に「ハセップ」と呼ばれています。米国生まれの衛生管理システムで、NASA(米国航空宇宙局)がアポロ計画のため、ロケット部品の製品管理や宇宙食製造の衛生管理のために開発したもの。従来の食品衛生管理手法では最終製品を抜き取り検査するため、万が一の事故の場合、どの製造段階での落ち度だったのか、製造工程以降の流通や販売などが問題だったのか分からず、原因特定は困難。これに対してハセップは原材料の生産から最終製品として消費者にわたるまでのすべての段階で危機要因を取り除き、取り扱いを記録に残すことで危機発生を防止する。
HACCP=食品の品質、安全をシツテムとして管理するための規格=「危害分析, HA, hazard analysis」+「重要管理点の分析,
CCP, critical control point、HAで見つけた危害を防止するチェックポイント」、及び、「記録及び各種文書の保管」を基本的な原則とする。例えば、HA=細菌性食中毒、CCP=単なる高温殺菌処理のみでなく、温度設定+監視方法などを含めたシステムとしての管理。
HACCPは、米国で発案、「食品製造の過程で、生産の初期段階から製造・ 加工工程を経て最終消費者に至るまで食品の安全性を保証するための管理方
式」。欧米では、既に食品加工工場だけではなく原料供給関係、流通関係、ファーストフード関係などでも採用。日本マクドナルド社がHACCPを導入している企業としか取引をしないとの明確な方針を提示している。
HACCPには「7つの原則」と呼ばれる重要な項目事項があjり、この「7つ原則」を基により安全で、良い品質の製品を得ることを目標とした管理システム(手順)である:
| 手順1 |
プランの作成及び衛生管理実施を担うHACCPチームを編成。 |
| 手順2 |
原材料および最終製品の確認。 |
| 手順3 |
製品の使用方法(いつ、誰が、どこでどのように食べるのか)の確認。 |
| 手順4 |
製品工程一覧図および製造施設内の見取り図の作成。 |
| 手順5 |
製造工程一覧図、施設内見取り図の現場での確認。 |
|
衛生標準作業手順(SSOP)による一般的衛生管理プログラム作業の確認。 |
| 手順6 |
原則1 危害要因の分析 |
| 手順7 |
原則2 重要管理点(CCP)の決定。 |
| 手順8 |
原則3 管理基準の決定。 |
| 手順9 |
原則4 測定方法(モニタリング)の決定。 |
| 手順10 |
原則5 改善措置の決定。 |
| 手順11 |
原則6 検証手順の決定。 |
| 手順12 |
原則7 記録の維持管理方法の決定 |
|
1)危害の分析・・・Hazard Analysis:
生鮮原材料等の受入→製造・加工→輸送・配送→最終消費者までのプロセスにおいて、どのような危害が、どの段階で、どんな要因で発生する危険性があり、それがどの程度の「危害の重大性」なのかと言うことを明確にする。ここで言う「危害」とは、最終消費者の健康を害することであり、具体的には重金属などの科学的危害、石・硝子片・ヘアピンなどの物理的危害、食中毒菌などの生物的危害を示し、「危害の重大性」とは消費者の健康に及ぼす悪影響の大きさである。
2)重要管理点(CCP)の特定・・・Identify Critical Control Point:
確認された各々の危害に対して、予防のための制御に必要な重要管理点(CCP)を明確にし、また、どのように制御すべきかを決定する。ここで言う「制御」とは例として、食中毒菌を加熱処理工程で殺菌するとかである。この「制御」が適切でないと効果的な危害の予防ができないためきわめて重要な事項である。ISO22000:2005における、PRP, OPRP, CCPの違い(表)。
3)管理基準(危険度の限界値)を設定する・・・Critical Limit:
確認された各CCPにおいて適切な管理基準を設定する。「危険度の限界値」というのは、数値もしくは数値の幅から逸脱すると危害が発生する値もし くは値の幅のことを言う。よって、重要管理点における制御条件は「危険度の限界値」内ということが大前提である。
4)重要管理点の監視方式の決定・・・CCP Monitaring:
重要管理点に於ける制御システムが適正に実施されているかどうかを一定の頻度で監視(モニタリング)するために、その方式を決定する。また、どのような機器を使い、どのくらいの頻度で、誰が実施するのか等明確にしておく。
5)修正措置の設定:
重要管理点での監視の際、制御が管理基準を逸脱した場合にしかるべき修正措置を設定する。これは、制御の範囲外で生産された製品をどう処理するか、制御を元に戻すにはどうすればいいかなどである。
6)システムを検証する為の手順を確立する:
HACCPシステムが当初の計画どうりに実施されているか、また効果的に機能しているかどうかを検証する方法の設定。
7)HACCP計画の文書の作成、保管:
上記の各決定・確定事項を文書として記録に残し体系化をしなければならない。また、その文書には効果的(閲覧の確実性等)な保管方法を確立しておかなければならない。
以上がHACCPの7つ原則の概要である。
「一般的衛生管理事項」(Prerequisite Programs=PP、前提条件プログラム):
HACCPを効果的に機能させるために前もって準備しておくべき“設備条件”。PPが充実している現場では重要管理点(CCP)の設定項目は少なくて済み、管理がしやすくなります。PPは目標並びに設備や器具類などに関するハード面=GMP(適正製造基準,
good manufacturing practice)と、これらを使いこなすための作業手順やさまざまな規則を作って実施するソフト面=SSOP(衛生標準作業手順,
sanitation standard operation procedure)から成り立つ。
GMPを整備する主目的は「製品が汚染されないようにすること」に集約され、設備条件としては「洗浄性や殺菌性に優れていること」「汚物がたまりにくい構造であること」「メンテナンスがしやすいこと」などが挙げられる。泡洗浄:1、2、、
GMP前提条件プログラム:
①FPI(全米食品加工協会の教育機関):1.工場とその周辺、2.衛生施設・手洗い設備、3.工場内の設備(装置)・器具、4.原料の管理、5.保管と流通、6.生産のコントロール、7.従業員トレーニング、8.欠陥取締り基準。
②カナダの食品安全推進プログラム(通称「FSEP」):
1.プレミス(premises):建物外部、建物内部、照明と換気、廃棄物処理、衛生的な施設、水/蒸気/氷の品質と供給, 2.設備(equipment):デザインと設置、食品接触面
、設備の保守、補正(calibration), 3.回収(recalls):回収システム、製品コード流通 の記録, 4. 輸送と保管:(transportation
and storage):車両、温度コントロール、受け入れる材料の保管、最終製品の保管、食用に適さない化学品の保管, 5. 従業員(personnel):技術的教育、健康および衛生の教育、衛生規範,
6. サニテーションとペストコントロール(sanitation and pest control):サニテーションプログラム、ペストコントロールプログラム。
SSOP, SOP:
目的、方法、記録の付け方、検証方法、担当者等を細かく決めて:1._SOPの文書化、 2.従業員のトレーニング、 3.文書にしたプログラムの遵守の検証とプログラムの適切さの検証;水産物モニタリング8分野:1._水の安全性:食品または食品と接触する表面 と接する水または氷の製造に使用される水の安全性 、2.食品の接触面:器具、手袋および外衣を含む、食品と接触する表面 の状態と清潔さ、3.交差汚染:不衛生な物から、食品、食品包装材料ならびに器具、手袋および外衣を含むその他の食品と接触する表面 への交差汚染の予防。また、生原料から加熱調理した製品への交差汚染の予防、4.手洗い設備:手洗い、手の消毒、トイレ設備の維持 、5.製品の汚染防止:潤滑油、燃油、殺虫剤、洗剤、消毒剤、凝縮水ならびにその他の化学的、物理的、生物的汚染物質で食用不適になることから、食品、食品包装材料および食品と接触する表面 を防護、6.毒性物質:有害化合物の適切な表示、貯蔵および使用 、7.従業員の健康状態:食品、食品包装材料および食品と接触する表面 に微生物汚染をもたらすことになる作業者の健康状態のコントロール 、8.食品工場からの有害小動物の駆除。
食品表示(表示制度)
トレーサビリティ(米制度)、食品回収(都制度)
放射性物質に関する基準、
生食用食肉に関する基準(生肉)、
ふぐ加工製品の取り扱いに関する基準、
食品衛生自主管理認定制度(都):HACCP導入の為の段階的改善、
文献:
1.食品製造業における産業医活動(産保21 2012(1);67:14-5.)、
2.日本食品分析センター「JFRLニュース」http://www.jfrl.or.jp/、
3.生物:食中毒(細菌、ウイルス:ノロ)、腐敗=蛋白質分解、変敗=炭水化物・油脂分解、変質:外観・成分変化。
4.物理、
5.化学、
10.ノロウイルス対応マニュアル、ノロウイルス食中毒防止・次亜塩素酸ナトリウム消毒、手洗い、ノロウイルス感染予防の徹底を!防ごう!ノロウイルス食中毒(東京都福祉保健局)、
20.ベンチマークの入り口としての利用:衛生管理マニュアル記載例(東京都食品衛生自主管理認証制度)、
|
| h |
HRD Human
Resource Development |
経営に必要となる人材を戦略的に育成・開発していこうとする考え方で、HRMを人材の育成面から捉えた場合の一連の活動を指す。一般に、人的資源開発、人材開発と訳す。HRDを効果的に進めていくためには、中長期の経営目標と連動して「期待される人材像」を具体的なイメージをもって明確にすることが求められる。 |
| h |
HRM Human
Resource Management |
組織のビジョンや経営目標の達成に向けて、人材の獲得、活用、育成、管理などを中長期的視点から戦略的に行っていこうとする考え方。一般に、人的資源管理、人材マネジメントと訳す。
従来型の「人事管理」は管理志向が強く横並び的であったのに対し、HRMは「人材」に対する確固たる理念と競争優位に立つための独自性が求められる。 |
| h |
HHT |
ヒヤリ・ハット・トラブルのこと。職場で「ヒヤリ」としたり「ハット」したとか、機械などがトラブルを起こしたが災害までに至らなかったような出来事。
|
| h |
hierarchy, ヒエラルキー、ハイアラキー、階層構造、 |
原義:カトリック教会における、僧侶の位階。
安全衛生における階層とは、安全衛生構築の三角形における、頂点より、1.本質安全、2.工学的対策、3.管理的対策、4.個人保護具の使用の4階層のこと。 |
h
|
| h/i |
|
hi
| i |
ILAC |
国際試験所認定協力機構(International Laboratory Accreditation Cooperation, ILAC)。試験所活動のための技術指針、認定のための技術指針、政府機関による認定の活用促進などの指針文書を発行するだけでなく、政府機関による認定の活用の促進、認定制度開発の支援、貿易促進のツールとして試験所認定のプロモーション活動も行っている。
また、欧州地域、アジア太平洋地域の地域間認定機関グループに南アフリカ及びブラジルを加え、相互承認協定を締結しており、各試験所認定機関の質を高く維持するため、相互評価を行っている。現在、相互承認協定のメンバーは45機関となっており、JABもそのメンバーとして参加している。 |
| i |
IEC |
IEC, International Electrotechnical Commission, 国際電気標準会議, 読み方 「アイイーシー」: 電気、電子、通信、原子力などの分野で各国の規格・標準の調整を行なう国際機関。1906年に設立され、1947年以降はISOの電気・電子部門を担当している。本部はスイスのジュネーブ。
ISO, International Organization for Standardization, 国際標準化機構, 読み方 「アイエスオー」:工業標準の策定を目的とする国際機関で、各国の標準化機関の連合体。1947年に設立され、現在では147カ国が参加している。本部はスイスのジュネーブ。略称が英文名称の頭文字語「IOS」ではなく「ISO」になっているのは、ギリシャ語で「平等」を意味する「isos」という言葉が起源のため。
JIS, 日本工業規格, Japan Industrial Standard, 読み方 「ジス」:工業標準化法に基づいて、すべての工業製品について定められる日本の国家規格。
ANSI, アメリカ規格協会, American National Standard Institute, 読み方 「アンシ、アンジー」:アメリカ国内の工業製品の規格を策定する団体。1918年に設立された。日本のJISにあたる。
IEEE, 電気電子学会, Institute of Electrical and Electronic Engineers, 読み方 「アイトリプルイー」:電気・電子分野における世界最大の学会。1963年にAIEE
(American Institute of Electrical Engineers:米国電気学会)とIRE (Institute of Radio
Engineers:無線学会)が合併して発足した。本部はニューヨーク。世界150カ国に38万人以上の会員がいる。エレクトロニクスに関する学会を開いたり、論文誌を発行したり、専門委員会を開いて技術標準を定めたりしている。コンピュータの世界ではLANの規格を定めた802シリーズの標準が特に有名である。
ITU, 国際電気通信連合, International Telecommunication Union, 読み方 「アイティーユー」:電気通信に関する国際標準の策定を目的とする、国際連合の下位機関。本部はスイスのジュネーブ。
|
| i |
IT,
Information Technology 情報技術。
ICT,
Information and Communication Technology 情報伝達技術、情報通信技術(活用)。
IoT
アイオーティー、
Internet of Things、
モノのインターネット。
|
IT: PC、インターネットによるコンピューター情報技術。所管経産省。
ICT: ITによる情報伝達応用・活用法。所管総務省。
IoT: 人がインターネットに接続する前提制限されていた館。情報伝達を、従来インターネット接続していなかったデジタル電気機器端末等からインターネット接続可能とする。「身の周りのあらゆるモノをインターネットにつなげる」ことにより、モノが相互に通信し遠隔からも認識や計測、制御が可能となる。電子ロックから「ドアが開放です」の連絡が入りスマートホンから「施錠」操作する。工場の多段階工程のライン機械からそれぞれ製品製造の進捗結果を調整室に伝達し、前工程と後工程の待ち時間(工程管理ロス)を減らし製造リードタイムを短縮する。
|
| i |
IS |
ISとは、International Standard(国際規格)の略で、TC(Technical
Committee)による検討、参加国代表による投票を受け、正式に発行された規格を指します。
|
| i |
ISMS, BS7799-2 |
組織の情報セキュリティ管理体制や手順の適正さをチェックするマネジメントシステム規格です。BS7799-2(情報セキュリティ管理システム仕様)を元に、日本においてISMS(Information
Security Management System)適合性評価制度として日本情報処理開発協会(JIPDEC)により発行されました。JIPDECの定義では「ISMSとは、個別の問題ごとの技術対策のほかに、組織のマネジメントとして自らのリスク評価により、必要なセキュリティレベルを定め、プランを持ち、資源配分してシステムを運用することである」と定められています。 |
| i |
ISO、
ISO一覧表(2013/09/06)
ISO早わかり、
認定と認証、
ISO認証件数の推移、
IEC,
JAB(マーク)、
ISO用語集、
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
国際標準化機構(International Organization for Standardization)
工業製品の国際標準の策定を目的とする機関で、1947年に設立された。頭文字からはIOSとなるべきであるが、ギリシャ語ISOS(イソス、等しいこと、一様な)になぞらえてISOとなった。本部はスイスのジュネーブにある民間組織。ISOはアイエスオ-と呼ぶ人が多いが、イソでもアイソでも可。
身近な万国共通なISO:ISO68:イソねじ、ISO3166:JPNなどの国名の略号、ISO5800:ISO400などのフィルム感度、ISO6309:非常口の非常灯の標識.。
「I=一歩一歩、S=更なる改善、O=大きな成果」。
審査機構について:品質マネジメントシステム審査登録制度を運用するために、次の4機関が設けられている。1.認定機関:(財)日本適合性認定協会(JAB)があたり、審査登録機関、審査員研修機関、審査員評価登録機関を評価、認定し、登録する。2.審査登録機関:審査登録を希望する組織からの申請を受けて、当該組織のマネジメントシステムの規格への適合性を審査し、適合している場合は登録する(02年5月現在、品質41機関、環境33機関がJABより認定されている)。3.審査員評価登録機関:(財)日本規格協会・品質システム審査員評価登録センター(JRCA)があたっている。マネジメントシステム審査を担当する審査員の基準を公表し、これに基づき評価を行い、資格基準に適合した審査員を登録し、公表する。4.審査員研修機関:マネジメントシステムの審査員希望者に対して、教育・訓練を実施し、試験を行って合格証を発行する。なお、環境マネジメントシステムの場合は、審査員評価登録機関が(社)産業環境管理協会・環境マネジメントシステム審査員評価登録センター(略称CEAR/JEMAI)が当たっているが、全体の仕組みは、品質の場合と同様である。
ここでは、これは、質の担保としての第三者評価としての認定・認証制度である。ISO/IECの審査及び認定・認証の取得システムは以下のようになります:
認定機関accrediation body
申請↑ ↓(基準、規定に基づく)認定・認証
認証機関certification body
申請↑ ↓(基準、規定に基づく)認定・認証
申請者・一般事業所
認定(Accreditation)機関とは:認証機関または認証プログラムが、認証業務を行うのに適格であることを、権威ある機関が審査し、認めること(お墨付きを与えること)をいいます。政府機関のほか、IFOAMやFSCのように、国際NPOによる認定の仕組みもあります。認定機関は1カ国にひとつあります。日本ならJAB (日本適合性認定協会 http://www.jab.or.jp/)とISMS-AC(情報マネジメントシステム認定センター)、イギリスならUKAS、アメリカならRAB、オランダならRVA等などがそれに当たります。これらの認定機関が認証機関に対して認定審査を行い、審査を行うに足るだけの能力があるかどうかという見極めを行い、能力が有ると認めた場合には認定書を授与します。この認定審査を行う為の審査基準は、ISO (国際標準化機構 http://www.iso.org/iso/en/TS00nline.frontpage)及びIEC(国際電機標準会議 http://iec.ch/)で決定された基準およびガイドに基づきます。この審査にパスした認証機関のみが発行できるのが認定マ-ク付き認証です。全ての認定機関が全ての業種について認定できるわけではなく、それぞれ認定範囲の限界があります。たとえば、機械や装置の場合、JAB,
UKAS, RVA, RABのどの認定機関でも品質や環境両方ともに認知書の発行が可能です。それに対して、航空宇宙産業の品質に関しては、UKASとRABは発行できますが、JABとRVAは発行できません。
認証(Certification)機関とは:特定の生産、加工等のシステムが、基準に適合していることを第三者の認証機関が審査し、証明することをいいます。審査は、書類審査のほか、現地訪問による審査が伴うのが一般的で、認証品には認証ラベルが貼付されます。
勝手に認証をすることは可能ですが、その認証書の正当性や質を担保するためには、認定機関からのお墨付きのついた認証の方が重要視されます。なぜなら、弊社が第三者認証をするだけの実力があるかというお墨付きがあってこそ、認証書の価値を高めることができるからです。認定審査を行うための審査の基準は、 ISO(国際標準化機構)及びIEC(国際電機標準会議)で決められた基準およびガイドに基づきます。この審査にパスした認証機関のみが発行できるのが認定マーク付認証書です。どの国の認定マーク付の認証書を発行するかは、申請者の希望によります。ただし、認定は、産業分類に分けられた「認定範囲」にあてはまる申請者にしか認証書を出すことはできないという仕組みなので、どのマークが出せるかには制限があります。ISO内容は、品質マネジメントシステム (quality management system (QMS), quality control system (QC))を目的とするISO9000sばベンチマーク benchmarkのprototypeで、品質管理(精度管理 quality control, QC)→品質保証 quality assurance→品質システム quality system→品質マネジメント quality managementへの階層となっている。
|
| i |
ISOマネジメントシステム規格の整合化(規格統一) |
ISOマネジメントシステム規格の整合化(規格統一)とリスク及び機会への取組み(自社に特化した事業継続)(2012年):
ISO/IEC専門業務用指針 補足指針、附属書、Appendix3
上位構造 (High Level Structure, HLS)、共通の中核となるテキスト、
共通用語及び中核となる定義, http://www.jsa.or.jp/wp-content/uploads/iso_supplement_sl234.pdf
、284-303頁.
(1)マネジメントシステムの共通項番(上位構造)章立て
0.序文 (Introduction)
1.適用範囲 (Scope)
2.引用規格 (Normative references)
3.用語及び定義 (Terms and definitions)
4.組織の状況 (Context of the organization)
4.1組織及びその状況の理解 (Understanding the organization and its contex)
4.2利害関係者のニーズ及び期待の理解 (Understanding the needs and expectations of interested parties)
4.3XXXマネジメントシステムの適用範囲の決定 (Determining the scope of the XXX management system)
4.4XXXマネジメントシステム (XXX management system)
5.リーダーシップ (Leadership)
5.1リーダーシップ及びコミットメント(Leadership and commitment)
5.2方針 (Policy)
5.3組織の役割、責任及び権限(Organizational roles, responsibilities and authorities)
6.計画 (Planning)
6.1リスク及び機会への取り組み (Actions to address risks and opportunities)*
6.2XXX目的及びそれを達成するための計画策定 (XXX objectives and planning to achieve them)
7.支援 (Support)
7.1資源 (Resources)
7.2力量 (Competence)
7.3認識 (Awareness)
7.4コミュニケーション (Communication)
7.5文書化された情報 (Documented information)
7.5.1一般 (General)
7.5.2作成及び更新 (Creating and updating)
7.5.3文書化された情報の管理 (Control of documented Information)
8.運用 (Operation)
8.1運用の計画及び管理 (Operational planning and control)
9.パフォーマンス評価 (Performance Evaluation)
9.1監視、測定、分析及び評価 (Monitoring, measurement, analysis and evaluation)
9.2内部監査 (Internal Audit)
9.3マネジメントレビュー (Management review)
10.改善 (Improvement)
*(2)6.1リスク及び機会への取組み:自社の目的達成に影響を及ぼすSWOT分析(内部の強み、弱み、外部の機会、脅威)・リスクアセスメントによる計画立案。
参照:
アイソワールド
ISO総合研究所
日本工業標準調査会解説(アンチョコ)、
国際規格マネジメント、
口語訳ISO13485、QMS省令、
システムアップ(内部監査チェックリスト)
|
| I |
ISO, commitment:コミットメント |
従来の日本的殿様商売「おまえやれ 良きにはからえ ISO」ではなく、「トップのコミットメント(トップが品質マネジメントシステムの構築と運営全般に積極的にコミットしていることが実証できるようにせよとの要求、トップマネジメントが品質マネジメントシステムの計画、実施及び改善に深く関与すること、並びにその状態を意味している)」が要求されている。義務・責任を意味するobligationと、献身を意味するdevotion、参加を意味するinvolvementを内包されたことばであるが、しかし、誓約、約束、公約、確約、義務、責務、責任、関与、かかわり合い、参加、傾倒、深入りなど、いずれの用語においても原文のニュアンスを伝えきれないので、JIS
Z 9900シリーズと同様に”コミットメント”とした。
コミットメントという言葉は、日産自動車再建のカルロス・ゴーン氏がよく使う言葉を解説した『用語集』が社内でまとめられた:『コミット 目標の達成を責任を負って約束すること、逃げないで責任をはっきりとろうとする姿勢』『タスク 何をいつまでに、が明確な課題』と。中でも『コミット』。個人や組織の目標を明確に約束し、もしその数値目標を達成できない場合はその責任を取る不退転の公約・決意・意思表明のことをこのように呼ぶ。他方、コミットメントを宣言することによって、組織の向かってゆく方向性やゴールが誰にでも分かり易くなる。組織の他のメンバーや取引業者なども、それに合致した行動を取ることができる。また責任を明確にすることによって、本人が本気であるのが分かる。例えば、品質方針書に会社のオーナーが署名し、これを公に提示する方法がある。これによって、従業員と顧客の双方に対してオーナーが品質についてのコミットメントを示すことになる。」とある。すなわち、「公約」である。
|
| I |
ISO, communication、communicate:伝達、周知、コミュニケーション |
”communication”及び動詞の”communicate”は、文脈に応じていくつかの訳し別けをした。伝えればよいときは”伝達”、伝わり理解され実施され得る状況にする意味のときには”周知”、また、双方向の伝達が主意のときには”コミュニケーション”とした。
|
| I |
ISO, competence:力量
|
”competence”には”力量”という訳を当てた。単に”適格性”では、要求事項を実施する能力を持っているかが不明確であり、要求事項を確実に実施できる能力があるということを明確にするためである。
|
| I |
ISO, consistent pair:整合性のある一対の規格 |
ISO9001とISO9004との一対の規格を、このように表現している。”consistent”をどう訳すかが問題となった。この意味は、ISO9001とISO9004とが、構造的に対応していて、内容的に矛盾がなく、両規格とも単独で使えるということである。”一貫した”、”相互に矛盾しない”、”整合した”、”調和のとれた”などの候補が挙がったが、最終的に”整合性のある一対の規格”とした。 |
| I |
ISO, customer satisfaction:顧客満足 |
我が国で顧客満足と言えば、相当高いレベルで満足した状態を示すことが多いが、JIS Q 9000ファミリーでの意味はそうではない。”satisfy”とは、”satisfy”するかどうかの限界を超えることである。”satisfactory(満足な)”は、優・良・可・不可の”可”程度に相当する。顧客要求を辛うじて達成した状態でも”satisfaction”である。もちろん、それよりも高いレベルの顧客満足であっても構わないが、顧客要求事項を辛うじて達成したと顧客が受けとめれば、それが”customer satisfaction”である。この用語における重要な概念は、非常に満足している状態を意味するのではなく、どの程度満たしているかに関する顧客の受けとめ方にある。こうした意味合いを表すために、”顧客要求達成認識”(顧客要求事項を達成したかどうかに関する顧客の認識)という訳語も検討した。しかし、”CS=顧客満足”という言い方が定着しているので、訳語は顧客満足とした(2.5のi)を参照)。 |
| I |
ISO, design and development:設計・開発 |
”design”と”development”という2つの行為を合わせたものではなく、”design and development”という一連のプロセスを意味していることを踏まえて、訳語としては、”設計・開発”とした。原語と同じく、”設計”と”開発”ではなく、”設計・開発”と総称される一連の活動である。
|
| I |
ISO, determine:明確にする、決定する、定める |
”determine”は、対象の性質を明らかにして何かを定めるという意味であるが、対象の理解が主意であるときは”明確にする”、また、決定が主意であるときは”決定する”または”定める”と訳した。 |
| I |
ISO, device:機器、機器・道具 |
JIS Z 9901では、”measurement equipment(測定装置)”と記述していた。JIS Q 9001では、”measuring and monitoring device”の”device”を、”機器”と訳した。しかし、ISO9004では、”device”を単独で使うこともあり、そのときの意味は、”特定の機能のために設計されたまたはある目的に適合させたもの(A thing designed for a particular function or adapted for a purpose)”である。実際、ISO/TC176/SC2/WG18におけるISO9004検討タスクグループでは、”equipment”に対して”device”はもっと広い範囲のものを指しており、例えば、チェックリストなども含めてもよい、という議論があった。このことから”device”に”機器”という用語を当てるだけでは、範囲を限定しすぎるので、JIS Q 9004に限っては、範囲を少し広げて”機器・道具”とした。 |
| I |
ISO, effectiveness:有効性、efficiency:効率 |
あるシステムや方法論が”有効である”と表現する場合には、効率も含めてよい結果が生じることを意味することが多い。しかし、JIS Q 9000ファミリーにおける対比的なこの2つの用語は、結果が達成されたかどうかと、その過程がどうであったかを区別したいために用いているのであるため、”有効”とは結果が達成されていることを意味しているに過ぎない。同じような結果を達成し得たときに、そのために消費された資源(人、もの、金など)がより少ない場合を、効率的であると表現している。”effectiveness”の訳語として”有効性”とし、また、”efficiency”の訳語は”効率”とした。また、ISO9000ファミリーには、形容詞として”effective and efficient”、副詞として”effectively and efficiently”が頻出するが、それぞれ”効果的で効率的な”及び”効果的で効率良く”の訳語を当てた。 |
| I |
ISO, ensure:~を確実にする、確実に~する |
”ensure to ~”及び”ensure that ~”は、toやthat以下のことが確実に実現できるような状況にする、場を作る、仕組みを作ることなどを意味するが、”~を確実にする”、または”確実に~する”と訳した。
|
| I |
ISO, establish:確立する、作成する、設定する |
”establish”は、文意によって”作成する”、”設定する”、”確立する”などの訳語を当てた。 |
| I |
ISO, identify、identification:識別(する)、特定(する)、明確化(する) |
”identify”は、ある対象がまさに考慮の対象であると特定するという意味であるが、文脈に応じて、”識別する”、”特定する”、”明確にする”または”明確化する”と訳した。 |
| I |
ISO, interrelation、interaction:相互関係、相互作用 |
JIS Q 9001では、これらを”相互関係”とし、JIS Q 9004ではそれぞれ”相互関係”及び”相互作用”と訳した。JIS Q 9001で、これらの用語の訳語を同じにした理由は、ISO9001の改訂審議において、”interrelation”と”interaction”とには意味の上で差がなく、”interaction”は、”interrelation”の意味で用いられていることを確認したことによる。したがって、JIS Q 9001では規格作成者の意図をくんで両方とも”相互関係”とした。一方、JIS Q 9004ではこれらの単語は明確に異なった意味で用いることを意図しているので訳し別けた。 |
| I |
ISO, management:マネジメント、運営管理、運用管理 (1) |
”management”は、”マネジメント”、”運営管理”及び”運用管理”の3つを文意によって使い分けた。
”management system(マネジメントシステム)”、”quality management(品質マネジメント)”、”quality management system(品質マネジメントシステム)”及び”quality control(品質管理)”は、JIS Z 9900シリーズから訳語を変更した。これまでは、”quality management”、”quality control”を、いずれも品質管理と訳し、それと区別するために、”quality control”に”品質管理手法、品質管理(狭義)”という訳語を当てていた。今回の改正では、マネジメントというカタカナ表記が一般化してきていることを考慮し、”management”と”control”とを、明確に区別するために、”management”には”マネジメント”を、”control”には”管理”という訳語を当てた。文脈によっては、マネジメントは”運営管理する”という動詞で訳した方が適切な場合があるので、”運営管理”という訳語を追加した。また、資源のマネジメントについては”運用管理”という訳語を当てた。 |
| I |
ISO, management:マネジメント、運営管理、運用管理 (2) |
”management”は運営管理活動だけでなく、運営管理をする人、すなわち管理者を指す場合がある。JIS Q 9000の3.2.6(マネジメント、運営管理、運用管理)の参考では、”人”に対して用いる場合には、”management”を単独で用いてはならず、何らかの修飾語を付けて用いるようにと記述している。”トップマネジメント”がその例である。しかしながら、”management responsibility”、”management representative”、”management review”などがISO9001及びISO9004で使われており、これらはいずれも人を指す。これらの語は、それぞれ”経営者の責任”、”管理責任者”、”マネジメントレビュー”と訳した。 ISO9004では、人の意味で単独に”management”が多数用いられている。その際には、JIS Q 9004では、文脈に応じて”経営者”または”管理者”という訳語を当てた。
|
| I |
ISO, performance:実施状況、成果を含む実施状況、パフォーマンス、出来栄え
|
JIS Q 9004は、パフォーマンスの向上の指針であるために、多くの場面で”performance”は、種々の意味をこめた使い方がされており、”パフォーマンス”とカタカナ表記にした。また、製品については”出来栄え”とした。JIS Q 9001では、”実施状況”または”成果を含む実施状況”と訳した。
|
| I |
ISO, qualification:適格性確認、承認 |
”qualification”は、規定要求事項が満たされていることを実証するプロセスを経て、基準に適合している状態を意味し、人、製品、プロセスまたはシステムのいずれについても用いる。 JIS Z 9901の参考(品質管理と品質保証の規格-用語)の2.13では、”qualification”を”適格性確認”、”資格認定”という2つの訳語を当てていたが、JIS Q 9000ファミリーでは、人については”適格性確認”、ものについては”承認”という訳語を当てた。
|
| I |
ISO, release:リリース、delivery:引渡し
|
”release”は、次の段階へ進めてよいことの確認に基づき先に進めることを意味し、顧客を含む次の工程へ進めることを意味する。一方で、”delivery”は顧客への引渡しを意味する。”release”の訳には、”リリース”を当て、文意に応じて”リリース(次工程への引渡し)”、”リリース(次工程への引渡しまたは出荷)”または”リリース(出荷許可)”と訳した。”delivery”は”引渡し”と訳した。
|
| I |
ISO, review:レビュー、見直し、確認、内容確認
|
JIS Q 9000の3.8.7(レビュー)に基づく行為については、”レビュー”と訳した。”レビュー”、”デザインレビュー”、”マネジメントレビュー”などである。その他の場合には、原則として”内容確認”とした。”review”は、動詞としても使われるが、その場合には”レビューする”または”確認する”とした。例:Quality
Management System (QMS)におけるQuality System Cycle (PDCA cycle)のCheckとしてのQMS
reviewは、検査と試験、内部品質監査、外部品質監査によって構成される。
検証(要求満足)、妥当性確認(要求の背景・本質の満足、試作品で確認)、レビュー(検証・妥当性確認を会議)。
|
| I |
ISO, shall:~すること、should:~するとよい、~すべきである |
ISO9000には、要求事項であることを示すために助動詞”shall”が、ISO9004では、推奨事項であることを表すために助動詞”should”が使われている。これをどう訳すかが問題となった。1994年版でも問題になり、そのときは”shall”は”~すること”、”should”は”~する”とした。 JIS Z 8301(規格票の様式)では、”shall”は”~しなければならない”及び/または”~する”、”should”は”~するとよい””~することが望ましい”などと訳すことが推奨されている。
JIS Q 9001については、JIS Z 8301に従って、”~する”とすることを検討したが、これでは事実を陳述した平叙文との区別がつかないため、1994年版と同様に”~すること”とした。
JIS Q 9004については、この規格を指針として採用することを決定した組織にとっては、規格に記述されている指針は要求事項に準じるものになるはずであるとの考えから、比較的強い表現である”~すべきである”を原則とする方向で検討していた。最終的には、JIS Q 9001とのバランスを考慮して、”~するとよい”を採用することになった。ただし、一部には”~すべきである”も使用している。 |
| I |
ISO, requirements 要求事項、
ISO, statutory and regulatory requirements:法令・規制要求事項 |
要求とは: 需要(顧客)と供給の関係において、従来は、供給側は出荷商品そのものの品質管理でよかった。が、顧客重視・顧客満足が求められ、顧客からの品質保証を要求され、品質管理システムの明文化・開示が必要となった。
ISO9000にある”requirement”の定義中の”obligatory”の実体である[JIS Q 9000の3.1.2(要求事項)参照]”statutory”は、政府及び地方自治体による法令、並びにそれらに基づく行政指導を含む。また、”regulatory”には、政府及び地方自治体の規制の他に、業界団体などの自主規制も含まれる。このように、多様な要求事項があるが、これらを全て”法令・規制要求事項”という訳語に含ませることにした。”法令・規制要求事項”の”法令”には、”行政指導”を含まないが、他に適切な”statutory”に対応する訳語がないのでこれを当てた。この規格で使用する場合は”statutory”と同様に”行政指導”を含むものとして扱っている。
参照:要求事項と業務内容の関係(山室隆彦、UFJ総合研究所)、
|
| I |
ISO, training:訓練、教育・訓練、education:教育 |
”training”は”訓練”、”education”は”教育”と訳した。ISO9000ファミリーには多くの場合、”training”と”education”とが並列で用いられているが、”training”が単独で用いられている場合には、”教育・訓練”とした。
|
| i |
ISO、用語の定義 |
語の定義、使い分けはあまり意味がない:
「適合性、妥当性、有効性」などの区別に、和訳版を国語辞典や、しばしばISO英語版を英英辞典で鑑別されることがある。確かに、この3語は、実施前・中・後、サービスの提供側・受け取り側、事業規模等の観点から、使い分けられもするが、「顧客満足」の1語で置き換えてもOKであり、これは、「顧客満足」を群盲象を撫でるである。語句よりも、本質的意味を大切にしてほしい。
同様に、「安全、安心」は民謡の合の手の如くしばしば重複して使われるのである。安全は安全を提供する側が使い、安心は安全の受け手側が判断することであり、同一の安全を裏表から見た同義語である。故に、安全の無い安心は無い。「安全、安心」とは「安全」の蛇足表現でしかない。
|
| i |
ISOとは、分厚い文書作成と何でもかんでも手順書作り?
倒産した会社の床に積み上げられた会議録と沢山の文書を見て、小田原評定を彷彿とさせる。誰が書いたのか要旨の無い資料と、長い説明と考察のみの会議では寂しすぎる。
肝の無い、Ahも無い、自己満足の文書づくりの時間外は止めなさい。
|
?蛇足:
自施設のISO立上げ前、文書作成の責任者に申し渡した。「顧客からの訴訟も無く50年間我々の組織は存続してきた。新しくISO用の文書を作成するのでなく、現状のプロセスを文書にしてほしい。高望みのコンサルタントの営業用の文書をなぞるな。手順書の手順書を作成する、屋根の上に屋根を作ることはするな。文書を単票でキー入力するのは極力するな。1度しか見ない文書は手書きで十分、見た目だけのキー入力文書は作成するな。エクセル表形式でプロセスと経過・是正・改善・進捗が一覧できる形式にしろ。コミュニケーション・教育は朝礼での全員の話し合いの電子レコ-ダー記録で代用しろ。話し合いは、各自の事前配布資料検討を前提に、説明無しで、検討だけをやって、短時間で終えること(参加従業員の会議時間給与分以上の有効性と具体性を翌日に期待できる会議を目指せ)。」手順書を見ながら、手順書を見なければ作業ができない程の知識では、プロではない。手順書は経験値・改善知の備忘録でしかなく、高層建築の足場の上で、厚い手順書を見ながら作業をするバカはいないはずである。
話し合い先行・内容録音AI要約記録で対応して、できる限り文書作業の所要時間を省略して、文書作成で嫌気がすことが無いように、そして、文書作成に主力を費やして本来の改善をおろそかにして有効性が無いのでISO継続を止めることが無いことを期待したい。
熟練技の属人化を形式知としてマニュアル化することは意義がある。しばしば見かける労災はステレオタイプの業務に多く、労災発生率の経時的変化を見てもその減少率は低迷しており、解決策としての手順書を重ねても減少しない。減少した労災率を0に近づけることはコストの急激な上昇を招く。マニュアル万能の時代、昨今怒鳴ることが軽蔑される風潮となっているが、マニュアル整備されていないアナログな職長の現場力が期待される。
マニュアル作成の参考にされないであろうが、「穴1mが一命とる」の如く、現場での危険有害業務時の「バカモン」の怒鳴り声で急場の命取りから免れた従業員も多い。
|
|
|
|
| i |
ISO/TC |
ISO規格開発の為の専門委員会Techinical Committee (TC)。ISO/TC176。 |
|
|
|
|
|
|
| i |
ISO10002:2004、
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
、、、 |
苦情対応マネジメントシステム、
組織における苦情対応のための指針(認証規格でないガイドライン)、
JISZ9920と同様に、苦情対応の要素を実現し、苦情対応手順を維持・管理・改善していく枠組みを与える規格。日本を始め、オーストラリア、イギリスなどにも苦情対応の独自規格が存在し、それらを元にISO10002:2004として2004年7月1日発行されました。インターネットを通じて世界的な取引が容易となった現代の企業には有効な枠組みといえます。
| 1 |
適用範囲 |
| 2 |
引用規格 |
| 3 |
定義 |
| 4 |
基本原則 |
| 4.1 |
一般 |
| 4.2 |
公開性 |
| 4.3 |
アクセスの容易性 |
| 4.4 |
応答性 |
| 4.5 |
客観性 |
| 4.6 |
料金 |
| 4.7 |
機密保持 |
| 4.8 |
顧客重視のアプローチ |
| 4.9 |
説明責任 |
| 4.10 |
継続的改善 |
| 5 |
苦情対応の枠組み |
| 5.1 |
コミットメント |
| 5.2 |
方針 |
| 5.3 |
責任及び権限 |
| 6 |
計画及び設計 |
| 6.1 |
一般 |
| 6.2 |
目標 |
| 6.3 |
活動 |
| 6.4 |
経営資源 |
| 7 |
苦情対応プロセスの実施 |
| 7.1 |
コミュニケーション |
| 7.2 |
苦情の受理 |
| 7.3 |
苦情の追跡 |
| 7.4 |
苦情の受理通知 |
| 7.5 |
苦情の初期評価 |
| 7.6 |
苦情の調査 |
| 7.7 |
苦情への対応 |
| 7.8 |
決定事項の伝達 |
| 7.9 |
苦情対応の終了 |
| 8 |
維持及び改善 |
| 8.1 |
??情報の収集 |
| 8.2 |
苦情の分析及び評価 |
| 8.3 |
苦情対応プロセスに対する満足度 |
| 8.4 |
苦情対応プロセスの監視 |
| 8.5 |
苦情対応プロセスの監査 |
| 8.6 |
苦情対応プロセスのマネジメントレビュー |
| 8.7 |
継続的改善 |
|
|
| i |
ISO100192005
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO10019とは、「品質マネジメントコンサルタントの選択及びサービス利用の指針」のための規格であり、コンサルタントに必要な資質、専門知識、経験などについて規定。
JIS Q 10019:2005 (ISO 10019:2005)
序文
1. 適用範囲
2. 引用規格
3. 定義
4. 品質マネジメントシステムコンサルタントの選定
4.1 選定プロセスへのインプット
4.2 コンサルタントの力量
4.3 倫理的考慮事項
5. 品質マネジメントシステムコンサルタントのサービスの利用
5.1 コンサルタントサービス
5.2 コンサルタントサービス契約
5.3 コンサルタントサービスの有用な考慮事項
|
|
| i |
ISO11161:2007
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
統合生産システム(safety of machinery as intgrated manufacturing system, タスクゾーン化によるリスク低減。複数ライン設備としての機械類のtype
B1の安全規格) |
| i |
ISO12100:2003,
ISO12100-1=JIS B 9700-1,
ISO12100-2=JIS B 9700-2,
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO12100:2010(単一設備としての機械類のtype Aの安全規格)は、以下の4規格により構成される:
1.ISO12100-1:2003:機械類の安全性(機械安全, Safety of machinery)を達成する為に必要な54の基本用語、11種類の危険源、リスク低減の為の方法論(リスクアセスメント)。
2.ISO12100-2:2003:機械類の安全性達成の為の技術原則(本質安全設計方策、安全防護策・付加保護方策、使用上の情報)。
3.ISO14121-1:2007: リスクアセスメント、原則。
4.ISO14121-2:2007: リスクアセスメント、実践の手引き及び方法の例。
常識: 国際機械安全規格の階層:
1.type A: 基本安全規格、全機械に共通する基礎概念、
2.type B: グループ安全規格、共通する安全側面(type B1、安全距離、表面温度、噪音等)と安全関連装置型式(type B2、両手操作装置、インターロック装置、ガード等)、
3.type C: 個別機械安全規格(プレス、産業ロボット、研削機械、包装機械等)、
参考:「機械の包括的な安全基準に関する指針」のリスクアセスメント導入による改正「機械の包括的な安全基準に関する指針」(平成19年7月))。
|
| i |
ISO13407
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO13407とは、いわゆるヒューマンセンタードデザインに関する国際規格です。英語名は"Human-centred design processes for
interactive systems"といい、「インタラクティブシステムの人間中心設計過程」と翻訳されています。国際標準化機構(International
Organization for
Standardization)により1999年に制定されました。この規格はコンピューター画面やコンピューターを組み込んだシステムの使い勝手をユーザーの視点に立って設計・構築することを求めており、特に組織に対してユーザビリティ試験施設、関連部署・人員の配置、教育の実施などが求められている点が特徴的です。
|
| i |
ISO13485:2003, 医療機器、、ISO13485;2016,
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
医療機器における品質マネジメントシステム。医療機器における品質マネジメントシステムの国際規格です。原文はISO 13485(Medical devices-Quality
management systems-Requirements for regulatory purposes)で、翻訳版がJIS Q 13485(医療機器-品質マネジメントシステム-規制目的のための要求事項)です。医療機器の品質を安定的に確保するために開発されたもので、初版は1996年で、現行版は2003年に発行されたものです。この規格のベースはISO
9001ですが、「顧客満足」と「継続的改善」は医療機器の規制になじまないという理由で除外されています。この規格はもともと規制目的で開発されたものだからです。/TC210(医療用具の品質管理と関連する一般事項)で審議されたISO
13485(JIS Q 13485: 品質システム―医療用具―JIS Z9901を適用するための特別要求事項)、ISO 13488(JIS Q
13488:品質システム―医療用具―JIS Z9902を適用するための特別要求事項)、
旧薬事法(1960年)→改正:「薬事法等の一部を改正する法律」(2013年11月27日法律第84号)→「医薬品、医療機器等の品質、有効性及び安全性の確保等に関する法律(薬機法、医薬品医療機器等法)」:安全対策を強化(医薬品等の製造販売業者は、最新の知見に基づき添付文書を作成し、厚生労働大臣に届け出るものとされ、併せて、迅速な情報提供を行うため、届け出た添付文書を直ちにウェブサイトに掲載すること)
適用範囲:
医薬品、医薬部外品、化粧品、医療機器、体外診断用医薬品、再生医療等製品、
製造業、製造販売業、販売業、修理業、貸与業、
有効性、安全性:リスクアセスメントを重視(ISO14971)、無許可取締り、健康食品広告表現禁止事項、
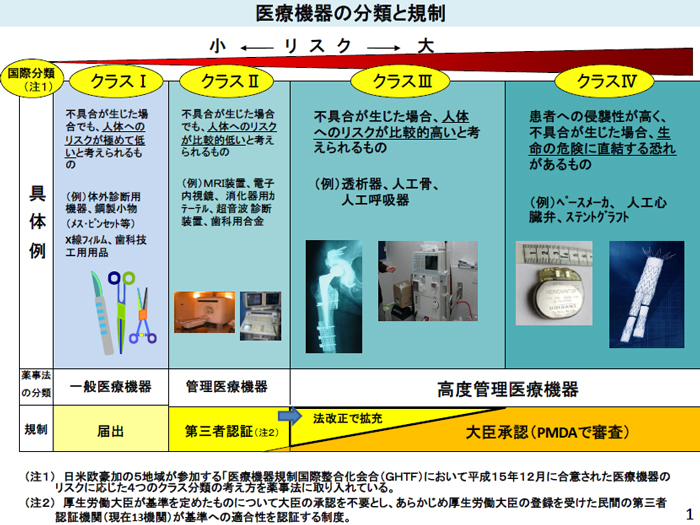 |
参照:
(1)改正薬事法(2002年7月)、
(2)改正薬事法施行規則等の一部改正の省令(2004年7月)、
(3)製造販売業の許可要件となる製造販売品質保証基準(GQP)、
(4)製造販売後安全管理基準(GVP)、
(5)製造業及び製造販売業の遵守要件となる製造管理及び品質管理の基準(GMP)。
参照:
1.口語訳ISO13485・QMS省令、
2.口語訳ISO13485(医療機器)、、
3.口語訳QMS省令(平成26年度版 2014)、
4.ISO13485:2016とQMS省令対比表、
|
| |
|
、 |
| i |
ISO14001:2015 (III),
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
(株)パデセア 黒柳要次、
ISO14001:2015規格解説(岩崎)、(口語訳)、
ISO14001:2004 (II),
ISO14001:1996 (I),
一覧表(2008)、
ISO14000ファミリー(2007)、
ISO14000 series 一覧表(2006)、
ISO14001:2015.
、
口語訳ISO14000,
アイソ・ワールド(辻井浩一)、
ISO14001早わかり、
ISO/TC207 for ISO14001、
ISO14001、
構築、
合格の条件、
チェックリスト、
環境法一覧表、
環境関連法(法、施行令、施行規則)、
環境法令:施設適用要件一覧、
気候変動適応法(2018/6/13公布、2018/12/1施行)・地域気候変動適応計画策定マニュアル(2018/11、環境省)とSustainable Development Goals (SDG), 持続可能な開発目標,
環境配慮設計・LCA・上流から下流まで:EMSのアクセル役としてのEU指令一覧・今後克服すべき貿易制限、
環境省動画チャンネル、
システムアップ(内部監査チェックリスト:QMS, EMS)、
|
ISO14001の履歴:
環境問題への関心が高まる近年、1992(平成4)年ブラジルのリオ・デ・ジャネイロで開催された「地球サミット」は、21世紀に向けての国家と個人の行動原則である「環境と開発に関するリオ宣言」と、これを実行するための行動計画である「アジェンダ21」を採択した。こうした流れの中、国連環境計画(UNEP)が設立した「持続的発展のための産業界会議(BCSD)」では、製品や製造工程、サービスによる環境破壊を最小限にくい止め、環境に与える影響をできるだけなくすために、国際規格の開発が有効な手段となるとの考えに立ち、ISO(国際標準化機構)に対して環境に関する国際標準化への取り組みを要請。
①ISOでは1993(平成5)年2月の理事会で環境マネジメントシステムに関する専門委員会TC(専門部会)207を設置、1996(平成8)年9月に世界初の環境マネジメントシステムの国際規格であるIS014001が発行された。
日本でもこれに対応し、1996(平成8)年10月にJIS(日本工業規格)よりISO14001の翻訳規格としてJISQ14001が発行された。
②ISOでは5年に1回規格を見直すことになっている。これに対応し、2004年12月にISO14001:2004が発行された。2004年版改訂の主旨は、「ISO9000及びISO9001との両立性の向上」と「既存の規格の理解を助けるための明確化」、「新規又は追加の要求事項は排除する」の3点であった。
③ISO14001:2015改訂の趣旨は、マネジメント規格共通の上位構造の項番、組織並びに組織を取り巻く状況・リスクと機会、パフォーマンス評価、改善強化である。
ISO14001:2015とISO14001:2004箇条構成の対比
| ISO14001:2015 要求事項 |
ISO14001:2004 要求事項 |
| 4 組織の状況 |
* |
| 4.1 組織及ぴその状況の理解 |
* |
| 4.2 利害関係者の二一ズ及び期待の理解 |
* |
| 4.3 環境マネジメントシステムの適用範囲の決定 |
4.1 一般要求事項 |
| 4.4 環境マネジメントシステム |
4.1 一般要求事項 |
| 5 リーダーシツプ |
* |
| 5.1 リーダーシップ及びコミットメント |
* |
| 5.2 環境方針 |
4.2 環境方針 |
| 5.3 組織の役割、責任及ぴ権限 |
4.4.1 資源、役割、責任及び権限 |
| 6 計画 |
4.3 計画 |
| 6.1 リスク及び機会への取組み |
* |
| 6.1.1 一般 |
* |
| 6.1.2 環境側面 |
4.3.1 環境側面 |
| 6.1.3 順守義務 |
4.3.2 法的及びその他の要求事項 |
| 6.1.4 取組みの計画策定 |
* |
| 6.2 環境目標及びそれを達成するための計画策定 |
4.3.3 目的、目標及び実施計画 |
| 6.2.1 環境目標 |
4.3.3 目的、目標及び実施計画 |
| 6.2.2 環境目標を達成するための取組みの計画策定 |
4.3.3 目的、目標及び実施計画 |
| 7 支援 |
4.4 実施及び運用 |
| 7.1 資源 |
4.4.1 資源、役割、責任及び権限 |
| 7.2 力量 |
4.4.2 力量、教育訓練及び自覚 |
| 7.3 認識 |
4.4.2 力量、教育訓練及び自覚 |
| 7.4 コミュニケーション |
4.4.3 コミュニケーション |
| 7.4.1 一般 |
4.4.3 コミュニケーション |
| 7.4.2 内部コミュニケーション |
4.4.3 コミュニケーション |
| 7.4.3 外部コミュニケーション |
4.4.3 コミュニケーション |
| 7.5 文書化した情報 |
4.4.4 文書類 |
| 7.5.1 一般 |
4.4.4 文書類 |
| 7.5.2 作成及び更新 |
4.4.5 文書管理、4.5.4 記録の管理 |
| 7.5.3 文書化した情報の管理 |
4.4.5 文書管理、4.5.4 記録の管理 |
| 8 運用 |
4.4 実施及び運用 |
| 8.1 運用の計画及び管理 |
4.4.6 運用管理 |
| 8.2 緊急事態への準備及び対応 |
4.4.7 緊急事態への準備及び対応 |
| 9 パフォーマンス評価 |
4.5 点検 |
| 9.1 監視、測定、分析及び評価 |
4.5.1 監視及び測定 |
| 9.1.1 一般 |
4.5.1 監視及び測定 |
| 9.1.2 順守評価 |
4.5.2 順守評価 |
| 9.2 内部監査 |
4.5.5 内部監査 |
| 9.2.1 一般 |
* |
| 9.2.2 内部監査プログラム |
* |
| 9.3 マネジメントレビュー |
4.6 マネジメントレビュー |
| 10 改善 |
* |
| 10.1 一般 |
* |
| 10.2 不適合及び是正処置 |
4.5.3 不適合並びに是正処置及び予防処置 |
| 10.3 継続的改善 |
* |
|
ISO14001導入長所:
商取引上の要請への対応(安定した取引)、
環境コスト(紙・電気・ゴミ・水・燃料系等)の削減、
環境関連商品の売上アップ・市場拡大、
社員に対する環境意識の醸造。
ISO14001導入短所:審査合格だけを目的とした企業に多い:
文書・記録の増加による業務圧迫、
審査・コンサル料金による経費増加、
紙・ゴミ・電気などのコスト削減が尽きたことによるマンネリ化、
顧客対応のスピードが遅くなる(縦割り組織へと変貌)、
現場での不適合隠し。
俯瞰した場合、役所・学校・事務所等のEMS認証の意義は小さい。環境に配慮している自己宣伝・選挙運動とみなされる。一次産業・二次産業、特に製造業における環境法令遵守・LCA・MFCの意義は大きい。放射性物質漏洩・公害の後始末の大変さを先例として、当然、環境法令の遵守は厳格でなければならない。また、消費者の3R意識の向上は幼児期から教育されるべきであろう。
ISO 14000は、たいていISO 14001(環境マネジメントシステム―要求事項及び利用の手引)の意味で使用します。ISO 14000もISO
9000同様にファミリー規格が存在しますが、「ISO 14000」を「ISO 14000ファミリー」の意味で使う人はめったにいません。ISO
14001は第三者機関による認証登録のスペックとして使用される場合が多いですが、自己宣言のためのスペックとして使っている例もあります。規格内容を大雑把に言うと、組織が、法的要求事項と組織が同意する要求事項、さらに著しい環境側面の3つを考慮に入れた方針・目的を展開するために定められた環境マネジメントシステムです。(A) 環境マネジメントシステムの国際規格。組織の活動、製品・サービスによる、又は間接的に与える著しい環境影響や
環境リスクを低減し、発生を予防するための行動を継続的に改善できるか否かを チェックするためのISO規格です。環境監査と環境管理システムの国際規格のこと。(B) ISO14000シリーズは、1.企業の環境管理組織に関する規格、2.製品の環境評価に関する規格で、構成されている。(C) ISO14001の基本理念:基本理念の内容については、規格の条文及び適用範囲に次のように記載されている。1.非関税障壁、法規制強化を目的とはしていない。2.環境保全及び汚染予防の実施は社会経済的ニーズとバランスの取れたものでよいとしている。3.どのような企業にも適用できる(企業の種類・規模、地理的・文化的・社会的条件に適応)。4.「第三者認証」にも「自己宣言」にも使うことができる。5.客観的に監査可能な要素に限定している。6.環境パフォーマンスに対する要求事項は企業が定めた方針の枠内で設定できる。環境パフォーマンスとは、環境マネジメントシステムを実行して得られた環境側面に関する成果をいう。「環境行動実績」と訳す場合もある。7.環境パフォーマンスの基準は設定しないようになっている。EMSは本来、「パフォーマンスの改善」を目的としているが、具体的なパフォーマンス要求の基準は組織が自主的に決めるものであるため、ISO14001ではパフォーマンスの改善を目的とした「システムの改善」に要求事項を特化している。つまり、パフォーマンスとシステムは表裏一体のものであり、システムが改善されることにより、環境パフォーマンスの向上が得られるという考え方である。8.適切かつ経済的で、最善の利用可能な技術?BAT(Best
Available Technology)の導入を奨励している。9.労働安全・衛生管理については基本的に取り扱わないが、組織が自主的に取り入れるのは構わない。(D) ISO9000との相違:ISO14000の両方とも英国規格(BS)をたたき台として作成されている。システムのサイクルとして方針を設定し、その実現に向けて活動し、管理し、見直し、継続的改善を行う仕組みを定めた規格であることは共通している。異なるのはISO9000が製品購入者、供給者などの取引関係者に適用されるのに対し、ISO14000は一般市民も含め、広く利害関係者を対象とする点である。
ISO14001は、企業や組織が活動する時に、環境に配慮する仕組みを作る手段書である。常にその仕組みを改善するPDCAシステムを作り、自企業・自組織に最適で、まず出来るところから始めることが許容されているので、導入しやすい長所がある。以下に、通勤解速27分でわかるISO[ISO14001編」、株式会社シスウエイ編、2003、東京の巻末資料(1)「台所の環境側面と環境影響」から理解するISO14001を参照されたい:目からウロコです!
| ~を使って、インプット側の環境側面 |
作業工程 |
~を排出する、アウトプット側の環境側面 |
環境影響 |
管理、何をどうすれば環境影響を防げるか |
| ス-パ-のビニ-ル袋 |
材料購入 |
使用済みのビニ-ル袋 |
ごみ問題 |
買い物袋持参、購入先の変更 |
| 電気 |
保存、冷蔵庫 |
* |
エネルギ-問題 |
買い物メモなので計画的に買う、冷蔵庫の詰め過ぎをしない |
| 水 |
洗浄、野菜、米とぎ |
汚水、米のとぎ汁 |
水質汚染、水資源枯渇 |
効率の良い洗浄、たらいを使って水の節約 |
| 材料 |
材料を切る |
切りくず |
ごみ問題 |
肥料化 |
| 材料、電気、ガス、油、調味料 |
調理 |
二酸化炭素、臭い、換気扇の騒音、廃棄油 |
大気汚染、悪臭*、騒音、水質汚染、エネルギ-問題 |
効率の良い調理手順、調理の時間帯を工夫、油の再利用、油の廃棄は固定してから |
| * |
食事 |
残飯 |
ごみ問題 |
作り過ぎない |
| 洗剤、水 |
洗物 |
残飯、汚水、器具破棄 |
ごみ問題、水質汚染、水資源枯渇 |
堆肥(コンポスト)化、洗剤非使用、たらいを使って水の節約、割り箸を止めて繰り返し使える器具に変える |
| 電気 |
保存、冷蔵庫 |
残飯 |
再利用 |
残り物を利用したメニュ-(雑炊) |
| 電気、水 |
掃除、掃除機、雑巾がけ |
ダスト、汚水 |
水質汚染、エネルギ-問題 |
効率の良い掃除の手順 |
*悪臭防止法、概要、総論(神奈川県)、特定悪臭物質による濃度規制基準、ニオイセンター・匂いの環境(新コスモス電機)、ガステック惡臭検知管、
**大気汚染防止法、概要、
***水質汚濁防止法、概要、
プロセス管理(部署別監査項番):
| 経営プロセス |
計画プロセス |
運用プロセス |
監視、測定、分析、評価プロセス |
改善プロセス |
| (経営者) |
(EMS/事務局) |
(現場) |
(現場) |
(現場、EMS/事務局) |
| 5リーダーシップ |
4.1組織の状況 |
8.1運用計画管理= |
9パフォーマンス評価 |
10.2不適合、是正 |
| 4組織の状況 |
4.2利害関係者 |
課題・環境側面・順守義務と
リスク・機会と
運用基準 |
9.1監視、測定、分析、評価、
EP, MP, OP
環境目標の達成度(達成度:基準、指標) |
10.3継続的改善 |
| 6.2環境目標、計画策定 |
4.3EMS適用範囲
4.4EMS |
8.2緊急事態
緊急時の環境側面 |
(EMS/事務局) |
* |
| 9.3マネジメントレビュー(アウトプット) |
6.1リスク及び機会 |
環境目標達成活動 |
9.1順守評価 |
* |
| * |
6.2目標、計画 |
* |
9.2内部監査 |
* |
| * |
* |
* |
9.3マネジメントレビュー |
* |
| 7支援 |
| 7.1支援 |
7.2力量 |
7.3認識 |
7.4コミュニケーション |
7.5文書化した情報 |
|
「6.1 計画、6.1.1 リスク及び機会への取組み」のリスク、機会の求め方:
例. 低い効率、高濃度の排ガスの旧型ボイラーを使用している工場において:
4.1(外部及び内部の課題):石油産出国石油資源温存の為の採掘量抑制(石油輸出量抑制)、規制当局からの排ガス基準上乗せ、
4.2(利害関係者のニーズ及び期待):コミュニティーからの悪臭クレーム、
6.1.2(環境側面):環境側面(重油燃料の使用)→環境影響(大気汚染、資源枯渇地球、温暖化)、
6.1.3(順守義務):大防法、省エネ法、温暖化対策推進法
↓
6.1.1((有害な)リスク):排ガス基準違反、(有益なリスク:省エネ意識インセンティブ:燃費コスト高)、(機会)省エネ製品導入時の補助金制度、
↓
対策:操業時間短縮の為の作業手順の見直し、点検・メンテナンスによるボイラーの保持、省エネ型の新規ボイラーの導入
注意. 「(リスク)コスト高」は品質MSとしてはリスクである。が、重油燃料使用の抑制効果によりコスト抑制の作業手順、省エネ装置導入の機会となり、結果的に大気汚染、資源枯渇抑制、地球温暖化防止となるので、環境MSとしては機会となる。統合MSの場合、リスクと機会が混乱する。
リスク=不確かさ(不備状態、不安全状態)の影響(目標からの乖離、乖離は有害・有益の両方がある、が、通常は有害)=結果の重大性x起こり易さ。(蛇足. 英和辞典:riskは、通常、危険、恐れと和訳される)
潜在的な促進、増進、助長因子promoter:脅威=有害なpromoter、機会=有益なpromoter。
解り難い項番内容に関しては、「(株)パデセア 黒柳要次」を参照:
4.4 環境マネジメントシステムとは、
6 計画、6.1 リスク及び機会への取組み、6.1.1 一般、6.1.2 環境側面、6.1.3 順守義務、6.1.4 取り組みの計画策定とは、緊急事態、
順守義務の強調、
環境関連法: 「環境基本法」を頂点として、数多くの個別法で構成されている(環境法一覧表)。従来の環境関連法は、出口規制(END OF PIPE)と呼ばれ、対象となる事業所の排ガスや廃水、騒音、振動等といった「典型7公害」の対策が中心であった。
しかし、近年、環境問題が対象事業所周辺から地球規模にまで広がり、また、資源減少や廃棄物の深刻な問題が発生してきた。こうした状況の中で「環境関連法」も、各種リサイクル法、PRTR法などといった新しい法律を加え、「循環型社会」の形成に寄与する一連の法体系をさす(角子(かくし)行政書士事務所(環境法務専門))。環境汚染防止に関する法律体系(要約)。自主的な監査項目の一覧表。
参照:
ISO14001:2015,
ISO14001:2015.
ISO/TC207 ISO14000 series一覧表(2015/01),
ISO/DIS 14001:2015 環境マネジメントシステム要求事項の概略(テクノソフト)、
ISOマネジメントシステム規格の整合化 (2012年):
ISO/IEC専門業務用指針 補足指針、附属書、Appendix3 上位構造 (High Level Structure, HLS)、共通の中核となるテキスト、共通用語及び中核となる定義, http://www.jsa.or.jp/wp-content/uploads/iso_supplement_sl234.pdf
、284-303頁.、
|
| i |
ISO14031:1999 (I),
ISO14031:2013 (II) |
EPE: 環境パフォーマンス評価 environmental performanace evaluation、
KPI:環境目的目標に関する過去と現在のパフォーマンスを比較するための環境指標となるキーパフォーマンス指標:
EPI: 環境パフォーマンス指標 environmental performance index:組織、
MPI:マネジメントプロセスパフォーマンス指標→財務パフォーマンスに繋げれば企業活動にも有効、
OPI:操業プロセスパフォーマンス指標
ECI: 環境状態指標 environmental condition indicator:地域的、
|
|
|
|
| i |
ISO14971:2012
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
医療機器製造販売修理等に関して、ISO13485:2016がある。
その安全性に関して、「医療機器-リスクマネジメントの医療機器への適用規格」を参照。
(一社)日本画像医療システム工業会古川浩、医療機器のリスクマネジメント規格について、
|
| i |
ISO15189:
2003(I),
2007 (Ⅱ),
2012 (Ⅲ)、JAB,
2022(IV)
Medical laboratories-particular requirements for quality and competence.
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
JAB-JCCLS(公)日本規格協会-(公)日本臨床検査標準協議会の共同検査室認定プログラムISO15189, JIS Q 15189:2012(III)とは、研修会資料, 研修会資料、
ISO15189;2022(IV):ISO17025整合性、POCT追加要求、リスクアセスメント強調(自律的管理)。
内容:
(A)序論:Quality managementとconsumer satisfaction、,規格構造、,
(B)序論:
(1)適用範囲、
(2)引用規格:
基本的には、ISO9000:品質マネジメントシステム:基本と用語、ISO9001:2000:品質マネジメントシステム:要求事項と、ISO/IEC17025:1999:産業界での試験所及び校正機関の能力の認定基準に関する一般要求事項の2規格を合体して作成した。更に、ISO/IEC
guide 2:標準化・一般用語、ISO 31:量と単位、VIM:国際計量基本用語集、ISO/IEC Guide 43-1:技能試験scheme開発と運営等を転用している。
(2')関連規格:(2'-1)導入に関するもの:ISO/TR22869ガイダンス、ISO/FDIS22870:Point of care (POC)検査、遺伝子検査(検討中)、(2'-2)安全に関するもの:ISO15190:安全に対する要求事項、ISO/DTR22367:リスクマネジメントと継続的改善による検査過誤の削減、(2'-3)基準システムに関するもの:ISO15193:基準測定操作法(RMP)提示、ISO15194:標準物質(RM)、ISO15195:基準測定検査室に対する要求事項、ISO17511&18153:校正物質と管理物質への表示値の計量学的トレーサビリティ、測定の不確かさ(審理中)、(2'-4)体外診断用医薬品・医療機器 IVD-MDに関するもの、
(3)用語と定義、
(4)マネジメント要求事項、
(5)技術的要求事項、
ISO15189 ; II(2007), III(ISO15189;2012→2022),
規格構造、,
IV(2022),
規格要求章・項番
3章:用語、
4章:一般:公平、機密保持、患者顧客第一、アクシデント記録保持、法令遵守、
5章:組織図、目標・方針、リスクマネジメント、
6章:資源、人、モノ、機器、顧客・委託先・POCT検査者、
7章:本体:検査プロセス、
8章:管理マネジメント:文書・記録、リスクアセスメント、改善・是正・評価・レビュー、
* 組織図、要員一覧表 (2012 IIIでは、技術主体の選任要求は無いが、現状では、技師長・主任等の技術畑での検討・コミュニケーションが技術継承上重要である為、敢えて加筆した。)
** 主体: 行為、作用を他に及ぼすもの、物事や組織で中心部分をなすもの、客体(モノ)の対立語。ISOでは、単に、management 管理とされ、用語の定義で管理者(達)とされている。
(C)IV (2022) 付属書A:
POCT(point of care test)追加要求:
#6.7.2 測定者との合意、#7.6.5 オフサイト。
参照:
(対訳ISO15189/15190:2003 臨床検査室における品質マネジメントシステムの国際規格(2003年度版).日本臨床検査標準協議会・ISO/TC212国内検討委員会監修、日本規格協会出版。)ISO15190:2020.
臨床検査室の認定(ISO15189、日本適合性認定協会, Japna AccreditationBoard, JAB)(基準、認定範囲、料金)。
検体検査の受託者における精度確保に係る基準:標準作業書・作業日誌・台帳(医療法改正、医政発0810第1号、平成30年8月10日)。
臨床検査室における品質マネジメントシステムの国際規格のうち、臨床検査室における品質と能力に対する特定要求事項(対訳ISO15189/15190:2003
臨床検査室における品質マネジメントシステムの国際規格(2003年度版).日本臨床検査標準協議会・ISO/TC212国内検討委員会監修、日本規格協会出版。)ISO15190:2020.
規格の優越性や品証の業務をこなしている検査技師に感謝申し上げます。
以下は、私の独り言で、全く悪意はありません。単なる老人ボケした「ボヤキ漫才人生幸朗」です。
ISOに携わって、反省を含めて慙愧に堪えないこと:一言で、出来上がってきた文書をチェックしても「ほー」とか「へー」という感動が湧かない!
1.コンサルタントや市販テキストをワードに打ち直し、改訂版・年月日のみの変更入力→正規文書参照で事足り、毎年改訂版を購入により人件費・コスト削減。責任者が1年中慣れない手でキーバードを叩き、審査前は何十人も入力作業をしているのが当たり前で、人件費を無駄遣いしているのが現状。日本国中でどれだけの高給取り中年管理者が日常業務の名の下に全く新鮮味の無い窓際社史作成の入力操作と会議に時間と給料の無駄をしていることか。
2.件数のみに配慮した思い付きのヒヤリハットのリスクアセスメント→なぜなぜの不徹底で、ピントの外れた解析は止め。
3.JABチェックリストそのままの多数の文書・記録の有無確認のみをチェックする「エスカレーターの階段の数を数える」ような内部監査→審査対応の浅く全てやるのでなく、本来内部監査のやり方は組織毎に自由なので、話し合いで我々は今年は之を重点としてやるとプロセスを踏んで、悪くなった箇所、良くなった箇所を狭く深く検討する。
4.手順書作成のみの是正措置→人に頼らない対応に熟慮する。、
5.目的が顧客第一であったはずなのに本質的な患者の長い待ち時間のクレームが減少しない、薄っぺらな業務速度・クレーム件数のみの目標→ホントに良くなったと心から思える目標設定?
6.帳票式記載が多く、反復コピペが多い。エクセル表式でPDCAが進捗度・有効性と一緒に一見して俯瞰できる書式にした方が良い。記載は簡潔に、記録は検索可能な#でエクセルに参照#でリンクすると表が見やすく、入力を省略でき複数年使用できる。
ISO立ち上げ時、先輩方からの貴重な指導もあり現在医療訴訟を抱えない優秀な検査室であること、インシデントリポート、医療安全、アクシデント是正も話し合って対応してきたことなどを説明した。そして、ISO文書を作成したからといってこれ以上に画期的な進歩があるわけでもなく、肩の力を抜いて、現状使用している組織図・手順書を文書・記録として整理するだけであることを強調した。が、現状はコンサルタントの言質に従い、上記の状態になり、慢性的人手不足・働き方改革により、過重労働に不満がつのり、職場環境は悪化している。ささやかな保険点数導入とプライドのインセンティブで日本の優秀な300病院が認証を求めた事実に驚かされた。
|
| |
|
|
| i |
ISO15189
検査業務で使用する化学物質の管理 |
検査業務で使用する化学物質の管理
| 業務 |
法令 |
注意 |
ポイント |
| 購入 |
毒劇法 |
盗難、紛失 |
保管 |
|
消防法 |
火災 |
指定数量 |
| 使用前保管 |
毒劇法 |
盗難、紛失,中毒 |
表示、保管 |
|
消防法 |
火災 |
指定数量、設備 |
|
安衛法 |
中毒 |
SDS,表示 |
| 取扱い |
安衛法 |
中毒 |
安衛3管理 |
| 使用後保管 |
安衛法 |
中毒 |
漏洩 |
|
廃掃法 |
感染 |
廃棄物指定数量 |
|
毒劇法 |
盗難、紛失、中毒 |
表示、盗難 |
|
消防法 |
火災 |
指定数量、設備 |
| 廃棄、液体 |
毒劇法 |
環境負荷 |
無毒化 |
|
下水道法、水質汚濁防止法 |
環境負荷 |
廃液基準 |
|
廃掃法 |
感染、不法投棄 |
産業廃棄物 |
| 廃棄、固形 |
廃掃法 |
感染、不法投棄 |
感染性廃棄物 |
|
|
| |
|
|
| i |
ISO15190:2020
|
臨床検査室の安全に対する要求事項
ISO15190:2020 (2nd ed. from 2003)
Foreword
Introduction: requirements to establish and maintain a safe working environment
in a medical laboratory, 、
1 Scope
2 Normative references: ISO 15189, Medical laboratories — Requirements for quality and competence,
3 Terms and definitions
4 Designing for safety
4.1 Preliminary considerations
4.2 General design requirements
4.3 Laboratory security
5 Safety management program
5.1 General considerations
5.2 Management requirements
5.3 Management responsibilities
5.4 Management of staff health
5.5 Laboratory safety officer
5.6 Safety manual
5.7 Safety program audits and inspection
5.8 Records
5.9 Safety Training and orientation
6 Hazard identification and Risk Assessment
6.1 Hazard identification
6.2 Job hazard assessment
6.3 Risk assessment
6.4 Risk reduction
7 Biosafety and biosecurity hazards
7.1 General
7.2 Hazard groups
7.3 Containment levels
7.4 Aerosols
7.5 Decontamination
7.6 Standard precautions, routine practices and additional precautions
7.7 Biological safety cabinets
7.8 Biological spills
8 Chemical hazards
8.1 General
8.2 Chemical classification and labelling
8.3 Toxic chemicals
8.4 Oxidizing and corrosive materials
8.5 Chemical storage
8.6 Chemical spills
8.7 Chemical waste
9 Physical hazards
9.1 Compressed gases
9.2 Ventilation and indoor air quality
9.3 Electrical
9.4.Radiation
9.6 Temperature and humidity
9.7 Noise
9.8 Pressure
10 Emergency preparedness and response
11 Fire safety
11.1 Fire prevention and control
11.2 Emergency exits and evacuations/Egress
12 Laboratory ergonomics
13 Equipment safety
13.1 General considerations
13.2 Centrifuges
13.3 Water baths
13.4 Mixers, blenders, sonicators, grinders and lyophilizers
13.5 Pipettes and pipettors
13.6 Microscopes
13.7 Automated analysis equipment for sample examinations
13.8 Microtomes and cryostats
13.9 Mass spectrophotometers
13.10 Flow cytometers
14 Safe personnel work practices
14.1 Food, drink and like substances
14.2 Cosmetics, hair, jewellery
14.3 Smoking
14.4 Personal property
14.5 Festive decorations
14.6 Hand hygiene
14.7 Mouth pipetting
14.8 Sharps
15 Personal protective equipment
15.1 General considerations
15.2 Protective clothing in the laboratory
15.3 Protective clothing outside the laboratory
15.4 Face and body protection
15.5 Gloves
15.6 Footwear
15.7 Respiratory protection
16 Transport of samples and hazardous materials
17 Waste disposal
17.1 General considerations
17.2 Waste management objectives
17.3 Hazardous waste
17.4 Non-hazardous waste
18 Housekeeping practices
19 Incidents, injury, accidents and occupational illnesses
Annex A Action plan outline for implementation of this document
A.1 Introduction
A.2 Establishing the safety system
A.3 Maintaining the established safety system in the laboratory
Annex B Laboratory safety audit
B.1 General
B.2 Instructions
Annex C Decontamination, cleaning and disinfection following spillage
C.1 General
C.2 Chemical spills
C.3 Biological spills
C.4 Eye exposure to hazardous chemicals
C.5 Acid/base spills
C.6 Mercury spills
Annex D Employee impairment
Annex E Standard and transmission-based precautions, routine practices and additional precautions
E.1 General
E.2 Transmission-based precautions
E.3 Routine practices and additional precautions
Annex F Chemical waste
F.1 General
F.2 Storing chemical waste
F.3 Proper disposal of chemical waste
Annex G Compressed gases storage, maintenance and handling
Annex H Use of fire extinguishers
H.1 Issues resulting from the incorrect use of fire extinguishers
H.2 Asphyxia and poisoning
H.3 Explosion and fire
Annex I Immunization/vaccination program
I.1 GeneralI.
I2 Vaccines
I.3 Immunoprophylaxis
|
参考:
(対訳ISO15189/15190:2003 臨床検査室における品質マネジメントシステムの国際規格(2003年度版).日本臨床検査標準協議会・ISO/TC212国内検討委員会監修、日本規格協会出版。)
Medical laboratories-particular requirements for quality and competence。臨床検査室における品質マネジメントシステムの国際規格のうち、臨床検査室における安全に対する要求事項(適用範囲、引用規格、用語と定義、リスクグル-プの分類など)。
臨床検査室が患者検体を日常的に取り扱うことから、病原性微生物については、公衆衛生的な立場から第Ⅰ~Ⅳ群の4つのリスクグループに分類して取り扱われている。
感染症:病原体等の四種に区分け、適正管理、対テロ対応:国が所持を把握、厚労省、
感染症法:5類分類、感染症法に基づく医師の届出のお願い、厚労省、
付属書A:本規格を臨床検査室に導入する為の行動計画、安全に関する専門家のいない臨床検査室に有用。付属書B:安全性が確保されているか否かのチェックリスト。付属書C:試薬や検体が漏れたりこぼれたりした場合の緊急対処法。
|
| i |
ISO/IEC 15408 |
ISO/IEC 15408とは、情報技術セキュリティ評価の国際標準のことです。情報技術セキュリティの観点から、情報技術に関連した製品およびシステムが適切に設計され、その設計が正しく実装されているかどうかを評価するためのセキュリティ基準です。1999年12月にISO/IEC規格として発行されました。
規格は
パート1:概説と一般モデル
パート2:セキュリティ機能要件
パート3:セキュリティ保証要件
から構成されます。
日本では、政府が利用するIT関連製品(ハードウェア/ソフトウェア/システム)のセキュリティ機能・品質をチェックするために「情報セキュリティ評価認証体制」が2001年4月にスタートしました。経済産業省より委託を受けた独立行政法人製品評価技術基盤機構(NITE)が、評価機関の認定と、認定評価機関による評価結果の認証を行っていましたが、2004年4月からは評価結果の認証業務については、独立行政法人情報処理推進機構(IPA)行うことになっています。
|
| i |
ISO/IEC 15504 |
ソフトウェアの開発プロセスを評価するための規格。
|
| i |
ISO16949
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
世界大手自動車メーカーより要求されている自動車産業向け品質マネジメントシステム規格。ISO/TC176で審議されているISO/TS16949(品質システム―自動車部品供給者―ISO 9001:1994を適用するための特別要求事項)、要求事項:ISO/TS16949、
参照:Welcome to ISO/TS16949の窓(吾伊蘇 企画、最終更新日:2009/12/06)、
、
|
| i |
ISO17000:2005
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO17000:2005 適合性評価ー用語及び一般原則、
|
| i |
ISO17011:2017
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO17011:2017 適合性評価機関の認定を行う機関に対する要求事項、事業所を直接審査・認証する認証機関を審査・認証するJABのような認定機関accrediation bodyの要件、
認定機関は基本的に一カ国にひとつあり、イギリスではUKAS、アメリカではANAB、オランダではRvA。日本でははJAB(日本適合性認定協会)とISMS-AC(情報マネジメントシステム認定センター)二つの認定機関がある。
|
| i |
ISO17021,
JIS Q 17021, 2015
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO17021 適合性評価ーマネジメントシステムの審査及び認証を行う機関に対する要求事項、認定機関と認証機関の両方に関しての審査と認証 certification
の力量要件、
JIS Q 17021: 審査員の力量要求、
JIS Q 17021-1: 第1部、一般、
JIS Q 17021-2: 第2部、環境MS,
JIS Q 17021-3: 第3部、品質MS,
JIS Q 17021-10: 第10部、労働安全衛生MS,
JIS Q 17021-100: 第100部、労働安全衛生MS、追加、JIS45100で、JIS45001に付加された日本版OSHMS部分に関する、追加力量部分、「ISO45001に基づく日本独自のOHSMS普及推進会議」より追加研修項目・研修時間が発表されている(日本版OHSMS認証に係る推進会議推奨事項及び当面の活動方針、OHSMS普及推進会議、2018/10/31)、
、
, |
| i |
ISO17025:2005、試験所・校正機関、ISO17025;2017(JIS Q 17025;2018),
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ラボラトリー(試験所・校正機関・サンプリング組織)が特定の試験・校正を実施する能力があるものとして承認を得ようとする場合の一般的要求事項の規定。
類型: 臨床検査室の認定(ISO15189、日本適合性認定協会, Japna AccreditationBoard, JAB)(基準類) 文書: 検体検査の受託者における精度確保に係る基準:標準作業書・作業日誌・台帳(医療法改正、医政発0810第1号、平成30年8月10日)。
JIS Q 17025:2018, ISO17025:2017 要求事項
|
序文 |
| 1 |
適用範囲 |
| 2 |
引用規格 |
| 3 |
用語及び定義 |
| 4 |
一般要求事項 |
| 4.1 |
公平性 |
| 4.2 |
機密保持 |
| 5 |
組織構成に関する要求事項 |
| 6 |
資源に関する要求事項 |
| 6.1 |
一般 |
| 6.2 |
要員 |
| 6.3 |
施設及び環境条件 |
| 6.4 |
設備 |
| 6.5 |
計量トレーサビリティ |
| 6.6 |
外部から提供される製品及びサービス |
| 7 |
プロセスに関する要求事項 |
| 7.1 |
依頼,見積仕様書及び契約のレビュー |
| 7.2 |
方法の選定,検証及び妥当性確認 |
| 7.3 |
サンプリング |
| 7.4 |
試験・校正品目の取扱い |
| 7.5 |
技術的記録 |
| 7.6 |
測定不確かさの評価 |
| 7.7 |
結果の妥当性の確保 |
| 7.8 |
結果の報告 |
| 7.9 |
苦情 |
| 7.1 |
不適合業務 |
| 7.11 |
データの管理及び情報マネジメント |
| 8 |
マネジメントシステムに関する要求事項 |
| 7.1 |
選択肢 |
| 8.2 |
マネジメントシステムの文書化(選択肢A) |
| 8.3 |
マネジメントシステム文書の管理(選択肢A) |
| 8.4 |
記録の管理(選択肢A) |
| 8.5 |
リスク及び機会への取組み(選択肢A) |
| 8.6 |
改善(選択肢A) |
| 8.7 |
是正処置(選択肢A) |
| 8.8 |
内部監査(選択肢A) |
| 8.9 |
マネジメントレビュー(選択肢A) |
|
附属書A(参考)計量トレーサビリティ |
|
附属書B(参考)マネジメントシステムに関する選択肢 |
|
参考文献 |
|
HLS(マネジメントシステムの上位構造)未採用(2013年以降すべてのMSはHLSを採用するルールであるが、ISO13485とこのISO/IEC 17025はHLS未採用)。
MS要求事項(8.2~8.9)が選択制となり、選択肢A(8.1.2)か選択肢B(8.1.3)のどちらかを選択すること。
選択肢BはすでにISO9001を認証している組織が対象。選択肢AはISO9001の取得の無い場合。
4.一般要求事項
4.1公平性
4.2機密保持
5.組織構成に関する要求事項
6.資源に関する要求事項
6.1一般/6.2要員/6.3施設及び環境条件/6.4設備/6.5計量トレーサビリティ/6.6外部から提供される製品およびサービス
7.プロセスに関する要求事項
7.1依頼・見積仕様書及び契約のレビュー/7.2方法の選定・検証及び妥当性確認/7.3サンプリング/7.4試験・校正品目の取扱い/7.5技術的記録/7.6測定不確かさの評価/7.7結果の妥当性の確保/7.8結果の報告/7.9苦情/7.10不適合業務/7.11データの管理及び
情報マネジメント
8.MSに関する要求事項
8.1選択肢/8.2マネジメントシステムの文書化(選択肢A)/8.3マネジメントシステム文書の管理(選択肢A)/8.4記録の管理(選択肢A)/8.5リスク及び機会への取組み(選択肢A)/
8.6改善(選択肢A)/8.7是正処置(選択肢A)/8.8内部監査(選択肢A)/8.9マネジメントレビュー(選択肢A)
参照:
1.不確かさ:日本電気計器検定所、(独)産業技術総合研究所計測標準研究部門物性統計科応用統計研究室不確かさWeb田中秀幸、
2.JIS Q 17025:2018, ISO 17025:2017 規格要求、
3.JIS Q 17025:2018 チェックリスト、
|
| |
|
|
| i |
ISO/IEC17799 |
ISO/IEC/JTC1/SC7で審議されたISO/IEC 17799
(JIS X 5080: 情報技術―情報セキュリティマネジメントの実践のための規範)
|
| |
|
|
| i |
ISO17799 |
ISO17799は、情報セキュリティの国際規格です。多くの資料で、BS7799の認証がないものと定義されていますが、正確には、BS7799-1部分がISO化されたものです。つまり、情報セキュリティを管理する上でのガイドライン的なものになります。
|
| i |
ISO19011;2011 (JISQ19011;2012)、ISO 19011:2018 (JISQ19011:2019) Guidelines for auditing management systemus (マネジメントシステム監査のための指針)
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
英文、
ISO19011:2018 (JISQ19011;2019) マネジメントシステム監査、解説と活用方法、福丸典芳、2019/07/19, 3900円、日本規格協会。
|
| i |
ISO20000
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ITサービスマネジメントの国際規格で、2005年12月に発行されました。原文のタイトルは Information technology-Service
management です。2分冊になっており、Part 1は Specification(仕様書)、Part 2は Code of
Practice(ガイダンス文書)です。Part 1は認証基準であり、審査ではこの基準に適合しているかどうかをみます。Part
2は、監査員やサービスプロバイダー、被監査側のためのガイドです。ベースになっているのは英国規格であるBS 15000です。Part 1は、ISO
9001やISO 14001同様、PDCAと継続的改善が基本構造となっています。
|
| i |
ISO22000; 2018
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO22000; 2018、項番、説明、対比表(HACCP, ISO22000;2005)、
| 0 |
|
|
|
序文 |
頁 |
| 1 |
|
|
|
適用範囲 |
| 2 |
|
|
|
引用規格 |
| 3 |
|
|
|
用語及び定義 |
| 4 |
|
|
|
組織の状況 |
1 |
|
4.1 |
|
|
組織及びその状況の理解 |
|
4.2 |
|
|
利害関係者のニーズ及び期待の理解 |
|
4.3 |
|
|
FSMSの適用範囲の決定 |
|
4.4 |
|
|
FSMS |
2 |
| 5 |
|
|
|
リーダーシップ |
3 |
|
5.1 |
|
|
リーダーシップ及びコミットメント |
|
5.2 |
|
|
食品安全方針 |
|
|
5.2.1 |
|
食品安全方針の確立 |
|
|
5.2.2 |
|
食品安全方針の伝達 |
|
5.3 |
|
|
組織の役割、責任及び権限 |
4 |
|
|
5.3.1 |
|
トップマネジメント |
|
|
5.3.2 |
|
食品安全チームリーダー |
| 6 |
|
|
|
計画 |
5 |
|
6.1 |
|
|
リスク及び機会への取り組み |
|
|
6.1.1 |
|
リスク及び機会の決定 |
|
|
6.1.2 |
|
リスク及び機会の計画 |
|
|
6.1.3 |
|
リスク及び機会に取り組むための処置 |
|
6.2 |
|
|
FSMSの目標及びそれを達成する為の計画策定 |
6 |
|
|
6.2.1 |
|
FSMSの目標設定 |
|
|
6.2.2 |
|
FSMSの目標達成の為の計画策定 |
|
6.3 |
|
|
変更の計画 |
| 7 |
|
|
|
支援 |
7 |
|
7.1 |
|
|
資源 |
|
|
7.1.1 |
|
一般 |
|
|
7.1.2 |
|
人々 |
|
|
7.1.3 |
|
インフラストラクチャー |
|
|
7.1.4 |
|
作業環境 |
8 |
|
|
7.1.5 |
|
FSMSの外部で策定された要素 |
|
|
7.1.6 |
|
外部から提供されたプロセス、製品又はサービス |
|
7.2 |
|
|
力量 |
9 |
|
7.3 |
|
|
認識 |
|
7.4 |
|
|
コミュニケーション |
10 |
|
|
7.4.1 |
|
一般 |
|
|
7.4.2 |
|
外部コミュニケーション |
|
|
7.4.3 |
|
内部コミュニケーション |
11 |
|
7.5 |
|
|
文書化した情報 |
12 |
|
|
7.5.1 |
|
一般 |
|
|
7.5.2 |
|
作成及び更新 |
|
|
7.5.3 |
|
文書化した情報の管理 |
|
|
|
7.5.3.1 |
文書化した情報の管理の要求事項 |
|
|
|
7.5.3.2 |
文書化した情報の管理の活動 |
| 8 |
|
|
|
運用 |
13 |
|
8.1 |
|
|
運用の計画及び管理 |
|
8.2 |
|
|
PRP |
14 |
|
|
8.2.1 |
|
PRPの目的 |
|
|
8.2.2 |
|
PRPの条件 |
|
|
8.2.3 |
|
PRPが考慮すべき文書 |
|
|
8.2.4 |
|
PRPの要求事項 |
15 |
|
8.3 |
|
|
トレーサビリティ |
16 |
|
8.4 |
|
|
緊急事態への準備及び対応 |
17 |
|
|
8.4.1 |
|
一般 |
|
|
8.4.2 |
|
緊急事態及びインシデントの処理 |
|
8.5 |
|
|
ハザードの管理 |
18 |
|
|
8.5.1 |
|
ハザード分析を可能にする予備段階 |
|
|
|
8.5.1.1 |
原料、材料及び製品に接触する材料の特性 |
|
|
|
8.5.1.2 |
最終製品の特性 |
|
|
|
8.5.1.3 |
意図した用途 |
19 |
|
|
|
8.5.1.4 |
フローダイアグラム及びプロセスの記述 |
|
|
8.5.2 |
|
ハザード分析 |
20 |
|
|
|
8.5.2.1 |
一般 |
|
|
|
8.5.2.2 |
ハザードの明確化及び許容水準の決定 |
|
|
|
8.5.2.3 |
ハザード評価 |
21 |
|
|
|
8.5.2.4 |
管理手段の選択及び分類 |
22 |
|
|
8.5.3 |
|
管理手段及び管理手段の組み合わせの妥当性確認 |
23 |
|
|
8.5.4 |
|
ハザード管理計画(HACCP/OPRPプラン) |
24 |
|
|
|
8.5.4.1 |
一般 |
|
|
|
8.5.4.2 |
許容限界および行動基準の決定 |
|
|
|
8.5.4.3 |
CCPにおける及びOPRPに対する監視(モニタリング)システム |
25 |
|
|
|
8.5.4.4 |
許容限界又は行動基準を超えた場合の処置 |
|
|
|
8.5.4.5 |
ハザード管理計画の実施 |
|
8.6 |
|
|
PRP及びハザード管理計画を規定する情報の更新 |
26 |
|
8.7 |
|
|
監視(モニタリング)及び測定の管理 |
27 |
|
8.8 |
|
|
PRP及びハザード管理計画に関する検証 |
28 |
|
|
8.8.1 |
|
検証 |
|
|
8.8.2 |
|
検証活動の結果の分析 |
|
8.9 |
|
|
製品及びプロセス不適合の管理 |
29 |
|
|
8.9.1 |
|
一般 |
|
|
8.9.2 |
|
是正処置 |
|
|
8.9.3 |
|
修正 |
30 |
|
|
|
8.9.3.1 |
許容限界及び行動基準からの逸脱 |
|
|
|
8.9.3.2 |
許容限界の逸脱 |
|
|
|
8.9.3.3 |
行動基準の逸脱 |
|
|
|
8.9.3.4 |
修正の文書化した情報 |
|
|
8.9.4 |
|
安全でない可能性のある製品の取扱い |
31 |
|
|
|
8.9.4.1 |
一般 |
|
|
|
8.9.4.2 |
リリースの為の評価 |
|
|
|
8.9.4.3 |
不適合製品の処理 |
32 |
|
|
8.9.5 |
|
回収/リコール |
| 9 |
|
|
|
FSMSのパフォーマンス評価 |
33 |
|
9.1 |
|
|
監視(モニタリング)、測定、分析及び評価 |
|
|
9.1.1 |
|
一般 |
|
|
9.1.2 |
|
分析及び評価 |
|
9.2 |
|
|
内部監査 |
34 |
|
|
9.2.1 |
|
内部監査の目的 |
|
|
9.2.2 |
|
内部監査の計画と実施 |
|
9.3 |
|
|
マネジメントレビュー |
35 |
|
|
9.3.1 |
|
一般 |
|
|
9.3.2 |
|
マネジメントレビューのインプット |
|
|
9.3.3 |
|
マネジメントレビューのアウトプット |
| 10 |
|
|
|
改善 |
36 |
|
10.1 |
|
|
不適合及び是正処置 |
|
|
10.1.1 |
|
不適合の処置 |
|
|
10.1.2 |
|
不適合の記録 |
|
10.2 |
|
|
FSMSの更新 |
|
10.3 |
|
|
継続的改善 |
37 |
|
参照:
1.HACCP手順:
|
1.HACCPチームの編成
|
|
2.製品説明
|
|
3.使用目的の特定
|
|
4.工程図の作成
|
|
5.工程図の現場検証
|
|
6.危害の分析
|
|
7. 重要管理点CCPの設定
|
|
8. 各重要管理点の管理基準設定
|
|
9. 各重要管理点のモニタリングシステムの設定
|
|
10.発生しうる逸脱に対する是正処置の設定
|
|
11.検証手順の設定
|
|
12.記録保存と文書化方法の設定
|
CCPを設定することが目的ではなく、PRP/OPRPをしっかり管理して後の結果としての目標である。東京都食品衛生自主管理認証制度、衛生管理マニュアル(東京都福祉保健局)。
2.区別:PRP, OPRP(PRP+モニタリング→細菌管理の付けない・増やさない。管理はATP,ビデオモニタリング、実施表記入等、リスクを減少するが、ゼロにする具体的数字目標は無い。), CCP(OPRP+管理基準→細菌管理における殺す、なくす、異物無し。その為、リスクをゼロにする為の管理は温度、時間、回数、金属探知器等、より具体的。)。
3.FSSC22000=ISO22000+ISO22002-X(旧PASで、X: 1:食品製造加工、2:卸、小売、ケータリング、外食、3:飼料、4:容器包装、?:輸送、物流、サービス)+食品安全(フードテロ、原材料管理、アレルギー管理、サービス仕様、表示等)。イオン、コカ・コーラなどのGFSI加入大手が取引先に認証取得を要求。
4.食品安全規格: GAP, Good Agriculture Practice (米国)、SQF, Safe Quality Food (豪州)。
5.日本オリジナル 食品安全管理規格 JFS規格、(一財)食品安全マネジメント協会(JFSM, 2016設立),
JFS-A,Bスキーム(国内独自に監査):
レベルJFS A: 一般的衛生管理、
レベルJFS B:HACCP
JFS-Cスキーム(国際的、ISO):
レベルJFS C:FSMS
|
| i |
ISO22000; 2005、
ISO22000 食品安全規格 PowerPoint教材、、 |
総合衛生管理製造過程(マルソウ、マル総、丸総):厚生省が HACCPの考え方を取り入れてつくった食品の安全管理の認証制度、対象は容器包装詰加圧加熱殺菌食品(缶詰、レトルト)、魚肉練り製品(かまぼこ、はんぺん)、乳・乳製品、清涼飲料水、食肉製品で、一般衛生管理+HACCP+品質の基準、
一般衛生管理(PRP前提条件prerequisite program, GMP適正製造基準good manufacturing practice、前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009)、
HACCP (Hazard Analysis and Critical Control Point危害要因分析、必須管理点、許容限界critical limit)、
HACCP+品質ISO9001=ISO22001、
FSSC 22000:2010=ISO22000:2005+一般衛生管理「前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009」 (オランダのFSSC(The Foundation of Food Safety Certification:食品安全認証団体)開発、GFSI(Global Food Safety Initiative)が取引先(イオン、コカコーラ、ウォルマートなど世界の流通・食品大手約 650社が加入する組織(CGP:Consumer Goods Forum)に認証を求めている規格(認証スキーム規格))、
サクッと解説
| * |
* |
HACCP |
ISO22000
FSSC22000 |
| 範囲 |
* |
製造ライン |
製造と上流、下流 |
| 考え方 |
* |
経験的 |
プロセスアプローチ, PDCA |
| 管理 |
日常 |
PP |
PRP
+PAS220(FSSC) |
| * |
* |
* |
OPRP(要モニタリング) |
| * |
重点的 |
CCP |
CCP(要許容限界=管理基準) |
|
食品マネジメントシステム。ISO22000;2005は、食品衛生管理で世界的に認められているCodex委員会のHACCPにマネジメントシステムの要素を組み込んだ新しいマネジメントシステムです。食品安全マネジメントシステムの国際規格で、2005年9月に発行されました。原文のタイトルは
Food safety management systems-Rquirements for organizations throughout
the food chain (食品安全マネジメントシステム-フードチェーンの組織に対する要求事項)です。この規格はHACCPシステムをISOのマネジメントシステムに組み込んだもので、コーデックスのHACCPシステムのガイドラインと整合がとられています。認証規格として使用でき、JIS化を待たずに、日本でもすでに審査が始まっています。
| 1 適用範囲 |
| 2 引用規格 |
| 3 用語及び定義 |
| 4 食品安全マネジメントシステム |
| 4.1 一般要求事項 |
| 4.2 文書化に関する要求事項 |
| 5 経営者の責任 |
| 5.1 経営者のコミットメント |
| 5.2 食品安全方針 |
| 5.3 食品安全マネジメントシステムの計画 |
| 5.4 責任及び権限 |
| 5.5 食品安全チームリーダー |
| 5.6 コミュニケーション |
| 5.7 緊急事態に対する備え及び対応 |
| 5.8 マネジメントレビュー |
| 6 資源の運用管理 |
| 6.1 資源の提供 |
| 6.2 人的資源 |
| 6.3 インフラストラクチャー |
| 6.4 作業環境 |
| 7 安全な製品の計画及び実現 |
| 7.1 一般 |
| 7.2 前提条件プログラム(PRP) |
| 7.3 ハザード分析を可能にするための準備段階 |
| 7.4 ハザード分析 |
| 7.5 オペレーション前提条件プログラムの確立 |
| 7.6 HACCPプランの作成 |
| 7.7 PRP及びHACCPプランを規定する事前情報並びに文書の更新 |
| 7.8 検証プラン |
| 7.9 トレーサビリティシステム |
| 7.10 不適合の管理 |
| 8 食品安全マネジメントシステムの妥当性確認、検証及び改善 |
| 8.1 一般 |
| 8.2 管理手段の組合せの妥当性確認 |
| 8.3 モニタリング及び測定の管理 |
| 8.4 食品安全マネジメントシステムの検証 |
| 8.5 改善 |
|
注意1:7.8.
検証プラン:管理活動が確実に行なわれていることを確認する
確認項目、確認方法、タイミング(頻度、周期)、責任者(作業、結果の判定)
確認項目:
PRP(7.2)が正しく実施
ハザードの分析のための情報(7.3)が最新版
HACCPプラン、OPRPが正しく実施
効果的=問題が無い、トラブルの解決
ハザードが許容水準を超えない
結果の報告方法、書式
結果を記録として残す
結果を食品安全チームに報告
結果は分析(8.4.3)可能
注意2:7.10.
ISO22000:2005規格の7項「安全な製品の計画及び実現」:7.10項「不適合の管理」:7.10.3項「安全でない可能性がある製品の取扱い」:7.10.3.2 「安全でない可能性がある製品の取扱い:リリースのための評価」要求事項:
不適合の影響により安全でない可能性があるとして組織の管理下でリリースが停止された製品のロットについて、下記のa)からc)のいずれかの条件が満たされていれば、リリース(次工程への引渡し又は出荷)しても良いとの条件について規定:
a) 管理手段が有効であったことがモニタリングシステム以外の証拠により実証できるような場合(例:レトルトの加熱殺菌について温度サーミスタの故障により計測値がバリデーションで定めていた所定温度の条件が維持されたか不明であったがレトルトの包装材に貼付してあった加熱履歴が分かる示温ラベルにより十分な加熱X時間履歴があったことが確認できているような事例)、
b) 他の管理手段との組合せにより許容水準を逸脱しないことが実証できる場合(スライサーに用いていたカッターの歯が破損していることが1時間ごとのモニタリングにより判明し、その間の食品を不適合とし、安全でない可能性がある製品として識別保管したが最終工程の金属探知機で金属片が検出され除去されていたような場合)、
c) 検証活動により許容水準を満たしていることが明らかになった場合(加熱条件が逸脱していたが、その後の微生物検査による検証により安全であることが確認できたような場合。但し、ハザードが生産ロットの全体に均一に分布していない場合には、サンプリング検査では安全とは判定でない。 )。
参照:
10.口語訳ISO22000、国際規格マネジメント、
20.口語訳ISO22000(食品)、
30.ベンチマークの入り口としての利用:衛生管理マニュアル記載例(東京都食品衛生自主管理認証制度)、
40.品質管理としての防虫対策(包装紙製紙業)、 防虫管理、防鼠管理、:イカリ消毒:foods design、品質管理研究所、東京都食品衛生自主管理認証制度、衛生管理マニュアル(東京都福祉保健局)。
|
| i |
ISO22002 |
総合衛生管理製造過程(マルソウ、マル総、丸総):厚生省が HACCPの考え方を取り入れてつくった食品の安全管理の認証制度、対象は容器包装詰加圧加熱殺菌食品(缶詰、レトルト)、魚肉練り製品(かまぼこ、はんぺん)、乳・乳製品、清涼飲料水、食肉製品で、一般衛生管理+HACCP+品質の基準、
一般衛生管理(PRP前提条件prerequisite program, GMP適正製造基準good manufacturing practice、前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009)、
HACCP (Hazard Analysis and Critical Control Point危害要因分析、必須管理点、許容限界critical limit)、
HACCP+品質ISO9001=ISO22001、
FSSC 22000:2010=ISO22000:2005+一般衛生管理「前提条件プログラムPAS220:2008または食品製造・加工の一般衛生管理ISO22002-1:2009」 (オランダのFSSC(The Foundation of Food Safety Certification:食品安全認証団体)開発、GFSI(Global Food Safety Initiative)が取引先(イオン、コカコーラ、ウォルマートなど世界の流通・食品大手約 650社が加入する組織(CGP:Consumer Goods Forum)に認証を求めている規格(認証スキーム規格))、
| 食品製造・加工業 |
ISO 22002-1:2009 |
| 小売・卸、ケータリング、外食 |
ISO 22002-2:2013 |
| 農業、飼料 |
ISO 22002-3:2011 |
| 容器包装 |
ISO 22002-4:2013 |
| 輸送・物流・サービス |
ISO 22002-5 |
|
参照:
1.矢田富雄.現場視点で読み解くISO/TS22002-1:2009の実践的解釈.幸書房, 2011.
2.矢田富雄.ケータリングのためのISO22002-2:2013の実践的解釈.幸書房, 2014.
、 |
| i |
ISO22301:2012 |
ISO22301:2012 事業継続マネジメントシステムBusiness Continuity Management System(BCMS),
事業継続計画Business Continuity Plan (BCP)、
| 4:組織の状況 |
| 組織がBCMSを確立・導入・維持するにあたって考慮しなければならない事項 |
| 組織の利害関係者とその要求事項(ニーズ及び期待) |
| 適用される法令及び規制の要求事項等の特定 |
| BCMSの適用範囲の決定 |
| 5:リーダーシップ |
| BCMSに関するコミットメントの実証 |
| 「事業継続方針」の策定、周知 |
| 関連する役割における責任及び権限の割り当て |
| 6:計画 |
| リスク及び機会を特定し、対応処置計画実施 |
| 「事業継続目的」を設定し、その「達成計画」を決定 |
| 7:支援 |
| BCMSに必要な「資源」の決定、提供 |
| 必要とされる「力量」を特定、確実にすること |
| 組織の管理下で仕事をする者が「認識」すべき事項(方針、役割等) |
| BCMSに関係する内部及び外部との「コミュニケーション」の方法 |
| 要求される「文書化した情報」と、その作成又は更新、及びその管理 |
| 8:運用 |
| 運用に必要なプロセスの計画及び管理 |
| 「事業影響度分析(business impact analysis, BIA)」及び「リスクアセスメント(RA)」を実施するための文書化した正式なプロセス |
| BIA及びRAからのアウトプットに基づいた「事業継続戦略」の選択・ 決定 |
| 選択した戦略を導入するための「資源」に関する要求事項の決定 |
| 「事業継続手順」の確立及び導入 |
| 事業継続手順が事業継続目的に合致していることを確実にする為の演習及び試験の実施 |
| 9:パフォーマンス評価 |
| BCMSのパフォーマンス及び有効性を評価するための監視、測定、 分析、評価 |
| 内部監査 ・マネジメントレビュー |
| 10:改善 |
| 不適合の特定と是正処置 |
| BCMSの適切性、妥当性又は有効性の継続的な改善 |
|
|
| i |
ISO/PDTR22367 |
検査過誤の削減 |
| |
|
|
| i |
ISO26000:2010
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
SR(社会的責任)の国際規格。CSR(企業の社会的責任)という言葉の方がメジャーですが、ISOでは「CSRというと企業に限定される。政府や公共団体、非営利団体も社会的責任の対象」という観点からCを抜いて「SR」とした。この規格は、「ガイダンス文書とし、認証規格にしないこと」、「マネジメントシステム規格にしないこと」で2005年末時点では合意されています。
| 中核主題 |
課題 |
| 組織統治 |
* |
| 人権 |
デューディリジェンス |
|
人権に関する危機的状況 |
|
加担の回避 |
|
苦情解決 |
|
差別および社会的弱者 |
|
市民的および政治的権利 |
|
経済的、社会的および文化的権利 |
|
労働における基本的原則および権利 |
| 労働慣行 |
雇用および雇用関係 |
|
労働条件および社会的保護 |
|
社会対話 |
|
労働における安全衛生 |
|
職場における人材育成および訓練 |
| 環境 |
汚染の予防 |
|
持続可能な資源の使用 |
|
気候変動の緩和および気候変動への適応 |
|
環境保護、生物多様性および自然生息地の回復 |
| 公正な事業慣行 |
汚職防止 |
|
責任ある政治的関与 |
|
公正な競争 |
|
バリューチェーンにおける社会的責任の推進 |
|
財産権の尊重 |
| 消費者課題 |
公正なマーケティング、事実に即した偏りのない情報および公正な契約慣行 |
|
消費者の安全衛生の保護 |
|
持続可能な消費 |
|
消費者に対するサービス、支援、並びに苦情および紛争の解決 |
|
消費者データ保護およびプライバシー |
|
必要不可欠なサービスへのアクセス |
|
教育および意識向上 |
| コミュニティへの参画および |
コミュニティへの参画 |
| コミュニティの発展 |
教育および文化 |
|
雇用創出および技能開発 |
|
技術の開発および技術へのアクセス |
|
富および所得の創出 |
|
健康 |
|
社会的投資 |
|
参照
トヨタ自動車、ヤマハCSR事例、
|
| i |
ISO31000:2018 リスクマネジメント
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
リスクマネジメントの適用:
1.内部統制、事業継続、
2.安全分野、
3.他のマネジメントシステム。
ISO31000:2018規格:原則ー枠組み―プロセス 図示
| まえがき |
|
|
|
序文 |
|
| 1 |
適用範囲 |
|
| 2 |
引用規格 |
|
| 3 |
用語及び定義 |
|
| 4 |
原則 |
|
| 5 |
枠組み |
5.1 |
一般 |
|
|
5.2 |
リーダーシップ及びコミットメント |
|
|
5.3 |
統合 |
|
|
5.4 |
設計 |
|
|
5.5 |
実施 |
|
|
5.6 |
評価 |
|
|
5.7 |
改善 |
| 6 |
プロセス |
6.1 |
一般 |
|
|
6.2 |
コミュニケーション及び協議 |
|
|
6.3 |
適用範囲,組織の状況及び基準 |
|
|
6.4 |
リスクアセスメント |
|
|
6.5 |
リスク対応 |
|
|
6.6 |
モニタリング及びレビュー |
|
|
6.7 |
記録作成及び報告 |
|
参考文献 |
|
|
参照: 1、2、
|
| i |
ISO45001;2018、JISQ45001+α(OSHMS)=JISQ45100、JISQ45001:2018、JISQ45100:2018、
JISQ 45001, 45100, OSHMS、2018 相関表、
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
① 英国規格OHSAS18001;1999、2007より、国際規格OHS労働安全衛生マネジメントシステムへ、
ISO45001:2018 要求事項:和英タイトル、OHSAS18001:2007との比較表、厚労省OSHMS:1999との比較表、 ISO45001;2018、JIS Q 45001; 2018, JIS Q 45001:2018 (ISO 45001:2018) kikakurui.com、JISC、
審査員の力量: JIS Q 17021-10, 、JIS Q 17021-100,
② 厚労省版 OSHMS: 規格、マニュアル、詳細、JIS Q 45001:2018と厚労省OSHMSの相関表、
①+②:
JISQ 45001, 45100, OSHMS、2018 相関表、JIS Q 45100; 2018 (JISC, 日本版、追加要求)、JIS Q 45001と45100の相関表、JIS Q 45001:2018と厚労省OSHMSの相関表、
| JIS Q 45001; 2018/09/28 |
|
序文 |
| 1 |
適用範囲 |
| 2 |
引用規格 |
| 3 |
用語及び定義 |
| 4 |
組織の状況 |
| 4.1 |
組織及びその状況の理解 |
| 4.2 |
利害関係者のニーズ及び期待の理解 |
| 4.3 |
OH&S マネジメントシステムの適用範囲の決定 |
| 4.4 |
OH&S マネジメントシステム |
| 5 |
リーダーシップ及び労働者の経営参加 |
| 5.1 |
リーダーシップ及びコミットメント |
| 5.2 |
方針 |
| 5.3 |
組織の役割、責任、説明責任及び権限 |
| 5.4 |
働く人の参加と協議 |
| 6 |
計画 |
| 6.1 |
リスク及び機会への取組み |
| 6.1.1 |
一般 |
| 6.1.2 |
危険源の特定及びOH&Sリスクへのアセスメント |
| 6.1.2.1 |
危険源の特定 |
| 6.1.2.2 |
OH&Sリスク及び他のOH&Sマネジメントシステムへのアセスメント |
| 6.1.2.3 |
OH&Sに対するその他の機会の評価 |
| 6.1.3 |
適用される 法的及びその他要求事項の決定 |
| 6.1.4 |
取組みのための計画策定 |
| 6.2 |
OH&S 目的及びそれを達成するための計画策定 |
| 6.2.1 |
安全衛生目標 |
| 6.2.2 |
安全衛生目標を達成するための計画策定 |
| 7 |
支援 |
| 7.1 |
資源 |
| 7.2 |
力量 |
| 7.3 |
認識 |
| 7.4 |
コミュニケーション |
| 7.4.1 |
一般 |
| 7.4.2 |
内部コミュニケーション |
| 7.4.3 |
外部コミュニケーション |
| 7.5 |
文書化した情報 |
| 7.5.1 |
一般 |
| 7.5.2 |
作成及び更新 |
| 7.5.3 |
文書化した情報の管理 |
| 8 |
運用 |
| 8.1 |
運用の計画及び管理 |
| 8.1.1 |
一般 |
| 8.1.2 |
危険源の除去及び労働安全衛生リスクの低減 |
| 8.1.3 |
変更の管理 |
| 8.1.4 |
調達 |
| 8.1.4.1 |
一般 |
| 8.1.4.2 |
請負者 |
| 8.1.4.3 |
外部委託 |
| 8.2 |
緊急事態への準備及び対応 |
| 9 |
パフォーマンス評価 |
| 9.1 |
監視、測定、分析及び評価 |
| 9.1.1 |
一般 |
| 9.1.2 |
順守評価 |
| 9.2 |
内部監査 |
| 9.2.1 |
一般 |
| 9.2.2 |
内部監査プログラム |
| 9.3 |
マネジメントレビュー |
| 10 |
改善 |
| 10.1 |
一般 |
| 10.2 |
インシデント、不適合及び是正処置 |
| 10.3 |
継続的改善 |
| * |
附属書A |
|
認証(中災防):
日本独自の「厚労省指針OSHMS」を、ISO
45001を補完する要求事項+αとし、ISO 45001+α=JISQ45100とする。「ISO 45001に基づく日本独自のOHSMS普及推進会議」は、認証制度の基準規格になることを前提に+α部分を検討し、+α追加要事項には、日常的な安全衛生活動(5S、ヒヤリハット訓練、危険予知訓練)、リスクアセスメント、健康確保活動(メンタルヘルス)、手順書など、既存の法令・事業所規定遵守を含む。JISQ45001のみでなく+α部分を認証されることによりJISQ45001/45100両方が認証される。
参照:
1.JISQ 45001, 45100, OSHMS、2018 相関表、JISQ45100:2018規格一覧、
2.労働安全衛生コンサルタント: JISQ45100への対応 (2019/01/06現在)、、、
|
| i |
ISO50001:2011
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
エネルギーマネジメントシステム、Energy Management System, EnMS、自己認証、
| 4 エネルギーマネジメントシステム要求事項 |
| 4.1 一般要求事項 |
| 4.2 経営層の責任 |
| 4.3 エネルギー方針 |
| 4.4 エネルギー計画 |
| 4.5 実施及び運用 |
| 4.6 点検 |
| 4.7 マネジメントレビュー |
|
、 |
| i |
ISO9001:2014,
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISOマネジメントシステム規格の整合化 (2012年):
ISO/IEC専門業務用指針 補足指針、附属書、Appendix3 上位構造 (High Level Structure, HLS)、共通の中核となるテキスト、共通用語及び中核となる定義, http://www.jsa.or.jp/wp-content/uploads/iso_supplement_sl234.pdf
、284-303頁.
|
| i |
ISO9001改訂履歴、
アイソ・ワールド(辻井浩一)、
ISO9001:2015. (V),
ISO9001:2015.
ISO9001:2015規格解説(岩崎)、(口語訳)、
ISO9001:2015、2008相関表
医療版改訂ISO9001:2015年度版ビデオ(株)アイリック、
ISO9001:2008、(IV)
口語訳ISO9001:2008,
口語訳ISO9001:2000(初心者にもわかるISO9001解説)(III),
ISO/TC176 for ISO9000,
参考:ISO9001:2000規格要求事項の解釈と解説のまとめ(7文献の比較・検証)、
ISO9000:2000シリーズ,
ISO9001;1994.(II)
ISO9001;1987.(I)
ISO9000からTQM9000へ(財)日本規格協会超ISO企業研究会事務局:「すばらしい」の一言です。飯塚悦功プロジェクト(Iizuka Yoshinori, アイソス、Youtube)、
検証、妥当性確認、レビューの違い、
構築、
合格の為、
チェックリスト、
システムアップ(内部監査チェックリスト:QMS, EMS)、
JISC, 日本産業標準調査会ホームページ、JIS Q: 規格内容一覧、検索画面、
JIS Q: 規格内容、閲覧、kikakurui.com、
|
ISO9000の履歴:
①1987年、英国のBS5750規格をベースにISO(国際標準化機構)から以下の品質保証を目的とする品質システム規格が制定された。
・1987年 ISO9000:1987発行(Quality management and quality assurance standards-Guidelines
for selection and use)、
・1987年 ISO9001:1987発行(Quality system-Model for quality assurance in design/development,production,installation and serving)、
・1987年 ISO9002:1987発行(Quality system-Model for quality assurance in production,installation
and serving)、
・1987年 ISO9003:1987発行(Quality system-Model for quality assurance in final
inspection and test)、
・1987年 ISO9004:1987発行(Quality management and quality system elements Guidelines)。
日本ではこれらに対応して、1991年にJIS(日本工業規格)から翻訳規格としてJIS Z 9900、9901、9902、9903、9904が制定された。
ISOでは5年に1回規格を見直すことになっている。
②ISO9001規格も当初は1992年に改定を予定していたが、実際には1994年に部分改定規格として1994年版が発行された。
③1994年版では小幅な改定にとどまっていたが、中小規模の組織の導入についての配慮や実施運用における数多くの経験等を踏まえ、品質保証+顧客満足を目的とする根幹的な大幅見直しの結果、2000年12月20日に2000年版への改定が行われた。
この改定により1994年版ISO9001、9002、9003はISO9001に統一されることになる。ISO9001規格は、企業が規格要求事項を守って品質マネジメントシステムを実施していることを保証するために、第三者の審査を受けるところが大きな特徴となっている。
④2008年の部分改訂、
⑤2015年の大幅改訂:マネジメントシステム共通項番としての上位構造(HLS, high level structure)に基づく箇条構造と事業所を取り巻くリスク・機会、パフォーマンス、改善の強調:
ISO9001:2015とISO9001:2008箇条構成の対比
用語、項番の詳細、
| ISO9001:2015 要求事項 |
ISO9001:2008 要求事項 |
| 4 組織の状況 |
1 適用範囲、4.品質マネジメントシステム |
| 4.1 組織及ぴその状況の理解 |
0.1 一般、5.6マネジメントレビュー |
| 4.2 利害関係者の二一ズ及び期待の理解 |
0.1 一般、5.6マネジメントレビュー |
| 4.3 品質マネジメントシステムの適用範囲の決定 |
1.2 適用、4.2.2 品質マニュアル |
| 4.4 品質マネジメントシステム及びそのプロセス |
4 品質マネジメントシステム、4.1 一般要求事項 |
| 5 リーダーシツプ |
5 経営者の責任 |
| 5.1 リーダーシップ及びコミットメント |
5.1 経営者のコミットメント |
| 5.1.1 一般 |
5.1 経営者のコミットメント |
| 5.1.2 顧客重視 |
5.2 顧客重視 |
| 5.2 品質方針 |
5.3 品質方針 |
| 5.2.1 品質方針の確立 |
5.3 品質方針 |
| 5.2.2 品質方針の伝達 |
5.3 品質方針 |
| 5.3 組織の役割、責任及ぴ権限 |
5.5.1 責任及び権限、5.5.2 管理責任者 |
| 6 計画 |
5.4.2 品質マネジメントシステムの計画 |
| 6.1 リスク及ぴ機会への取組み |
5.4.2 品質マネジメントシステムの計画、8.5.3 予防処置 |
| 6.2 品質目標及びそれを達成するための計画策定 |
5.4.1 品質目標 |
| 6.3 変更の計画 |
5.4.2 品質マネジメントシステムの計画 |
| 7 支援 |
6 資源の運用管理 |
| 7.1 資源 |
6.1 資源の提供 |
| 7.1.1 一般 |
6.1 資源の提供 |
| 7.1.2 人々 |
6.1 資源の提供 |
| 7.1.3 インフラストラクチャ |
6.3 インフラストラクチャー |
| 7.1.4 プロセスの運用に関する環境 |
6.4 作業環境 |
| 7.1.5 監視及び測定の資源 |
7.6 監視機器及び測定機器の管理 |
| 7.1.5.1 一般 |
7.6 監視機器及び測定機器の管理 |
| 7.1.5.2 測定のトレーサビリティ |
7.6 監視機器及び測定機器の管理 |
| 7.1.6 組織の知識 |
New |
| 7.2 力量 |
6.2 人的資源、6.2.1 一般、6.2.2 力量、教育・訓練及び認識 |
| 7.3 認識 |
6.2.2 力量、教育・訓練及び認識 |
| 7.4 コミュニケーション |
5.5.3 内部コミュニケーション |
| 7.5 文書化した情報 |
4.2 文書化に関する要求事項 |
| 7.5.1 一般 |
4.2.1 一般 |
| 7.5.2 作成及び更新 |
4.2.3 文書管理、4.2.4 記録の管理 |
| 7.5.3 文書化した情報の管理 |
4.2.3 文書管理、4.2.4 記録の管理 |
| 8 運用 |
7 製品実現 |
| 8.1 運用の計画及び管理 |
7.1 製品実現の計画 |
| 8.2 製品及びサービスに関する要求事項 |
7.2 顧客関連のプロセス |
| 8.2.1 顧客とのコミュニケーション |
7.2.3 顧客とのコミュニケーション |
| 8.2.2 製品及びサービスに関する要求事項の明確化 |
7.2.1 製品に関連する要求事項の明確化 |
| 8.2.3 製品及びサービスに関する顧客要求事項のレビュー |
7.2.2 製品に関連する要求事項のレビュー |
| 8.2.4 製品及びサービスに関する顧客要求事項の変更 |
7.2.2 製品に関連する要求事項のレビュー |
| 8.3 製品及びサービスの設計・開発 |
7.3 設計・開発 |
| 8.3.1 一般 |
7.3 設計・開発 |
| 8.3.2 設計・開発の計画 |
7.3.1 設計・開発の計画 |
| 8.3.3 設計・開発へのインプット |
7.3.2 設計・開発へのインプット |
| 8.3.4 設計・開発の管理 |
7.3.4 設計・開発のレビュー、7.3.5 設計・開発の検証、7.3.6 設計・開発の妥当性確認 |
| 8.3.5 設計・開発からのアウトプット |
7.3.3 設計・開発からのアウトプット |
| 8.3.6 設計・開発の変更 |
7.3.7 設計・開発の変更管理 |
| 8.4 外部から提供されるプロセス、製品及びサービスの管理 |
7.4 購買 |
| 8.4.1 一般 |
7.4.1 購買プロセス |
| 8.4.2 管理の方式及び程度 |
7.4.1 購買プロセス、7.4.3 購買製品の検証 |
| 8.4.3 外部提供者に対する情報 |
7.4.2 購買情報 |
| 8.5 製造及びサービス提供 |
7.5 製造及びサービス提供 |
| 8.5.1 製造及びサービス提供の管理 |
7.5.1 製造及びサービス提供の管理、7.5.2 製造及びサービス提供に関するプロセスの妥当性確認 |
| 8.5.2 識別及びトレーサビリティ |
7.5.3 識別及びトレーサビリティ |
| 8.5.3 顧客又は外部提供者の所有物 |
7.5.4 顧客の所有物 |
| 8.5.4 保存 |
7.5.5 製品の保存 |
| 8.5.5 引渡し後の活動 |
7.5.1 製造及びサービス提供の管理 |
| 8.5.6 変更の管理 |
7.3.7 設計・開発の変更管理 |
| 8.6 製品及びサービスのリリース |
8.2.4 製品の監視及び測定、7.4.3 購買製品の検証 |
| 8.7 不適合なアウトプットの管理 |
8.3 不適合製品の管理 |
| 9 パフォーマンス評価 |
8 測定、分析及び改善 |
| 9.1 監視、測定、分析及び評価 |
8 測定、分析及び改善 |
| 9.1.1 一般 |
8.1 一般 |
| 9.1.2 顧客満足 |
8.2 監視及び測定、8.2.1 顧客満足 |
| 9.1.3 分析及び評価 |
8.4 データの分析 |
| 9.2 内部監査 |
8.2.2 内部監査 |
| 9.3 マネジメントレビュー |
5.6 マネジメントレビュー |
| 9.3.1 一般 |
5.6.1 一般 |
| 9.3.2 マネジメントレビューへのインプット |
5.6.2 マネジメントレビューへのインプット |
| 9.3.3 マネジメントレビューからのアウトプット |
5.6.3 マネジメントレビューからのアウトプット |
| 10 改善 |
8.5 改善 |
| 10.1 一般 |
8.5.1 継続的改善 |
| 10.2 不適合及び是正処置 |
8.3 不適合製品の管理、8.5.2 是正処置 |
| 10.3 継続的改善 |
8.5.1 継続的改善、8.5.3予防処置 |
|
ISO9001固有の要求事項
ISO9001:2015 7原則、TQM管理の為の要求項番(一覧表)、
ISO9001導入のメリット:
商取引上の要請への対応(安定した取引)、
組織体制の確立(責任・権限の明確化と業務フローの明確化)、
あらゆる管理体制の基礎作り、
各部門の主体的な活動促進、
従業員教育のツール整備、
顧客満足度の向上、
ISO9001導入のデメリット:審査合格だけを目的とした企業に多い:
文書・記録の増加による業務圧迫、
審査・コンサル料金による経費増加、
顧客対応のスピードの鈍化(縦割り組織へと変貌)、
現場での不適合隠し。
ISO 9000 は、ISO 9001(品質マネジメントシステム―要求事項)の意味で使われることが多いですが、時によってはISO 9000ファミリー(①ISO
9000/基本と用語、②ISO 9001/要求事項、③ISO 9004/パフォーマンス改善の指針、④ISO 19011/監査の指針の総称)の意味で使われることもあります。ISO
9001は認証登録のスペック(spec, specification、仕様)であり、審査では、この規格の要求事項に適合しているかどうかをみます。規格内容を大雑把に言うと、組織が、顧客の要求事項と自組織に適用される規制をクリアできる能力を持っていることを実証するために継続的に改善活動を行い、顧客満足向上をはかる仕組みです。
ISO9000とは、品質マネジメントシステムの基本について解説し、用語について定義している文書です。標題は「品質マネジメントシステム-基本及び用語」です。ISO9000シリーズ規格で使用されている用語の定義を提供しています。第三者認証の対象ではなく、マネジメントシステムを構築するに当たり参照する参考資料という位置づけです。
品質マネジメントシステム①:基本、用語:
1.概念、用語(要求事項=法的+顧客+製品。適合:要求事項を満足、不適合:要求事項を満たしていない。顧客・利害関係者:顧客はプロダクト(製品・治療効果などプロセスの結果)を受け取る組織・人で、水面に落とした石の描く波紋の如く、顧客本人とそれに関連する広範なステークホルダーをさす。文書:手順書+仕様書(要求事項を記述した文書)+記録(結果、実施証拠)。検証:客観的証拠(存在または裏づけデータ)を確認して要求事項が満足されているか確認し、適合・不適合を判断すること。妥当性確認:合目的を確認。レビュー:検証・妥当性確認を会議する。)、
2.品質マネジメントシステムの実施、維持、開発、改善へのアプローチの概説、
3.アプローチ8原則:
・顧客・利害者のニーズ・期待を明確化、
・組織の質方針・質目標設定、
・質目標達成に必要なプロセス・責任の明確化、
・質目標達成に必要な資源の明瞭化・提供、
・各プロセスの有効性・効率の想定方法設定、
・各プロセスの有効性・効果判定指標を適用、
・不適合予防・原因除去手段決定、
・継続的改善プロセス確立・適用、
4.品質マネジメントの8原則:
・顧客重視、
・リーダーシップ:経営者の方針を組織内に徹底、
・従業員のシステムへの参画、
・プロセスアプローチ:良い工程が良い結果をもたらす(PDCA)、
・システムアプローチ:相互関連プロセスを1つのシステムとして稼動させる、
・継続的改善:PDCA spiral up、
・意思決定への事実に基づくアプローチ:監視・測定とデータの分析に基づく、
・供給者との互恵関係、
5.パートナー(利害関係者)との互恵関係の考慮:価値想像増大、迅速な共同歩調、コスト・資源の最適化、
6.卓越モデルとの共通点、差異を示す。
7.α:トップマネジメントの役割、質目標、文書化、プロスアプローチ、システム評価、継続的改善、統計的手法の役割。
ISO9000sにおいては、Quality System CycleとしてPDCA cycleを取り入れている:
(1)Plan: 品質マネジメントシステム(Quality Management System, QMS)の確立(マネジメントの責任、品質システム手順と品質計画、契約のレビュー、デザイン管理)、
(2)Do: QMSの管理(文書とデータの管理、資材管理、不適合管理、サンプルと物質管理、購入管理、取扱・配送管理、プロセス管理、品質記録の管理)、
(3)Check: QMSのレビュー(検査と試験、内部品質管理、外部品質管理)、
(4)Act: QMSの改善(予防と是正処置、教育訓練、サービス面継続、統計手法)。
更に、PDCAはcontinuous quality improvementによる連続する改善スパイラルを形成することによりその真価を発揮するとされている。
QMSのフレームを構築する為に、出来合いの管理ソフトISO9000sが使われる。その実践として、財務のみに基づく経営戦略(資源配分)でなく因果関係を解析したbalanced
scorecard (BSC, BSC)による戦略マップを作成し、上記フレームを現実のプロセスとして、経営者と労働者がequal partnershipとして戦略目標を共有しコントロールする。現在、企業の社会的責任として、compliance(法律遵守、心を入れる)が必要とされていることにも注意すべきである。
蛇足の注意:ISO: 英文和訳: shall=must, should=had better, 精確=精度(真値に近い trueness)+正確、uncertainty=不確かさの概念が導入されている.
品質マネジメントシステム②:要求事項、
審査の要求事項を定める、要求事項の焦点は顧客満足の達成すなわち不適合の予防によって獲得され、システムをプロセスに沿って確実に運営すること、何を何故行わなければを述べ(どのようにすべきか方法は規定していない)、継続的改善を含む。
品質マネジメントシステムの国際規格で、審査ではこの規格の要求事項に組織側のシステムが適合しているかどうかをみます。初版は1987年に開発され、現行版は第三版になり、2000年末に発行された。原文の名称はISO 9001(Quality management systems-Requriements)で、その翻訳版がJIS Q 9001(品質マネジメントシステム-要求事項)です。章構成は1.適用範囲、2.引用規格、3.定義、4.品質マネジメントシステム、附属書A~Cとなっており、審査で要求されるのは「4.品質マネジメントシステム」の部分のみです。この規格は主に、顧客要求事項、規制要求事項及び組織固有の要求事項を満たす組織の能力を、第三者機関が評価するために使用されますが、組織が自己評価のために使用することもできます。
ISO9001とは、ISO(ジュネーブの国際標準化機構)が、1987年に制定し、5年後とに改定する、商品やサービスの品質保証体制の国際基準(品質保証モデルまたは品質マネジメントシステムのグローバルスタンダード規格)。147カ国の各認定機関より認証された各国内の第三者(審査登録機関)は、各企業の商品やサービスの品質保証体制がISO9001の品質保証規格を満足することを審査し、認定・登録する。企業体はISO9001認証取得により、審査依頼された認証範囲に限定して、自社の提供する商品や顧客サービスの質の高さ・透明性・公平性に国際的お墨付をもらうこととなり、内的には企業活動の合理化を、外的には社会的信頼性を担保される。
品質マネジメントの8原則は:(1)お客様志向、顧客重視、お客様満足、(2)経営者のリ-ダ-シップ、(3)全員参加、(4)個々の活動をプロセスとみなしてその相互作用を体系的に明確にして運営管理するプロセスアプロ-チ(フロア係における1つのプロセスとはお客の要求「美味しいものが食べたい」というインプットを、お薦め品を伝えたり焼き具合を尋ねたりオ-ダ-を復唱したりして、ステ-キ2人前・焼き加減メティアムなど正確なオ-ダ-すなわちアウトプットを次のプロセス(ここでは調理に相当する)へ伝達すること)、(5)マネジメントのへのシステムアプロ-チ(レストランにおけるフロア係、調理係、会計係、など、連携プレ-のシステムが効率よく目的を達成することに必要)、(6)パフォ-マンス(業績、営業成績)の継続的改善を目指す、(7)デ-タを重視する(意思決定への事実に基づくアプロ-チ)、(8)協力会社との関係を大切にする(供給者との互恵関係)。期待できる効果は、(1)従業員の品質に対する意識が高まる、(2)継続的に改善をし続ける企業風土が醸成される、(3)漠然としていた管理・運営業務に関する役割の責任と権限が明瞭になる。ISO9001導入には、自社の管理の仕方・業務の進め方、仕組みを検討と、ISO9001規格要求事項の理解が必要である。
医療ISO9001、QMS-H Quality Centered Management System for Healthcare、TQM Total
Quality Management:(プロセス重視:標準化/可視化した工程で作り込む)システムで質を保証する=質の良い医療を提供することはシステムを改善すること。
●システム:
●日本品質管理学会、医療の質・安全部会、QMS-H研究会(早大棟近雅彦)日本品質管理学会・医療の質・安全部会に入会し、医療のための質マネジメント基礎講座」全14回を聴講し、PCAPS研究会・QMS-H研究会に参加することを勧めます。
、
●中村圭作、病院におけるISO9001:2000適用に関する研究、(工業規格用語の医療用語への読み替え:
製品=医療サービス(注意:やり直しがきかない)、
品質=診療行為に関する顧客の満足、
顧客=患者+患者関係者+関連診療施設+保険者+地域社会、
不適合=手順(書)からの逸脱+機器故障+患者クレーム+医療過誤、
設計・開発=診療計画作成+治療メニュー作成+クリニカルパス作成+システム(診療プロセス管理=診療・介護・健診、支援プロセス管理=人・モノ・知識・情報・記録・環境・モニタリング、経営フレームワーク管理))、
●大久保病院品質保証委員会、医療法人社団共栄会大久保病院におけるISO9001認証取得実践事例集、産労総合研究所、2004,
●医療機関ISO9001教育用テキスト(2002年度版)(経済産業省)、
●JISQ9001:2008(ISO9001:2008)規格解釈(医療版)社団法人日本能率協会 審査登録センター(略称:JMAQA)、
●上原鳴夫、黒田幸清、飯塚悦功、棟近雅彦、小柳津正彦、医療の質マネジメントシステム-医療機関におけるISO 9001の活用、日本規格協会、
●西村経営支援事務所、医療の質マネジメントシステム入門、
●ISO9001と病院機能評価の要求事項関連表、
●ISO9001:2015, 項番6.1「リスク及び機会への取組み」脅威と機会:
① SWOT分析応用:
|
|
|
外部環境 |
|
|
|
脅威 Threat |
機会 Opportunity |
|
|
|
既存患者高齢化(通院困難)人口減少
患者流出
診療報酬改定:高度急性期DPC、
基準病床数、急性期病床の区分け・病床数削減
競合病院新築 |
診療圏拡大
認知症対策推進
産婦人科ニーズ顕在
行政の住民健診ニーズ顕在
介護施設入所者の医療ニーズ増大
在宅ニーズ増大
|
| 内部環境 |
強み Strength |
病診連携
地域内疾患別シェア率
臨床科収益
地域指定
開放型:紹介率
在宅診療実績 |
脅威の回避、縮小する戦略
一般病棟の病床数削減 |
攻めの戦略
地域包括ケア病棟の増棟
回復期リハビリ病棟の開設 |
|
弱み Weakness |
立地環境
診療スペース制約
救急搬入減
疾患別シェア減
逆紹介率減
施設基準未習得
経営基盤不安定(低収益力) |
最悪回避、撤退する戦略
病棟数のダウンサイズ |
機会を捉えて弱みを克服する戦略
高単価症例の集患強化
施設基準取得
ターゲット(整形、脳血管、癌)
地域医療機関との連携強化(二次医療圏外への流出防止)病診連携・逆紹介 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
② 脅威と機会の検出事例:
| 事業環境 |
脅威→課題 |
機会→課題 |
事業課題の選定* |
| 内容 |
コメント |
| 当社に関わる政治、経済、社会情勢 |
トランプショック |
様子見 |
様子見 |
|
| |
為替動向 |
|
円高基調→材料費値引き交渉準備 |
今後状況に応じて実施 |
| |
人手不足 |
従業員の労働環境整備と社内定着率向上の為の教育制度確立 |
|
事業計画へ |
| |
政府の残業規制強化 |
残業管理強化と生産性向上推進 |
|
|
| |
物流費用の値上がり |
自社便化と配送ルート見直し |
|
今後状況に応じて実施 |
| 当社製品のマーケット |
中国市場 |
建設需要は一服感→継続して監視 |
|
|
| |
国内での小型設備機会需要の拡大 |
|
顧客の絞り込み(小型設備メーカーを中心に)と販売計画立案の実施、需要拡大に備えた生産設備の導入準備→早期受注 |
事業計画へ |
| 競合先 |
工場増設 |
安値攻勢→監視強化 |
|
|
| |
事業撤退情報入手 |
|
競合先の顧客調査と売込み開始 |
営業部門の活動として実施 |
| 供給者 |
経営不振 |
代替メーカーの開拓 |
|
|
| |
小型部品の受注量拡大 |
小型部品の加工が得意な協力会社開拓 |
|
|
| 代替製品、新技術 |
代替材の台頭 |
様子見 |
様子見 |
|
| 顧客 |
主要顧客が事業方針変更(部品を発注、社内組立→今後は組立品として購入) |
|
社内体制の見直し(部品設計CAD強化と、当初組立のできる外注の確保、後日、組立プロセスの構築) |
事業計画へ |
| |
海外生産の拡大 |
監視強化 |
|
|
| |
グリーン調達 |
RoHS、REACHへの確実な対応 |
|
環境会議で検討 |
| |
BCP事業継続計画強化 |
|
|
|
| 利害関係者(顧客以外) |
近隣にマンション建設 |
近隣への配慮→騒音、振動防止対策 |
|
事業計画へ |
| |
県の助成金事業募集 |
|
新型サーボプレス導入による薄型加工技術の確立 |
今後、状況に応じて実施 |
*課題選定基準:1.当社方針(ビジョン、ミッション)との整合性、2.当社の資金力、能力から見ての実現性、3.優先順が高い。
▲文書の一元管理:
作成→承認→周知→保管→改訂/廃棄、
▲文書の体系管理:
1.管理レベル:
一次レベル:組織全体に関わる共通ルール、
二次レベル:複数の部門部署に関わる共通ルール、
三次レベル:個別の部門部署に関わるルール、
引用/被引用、
2.文書タイプ:
規程:業務分掌規程、組織運用規程、
プロセスフローチャートPFC:注射PFC、
手順書、マニュアル:注射器取扱いマニュアル、
技術標準:注射手技、
帳票、ワークシート:注射ワークシート、
外部文書:
■診療プロセス
■クリティカルパス・ライブラリー、日本医療マネジメント学会、医療情報システム開発センター、
クリニカルパス、新潟県立中央病院、
■医療安全と質を保証する患者状態適応型パス(PCAPS)統合化システム開発研究」事業、
◎管理:経営要素管理、方針管理、日常管理、
◎大阪府立成人病センター、基本情報(評価数値、病院管理指標、臨床指標、インシデント、定時制、褥瘡発生率、苦情件数、満足度)、
保険診療点数(しろぼんねっと)、DPC早わかり(Diagnosis Procedure Combination, 田辺三菱製薬)、
参照:
10.文書一覧事例、内部監査チェックリスト(ISO総合研究所)
20. 日本工業標準調査会解説(アンチョコ)、
30. 国際規格マネジメント:ISO9001, ISO14001, ISO22000, ISO27001, プライバシーマーク、OHSAS18001、
50. 医療版改訂ISO9001:2015年度版ビデオ(株)アイリック、
60. 中村圭作.病院におけるISO9001:2000適用に関する研究 (ISO9001:20000用語医療用読み替え)、
70. 臨床評価指標、計測マニュアル、(独)国立病院機構。
71. 熊本医療センター、臨床評価指標。
73. 大阪国際がんセンター、臨床評価指標。
80. JMAQA JISSQ9001:2008(ISO9001:2008)規格解釈(医療版)。
90.飯塚悦功他監修.医療の質マネジメントシステム.医療機関必携.質向上につながるISO導入ガイド.東京;日本規格協会.2006.(ISO9001;2000)。
100. 大久保病院品質保証委員会増井いづみ他編.医療法人社団共栄会大久保病院におけるISO9001認証取得実践事例集.東京;産労総合研究所出版部経営書院.2004.(ISO9001;2000)。
200. らくらくISO9001講座.口語訳ISO9001、2015年版、(規格要求解説)。
210. ISO9001:2015版改訂に伴うマネジメントシステムの構築、三小田睦、2016/07/22。
300. 医療機関ISO9001教育用テキスト(2002年度版、経産省)(事故分析、改善)。
310. 医療のリスクマネジメント、西村経営支援事務所(事故分析)。
400. 医療の質保証のためのISO9001QMSの調査(2003年、経産省)(プロセスフローチャート)。
500. 医療の質マネジメントシステム入門、西村形勢支援事務所(ISO9001:2000、 規格シェーマ)。
600. TQMとISO9001。
|
| i |
ISO9001, ISO14001, OHSAS18001などの複合審査 |
複合審査マネジメントシステム。2つ以上の国際規格の認証を取得する企業/組織体が増えてきています。このとき、それぞれの規格に共通する部分について、同時に審査を受けることができれば、時間や経費の節減が可能となって合理的です。
|
| i |
ISO9001+HACCP |
食品マネジメントシステム。食品の安全性を、製造、加工、調理などの過程で確実なものとする HACCP基準と ISO9001 システムを併せて、その保証をしていこうとするシステムです。
|
| i |
ISO9001審査機関 |
ISO 9001 registration body
|
| i |
ISO9004 |
品質マネジメントシステム③:実施方法ではなく、改善指針、ISO9001と同順配列で整合性のある同一条項構成の一対の規格、8つの原則、継続的改善の達成、利害関係者のニーズ、プロセスモデル。
ISO9004とは、「品質マネジメントシステム-パフォーマンス改善の指針」です。国際標準化機構(International Organization
for Standardization)により2000年12月に発行されました。対応するJIS規格として「JIS Q 9004:2000」があります。品質マネジメントシステムの要求事項を中心に、システムの効果と効率を向上させるための指針を提供しています。ISO
9001よりも広い範囲の品質マネジメントシステムの目標を設定し、組織全体のパフォーマンスと効率と継続的な改善のための手引として開発された規格です。原文の名称はISO
9004(Quality management systems-Guidelines for performances improvements)で、その翻訳版がJIS
Q 9004(品質マネジメントシステム-パフォーマンス改善の指針)です。この規格は8つの品質マネジメントの原則(顧客重視、リーダーシップ、人々の参画、プロセスアプローチ、マネジメントへのシステムアプローチ、継続的改善、意思決定への事実に基づくアプローチ、供給者との互恵関係)がベースになっています。常にISO
9001と同期に発行されます。この規格自体の認証を受けることは出来ませんが、ISO9001の認証を取得した組織が、そのパフォーマンスを継続的に改善するための手引きとして活用できるように、目次構成や用語などの同期が取られています。
|
|
|
|
|
|
|
| i |
ISO導入前対策 |
ISO審査登録直前の、必要な社内体制の整備、推進委員、内部監査員の教育・訓練、文書化を含めたマネジメントシステムの構築工程表:例.ISO9001、(1)12ヶ月前:キックオフ(プロジェクト推進チ-ム編成:現場担当者、連絡協議会編成、審査対象事業所(サイト)選定、審査範囲決定、ISO9001適用規格選定、業務フロー・既存文書リスト作成)、(2)11ヶ月前:教育訓練(ISO9001規格解説、文書化教育、内部監査教育)、初期評価(業務フロー確認、担当者ヒアリング、既存文書調査、現状とISO9001品質システムとのギャップ分析)、文書化計画(作成対象文書の絞込みと作成スケジュ-ルと進捗管理、文書化ワ-キンググル-プ、用語の統一、ISO9001要求事項との対応)、(3)10ヶ月前:文書化開始、現場とのフィードバック、(4)6ヶ月前:品質システム文書発行、システム運用、社内教育、内部監査、マネジメントレビュ-。ケーピーエムジー・エムエムシー株式会社
|
| i |
ISO導入費用 |
最低限の10~20人の小規模企業:初期100万円、毎年のサ-ベイランス40万円、3年毎の更新審査時70万円、すなわち、労働者1人当り毎月5千円、毎月合計6万円程度の出費となる。ただし、コンサルタント料は別料金で、合計すると、労働者1人当り毎月1万円の出費か?ISOは高額な為に、外部監査を募って、お茶を濁す地方自治体も多い。
|
| i |
ISO認証 |
認定 accrediation、 認証 certification、自己認証、
認定機関(JAB、日本)→(認定)→適合性評価機関→(認証)→企業・製品等。
認証料金(登録料金):規模・工数別(日本環境認証機構JACO)、
、
|
| i |
ISO、共通用語、 |
ISO19011
(品質/環境監査統合規格)
品質と環境の統合監査のガイドラインとして現在、ISOにおいて審議中のもの。監査員の資格要件は教育・経験・訓練をもとに決められる。監査員の力量としては、個人的資質、共通的知識と技能、品質や環境に特有な知識と技能が必要とされる。
これらの具体的な基準は、第三者審査員の場合、JRCAとCEARがそれぞれ共通の基準を決めることになる。この規格が制定されると、ISO10011(品質システム監査の規格)とISO14010シリーズ(環境監査の規格)が廃止される。
JRCA
品質システム審査員評価登録センターのこと。(財)日本規格協会の中に設置されている。JRCAは(財)日本適合性認定協会(JAB)の認定を受けて、品質システム審査員の評価登録業務を行っている。
監査計画
監査を行う実行計画のこと。計画には監査の目的、範囲、監査期日、基準文書、監査チームメンバー、監査スケジュール及び打合せ会議が含まれる。
内部監査の場合、部門別、システム要素別の関連表などで、部門の役割が明確になっているため、監査対象の機能を計画書の中に明示するとよい。
監査された領域
監査は部署単位に行われることが多いため、被監査部署と“監査された領域”が同じ意味に受けとめられることが多い。ISOでは、“監査された領域に責任を持つ管理者”は不適合が観察された場合、是正処置をとることが要求されている。この責任を持つ管理者は、必ずしも被監査部署の管理者とは限らないケースがある。
指摘された不適合は、その部署の監査時に検出されたものであって、不適合の処置及び原因を除去する責任を持つ管理者と異なる場合があるからである。
監査チーム
監査を行うにあたっては、監査チームリーダーが指名される。チームリーダーは監査のMHK(目的、範囲、基準)を明確にした上で必要な能力を持ったメンバーでチームを編成する。監査対象の組織が小さい場合は、一人で監査を実施する場合もあり得る。チーム、あるいは一人で監査する監査員は自らの仕事は監査しないことが条件となる。
第三者監査の場合、監査対象の固有知識の提供や通訳などのための技術専門家を含めることもある。また、監査チームには訓練中の監査員を含めることがある。
内部監査の場合も監査員養成のOJT教育として、ぜひ加えたいものである。
監査の形態
監査では監査基準に関連する記録、事実の記述、またはその他の情報を収集する。それらの客観的な証拠をもとに、基準との適合性を判断することになる。
監査の目的、監査側の立場により内部監査(第一者監査)と外部監査があり、外部監査には一般的に第二者監査と第三者監査が含まれる。
第一者監査
内部監査は、第一者監査ともいわれる。内部監査は組織が保有するシステムを評価するために、組織自身または代理人によって行われる。
目的:自社の品質(環境)マネジメントシステムが品質(環境)目標の達成に役立っていることを自社の経営陣に確信させる(「内部監査」の項参照)。
第二者監査
第二者監査は、取引関係のある組織が他の組織に対して行う監査で、監査側の組織が製品または役務を購入するための契約を締結しているか、またはその意思がある場合に該当するものである。この監査は購入側の組織によって、または外部の機関を用いて監査を行うことができる。
目的:供給者の品質システムが相互に合意した品質水準に基づき、製品または役務を納入または提供できることを、購入側の組織に確信させる。
第三者監査
顧客及び供給者から独立した外部の機関によって実施される。ISO9001またはISO14001に対する適合性を確認する審査は、公的に認定された機関によって実施され、登録される。
目的:国家規格またはISO9001などの国際規格に基づいて構築された組織のシステムの有効性について確信(保証)を得る。
監査プログラム
内部監査はあらかじめ定められた間隔で実施しなければならない。一般的には、年度計画として策定し、基準文書は何か、どの部署を、いつ(頃)、どのように行うのかを明らかにする。建設業のように、作業現場の開始時期と期間が予測しにくい場合は、工事の進捗を考慮してプログラムを策定するとよい。
個々の監査スケジュールは監査計画であり、監査プログラムとは異なる。
監査プロセス
監査の実施にあたっては、まず、チームリーダーを指名する。チームリーダーは監査のMHK(監査目的、監査範囲、監査基準)を監査依頼者と協議して設定する。次に監査チームを編成して監査活動に入っていく。実地監査に先立って監査計画を作成し、チェックリストを作成するのは大切な準備作業である。
実地監査にあたっては監査計画に従って進める。監査は監査基準が満たされているか、証拠を集め、評価し、監査所見を導き出す。証拠となる情報は記録の確認、面談及び観察などによって収集する。
実地監査終了後、チームリーダーは監査報告書を作成し、確認後配付する。監査時に指摘された不適合に対する是正処置が行われる場合は、処置完了後にフォローアップを行わなければならない。
客観的証拠
ISO9000の用語の定義によると、「あるものの存在や真実を裏付けるデータ」とされている。製品が要求事項に適合していることの客観的証拠は、測定や試験によって得られる。監査で不適合と指摘するための客観的証拠は、監査時の記録の確認、観察、面談によって得られる。
記録
記録は文書の一種ではあるが、活動の証拠を提供し、または達成した結果を記述した文書である。したがって、記録は通常、改訂管理は必要でなく、検索できるということが要求事項になっている。
記録は、活動のアウトプットの一つである。記録を残すことは、顧客に活動を正しく実施したという結果を客観的に証明する最も効果的な手段である。
◎品質記録の目的
・規格要求事項への適合性の証明
・品質システムの効果的な運用の証明
・トレーサビリティの確保
・是正処置、予防処置の証拠
・顧客や第三者への実証
継続的改善
ISO9001の2000年改訂の目玉として、“継続的改善”が導入された。ISO9004では有効性と効率ともに継続的な改善が推奨されているが、ISO9001では品質マネジメントシステムの有効性のみ継続的改善が要求されている。
有効性とは計画対比、結果が達成された程度である。製品でいえば、どの程度要求事項を満足したか、不適合が発生しなかったかということになる。ISO9001での改善は品質システムにおいて実施する活動、活動の結果得られる品質目標の達成度を改善するものである。
改善は品質目標の取り組み、監査結果報告、測定・監視データの分析などの恒常的な活動とマネジメントレビューを通じたシステム全体の改善活動を組み合わせて行う必要がある。
継続的とは常に改善が進んでいる状態ということではなく、改善が行われ、その効果を見る停滞を経て、さらに改善が行われる断続的なものでよい。
更新審査
年1回審査を選択している企業の品質マネジメントシステム登録の有効期限は、登録日、または更新日より3年間である。その後も引き続き登録を希望する組織は、更新審査を受ける。更新審査は、登録後3年間の実績をもとに、システム運営状況の確認を受けることになる。審査工数は審査登録機関によって異なるが、登録審査の約2/3程度のケースが多い。品質の場合、94年版から2000年版へ移行する組織は、更新審査時に合わせて移行審査を受けると都合がよい。
サーベイランス
審査登録機関が登録した企業(組織)の品質システムが引き続き維持されていることを、定期的に確認する審査のこと。定期(継続・維持)審査ともいう。審査登録機関によりパターンは異なるが、認定基準上は最長1年間隔であるが、通常は半年に1回または1年に1回実施される。審査では規格要求事項から必要な項目を選択して、規格適合性が確認される。
登録は通常3年間の有効期限がある。引き続き登録を希望する企業は、登録継続の可否を審査される。これを更新審査といい、登録後3年間のシステム運営状況とその有効性の評価を受ける。
審査機構
品質マネジメントシステム審査登録制度を運用するために、次の4機関が設けられている。各機関の機能とその相互の関係は次のとおり。
1。認定機関
(財)日本適合性認定協会(JAB)があたり、審査登録機関、審査員研修機関、審査員評価登録機関を評価、認定し、登録する。
2。審査登録機関
審査登録を希望する組織からの申請を受けて、当該組織のマネジメントシステムの規格への適合性を審査し、適合している場合は登録する(02年5月現在、品質41機関、環境33機関がJABより認定されている)。
3。審査員評価登録機関
(財)日本規格協会・品質システム審査員評価登録センター(JRCA)があたっている。マネジメントシステム審査を担当する審査員の基準を公表し、これに基づき評価を行い、資格基準に適合した審査員を登録し、公表する。
4。審査員研修機関
マネジメントシステムの審査員希望者に対して、教育・訓練を実施し、試験を行って合格証を発行する。
なお、環境マネジメントシステムの場合は、審査員評価登録機関が(社)産業環境管理協会・環境マネジメントシステム審査員評価登録センター(略称CEAR/JEMAI)が当たっているが、全体の仕組みは、品質の場合と同様である。
審査登録
マネジメントシステムの審査登録は、審査登録機関が審査を実施し、要求事項に適合すれば登録される。しかし、初回の審査登録で完了にはならずに、初回の登録後も引き続いて、定期的にシステムの維持状況の審査が行われる。また、審査登録の有効期間は通常3年間と定められているので、引き続き登録を希望する組織は、更新のための審査(更新審査)を受ける必要がある。
審査の指摘事項
審査登録制度における登録(初回)審査と、その後の定期(継続・維持)審査、更新審査で審査員から指摘されたシステム上の不適合をいう。規格要求事項を受けて構築されたマネジメントシステムが実行面で満たされていない場合が該当する。
内容により、システム要求事項が欠落している「重大」なもの、実行が部分的に抜け落ちがある「軽微」なもの、及び不適合には至らないが、放置すると不適合の恐れがあると判断した「観察事項」の3区分にするのが一般的なようである。
「重大」及び「軽微」の指摘事項は是正対象で、処置結果、または処置計画を確認してもらい、完了することになる。
内部監査
第一者監査ともいわれ、組織自身の保有するシステムを評価するために行う監査である。この監査は自組織のスタッフ、または代理人を用いて行うこともできる。
内部監査は自社のマネジメントシステムで決めたことが実行されていて、効果的であることを経営者が確信するために行われる。また、組織がISOに適合していることを自己宣言するための基礎とすることもできる。
内部監査は組織の品質マネジメントシステムを構築し、維持していく上で重要であり、審査登録機関の審査でも、最も重要視される審査項目の一つである。監査の成否は内部監査員の力量によって大きく左右される。したがって、システムと監査についての知識と技能を持った内部監査員の育成が不可欠といえる。
内部監査の実施は定期的でなくてもよいが、あらかじめ定められた間隔で計画的に行わなければならない。
内部監査員
内部監査を実施するには力量を持った内部監査員が必要である。力量には品質マネジメントシステムに関する知識、監査に関する知識と技能、及び実際に監査の現場で適用できる能力が必要である。内部監査員は外部機関が実施する内部監査員養成研修を修了し、監査経験を積んだ者を養成する。次に、その者が講師になって社内で育成するとよい。
ISO9001では“監査員は自らの仕事は監査しないこと”と規定されている。直接の作業者と責任者は、当該業務の監査はできない。
フォローアップ
是正処置の実施後に、その処置の有効性の検証を行うこと。内部監査において指摘された不適合の是正処置のフォローアップには、次の方法が考えられる。
・フォローアップ監査を実施する。
・是正処置の実施状況を文書と実地で確認する。
・是正処置の完了を証明した文書を提出してもらう。
・次回の監査時(定期監査)に確認する。
文書
文書は“情報及びそれを保持する媒体”と定義されている。組織の活動にはさまざまな文書が次の目的のために作成され、使用されている。
(1)情報の伝達、コミュニケーションの道具として用いる。
(2)知識を共有し、保管する。
(3)活動が行われた証拠を残す。
文書の種類の例としては、仕様書、手順書、図面、規格、記録などがある。これらの文書を総称して文書類ともいう。上記のうち、(1)、(2)の目的に使用される文書は活動のよりどころ、基準となるもので、「文書管理」の要求事項が適用される。(3)の目的に使用される文書は、「記録の管理」の要求事項が適用される(文書管理の項を参照)。
ISO9000には、文書を利用することにより、
・顧客要求事項への適合の達成
・品質改善
・教育・訓練の実施
に役立つと記述されてい
文書管理
品質マネジメントシステムで用いられる文書には、仕様書、手順書及び記録などがある。ここでいう「文書管理」は、“検索できる”という要求がある「記録」とは別にして、ISO9001規格4.2.3項の要求内容のことである。
文書は発行前に適切性を確認しなければならない。改訂にあたっては、同様の確認を行い、必要なところで使用できるように配付する。改訂された旧文書は間違えて使用しないように処置をしなければならない。
文書審査
文書審査は、登録(初回)審査の前に品質マニュアルを対象に行われる。
(1)事前訪問調査による文書審査
この事前訪問調査において、品質マニュアルの内容及びその他の文書の構築状態を要求事項と照らし合わせて確認を行う。
(2)登録審査前の文書審査
ISO9001規格4.2.2に示されている品質マニュアルとしての基本事項の記述、及び規格への適合性を評価される。文書審査での指摘事項は実地審査時の指摘事項と同じく、是正処置の対象になる。
なお、文書審査の位置付け、扱い方は審査登録機関によって違いがある。
文書体系
品質マネジメントシステムにおける各種の活動内容を定めた文書で、これには、(1)品質方針及び目標、(2)品質マニュアル、(3)文書化された手順(文書管理、記録の管理、内部監査、不適合製品、是正処置、予防処置)、(4)組織が必要と判断した文書(規定、基準、要領など)、(5)品質記録からなる。
文書レビュー
ISO9000の用語の定義によると、「設定された目標を達成するための検討対象の適切性、妥当性、及び有効性を判定するために行われる活動」のことをいう。
組織が品質マネジメントシステムの構築において、“文書化された手順”として多くの文書を作成するが、その内容を承認して発行することが重要である。
予備審査
審査登録制度において、予備審査は義務的な事項ではない。審査登録を希望する組織側からの要請により、登録審査前の段階で実施される。
この予備審査では、構築途上のマネジメントシステムが対象範囲の適切性、及び規格要求事項と業務内容の整合性を中心に審査される。組織にとっては、初めての審査体験であり、組織内の全員にシステムの理解を深め、審査に対して慣れることも目的になっている。
この予備審査は現在、コンサルタント業務と見なされるケースがあり、第三者機関は十分注意を払って行わなければならない。 |
| i |
ISO、品質用語、 |
ISO9000シリーズ
ISO9000シリーズは、ISO(国際標準化機構)によって1987年に制定された「品質管理及び品質保証に関する国際規格」で、規格番号が9000番台をあてがわれた規格を総称的に呼称したもの。ISO9001、9002、9003の3つの規格とISO9000、9004の2つの指針から構成されていた。
日本では、これらのISO9000シリーズを翻訳し、JIS(日本工業規格)にJIS Z 9900シリーズとして制定した。この9000シリーズの規格は、製品そのものの規格ではなく、製品をつくり出すシステムに関する規格である。
ISO9000シリーズは2000年に大幅な規格改訂があり、ISO9000、9001、9004の3つに集約され、JISもJIS Q 9000ファミリー規格として、JIS Q 9000、9001、9004となった。
ISOとJIS
審査登録制度におけるISO9000シリーズ(対象:ISO9001、9002、9003、JIS Z 9901、9902、9903、JIS Q 9001)と、JISマーク表示認定制度との主たる相違は下記のとおり。
JISマーク表示認定制度
目的:製品の信頼性
対象:製品
審査機関:国
審査根拠:工業標準化法
審査内容:製品、加工品の規格適合性/品質システムの規格適合性
マーク表示:製品、包装、容器、送り状にJISマーク
ISO9001審査登録制度
目的:品質マネジメントシステムの信頼性
対象:品質マネジメントシステム
審査機関:民間機関
審査根拠:契約
審査内容:品質マネジメントシステムの規格適合性
マーク表示:パンフレット、カタログなどに登録マーク
PDCA
管理の手順を、P(Plan)?D(Do)?C(Check)?A(Action)の4段階のサイクルで示したもの。通常、「管理のサイクル」、「デミングサイクル」とも呼ばれ、品質管理の基本となる考え方である。つまり、最初に計画を立て、これに基づいて実施し、実施結果を確認して、計画からずれていれば、修正する処置をとり、この過程を繰り返す。
組織が設定した目的、目標を効果的、効率的に達成し続けるためには、このPDCAのサイクルを確実に回すことが不可欠である。
ISO9001の「0.2 プロセスアプローチ」の参考で、下記に示すような内容で奨励されている。
Plan:顧客要求事項及び組織の方針に沿った結果を田sために、必要な目標及びプロセスを設定する。
Do:それらのプロセスを実行する
Check:方針、目標、製品要求事項に照らしてプロセス及び製品を監視し、測定し、その結果を報告する。
Action:プロセスの実施状況を継続的に改善するための処置をとる。
アウトプット
あるプロセスにおいて資源を使用し、変換された結果のこと。一つのプロセスのアウトプットは次のプロセスへの直接のインプットになる場合が多い。組織の製品(サービスを含む)が最終的なアウトプットとなる。
組織のプロセスの有効性と効率を確実にするためには、各プロセスにおけるアウトプットを体系的にレビューすることが重要である。また、このアウトプットのレビュー結果によって発生したアウトプットは、組織の品質マネジメントシステム改善へのデータにも供される。
ISO9001の「5.6.3 マネジメントレビューからのアウトプット」として、次の3つを要求している。
・品質マネジメントシステム及びそのプロセスの有効性の改善
・顧客要求事項への適合に必要な製品の改善
・資源の必要性
インタフェース
相互に作用を及ぼす領域のこと。プロセスとプロセスとの接点、境界領域で相互のプロセスが連動するように相互作用(組織内における業務のプロセスとプロセスとが相互に及ぼし合う作用)を伝達することが重要である。
ISO9001の「7.3.1 設計・開発の計画」では、「効果的なコミニュケーションと責任の明確な割当とを確実にするために、設計・開発に関与するグループ間のインタフェースを運営管理すること」を要求している。
インプット
あるプロセスに投入されるものの総称で、プロセス内で資源を使って運営管理されることにより、アウトプットに変換されるものである。多くの場合、一つのプロセスのアウトプットは次のプロセスへの直接のインプットになる。組織に対する最初のインプットは、顧客や利害関係者からの要求事項である。
ISO9001の「5.6.2 マネジメントレビューへのインプット」として、次の事柄を要求している。
・監査結果
・顧客からのフィードバック
・プロセスの実施状況及び製品の適合性
・予防処置及び是正処置の状況 ほか
改善
現状での作業における問題点を発見し、よりよい作業の状態を生み出す活動のこと。
ISO9001での改善に関わる要求として、次のような要求事項がある。
・あらかじめ定められた間隔で品質マネジメントシステムをレビューし、このレビューで品質マネジメントシステムの改善機会の評価をすること(5.6.1 マネジメントレビュー)
・品質マネジメントシステムの有効性を継続的に改善すること(8.5.1 継続的改善)
供給者
ISO9000の定義では、「製品を提供する組織又は人」となっている。これまでのISO9000シリーズ(94年版)における「下請負契約者」が2000年改訂で、「供給者」と名称変更されたもので、同時に94年版での「供給者」は「組織」に置き換えられた。
顧客
ISO9000の定義では、「製品を受け取る組織又は人。例えば、消費者、依頼人、エンドユーザー、小売業者、受益者及び購入者」となっているが、分かりやすくいうと、“製品を購入する組織または人”のこと。なお、「後工程はお客様」との概念を含むことから、組織の内部の一部を顧客とする場合もあり、“顧客は、組織の内部または外部のいずれでもあり得る”としている。
顧客要求事項
顧客すなわち製品を受け取る組織、または人からの要求事項をいう。
顧客要求事項には、仕様書などで明示されていなくとも、“通常、暗黙のうちに了解されている”ことも対象となる。これは対象となる期待が暗黙のうちに了解されていることが、組織、顧客及びその他の利害関係者にとって、慣習または慣行であることを意味する。
仕様書などで明確に明示されなくとも、組織は常識的な要求事項は満たさなくてはならない。
サービス
サービスとは、プロセスの結果である製品の一つの形態であり、顧客のニーズを満たすために行われる会社と顧客との接点における活動のこと。
サービスは一般に無形であり、例えば、サービスの提供には下記のようなものがある。
・顧客の有形の製品に対するサービス:機械、工作物に対する取扱説明や操作説明、機会、工作物の引渡し後のアフターサービス。
・顧客の無形の製品に対するサービス:納税申告に必要な収支情報サービス、スポーツ教室の個人別指導によるサービス
・顧客に対する無形の製品の提供:知識伝達という意味での情報提供(税金や社会保険などの法改正情報の提供、特許情報の検索サービスと提供)
・顧客のための雰囲気づくり:ホテルおよびレストラン内の接客サービス、結婚式の会場設定・式次第や司会)
システムアプローチ
相互に関与するプロセスを、一つの体系立ったシステムとして明確化し、理解し、運営すること。マネジメントへのシステムアプローチは、品質マネジメントの8原則の一つで、組織の目標を効果的かつ効率よく達成することに寄与することとなる。
*マネジメントへのシステムアプローチの主たるメリット
・プロセスを調整することにより、目標を効果的、効率的に達成
・組織の力を重要なプロセスに集中できる
・組織の有効性、効率について、主な利害関係者に安心感を与える
スパイラルアップ
ある活動に対する目標への達成過程状況を指す。すなわち、PDCA(Plan-Do-Check-Action、管理のサイクル)を回しながら、目標に向けて活動することにより、直線的ではなくても、らせん状の軌跡で目標に到達、達成することを目指す。
製品
ISO9000では、「プロセスの結果」と定義されている。製品は、いわゆる姿、形の見える有形のものに限定されず、サービスのように一般に無形のものもあり、その対象範囲は広い。
さらに、ISO9000では、4つの一般的な製品分類(サービス(輸送、操作説明)、ソフトウエア(コンピュータプログラム、辞書、運転者用マニュアル)、ハードウエア(エンジン機械部品、タイヤ)、素材製品(潤滑油、燃料、冷却液))が示されている。また、多くの製品は、これらの要素の組み合わせで構成されており、いずれで呼ぶかは、その製品の主な要素で決まるとしている。
組織
ISO9000の定義では、「責任、権限及び相互関係が取り決められている人々及び施設の集まり。例として、会社、法人、事業所、企業、団体、慈善団体、個人業者、協会、もしくはこれらの一部または組合せ」となっている。すなわち、製品を顧客に提供し、品質マネジメントシステムを保有する当事者を指す。94年版での「供給者」が2000年改訂で置き替えられたものである。
適用除外
ISO9001の「7。製品実現」に規定された要求に限定して、一定の条件下で除外の正当性を品質マニュアルに記述した場合だけ、要求事項の除外が許されることである。
ISO9001は業種、規模、提供する製品を問わず、汎用性を持ってあらゆる組織に適用できることを意図しており、組織やその製品の性質によっては、「7。製品実現」の要求事項のすべてを適用することが不可能な場合もある。その場合に限って、要求事項を除外してもよいという規定である。
適用除外における一定の条件とは、ISO9001の「1.2 適用」における「除外を行うことが、顧客要求事項及び適用される規制要求事項を満たす製品を提供する組織の能力、または責任に何らかの影響を及ぼすものであるならば、この規格への適用の宣言は受け入れられない」というものである。
手順
ISO9000では、「活動またはプロセスを実行するために規定された方法」と定義されている。例えば、
(1)手順は文書にすることもあり、しないこともある。
(2)手順が文書にされた場合、“書かれた手順”、または“文書化された手順”という用語がよく用いられる。手順を含んだ文書を“手順書”と呼ぶこともある。
同じ品質を保証するためには、決められた手順に基づいて実施すれば、当該業務を誰がやっても同じ結果となり、効果的な方法である。この場合、これらの手順を全件について文書化しなければならないということではなく、品質に及ぼす影響度により決めればよい。
パフォーマンス
組織におけるある分野に関する能力のこと。ISO9001では、「“実施状況”又は“成果を含む実施状況”」と訳されており、ISO9004は、パフォーマンスの向上の指針であることから、種々の意味をこめた使い方がされており“パフォーマンス”とカタカナ表記にされている。
また、製品については“出来栄え”とされている。
品質管理
ISO9000の定義では、「品質要求事項を満たすことに焦点を合わせた品質マネジメントの一部」とされ、また、品質マネジメントとは、「品質に関して組織を指揮し、管理するための調整された活動」とされている。品質に関する指揮及び管理対象として、通常、品質方針及び品質目標の設定、品質計画、品質管理、品質保証及び品質改善が含まれるとしている。
品質管理はQC(Quality Control)、統計的品質管理をSQC(Statistical Quality Control)、総合的品質管理をTQC(Total Quality Control)といっている。近年、TQCはControlをManagementに置き換えて、TQMともいっている。
品質保証
ISO9000の定義では、「品質要求事項が満たされるという確信を与えることに焦点を合わせた品質マネジメントの一部」とされている。つまり、品質要求事項を満たすという信頼感を組織内では経営者に、外部に対しては顧客に与える活動であり、一般的な手段として品質保証体系図などがある。
これは組織が経営者及び顧客に対して、どのように品質保証活動を実施するかを示すものである。
品質マニュアル
ISO9000の定義では、「組織の品質マネジメントシステムを規定する文書」となっている。すなわち、品質マネジメントシステムの仕組みを規定する文書である。
ISO9001では、次の項目を含めた品質マニュアルを作成し、維持することを要求している。
(1)品質マネジメントシステムの適用範囲。適用除外がある場合には、その内容と正当とする理由。
(2)品質マネジメントシステムについて、確立された“文書化された手順”、または、それらを参照できる情報(例:規定、要領書などの引用)
(3)品質マネジメントシステムのプロセス間の相互関係に関する記述(例:プロセスフロー図、品質保証体系図など)
品質マネジメントシステム
ISO9000の定義によると、「品質に関して組織を指揮し、管理するためのマネジメントシステム」とされており、かつ、マネジメントシステムとは、「方針及び目標を定め、その目標を達成するためのシステム」とされている。
つまり、ISO9001の要求事項に従って、組織における業務活動の手順を明確にし、評価して記録として残す仕組みで、一般的には文書化されたものである。組織は、この品質マネジメントシステムを構築し、適切に運用し、維持管理することにより、品質水準が向上し、顧客の信頼を獲得し、顧客満足に資することとなる。
プロセス
ISO9000の定義では、「インプットをアウトプットに変換する、相互に関連するまたは相互に作用する一連の活動」とされている。つまり、プロセスとは、インプットを、資源の活用、活動、監視・測定を通してアウトプットに変換することである。
プロセスアプローチ
組織が組織内の必要とするプロセスを明確にし、それらのプロセス間の相互作用を体系的に明確にし、一連のプロセスをシステムとして運営管理することである。
プロセスアプローチは、品質マネジメントシステムの基本となる考え方であり、「活動及び関連する資源が一つのプロセスとして運営管理されるとき、望まれる結果がより効率よく達成される」とし、顧客満足を向上させるために品質マネジメントシステムの有効性を改善する際に、プロセスアプローチを採用することを奨励している。
プロセスの順序及び相互関係
組織が必要としたプロセスが、どのような順序で実施されるのか、各プロセス間の関係、すなわち、どのプロセスのアウトプットが、どのプロセスのインプットになるのか、などの相互関係を指す。プロセス間の繋がり、関係をフローチャートで示すのも、対応方法の一つである。
プロセスのレビュー
設定された目標を達成するための検討対象の適切性、妥当性、及び有効性を判定するために行われる会議のこと。つまり、設定されたプロセスについて、その適切性、妥当性、有効性の観点から見直しすることである。
ISO9001では、「7.5.2 製造及びサービス提供に関するプロセスの妥当性確認」で、「a)プロセスのレビュー及び承認のための明確な基準」が規定されており、その手続の確立が求められている。
文書化された手順
手順とは、「活動またはプロセスを実行するために規定された方法」で、「手順は文書にすることもあり、しないこともある」とし、「手順が文書にされた場合、“書かれた手順”または“文書化された手順”」という用語がよく用いられる。
ISO9000では、「手順を含んだ文書を「手順書」と呼ぶことがある」と定義しているが、「文書化された手順」が要求された対象では、その手順を確立し、文書化し、実施し、かつ、維持しなければならない。
「文書化された手順」の要求対象は、2000年改訂で6種類(4.2.3文書管理、4.2.4記録の管理、8.2.2内部監査、8.3不適合製品の管理、8.5.2是正処置、8.5.3予防処理)と大幅に削減された。ただし、「4.2 文書化に関する要求事項」では、「組織が必要と判断した文書」も対象とすることを要求している。
有効性
ISO9000の定義では、「計画した活動が実行され、計画した結果が達成された程度」となっている。一般的に、“有効である”と表現する場合には、“効率”を含めて、よい結果が生ずることを意味することが多いが、ISO9000ファミリーでは“有効性”と“効率”を区別している。すなわち、結果が達成されたかどうかに対しては、“有効性”を、計画した活動の達成への過程において、消費された資源(人、モノ、金など)がより少ない場合に対しては、“効率”を対比的に区別している。
要求事項
ISO9000では「明示されている、通常暗黙のうちに了解されている、又は義務として要求されている、ニーズ若しくは期待」と定義されており、さらに、「通常、暗黙のうちに了解されている」とは、「対象となる期待が暗黙のうちに了解されていることが、組織、その他の利害関係者にとって慣習又は慣行であることを意味する」としている。
ISO9001で規定している要求事項は、顧客要求事項、既知である用途に応じた要求事項法令・規制要求事項及び組織が定めた要求事項が含まれる。なお、「明示されている」とは、必ずしも文書化されているとは限らず、口頭で明示されることもあり得る。
また、特定の種類の要求事項であることを示すために、“製品要求事項”、“顧客要求事項”のように修飾語を用いることもあるとしている。
完全に整っている状態
“品質マネジメントシステムが完全に機能し、有効性が確保されている状態”のこと。ISO9001の「5.4.2 品質マネジメントシステムの計画」では、品質マネジメントシステムの変更に当たり、組織は品質マネジメントシステムが“完全に整っている状態”を維持できるように計画し、実施することを要求している。
管理責任者
トップマネジメント(最高位の経営者)によって、品質マネジメントシステムの運営についての責任と権限を委譲された人のこと。品質マネジメントシステムについて、組織内の他の管理者に対して、指示権限を持っている。
管理責任者は、管理層の中から任命される。ISO9001:2000年版では複数の管理責任者を任命してもよいことが明確になった。マルチサイトの組織の場合、複数の事業部が存在する企業の場合などで採用されるかもしれない。
経営者のコミットメント
ISOでは経営者が品質マネジメントシステムの計画、実施及び改善に深く関与することを求めており、品質マネジメントシステムを構築し、継続的に改善するために、経営者が果たすべき5つの役割を実施することを要求している。
経営者の責任
組織における責任には2つの責任、すなわち、遂行責任と結果責任がある。遂行責任は任されている職務に対し素早く、適切な処置ができる能力であり、ISOでは品質マネジメントシステムを構築し、継続的に改善するため、重要な事項を「経営者の責任」にまとめ要求している。
・品質方針・品質目標の設定と見直し
・経営組織の業務内容、責任と権限の明確化
・品質管理責任者の任命と責任と権限の付与
・コミュニケーションの方法
・品質マネジメントシステムのレビュー
・必要な経営資源(人、教育、インフラ)の提供
コミットメント
ISOでは、“トップマネジメントが品質マネジメントシステムの計画、実施及び改善に深く関与すること、並びに深く関与している状態”と解説している。誓約、約束、責務、関与などの訳語ではISO規格のニュアンスを伝えきれないため、コミットメントと訳している。
顧客重視
顧客の要求を満たしているか、あるいは顧客の満足度の調査・監視、顧客ニーズの把握など、顧客重視の重要性について、品質マネジメントの原則に第1項目として挙げられている。
※顧客重視
組織はその顧客に依存しており、そのために現在及び将来の顧客ニーズを理解し、顧客要求事項を理解し、顧客の期待を超えるよう努力すべきである。
トップマネジメント
最高位で組織を指揮し、管理する個人またはグループのこと。
トップマネジメント(最高管理者)の役割は、組織全体を総合的な観点から、どのように統括するのか、組織の適切な方針や目標を設定し、環境の変化に対応して経営戦略、経営計画を策定し、これに基づき、一貫した活動として組織全体を統合することである。
トップマネジメントは社長とは限らず、認証取得する職場単位のトップのことである。したがって、工場単位あるいは営業所単位で取得すれば、工場長・営業所長がトップマネジメント、すなわち経営者となる。
内部顧客
ISO9001の認証登録で製造またはサービス提供のみを行っている組織が、企業内の次工程部門を顧客と位置づけて、システム構築する例がある。例えば、部品加工部門が同一社内の組立部門を顧客(出荷先)とする場合や営業部門を顧客と扱う場合である。
94年版では要求事項を満たす品質保証重点の規格であったが、2000年版は顧客満足の向上が重視されている。このため、94年版から2000年版への切り替えにあたっては、真の顧客のニーズ、満足に関する情報をとらえる仕組みの再構築が必要となった。
内部コミュニケーション
経営者は組織内への情報伝達方法を構築することが求められている。また、それは品質マネジメントシステムの有効性に関しての情報交換が行われるものであることが必要である。
情報伝達方法としては会議、朝礼、掲示板、社内報、電子媒体の活用(電子メール、ホームページ)などが考えられる。目的は情報の共有化による協力体制の構築にある。
認識
認識とは、「物事をはっきりと見分け、分析し、判断すること」である。ISOでは品質管理責任者に対して、“組織全体にわたって、顧客要求事項に対する「認識」を高めることを確実にする”ことを要求している。
組織の構成員にお客様が何を求めているかの本質を見分け、その内容を分析し、判断する能力を高めることである。また、組織の要員に対しては、自らの活動の持つ意味と重要性を「認識」し、品質目標の達成に向けて、自らがどのように貢献できるかを「認識」することを求めている。
品質方針
ISOでは、“トップマネジメントによって正式に表明された品質に関する組織の全体的な意図及び方向付け”と定義されている。
品質方針は経営理念、経営方針と整合性をとり、品質目標へ設定・展開されることが求められている。また、部・課と各階層にブレークダウンされ、従業員に周知徹底され、見直しされることが必要である。
品質マネジメントシステムの8原則
ISO9000ファミリーにおける品質マネジメントシステム規格の基礎となる、以下に示す8つの原則のこと。組織をうまく導き、運営するには体系的で目に見える運営管理が必要である。
品質マネジメントの原則は、トップマネジメントがパフォーマンスの改善に向けて、組織を導くために使用するよう開発されたもので、8つの原則をうまく使うことによって、利害関係者のニーズ、便益に資するとしている。
(1)顧客重視:組織はその顧客に依存しており、そのために、現在および将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。
(2)リーダーシップ:リーダーは、組織の目的及び方向を一致させる。リーダーは、人々が組織の目標を達成することに十分に参画できる内部環境を創り出し、維持すべきである。
(3)人々の参画:すべての階層の人々は組織にとって根本的要素であり、その全面的な参画によって、組織の便益のためにその能力を活用することが可能となる。
(4)プロセスアプローチ:活動および関連する資源が一つのプロセスとして運営管理される時、望まれる結果がより効率よく達成される。
(5)マネジメントへのシステムアプローチ:相互の関連するプロセスを一つのシステムとして、明確にし、理解し、運営管理することが組織の目標を効果的で効率よく達成することに寄与する。
(&)継続的改善:組織の総合的パフォーマンスの継続的改善を組織の永遠の目標とすべきである。
(7)意思決定への事実に基づくアプローチ:効率的な意思決定は、データ及び情報の分析に基づいている。
(8)供給者との互恵関係:組織及び供給者は独立しており、両者の互恵関係は両者の価値創造能力を高める。
品質目標
ISOでは、“品質に関して追求し、目指すもの”と定義されている。品質目標は通常、品質方針に基づき、組織内の関係部門及び階層で設定され、達成度が評価されるため、判定可能なものであることが必要である。一般には、年初もしくは年度初めに社長が品質目標を設定し、それに基づいて各部門長が部門目標を展開していく。
方針管理
組織において、経営目的を達成するための手段として制定された中・長期経営計画、あるいは年度経営方針を体系的に達成するためのすべての活動をいう。トップから末端社員に至るまで伝達・展開し、実施結果を評価、検討フィードバックして、持続的に業績向上を図るため、PDCAのサイクルを回すことが必要である。
マネジメントレビュー
トップマネジメント(最高経営層)の重要な役割の一つに、方針・目標について、その実施結果が効果的であったかを評価し、その有効性を審査(レビュー)することが挙げられている。それはマネジメントシステムが継続的に改善・向上することを目的として、定期的に社長などによる見直し評価及び改善指示が行われることをいう。
マネジメントレビューの結果、次に関しての指示・決定がされることが必要である。
・品質マネジメントシステム及びプロセスの有効性改善
・顧客要求事項への適合に必要な製品の改善
・人員、設備などの資源の必要性
インフラストラクチャー
ISO9000の定義によると、「組織の運営のために必要な施設、設備及びサービスに関するシステム」とされている。すなわち、建物、作業場所及び関連するユーティリティ(電気、ガス、水など)や設備、サービス(輸送、通信などの支援業務)を意味し、社会・経済用語としてのインフラストラクチャーより狭い意味で用いられている。
教育・訓練
ISOの教育・訓練の要求は次のとおり。
まず、仕事をする上で必要な力量(知識と技能)を明確にすることが必要である。この力量を持った人がその仕事を行うこと。次に、もし力量が不足していたならその人に対して教育・訓練を実施し、力量を持たせる。さらに、教育・訓練を行った結果が期待どおりのものが得られたかを評価しなければならない。
この要求からも分かるように、組織にとって必要な力量を組織の責任で教育・訓練することである。
経営資源
経営活動に不可欠な資源のことであり、人的資源、インフラストラクチャー、作業環境、財務資源、情報などがある。
トップマネジメント(社長など)は、自組織の経営活動に必要な資源を明確化し、提供し、量だけにとどまらず、質的にも維持、向上させ、品質マネジメントシステムの有効性の改善及び顧客満足向上への目標の達成を目指すことが要求されている。
作業環境
ISO9000の定義によると、「作業が行われる場の条件の集まり」で条件は物理的、社会的、心理的及び環境的要員を含む(例えば、温度、表彰制度、人間工学的側面及び大気成分とされている)。
ISO9001の「6.4 作業環境」では、組織が製品要求事項への適合を達成するために必要な作業環境を明確にし、運営管理することを要求している。また、ISO9004の「6. 資源の運用管理」の序文では、作業環境が資源の一部であることを述べている。
作業環境の善し悪しが製品品質に与える影響が大きいので、条件設定には十分な配慮と、それらを維持管理する体制が必要である。
資源
資源とは、いわゆる“人、モノ、金”のことである。組織の経営活動、戦略・目標の実施、達成には不可欠なものであり、人的資源、インフラストラクチャー、作業環境、天然資源、財務資源などがある。
ISO9001では、下記の内容で組織は組織が必要とする資源を明確にし、提供することを要求している。
ISO9001の資源にかかわる要求事項
5.1 経営者のコミットメント:資源の使用を確実にしていることの証拠を示すこと。
6.資源の運用管理
6.1 資源の提供:必用な資源ノ明確化と提供
6.2 人的資源:(!)要員に必用な力量の明確化 (2)力量がもてるよう教育・訓練し、または他の処置をとる。 (3)教育・訓練、または他の処置の有効性を評価 (4)要員自らの活動の意味と重要性の認識、品質目標に向けて、自らどのように貢献出来るかを認識させる。
6.3 インフラストラクチャー:製品要求事項への適合を達成するうえで必要とされるインフラストラクチャーを明確にし、提供し、維持すること。
6.4 作業環境:製品要求事項への適合を達成するために必要な作業環境を明確にし、運営管理すること。
人的資源
組織の経営活動に不可欠である資源の一つで、組織の要員(人々)のことである。ISO9001では、組織の製品品質に影響がある業務に従事する人々に対し、力量があることをはじめ各プロセスを実行するために、どのような力量(能力)が必要であるかを明確化するなど、下記に示す内容で要求している。
ISO9001における人的資源に関わる要求事項
6.2 人的資源
6.2.1 一般
製品品質に影響がある仕事に従事する要員は、関連する教育、訓練、技能及び経験を判断の根拠として力量があること。
6.2.2 力量、認識及び教育・訓練
組織は、次の事項を実施すること
a)製品品質に影響がある仕事に従事する要員に必要な力量を明確にする。
b)必要な力量がもてるように教育・訓練し、または他の処置をとる。
c)教育・訓練または他の処置の有効性を評価する。
d)組織の要員が、自らの活動のもつ意味と重要性を認識し、品質目標の達成に向けて自らえどのように後見出来るかを認識することを確実にする。
e)教育、訓練、技能及び経験について該当する記録を維持する。
知的所有権
知的財産権、無体財産権ともいい、人間の精神的な創作や産業活動上の識別標識に関する権利を指す。ISO9001の「顧客の所有物」には知的所有権も含まれるとしている。
法令・規制要求事項
政府、地方自治体の法令や行政指導、規制、業界団体などの自主規制など、法律に基づくものと規制を含む、多様で強制的な要求事項のことである。
ISO9001の「7.2.1 製品に関連する要求事項の明確化」では、“c)製品に関連する法令・規制要求事項”について、組織が明確にすることを要求している。
ユーティリティ
一般辞書には「効用」、「役に立つこと」などの訳語が載っている。産業界によって限定された意味で使われることも多いが、ISOでは建物、作業場に必要とする電気、ガス、水、蒸気などのエネルギー関連の供給設備を指している。インフラストラクチャーの一つである。
力量
ISO9000の定義では、「知識と技能を適用するための実証された能力」とされている。品質マネジメントシステムを効果的、効率的に運営、維持するには、組織の要員が与えられた責任・権限の下で,各々が要求事項を確実に実施できる能力が必要である。したがって、業務遂行に対して当該業務が必要とする力量及び当該業務に従事する要員の力量を明確にし、定期的に評価することが望ましい。
組織上においては限定されないが、営業部であれば、セールスの力量があること(例:見積書作成、製品の知識、顧客対応ができるなど)、また、設計部においては設計能力があること(例:図面作成、外部資格、仕様書作成ができるなど)、いろいろな部署において、これらは該当するが、それらは企業内において、明確にすればよい。
QC工程図
製品品質の管理の基本となるもので、各工程ごとの管理項目、合否判定基準、検査・試験方法、検査者及び基準となる関連要領書などを記入したもので、QC工程表とも呼ばれており、製造工程の品質を保証し、管理するために作成される。
ISOでは“製品実現プロセスを計画して、構築すること”を求めており、一般的に製造業では、「製品実現のための品質計画書」として「QC工程図」を活用している。
アウトソース
ISO9000の定義によると、「あるプロセス及びその管理を外部委託すること。“アウトソースしたプロセスを確実にする”とは、外部委託したプロセスが正しく管理されていることを確実にすることである」とされている。
つまり、プロセスが第三者に外注されたり、下請けに出されている場合でも、組織は外部委託した当該プロセスについても管理し、要求事項への適合を保証する必要があり、ISO9001の「1.2 適用」に示された要求事項の適用除外対象にはならない。また、アウトソースした先の第三者に対しても7.4項の「購買」の要求事項が適用される。
受入検査
「不良品は受け入れない」、これが受入検査業務の基本である。受入検査の種類は、「検査の方法」と「検査の場所」について分類すると、右図のようになる。ISOでは購買製品の検証として、供給先の管理レベルや該当製品の要求品質のレベルに応じて、必要な検査を実施することを求めている。
監視機器
プロセスの状態、作業条件、製品の状態・機能などを継続して、監視(モニタリング)するための機器のこと。具体的には、作業条件が設定された範囲にあることを監視(モニタリング)し、設定条件を外れた場合に機械停止させるか、あるいは警報を出す機器を監視機器という。
工程管理
設計図、仕様書で決められた品質、所定のコスト、数量など、製品及びサービスを決められた納期に提供するために、組織内の資源を総合的にコントロールし、工程のアウトプットである製品及びサービスの特性のバラツキを低減し、維持する活動。
すべてのプロセスに対して、機械設備、原材料、購入部品、治工具、作業者の教育を管理し、品質・コスト・納期など、生産計画を達成するための準備を適切に行い、計画との差異をコントロールする活動である。
工程管理には「計画管理」と作業現場の「製造及びサービスの提供の管理」の2つがある。
・計画管理
機械設備・治工具の計画、原材料・部品の調達計画、品質・技術の問題点の検討、ライン編成・人員計画
・製品及びサービス提供の管理
適切な作業配置、標準作業の設定、作業方法の教育、機械設備・治工具のメンテナンス、購入品の品質管理、工程内検査・出荷検査による製品品質の確保。
ISOでは、製品実現の計画で、計画管理の一部として、品質を主体とした製品実現のため、製品に特有なプロセスを明らかにし、文書化することを求めている。また、製造及びサービス提供の管理では、計画内容について管理された状態であることを要求している。管理された状態として、次の6項目(製品の特性に関する情報、作業手順の確立、設備管理、監視・測定機器、監視・測定の実施、出荷・アフターサービスの実施)の実施を求められている。
工程パラメータ
工程パラメータとは、工程における監視・測定すべき特性値で、生産に使用する設備機械、試験設備の生産・試験条件及び運転条件である。
*展開方法のポイント
・標準類と整合性があるか?
・工程能力はあるか?
・設備を監視・測定する機器は適切か?
・常時監視する必要性はないか?
・チェックする間隔は決めてあるか?
購買情報
必要とするものを入手するために、その内容を間違いのないように、明示する必要がある。購買情報には、購入する品物・サービスについて、特定できる情報を漏れなく入れる。
購買製品によっては、製品、手順、プロセス及び設備の承認や携わる人の適格性についての要求も盛り込む。
購買製品
購買製品には、一般的にJISなどの規格品、メーカーのカタログなどに記載されている購入品と自社の設計図、仕様書に基づいて提供される外注品(含むサービス)の2種類に分けられる。
・購入品(材料、部品、設備など)
JISなどの規格品及びメーカーのカタログ品
・外注品(加工・組立品など)
設計図、仕様書に基づいて加工される部品
ISOでは上記の他に、「プロセス及びその管理をアウトソース(外部委託)したもの」について、同様の管理を行うことを求めている。
・製品品質に影響があるアウトソースについて、プロセスがどのようになされているのかを管理。
例)設計外注の場合(設計者の能力・資格の確認)
購買製品の検証
購買製品が購買情報に規定してある要求事項を満足していることを客観的証拠により、確認すること。購買製品の検証には、資材や購入品だけではなく、労務、リース品やアウトソース(外部委託)しているものも含まれる。また、組織またはその顧客が供給先で検証をする場合、検証の要領及び購買製品の出荷許可方法を購買情報の中に含めることが必要である。
購買プロセス
購買管理の目的は適正な品質で、必要量を必要な時期に、最適価格により購入することである。ISOでは、購買製品及び取引先について、「その後のプロセスや最終製品に及ぼす影響」に応じて、「管理の方式と程度」を定めることを要求している。すべての部品や取引先を一律に管理することではなく、メリハリをつけ、適正な品質の購買製品は必要量を必要な時期に、経済的に調達することである。
合否判定基
製品の設計、製造及びサービス、検査・試験、出荷に当たり、製品に対する合否判定基準を明確にする必要がある。製品の“合否判定基準”とは、「仕様、法令などの製品に関する要求事項を満足しているか、いないかを特定する基準」のことである。ISOでは次の内容について、製品の合否判定基準を明確にし、運用することを要求している。
顧客所有物
顧客が材料を支給し、製品の加工・製造を発注する場合や組織が保有していない検査装置、図面、ソフトウエアなどを顧客が貸与して、製品の製造、またはサービスの提供に使用する場合に用いられるものはすべて「顧客所有物」となる。
*顧客所有物の例
(1) 製造業の場合
・親会社から貸与された治工具、検査装置
・顧客から支給された図面、ソフトウエア
(2) 建設業の場合
・補修工事する場合の顧客の建築物
・造園時に支給される樹木、庭石
(3) サービス業の場合
・クリーニング店が預かったお客様の衣服
・写真店が現像、焼付けのために預かったお客様のフィルム
作業手順
製造及びサービスの提供は、品質・コスト・納期について、合理的な方法で行われなければならない。すなわち、誰が、いつ、行っても同じ品質になるように作業手順を決め、守ることである。
作業手順の計画は、新しい製品をつくる場合やサービスの提供にあたり、設計図や仕様書に基づき、作業方法(工程順序、検査箇所)、作業条件(必要な機械、測定機器など)などを決めることであり、生産及び品質の計画の基礎になる。
ISOでは製品品質に影響するプロセスについて、適切な設備管理、検査・試験の方法などについて明確にすることを求めている。
作業手順書は、作業方法、作業条件、使用設備、検査方法、作業上の注意事項及び作業ポイントなどを規定したものである。作業手順を守る躾の徹底と作業方法などが変わった場合には手順書を改訂し、維持することが大切である。
識別
製品及び品質の状態の管理を適切に行い、「間違いのないようにすること」が識別の目的である。識別には、製品の識別と検査状態の識別の2種類ある。
製品の識別とは製造及びサービス提供のため、製品を区別する場合に製品名、型式、型名、製造番号、製造年月日などで、“製品を特定”することである。検査状態の識別は、「検査関連の状態」を識別することであり、製品の検査前、検査後及び不良品・良品を特定することである。
自主検査
自主検査とは、作業の実施者が指定された規則に従って行う、その作業の検査のこと。ある工程の作業者が自ら実施した作業について、当該の手順書に基づいて作業結果の良否を判定することである。
仕様書
ISO9000の定義によると、要求事項を記述した文書のことで、仕様書には、活動に関するもの(例:手順書、プロセス仕様書及び試験仕様書)、または製品に関するもの(例:製品仕様書、性能仕様書及び図面)があり得る。
仕様書は製品をつくり出すための基準などが規定されており、品質マネジメントシステムの運営管理では、プロセスを効果的かつ効率的に行うための手順書、及び製品特性などを規定する文書がある。
製品実現の計画
製品を実現するために、必要なプロセスを特定し、どのような手順で、プロセスを管理するかを計画すること。ISOでは顧客の要求事項を満たすために、次の該当する内容について計画し、明確にすることを求めている。
・製品に対する品質目標と要求事項
・製品実現に必要なプロセスの特定
・プロセスを管理するための文書の必要性
・人、設備などの経営資源の必要性
・検査・試験内容及び合否判定基準
上記の内容の検討結果をまとめたものが製造業の場合、設計・開発計画書、QC工程図などの「品質計画書」である。
製品実現のプロセス
品質マネジメントシステムの原則として、マネジメントへのシステムアプローチの適用を推奨しており、相互に関連するプロセスを1つのシステムとして、明確にし、理解し、運営管理することが、組織の目標を効果的で効率よく達成することに役立つことになる。
ISOでは製品の企画から引き渡しまでの全体プロセスの中で、製品化のための「必要なプロセス(業務)」を特定することを求めている。
製品の特性
特性とは「そのものを識別するための性質」のことであり、本来備わったもの、または後で付け加えられたものである。
製品の特性は要求事項に関連して、製品に備わっている機能、形状などのことをいい、製造関係では製品仕様書、品質規格、図面などにまとめ、表現している内容を製品の特性という。
建設関係の場合は、建築物・工作物の設計図書、特記仕様書、共通仕様書に表現されている内容をいう。
製品の保存
ISO9001の「7.5.5 製品の保存」で用いられている用語で、“保存には、識別、取扱い、包装、保管及び保護を含めること。保存は、製品を構成する要素にも適用すること”が要求されている。
製品の保存とは、“モノの取り扱い”全般に関する管理を意味しており、各用語別の意味するところは次のとおり。
・識別
製品個別の識別でほかの製品と間違いのないようにすること。
・取扱い
製品が損傷、劣化しないように持ち運びすること。
・包装
決められたとおりに包装、梱包及び表示をすること。
・保管
使用中または出荷待ちの製品の管理を行うこと。
・保護
製品の損傷、劣化または腐食などを起こさないようにすること。製品によっては使用期限を定めなければならない。
製品要求事項
要求事項とは「明示されている、通常暗黙のうちに了解されている、または義務として要求されているニーズもしくは期待」のこと。
製品に対する要求事項として、4つの事項(顧客が規定した要求事項、通常暗黙の了解事項(仕様にあたり常識的な要求事項)、製品に関連する法令・規制の要求事項、自社内で必要な追加要求事項)を明確にすることを要求している。
設計・開発
顧客からのスペック、ニーズ、期待や法規制などの要求事項を製品、プロセスまたはシステムの規定された特性または仕様書に変換する一連のプロセスのこと。ISOでは設計・開発は要求事項を実現する製品仕様を確定する活動として、設計・開発の計画書を作成し、「設計・開発のレビュー」、「検証」、「妥当性確認」の実施を求めている。
設計・開発の検証
設計・開発の検証とは、「設計のアウトプットがインプットの要求事項を満たしていることを確認する」ことである。いつ、どのように設計・開発の検証を行うかは「設計・開発の計画」で定めた時期・方法で行う。
検証の方法としては、ISOの旧版(94年版)にデザイン・レビューに加えて、次のような方法を適用できるとしている。
・別の方法による計算との比較
・類似製品の実績との比較評価
・試作品での試験や実証の実施
・発行前の設計図、計算書などの他人による確認
設計・開発の変更管理
設計・開発の変更は、次工程への影響が大きく、各種トラブルの原因になりやすく、ISOでは次の内容を管理することを要求している。
・レビュー、検証及び妥当性確認の実施
・変更の実施前の承認
・変更が製品に及ぼす影響の評価
・変更内容のレビュー結果の記録
設計・開発のレビュー
設計・開発の適切な段階で、「設計・開発計画書」で計画されたとおりに、決められた手順に基づいて以下のような内容で会議を行う。
(1) 目的
設計・開発の結果が要求事項を満たせるかどうかの評価を行う。
問題を明確にし、必要な処置の提案を行う。
(2) 参加者
衆知を集めて審査するため、設計部門の人だけでなく、関係部門の代表者を広く参加させる。
(3) 記録
レビューして提案された問題点を明確にし、解決のための実施内容やフォローアップ内容の結果を記録として残す。
設計・開発のレビューを「デザインレビュー」または「DR」と呼ぶ。
設備の承認
製造プロセスのアウトプットが後の工程で検証ができない場合には、当該プロセスで品質保証する能力を持っていることを証明する、すなわち「妥当性確認」を行う必要がある。
ISOでは、この妥当性確認のための手続の一つとして「設備の承認」を要求している。例えば、妥当性確認の必要なプロセスである溶接やロウ付け作業に対して、作業に当たって使用する溶接機やロウ付け装置を特定することである。
測定機器
ISO9000の定義によると、「測定プロセスの実現に必要な計器、ソフトウエア、測定標準、標準物質または補助装置もしくはそれらの組合せ」とされている。
製造及びサービス提供のプロセスが管理された状態に維持するために、製品の検査・試験やプロセスの管理に使用され、要求事項に対する製品の適合性を実証するために使用される。
測定機器の校正
校正とは「標準器、標準資料を用いて、計測器の表す値とその真の値との関係を求めること」である。校正結果は、校正成績書としてまとめ、これに基づいて、測定機器が適した状態にあることを確認する。
ISOでは、測定機器を品質保証に使用する場合には、次の内容を満たすよう求めている。
・定められた間隔または使用前に、国際または国家計量標準にトレース(関連づけ)可能な計量標準に照らして、校正または検証を行う。
・そのような標準が存在しない場合には、校正または検証に用いた基準を記録する。
妥当性確認
客観的証拠を示すことにより、要求事項が満たされていること。妥当性確認には、設計・開発と製造プロセスとの2種類の妥当性確認が規定されている。
(1) 設計・開発の妥当性確認
設計された製品が顧客のニーズや期待を満たしているかどうかを確認すること。
(2) 製造プロセスの妥当性確認
以後の検査では、品質の良否が判断できない工程で作業条件が適切であることを事前に実証すること(例:溶接、熱処理)。
妥当性の再確認
製造プロセスのアウトプットが後の工程で検証ができない場合には、当該プロセスで品質保証する能力を持っていることを証明すること、すなわち、「妥当性確認」を行う必要がある。ISOでは、この妥当性確認のための手続きの一つとして「妥当性の再確認」を要求している。
妥当性の再確認とは、次のような場合に作業条件を再見直しすることである。
・プロセスの確認の結果、不適合があった場合 ・設備が故障し、修理を行った場合
・作業者の技量低下が予測される場合
*妥当性の再確認の例
設 備:設備の定期点検結果による再認定
作業者:認定作業者の再度の技量チェック
製 品:確認試験(定期的な破壊テスト)
適格性確認プロセス
人、製品、プロセス、システムなどが「規格要求事項を満たす能力を実証するプロセス(過程・手順及び手続き)」(ISO9000)で能力が実証されれば、資格を持つ(qualified)ことになる。
「資格」は人に対して用いられるが、モノに対しては用いないので、両者に対して適用する場合は「適格」の訳語を用いる。
特殊工程、力量の必要な業務要員などに適格性確認が求められる。
特殊工程
ISO9001:2000年版から特殊工程の用語は用いられていないが、結果として得られる製品の適合が容易に、または経済的に検証できないプロセスは特殊工程と呼ばれる。すなわち、「製造及びサービス提供に関するプロセスの妥当性確認」(ISO9001 7.5.2項)がこれに該当する。
*特殊工程の対象例
・製造業
溶接、熱処理、はんだ付け、メッキ、パン製造の味、保険衛生用品の清浄度
・建設業
鉄筋圧接、鉄骨現場溶接
・サービス業
ふぐの調理、結婚式の司会
トレーサビリティ
トレーサビリティは追跡性とも訳され、ある製品から不良が発見された場合、製品を構成している原材料、部品や加工履歴などをさかのぼって原因調査ができることである。また、異常品の引渡し先の所在を確認できることである。
不良原因を特定し、対策や処置を実施しなければならない対象範囲を特定できる仕組みを構築することである。
品質計画書
品質計画書とは、「個別のプロジェクト、製品、プロセス、または契約に対して、どの手順及びどの関係する資源が誰によって、いつ適用されるかを規定する文書」のこと。
すなわち、「品質計画」業務の検討結果として、特定の製品(またはプロジェクト)における品質要求事項をどのようにして満たすかを具体的に定めた文書が「品質計画書」である。
*品質計画書の該当例
設計・開発計画書、QC工程図、製造仕様書、製造検査要領書
要員の適格性確認
要員とは、「製品品質に影響する仕事に従事する人」のことであり、要員の適格性確認とは、「要員がある仕事の職務遂行のための要件に適合していることを確認・承認する」ことである。
ISOでは、製品品質に影響する業務に必要な力量を明確にし、仕事を達成するための力量を備えさせるために教育・訓練を実施し、その有効性を評価することを求めている。
要員の適格性を確認し、その認定は、組織に合った形で決めることを求めている。
例:設計責任者、設計担当者、検査責任者、検査担当者、測定機器管理担当者、溶接作業者、内部監査員
リリース
通常は出荷を意味するが、最終工程から送り出すだけでなく、中間工程であってプロセスを次の段階に進めることを認めること。
ISO9001では文意によって、リリースの後に“次工程への引渡し”とか“出荷”とかJIS のみの訳注がつけられている。
検査
特性の量を測定し、試験などを行うことによって得られた情報により、製品の検査基準に対する適合性を評価すること。検査を行う時期により、購買製品の受入検査、工程途中で行う工程内(中間)検査、完成品に対して行う最終(完成)検査などがある。
検査方式では全数検査または抜取検査が多く用いられている。
検証活動
明示されている要求事項が満たされていることを客観的証拠を提示することにより、確認することが検証である。
明示されている要求とは、例えば、文書で顧客より要求があった場合や、法規制の要求及び組織が自ら定めた要求事項のことである。これらのインプット事項とプロセスのアウトプットを突き合わせて満たされていることを測定、試験及び実証などで確認する活動をいう。
*確認の方法
・インプットとアウトプットの項目別比較
・他の方法での計算による比較
・類似仕様、製品の実績比較
・試作品による試験及び実証調査
・発行前の設計図や仕様書の上司による精査
顧客満足
ISOにおける顧客満足とは、顧客の期待に十分に応えて大満足を得ることではない。もちろん、大満足を志向することに問題はないが、そのレベルではなく、顧客要求事項をどの程度満たしているかについての、顧客の判断である。つまり、満足は、優・良・可・不可の“可”の程度に相当する。
規格における“顧客満足”に関する要求は、顧客要求に関して、顧客がどのように受けとめているかの情報を監視することが求められている。
再格付け
不適合製品の修正処置の一つ。提供する製品が当初の要求事項は満たさないが、他の要求事項に適合するように、等級を変更することを意味する。製造業では、焼成した陶器皿にわずかなふくらみが出たために、B級品として出荷する場合が該当する。また、商店では夕方になって鮮度が落ちた野菜などを、廉価販売することも再格付けの一つといえる。
試験
規定された方法に従い、考慮対象物の性質を明確にすること。対象の性質には物理的、感覚的、機能的などいろいろな種類がある。したがって、試験の方法には機器を用いて定量化するもの、五感(視覚、聴覚、嗅覚、味覚、触覚)により測る定性的なものがあり得る。
修正
発見された不適合を除去するための処置と定義されている。発見された不適合製品を誤って次工程へ引き渡すと、トラブルを起こしたり、顧客に迷惑をかけることが想定される。この発見した不適合そのものを処理することが修正である。是正処置とは区分けされていることに注意が必要である。
修正の方法として、要求事項に適合させる処置(手直し)や等級を変更して他の要求と適合させる処置(再格付け)などがある。
修理
不適合製品を、元々の要求事項には適合しないが、用途を明確にした要求事項には適合するようにする処置。事故を起こした車を使用できるように保守整備する応急処置も含まれる。このような場合には不適合部分を修復し、パーツを純正部品以外に変更することもあり得る。
スクラップ
不適合製品を当初の用途に使用できないようにする処置のこと。一般的には廃棄処置を行うが、最近では分解し、または破壊して再資源化するケースが多くなっている。
サービス業の場合、不適合のサービスが発見された場合、そのサービスの提供を中止することを意味する。
監視は原文では“monitor”(モニター)であるから、“今どのような状態にあるか見守ること”といった意味になる。監視する対象として顧客満足、プロセス及び製品が挙げられている。監視は現在の状態を過去の状態と比較して、その変化に対して適切な手を打つことが目的になる。したがって、監視は連続ではなくてもよいが、継続して行う必要がある。監視から得られたデータは分析し、改善に結びつけることが大切である。
測定は“ある量の値を決定する”ことである。ある量の測定結果が基準値に比較して、合否判定を行い、修正などの適切な手を打つことが目的になっている。測定の対象として、製品の特性と可能な場合はプロセスが挙げられている。
製品の監視及び測定
94年版では、「検査・試験」に該当し、製品が実現の計画に従って、合否判定基準に基づき、その製品の要求事項を満足していることを検証する行為である。
製品の状態
ISOでは、“監視及び測定の要求事項に関連して、製品の状態を識別すること”を要求しており、ISO9001の「7.5.3 識別及びトレーサビリティ」で用いられている用語である。すなわち、検査・試験に関する製品の状態のルールを決めて管理することであり、製品の識別には、「検査・試験の実施の識別」「検査・試験の結果の識別」の2種類がある。
是正処置
不適合製品の管理では、製品自体の不適合な状態を除去する処置であり、是正処置は不適合の原因を除去する処置という違いがある。是正処置のためには不適合が発生した原因を調査し、再び不適合が発生しないような手段を講ずることになる。つまり、不適合が発生した後の再発防止の対応のことである。
不適合の原因調査では、真の原因を追及することが重要である。よくあるケースとして、原因の記述が不適合の現象を言葉を変えた表現になっているだけということがある。“なぜ、なぜ・・・”を繰り返して、真の原因を追及しなければならない。
原因を取り除く処置は問題の大きさ、不適合の持つ影響に見合った程度にする。是正処置の計画には、完了予定期日、実施責任者を明確にする必要がある。
潜在不適合
実際に発生した不適合ではないが、不適合の発生要因となるものがあることをいう。旧版のISO8402に予防処置とは、「潜在している不適合の原因を除去する処置」と記述されていた。ISO9000の予防処置では、「起こり得る不適合」という表現に変更された。
まだ発生していない不適合を予見するため、製品品質の測定結果、工程と作業の監視及び顧客の苦情などの情報を活用する必要がある。
データの分析
データは事実を表した情報を集めたものといえる。ISOではデータを集めて分析することによって顧客満足などの情報を提供することを要求している。
情報は“意味のあるデータ”と定義されているので、事実についてのデータを集め、分析することにより、何らかの意味を持つようにしなさい、ということになる。
適合
要求事項を満たしていることという簡単な定義になる。要求事項は顧客、法規制上及び組織自身からの要求で決められる。要求の形としては注文書、法律などの文書の形で明示されたものと、文書では示されない暗黙のうちに了解されているニーズもしくは期待が含まれる。
製品が要求事項に適合しているということは、注文書で規定された要求を満足している「結果オーライ」だけではなく、組織内で決めた手順に従ってつくられたことも、満たしていなくてはならない。
手直し
不適合製品を要求事項に適合させるためにとる処置で、修正方法の一つの手段である。手直し後には要求事項に適合した状態になったかを再度検証する必要がある。
製造業では規定の硬さが得られなかったため、再度熱処理を行うといったケースである。サービス業では不適合が判明した時点で、すでにサービス提供が行われている場合が多いが、提供前に不適合が判明した場合は、サービス作業をやり直すことになる。
統計的手法
QCサークル活動では特性要因図、グラフやパレート図などのQC7つ道具が多く活用されている。さらに、実験計画法を用いた要因解析も製品の改善に用いられている。
ISO9001:2000年版では、統計的手法の章立てはなくなっているが、「測定、分析及び改善」のために統計的手法を含めた、適用する方法と使用程度を決めることが要求されている。データの分析、不適合の原因追及などに、大いに活用したいものである。
特別採用
組織内で決めた仕様書、製造規格、サービス要領などの要求事項を満たしていない製品が発生する場合がある。これらの製品の処置として、修正やスクラップの他に、現実的には不適合の内容と程度により、引き渡し(リリース)することがあり得る。
カタログ品のような市場型商品の場合、組織内で決めた権限を持った者が、引き渡しを許可しなければならない。契約型商品の場合は顧客要求事項が明確であるから、顧客の同意も必要になる。
抜取検査
全数検査では限られた人員で検査を行う時、一人あたりの検査個数を増すと検査項目を減らすか、検査時間を短くするなどの方法をとらざるを得ない。
抜取検査は検査ロットからサンプルを抜き取って試験し、その結果でロットの合否を判定する検査と規定されている。抜取検査が必要となる場合は次のような場合である。
・検査方法が破壊検査の時
・被検査物が連続体の時
・被検査物が多量の品物の時
不適合
要求事項を満たしていないことを意味する。要求事項には製品、プロセス及び品質システムに関するものが含まれる。
製品に関する不適合は、主に製品の検証によって発見される。プロセス及び品質マネジメントシステムの不適合は、主にプロセスの監視・測定及び内部監査により摘出される。
注意したいのは、要求事項には“暗黙の要求事項”も含まれることである。これは極めて常識的なことを指しており、個人的な思い込みは排除されなければならない。
不適合製品の管理
ISO9001における「8.3 不適合製品の管理」は不適合製品そのものの管理に限定している。製品以外の不適合については対象にしていない。不適合製品の管理については、手順を文書化し実行されなければならない。
不適合製品の管理には不適合品の識別、記録、通知や内容の確認と処置を決める権限を明確にすることが含まれる。
不適合品の処理方法には、次の3通りある。
・不適合を除去して良品として引き渡す。
・不適合はそのままにして、特別採用として引き取ってもらう。
・本来の用途に適用できないようにする。
ISOでは引き渡し後に検出された不適合であっても、不適合製品に対してリスクに見合った適切な処置をとることを要求している。
プロセスの監視及び測定
プロセスは付加価値を与える、まとまりのある活動といえる。ISOではこれらの活動が当初の計画どおりの結果を達成するであろうことを、監視することを要求している。
この場合のプロセスは、製品実現のプロセスに限定されずに、広く品質マネジメントシステムに含まれるプロセスすべてが対象となっている。したがって、監視が可能ならば、測定する対象のプロセスは組織の判断でプロセスを選定し、管理指標を決めて監視すると、よい結果が期待できる。
分析及び改善
製品が要求事項を満たしているかにつき、監視及び測定を実施する。そのデータをもとに分析を行い、是正処置を含めた改善活動につながっていく。この一連の活動を行うことが要求されている。
同様に品質マネジメントシステムの適合性と有効性を、内部監査やプロセスの監視の情報から得られるデータをもとに分析し、改善に結びつけることも要求されている。
分析には統計的手法を組織の業務に合わせて活用するとよい。
ベンチマーキング
測定する基準項目を設けて、他社と比較して優れた点を取り入れる改善手法。ベンチマーキングの手法は、まず目標対象企業を設定する。次に、その会社のやり方を指標化して、自社の現状と他社の現状を定量的に比較、分析する。これをもとに自社で取るべきアクションを決定し、実行に移してい。
予防処置
起こり得る不適合、またはその他の望ましくない起こり得る状況の原因を除去する処置を予防処置という。是正処置は発生した不適合の再発を防止するために取るのに対し、予防処置は発生を未然に防止するために取る処置のことである。
是正処置及び予防処置とも問題の影響に見合ったものとするように規定されているが、特に、予防処置では、まだ不適合が発生していない段階で処置を実施するため、処置に要するコストと、予防処置を実施しないで不適合が発生した場合のリスクの兼ね合いが難しくなってくる。
|
| i |
ISO, 環境用語、 |
4R
継続的な環境改善を図るために、具体的な目標として4Rを推進するということ。これは、Reduce(低減)、Reuse(再使用)、Recycle(再利用)の頭文字をとったもので、材料が少なく、何回でも使え、再生可能な製品をつくることである。4つ目にRefuse(断る)、またはRefine(質変換)を加えているところもある。Refineは材料や設計段階で、廃棄物低減、再使用、再利用を工夫することである。
いきなり、再利用にいくのではなく、まず削減か再使用化に取り組むべきという優先順位を示したものである。
CEAR
環境マネジメントシステム審査員評価登録センターのこと。(社)産業環境管理協会(JEMAI)の中に設置されている。CEARはJIS Q 14001規格に基づく環境マネジメントシステム審査登録制度において、審査を担当する審査員を評価し、資格基準に適合した環境審査員を公表している。(財)日本適合性認定協会(JAB)に認定された唯一の審査員評価登録機関である。
FSC認定制度
世界的な森林資源の減少の問題の高まりを背景に、"認証とラベリング"という政策手段を活用することにより、持続可能な森林管理を図ることを目的とした制度である。
FSC(Forest Stewardship Council)によって、適切な森林管理が行われていると認証された森林から出る木材・木材製品は、認証ラベルを付けて出荷される。
森林認証には"森林管理の認証"と"生産物認証"の2つがある。
ISO9000とISO14000の違い
ISO9000、ISO14000の両方とも英国規格(BS)をたたき台として作成されている。システムのサイクルとして方針を設定し、その実現に向けて活動し、管理し、見直し、継続的改善を行う仕組みを定めた規格であることは共通している。
異なるのはISO9000が製品購入者、供給者などの取引関係者に適用されるのに対し、ISO14000は一般市民も含め、広く利害関係者を対象とする点である。
ISO14000シリーズ
環境監査と環境管理システムの国際規格のこと。
・企業の環境管理組織に関する規格
・製品の環境評価に関する規格
で、構成されている。
*ISO14001の基本理念
基本理念の内容については、規格の条文及び適用範囲に次のように記載されている。
・非関税障壁、法規制強化を目的とはしていない。
・環境保全及び汚染予防の実施は社会経済的ニーズとバランスの取れたものでよいとしている。
・どのような企業にも適用できる(企業の種類・規模、地理的・文化的・社会的条件に適応)
・「第三者認証」にも「自己宣言」にも使うことができる。
・客観的に監査可能な要素に限定している。
・環境パフォーマンスに対する要求事項は企業が定めた方針の枠内で設定できる。
環境パフォーマンスとは、環境マネジメントシステムを実行して得られた環境側面に関する成果をいう。「環境行動実績」と訳す場合もある。
・環境パフォーマンスの基準は設定しないようになっている。
EMSは本来、「パフォーマンスの改善」を目的としているが、具体的なパフォーマンス要求の基準は組織が自主的に決めるものであるため、ISO14001ではパフォーマンスの改善を目的とした「システムの改善」に要求事項を特化している。
つまり、パフォーマンスとシステムは表裏一体のものであり、システムが改善されることにより、環境パフォーマンスの向上が得られるという考え方である。
・適切かつ経済的で、最善の利用可能な技術?BAT(Best Available Technology)の導入を奨励している。
・労働安全・衛生管理については基本的に取り扱わないが、組織が自主的に取り入れるのは構わない。
Kids ISOプログラム
NPO国際芸術技術協力機構(ArTech)が開発した子ども向け環境教育プログラム。対象は児童生徒で、独自に作成したワークブックをもとに、電気・ガス・水道などの省エネを試みる。入門編、初級編、中級編、上級編とレベルアップし、認証範囲も家庭から地域、国へと広がっていく。総合的な学習として、自治体や企業などの取り組みも盛んである。
PCB廃棄物
トランス、コンデンサー、蛍光灯安定器、ノーカーボン紙など、PCBを含むもの、あるいはPCBそのもの。
PCB(ポリ塩化ビフェニール)は絶縁性、不燃性の特性により、トランス、コンデンサーなど電気機器をはじめ幅広い用途に使われていたが、カネミ油症事件を機に昭和47年に製造・使用が禁止された。
その後、PCB処理施設がないため、すでに製造されたPCBなどが長期保管されてきているが、紛失したり、行方不明になったトランスなどもあることが判明し、PCBによる環境汚染が懸念されている。
欧米では、PCBの処理体制は相当進んでおり、日本は先進国の中で最も対策が遅れている。このため、平成13年より「PCB処理特別措置法」が施行された。PCB廃棄物を保管している事業者は15年以内に処分しなければならないが、処理体制が整うまでの間、環境汚染のないように保管しなければならない。
実際、電力会社などが大量に保有しており、ある電力会社は2001年にPCB処理施設を設置している。
PPP
汚染者負担の原則(Polluter Pays Principle)は、経済協力開発機構(OECD)によって提唱されたもので、地球環境を汚染する物質を排出している当該者が汚染除去のための処理費用を負担すべきであるという原則であり、現在、世界各国の環境保護に対する基本的な考え方になっている。
日本では、環境復元や公害被害者に対する補償費用などについても、汚染者負担を基本とする考え方に立って、必要な立法処置が取られている。
PRTR法(環境汚染物質排出・移動登録):届出判定・排出量算定、
事業者が対象化学物質ごとに工場・事業場から環境中への排出量や廃棄物に含まれている移動量を把握し、その結果を行政に報告し、行政はそれを下図の流れで公表する制度。
・354の化学物質がPRTRの対象になる
・化学物質の排出量を把握する必要がある
・中小企業であっても常用雇用が21以上であれば該当する
RDF
RDF(Refuse Derived Fuel)とは、廃棄物固形燃料のことで、紙・プラスチック・生ゴミなどの廃棄物から不燃物を取り除き、化学物質を添加してペレット状に加工された燃料である。
次のようなアドバンテージを持っているため、将来のリサイクル技術として有望視されている。
・RDF化による臭気の抑制
・乾燥・粉砕による品質の均質化
・圧縮成形によるハンドリングの容易化
・高温燃焼によるダイオキシンの排出削減
アジェンダ21
92年6月、ブラジルのリオデジャネイロで開催された「国際環境開発会議」(いわゆる地球サミット)で採択された、持続可能な開発を進めるための具体的な行動計画をいう。
内容は地球環境に限らず、幅広い分野のプログラムを示すとともに、社会の中のさまざまな主体の役割や技術、機構整備などの実施手段についても規定している。この地球サミットが引き金になって、わが国の環境基本法が制定された。
*構成
・社会的経済的要素
・開発のための資源の保全と管理
・主要な社会構成員の役割強化
・実施手段
アセスメント法(環境影響評価法)
大規模な開発事業が環境に与える影響を少なくするためのアセスメント(評価)手続きについて定めた法律(99年施行)。一定規模以上の道路、ダム、廃棄物最終処理場の建物などの事業が対象となる。
著しい環境側面
EMSを構築する段階では、組織の事業活動から、どのような環境に対する影響がどの程度出ているのかという、現状分析を行う必要がある。しかし、分析・調査されたこれらすべての問題に対し、一度にすべてに取り組むことには多大な労力、コストがかかり、現実性がない。そのため、組織が重要度を判断し、優先順位をつけて「重点管理」をする必要がある。
組織が重点管理を行う際に自ら決定する「環境に関する重要なテーマ」をISO14001では「著しい環境側面」と表現している。
運用管理
環境方針、目的及び目標が確実に満たされるように、文書化された手順で維持管理し、その手順には運用基準を規定する。また、使用する物品やサービスが著しい環境側面と関係ある場合は、その関連する手順を定めることが要求されている。
エコ商品
エコは、eco‐「環境」、「自然」の意味を表しており、エコ商品は次のような特徴を備えた商品群の総称となっている。
・自然を破壊しない環境保護を目的とした商品
・環境に悪影響を及ぼさない素材を使用した商品
・リサイクルしやすいこと、廃棄しても環境汚染しない商品
・ライフサイクルで省エネ・省資源が達成されている商品
(例)生分解性プラスチック、洗剤など
エコ設計
新商品開発の初期段階から、その商品のライフサイクル全般を見据えて、製造・使用過程における環境負荷の低減や廃棄される段階にあった場合のリサイクル・再資源化などの処理の容易性など考慮して、開発・設計する手法をエコ設計、エコデザイン、環境適合設計などと呼んでいる。
*設計上の留意点
・環境負荷の少ない原材料の採用
・リサイクル性の高い原材料の使用
・軽量化、安全性の高い構造の採用
・ランニングコストの低い仕様
・省エネ型の生産設備の使用
・製造過程での有害物質の抑制
・分離・分解の容易性の考慮
・廃棄物としての安全性の確保
エコビジネス
地球環境の保護・保全に有効な商品やサービスを扱う企業活動を称する。
エコビジネスには次のような分野がある。
(1) リサイクル・リユース(資源循環)
家電のリサイクル、新聞紙の古紙100%活用など。
(2) 廃棄物処理・処分
生ゴミの短時間堆肥化による有機農法のシステム化など。
(3) 環境修復・創造
蓄積した環境負荷物質を取り除く土壌汚染の浄化ビジネスなど。
(4) 汚染防止・環境保全
公害防止装置など。
(5) 環境調和型エネルギー・水利用
自然エネルギー利用など。
(6) 環境ソフト/サービス
環境技術供与、環境アセスメントなど。
エコビジネス全体の96年の売上規模は16兆円であったものが、2010年には36兆円になるといわれている。
エコファンド
企業の地球環境への取り組み姿勢を評価して、株式投資の中心銘柄に組み入れた投資信託。評価対象としては、企業の環境経営方針、環境マネジメントシステムの構築(ISO14001)、グリーン調達・グリーン設計の度合い、省エネ・省資源、リサイクル性、環境報告書・環境会計による情報公開などが挙げられる。
欧米では広く普及しているが、日本では98年に「日興エコファンド」が初めて売り出された。
エコライフ
地球環境にやさしい暮らしを心がけるライフスタイルのこと。住民一人ひとりのささやかな気配りの積み重ねが地球環境問題の軽減に向けての一助となるという考え方に基づくものである。
身の回りのこととして、実行できることは例えば、次のようなことがある。
(1) 電気・水などのムダをなくす
・家庭電化製品の待機電力のカット
(2) 公共交通機関を極力利用する
・ノー・マイカー・デーを設定する
・不要・不急のマイカーの使用を控える
(3) エコ設計が考慮された商品を優先購入する
・省資源・省エネ設計、リサイクル性に考慮されている生活用品を使用する
(4) 廃棄物に対する関心を高める
・ゴミの分別廃棄を徹底する
・ゴミを出さない生活を考える
エコラベルとエコマーク
消費者が商品を選ぶ時に、環境にやさしい商品を選択しやすくするために一定の基準を定めて、エコラベルをつける手法。ISOで国際基準化が審議され、99年にタイプI、タイプIIが制定され、00年にタイプIIIがテクニカルレポートとして発表されている
エコマークは環境意識の啓蒙や消費者の商品の選択をしやすくする目的で、環境保全に役立つ商品に表示されるシンボルマークのこと。日本では環境省の指導の下、日本環境協会が実施機関になって、89年より開始した。
このようなマークはEU、ドイツ、カナダ、韓国などでも導入されている。
エネルギー消費効率
エアコンなどの電気製品は、省エネ性能を評価するための算出基準が省エネルギー法により定められている。これをエネルギー消費効率と称するが、その算出基準は製品により異なる。
グリーン購入法の「特定調達品目及びその判断の基準」では、基準エネルギー消費効率を定義し、製品のエネルギー消費効率がそれ以上であることを推奨している。
汚染予防
汚染物質が地球環境へ排出されることを極力抑えること。汚染予防対策としては省資源・省エネ化、廃棄物の再資源化、生産性の向上、材料の変更などが考えられる。
オゾン層破壊
1980年代以降、春先の南極上空(北半球の秋)に出現するオゾンホールは年々、その大きさを増し、最近では南極大陸を覆いつくしていた。1934年、米国・デュポン社によって発明された一連のフロン化合物は、その物性が優れていることから各種の用途に重用され、使用量は次第に増加した。
フロン化合物は元来、重い気体で安定性があるゆえに、対流・拡散によって成層圏まで運ばれ、個々で紫外線を受けて初めて分解し、塩素原子は、連鎖的にオゾンを食いつくしていくことから、オゾン層破壊の要因となっていた。
温室効果ガス
太陽光をよく通し、地面や海面から放出される赤外線を吸収する性質を持つ気体の総称。特に、二酸化炭素(CO2)、亜酸化窒素、メタンの3物質はその増加が地球温暖化に大きく影響している。そのため、97年の地球温暖化防止京都会議で二酸化炭素、亜酸化窒素、メタンを含む6種類の温室効果ガスを先進国全体で、2008年から2012年の間に90年に比べて5%以上削減することが定められた(日本6%、米国7%(不参加)、EU8%、途上国は対象外)。削減目標達成のためには排出削減の他に、森林による吸収や先進国間での排出権取引も認められる。
ちなみに、99年度におけるわが国の温室効果ガスの総排出量は13億700万tであり、前年度と比べると約2.1%増加し、90年度比では約6.8%増となっている。
拡大生産者責任
循環型社会形成基本法の一般原則の中で示されている考え方で、製造物生産者が使用済みの製品に対しても一定の責任を果たすことが要求されている。活動内容としては使用済み製品の引き取り及びリサイクルの促進、廃棄物の発生低減を考慮した長寿命製品設計並びにリサイクルの容易な製品の開発などである。
化審法
化学物質の審査及び製造などの規制に関する法案の略称で1973年に制定された。難分解性で人の健康を損なう恐れのある化学物質による汚染を防止するため、新規の化学物質の製造・輸入を事前に審査する制度や製造・使用規制などを定めている。以下に示す4つが決められている。
(1) 第一種特定化学物質
難分解性、高蓄積性、長期毒性のあるポリ塩化ビフェニール、DDT、クロルデン
(2) 第二種特定化学物質
難分解性、低蓄積性、長期毒性ありと判定されたトリクロロエチレン、テトラクロロエチレン
(3) 指定化学物質
難分解性、低蓄積性、長期毒性の疑いがあるクロロホルム、ジクロロエタン
(4) 新規化学物質
化審法が制定された時に存在した既化学物質として公示されたもの、特定化学物質、指定化学物質などを除いたもの
家電リサイクル法
正しくは特定家庭用機器再商品化法という。メーカーや輸入業者に、製造した製品の引き取りとリサイクルを義務づける法律である。当面、エアコン、冷蔵庫、洗濯機、テレビが対象で01年4月より施行された。
特色は廃家電製品の収集・運搬、リサイクルにかかわる費用に関しては、排出者(消費者)の原則を明確にしたこと。第二は小売業者に消費者からの廃家電の引き取り義務、製造業者には「拡大生産者責任」として、小売業者からの引き取りとリサイクルの義務が課せられたことである。
これらは家電リサイクル券システムという管理票(マニフェスト)システムによって運用される。
環境アセスメント
地域開発に伴う大規模施設の計画にあたり、自然環境がどの程度破壊され、その周辺環境へどのような影響が及ぼされるのかについて、現況調査?予測評価を行い、事前に計画の適否、問題点の洗い出しを行う環境影響評価のこと。
対象となる事業は、ダム、発電所、鉄道、空港、高速道路、廃棄物処理場などで、環境に大きな影響を及ぼす可能性のある大規模公共事業、国家プロジェクト事業などとされている。
環境影響評価の方法
よく使用される環境評価の方法の一つに以下の方法がある。もちろん、これら以外の方式を用いてもよい(組織の自由)。
(1) プロセス分析方式
事業活動を段階的に分解し、プロセスを抽出する。そして、このプロセスごとに、どのような環境影響があるかを抽出・識別して、環境リスクを評価し、著しい環境影響を特定する。
(2) インプット/アウトプット方式
組織単位や設備ごとに、何をどれぐらい購入・使用(インプット)し、提出・廃棄(アウトプット)しているかを調査する。エネルギー、紙、廃棄物をどれぐらい使用または廃棄しているかを調査して、環境影響の発生を特定し、その環境影響におけるリスクを評価し、著しい環境影響を特定する。
環境会計
企業におけるコストのうち、環境に関係するコストを区分し、環境に関する活動の費用対効果をより分かりやすく数値で把握し、効率の良い環境改善活動を進めようという会計で、環境コストには環境に関する教育、関連設備の保守に要する費用まで含まれる。エネルギー費用を含めることもある。
上記の環境コストは、内部コストを対象としている。今は外部コスト(社会的コスト)であるが、新たな規制などにより、内部コスト化が予想される費用や、LCAを通じてのコストを計算する考え方もある。
●環境コストの分類と定義
(1) 環境投資
環境負荷の積極的低減目的で支出されるもので、その効果が当期のみならず、将来に及ぶものと判断した支出。
(2) 維持コスト
環境投資以外の支出、環境保全に関する日常的な支出(維持・管理経費など)で、その効果が当期のみにとどまるもの、及び賠償などの支出。
環境監査
監査とは、利害関係のない第三者が対象者を相手に知りたいことを調査し、依頼者にそのプロセス、例えば、監査対象、監査範囲、監査員名、使用した監査基準、監査方法、得られた証拠、評価結果などを報告することである。
環境監査は監査対象を「環境に関する仕事や仕組み、取り決め」に置き換えたものである。また、環境マネジメントの監査は、(1)組織で決めた手順や標準書などの文書がISO14001規格の要求事項に適合しているか、(2)そのとおり活動が行われているかがポイントになる。
監査の証拠は事実に基づいたものでなければならず、主観的なものであってはならない。ある方法で得た情報は、必ず別の証拠で検証するように努める。例えば、インタビューによって得た情報は、記録を点検して検証する。
環境基準と環境技術
環境基本法でいう環境基準は、国民の健康の保護と生活環境の保全の上で維持すべき行政上の目標で、事業者からの排出基準とは異なっている。環境に及ぼす影響を抑制する技術は公害防止から発展し、国際的にも評価されている。
環境基本法
国民の日常生活や通常の事業活動によって生じる環境への負荷に起因する地球環境問題、また、郊外と自然の両分野にまたがる環境問題も起こってきた。そのため、それまでの「対症療法」的施策から「体質改善」的施策への転換の必要性から、この法律が制定され、平成5年11月より施行された。
*3つの基本理念
・環境の恵沢の享受と継続
・環境への負荷の少ない持続的発展が可能な社会の構築
・国際的協調による地域環境保全の積極的推進
環境教育
人間と環境とのかかわりについて理解と認識を深め、正しい知識に基づいて責任ある行動が取れるよう、学校、家庭、企業などを通じて行う教育。
環境問題解決には一人ひとりが環境問題に関心を持ち、正しく認識し、自覚を持って行動することが必要である。
環境共生住宅
エコハウスとも呼ばれる。地球にやさしく、地域の特性や住形態に応じて、資源・エネルギーに十分な配慮がなされて、周辺の自然環境とも調和し、住む人が健康で快適に生活できるよう工夫された住宅のこと。
キーワードは次の3つである。
(1) ロー・インパクト(地球環境保全)
使用エネルギー・廃棄物などの問題を考慮した住宅
(2) ハイ・コンタクト(周辺環境との親和性)
周辺の地域環境にとけ込んだ住宅
(3) ヘルス&アメニティ
住む人が健康・安全・快適で心地よく生活できる住宅
環境共生都市
欧州ではドイツを中心に、一定面積の緑地を設けたり、都市中心部への自家用車の乗り入れ禁止、歩行者や自転車に配慮した道路整備などを通じて市民と環境との調和を図るための息の長い活動が行われている。
日本における環境共生都市(エコシティ)という理念は政府の打ち出した環境政策大綱の中心的事業として位置づけられ、環境と共生する将来の都市のあり方を示すものである。
エコシティの目指す方向性は、(1)水循環都市、(2)自然と共生するための緑の充実、(3)省エネ・リサイクルの3点を備えた都市が想定され、約20の都市が指定されている。
環境記録
計画された環境目的・目標を含んで、環境マネジメントシステムが適切に適用されるため、及び規格の要求事項への適合性を示すために、識別、維持、廃棄の手順が確立されていなければならない。
環境記録には、訓練記録、マネジメントシステム監査の結果記録、経営層による見直し結果の記録の3つが最低限求められているが、実際は環境影響評価の記録、監視測定の記録なども含まれる。
環境工程図
組織の活動では環境へ影響を与えている多くの要素(施設、プロセス、作業)を持っている。この要素単位で、組織の活動の工程と環境影響とのかかわりを図に示したものが環境工程図である。この図をもとに抽出された環境側面を評価することにより、著しい環境側面を特定するという一つの手法である。
環境コストマネジメント
環境投資、維持コストの全体として環境コストがミニマム化されることを目的とする。
・環境投資
環境負荷を低減するために支出されるもの
・維持コスト
環境保全にかかわる日常的支出(維持・管理費)
企業は環境保護規制などに対応するためのコストが収益を圧迫しないよう管理することが要求される。
環境税
環境に負荷を与える行為に対して、一定の課税を課すことによって、その行為を抑制するとともに、財源を確保することを目的とする環境保護のための経済的手法である。従来の規制措置だけでは実効が上がりにくいことから、市場原理を利用した経済的手法が講じられるようになった。
欧米各国では、地球温暖化の主要因であるCO2に対して課税する炭素税、また、有鉛ガソリン税、廃棄物処理税などの形での導入が行われている。
環境側面抽出表
環境側面の洗い出しでは大気、水質、騒音などすべての環境領域を考慮する必要がある。洗い出しの際、すべての環境領域に配慮するとともに、影響力や時系列、状態、広がりを考慮して作成した表である。
一般的に環境影響抽出表に環境リスク評価項目を加え、環境影響評価表として用いられている。
環境側面と環境影響
境側面(environmental aspect)
環境と相互に影響しうる、組織の活動、製品またはサービスの要素
・環境影響(environmental impact)
有害か、有益を問わず、全体的にまたは部分的に組織の活動、製品またはサービスから生じる、環境に対するあらゆる変化
・著しい環境側面(significant environmental aspect)
著しい環境側面をもつか、もちうる環境側面。
企業が業務活動を行うと、多かれ少なかれ必ず環境に影響を与える。この時、企業活動そのものが環境側面で、その結果、何らかの環境への変化を与える。この変化が環境影響である。
つまり、原因:環境側面⇔結果:環境影響となる。しかし、企業活動といってもいろいろあるので、「環境に影響を及ぼす企業行動の一つひとつの要素」が環境側面といえる。これに対して、環境影響とは環境側面によって与えられた大気とか水質などの環境の変化のことである。
ISO14001の定義で、「有害か有益かを問わず・・・・・・環境に対するあらゆる変化」とあるから、有害なものばかりに着目してはいけない。
例えば、工場を造成して、周辺の側溝に窒素やリンを吸収する水草を植えたりすると、造成は有害、水草を植えることは有益といえる。
環境配慮型製品
廃棄量を少なくしたり、リサイクルしやすい設計をするなど、環境に与える影響を少なくするよう配慮した製品。ある企業では、
・再使用・再資源化
・処理容易性
・環境保全性
・小型軽量
・省電力
・長期使用性
・包装材のリサイクル
を製品開発の指針としている。
環境パフォーマンス
主として、大気汚染、水質汚濁、廃棄物、エネルギーのような測定可能な環境項目で、環境活動の実績を表わすもの。一口に言うならば「環境行動実績/成績」ということになる。著しい環境側面を特定するプロセスで考慮することになる。
例として、大気汚染測定値、水質汚濁測定値、廃棄物発生量、騒音・振動測定値、材料などの使用量、エネルギー使用量などで環境活動の実績を表わしている。
また、これら以外にも環境管理に要した費用(環境コスト)や環境教育のメニュー数、環境教育の対象とした従業員数、階層の数なども環境パフォーマンスの一つである。
環境パフォーマンス評価(EPE)
事業者が行った環境保全活動が、実際にどれだけ効果があったのかを評価すること。環境報告書などによって公表する。環境監査は環境パフォーマンスの改善を図ることが大きな目標になっている。そのためには汚染物質の排出量など環境パフォーマンス項目について適切な指標に基づいて、評価することが必要となる。
環境負荷
人間の活動が環境に与える負担のこと。環境基本法では、「人の活動により環境に加えられる影響であって、環境の保全上の支障原因となる恐れのあるもの」と定義している。
ここでいう環境保全上の支障とは以下のようなものがある。
・環境汚染
・環境劣化(森林劣化、土壌劣化)
・環境破壊
・生態系破壊
環境負荷:活動に必要なもの
(エネルギー、原材料、副資材など)
活動に伴い発生するもの
(排水、廃棄物、騒音、排ガスなど)
有用なアウトプット
(製品、サービス)
環境法規
ISO14001では環境側面に関係する法規制の遵守を要求されている。環境目的・目標は組織が自立的に決めたものに対し、環境法は守られなければならない最低限のルールである。
環境報告書
環境報告書は、「企業の社会に対して開いた窓である」といわれているように、企業が自らの環境保全活動への取り組み状況について取りまとめ、社会に情報公開するものである。
最近では、わが国においても社会の環境コンシューマーイズムの活発化に伴って、環境報告書を公表する企業が急増している。
環境方針
組織の最高経営層による環境パフォーマンスの維持、改善及び法の遵守についての基本的考えを利害関係者に宣言するものであり、組織の環境マネジメントシステムを実行する原動力となるもの。ここで最高経営層とは認証取得単位が工場であれば工場長となる。
環境方針の必須記載事項としてa)~d)まで、e)、f)は仕組みの確立が要求される。
*必須記載事項
a)組織の活動内容と環境リスク
⇒どういった事業活動をしているか、また、どのような環境リスクがあるのかを、利害関係者(地域住民などの第三者を含む)が理解できるように記述する。
b)継続的改善、汚染の予防に関する約束
c)組織に関連する環境法規制と、その他の環境に関する要求を遵守する約束要求事項
⇒これらのキーワードについては、必ず環境方針の中へ含めて「約束」しなければならない。組織の最高経営層が利害関係者に対してコミットメント(公約)する必要がある。
d)環境目的及び目標を設定し、見直す枠組みを与える
⇒自分たちで環境上の重要なテーマを決めて、それをマネジメントシステムとして、体系立てて管理することを環境方針の中でコミットする。規格の文言をそのまま記載することも多いが、「枠組み」を与えることについての言及が求められている。
e)文書化し、周知、実行する
⇒全従業員に周知(理解させる)し、実行できるように仕組みを確立すること(環境方針には書いても書かなくてもよい)。
f)一般の人に入手可能とする
⇒利害関係者が必要とする時、情報開示できるよう仕組みを確立すること(環境方針には書いても書かなくてもよい)。
環境ホルモン
環境汚染物質のうち、動物の生体内に取り入れられた時、本来の生体内で営まれている正常なホルモンに影響を与える化学物質(内分泌腺かく乱物質)のこと。特に、生殖機能に悪影響を及ぼしたり、悪性腫瘍を引き起こすなどとされ、プラスチック原料のBPA、ダイオキシンやポリ塩化ビフェニール(PCB)など、数十種ある。
最近ではプラスチック容器や塩化ビニール製おもちゃにも含まれているといわれ、1,000種類以上の物質に可能性が指摘されている。
BPA(ビスフェノールA)
プラスチック原料や塩ビ製品の添加剤として大量に生産されている工業製品。河川の水やヒトのへその緒からも検出された。生体内でホルモンに似た働きをして生殖機能などを乱す内分泌かく乱化学物質の疑いが濃いとされ、環境省の検討会で危険度を評価中。
環境マネジメントシステム
「環境を改善するための経営方針(環境方針)を決めて、それを達成するために実行をする仕組み」のこと。略してEMSとも称されている。EMSを体系的に実行することによって、環境方針の達成、つまり、環境改善/環境配慮が効率的、効果的に図られる。このようなEMSを規格化したのがISO14001である。
環境マネジメントプログラム
環境目的・目標を達成させるために作成される行動計画表のこと。計画表には責任(誰が)、手段(どのような方法で)、日程(いつからいつまで)を記述する。また、ISO14001ではプログラムに新しい活動が生じた場合などにはこれを改訂し、最新版であることを要求している。
環境目的及び目標
環境目的は中長期の到達点であり、環境目標は短期的な(例えば、一年間の目標をいう)ものをいう。これは関連する各部門、各階層で設定し、定量的に測定可能な数値で示すことが望ましい。
環境リスク評価表
環境リスクとは避けたい環境影響の起きる確率であり、環境リスク評価とは環境への「悪影響の発生の可能性(発生する確率)」と「悪影響結果の重大性」を掛け合せて評価する評価法である。環境への影響が大きくても発生する確率が低ければ、リスクは小さく評価される。
これを表にまとめたものが環境リスク評価表であるが、不確実性を伴う環境影響の評価結果に基づいて対応策を選択しやすい、必要な複数の対策の優先順位を客観的に明らかにしやすいなどのメリットがある。
監視及び測定
環境に著しい影響を及ぼす特性を定期的に一定の頻度で監視及び測定すること。監視に用いる機器は精度が必要とされている。また、法規制が遵守されているかどうかのチェックもこの要求事項の中に含まれている。
京都議定書
97年12月、地球温暖化防止京都会議において、温室効果ガスの削減目標を決めた議定書が採択された。これが京都議定書である。
削減対象となる温室効果ガスはCO2やメタンなど合計6種類である。先進国は2008年から2012年までに温室効果ガス排出量を90年レベルよりも平均で5.2%削減する義務を課せられた。
しかし、最大の温室効果ガス排出国の米国が不参加を決めたり、将来大幅な排出量の増大が見込まれる中国など発展途上国には削減義務がないなどの問題もあり、今後の重要課題となっている。
緊急事態対応
事故または緊急事態発生時に、環境に与える負荷を最小限に食い止めるための手順をあらかじめ構築していく。机上の空論だけではなく、その手順が実際に有効かどうかを定期的にテストして、確認することも要求されている。
グリーン購入法
グリーン購入とは、環境にやさしい製品やサービスを選んで、優先的に購入することをいう。グリーン購入法(国等による環境物品等の調達に関する法律)は、01年4月施行された。これは国などに環境配慮型商品の優先的購入を義務づけたもので、今後、対象品目が拡大していくと思われる。
また、一般企業の間には、グリーン購入への応札に参加するために、ISO14001の取得を目指す動きも活発化している。
グリーンコンシューマー
グリーンコンシューマー(緑の消費者)とは、環境にやさしい商品を選んで購入する消費者のこと。欧州では市民の半分以上がグリーンコンシューマーといわれているが、日本ではまだごく少数といわれている。
グリーン調達
物やサービスを購入する際に環境への負荷が少ないものを優先的に購入すること。欧米では環境保全面で大きな役割を果たしている。日本でも環境保全型製品などの優先的購入を進めようと、96年に企業、自治体、民間団体などにより「グリーン購入ネットワーク」が設立され、情報の収集・提供、ガイドラインづくり、意識啓発などを行っている。
00年に「国等による環境物品の調達の促進などに関する法律」(グリーン購入法)が制定され、01年4月から施行されている。
グリーン電力制
風力、太陽光、地熱などの自然エネルギーを利用して発電する電力の普及を図るため、自然エネルギー利用促進の趣旨に賛同する人々が通常よりも割高の電気料金を負担する制度。集められた上乗せ料金は、自然エネルギー(再生可能なエネルギー)発電への投資、購入などに使われる。
建設資材リサイクル法
建設資材再資源化法(通称:建設資材リサイクル法)は、建物を壊した時に出るゴミのリサイクルを義務づける法律で、02年5月に施行された。対象は解体作業に携わる建設業者だけでなく、自分の家の建て替えなどで壊す人にも一定の義務が発生する。
延べ床面積80m2以上の建物を解体する際には、現場において廃棄物をコンクリート、アスファルト、木材の3種類に分別することが要求され、従来のように建物を一気に壊すやり方は認められなくなった。
家を解体する人には、発注者としての義務が発生し、工事計画を事前に都道府県知事に届け出ることが要求される。また、発注者と受注者が取り交わす契約書には、分別解体の方法や解体費用の明記が義務づけられている。
現場監査
現場監査は、EMSの範囲にある業務、設備、作業現場を巡視し、EMS文書で定めた手順どおりに作業や操業が実施されているか、直接、監査員の目で確認することである。
次の点を主体としたISO14001の要求事項が実行されているかどうかを調べる。
(1)著しい環境側面として登録されている現場はどこか
(2)そこで従事する人がそのことを認識しているか、それらに対する教育訓練を受けているか
現場監査を行う場合のポイントは以下のとおり。
・できるだけ広い監査範囲を観察する(自分の専門分野や興味のある箇所にとどまらないこと)
・通常の作業の流れを最初から最後まで追う
・作業及び施設などの有害性、危険性を見分ける
・目に止まりにくい汚染源を特に注意して観察する
・ビデオ、写真を撮る
・観察は定常時以外にも重要な活動に合わせて行う
公害問題
天然現象が契機とはならず、無秩序的な生産活動によって、社会的に発生する人為災害を公害という。60?70年代に大気汚染、水質汚濁、土壌汚染などが市民の健康を害する公害として大きな社会問題となってきた。
国内問題が主体で、(1)大気汚染、(2)水質汚濁、(3)騒音振動、(4)悪臭、(5)地盤沈下、(6)土壌汚染、(7)廃棄物の7つに分類される*。
その後、法律による排出量の規制と企業努力により、公害問題は沈静化した。現在では地球規模の環境問題が主体となっている。
*有害物質の食物連鎖濃縮
(1)~(2)の環境汚染からの微量の有害な重金属や化学物質が微生物から人間に至る食物連鎖で数万倍に濃縮・蓄積され、ガン、水俣病(Hg)、イタイイタイ病(Cd)などの原因となる。これらは微量排出でも対策が必要である。
コージェネレーション・システム
一つの燃料源から複数のエネルギーを同時に得るシステムで、例えば、火力発電の際に発生した廃熱を利用して、暖房や給湯などを行うようなことがコージェネレーションと呼んでいる。コージェネレーション・システムのエネルギー効率は80%程度と従来の2倍に高めることができるので、その分CO2の排出が削減できる。
最近では、オフィスビルやスポーツ施設などでも利用が進められている。
枯渇資源
石油、石炭などの化石燃料や錫、亜鉛などの天然資源のように再生することができない資源。環境保全の面からも太陽光、風力、水力などの自然エネルギーのような再生可能資源の利用が求められている。
コミュニケーション
EMSにおけるコミュニケーションは、その対象に環境側面とマネジメントシステムの両方について手順を定めることが求められている。
コミュニケーションのつながりは、組織内の階層間(タテのつながり)と部門間(ヨコのつながり)及び、外部の関係者からの情報も受け付け、文書化対応と著しい環境側面の情報公開についても決めておかなければならない。
最良利用可能技術
ISO14001の序文に、「環境目的を達成するためには、組織が適切なところで且つ経済的に実行可能なところで最良利用可能技術の適用が望ましい(途中省略)」と述べられている。
環境技術は種々あり、業種や規模によって最善の技術は異なっており、それぞれの組織にとって経済性を考慮したものを採用して、環境負荷を軽減していけばよい。
砂漠化現象
降雨量が少なく、植生が見られないか、極度に乏しく、人間の活動に制約の多い地域(砂漠)が周辺に拡大する事例である。これは降水減少に伴う発生のほか、過放牧による植生破壊、灌木の燃料化など、人為の作用が砂漠化を加速すると指摘されている。
砂漠化は世界各地で報告され、耕地の減少、家畜のへい死などを介して、地域住民の食生活に重大な影響をもたらしている。
産業廃棄物
排出されるゴミは一般廃棄物と産業廃棄物に分類される。産業廃棄物は事業場から排出される廃プラスチック、金属屑、建設廃材など19種類の廃棄物が指定されている。
産廃処理によって再資源化される割合は約40%であり、産業廃棄物の減量と適切な処理は今後の課題となっている。
酸性雨
石油や石炭などの化石燃料を燃焼させて生じる工場からの排煙や自動車の排ガスなどに含まれる硫黄酸化物(SOx)や窒素酸化物(NOx)が大気中で反応し、酸の強さのphが5.6以下(酸性が強い)の雨のこと。
北欧、北米、中国などで広範囲に降り、森林や農作物の枯死、湖沼の酸化による魚類の死滅などの被害が発生している。
資源有効利用促進法
リサイクル法が改正され、新たな法律として01年4月に施行されたもの。本法の背景には経済活動から排出される廃棄物が98年度で約4.6億t(一般廃棄物0.5億t、産業廃棄物4.1億t)もあり、廃棄物を極小化する必要性が挙げられる。
第二の背景としては、経済活動に使用する資源を極小化する必要性が挙げられる。環境制約と資源節約を前提とすると、大量生産、大量消費、大量廃棄型の経済システムの維持は困難であり、資源が有効に利用される「循環型社会」への転換が不可欠となっている。
本法のポイントは、
(1)製造事業者に設計・製造段階から発生抑制、再使用、再利用を促す
(2)取り組みが不十分な場合は勧告、公表、命令もある
自然エネルギー
太陽光、太陽熱、風力、波力、潮力、地熱、バイオマス(木屑、家畜の排泄物利用のエネルギー源)などの自然界にあるエネルギーのこと。
大気汚染物質や温室効果ガスの排出が少なく、環境に与える負荷が少ないという特長に加え、化石燃料と異なって資源が枯渇する心配がないことから、再生可能エネルギーとも呼ばれている。
日本では、太陽光発電の利用が進んでおり、発電設備量は世界全体の3分の1を占めているといわれている。
持続可能な開発
「持続可能な開発」というキーワードは、「環境と開発に関する世界委員会」が87年にその報告書の中で表したもので、「将来の世代が自らの要求を充足する能力を損なうことなく、今日の世代の欲求を満たすような開発」という考え方に立ったものである。
92年の地球サミットでは、このキーワードがテーマとして取り上げられ、「持続可能な開発のための人類の行動計画?アジェンダ21」が採択された。
指定化学物質
高蓄積性ではないが、難分解性であり、人の健康に被害を生ずる恐れのあることが疑われる化学物質。
「化学物質の審査及び製造等の規則に関する法律」(化審法・55ページ参照、1973年制定)により、指定化学物質については製造・輸入の実績の事後届出が求められる。
*指定化学物質例
・PCB
・ベンゼン
・ホルムアルデヒド
・ニトログリセリン
・クロロホルム など
自動車リサイクル法
02年4月、自動車リサイクル法案が閣議を通過した。04年度中の施行が見込まれている。この法案は、自動車所有者からリサイクル料金を徴収するとともに、メーカーと輸入業者に再資源化を義務づける。
日本で廃棄される自動車の台数は、年間500万台にのぼる。自動車リサイクル法では、使用済み自動車から出る破砕屑のほか、オゾン層の破壊につながるフロンや起爆剤が含まれて取り扱いが難しいエア・バッグなども回収・再資源化の義務づけの対象としている。
リサイクル料金の徴収は、不法投棄の機会を減らすため、前払いで消費者から徴収する。
循環型社会経済システム
これまでの市民生活や生産活動様式である大量生産→大量消費→大量廃棄という環境負荷の多いシステムから、地球にやさしい、また、直面しているゴミ問題への対処から、ゴミ減量、リサイクル優先のシステムが求められている。
これは生産→消費→回収→再資源化→生産→消費のリサイクルを回すシステムを目指しているのである。
循環型社会形成推進基本法
01年に施行された法律。この法律は生産者に製品の再資源化などの責任を課したものであるが、基本的枠組みであり、この基本法には罰則規定はない(罰則は下位の個別法に規定される)。
この法律が生まれた背景には、世の中にはモノがあふれ、廃棄物も増え続けるが、その処理能力はもはや限界という事態に対して、少しでも改善しようというものである。ポイントは次の3つである。
・有用な廃棄物が「循環資源」と定義された
・処理方法の優先順位が定められた
・生産者は「拡大生産者責任」を負うことになった
なお、この基本法の下に下図に挙げるように、7つの個別法が制定された。
省エネルギー法
正式名称は「エネルギーの使用の合理化に関する法律」(1979年に制定)。燃料資源の有効利用を目的とした法律。省エネ推進に関する事業者などの義務、所管大臣の勧告・指導、判断基準の設定、省エネ推進のための金融・財政上の措置などが定められている。
この法律はその後改正され、罰則の強化や省エネ、フロンの使用合理化、資源の再利用などの分野について、企業に対する優遇措置などが定められた。
*工場の省エネ例
(1) 電力
電力量の低減、設備の高効率利用、負荷の平準化、力率の適正化
(2) 照明設備
効率の良い光源・器具の採用、照明器具の清掃
(3) 電熱設備
温調の自動化による適正管理、排熱の有効利用、断熱による設備の高効率運転
(4) 空調設備
適正温度維持、熱回収、ダクトへの圧力損失の減少
省エネルギーの目標値を設定するために提唱されたのが、トップランナー方式である。これは現在製品化されているものの中で最も高いもののことである。これを業界の省エネルギーの目標とすることになっている。
建築物のエネルギー消費性能の向上に関する法律(建築物省エネ法、制定:平成27/7/8、2015、施行:平成29/4/1、2017、国土交通省:パンフ一式、説明会資料一覧、計算資料、環境省:ZEB PORTAL 基本用語集、):
背景:エネルギー消費:工業50%、運輸20%、家庭・住宅30%、
届出対象、省エネ計算、
静脈産業
商品を世に送り出す製造業が動脈産業なら、消費後の廃棄物処理業、解体業、回収業などが静脈産業に当たる。地球環境問題への意識が高まる中で、循環型社会経済環境を形づくる上で、不可欠な存在としての重要性が認識されてきた。
こうした、従来は裏方として縁の下の力持ちであった産業分野にも、多くのビジネスチャンスが増大してきている。
初期環境レビュー
自社の環境に関する現状を調査し、把握すること。初期環境レビューはISO14001の要求事項には規定されていないが、付属書(Annex)やISO14004では実施することを推奨している。実質的には環境影響評価を含めた作業を実施する。
したがって、初期環境レビューがEMS構築で実際に汗を流す最初の仕事といえよう。
食品廃棄物リサイクル法
食品廃棄物は、食品の製造段階、流通段階、消費段階の各段階から排出される。農水省の推計によれば、96年度で1,940t(家庭系1,000t、事業系600t、産業廃棄物340t)が排出されている。
この法律の狙いは、食品の売れ残りや食べ残し食品の製造過程において、大量に発生している食品廃棄物の発生抑制や減量化、また、飼料化や肥料化によるリサイクルの促進を目的としている
リサイクルを促進する措置として右図に示す制度を準備している。罰則規定はないが、年間100t以上排出する事業者が基準を著しくオーバーする場合、勧告、名前の公表及び命令もあり得る。
製品アセスメント
設計段階から廃棄物の発生抑制やリサイクルを考えた製品づくりには、製品アセスメントの手法の活用が有効である。製品アセスメントとは、製品の設計の段階で使用され、廃棄された時のリサイクル容易性、廃棄物処理の際の環境への影響などを事前に評価し、環境負荷をなるべく小さくするよう、製品の最終設計・生産に反映させる評価手法のこと。
生物多様性
野生生物の種の数は動植物、菌類、微生物を含めて約140万種といわれているが、人類が行う開発による生態系の破壊が進んだ結果、絶滅類の増加が懸念されている。
人類の生存を支え恩恵をもたらす生物多様性の保存のため、生物多様性条約が92年に結ばれている。この条約では開発途上国の取り組みを支援する資金援助や技術協力の仕組み、また、生物多様性に関する情報交換や調査研究を各国が協力して行うことなどが盛り込まれている。
生分解性プラスチック
生分解性を有するプラスチックで、日常使用時には従来のプラスチックと同様の機能を有するが、使用後は自然界に存在する微生物や酵素によって分解され、最終的に炭酸ガスと水になる性質を有する。
従来のプラスチックは埋立処分しても分解せず、廃棄物の処理が大きな環境問題となっている。その対策の一つとして分解性プラスチックが脚光を浴びている。ある自動車メーカーはサツマイモを原料とした生分解性プラスチックを自動車の内装部品に使用することを計画している。
ゼロエミッション
エミッションは英語で廃棄物、排出物のことを意味する。したがって、ゼロエミッションは「廃棄物ゼロ」の意味になる。最近は広く廃棄物を出させない経済システム、経済社会という意味で用いられている。
廃棄物を資源として使う産業の育成、省エネ技術の開発、ライフスタイルの転換を含めて、循環型社会づくりのキーワードになっている。
ダイオキシン(Dioxin)
ポリ塩化ジベンゾダイオキシン(PCDD)がダイオキシンである。米軍がベトナム戦争の「枯葉作戦」で使用し、奇形児誕生の原因となった化学物質として知られているが、一般社会においてもゴミ焼却場や製糸工場などを主たる発生源として、環境を汚染している。
塩化ビニル樹脂や塩化ビニリデンなどの塩素を含む樹脂や有機塩素化合物を燃焼すると、オキシフロリネーション反応によって、ダイオキシンが発生することが判明している。
炭素税
CO2の排出量抑制のために賦課する有効な環境税として注目されているのが炭素税である。化石燃料の使用に伴って排出される温室効果ガスの量に応じて、トン当たりいくらという具合に税額が決められる。排出ガス量の抑制が期待される一方、炭素税の商品価格への転嫁によるコストアップ要因となり、商品の価格競争力を弱めるといった問題点も指摘されている。
地球温暖化
人間活動の拡大により温室効果ガスの大気中の濃度が増加し、地球全体の気温が上昇する現象。もし、地球上に温室効果ガスがなかったら、平均気温はマイナス18℃となり、生命は存在できない。
実際には太陽光が大気を通して地表面に届き、加熱された地表面から赤外線の形で熱が放射され、大気中の温室効果ガスがこの熱を吸収し、その一部を再び地表に放射するという仕組みにより、人間や動植物にとって、住みよい環境が保たれている。
ところが近年、産業の発展や森林の破壊などの人間活動の拡大に伴って温室効果ガスが大気中に大量に増加し、その結果、地表からの赤外線が宇宙に放出されず、温室効果ガスに吸収される量が増加し、地球の気温上昇が進行している。現状のまま推移すれば、21世紀末に地球の平均温度が約2℃上昇し、海面が約50cm上昇すると予測されている。
わが国の地球温暖化防止対策としては、首相を本部長とする地球温暖化対策推進本部を設置するとともに、地球温暖化対策推進大綱の策定、地球温暖化対策推進法の制定などの対策が進められている。
気候変動枠組条約第21回締結国会議(COP21, パリ,2015):自主的に決定する約束法案(INDC)目標で日本は原発依存20-22%(2030年)。
地球環境問題
技術の進歩とともに生産効率の向上が大規模な経済の発展をもたらした。しかし、同時に環境変化も深刻化し、その弊害も地球規模となってきた。現在、地球環境問題としては、(1)地球温暖化、(2)オゾン層の破壊、(3)酸性雨、(4)熱帯雨林の減少、(5)砂漠化、(6)海洋汚染などがある。
これらの問題はいずれも広く世界各国に共通して見られるものであったり、国境を越え、あるいは全地球規模で被害を生ずる問題である。いろいろな地球環境問題に共通する性格の一つは、長い時間をかけて進むプロセスであるということである。二つ目は、個々の地球環境問題が大気や水、生態系の働きや世界経済を通じ、相互に結びつきを持っていることである。
地球再生構想
「持続可能な発展」を目指して、再生シナリオの作成、クリーンエネルギーの導入、革新的技術開発の推進が強く期待されている。
(1) 再生シナリオの作成
・環境・経済成長・エネルギー安定供給の三位一体の政策確保
・長期的なCO2排出抑制実施計画の作成
(2) 国際温暖化対策事業の推進(2020年まで)
・非化石・クリーンエネルギーの導入
*太陽光発電の低コスト化・導入促進
*燃料電池発電などのシステム開発
・世界緑化の推進・大規模植林国際共同計画
(3) 革新的技術開発の推進(2100年まで)
・エネルギー・環境技術
*水素エネルギー技術開発・核融合技術開発
*バイオ油化・ガス化プロセス技術開発
・CO2の回収、海洋・地中貯留技術
・発展途上国への技術移転の推進
(4) 国際的取り組み体制の整備
・国際エネルギー機関の改組・拡充
地球サミット
国連人間環境会議(1972年)の20周年を記念し、1992年にブラジルのリオ・デ・ジャネイロで開催された「環境と開発に関する国連会議(UNCED)」のこと。180ヵ国が参加し、100ヵ国あまりの元首、または首相が出席。持続可能な開発に関する原則が「環境と開発に関するリオ宣言」として採択されるとともに、それを実現させるための具体的な行動計画「アジェンダ21」が合意された。
デポジット制度
製品価格に容器代の預り金(デポジット)を上乗せして販売し、空容器が返却された時に預り金を払い戻す制度。消費者に経済的負担を負わせることによって、空容器回収を促進する。
デポジットの効果としては、散乱ゴミの現象・廃棄物の減量化などがある。
特定再利用業種
資源有効利用促進法の中で、再生資源または再生部品の種類ごとに定められている業種である。再生資源・再生部品を利用することが技術的・経済的に可能であり、かつこれらを利用することが有効利用を促進する上から、特に必要なものとして、紙製造業、ガラス容器製造業、建設業、硬質塩化ビニール製の管・管継ぎ手の製造、複写機製造業の5種類が指定されている。
例えば、複写機製造業では使用済み複写機から駆動装置部分を取り外し、洗浄・検査後、新規製造品の部品として再利用することが求められる。
特定施設
有害物質を排出し、生活環境を阻害する恐れのある施設。大気汚染防止法、水質汚濁防止法、廃棄物処理法などで定められる。ダイオキシンを大気に排出する施設では、一定以上の規模を有する廃却物焼却炉、焼結施設、製鋼用電気炉、亜鉛回収施設、アルミニウム合金製造施設がこれにあたる。
この特定施設を設置している工場・事業場を特定事業場という。特定施設の設置者は管理義務を課せられている。例えば、ダイオキシンを排出する特定施設の設置者はダイオキシン類対策特別措置法により、当該施設の届出を行うとともに、排出ガスなどについて年1回以上、ダイオキシン類の測定とその結果を報告することが義務付けられている。
土壌汚染
カドミウム、ヒ素、銅などの有害物質による土壌の汚染。土壌汚染は有害物質が事故などによって土壌に浸透したり、不法に土壌へ捨てられたりして生じるものであり、いったん汚染されると容易に解消しない。汚染土壌を除去し、汚染されていない土壌と交換するといった対策が必要となる。
2003年1月施行予定の土壌汚染対策法では、工場跡地を宅地に用途変更する際などに土地所有者に汚染調査を課し、汚染があった場合には浄化などの対策を義務づけている。
環境省の外部団体の土壌環境センターの推計によれば、汚染調査を要する土地は全国に約93万ヵ所あり、それらの土地の調査・浄化に要する費用は13兆円になると見込まれている。
トップランナー方式
自動車の燃費や電気機器(家電・OA機器など)のエネルギー消費効率について、商品化されている製品のうち、最も省エネ効果の優れている機器を政府が指定し、各社は一定期間以内にそれに追いつき、それ以上の省エネ性能を達成するというもので、この方式はトップランナー方式と呼ばれている。自動車、テレビ、エアコン、蛍光灯、OA機器など9品目が対象になっている。
未達成のメーカーには、性能向上を促す勧告が出され、不服従の場合は命令や罰則が課せられる。
鉛フリー化
鉛は、自動車、産業機器、電気機器(家電品やOA機器)などの多くの部品に、はんだ材料や端子の表面処理材料として使用されている。これらが廃棄物となり、粉砕・埋め立て処理されると土壌汚染の原因となり、溶出した鉛が地下水を汚染し、人体への影響が懸念される。鉛は酸性雨に当たると急激に溶け、地下水に混入する。その水を飲んだ場合、脳神経障害や子供の成長阻害などを引き起こすとされている。
そのため、先進国の間ではんだの鉛フリー化への動きが活発になってきている。EU(欧州連合)の電気電子機器中の特定有害物質使用制限に関する指令(RoHS指令)では、07年までに使用を禁止することが決められている。日本では法的規制の動きがまだないが、業界団体や各製造メーカーの自主規制により、鉛フリー化への対応が進められている。
人間環境宣言
1972年、ストックホルムで開かれた国連環境会議において採択されたのが、「人間環境宣言(ストックホルム宣言)」である。この宣言は「自然のままの環境と人によって作られた環境が、人間の生存権そのもののために基本的に重要である」とする、7項目の共通見解及び「人間が自由、平等、十分な生活水準を享受する及び基本的権利を有し、現在および将来の世代のため環境を保護し改善する責任を負うこと」、「地球上の天然資源は適切に管理されなければならないこと」など、26項目の原則からなっている。
ストックホルム会議は、地球環境問題を網羅した大規模国際会議としては世界最初であった。また、ストックホルム宣言は地球環境の保護が世界平和と経済発展に並ぶ人類全体の目標であることを明確に表明し、地球環境問題に世界の関心を集めるきっかけをつくった点で意義がある。
廃棄物
廃棄物には大きく分けて、一般廃棄物と産業廃棄物があり、厚生労働省の定義は下図のとおりである。
地球資源は有限であり、また、各国の廃棄物の処分も目前に迫った大きな問題となって来た。持続可能な社会実現を狙って「ゼロエミッション」など、今後ますます廃棄物に関する対応は社会問題となっていくであろう。
その中で排ガス、排水と区別した固形状の廃棄物を固形廃棄物といい、資源に乏しく、埋立処分地の逼迫している日本では、固形廃棄物は発生抑制、再使用、再利用など、適切に管理していくことが求められる。
廃棄物処理法
廃棄物を一言で言えば、「不要物であり、かつ、そのものが他人に有償で売却することができなくなったもの」と定義されている。廃棄物処理法(廃掃法)は改正され、01年4月より施行された。
*改正のポイント
・廃棄物減量化の推進
・産業廃棄物処理施設整備の促進
・廃棄物処理のための規制強化
*廃棄物事業者の果たすべき役割
・自ら廃棄物・副産物の減量化・リサイクルを進める
・より多くの再生原材料・資材を使用する
・設計段階から廃棄物の発生抑制やリサイクルを考えた製品づくりを行う
排出権取引
国や企業ごとにあらかじめ権利として設定されたCO2など、温暖化ガスの排出許容枠(排出権)を売買する仕組みのこと。あらかじめ設定された割り当て量を超えて排出したい国や企業は、余裕のある国や企業から排出権を購入できる。全体として少ないコストで汚染物質の排出を抑制するのが狙い。
97年の地球温暖化防止京都会議では、先進国に温暖化ガスの削減目標が義務づけられた(日本は2010年メドの排出量を90年比6%削減)。
省エネの進んだ先進国では、その目標達成にも限界がある。そのため、目標達成のための手段として、許容値に余裕のある途上国から排出権を購入する政府間取引が08年から認められている。米国では取引仲介業者がすでに誕生している。
ヒートアイランド現象
大都市とその周辺部を見た場合に、大気温度の差によって表れる異常な温度分布現象。都市中心部ではビルが立ち並び、さまざまな形で多くのエネルギーが消費されて、排出熱により大気温度を上昇させている。また、地表はコンクリートやアスファルト舗装で覆われているため、水分の気化熱による地表温度の低下が期待できず、日中に蓄積された熱の放散が夜間行われるため、大気温度は都市周辺部に比較して高い状態を保つことになる。特に、夏場はエアコン排気熱がいっそう気温を上昇させ、この現象に拍車をかけている。
大気温度の等温線を描くと、都市部を中心にして、ちょうど島(アイランド)のように見えるところから、ヒートアイランド現象と呼ばれている。
不適合及び是正並びに予防処置
「不適合」とは、「指定された要求事項を満たさないこと」である。具体的に不適合とは、どのようなことなのかについて企業自身が定義すれば、不適合の対象及び基準が決まる。
「問題の大きさに対応し、かつ、生じた環境影響に釣り合う是正処置または予防処置」は、企業自身の実力に合った内容の処置でよい。目的・目標の設定時に配慮した事項と照らし合わせてみること。ただし、明らかな法律違反は絶対に解決しなければいけない。
「是正及び予防処置」を行った場合には、「是正及び予防処置に伴う文書化した手順」、例えば、指示書あるいは命令書のような文書によって「是正及び予防処置」を実行し、その結果を「記録」しておかなければならない。
プロセス・フロー・ダイアグラム(PFD)
生産工程などの環境側面の洗い出しでは、右図に示すようなプロセス・フロー・ダイアグラム(PFD)が環境工程図(表)を用いて、工程ごとのインプットとアウトプットを余さずリストアップするところから始めるところが多い。PFDを作成することにより、工程のそれぞれがどのような環境側面を持っているかが理解しやすくなる。
PFDなどで洗い出された環境側面は、環境影響評価表に転記していくことになる。
文書審査
文書審査では、環境マネジメントシステムに関する文書(EMSマニュアル、規定書、手順書など)、環境記録などを閲覧し、あるいはその場にないものについて提示を求め、システムの妥当性や整合性をチェックする。
文書審査は、以下のような点を念頭に置いて行われている。
・指示が明確に記述されているか
・正しく配布されているか
・すべての階層で考え方と意味が理解されているか
・指示が実行されているか
・指示が安全性を考慮してなされているか
・実行可能な代替案を用意しているか
・常に最新情報による定期的な改正が行われているか
また、別な視点では「その文書は生きているか」という審査もあり、つまり、「文書があるか」ということよりも、「文書が有効に使われているか」を見る。
法的要求事項
環境マネジメントシステムを実施するに当たっては、関連する法規制の要求事項を明らかにして入手し、徹底する手順を定め、遵守することが求められている。さらに、法規制と同様に市町村の条例、地域の公害防止協定などの組織が同意するその他の要求事項に対しても、同じ扱いをすることを求めている。
ポスト・ハーベスト
収穫後、農産物の貯蔵・輸送中にカビや害虫の発生により損失となるのを防ぐため、農薬を使用する。このような農産物の収穫後の品質を保持するために行われる処置のことをポスト・ハーベスト(Postharvest Application)と呼んでいる。
ポスト・ハーベストは、収穫した後に直接農産物に散布されたり、薬液中に漬けられたりするため、残留の可能性が高く、食の安全に不安を与えることになる。日本ではポスト・ハーベスト農薬の使用が原則的に禁止されている。
マニフェスト(特別管理産業廃棄物管理票)
特管物(廃掃法施行令で指定された5種類に大別された廃棄物)を排出する都度、事業者が廃棄物の運搬または処分の委託業者に、特管物の種類や数量など記入した管理票を交付し、そのやりとりで廃棄物の処理のプロセスをチェックする制度。
モントリオール議定書
オゾン層を破壊するフロンなどの生産と消費の規制を定めたものが、87年に採択されたモントリオール議定書(オゾン層を破壊する物質に関するモントリオール議定書)である。
オゾン層は太陽光に含まれる有害な紫外線をほとんど吸収し、地球上の生命を守る役割を担っているが、大気中に排出されたフロンなどにより、南極のオゾンホールが大きくなっている。
この議定書によって、5種類の特定フロンと3種類の特定ハロンの生産量削減が合意された。
有機農法
一般には完熟堆肥などの有機肥料を使用し、生態系への負荷を減らす手段で病害虫を駆除する農法として認識されている。消費者の健康志向や環境問題に対する意識の高まりによって、有機栽培などと銘打った食品の需要が伸びている。
日本の農林水産省は、法的拘束力はないもののガイドラインを出して、有機農産物の定義を行っている。
*ガイドライン
有機農産物とは、化学合成農薬、化学肥料を使わず、これらの使用を中止して3年以上経過し、堆肥による土づくりを行った場所で収穫されたもの。
容器包装リサイクル法
「容器包装に係わる分別収集及び再商品化の促進等に関する法律」の略称。消費者(住民)が分別排出し、自治体が分別収集保管、企業がリサイクルにかかるコストを負担するという三者の責任を定めた法律。
対象は金属容器(スチール缶、アルミ缶)、紙容器(紙パック、ダンボール)、ガラス容器、プラスチック容器である。
ライフサイクルアセスメント(LCA)
製品が原材料の採取及び生産から流通、消費(使用)、廃棄までのライフサイクルを通して、環境に与える影響を評価する技法。製品の開発や戦略立案に応用されている。環境のみならず資源の有効活用の上からもこの考え方は大切になってきている。ISO14040sに規定されている。
ライフサイクルコスト
あるものがその生涯を通じて必要となる費用。仮に購入価格が安くても使用段階で高い維持費、修理費がかかれば、かえって高い買い物になってしまう。建物の場合、新築の計画?設計?建設?運用?廃棄処分に至るまでのさまざまな費用を要する。
計画・設計や建設費(イニシャルコスト)よりも建設後に要する費用(ランニングコスト)が4?5倍になるといわれている。
利害関係者
組織の環境パフォーマンスに関心を持つか、またはその影響を受ける個人または団体(ISO14001)と定義されている。
活動の組織体に所属する経営者・従業員、取引関係のある顧客・購買先及び社会全般の行政機関・地域住民から一般大衆まで広く含まれ、この点は顧客との関係で規定される品質マネジメントシステム(QMS)と異なっている。
環境マネジメントシステムでは、この広い利害関係者の見解を配慮した目的の設定、外部の利害関係者からの情報の受付・対応などを要求している。 |
| i |
ISO, 新分野用語、 |
(→ISO20543)
HACCP(危害分析重要管理点方式)は、頻発する食に関するトラブルについて、対象となる食品の製造途中での危険源を明確にし、決められた方法で確実に管理する方式である。すなわち、このシステムは対象となる食品の製造?流通の各工程で、食品の安全性に害を与えるもの(微生物、化学物質、異物)の可能性を特定し、その防止措置を明確にし、実行するものである。
HACCPはその基礎となるPP(一般的衛生管理プログラム)が重要.
*HACCPの呼び名としては、ハサップ、ハセップ、ハシップ、エイチ・エー・シー・シー・ピーがあるが、どれでも可。
苦情対応マネジメントシステム
00年12月、ISO/COPOLCO(消費者政策委員会)より提案された苦情処理マネジメントシステムがJIS化(JIS Q 9920)された.
消費者の基本的権利は、1962年ケネディ米大統領(当時)が指摘した次の4つの権利に始まり、広く受け入れられる概念となった。
(1)安全を求める権利
(2)知らされる権利
(3)選ぶ権利
(4)意見が聞き届けられる権利
現在、顧客ニーズの多様化、複雑化とともに、企業の顧客対応は急速に変化して来ている。顧客とのコミュニケーションのよい企業は、顧客の本音を的確に引き出し、よい製品の開発、また、ヒット商品の開発へ結びつけている。しかし、顧客への対応を誤ると、マスコミ報道、また、最近ではメールなどにより、企業存続も危ぶまれる事態に追い込まれるケースも発生している。
このような中、各国でISO化を前提とした規格制定が進められており、わが国でもJIS規格が制定されている。内容は以下のとおり。
・苦情対応マネジメントシステムの構築については、他のISOシステムとほぼ同じで、最高責任者の責務、対応責任者の業務、経営資源などが決められている。
・メインとなる苦情対応の要素では、申し出者との円滑なコミュニケーションを取る上で不可欠な事項と、適切な苦情対応を下記のように規定している。
(1)公平性:消費者の権利を尊重し、迅速・確実な対応が必要であり、対応結果が申し出者に適正で公平になるようにする。
(2)透明性:苦情対応が、方針・責務などに合致しており、対応結果が適正で公平であることを説明できるようにする。
(3)苦情申し出の容易性:苦情を申し出ようとする人が、申し出を容易に出来るような情報を適切に提供する。
(4)支援:苦情の申し出者への支援の内容を規定。例えば、外国語での苦情対応、事態の重要性、緊急の程度、地理的条件での求められる支援、及び無償支援の範囲明確化。
(5)応答性:苦情申し出者の要望に対してどこまで応えられるのか、その範囲を明確にしておき、その進捗状況・内容を説明できる体制にしておく。
(6)費用:苦情対応に必要な費用は原則無償であるが、無償でない範囲があればあらかじめ明確にしておく。
(7)損害への対応:苦情申し出者に損害が生じた場合、どう対応するかについて定める。
(8)是正及び予防処置:被害車及び社会的な影響の度合い、発生頻度、回避の可能性を評価し、対策をとる。
(9)記録:活動記録を残し検証を可能とする
情報セキュリティマネジメントシステム
情報管理レベルを国際的水準で認定するISMS(情報セキュリティマネジメントシステム)適合性評価制度が02年4月から本格スタートした。これは、多発・悪質化するネット上でのウイルス被害、顧客情報の漏洩などに対処するものである。
02年4月時点で、すでに約40事業者が認証を取得しており、特に、個人情報の保護が重要となる通信、医療、金融などの認証取得が積極的で、今後加速することは間違いないであろう。
◎ISMS制度の概要
特徴
(1) 第三者認証
定められた認証基準に対し、適切に運用されているか、第三者機関が審査。
(2) 事業者が明確にすべきもの
・保護すべき情報資産
・リスクマネジメントに対する組織の取り組み方法
・管理目的及び管理策の内容
・保護すべき情報資産に要求される保証度合い
(3) 文書化
選択した管理策の実施や、運用していく作業内容・記録などを文書化。
リスクマネジメントシステム
01年3月、わが国で初めてのリスクマネジメントシステム構築に関する指針(JIS Q 2001)が制定された。これは阪神・淡路大震災での教訓を踏まえ、危機管理の重要性を再認識した結果、世界の中でもわが国が最も推進に力を入れて来たテーマである。
わが国では、安全と水は「タダ」と思われているように、リスクに関する管理もほとんど希薄であったといっても、過言ではない。また、問題が発生してから事後処理が最も安くつくかという認識が大半であった。
しかし近年、グローバル化進展の中での輸出国とのトラブル、国内での近隣住民・株主の訴訟問題、企業での爆発・火災、食に関する問題等々、一つ間違えば、企業の生命を断ちかねない問題も多く発生している。
このような中、危機管理に関する対応をISOの基本施策で対応し、システム化が進められた。
事業リスクマネジメント、CSR,
労働安全衛生マネジメントシステム(OHSMS)
労働安全衛生マネジメントシステム(OHSMS)は、労働災害のリスクを最小限にし、経営パフォーマンスの改善に結びつけることを目的としている。
98年、年間労働災害事故件数が全世界1億2,500万件(日本15万件)、事故死が全世界22万人(日本1,800人)に上るとのILO調査報告もあり、ISO加盟国のOHSMSへの期待とニーズは高い。
しかし、世界各国でのISO化の推進も97年に時期尚早として見送られ、また、00年4月のISO/TC設置に関する国際投票でも必要とされる66%を取れず(結果的には60%)、否決された。その結果、01年4月に、ISO不参加が決まり、ILOが独自にILO規格として推進することが決定した。
医療用具の品質マネジメントシステム(ISO13485)
ISO13485は厚生労働省が薬事法へ取り入れるための検討を進めている。医療用具はMRIなどのハイテク機器から、注射針、メスなど多様な製品があり、医療を受ける人々の生命にかかわるもので、重要なものの一つである。厚生労働省の狙いは、国際規格に完全準拠し、国内法の改正を行い、わが国の医療関連企業の国際競争力アップを図ることである。
AS9100(航空宇宙)
AS9100(SJAC9100)は航空宇宙産業向けセクター規格であり、ISO9001の2000年改訂を踏まえ、「JIS Q 9100」も制定された。
米国の各航空機メーカーは、外注会社に対し各社バラバラの品質システムを要求していたことから、外注会社が航空業界に標準化を要求、97年5月、ISO9001+α(航空宇宙産業に必要な28項目)の航空宇宙品質保証規格(AS9100)が発行された。
QS-9000(ISO/TS16949)
米国の三大自動車メーカー(ビッグ3)及びトラック業界(5社)に直接納入している供給者に適用されている。特徴としては以下の3つがある(下図参照)。
(1)ISO9001への厳しい上乗せ要求事項
(2)顧客(ビッグ3個々)に固有の要求事項
(3)参照マニュアルがあり、要求事項が指定
02年3月に、ISO/TS16949が正式に発行され、今後、QS-9000からISO/TS16949に移行していくものとみられる(06年末までにISO/TS16949に一本化される見込み)。
02年5月末現在で、わが国のQS-9000の登録件数は543件である。また、すでにISO/TS16949も7件が登録されている。
◎様式が決められており、事実上強制的なもの
・PPAP(量産部品承認手続き)
設計変更・工程変更にあたり、事前に顧客の承認を得る手続きを決めたマニュアルで、詳細な手順が規定されている。
・APQP(先行製品品質計画及び管理計画書)
新製品導入、大規模設計変更時に構想から量産までのステップを多機能チームにより着実に実施する仕組みを決めたマニュアル。
・FMEA(潜在的故障モード及び影響の解析)
製品/工程の潜在的な故障のモードと影響を認識・評価し、故障の発生する機会を除去または削減する行動を論理的に定め、実施する手法を分かりやすく確実に実行できるマニュアルとしたもの。
◎GMの個別要求事項(例)
・第三者認証に関する要求事項
・一般的な手順及びその他の要求事項
・QS-9000の適用範囲
・商用サービス用途のUPCの表示方法
・レイアウト検査及び機能試験
・管理計画書の顧客サイン
・GMホールデン社の個別要求事項
・PPAP
・2000年問題への供給者の準備
・電子通信
・出荷通知システム
TL 9000(電気通信)
電気通信分野のセクター規格。電気通信分野では従来から多数の規格が存在し、プロバイダー・サプライヤーはその選択・運用に苦労してきた。そうした状況から、各規格をハーモナイズして1つの規格にまとめようという動きが出始め、97年11月、規格を開発する団体「QuEST Forum」が発足。99年2月に「TL 9000」初版が発行され、昨年3月にはISO9001:2000年版に対応する第3版が発行された。
TL 9000では、ISO9001に加え、81項目の追加要求事項がある。主なものとしては、顧客満足、継続的改善、測定法(Measure ments)などがある。
|
| I |
ITを活用した新しい安全衛生管理手法の普及促進
|
1. データベースシステム、2.情報伝達システム、3.RFID(電波方式認識)を用いた作業者/機械設備識別システム。(安全衛生情報センター、2009.03.)
|
|
| |
| i/j |
| |
| j |
JAB |
:(財)日本適合性認定協会 (The Japan Accreditation Board for Conformity Assessment,
JAB) 。品質マネジメントシステム(ISO9001)審査登録機関及び試験所の認定等の適合性評価全般に関わる民間・非営利の総合的な認定機関。平成5年11月品質システム審査登録制度における認定機関として、日本工業標準調査会の答申に基づき、(社)経済団体連合会(経団連)の主導の下、35の産業団体の支援を受けて発足した。以来、平成8年には環境マネジメントシステム審査登録機関及び試験所認定(ISO/IEC
17025)を、平成12年に製品認証機関の認定を、平成14年には指定調査業務を開始している。
|
| j |
JCCLS |
日本臨床検査標準協議会 Japanese Committee for Clinical Laboratory Standards。臨床検査の標準化と質的改善を目的として、米国NCCLS(1967)を模倣して、産官学よりなる、1985年設立。ISO/TC212「臨床検査と体外診断検査システム」の国内検討委員会の事務局。
|
| j |
JIPDEC |
財団法人日本情報処理開発協会(Japan Information Processing Development Corporation)の略称。
|
| j |
JIS、日本工業規格、 |
ISOについては、日本では、国家規格であるJIS(日本工業規格)として発行している。
|
| j |
JIQ15001;1999 |
JIPDEC Informatization Quarterly (JIQ)、JIS Q 15001、
|
| j |
JIS Q 10006:1998 |
JIS Q
10006:1998とは、「品質マネジメント―プロジェクトマネジメントにおける品質の指針」のためのJIS規格です。規格概要では、「大小さまざまな複雑性をもったプロジェクト、及び長期又は短期の異なる環境でのプロジェクトに適用」できる規格と定義されています。
|
| j |
JIS Q 15001:2006, Pマーク、
アイソ・ワールド、isoworld、
|
「個人情報保護に関するコンプライアンス・プログラムの要求事項」。本規格を適切に遵守することで、(財)日本情報処理開発協会が主催する「プライバシーマーク」制度の認定を受けることができる。BS7799が情報資産の保護施策の策定~遵守~是正プロセスであるのに対し、JISQ15001は組織が扱う個人情報の使用目的を明確にし、個人情報を提供する主体の権利を適切に保護することを目的としている点が特徴的。個人情報保護マネジメントシステムの国家規格です。初版は1999年に策定。2005年4月の個人情報保護法の全面施行を受けて、2006年5月には第2版が発行されます。この規格は、個人情報を事業とする事業者を対象としたもので、個人情報保護に関するコンプライアンスプログラムの要求事項です。日本情報処理開発協会(JIPDEC)は、JIS
Q 15001に適合している事業者を認定する「プライバシーマーク制度」を運営しています。2006年に入って、プライバシーマーク認定事業者は3000件を超えています。」
参照:国際規格マネジメント:ISO9001, ISO14001, ISO22000, ISO27001, プライバシーマーク(15001)、OHSAS18001、
|
| j |
JIS Q 19011:2003
|
JIS Q
19011:2003とは、「品質及び/又は環境マネジメントシステム監査のための指針」のためのJIS規格です。規格概要は「監査の原則、監査プログラムの管理、品質マネジメントシステム監査及び環境マネジメントシステム監査の実施、並びに品質及び環境マネジメントシステム監査員の力量に関する手引を提供。」と定義されています。
|
| |
|
|
| j |
JIS Q 2001 |
JIS Q
2001とは、企業活動を行う上でのリスクをコントロールするための規格で2001年度3月に「リスクマネジメントシステム構築の為の指針」として制定されました。組織内のリスクを発見、評価、低減を行う目的で作成されています。自然災害、ヒューマンエラー、経済事故など組織にとってマイナスの影響を与えうるものを、PDCAサイクルでのリスクの低減活動及び顕在化した場合の緊急対応に関して定義されています。
|
| |
JIS X 5070 |
JIS X 5070とは、情報技術の製品及びシステムのセキュリティ特性を評価するためのJIS規格で、標題は「セキュリティ技術 - 情報技術セキュリティの評価基準」のことです。2000年7月に制定されました。
規格は
第1部:総則及び一般モデル
第2部:セキュリティ機能要件
第3部:セキュリティ保証要件
から構成されます。
ISO/IEC
15408に対応する日本国内標準で、規格の内容は一致しています。
|
| |
|
|
| j |
JIS Q 9001:2000, JIS Q 9001:2009 |
JIS Q 9000:2000とは、「JIS Q
9000ファミリーの主題である品質マネジメントシステムの基本を説明し、関連する用語を定義。」する規格であり、標題は「品質マネジメントシステム ―
基本及び用語」です。”品質マニュアル”や"品質計画書"、"力量"など、組織の品質マネジメント構築、運営、改善の際にかならず立ち寄るべき用語の定義がまとめられています。
12.らくらくISO9001講座:口語訳ISO9001:2008(製造業用、サービス業用)、口語訳ISO14001(環境)、口語訳ISO13485(医療機器)、口語訳ISO22000(食品)、口語訳的ISOの読み方、ISO成功と失敗の分かれ道、”お荷物”ISOのやり直し講座、
|
| j |
JIS Q 9025:2003 |
JIS Q
9025:2003とは、「マネジメントシステムのパフォーマンス改善―品質機能展開の指針」のためのJIS規格です。規格概要では、「組織のマネジメントシステムのパフォーマンスを効果的かつ効率的に改善していくための支援技法として、品質機能展開に関する指針を定めた規格」と定義されており、顧客の声を製品設計に活かすための指針について規定しています。
|
| j |
JIS Q 9100 |
航空宇宙マネジメントシステム。航空宇宙関連製品を製造提供している組織に適用される 品質マネジメントシステム規格で、 ISO9000をベースに 航空宇宙産業特有の要求事項を付加しています。
|
|
|
|
|
|
|
| j |
JIS Z 9920:2000 |
苦情対応マネジメントシステムに関するJIS規格。)。OJT("On the Job Training"の略。マネジメントシステムでは手順教育のための手段。財団法人日本規格協会により2000年に発行されました。組織が市場に提供する製品・サービスに対する苦情を申し出る人の権利を保護することを主な目的としています。このほかにも組織の苦情対応プロセスに対して、公平性、透明性、迅速性、応答性などが求められています。2004年7月1国際規格としてISO化されました。
。 |
| j |
JIT(ジャスト・イン・タイム) |
ジャストインタイム生産システム。生産におけるムダ・ムラ・ムリをなくして付加価値や生産効率を向上させるために、各工程で必要なものを・必要な時に・必要な量だけ生産供給する方式である。日本型生産システムの典型ともいわれるトヨタ自動車の生産管理の方式である「看板方式」の英語での慣用表現である。この方式は、生産現場だけにとどまらず、商品の在庫を持たないで顧客の購買動向にすばやく反応して指定時間に合わせて納入させるなど、流通業界をはじめあらゆる産業に広く取り入れられている。なお、トヨタ自動車に部品を納めていた下請メーカーの火災事故により、看板方式の脆弱性が明らかとなっているほか、労働力不足・交通渋滞などの問題も一面にある。
|
| j |
JST |
人事院式監督者研修。事務系の監督者に対し、指導監督能力を向上させる目的をもって行う定型的監督者訓練方式の一つ。
|
| j |
JOC事故 |
神山弘章:JCO事故と労働安全.日本労働安全衛生コンサルタント会会報 20(55):50-4,2000. |
| k |
KGI、重要目標達成指標
|
KGI(Key Goal Indicator)とは、モニタリング指標の一つで、「最終的に何を達成するか」という成果指標です。企業の経営戦略から導かれる成果を数値で示したもので、売上高や利益額といった財務的な指標が代表的な例になります。経営戦略からKGI(重要目標達成指標)を定め、そこにいたる中間目標としてKPI(重要業績評価指標)を定める、というようにKPIとセットにしてモニタリングを行います。
|
| k |
KKD |
KKDとは、日本語の「勘、経験、度胸」をアルファベットで書いたと時の頭文字を並べたものです。ある製品に問題が発生しこれを改善しなければならないとき、KKDのみに頼って問題を処理し続けていると、結果は似ていても根本原因が異なる問題が発生したときに正しい解決法を導くことが出来ず、組織にとってもマイナスの影響を与えてしまうことになります。
|
| k |
経営指標KPI: Key Performance Indicator、重要業績評価指標、
|
経営戦略では、まず命題となる「目標」を定め、次にその目標を具体的に実現するための「手段」を策定し、その手段がきちんと遂行されているかどうかを定量的に測定する「指標」を決める。この目標を「戦略目標」、手段を「CSF(critical success factors主要成功要因)」、指標を「KGI(key goal indicator重要目標達成指標)」、「KPI(key performance indicator重要業績評価指標)」と呼ぶ。
KGIがプロセスの目標(ゴール)として達成したか否かを定量的に表すものであるのに対し、KPIはプロセスの実施状況を計測するために、実行の度合い(パフォーマンス)を定量的に示すものである。KGI達成に向かってプロセスが適切に実施されているかどうかを中間的に計測するのが、KPIだといえる。
KPI(Key Performance Indicator)とは、組織の目標を達成するための重要な業績評価の指標を意味するので、モニタリング指標の一つで、「どのレベルで達成するか」を定量的に測るための指標です。KGIの求める売上高や利益額といった財務関連の成果を実現するための中間目標という位置づけで、例えば新規顧客の獲得数や営業職員1人当たりの契約件数といった業務遂行上の指標を定め、モニタリングを行います。これを日次・週次など一定期間ごとに実績数値を計測し、プロセスの進捗を管理する。
最近は、CSF/KGI/KPIを使った経営手法として、バランス・スコアカード(BSC)の中で使われる指標を指すことが多くなっています。バランスト・スコアカード(BSC)だ。BSCは企業活動を(1)財務的視点、(2)顧客の視点、(3)社内ビジネス・プロセスの視点、(4)学習と成長の視点の4点で評価する。この4分野において戦略目標やCSF、KPIを設定し、モニタリングを繰り返して経営全体を把握する。BSCの業績評価指標は、先行指標と結果指標の2つに大別される。:
(1)財務指標:経済付加価値(EVA)、営業利益率、利益成長率、売上高、
(2)顧客満足度、顧客継続率、機械故障率、欠陥製品率、従業員資格取得率。
KPIの数は通常は3~5つの範囲で設定することが多いです。KPIは、飛行機の操縦にたとえられます。パイロットは気圧、高度、スピード、方向などすべての指標を最適に保ちながら目的地に到着しなければなりませんが、一度に数多くの指標を管理することは困難である上、間違った指標をモニタリングしていると目的地に到達できません。適切な指標(KPIを指す)をモニタリングし、行動を調整しながら目的地に到着することが必要です。
|
| k |
品質管理指標KPI:Key Process Index、プロセス評価指標、ISO9001 4.1a) 「QMSに必要なプロセス」および8.2.3
「プロセスの監視と測定」としての監視・測定指標 |
Key Process Indexの略。ISO9001 規格要求#8..2.3(プロセスの監視・測定)のプロセス評価指標(プロセス達成指標、重要プロセス指標)、プロセスアプローチに基づくQMSの運用管理要素(インプット、アウトプット、設備・資材などの物的な資源、人的な資源、プロセスの運用方法、プロセスの評価指標)の一つ。プロセスのKPIには、常識的には、内部監査、マネジメントレビュー、日常のチェック(パトロール、報告・承認・決済、朝礼、日報、問題を正す、面談、部下に同行など)で十分であるが、具体的には、QMS8原則との関連で下表のごとし:
|
|
プロセス |
|
検証 |
監視・測定モニタリング key monitoring index (KPI) |
顧客重視 |
リーダーシップ |
従業員の参加 |
プロセスアプローチ |
システムアプローチ |
継続的改善 |
事実に基づくアプローチ |
供給者との互恵 |
| 4 |
4.1 |
QMS |
QMS |
|
内部監査、品質目標達成率、マネジメントレビュー
アウトソース |
|
|
|
4.1 |
|
|
|
4.1 |
|
4.2.2 |
|
マニュアル |
|
|
|
|
|
4.2.2 |
|
|
|
| 5 |
5.1 |
経営者の責任 |
|
|
|
|
5.1 |
|
|
5 |
|
|
|
5.2 |
|
顧客重視 |
|
顧客満足度調査 |
5.2 |
|
|
|
* |
|
|
|
5.4 |
|
品質方針・目標・計画 |
|
時系列の達成度、販売額、占有率、利益率、目標原価達成率、製品コスト目標達成率、顧客満足向上 |
|
|
|
|
* |
* |
|
|
5.5.3 |
|
内部コミュニケーション |
|
|
|
|
5.5.3 |
|
* |
|
|
|
5.6 |
|
レビュー |
|
的確なインプット、アウトプットの実施、継続的改善 |
|
|
|
|
* |
* |
|
| 6 |
|
資源の運用管理 |
資源 |
|
教育訓練による力量 |
|
|
|
|
|
|
|
| 7 |
7.2 |
製品実現 |
顧客、受注 |
顧客拡販 |
顧客数変動、顧客一人当たりの販売額 |
|
|
|
|
|
|
|
|
7.2.3 |
|
顧客とのコミュニケーション |
|
|
7.2.3 |
|
|
|
|
|
|
|
7.3 |
|
設計 |
開発能力の評価 |
特許出願計画比、開発バゼット実績計画費、試験実施要領書・試験報告会 |
|
|
|
|
|
|
|
|
7.4 |
|
購買 |
外注品の品質 |
在庫回転率、供給者評価、受入検査、供給者レベルアップ、良品納入ならびにその変遷 |
|
|
|
|
|
|
|
7.4 |
|
7.5 |
|
製造工程 |
工程安定、工程成績、製造コスト |
工程能力達成率、工程能力指数、工程性能指数、不良率PPM、品質ロスコスト、工程内不良率、不適合報告、納入品質PPM、QC工程表による監視、手直し・手戻り、後工程クレーム、顧客クレーム
配達物客先到着時間の推移 |
|
|
|
|
|
|
|
|
7.6 |
|
測定機器 |
計測器の信頼性、検査効率、検査技量維持 |
校正外れ件数の推移、比色標準形の安定性、
不良品を見逃さない、良品を不良品と誤認しない、検出力(能動的検出/監査・検査・苦情による受動的発見)、進捗率、原因の適切性、(同種、類似)再発防止、
検査員別検査処理数・処理時間の推移、盲検体テスト成績の推移 |
|
|
|
|
|
|
|
| 8 |
8.2.1 |
測定・分析・改善 |
顧客満足 |
|
契約内容確認、要求事項レビューによるコミュニケーション不足によるクレーム、設備利用計画、オンタイム納入率、顧客クレーム件数(QD)、クレーム発生率、クレーム金額、納期達成率、特許出願計画比、開発バゼット実績計画費 |
8.2.1 |
|
|
|
|
|
|
|
8.2.2 |
|
内部監査 |
|
システムの適合性、有効性、組織の現状・問題点を踏まえた監査計画、力量、改善に役立つ、再発防止、継続的改善 |
|
|
|
|
|
* |
|
|
8.2.3 |
|
プロセス監視測定 |
|
|
|
|
|
|
|
* |
* |
|
8.2.4 |
|
製品監視測定 |
|
|
|
|
|
|
|
* |
* |
|
8.4 |
|
データ分析 |
|
管理者によるデータ分析 |
|
|
|
|
|
* |
* |
|
8.5.1 |
|
継続的改善 |
|
マネジメントレビュー、是正、予防処置 |
|
|
|
|
|
8.5.1 |
|
|
8.5.2 |
|
是正 |
|
|
|
|
|
|
|
* |
|
|
8.5.3 |
|
予防 |
|
|
|
|
|
|
|
* |
|
|
12.らくらくISO9001講座:口語訳ISO9001:2008(製造業用、サービス業用)、口語訳ISO14001(環境)、口語訳ISO13485(医療機器)、口語訳ISO22000(食品)、口語訳的ISOの読み方、ISO成功と失敗の分かれ道、”お荷物”ISOのやり直し講座、
|
| k |
KJ法、 KJ
method |
混沌とした情報を秩序立て、統合することにより、新たな発想や根本的な問題を得るというもの。
元東京工業大学文化人類学教授の川喜多次郎氏が創始した問題解決・創造の技法で、氏の頭文字をとりKJ法と呼ぶ。氏は野外科学の調査で得たさまざまな異質のデータを、一つとして捨てることなく処理し、その中から新仮説を発見するというもので、①さまざまなアイデアを一行見出しにして紙キレ(カード)に書き出し、②それらのカードの関連性の深いものをグルーピングし、グループの内容を適切に表現する見出しをつける、③こうした作業を何度か繰り返して大グループを編成する、④全体の構造を図解化し、⑤最後に文章化していく、統合と発想を繰り返していくという手法。安全管理の分野でも、職場小集団の問題解決に取り入れられている。
|
| k |
KT法 |
問題解決手法の1つ。開発者であるケプナーとトリゴーの二人の名前のイニシャルをとって、こう呼ばれる。実際に成功した経営者や管理者の思考プロセスを調査し、そこから帰納的に導き出された手法。状況分析(SA)、問題分析(PA)、決定分析(DA)、潜在的問題分析(PPA)の4つの思考プロセスから構成されている。
|
| k |
高圧ガス、
圧力容器、ボイラー |
1.高圧ガス保安法(昭和26年):
内容: 事業(製造、貯蔵、販売、輸入、移動、消費、廃棄)、保安、検査、容器、試験、協会、罰則。
定義: 法:圧縮ガス(1MPa、10気圧;圧縮気体:酸素、水素、メタン、窒素、ヘリウム、アルゴン)、圧縮溶剤溶解ガス(アセトンに溶解したアセチレンガス)・液化ガス(圧縮液化:アンモニア、塩素、エチレン、石油ガス)(低温液化ガス;低温圧縮液化:窒素、ヘリウム、アルゴン、天然ガス、空気)(0.2MPa、2気圧)、液化ガス(液化シアン化水素、液化ブロムメチル、液化酸化エチレン)、参照: GHS:0.2MPa。
1気圧=1013hPa=760mmHg。
ガスボンベの取り扱い(阪大版)。
2.災害防止:
労働安全衛生法、
10.ボイラー及び圧力容器安全規則:
ボイラーの構造、取扱い、燃料、法令; 2級ボイラー技士の知識、
ボイラーの種類、
鋼製: 丸: 立て、
煙管
炉筒煙管
炉筒(ろとう)
水管: 自然循環式
強制循環式
貫流
鋳鉄製: セクショナル
丸ボイラーと水管ボイラー、
丸ボイラーの炉筒煙管ボイラーとは、立てボイラーとは、
法的区分定義・基礎知識 Q&A(日本ボイラ協会)。
圧力容器の法的区分、
20.消防法。貯蔵。
|
| l |
LCA |
LCAとは、ライフサイクル・アセスメント(Lifecycle
assessment)のことで、1つの製品の原料が採掘される段階から、製造、輸送、使用、廃棄されるすべての段階において、環境への影響を評価する方法のことです。製造段階ではエネルギー使用量も少なく、廃棄物が少ない製品であっても、消費者が使用するときに大量のエネルギーを使い、多くのCO2を排出しては、環境負荷を減らすことにはつながりません。環境保全を考える上で、製品のライフサイクルを通して、環境に与える負荷を評価し、削減していく必要があるという考えからLCAは効果的な評価方法と言えます。
|
| l |
learning management system, LMS |
eラーニングを行う際の基礎となるものです。教材(コンテンツ)管理機能や学習者管理機能、コンテンツ配信機能など、学習を管理するための機能を持ちます。
|
| m |
MPDS, M・PDS、m-PDS |
行為を分割して考える場合に有効:Mission使命-Plan計画-Do実行-See評価。
ヒューマンエラーの防止として、それぞれの段階で起こりうるエラー:①目標の取り違えエラー:使命と計画の齟齬(そご、行き違い)、②思い込みエラー(立案時)、③うっかりミス(実行時)、④確認ミス(評価時)。
①目標の取り違えエラー:安全の制約<仕事上の使命の時に発生。予防:目標構造を具体的にし、繰り返し安全を強調する。「当日配達」使命の上位に「制限速度遵守」の交通災害防止が第一とするなど。
②思い込みエラー:「タクシーを足で止める人はいない」は、乗客なら○、運転手なら×。乗客になる回答者は全員○の回答をする、この思い込みは回答者にとっては正解なので訂正が効かない分厄介。予防:オリエンテーション、エポケー、現場から離れる、周囲からの指摘、異質な人を入れてチーム全体の思い込みを摘出。
③うっかりミス:注意不全は運転やプレス機など対機械の場合に大災害となるので要注意。安全工学しか予防がない。
④確認ミス:ベテランになるほど犯しやすい。 予防:指差確認。
|
| m |
MRP, MRP Ⅱ, ERP |
(1) MRP, Material Requirements Planning, 資材所要量計画。MRP Ⅰ, Manufacturing Resource
Management Ⅰ, 製造業資材管理 Ⅰ。1960年代に企業業務の製造系の手法として提唱されたMRP( Material Requirements
Planning )は資材所要量計画として、部品表(BOM)から展開された資材の所要量を、発注、購買、在庫管理など効率的に計画するためのもの。第二次世界大戦の時、アメリカやイギリスで対潜水艦の攻撃や防空体制の設定、船団の護衛方法などの軍事研究に数学者、心理学者、自然科学者など合同研究チームがいくつも作られました。これら「OR/オペレーションズ・リサーチ」の数学的手法は、1960年代のMRPの中に取り込まれています。
(2) MRPⅡ: Manufacturing Resource Management Ⅱ, 製造業資材管理 Ⅱ。1980年代MRPはMRPIIへと発展します。MRPIIのMRPはManufacturing
Resource Planningで60年代のMRPとは違います。MRPIIは、MRPの資材所要量計画に、要員、設備、資金など製造に関連するすべての要素を統合して計画・管理するものです。
(3) ERP: Enterprise Resource Planning、企業資源計画。計画・管理の対象が資材から人間、設備、資金と拡大し、さらに人事、会計、販売、マーケティングなどの業務に対象が拡大しERPが登場しました。企業の経営資源であるところの「人・モノ・金」を最適に配分し、管理運用して一つの部門ではなく、企業全体としての最大パフォーマンスすなわち、企業利益を得るために全体最適化を目標としている。これは当然のことのように思えるが、これまでの基幹業務システムの多くは、各部門毎・業務プロセス毎に経理、販売、物流、生産と別々に構築されており、各部門の効率の向上しか考えられていなかった。ERPは従来の基幹情報システムと違い経営資源を企業全体で最適化することを目標としたシステムである。そしてそれを行うために、「大福帳型データベース」と呼ばれる統合データベースを介して業務プロセス全般にわたり、リアルタイムの統合化を可能にしたシステムである。
|
| m |
MINDS(Management Information Network Database System) |
日本医療機能評価機構による診療ガイドライン(GL)などを情報提供する医療情報サービス事業のこと。
Mindsは、厚生労働省の研究班や学会がまとめたGLや文献を評価。信頼性の高いものをオンライン上で情報提供し、標準的な医療提供をサポートするねらいがあり、情報提供内容はGLのほか、GL策定後の最新トピックスはもちろん、利用者の疑問部分に直ちにアクセスできる検索機能(クリニカルクエスチョン)も準備している。
|
| m |
MSDS, エムエスディーエス |
マテリアル セーフティー データ シート(物質安全データシート)の略。有害な化学物質について、その有害性や安全上の予防措置・緊急時の措置などについて、物質の製造者や販売者が容器などに表示する制度。
|
| m |
MTM, 動作時間分析法 |
PTS(Perfor-mance Time Study)法の一つで、作業の標準時間を決める技法である。方法は、作業を細かな基本動作に分解し、各々の動作の条件を正確に測定して、あらかじめ定められてある標準時間に条件をあてはめ、各々の標準時間を累計することにより、作業の標準時間を決定しようというものである。(「動作分析」参照)
|
| m |
MTBF, MTTR |
MTBF(Mean Time Between Failures)は平均故障間隔と言います.これは,修理しながら使用することを前提とした機器(システム)で実際に稼動している時間の平均を表しています.修理しながら使用することを前提としているなら,修理している時間は何て言うんだ? という疑問がわいてくると思いますが,これは,MTTR(Mean Time To Repair)といい,平均修理時間と呼んでいます.MTBFの期間は,しっかり動くことができるのですが,MTTRの期間は“ずっこけている”ということですね.実は,このMTBFとMTTRを使ってMTBF/(MTBF+MTTR)を計算すれば,それは稼働率と呼ばれる指標となります.
さて,このMTBFですが,一体,何の役に立つのでしょうか? いくら言葉を知っていても,それが何の役に立つのかわからなくては何の意味もありませんね.実は,このMTBFは,私達が設計した機器(システム)の信頼性を予測するのに役立つのです.つまり,MTBFがなるべく大きくなるような設計をすれば,その機器の信頼性は高いと言えます.設計時にも役に立つMTBFの使い方としては,「部品点数法」と呼ばれるものがあります.部品点数法によって機器の故障率を算出するには,使用する部品の故障率が必要になります.
|
| m |
MSHA |
鉱山安全保健管理局 Mine Safety and Health Administration (MSHA),
|
| n |
NIOSH |
米国国立労働安全衛生研究所 National Instituet for Occupational Safety and Health (NIOSH):
NIOSHの法的強制力のない許容曝露限界 NIOSH Recommended Exposure Limit-TWA (NIOSH-REL-TWA),
許容曝露濃度 Permissible Exposure Limit (PEL-TWA),
|
| n |
naive、ナイーブ |
(名詞、形容詞)純真無垢、初心な
|
| N |
NEET、ニ-ト |
ニ-ト(英:Not in Education, Employment or Training,略称NEET)とは、15~34歳(英:16~18歳)の非労働力人口のうち、通学や職業訓練などを行っていない者のこと。 |
| N |
National Fire Protection Association, NFPA |
ファイア・ダイアモンド(Fire Diamond、米国化学薬品危険性表示規格、全米防火協会 (National Fire Protection Association,
NFPA)):
色分け4区画ダイアモンド表示、
9時青が健康障害、12時赤が燃焼性、3時黄が化学的な不安定性、6時白が特記事項、
危険性が0(危険性の無い通常の物質)から4(深刻な危険性)までの5段階の数値表示、
青 - 健康障害
4. 超短時間の暴露で死や重篤な後遺症(例:シアン化水素)、
3. 短時間の暴露で一時的障害や後遺症(例:塩素ガス)、
2. 多量暴露または連続暴露で一時的障害や後遺障害の可能性(例:クロロホルム)、
1. 暴露で軽度の不快感(例:テレピン油)。
0. 健康障害無し、防護措置不要(例 : 水)。
赤 - 燃焼性
4. 常温常圧下で急速または完全に気化するか、空気中に素早く分散して燃焼するもの(例:メタン)。引火点は23℃以下である。
3. ほぼ全ての温度状況で発火しうる液体・固体(例:ガソリン)。引火点は23℃より高く38℃より低い。
2. 発火までに穏やかに加熱されるか比較的高い周辺温度に置かれることを必要とするもの(例:軽油)。引火点は38℃以上93℃以下である。
1. 発火までに予熱を必要とするもの(例:菜種油)。引火点は93℃より高い。
0. 燃焼しない(例:水)。
黄 - 不安定性
4. 常温常圧下で爆轟や爆発的化学分解を起こしうる(例:ニトログリセリン)。
3. 爆轟や爆発的分解を起こしうるものの高い励起エネルギーを与える必要があるか、励起前に閉塞状態で加熱する必要があるか、水と爆発的に反応するか、強い衝撃により爆轟を起こすもの(例:フッ素)。
2. 温度や圧力の上昇により激しい化学反応を起こすか、水と激しく反応するか、水に混ざると爆発性混合物をつくるもの(例:リン)。
1. 通常は安定であるものの、温度や圧力の上昇により不安定となるもの(例:カルシウム)。
0. 炎にさらされる状況も含めて通常は安定で、水と反応しない(例:ヘリウム)。
白 - 特記事項
白い区画には記号がいくつか示されることがある。ただし、下記のうちNFPA 704規格で公式に定められているのは'W'と'OXY'のみである。
'W' - 水と異常・危険な反応を起こす(例:セシウム、ナトリウム)
'OXY' - 酸化剤(例:過塩素酸カリウム)
'COR' または Hazard C.svg - 腐食性(例:硫酸、水酸化カリウム) 'ACID' で強酸、'ALK' で強塩基を明示する場合もある。
'BIO' または International Biohazard Warning Symbol.svg - バイオハザード(例:天然痘ウィルス)
'☢' または Radioactive.svg - 放射性物質であることを示す放射能標識(例:プルトニウム)
'POI'または、Skull and crossbones.svg - 毒・猛毒
Hazard E.svg - 爆発物
'CRYO' - 極低温。
、 |
| n |
NP |
NPとは、New work item
proposal(新業務項目提案)の略で、WGが作成したPWIを元に、その適用範囲を検討した結果を加えたものです。これに対して投票を行い、投票メンバーの過半数の合意により可決されます。
|
| n |
NM法 |
類似思考法の一つで、考案した中山正和氏の頭文字をとってNM法と名づけられた。創造的な思考プロセスを手順化して、その手順に沿ってイメージ発想を行う発想法で、発想するためのヒントを導く「着想段階」と、ヒントをアイデアに繋げる「発想段階」に効果を発揮する。問題解決や新技術・製品開発に活用されることが多い。 |
| n |
NTSB(米国国家運輸安全委員会)の4M or 6M |
①Man(人間)、心理要因:無意識行動、ど忘れ、考えごと(家族の病気、借金)危険感覚のズレ、省略行為、憶測判断、錯覚、生理要因:心身疲労、睡眠不足、アルコール、疾病、加齢、組織要因:リーダーシップ、チームワーク、コミュニケーション、②Machine(機器・設備)設計欠陥、危険保護不良、人間工学的配慮不足、標準化不足、点検整備不良、③Media・Method(人との媒体、環境)
作業情報不適切、作業動作の欠陥、作業方法不適切、作業空間不良、環境不良、機械(設備)選定不良、④Management(管理) 管理組織の欠陥、規定・マニュアル不備、教育・訓練不足、⑤Mission(使命)
自己顕示欲・自己有能感、自己効力感・自己決定感、経済効果優先、⑥Moraleモラール(順法精神) 逸脱の心理。行動形成因子(Performance
Shaping Factor)。
|
|
| |
| n/o |
| |
| o |
OECD8原則、
プライバシー保護と個人データの国際流通についてのガイドライン(1980年9月)、
情報セキュリティ・個人情報保護関連
|
OECD8原則とは、1980年9月にOECD(経済協力開発機構)の理事会で採択された「プライバシー保護と個人データの国際流通についての勧告」にある、「(1)収集制限の原則」、「(2)データ内容の原則」、「(3)目的明確化の原則」、「(4)利用制限の原則」、「(5)安全保護の原則」、「(6)公開の原則」、「(7)個人参加の原則」、「(8)責任の原則」の8項目の原則です。この原則の目的は、インターネットなど高度に発達した情報通信社会では、国ごとに個人情報の法規制やルールなどに差があると情報流通に問題が生じるため、加盟国間でこの原則を元に各国が法整備を進めています。
(1)収集制限の原則とは、「個人データの収集には制限を設けるべきであり、いかなる個人データも、適法かつ公正な手段によって、かつ適当な場合には、データ主体に知らしめ又は同意を得た上で、収集されるべきである。」
というものです。
(2)データ内容の原則 とは、「個人データは、その利用目的に沿ったものであるべきであり、かつ利用目的に必要な範囲内で正確、完全であり最新なものに保たれなければならない。」というものです。
(3)目的明確化の原則とは、「個人データの収集目的は、収集時よりも遅くない時点において明確化されなければならず、その後のデータの利用は、当該収集目的の達成又は当該収集目的に矛盾しないでかつ、目的の変更毎に明確化された他の目的の達成に限定されるべきである。」というものです。
(4)利用制限の原則とは、個人データは、目的明確化の原則により明確化された目的以外の目的のために開示・利用その他の使用に供されるべきではないが、次の場合はこの限りではありません。データ主体の同意がある場合と法律の規定による場合。
(5)安全保護の原則とは、「個人データは、その紛失又は不正なアクセス、破壊、使用、修正、開示等の危険に対し、合理的な安全保護措置により保護されなければならない。」
というものです。
(6)公開の原則とは、「個人データに係わる開発、運用及び政策については、一般的な公開の政策が取られなければならない。個人データの存在、性質及びその主要な利用目的とともにデータ管理者の識別、通常の住所をはっきりさせるための手段が容易に利用できなければならない。」
というものです。
(7)個人参加の原則とは、個人は次の権利を有する:
(7-1)データ管理者が自己に関するデータを有しているか否かについて、データ管理者又はその他の者から確認を得ること、
(7-2)自己に関するデータを 自己に知らしめられること:
(7-2-1)合理的な期間内に、
(7-2-2)もし必要なら、過度にならない費用で、
(7-2-3)合理的な方法で、
(7-2-4)自己に分かりやすい形で、
(7-3)自己に知らしめられること、
(7-4)自己に関するデータに対して異議を申し立てること、及びその異議が認められた場合には、そのデータを消去、修正、完全化、補正させること。
(8)責任の原則とは、データ管理者は、他の7つの諸原則を実施するための措置に従う責任を有するというものです。
|
| o |
Off-JT, off the job training, 職場外教育 |
職務の遂行を通じて教育を行うOJTに対して、職場を離れて行われる人材教育のこと。一般に講師やインストラクターによって行われる集合研修を指すが、一時的に本職以外の職場を経験させたり、他企業(教育ベンダなど)が行う専門技術の訓練を受けさせること、あるいは大学などの教育専門機関へ派遣(留学)、さらには自主的な学習活動を含む場合がある。
|
| o |
OHSAS18001、
ISO45001;2018、、 |
OHSAS18001(規格)、OHSAS18002(指針、説明解釈)履歴:
ISO:1996制定否決、ISO:2000制定否決、各国個別制定で、英国は英国規定協会(BSI)ではBS8800:1996+ISO14001:1996=OHSAS18001:1996(規格、第1版)→OHSAS18001:2007(規定、第2版)、 OHSAS18002:2000(指針、第1版)となって世界標準となりつつある。日本では、厚労省・中災防式JISHA式OSHMS:2003(第1版)→OSHMS:2006(第2版)が提唱されている。
Occupational Health and Safety Management Systemsの略で、労働安全衛生マネジメントシステム。労働衛生災害リスクを最小化し、
将来の発生リスクを回避する活動を継続的に改善しているかどうかをチェックする規格です。ISO規格化が先進国により否決され、ISOに主導的な英国BSI作成の英国内限定ISO14001準拠のBS8800を暫定的に規範として作成されたOHSAS18001:1999が国際的基準として使用されている。改訂版はPHSAS18001:2007。ISO14001との親和性もあり、統合システム、1.環境+安全、2.品質+安全、3.品質+環境+安全を併せて同時に取り組む作業が進められている段階です。
参照:
1.OSHMS-OHSAS対照表。
2.国際規格マネジメント:ISO9001, ISO14001, ISO22000, ISO27001, プライバシーマーク(15001)、OHSAS18001、
3.事例:杏林製薬、
4.ISO45001;2018、
5.
ISO45001:2018 要求事項:和英タイトル、OHSAS18001:2007との比較表、厚労省OSHMS:1999との比較表、
|
| o |
OSHMS, OHSMS |
OHSMSとは、"Occupational Health and Safety Management System"の頭文字をとった略語で、労働者が安全で衛生的な環境で働くことができるよう配慮することを組織に求めるマネジメントシステム規格の総称です。これには、厚生労働省の発行する「労働安全衛生マネジメントシステムに関する指針(厚生労働省告示第53号)OSHMS」のほか、「OHSAS18000シリーズ」「JACO
OHSMS規格」など複数のマネジメントシステム規格が発行されています。OSHMS-OHSAS対照表。
OSHMS: 規格、マニュアル、詳細、
ISO45001:2018 要求事項:和英タイトル、OHSAS18001:2007との比較表、厚労省OSHMS:1999との比較表、
|
| o |
OJT, on the job training, オン・ザ・ジョブ・トレーニング、職場内教育
|
社員教育方法の1つで、実際の仕事を通じて、必要な技術、能力、知識、あるいは態度や価値観などを身に付けさせる教育訓練のこと。職場内で、実務を通じて行われる教育訓練。入社時や配置転換などにより新しい技術を習得する必要が生じた時に、先輩や直属の上司が指導役となって実施される。
マネジメントシステムでは手順教育のための手段として解釈されています。マネジメントシステムを導入していなくてもOJTはどの組織でも行なわれるでしょう。特にマネジメントシステム規格は「従業員の教育(力量の向上)」について要求しているため、手順書でOJTについて規定している組織が多いようです。
一方オフ・ザ・ジョブ・トレーニングは、職場から離れて行われる教育訓練をいう。
|
| o |
one to one マーケティング |
One to
Oneマーケティングとは、顧客一人一人の嗜好やニーズ、購買履歴などに合わせて個別に展開されるマーケティング活動を指します。基本プロファイルや行動履歴が保存される顧客データベースを基に、顧客との一対一のコミュニケーションを行なうことで、顧客一人一人の嗜好や興味分野を分析したりすることが可能になります。また、分析結果を元に顧客のセグメンテーションを行なうことで、個別のアクションプランの策定、実行が可能となります。
具体的には、カスタマイズされたWebページの表示や、ユーザの登録内容に応じたメールでの情報配信などがあります。
|
| p |
PDCA、plan, do, check and act |
シューハート サイクル Shewhart cycle, デミング輪 Deming wheel, PDCA cycle: Plan-Do-Check-Act.
CAPDo(キャップデュ)。Quality controlの手技。spiral up(ward) + chain of PDCA circles。
類語:パフォーマンス・インプルーブメント (performance improvement):現状を把握し改善していくPDCAのこと。
参照:PDCAシェーマ(コスモス、COHSMS, 伊藤組)。
|
| p |
PDPC法、PDPC method, process decision program chart、過程決定計画図、 |
PDPC法は,1968年、当時の東大工学部の近藤次郎教授が東大紛争に直面して問題解決・意志決定の手法として開発したもの。
研究や技術開発、永年の慢性不良、営業活動などのように解決への情報が不足している事象や事態が流動的で予測が困難な状態、さらにはこの両方が重なった状態での問題解決への実行計画の策定に用いられる。計画のスタートから、1つまたは複数の最終的結果にいたる過程や手順を時間推移の順に矢印で結合した図形にする。プロセスの進行は、当初の予想通りに推移するとは限らないし、システムに予期せぬトラブルが発生する事もありうる、これらを防止するために、事前に考えられるさまざまな結果を予測しておきプロセスをできるだけ望ましい方向に修正して行く。しかし、プロセスの進行中に当初には予期していなかった問題が発生したときには、その時点を起点として速やかに期待目標に向かっての軌道修正を行うときにもPDPC法は有用である。
|
| p |
PI, PM, PN |
PI(パーソナル・アイデンティティ) 自己実現、自己表現
PM(パーソナル・マネジメント) 時間管理、自己管理
PN(パーソナル・ネットワーク) 人脈拡大、友達創り
|
| |
|
|
| p |
PM4 |
PM4:分粒装置の分粒特性として、粒径4μmが50%透過計量できること。
塵肺は粒径<7μmが起因性疾患なので、PM4分粒装置を使用する。溶接ヒュームは粒径0.1-1μmであるが個人サンプラーPM4を使用して作業環境測定を実施している。
|
| |
|
|
| p |
Program Evaluation and Review Technique、PERT, PERT |
日程計画、作業計画、スケジューリング、
アメリカがポラリス型ミサイルの開発プロジェクトの管理のために開発した手法。多くの複雑な作業から構成されるプロジェクトを、個々の作業に分解し、それらの前後関係・依存関係を明確にして、さらに個々の作業の作業量を見積もって、プロジェクトの管理を行なう。複雑なプロジェクトは、多くの作業から構成されており「あの作業が終了しなければ、この作業が開始できない」などの依存関係を持っている。また単純な直列の依存関係ではなく、複雑なネットワークのような構成をしているのが普通である。PERTは、そのようなネットワーク状の依存関係をもった作業から構成されるプロジェクトを取り扱う。PERTは、個々の作業の作業量を三点見積もり、すなわち楽観的な見積もり、確かそうな見積もり、悲観的な見積もりを行ない、工数管理をする。
|
| p |
PCR(polymerase chain reaction) |
ごく少量の DNA を大量に複製する手法。耐熱性の DNA 合成酵素を用い,加熱によって,基質である DNA の構造が変化することを利用して反応を行う。分子進化学の研究や犯罪捜査などに活用される。
|
| p |
POC検査、point of care |
POC検査とは、患者に近いところで行われる検査の総称。従来の病院における検査では、病院内のいろいろな場所から中央検査室に検体(血液や尿)が集められ、検査オーダーに応じて検査し、結果をプリンタ出力等で医師に報
告していた。一方、POC検査では、患者から検体を採取してすぐに医師や看護婦 が検査を実施できることで、検査結果を即座に医師が判断し、迅速な処置を行うこと
ができます。このため検体の運搬や設備にかかるコストを抑えることができるだけで なく、患者サービスの質の向上に大きく役立つとして注目されている。POC検査は
アメリカではすでに普及しており、日本をはじめとした先進諸国でも、医療制度改革 によりコスト削減が進められる中、今後ますます市場が拡大していく傾向にある。POC検査普及には、小型・簡単操作の装置や情報
システムが必須である。
|
| p |
POS、ポス、
point of sales system, point-of-sale |
販売時点情報管理システム。スーパーマーケットなどのレジスターで、商品の販売と同時に商品名・数量・金額などをバーコードリーダーなどの自動読み取り方式で収集し、各店舗にあるポス端末とホスト-コンピューターを結合して、情報を多角的に自動分析して経営管理活動(売上管理・在庫管理など)に役立てるシステム。
|
| p |
ppm, mg/m3, 換算
換算ソフト、
作業環境測定値の変換
局排、
風速、速度圧の求め方、
ベルヌ-イ式、、 |
ppm, mg/m3, 換算ソフト、
参照: 濃度mg/m3→ppm換算:
ガス状態方程式PV=nRT=(m/M)RTからm=(PVM)/(RT)で、nモル濃度の時に、容積1m3中の対象ガスの容積Vは1m3x(ppmx10exp(-6)であることより、以下の換算式が求められる:
導出の公式、ソフト、
参考: R値と単位: PV=nRT=(m/M)RT、
ppm→mg/m^3変換:
mg/m^3 = ppm x M/22.4 x 273/(273+T) x P/1013 但しP:hPas
mg/m^3→ppm変換:
ppm = mg/m^3 x 22.4/M x (273+T)/273 x 1013/P 但しP:hPas
GASTEC 濃度単位の変換、ソフト、
Panasonic 気体圧力の単位の変換、ソフト、
気体の状態方程式PV=nRTのP,V,n,R,T:
| P |
1気圧 |
1.013x10^5 Pa |
|
|
| V |
|
22.4 L |
|
|
| n |
|
1 mol |
|
|
| R |
|
8.31 Nm/mol K
J/mol K |
|
|
| |
|
8.31x10^3 Pa L/mol K |
|
|
P(Pa)の場合:
V(L)
n(mol)mol K
R(Pa・L/mol・K)=8.314×10³
(単位を J/mol・K にすると、8.314)
T(K)
P(atm)の場合:
R(atm・L/mol・K)=0.0821、
速度圧の求め方:
| 圧力 |
N/m^2 |
P |
(ρ*V^2)/2 |
| 空気密度 |
kg/m^3 |
ρ |
1.22 kg/m^3 = 1.293 x 273/(273+T) x A/1013 |
| 速度 |
m/s |
V |
|
| 気圧 |
hPa |
A |
1013 hPa =1気圧 |
| 気温 |
T |
|
273+T |
|
| p |
PRP
prerequisite program
前提条件プログラム、
規格別PRPs
|
Codex食品衛生一般原則PRP:
|
原材料の生産
|
環境衛生、衛生的生産、取り扱い・貯蔵・輸送、洗浄、従業員の衛生
|
|
施設
|
立地、施設・設備、コンテナ・輸送容器・加工・冷蔵・冷凍・貯蔵設備の良好で衛生的な設計および配置
|
|
作業の管理
|
食品危害の制御、衛生管理システム、受入材料、包装・水、管理・監督、文書化・記録、回収など、食品に関する効果的な管理システムの設計、実施、監視、見直し
|
|
設備・保守管理・衛生
|
保守管理、洗浄プログラム、廃棄物の管理、鼠族・害虫制御、監視など、食品危害、鼠族・害虫、食品を汚染する可能性のある物質の管理
|
|
設備・要員の衛生
|
従業員の健康状態、疾病・傷害、従業員の清潔・行動、訪問者の衛生
|
|
輸送
|
食品を汚染、損傷させない使用・保守管理、輸送車両・コンテナの条件
|
|
製品情報・消費者意識
|
ロットの識別、包装食品の表示、消費者教育
|
|
HACCP
- 施設の保守点検及び衛生管理
- 設備及び機械器具の保守点検及び衛生管理
- 食品等の衛生的取り扱い
- 設備及び機械器具の洗浄殺菌
- 従事者の衛生教育及び衛生管理
- そ属・昆虫の防除
- 使用水の衛生管理
- 排水及び廃棄物の衛生管理
- 製品等の試験検査に用いる機械器具の保守点検
- 製品の回収方法
|
ISO22001:2018, #8.2 項番、説明、
|
ISO22001; 2018, #8.2.4 PRPの要求事項:
a 建物、ユーティリティの構造及び配置、
b 作業空間、従業員施設を含む構内の配置、
c 空気、水、エネルギー、その他のユーティリティーの供給者、
d 有害生物防除、廃棄物、下水汚物処理、支援サービス、
e 機器の適合、清掃、維持、予防保全の為のアクセス可能性、
f 供給者の承認、保証プロセス(例、原料、材料、化学薬品、包装)、
g 受入れ材料受理、保管、輸送、製品の取扱い、
h 交差汚染防止の措置、
i 清浄化、消毒、
j 人の衛生、
製品情報、消費者の認識、
i その他、
|
ISO22002-1
|
建屋の構造及びレイアウト
建物及び作業場のレイアウト
ユーティリティー(空気、水、エネルギー)
廃棄物処理
装置の適切性、清掃・洗浄およびメンテナンス
購入した資材の管理
交差汚染の予防対策
清掃・洗浄及び殺菌・消毒
有害生物の防除
要員の衛生及び従業員用施設
再加工
製品のリコール手順
倉庫保管
製品情報、消費者意識
フードディフェンス、バイオビジランス、バイオテロ
|
参照:
1.五十嵐俊彦. 食品安全における前提条件プログラム(Prerequisite Program, PRP)の新しい標準化の動き―BSI/PAS220:2008(英国規格協会
British Standards Institution/Publicly Available Specification 220:2008)とISO22002-1:2009(国際標準化機構
International Organization for Standardization 22002-1:2009)の意義―厚生連医誌 2014;23:88-96.
|
| p |
PSA, Probabilistic Safety Assessment, 確率を使った安全評価 |
統計的安全評価:統計的リスクを表示することによって、安全率を評価しようとする。
|
| p |
PWI |
PWIとは、Preliminary Work
Item(予備業務項目)の略で、WGが標準化する項目を検討した結果をまとめたものです。PWIの提案から合意まで一般的に18ヶ月となっていますが、特に指定はないようです。
|
| p |
PST, problem-solving training, therapy, tools |
工場などにおける職長などの監督者が、生産を阻害する問題を分析し、これを解決する方策を見出すために必要な技能を訓練する方式で、「問題解決の仕方」と邦訳されている。
|
| p |
PM(preventive maintenance) |
当初は予知保全・予防保全の意味であったが、最近はさらに広義の生産保全の略語として用いられる。故障が起きてから修理するという事故全の対象語で、突発故障が起きる前に設備を止めて予防的に劣化部分を取り替えるだけでなく、機械の能力や精度を高め、設備費と保全費を含めたコストを考慮したうえで生産性を最大にしようということ。手段としては予防保全であり、目的としては生産保全と考えてよい。安全の立場からみるとPMには次の点が上げられる。①PM自体は故障を未然に防ぐ技術であることから災害防止に役立つ。②PM点検と安全点検は本来の目的が違うので、安全点検と保全点検の調整が必要③PMで開発された予測技術は、先取り安全技術の開発の参考となる。
|
| p |
PL |
「製造物責任法」参照
|
| p |
P/L、損益計算書 |
例、
|
| p |
PDI , program development institute |
工場などにおいて、訓練計画を立てその実施統制にあたる者に対して、訓練計画の樹立および運営方法についての原則を訓練する方式。
|
| q |
QC七つ道具、QC7つ道具、 |
Seven QC Tools
|
| q |
Qマーク |
Q mark, quality logo
|
| q |
Q.C.D., Q・C・D、
QCDS、
QCDSE、
|
「プロのモラルはQCです(関西弁では最後をひっくり返して「QCでっせ」)」:
P: productivity 生産性、
M: morale やる気、
Q: quality 品質、
C: cost コスト、経費、
D: delivery 納期、
E: enviroment 環境(社会・現場内・同僚との調和)、
S: safety 安全、
|
| q |
QA工程表、
quality assurance table
QC工程表、
QC工程図、
QC process chart (table) 、
QC管理グラフ:control graph 、
QC管理工程図:QC process chart (table) 、、 |
製品品質の管理の基本となるもので、各工程ごとの管理項目、合否判定基準、検査・試験方法、検査者及び基準となる関連要領書などを記入したもので、QC工程表とも呼ばれており、製造工程の品質を保証し、管理するために作成される。ISOでは“製品実現プロセスを計画して、構築すること”を求めており、一般的に製造業では、「製品実現のための品質計画書」として「QC工程図」を活用している。
(1) QA工程表:業務フローの各段階(ステップ)ごとに、アウトプット(特性)の品質確認などの品質保証活動を5W1H式に細かく表形式で規定したものが QA工程表 である。これは品質保証ツールであり、目的は流出防止(顧客や下流からの苦情を予防する)である。
(2) QC工程表:業務フローの各段階(ステップ)ごとに、要因の管理・点検、及び特性の検査測定を5W1H式に細かく規定したものを QC工程表
という。QC 工程表は、管理すべき要因とその結果である特性との関係を特性要因図から忠実に転記した関係になければならない。QC工程表の役目は作り込み(トラブル予防の品質管理)だが、実務上は流出防止(品質保証) を兼ねて作成する。QC工程表の構成は、通常、左側に「機械(Machine)、人(Man)、材料(Material)、方法(Method)、測定(Measurement)」などの5Mのあるべき姿を記述する。そして、右側に、結果として得られるべき品質特性を記述する。
(3)注意事項:QA工程表にせよQC工程表にせよ、特性の測定と要因の管理を漏れなく記載するには、事前に発生に関する特性要因図と流出に関する特性要因図を作成し、そこから転記する必要がある。また、これらの特性要因図、及びQC工程表は、最初は演繹的に作成し(P)、実際に使用し(D)、結果を見て(C)、データに基づいて帰納的に修正する(A)。これがPDCA の管理サイクルである。
|
| q |
QC管理項目 |
control measurement
|
| q |
QC管理点 |
control item, control measurement
|
| q |
QC管理と改善 |
control and improvement
|
| q |
QC管理特性 |
control characteristic
|
| q |
QC, 関連企業のQC |
quality management in affiliated-companies
|
| q |
QCサークル、
QC管理のサークル、管理のサイクル:management cycle |
QC Circle, quality circle
|
| q |
QCサークル会合 |
QC Circle meeting
|
| q |
QCサークル交流会 |
inter-company QC Circle exchange meeting
|
| q |
QCサークルメンバー |
QC Circle member
|
| q |
QCサークルリーダー |
QC Circle leader
|
| q |
グループワイドQC |
group-companies-wide quality management affiliated-companies-wide quality managemen
t |
| q |
形式的QC |
superficial TQC
|
| q |
トップ診断・トップQC診断 |
QC diagnosis by top executives
|
| q |
トップマネジメントQC大会 |
QC Conference for Top Management
|
| q |
部門長(QC)診断 |
QC diagnosis by general manager
|
| q |
QC7つ道具、
新QC7つ道具 |
QC7つ道具:数量的問題解決法:ヒストグラム、グラフ(層別)、チェックシート、散布図、管理図、特性要因図、パレート図、
新QC7つ道具:言語データ的問題解決法:親和図、連関図、系統図、PDPC、アローダイアグラム、マトリクス、マトリクスデータ
|
| q |
QCストーリー、
QC story, QI Story |
1.課題達成型QCストーリー:新規事業対応、現状打破手段、
どんな手法が最適か?選択のやり方一覧表:、
2.問題解決型QCストーリー:種々の場面で、種々の問題の解決が図られているがこれらの問題解決の筋道を分解すると多くの場合、共通のパターンが存在する。この共通パターンはQCストーリーと呼ばれる。品質改善活動における問題解決の手順はひとつの物語あるいはドラマであるとみなしてQCストーリーと呼ばれる。これは問題解決の一般的手順あるいは定石といってもよい。
7つのステップで問題の解決をはかる:
①テーマの選定 → 問題の確認、
②現状把握 → 問題の特徴の分析、
③要因解析 → 主要な原因の追究、
④対策の立案と実施 → 原因を取り除くための処置、
⑤効果の確認 → 処置の効果の確認、
⑥歯止めと標準化 → 原因の恒久的な除去、
⑦まとめと今後の課題 → 改善活動の反省と今後の課題に対する計画、更に、高い水準へスパイルアップして①'へ戻る(継続的改善活動)。
|
| q |
qc診断、
QC diagnosis、
外部QC診断:external QC diagnosis、
QC解析:analysis
|
QC診断とは、製品・サービスの品質をマネジメントしているシステム自体を診断する活動を意味します。個別製品・サービスの品質をチェックする活動ではなく、方針が決定され周知されているか、手順は標準化しているか、作業手順を正しく実施しているかなどをチェックします。
狭義のQC(品質管理)の目的は、抜き取り検査結果に統計的手法を活用して、製品の品質を安定化することであったが、生産活動全体の標準化・安定化が製品の品質向上を生むという思想が広まった結果、今では、製品設計から原材料の購入・製造・検査・販売・使用上の指導まで広くとらえた総合的品質管理(TQC:トータル・キュー・シー)が強調されるようになった。安全や労働衛生管理も生産活動の安定化に不可欠であるので、TQCの一部とみなされる。また、最近では買い手の安全や製品の欠陥に対する企業責任を追及する製造物責任(PL)が問題になっているため、TQCは品質管理だけにとどまらず、労働災害の防止、製造物責任対策にとっても重要である。
|
| q |
QS9000 |
QS9000とは、米国3大自動車メーカー(クライスラー、フォード、ゼネラルモーターズ)が中心となり策定した国際規格であり、1992年に発表されました。自動車業界のための品質管理基準であり、従来はこの3大メーカーに部品を納入する業者に対する供給基準として用いられてきましたが、近年では自動車以外の業界でも適用され始めています。
|
| q |
Quality of Working Life, QWL |
労働生活の質的充実と精神的豊かさの工場を目指す世界的運動。
|
| R |
RCA, 4M5E |
RCA, Root Cause Analysis, 根本原因分析法。
4M5E分析手法:4Mは、Man(人)、Machine(設備、機器)、Media(環境)、Management(管理)を表し、事象から4Mの分類に従った要因を洗い出します。5Eは、Education(教育・訓練)、Engineering(技術・工学)、Enforcement(強化・徹底)、Example(模範・事例)、Environment(環境)を表し、洗い出した要因一つ一つに対策を当てはめる。
|
| r |
RE100 project,
Renewable energy 100% |
企業活動のエネルギーを再生絵可能エネルギーで賄う。RE100は企業の長期的な成長の為のESG投資の環境因子である。
責任投資原則Principles for responsible investment(PRI、機関投資家の意思決定プロセス)においてEnvironment-social-governance ESG環境ー社会ー企業統治の課題が要件とされる。
しかしながら、日本においては、欧州のような送電網がスマートグリッドでなく、サンクコストの伝統的発電優位で再エネ買取価格が下がり、新規の再生エネルギーの為の有効土地が少なく、発電コストが高くなり、太陽光関連企業の倒産件数が増えているのも現状である。
|
| r |
RFM分析、RFM analysis (recency, frequency, monetary) analysis |
顧客の購買行動・購買履歴から、優良顧客のセグメンテーションなどを行う顧客分析手法の1つ。データベースマーケティングにおいては、顧客データ分析の最も基本的なものであり、アナリティカルCRMシステムなどに機能として実装されていることも多い。まず、顧客1人1人に関して次の3つの観点から指標化する。1.R(recency:最新購買日) いつ買ったか、最近購入しているか、2.F(frequency:累計購買回数) どのくらいの頻度で買っているか、3.M(monetary:累計購買金額) いくら使っているか。この各指標の数値に重み付けした上で合算してランキングを作成すると、その上位の顧客は“最近、何度も、たくさん買ってくれている顧客”、すなわち優良顧客と判断するということになる。各指標の重要性や意味合いは、業種や業態、取扱商品によって異なるため、指標数値へのウエートの付け方自体が企業ノウハウとなる。場合よっては3指標すべてではなく2つの組み合わせ、あるいはM指標のみを利用することもある。
|
| r |
RFP |
RFPとは、Request For Proposalのことで、日本語に訳すと
提案要請書となります。具体的には、企業が情報システムやITサービスなどを調達する際に、発注先となるITベンダに具体的なシステム提案を行うよう要求すること、またはその調達要件などを取りまとめたシステム仕様書を指します。ITベンダ側はRFPに基づいて大まかなシステム設計を行って提案書を作成し、ユーザー企業に提出します。ユーザー企業はその提案書を評価して、調達先の決定や契約の締結などを行うことになります。RFPの作成は、ベンダへの情報提供という役割のほかに、事前にシステム要件を明らかにすることで、開発フェーズに入ってからの混乱を未然に防止する役割も担っています。
|
| r |
risk-adopted treatment strategy、リスクを採用・取り込んだ治療戦略 |
high-risk, low-riskを考慮して治療方針を決めるやり方
|
| r |
RST講座、安衛法60条 |
労働省(現厚生労働省)方式現場監督者安全衛生教育トレーナー講座(R=労働省方式 Rodosho、S=安全衛生教育 Safety and health education、T=指導員 Trainer)。
労働安全衛生法第60条では、事業場で新たにその職務につくことになった職長その他現場監督者に対して、安全衛生教育を行わなければならないと定めています。
中災防での本コースは、厚生労働省の通達に基づいて、現場監督者等に対する安全衛生教育を担当するトレーナー養成講座として、厚生労働省が正式に認めた講座です。講義、事例研究、グループ討議等を通じ安全衛生に関する知識、教育方法等について体系的に研修するものです。トレーナーとして必要な指導案の作成、討議法の指導および役割演技の経験など3つの基本教育指導技術を基本から学べる唯一の講座です。
参照:RSTトレーナー会兵庫県支部。RSTトレーナー会本部解散・37支部解散(2012/06)。
|
| r |
ROSPA(ロスパ) |
イギリス災害防止協会の略称。 ROPS(ロプス):車両系建設機械の上部に取り付けた防護構造物の規格(ROPS規格)。岩石の落下だけを考慮したものはヘッドガードといわれ、安衛法に規定されているが、ROPS規格は車両系建設機械が転倒した場合にオペレーターを守るための規格である。したがって、ROPS規格に適合し、天井防護の強度が岩石落下に対し十分であれば、車両系建設機械の安全度がきわめて大きいといえる.。
|
|
| |
| r/s |
| |
| s |
SAS、睡眠時無呼吸症候群 |
頻度: 東京メトロ運転士検診結果: SAS=1,240人中87人(7.0%)、要治療=72人(5.8%) (2007年4月、産業衛生学会)、業務上の問題: 交通事故(道交法:運転免許欠格事項)、健康問題: 成人病、うつ。事業所における問題: 事業者の安全配慮義務違反(民法415条)。
検診: 問診、パルスオキシメーター。安全衛生委員会等の全組織体制での理解徹底が要件。事後措置: 配置転換。
|
| |
|
|
| s |
SAFEコンソーシアム・SAFEアワード |
主管: 厚生労働省SAFEコンソーシアム事務局、
ブロック別、
県別: 新潟労働局労働基準部健康安全課、
地域: 各労働基準監督署
目的: 職場において実施されている労働災害防止や安全・健康の増進のための取組事例を募集し、取組好事例を表彰(award アワ―ド 「SAFEアワード」)することで、優良な取組を進める職場の「見える化」を図り、企業・労働者による更なる取組を促進すること。
手法: 労働者の安全と健康を守るため、「Safer Action For Employees (SAFE)の企業・団体で、コンソーシアムを構成して対応する。
特に、小売業や介護施設において「転倒」や腰痛等の「動作の反動・無理な動作」など、労働者の作業行動を起因とする労働災害(行動災害)の増加が継続。
その背景要因として、これら業種において一般的に身体機能の低下によって行動災害に被災しやすい中高年齢の労働者が増加していることに加え、これらの業種では小規模な店舗・施設による展開が多く、事業場単位では安全衛生のリソースを十分に確保できないケースも多いことや、顧客・利用者を第一とする慣習などが挙げられる。
これらの業種において、地域社会も巻き込んで安全衛生の取組を進める機運を醸成し、外部の専門家の参画も得て効果的な対策を進めていくため、都道府県労働局ごとに小売業(食品スーパー、総合スーパー等)と介護施設におけるそれぞれの「協議会」(「SAFE協議会」又は「+Safe協議会」)を運営する。
構成員:
1.小売業及び社会福祉施設の多店舗展開企業・法人(特に、各地におけるリーディングカンパニー)、
2.都道府県の商業担当部署、介護担当部署、保健福祉部署、
3.協会けんぽ支部、健康保険組合連合会支部等、
4.日本労働安全・衛生コンサルタント会の都道府県支部等、
エイジフレンドリー助成金:
令和6年度エイジフレンドリー補助金の申請受付を令和6年5月7日から開始。
高年齢労働者の労働災害防止対策、労働者の転倒や腰痛を防止するための専門家による運動指導等、労働者の健康保持増進のために、エイジフレンドリー助成金制度。
|
| |
|
|
| SDS |
SDS、対象化学物質一覧 |
SDS、対象化学物質一覧(2023) |
| |
|
|
| |
|
|
| |
|
|
| s |
SDGs |
Sustainable Development Goals (SDG), 持続可能な開発目標、
すべての企業が持続的に発展するために「持続可能な開発目標(SDGs)活用ガイド」(第2版)の発行について(2020/3/10,環境省、報道発表資料)、
環境法一覧表、
環境関連法(法、施行令、施行規則)、
環境法令:施設適用要件一覧、
気候変動適応法(2018/6/13公布、2018/12/1施行)・地域気候変動適応計画策定マニュアル(2018/11、環境省)とSustainable Development Goals (SDG), 持続可能な開発目標,
|
| s |
SI, エスアイ,
SI接頭語 |
システム インターナショナル デ ユニッツ(英語ではインターナショナル システム オブ ユニッツ)の略で、「国際単位系」平たく言えば世界共通の単位のこと。いろいろな物理量の大きさを、全世界に共通な単位系で表すことは、国際交流・教育・産業・社会生活上大きな利便がある。従来は1875年に締結されたメートル条約により、多くの国がメートル法により単位を統一してきたが、メートル法にはCGS単位系やMKS単位系などいくつかの系統があるほか、方言とも言える特殊なものが数多く存在している。SIは、1960年の国際度量衡総会において採択され、その後国際的にも採用する活動が進められてきました。日本の計量単位をSIに切り換える作業は1970年代から徐々に開始され、まずJISに記載されている単位をSIに書き換える作業から着手され、特に産業界を中心にSI化が進められた。一方日本の単位を決める「計量法」(昭和26年公布)については、平成4年5月に大幅に改正され、このとき計量単位はSIを基本として全面的に見直しされている。計量法は、計量単位を法定計量単位と非法定計量単位に分け、非法定計量単位は原則として取引や証明には使用できないと定められている。違反した場合は、罰則を適用するなど厳しい措置をとっている。なお、日常的に非SI単位が使用されている現状から、SI単位への切り換えは三段階の猶予期間(平成7年9月・9年9月・11年9月)を経て、11年10月からは原則としてSI単位で一本化される。SIは、基本的にSI単位とSI接頭語から構成されている。SI単位は、基本単位と補助単位及び組立単位から構成される。
基本単位:次元的に独立であると見なされる7つの量、すなわち、長さm・質量kg・時間s・電流A・熱力学温度K・物質量mol・光度Cdを基本単位とした。
補助単位:平面角(ラジアン)と立体角(ステラジアン)、
組立単位:7つの基本単位を組み合わせてできた単位(速度など)と固有名称を持つ組立単位19個(力や圧力など)からなる。
SI接頭語:10の24乗を表すヨタ(Y)から10の-24乗を表すヨクト(y)までの20種類。従来使われていたミクロンなどは、基本単位であるメートルに接頭語を付け「マイクロメートル」と表記しなければならない。
|
| s |
SIPOC |
SIPOCとは、業務プロセスのダイアグラムを構成する5つの要素[サプライヤー(Supplier)、インプット(Input)、プロセス(Process)、アウトプット(Output)、顧客(Customer)]の頭文字を組み合わせたものです。プロセス管理およびプロセス改善の技法のうちで最も使い勝手が良く、利用されることが多い技法です。特定されたコア・プロセスについてSIPOCダイアグラムでマッピングすると組織の中心的な活動が明らかになります。
|
| S |
SL理論 |
経営補完者の職責の1つに、部下育成責任が存在する。企業は組織として業績を確保する以上、組織の一員である部下を指導育成しなければならない。そうすることにより、組織パワーは強化され、いっそうの業績拡大に貢献できることになる。ハーシー・ブランチャードのSL理論は、部下育成において、非常に有効な理論として知られており、習熟度別に指導ポイントを変えて指導することがロスのない効果的な指導方法とされる:
(イ)習熟度の低い部下に対して(指導):指導的行動は強く、対等の立場ではあまり協力して仕事をしない。
(ロ)習熟度の少し高い部下に対して(コーチ):指示が下がり、協動する具合が高くなる。つまり、コーチングが主体になる。
(ハ)習熟度が3のレベルに対して(カウンセリング):指示が下がり、カウンセリングのスタイルになる。
(ニ)習熟度が4のレベルに対して(権限委譲):指示的行動も、協動的行動もなくなって権限委譲のスタイルになる。
|
| s |
SPC |
SPCとは、Statistical Process
Controlの略で、統計的にプロセスを管理することを意味します。データ収集と分析によって、プロセスの監視、問題の発見、プロセス性能の判定などを行います。
|
| s |
SPM, Suspended Particulate Matter |
浮遊粒子状物質のこと。粒径が0.01μm〔1 (μm)は1000分の1mm〕から150μm (0.1mm)程度の粒子全体の総称を「粉じん」といいますが、このうち粒径が10μm以下のものを「浮遊粒子状物質(SPM)」といいます。浮遊粒子状物質は、工場や事業場から排出される
ばいじん・硫黄酸化物・窒素酸化物などのガス状物質が大気中で粒子化したものや、ディーゼル自動車から排出されるディーゼル排気微粒子(DEP) など、人の生活から発生するものが約70%を占めています。浮遊粒子状物質は、大気中に長期間滞留し人の気道や肺胞に侵入・沈着して呼吸器に影響を及ぼすとされています。
|
| s |
SRI |
SRIとは、Social Responsibility
Investmentの略で、社会的責任投資と訳されます。欧米で普及している投資指標で、従来の財務指標に加え、環境・倫理・労働安全などに配慮した事業活動を行なっているかどうかという指標を設けています。SRIには大きく分けて宗教的ファンドと非宗教的ファンドに分類されます。前者は、教義に合わない企業(ギャンブル、アルコール関連企業など)を排除することを目的とし、後者は積極的に社会貢献を行なう企業に投資することで、よりよい社会を築く活動を後押しすることを目的としています。
|
| s |
surrogate、代理の、代替の |
(名詞、形容詞、動詞 surrogates, surrogated, surrogating)
|
| s |
SWU, エス・ダブリュー・ユウ, separative work unit |
ウラン濃縮作業単位のこと。天然ウランから濃縮ウランを作る際の仕事量の単位でトンで表される。ウラン縮工場の設備能力や濃縮加工料金などを表現する際に用いられる。たとえばウラン235を3%含む濃縮ウランを1トン作るには4.3SWUが必要とされる。100万キロワットの原子力発電所が毎年必要とする約30トンの濃縮ウランを作るには約120トンSWUの仕事量が必要である。
|
| s |
SWOT分析、swot analysis、スウォット分析、十字形チャート |
主にマーケティング戦略や企業戦略立案で使われる分析のフレームワークで、1.内部要因としての組織の強み(Strength)、弱み(Weakness)、2.外部環境としての機会(Opportunity)、脅威(Threat)の2つの軸(2x2表)から評価する手法のこと。強みと機会があれば積極的攻勢を仕掛け、強みと脅威があれば差別化戦略を立て、弱みと機会があれば段階的施策を立て、弱みと脅威があれば専守防衛・撤退を考える。
下部組織においては、環境要因を改善前(脅威)と改善後(機会)に変換すると、内部要因の改善度(弱みから強み)評価となり、数値目標の監査が可能となる。
。 |
| t |
TC |
TCとは、ISOの規格化作業を実際に行なう作業単位で、Technical Committee(専門委員会)の略です。TCは、WG(Working
Group:作業グループ部会)を設置し、規格化の具体的な作業を進めます。
|
| t |
TL9000 |
TL9000とは、ISO9000をベースに策定された電器通信業界に特化した業界規格です。ISO9001等と異なり、 ISO9000をベースに当該産業分野特有の要求事項(組織のパフォーマンス測定と報告)が義務付けられている点が特徴です。電気通信マネジメントシステム。電気通信製品(ハード/ソフトウエア、サービス)を提供する組織並びに
下請負契約者に適用される品質マネジメントシステム規格。
|
| t |
TOC,
theory of constraints, OPT, Optimized Production Technology、
制約条件の理論(制約条件理論) |
イスラエル出身の物理学者エリヤフ・ゴールドラット(Dr. Eliyahu M. Goldratt)博士が提唱した生産管理・改善のための理論体系。SCMの背景理論の1つともいわれる。
基本的なコンセプトは、「生産工程の中にはボトルネックとなる工程があり、それが全体のスループット(生産量, throughput: 単位時間当たりの処理量・効率、生産高)を決定する。最適生産のためには工程全体のスケジュールを工程に存在する制約条件(ボトルネック工程の能力)を基準に生産工程全体のスループットをコントロールするという生産管理の考え方が必要があり、生産性向上のためにはボトルネック工程を重点的に改善すべきだ」というものである。“制約条件の理論”という名は生産スケジューリングの理論として、「ボトルネック工程がラインの全体スケジュールの制約条件となる」と考えたことに由来する。これをプロジェクトマネジメントにも応用することで、プロジェクトにかかる工程全体の最適化をはかり、納期の短縮やコスト削減を実現することが可能となる。
TOCは、1970年代後半に生産スケジューリングのことを相談されたことをきっかけにゴールドラット博士が開発した生産スケジューリングソフトウェア、OPT(Optimized Production Technology)に由来する。当初、このソフトはブラックボックスであったが、1984年にその内容を紹介する小説「The Goal」を出版したところ、ベストセラーとなり、OPTなしで大幅な生産性向上を実現する企業が見られるようになった。そこでゴールドラット博士はOPTの販売から離れ、その背景理論にTOCという名を付け、経営コンサルティングに従事するようになった。
ゴールドラット博士はその後、「改善の5ステップ」「思考プロセス」「スループット会計」「クリティカルチェーン プロジェクト管理」などの方法論を提唱し、TOCは単なる生産スケジューリング理論から企業全体の収益最大化のための経営革新手法(スループット=売上―外部購入額=粗利益が固定費を超えられるか、会社に残る金、を基本とする管理体制)へと発展している。
|
| t |
TLV(Threshold Limit Value) |
ACGIH(American Conference of Governmental Industrial Hygien-ists)が勧告している暴露限界のことで、次のように定義されている。「TLVは、諸物質の気中濃度に関するもので、ほとんどすべての労働者が毎日繰り返し暴露されても有害な影響を受けることはないと信じられる条件を示すものである。しかし、個人の感受性は幅広い差異があるため、閾値(しきいち)以下の濃度でも、物質によっては少数の労働者は不快感を経験するかもしれないし、また、より少数の労働者は、既存の身体的条件の悪化または職業性疾患の進展に悪影響を受けるかもしてない」としている。TLVには次の三つのカテゴリーがある。
TLV-STEL(短時間暴露限界):1日のどの15分間の時間加重平均もこの値を超えてはならない。またTLV-TWAを超えな場合でもTLV-TWAからSTELまでの間の高濃度暴露が1日4回を超えないこと、及びその高濃度暴露と次の高濃度暴露との間には少なくとも60分の間隔が必要であるとしている。
TLV-C(天井値):この濃度は瞬間的にも超えてはならない濃度であり、刺激性ガスなどに設定されている。
TLV-TWA(時間荷重平均):時間荷重平均として示された暴露限界を意味し、ほとんどすべての労働者が毎日繰り返し暴露しても悪影響を受けることがない、通常1日8時間労働または週40時間労働に対しての時間荷重平均濃度である。
|
| t |
total quality control, TQC、全社的品質管理、
|
全社的な品質管理の推進(品質管理に関するさまざまな手法を総合的に、かつ、全社的に展開して適用し、従業員の総力を結集してその企業の実力向上を目指す)。
大量生産方式の近代的品質管理は、1920年代米国ベル研究所Shewhartが統計的手段として、生み出した。1960年頃から、製品やサービスの品質を維持し、不良品をなくすための管理活動として導入され、日本製品の品質向上に貢献してきた。TQCはTQMに発展し、棚卸され、品質改善小集団(活動)、QCサークル(数名からなる小集団)による活動として展開する。他方、欧州では、消費者への品質保証としての品質管理ISO9000が発達した。
TQC指導講師:TQC counselor、
TQC推進委員会:TQC promotion committee、
TQC推進計画:TQC promotion plan、
TQC推進者:TQC facilitator、
TQC推進本部:TQC promotion office、
QCテーマ:QC theme、
QCテーマ選定理由:reason for QC theme selection
|
| t |
total quality management, TQM、全社的品質管理、医療TQM |
全体(Total)で、医療・サービスの質(Quality)を、継続的に向上させる(Management)こと。日本の製造業で始まったQC(quality control)活動がはじまりとになっている。診療機能の充実や患者サービスの改善等、経営改善に向けて、職員が自主的に調査研究するTQM活動にとりくむ医療機関が増えてきている。
1990年代に入って、奇跡的復活を遂げた米国産業界の変貌は、ひとえにTQM(Total Quality Management)によるといわれる。TQMとは、TQCを発展させた、業務・経営全体の質向上管理である。1996年4月、(財)日本科学技術連盟が、従来のTQCをTQMに変更することを表明した(21世紀を目指すTQM -TQCからTQMへ-)。TQMは、製品の品質はもとよりサービス業務の質、経営の質など品質の向上を追求する「品質管理」の方法と定義される。他方、欧州では、消費者への品質保証としての品質管理ISO9000が発達した。
文献:
1.飯塚悦功プロジェクト(Iizuka Yoshinori, アイソス、Youtube)、
2.飯塚悦功医療TQM基礎講座、
3.病院を変える、QCサークル活動を病院改革に活かす、
|
| t |
TPS, Toyota Produciton System, トヨタ生産方式 |
文献
1.大野耐一(たいいち、TPS生みの親)、トヨタ生産方式、ダイヤモンド社、1978.
2.石井正光(まさみつ)、トヨタの元工場責任者が教える入門トヨタ生産方式、中経出版、2005. (22~7頁の大野耐一・鈴村喜久男両氏の「マルを描いて、立っていろ」の引用部分は一読です。生兵法は怪我の元、生産の平準化できない中小企業へトヨタ方式をゴリ押しするコンサルタント等の意見には眉唾?等々)
|
| t |
TR Q 0005 |
TR Q
0005とは、「持続可能な成長の指針」のための標準情報です。2003年1月に制定され、「業種,形態,規模,又は提供する製品を問わず,持続可能な成長を目指すあらゆる組識に適用」できるとされています。
|
| t |
TR Q 0006 |
TR Q
0006とは、「自己評価の指針」のための標準情報です。2003年1月に制定され、「業種及び形態,規模,並びに提供する製品を問わず,持続可能な成長を目指している、あらゆる組織に適用できることを意図している」とされ、組織がパフォーマンスをチェックし改善していくための指標を示しています。
|
| t |
TR Q 0008 |
TR Q
0008とは、リスクマネジメントシステムにおいて、使われる用語を統一するために作られた用語集です。この中では、リスクという用語の定義が、事象、発生確率、事象の結果の組み合わせと定義されており、不確実性を伴うインシデントのことをさし、マイナス因子だけではなく、プラスの因子もリスクに含むと定義されているのが特徴です。
|
| t |
training within industry, TWI、産業内訓練、監督者訓練 |
職場の監督者訓練:業内訓練(Training Within Industry, TWI)方式は、米国式の職長や役付工レベルの監督者訓練法で、第二次世界大戦中の徴兵でベテランが手薄となった監督者層向けにアメリカで作られた訓練であり、アメリカで開発され戦時産業に多大な影響を与えた手法で、1950年GHQ(連合軍総司令部)から労働省の手を経て産業界に導入され、QCと共に高度成長の礎となった。その内容は:
(1)仕事の教え方 JI (Job Instruction): 第一段階 習う準備をさせます。第二段階 作業を説明します。第三段階 やらせてみます。第四段階 教えた後を見ます。
(2)改善の仕方 JM(Job Methods):4段階法に従って改善する。第1段階 仕事を分解する。第2段階 細目ごとに自問する。第3段階 新方法に展開する。第4段階 新方法を実施する。
(3)人の扱い方 JR(Job Relations)
の3つのプログラムからなっています。
Off-JT: いずれも10時間=5Unit×2時間という定型コース。
その後、日本製で安全作業のやり方JS(Job Safety)が加わり4Jと呼ばれた。
さらに、TWIのコース修了者を対象に、訓練計画の進め方(Practice Designing Instruction, PDI)と、問題解決の仕方(Problem
Solving Technique, PST)の科目が別に設けられており、企業内訓練の進め方や、職場内においての問題解決の科学的な方法を会得させ、職場の活性化を目指している。
TWIは、小集団活動を中心とするTQCの基礎をなすもので、集団を形成する個々の筋力強化に大きな役割を果たします。職長・組長などの生産部門の監督者を対象として、その監督能力を向上させるために定型化された訓練をいう。1クラス約10人で構成され、会議方式(討議方式)で実施される。
今日のグローバルリーダーシップには、TQCとTWIは車の両輪として不可欠。
|
| U |
UFO |
不安全行動は、油断U、不注意F、横着Oに基づく。
|
| u |
U-検定 U-Test |
2標本が同一の母集団からのサンプルと考えてよいかどうかの検定。このU-検定はノン・パラメトリックのなかでも検定力の高い方法で,取り扱う数量がt-検定の仮定を満たさないときにt-検定の代わりとして利用される。
|
| v |
VA/VE, Value Analysis/Value Engineer |
VA, Value Analysisの略。目的としては、VE同様、実用価値の向上である。一般には、VEが製品開発段階での取り組みに対して、製品仕様が出来上がった後で、購買部門を中心に実用価値の向上を図る取り組みをVAという。必然的に、原価削減にフォーカスしたものになる。
VE, Value Engineerの略。ここでいうValueとは、実用価値のことをいい、機能/原価 で表される。一般に、VEとは、製品開発段階での、Valueの向上の取り組みを示す。要は、いかに機能を向上させるか、いかに原価を下げるかを考慮することである。
|
| v |
VDT作業における労働衛生管理のためのガイドライン(厚生労働省、平成14年4月5日)、
VDT作業、、
VDT作業と電磁波障害、
|
VDT(Visual Display Terminals)作業:コンピュータ出力の視覚的表示を行う機器とそれを操作する機能を有する機器を用いて行う作業のこと。視覚的にはCRT(Cathode
Ray Tube)が多く使われているが、他にプラズマディスプレイ・液晶ディスプレイなどがある。操作する機器は、キーボード・マウス・タッチスクリーン・ライトペンなどがある。
個人的には、産業医なり、スタッフが、入力している彼女達の椅子に座って代弁してやることが第一なんだけど。・・・ライン外の総務・労務さんじゃ言いにくいのは無理だけれど、しっかりネ!語呂合わせじゃないけれど、「だけど、だけど」じゃ、”労働衛生”も”ドウデモエエヨ”?(結構、苦しい語呂合わせでした。お粗末様!)
| 作業区分 |
作業の種類 |
1日の作業時間 |
| A |
単純入力、拘束 |
4時間以上 |
| B |
単純入力、拘束 |
2時間以上以上4時間未満 |
| |
対話、技術、監視、他 |
4時間以上 |
| C |
単純入力、拘束 |
2時間未満 |
| |
対話、技術、監視、他 |
4時間未満 |
単純入力型:データ、文章等の入力業務(キツイ)、
拘束型:受注、予約、紹介等(キツイ)、
監視型:交通等の監視業務、
対話型:文章、表等の作成、編集、修正等の業務、データの検索,照会、追加、修正の業務、電子メールの受信、送信等の業務、金銭出納等の業務、
技術型:プログラミング等の業務、設計製図等の業務、
その他の型:携帯情報端末等の操作、画像診断検査等の業務、、
自覚症状が先行する愁訴先行型
特殊健診: 業務歴と眼精疲労、既往症状、自覚症状、視力、調節機能、筋骨格系検査、
VDT作業・対策:
| 措置 |
要件 |
| ディスプレイ画面の照度 |
≦500ルクス |
| 書類上、キーボード面の照度 |
300ルクス≦ |
| ディスプレイ画面の上端の高さ |
目の位置またはやや下 |
| ディスプレイ画面までの視距離 |
40cm≦ |
| ディスプレイ画面の文字の大きさ |
3mm≦ |
| 一連続作業時間 |
≦60’
作業時間中10-15’休憩 |
、
参考:
1.宮尾克(名大情報連携基盤センター教授):作業環境管理・作業管理入門6、VDT作業の環境環境管理、作業管理、産業保健21、2004;38:24-7.
2.原直人(神奈川歯科大)、IT眼症の実際とその治療法、第35回神奈川産業保健交流会、神奈川産業保健推進センター、2007.02.04.
5.磁場・電場・ラジオ・マイクロ波の安全域、
|
測定範囲 |
対応周波数帯域 |
測定対象 |
安全の目安 |
| 磁場1 |
0~100mG/m |
50Hz~100KHz |
一般的な電化 |
電化製品:2mG以下 |
| 磁場2 |
0~3mG/m |
製品、送電線 |
送電線:1mG以下 |
| 電場 |
0~1000V/m |
50Hz~100KHz |
全ての電化製品 |
パソコンの場合、VDT画面から30cmの位置で極低周波は1V/m以下 |
| (0~1KV/m) |
| ラジオ、マイクロ波 |
0,01~1mW/c㎡ |
50Hz~3GHz |
携帯電話、無線 |
0,2mW/c㎡以下 |
| 電子レンジ |
扉から5cmの位置 :1mW/c㎡以下 |
| 扉から1,8mの位置:0.2mW/c㎡以下 |
|
参照:人に聞くのも恥ずかしい電磁界ってなあに(関西電力ホームページより)。
|
| v |
visibility、可視化 |
システムが、現在、どの状態に在るのか、自分の操作がどこまで進捗しているのか、この後何ができて何がきないのか等々、判るように表示されていること。
|
| v |
Vital Few |
Vital Few(バイタルフュー)とは、劣悪な品質が生み出すコストの要因の中でも、経営に最も大きなインパクトを与える数個の要因を意味します。
|
| v |
VOC |
VOCとは、顧客の声(Voice Of
Customer)を意味するシックスシグマの重要な視点です。シックスシグマでは、「顧客の利益への貢献なしで、企業の発展はありえない」という原則のもと、VOCをアンケートや苦情、インタビュー、市場調査結果などから収集、分析し、顧客の満足を得られる製品やプロセスを設計、開発します。
|
| v |
VOC, 揮発性有機化合物 |
総論、
VOC :
揮発性有機化合物(Volatile Organic Compounds)、塗料、印刷インキ、接着剤、洗浄剤、ガソリン、シンナーなどに
含まれる:プロパン、ブタン、ホルムアルデヒド、トルエン、キシレン、酢酸エチル、ベンゼン、フロン、ジクロロメタン、DDT,フタル酸、PCB)。
| 化学物質 |
用途 |
| トルエン |
塗料、シンナー、印刷用インキ、ガソリン成分 |
| トリクロロエチレン |
金属脱脂洗浄剤、抽出剤 |
| 酢酸ブチル |
塗料、ラッカー用溶剤、印刷用インキ |
| イソプロピルアルコール |
印刷溶剤、消毒、洗浄 |
| 酢酸エチル |
印刷用インキ、塗料、接着剤、医薬品原料 |
| キシレン |
塗料、医薬品原料、ガソリン成分 |
| ヘキサン |
ガソリン成分、接着剤、塗料、印刷用インキ溶剤 |
| メタノール |
消毒、溶剤、溶媒 |
| ジクロロメタン |
木材防腐剤、金属脱脂洗浄剤、インキ洗浄剤 |
| メチルエチルケトン |
塗料、ラッカー溶剤、印刷インキ、合成樹脂原料 |
| テトラクロロエチレン |
ドライクリーニング溶剤、金属脱脂洗浄剤 |
|
大気放出時、気体有機化合物(揮発性)。大気中の光化学反応により、光化学スモッグを引き起こす原因物質、
二次生成粒子: 排出時はガスで、大気中光化学反応により粒子となる。原因物質は工場・自動車の排出するVOC・硫黄酸化物・窒素酸化物。
大気汚染防止法、総量規制+排出規制、排出施設の規制、大気環境基準。
シックハウス症候群。
労災:
胆管癌、「印刷業等の洗浄作業における有機塩素系洗浄剤の曝露低減化の為の予防的取り組みについて」、厚労省労働基準局安全衛生部長、基安発0723第1号、平成24年7月23日、
規制:規制対象施設、
濃度測定:水素炎イオン化形分析計(FID)、触媒酸化ー非分散形赤外線分析計(NDIR)法:簡易VOC測定システム(触媒酸素ー検知管方式)、
参考:
濃度ppmC、例:100ppmトルエン(C7H8)=100pppmx炭素数7=700ppmC。
印刷業:オフセット印刷工場の有機溶剤管理、オスセット印刷事業者向け、日本印刷産業連合会、
|
| v |
VTA, variation tree analysis |
Leplat, L and Rasmussen, J, 1985. FTA fault tree analysisのORゲートを取り除き、時間軸を追加。
参考:事故は、なぜ繰り返されるのか -ヒューマンファクターの分析ー、第2版、石橋明著、中災防、東京、平成18年.
|
| w |
WBS |
WBS(Work Breakdown
Structure)とは、プロジェクトマネジメントで計画を立てる際に用いる手法の一つで、プロジェクト全体を細かい作業に分解した構成図を指します。プロジェクトが生み出す成果物を中心として、その成果物を作るために必要な作業を下層に配置してゆき、プロジェクトの各要素を細分化してゆきます。ツリー構造の最上位は達成すべきプロジェクト全体を表現しており、下位に行くに従ってより詳細な作業の定義が示されます。個々の部分を構成する一連の作業のかたまりのことを「ワークパッケージ」と呼びます。
|
| w |
WD |
WDとは、Working
Draft(作業原案)の略で、WGが最初に作成する規格の原案です。作成期間は12ヶ月以内と定められており、これを基に上位委員会で審議が行なわれます。
|
| w |
WDI |
WDIとは、"Well Development and Implemented System
Audit"の略で、WDI審査、代替審査と呼ばれます。組織が厳正な基準で高いレベルの内部監査を行うことで、組織のマネジメントシステムの質を向上させることを目的としています。また、その記録の一部を審査機関が利用することにより、審査工数の削減ができるなどの効果も期待できます。
|
w
|
webinar, ウェビナー |
web+seminar, インターネットを介したセミナー研修
|
| w |
WG |
WGとは、TC(Technical
Committee:専門委員会)により設置される「作業グループ部会」です。上位委員会の方針に基づき、標準化する項目、適用範囲などを検討し、規格原案を作成します。
|
| x |
X線, エックス線 |
エックス線管など電子を加速する装置から放射される電磁波。電子を高速で陽極のターゲットに衝突させると、電子の運動エネルギーの一部が変換してターゲットからX線が発生する。X線は透過力が非常に強く、容易に人体を透過するので診断などのための撮影に使われるほか、結晶格子の回折を利用して、物質の定性・定量分析に用いられる。
|
| y |
Y=f(X) |
Xは、システムのさまざまな箇所における測定値であり、それが次工程への変数となります。Yは、企業活動の最終的なパフォーマンスを表す測定値です。Y=f(X)とは、システム上のインプットやプロセスにおける変更や変数が、最終的なパフォーマンスであるYに大きな影響を及ぼすことを数学的に表現したものです。
|
|
| |
| z/あ |
| |
| あ |
愛 |
「生協の白石さん」白石昌則、東京農工大学生協勤務。生協への要望を書き入れるアンケート用紙「ひとことカード」に対する、彼の絶妙な返答を学生たちがネットで紹介し、話題となった。例えば「愛は売っていないの」など、通常ならば無視される内容にも、白石さんは「どうやら、愛は非売品のようです。もし、どこかで販売していたとしたら、それは何かのわなかと思われます。くれぐれもご注意ください」など、機知に富んだ誠実な回答を寄せている。さまざまな災害や凶悪事件などが起き、気持ちもめいる中、この学生と白石さんのやり取りは、人間が持っている「誠心誠意」を感じさせてくれ、気持ちがほっこりとなった。陸奥新報「冬夏言」2005/12/13。
|
| ア |
アイドマの法則、AIDMA |
アイドマ(AIDMA)の法則とは、Attention(注意)→ Interest(関心)→ Desire(欲求)→ Memory(記憶)→ Action(行動)の頭文字を取ったもので、アメリカのローランド・ホールが提唱した「消費行動」のプロセスに関する仮説です。消費者があるモノを知り、それから買うという行動に至るまでのプロセスであり、コミュニケーションに対する反応プロセスでもあります。このプロセスは「認知段階」「感情段階」「行動段階」の3つに分けられます。消費者が、まずはじめに製品やサービスに対して注意をはらうようになる「認知段階」、次いで興味や関心を抱き、欲求し、記憶する「感情段階」、最終的に購買行動を起こす「行動段階」の3つです。
|
| ア |
アイドルシステム、idle system |
労働者を解雇しないで、労働時間を短縮して不況を乗り切ろうとする方法のこと。
|
| ア |
アイ・ストレイン、eye strain |
眼疲労ともいわれ、本を読んだり、字を書いたり、時計などの小さなものを組み立てるなどの近目作業やVDT作業</A>などによって生ずる目に関する自覚症状。近視や遠視などの屈折異常や斜視などが直接原因になることも多く、作業姿勢や作業環境などが原因する場合もある。
60年12月に公表された労働省指針に基づき、VDT作業の疲れを防ぎ、心身をリフレッシュして仕事を楽しくやれるようにする:作業所が明る過ぎる、モニターの輝度・反射・背景の窓の調整、十分な作業スペース、作業台・椅子の高さの調整、作業時間、active
rest、メンタルヘルス、視野の移動が平行、メガネ、姿勢を時々変える為に座布団を敷いたり外したりするVDT体操。
|
| ア |
アウトソ-シング outsourcing |
outsource 他動詞:部品などを外部調達する、業務を外部に委託する、out-sourcing 名詞:外部調達、外部委託。企業活動は(1)生産、(2)配達、(3)営業、(4)総務・経理より成り立ち、売上増加と経費増加が連動し、利益確保が難しい。ここで、アウトソ-シングという自社の利益率の悪い業務工程部分を他社より買い取る手法により経費を縮小し、利益を確保する手段が選択される。導入時の障害は、(1)委託コストの割高感、(2)他社への委託に関する漠然とした不安、(3)質の低下、(4)人員整理である。私は、現在では(1)~(3)は杞憂であり、将来への投資としての人材育成(技能の伝承)が出来ないことのみである。アウトソ-シング推進は自社のコア・コンペテンスの再確認であり、コア・コンペテンスが無ければ存在意義が無い時代なのである。
|
| ア |
アウトプット output |
環境中に排出されるもの:可燃物、不燃物、缶、ペットボトルなど
|
| ア |
アウトプット要求 |
アウトプット要求とは、プロセスの最後に顧客に提供される製品やサービスの有用性と効果性についての要求です。例えば最終的なアウトプット製品が「自動車」であれば、アウトプット要求は「5秒以内にエンジンがかかる」「エアバッグが正しく機能する」などです。
|
| ア |
アクションプラン action plan |
マネジメントシステム運営のスタート段階の要素。組織の方針を元に目標が策定され、これを効果的・効率的に達成するためにアクションプランを設定する
|
| ア |
アクセシビリティ、アクセスの容易性 accessibility |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。苦情対応プロセスはすべての苦情申し出者が容易にアクセスできることが望ましく、苦情の申し出や解決についての詳細についての情報が入手できるようにすることが望まれる。年齢、国籍、障害、その他いかなる要因にも関わらず、誰でもアクセスでき、その利点を活用できること。バリアフリー、ユニバーサル・アクセス。
|
| ア |
アクチュアリー |
生命保険、損害保険、年金、共済、企業の資産運用などの多彩な事業において活躍する数理業務の専門職。
17世紀のイギリス、ロンドン中心部でした。この頃、ある地域の住人たちが「仲間に万が一の不幸があった場合にも遺族の生活保護ができるよう、皆で毎月一定額を集めよう」という制度を設けました。しかし、誰かが亡くなるたびに組合員が減り、毎月の掛け金が次第に値上がりしていったため、若い組合員たちの負担が膨らみ、この制度は結局約10年で廃止されてしまった。その後、今度は不特定多数の人を対象とした「生命保険」という新しい事業が、イギリスに誕生しました。これは、かつて住人たちが作った「若者も高齢者も一律の料金を支払う」というものではなく、加入者の年齢や加入年数などに応じて毎月の支払額(保険料率)や保険料が変わるというシステムでした。この生命保険事業を開始するにあたって、当時のイギリス社会の死亡率を確率論・統計学などを用いて解析し、毎月の支払額や掛金率を算定する数理業務の専門職が誕生しました。彼らこそが世界で最初に「アクチュアリー」と呼ばれた人々です。アクチュアリー(Actuary)という言葉は「actus(公務の)記録員」を意味するラテン語の“Actuarius”を語源としています。“actus”は、英語の“records”を意味する単語です。
|
| ア |
アカウンタビリティー(accountability) |
責任,責務の意。社会の了解や合意を取りつけるために業務や研究活動の内容について対外的に説明する責任のこと。行政機関や企業の倫理として浮上。
|
| ア |
アセズメント、assessment |
査定、評価、課税額、地域開発などが行われる場合、周辺の自然環境がそのような影響を受けるのかを事前に測定評価すること。
|
| あ |
汗 |
皮膚にある汗腺から分泌される液体であり、その大部分は水で、固形成分は2%以下でその大部分は食塩である。汗1リットルを蒸発させるには約600カロリーの熱が必要であるから、高温環境下での体温調節は大きな役割をもつ。しかし、たくさんの汗をかくと、それにともない塩分が体から失われて「熱疲はい」や「熱けいれん」を起こす危険があるためその補給が必要となる。
|
| ア |
アゾ化合物 |
分子中にアゾ基(-N=N-)をもつ化合物で染料に使われる。
|
| ア |
アベイラビリティ, availability |
広義の信頼性のこと。JIS用語では、「修理可能な系、機器または部品などがある特定の瞬間に機能を維持している確立」としており、式はアベイラビリティ=動作可能時間/(動作可能時間+動作不可能時間)となっている。つまりアベイラビリティを高めようと思えば、高信頼度を保ち、かつ、保全時間をなるべく短縮することが必要である。保全時間短縮には、製品が故障したときに故障が容易に発見でき、修理しやすい構造であることや保全技術者の技量がすぐれていることなどが重要である。
|
| ア |
アルカリ腐食 |
苛性ソーダやアンモニア・苛性カリ・酢酸ソーダなどのアルカリによって生じる皮膚障害(化学火傷)である。皮膚にアルカリが触れると、その表面にある脂質は凝固してタンパク質と結合し皮膚組織は融解して死ぬ。アルカリ腐食は、中和しない限り進行を続けて皮膚の深部におよぶため、酸腐食より症状が重い。
|
| ア |
アルデヒド類 |
アルデヒド基(CHO)をもつ有機化合物で、不安定なものが多く、炭素数が少ない低級アルデヒドは刺激性のある気体か液体で、炭素数が多くなると固体となる。共通の性質としては麻酔作用と粘膜刺激作用がある。
|
| ア |
アルファ線, α線 |
放射性同位元素が崩壊する過程で、原子核から放出される陽子2個と中性子2個のヘリウム核(α粒子)の流れをいう。α粒子は質量が重くエネルギーは大きく電離作用は強いが、透過力は弱く空気中では数センチメートル・身体の組織では0.2ミリメートルぐらいしか透過しない。
|
| ア |
アレルギー |
自分の体の成分でないもの(抗原)が体内に侵入してきた場合、生体の中ではそれに対抗する抗体ができ、抗原と抗体とが結合し抗原の働きを弱める。これを抗原抗体反応または免疫反応という。ところが、免疫反応を調節する機能に異常(特にある特別な物質に対して生体が過剰な免疫反応を起こす)によって体に障害を与えることがある。この現象をアレルギーという。
|
| ア |
アセッサー assessor |
評価者、(課税額・損害)査定者。
|
| ア |
アーカイブ archive |
個人や組織が作成した記録や資料を,組織的に収集し保存したもの。またその施設や機関。保存記録、記録保存館、 記録、資料、史料、公文書館、文書館、資料館、史料館。
|
| ア |
ア-ト(技術 art)とサイエンス(科学 science) |
時に、主観的ピジョニストと客観的専門家の対比として使用されるので注意
|
| ア |
アニマ Anima |
ユングは,男性のうちに存在する女性像,女性的性格をアニマと名づけた。
|
| ア |
アニムス Animus |
ユングは,女性のうちに存在する男性像,男性的性格をアニムスと名づけた。
|
| ア |
アービトラージ(裁定取引) Arbitrage |
ある資産の購入と別の資産の売却を同時に行い、無リスクで利益を得る取引。アービトラージ(裁定取引)とは、割安な資産を購入すると同時に、割高な資産の売却を行い、無リスクで差益を得る取引をいいます。
|
| ア |
アフォーダンス Affordance |
アフォーダンスとは、1966年、心理学者(米)ジェームス・ギブソン James Jerome Gibson)が提唱した、(英)(他動)afford(~を与える)に接尾語-anceを加えて名詞、形容詞化した造語(客観的アフォーダンス)。不適切な行為をさせないで、適切な行為を自然に引き出すもの。
物体の持つ属性(形、色、材質、etc.)が、物体自身をどう取り扱ったら良いかについてのメッセージをユーザに対して発している、とする考えである。固有の環境手掛かりで、アフォーダンスに導かれて妥当な生活を可能にできる。ある事物に対して,あるいはそれを使って,何ができると感じるか,その性質のことをいう。動詞はサ変活用(?)で「アフォードする」などという使い方をする。
1988年、認知学者ドナルド・ノーマン Normanにより、人間の経験に依存するものとして再定義された(主観的アフォーダンス)。インターフェイスのデザインにアフォーダンスを利用すると、ユーザはその扱い方を正確には知らなくても、類似経験・学習と照らし合わせて、未知の物の使用方法を推測できるようになる(その物自体がその様な情報を発信しているとみなす)。つまりユーザがその物体について知っていなくてはならない事の量を減らすことが出来る。インターフェイスの世界では、純粋なアフォーダンスは少なく、人間社会においては後天的な学習によるものが大半であり、後者を含め、広く「アフォーダンス」という言葉を適用する。また実際、その区別は困難であると思われる。
【例】我々はドアの扱いについて明示的に教わった事はない(と思う)にも関らず、無意識にドアを扱うことが出来る。アフォーダンスの受信(?)は無意識かつ瞬時に行われると考えられる。玄関のドアを見たときに「押して開けるか」「引いて開けるか」迷うようなデザインはダメ、ということ。「押す」と書いていなくともだれもが「押す」ようなデザインをしなさい、と。即ち、取っ手が手前にC字パイプのドアは引いて入る、取っ手が色違いの平板のみであるドアは押して入る。この場合、取っ手に「引く」「押す」の警告は不要であり、また、その字が読めない人にも理解できる利点がある。要するに慌てたときでも間違えにくくするデザインやシステム。
|
| ア |
アメリカ
|
平成18年度(2006年)厚労省取り組み:アスベスト、メンタルヘルス、リスクアセスメント、カ:過重労働。
|
| ア |
アライアンス Alliance |
アライアンスの本来の意味は同盟、連合です。企業経営上で用いるアライアンスとは、複数の企業間の様々な連携・共同行動を指します:アライアンス度の高いものより、(1)資本関係の有る:合併・買収(MSA)、持ち株会社による統合、資本参加、ジョイントベンチャー、(2)資本関係の無い:提携(生産、販売、開発、物流)。
|
| ア |
アルゴリズム algorithm |
算法。問題を解くための計算手順のこと。処理手順にもいう。アラビアの数学者アル=フワーリズミーにちなむ。
コンピュータ用語:コンピュータを使ってある特定の目的を達成するための処理手順。与えられた問題の解き方(アルゴリズム)→アルゴリズムを図示(フローチャート)→プログラミング言語を用いて具体的に記述(プログラム)。
|
| ア |
アンブレラ効果 |
目立たなくなった状態。
単クローン性免疫グロブリン血症で、(特にIgM型M蛋白では)M蛋白が微量で、並存する多クローン性IgGによって検査上隠蔽され同定困難な状態。
|
| ア |
アウトソーシング out sourcing |
外部委託
|
| ア |
アクションプログラム action program |
実行に移すための具体的な計画、実行計画
|
| ア |
アクセス access |
情報に接近し利用すること、交通や連絡の便、市場に入り込むこと。接続、交通手段、参入
。 |
| ア |
アジェンダ agenda |
公式に取り組むべき検討課題
|
| ア |
アセスメント assessment |
影響評価
|
| ア |
アメニティー amenity |
居住空間における快適さ
|
| ア |
アカウンタビリティー accountability |
行政や企業などが,社会に対して,事業に関する情報をいつでも開示し説明できるようにしている責任
|
| あ |
当たり前品質 |
must-be quality
|
| ア |
アローダイアグラム |
arrow diagram
|
| ア |
アンチQC派 |
anti-QC people
|
| あ |
愛着 Attachment |
愛着とはボウルビィによって作られた概念で,『人間や動物が示す特定の対象や物に対して形成する情緒的結びつきのことである』と定義されている。愛着を抱いた対象の接近や接触を求め,後追い行動,微笑,発声,泣き行動などを示す。子どもの愛着行動に母親が適切なマザリングで応じると母子間には安定した情緒的な関係が成立し,基本的な人間関係の形成の基礎となる。愛着行動の形成は乳児のその後の知的,心身の発達に影響を及ぼす。ハーローの子サルの実験では,作り物の母サルに対して愛着を形成した子サルは,飢えよりも作り物の母サルへの肌の接触を求めた。
|
| あ |
挨拶 |
外仕事は、隣近所への挨拶で始まり・終わる。 |
| あ |
悪天候 |
定義(厚労省通達):暴風:30m/sec、強風:平均風速10m/sec≦/10分、大雨:50mm≦/回、大雪:25cm≦/回、中震:4≦。
屋外高所作業中止、悪天候後の足場や建造物に危険な箇所は無いか点検する必要がある。安衛則522条等法:建設用リフト・足場・作業構台・型枠支保工・鉄骨などの組立等の作業、クレーン則31の2:強風のみが要件 |
| あ |
足場 |
建設業、足場先行・手すり先行・つま先板、(厚労省、ビデオ)
|
| あ |
安全 Safety |
広く受け入れ可能なリスク Broadly Acceptable Risk 許容可能な(条件付きで認めた)リスク Tolerable Riskの状態を維持すること。要するに、漠然とした「安全」というものは存在しない、ということ。存在するのは危険ばかりで、それを避け向こう岸にわたりついたとき、それを「安全」といっているだけ。安心は安全に対する主観なので、感情論では解決しない。
安全の3本柱:1.自護:自分を守る、作業手順(ルールの遵守)、2.互護:チームを守る、KY(危険予知)、6S(整理、整頓、清掃、清潔、躾、習慣)、3.監護:管理監督、安全教育、管理指導、上司と部下、相互信頼。
|
| あ |
安全旗、 |
白地に緑の十字を描いた旗である。この緑十字のマークは、大正8年に安全週間実施の発起人会において蒲生俊文が提案したもで、昭和2年10月の内務省社会局全国工場監督官主任会議の席上で国としても安全運動のシンボルマークとすることが承認されたもの。十字は外国では仁愛を意味し、東洋では福徳の集まるところを意味する。緑にしたのは制定当時、全米安全会議(NSC)が青地に白十字を使っており、また日本では赤十字と結核予防会のマークとして白十字があったからという。なお、NSCは1947年に日本と同じ緑十字に変更されている。
|
| あ |
安全十訓、衛生十訓 |
ポスター、
|
| あ |
安全10原則、デュポン社 |
1.ケガ、職業病は防ぐことができる、
2.マネジメントはケガや職業病予防に責任がある、
3.安全は雇用の条件である、
4.トレーニングは職場の安全を確保する基本的要素である、
5.安全監査を実施しなければならない、
6.不安全行動やケガに繋がると思われることも調査しなければならない、
7.勤務時間外の安全も勤務時間内の安全と同様に重要である、
8.安全上の欠陥は総て直ちに改善されなければならない、
9.ケガや職業病の予防は重要な仕事である、
10.安全衛生プログラムの成功に最も大きな鍵を握るのは従業員。
|
| あ |
安全色彩、 |
色及びその配色により人間が受ける影響(心理的・生理的)を利用して危険や災害を防ぐため有効に活用される色のことをいう。一般に赤は危険や停止などに、黄色は警戒用に、緑は避難路や出発信号などに使用されている。安全色彩の標準的な使い方は、JISに定められている。
|
| あ |
安全第一、 |
第1次大戦、「生産第一、品質第二、安全第三」が企業活動とされてきた。従業員の安全を無視して、出来損ないでも、たくさん作ることが重要であった。1906年アメリカのUSスチール社ゲーリー副社長が、新製鉄所の根本方針を「安全第一、品質第二、生産第三」と改め、安全作業に関する施策を強めて行ったところ、それにつれて、災害が減少し、製品の品質も生産量も向上したという実例が広く浸透したもの。ゲーリーの実践的成果はアメリカ合衆国全体に大きな刺激を与え、1912年にはシカゴに国民安全協会が創立されることになり、1917年にはロンドンに安全第一協会が生まれ、更に欧州各国にも影響を及ぼすこととなった。わが国では1916年、内田嘉吉がアメリカの安全第一運動の実践運動を視察し、翌年、蒲生俊文と共に安全第一協会を設立した。
企業は本来品質と生産性の向上を目指すべきで、安全第一の優位性は他の課題と競合する人命尊重が問題となった場合に制限されるべきである。
|
| あ |
安全衛生管理体制 |
安全:危険でないこと(広辞苑)。通常は、真の安全ではなく、その社会、事業場、職場が許容するリスクの範囲内にあること。それゆえ、10年前の安全を振り返ったり、また、安全水準の高い事業場から見れば、危険でありうる。すなわち、安全への要求水準によって、その安全性は絶対的なものではありえない。その場合、あるべき理想の安全は方針としてbreak-downし、安全をリスク、安全対策をリスク対策、安全管理をリスク管理と読み替えると、OSHMS・リスクアセスメントが理解しやすくなる。
衛生:生きることを守ること(藤堂明保学習漢字辞典)。
管理:取り仕切ること(辞典)。取り仕切るためには、どれ程のリスクであれば許容できるのかの基準が必要である。その基準より改善した状態が安全であり、それより不良が不安全とみなされる。
体制:社会や事業場を1つの有機体(生物)と仮定して、各器官(経営トップ・管理者・職長・労働者)が有機的に生産活動してゆく土台。
|
| あ |
安全当番制度 |
従業員の安全意識の向上の為、全員で交替に安全当番、安全日直、安全週番に任命する。1~2月に1回程度、腕章をつけて、安全パトロールをさせ、安全日誌をつけさせる。責任者が目を通すと、当番者の励みになる。
|
| あ |
安全配慮義務、労働契約法(2008年3月1日施行)、 |
労働災害における損害賠償事件をめぐる判例で認められてきた法律上の概念である。労働契約上の使用者が負う義務の一つである。その内容は、使用者が設置した施設や設備などを労働者が使用したり、使用者の指示のものに業務を遂行する場合に、事業者は、労働者の生命および健康を損なうなどの危険から労働者を保護するよう配慮すべき義務を負う(最高裁判決―昭和50.2.25自衛隊八戸駐屯地事件)。したがって、事業者が労働者に対して賃金を支払だけの義務にとどまらず、生命に生ずる危険から労働者を保護する義務も有している。安衛法などの法令に定められた基準だけ守っていても、設備・環境・作業方法などから生ずる危険に対して、事業者は最善を尽くさなければ、損害賠償という民事上の責任を免れることはできない。
|
| あ |
安全文化の確立、
安全文化の創造(労働省通達) |
ジェームス・リーン(英、認知心理学者):
1.組織全体の安全ポリシーの確立(リーダーシップ)、
2.目的に向かって役職員が一致協力する環境(ボトムアップ)、
3.責任の所在の明確化(正義)、
4.相互の密接な情報交換(情報)、
5.作業手順の作成と厳守(学習)、
6.安全活動に対する内部監査(自律)、
7.エラーを率直に報告できる雰囲気作り(報告)、
8.報告を予防安全に活かす開かれた組織の姿勢(柔軟性)。
安全は「気より機」: 気:気をつける、気にかけるのソフトウエア対応は安上がりであるが短期決戦、機:安全装置などを組み込んだハードウエアで長続き対応。
安全管理のバロメーター:「消火器」の頭に埃が無い、表示札が2m上にある、消火器管理台帳、消火器訓練台帳を確認することで判る。
|
| あ |
安全確認型システム、
危険検知型システム、
警報システム、
機械安全 |
警報システムの設定条件を、危険検知型(赤信号でストップ)と安全確認型(青信号でゴー)とした場合、いずれも、機械安全ではある。が、仮に、信号が故障した場合、危険検知型では危険になっても赤信号が点灯しないのでゴー動作継続となり危険となり、安全確認型では青信号が消灯することによりストップしフェイルセーフとなりより安全である。故に、安全確認型がより優れた警報システムとされる。
キノコ採りにおける毒キノコの判別方法にたとえると:素人判断の基準を毒キノコ図鑑におくか、食用キノコ図鑑におくかにたとえられる。毒キノコ図鑑に載っていない毒キノコのリスクが残留する限り、食用キノコ図鑑を参考に食するのがより安全であろうことは自明である。
|
| あ |
後工程はお客様 The next processes are our customers |
人様の迷惑にならないようにすること。もし相手が社外のお客様であれば、次の工程に引き渡すにはベスト(品質・納期)をつくしたものを引き渡そうとするはずである。例え社内であっても、後工程をお客様として考えて納期を守る、後工程の仕事が予定通りにやりやすいように心配りをすることが大切であること。
更に1段階進めて、後工程者は、前工程からは品質の良いものしか受け取らないようにさせると、前工程にフィードバックできる。
|
| ア |
アイデンティティー identity |
独自性、自己認識
|
| ア |
アセスメント係数 |
化学物質の環境中の生物に対する予測無影響濃度(PNEC)を,毒性試験の結果から判定する際,組み入れる係数.係数は利用できる毒性試験データの量と質によって決定される.ヒト健康影響評価で使われる不確実性係数と同じような意味をもつ.ヒト健康影響評価でもアセスメント係数という言葉が使われることもある.
|
| ア |
アクリル酸系水溶性高分子化合物、架橋型 |
架橋型アクリル酸系水溶性高分子化合物を主成分とする吸入性粉じんに日常的に高濃度でばく露し、ばく露開始から2年前後の短期間の間に肺疾患(肺組織の繊維化、間質性肺炎、肺気腫、気胸等)を発症していたことが判明。
「特定の吸入性有機粉じん等による肺疾患の防止について」厚生労働省労働基準局安全衛生部長、基安発0428第2号、平成29年4月28日、
粉じんの許容濃度は、PEL,
日本産業衛生学会では、吸入性粉じん、2 mg/m3 総粉じん、8 mg/m3
米国産業衛生専門家会議(ACGIH)では、
肺胞まで到達する吸入性の粉じん 3 mg/m3
気道に沈着する吸引性の粉じん 10 mg/m3
|
| あ |
安全衛生優良企業公表制度(2015/06/01より),
ホワイト企業・ホワイトマーク(名刺、企業紹介パンフレット、ホームページ等で使える、ブラック企業では無い証の公的認証) |
パンフレット(労働局)、(労働安全衛生コンサルタント会)、
厚労省HP自己診断、労働局へ申請、厚労省HP公表(制度、2015)、自己申告による企業アピール、
あんぜんプロジェクト(厚労省)、4
、 |
| あ |
安全マージン(margin of safety: MOS) |
暴露マージン(MOE)と同じ意味.欧州で使われることが多い.
|
| あ |
安定型処分場 |
性質が安定しており生活環境上の支障を及ぼすおそれが少ないとして政令で定められた安定型産業廃棄物を埋め立てる最終処分場.
|
| あ |
安全意識の4段階 |
安全文化構築(持続可能な安全管理と優良な事業経営):
1.知らないことを意識していない、2.知らないことを意識している、3.意識して行動できる、4.無意識で行動できる。
|
| あ |
アウトソース, ISO |
アウトソース:プロセス及びその管理を外部委託することです。規格では“アウトソースしたプロセスを確実にする”とありますが、外部委託したプロセスが正しく管理されていることを確実にすることです。つまりプロセスが第三者へ外注委託したり、下請けに出している場合でも、組織は外部委託したプロセスについても管理し、要求事項への適合を保証する必要があります。
|
| ア |
アルコール依存症、酒の害、断酒会、 |
参照:
1.高木茂のホームページ(アルコール依存症、久里浜式アルコール依存症スクリーニング、酒での失敗、断酒会)、
2.独立行政法人国立病院機構久里浜アルコール症センター、アルコール科、横須賀市、
|
| い |
インフラストラクチャー, ISO |
これは組織がサービスを提供する上で必要な、建物・作業場所及び関連するユーティリティー(補助的に役立つ有効な機能や資源等)や設備及びサービス提供をサポートする輸送・通信などの支援業務を言います。インフラストラクチャーは業種、業態によって様々ですが、例えば建設業では重機(バックホー・クレーン等)車両等となります。要するに「組織の運営のために必要な一連の施設、設備及びサービスに関するシステム」を指すものを言います。
|
| い |
育児休業給付金 |
1歳未満の子を養育する労働者は事業主に申し出ることにより、育児休業を取得することができます。育児休業が取得できるのは父親か母親かのどちらか一方で、給付金がもらえるのも当然1人です。
同一の子については1回のみであり、2度目以降の育児休業は認められません。しかし育児休業は子供1人につき1回の取得になりますので、2人目の子供が生れた時はその子供につき1回取得することができます。
育児休業中は事業主は賃金を支払う義務はありません。労働者はその間は無給になります。それを補うため、育児休業を取得する雇用保険の被保険者に対して給付金を支給する制度が育児休業給付金制度です。
雇用保険が労働者に対し経済的支援を行なうことによって、労働者が育児休業を取得しやすい環境のすると共に、その後の円満な職場復帰を援助、促進することを目的にしています。
育児休業給付には2種類あります。そしてその両方の支給を受けることができます。
・育児休業期間中に支給される「育児休業基本給付金」:休業開始時点の賃金月額の30%です。育児休業期間を育児休業開始日から起算した1ヶ月ごとの「支給単位期間」について支給されます。支給単位期間において休業している日が20日以上あることが条件。産前産後休業期間は支給対象外となりますので、出産日の翌日から56日間の産後の休業期間を過ぎた翌日が(57日目)育児休業開始日となります。育児休業は最長で1歳の誕生日の前々日までとれます。したがって物理的に最長でも10ヶ月以内となります。
・育児休業後職場復帰した場合に支給される「育児休業者職場復帰給付金」:休業開始時点の賃金月額の10%です。その金額×育児休業基本給付金の支給対象となった月数が支給額となります。育児休業基本給付金を受給しており、育児休業終了後に職場復帰して6ヶ月間雇用されれば支給されます。
|
| イ |
イノベーション innovation |
技術革新
|
| イ |
インセンティブ incentive |
ものごとに取り組む意欲を,報酬を期待させて外側から高める働き。「目の前に人参吊り下げられた馬」。昇進、昇給、報奨金:インセンティブ給=歩合給、奨励金、優遇措置などによる、意欲刺激。同義語:モチベーション=内側からの働きかけ、動機づけ。ただし、過度のインセンティブに釣られて粉飾する場合(モラルハザード)に注意することが必要。
|
| い |
意見交換会 |
skull practice/session (米俗)討論会、(スポーツチームの)作戦研究会。skull 頭、頭蓋骨、session:開会、集まり。
|
| い |
維持規準 |
fitness for service
|
| い |
一の |
読み方:いつの、いちの。one of them
|
| い |
一歩前へ、一歩横へ |
神鋼鋼線:"一歩前へ"は、いいと思うことをアグレッシブに実行してほしいということです。"一歩横へ"は、個人と組織が自分の領域から一歩足を踏み出して別の個人、あるいは隣の組織と連携しながら共同で積極的に、いいと思うことを実行していってほしいということです。一人一人の動きだけでは限界がありますが、みんなが一つの目的に向かって力を出し合えば、これまでできなかったようなことが可能になります(事業所に確認済)。
|
| い |
逸失利益 |
事故がなければ得られるはずだった利益。通常は「収入金額(年収)×生活費控除×稼動可能年数」に中間利息を控除する新ホフマン方式またはライプニッツ方式の係数を乗じて計算する。中間利息とは、例えば、あと10年稼動可能とした場合に、単純に計算した逸失利益を一時に受け取ると、本来得るはずのない利息が付いてしまうためこれを控除する必要がある。
|
| イ |
イド Id |
フロイトは人間の精神構造をイド,自我,超自我の3つの構成概念を用いて説明した。イドはリビドーと呼ばれる精神エネルギーを貯蔵しており,快楽原則に従い,衝動を解放したり,満足を求めたりするので,意志によって制御するのが困難である。→自我,超自我を参照。
|
| い |
遺伝子治療 |
遺伝的な継承により異常をもつ遺伝子を正常な遺伝子に置き換えたり,欠失した遺伝子の機能を補うことで遺伝病を治療すること。
|
| い |
遺伝的アルゴリズム(genetic
algorithm) |
アルゴリズムとは、ある問題に対する最適な解を求めるための手法のこと。この手法はもともと、生物の世界にある遺伝の法則をまねて作られたもので、複数の解を、遺伝的に変化させながら、より良い解を求めていくことを遺伝的アルゴリズムという。
|
| イ |
イノベーション Innovation |
イノベーションは技術革新のことを指しますが、その定義として、著名な経済学者シュンペーターは、(1)新製品の産出、(2)新生産手段の導入、(3)新市場の開拓、(4)原材料・半製品の新しい獲得源、(5)新しい組織の達成という5つのフェーズを包括してイノベーションと呼びました。イノベーションを大別すると、生産技術面のいわゆるプロセス・イノベーションと、製品開発面のプロダクト・イノベーションに分けることができます。日本は、プロセス・イノベーションによるキャッチアップ時代が終わり、日本企業にはフロントランナーとしてプロダクト・イノベーションが求められている。
|
| イ |
イノベーションのジレンマ |
顧客の意見に熱心に耳を傾け、新技術への投資を積極的に行い、常に高品質の製品やサービスを提供している業界トップの優良企業が、その優れた経営のために失敗を招き、トップの地位を失ってしまうという、この逆説的なコンセプトは、ハーバード・ビジネス・スクールのクレイトン・クリステンセン教授が、同名の著書によって明らかにしたことで、有名になったものです。マーケティングにおいて最も基本とされる、顧客の意見に耳を傾け、顧客の求める価値提供を行なうことが、破壊的なイノベーションの前では逆にマイナス要素にさえなるというこの逆説は、変化の時代といえる現代においては新たなマーケティング課題であるといえます。
|
| イ |
イノベーター理論 |
イノベーター理論とは、1962年、スタンフォード大学のロジャース教授が著書“Diffusion of Innovations”(イノベーション普及学)で提唱した、イノベーションの普及に関する理論。消費者の新商品購入の早い順から、1.イノベーター=革新的採用者(2.5%)、2.オピニオンリーダー(アーリー・アドプター)=初期少数採用者(13.5%)、3.アーリー・マジョリティ=初期多数採用者(34%)、4.レイト・マジョリティ=後期多数採用者(34%)、5.ラガード=伝統主義者(または採用遅滞者)(16%)の5つのタイプに分類した。
|
| イ |
イメージ測定 |
企業や銘柄に消費者が抱くイメージは、マーケティングにとって重要な要素となっている。これらのイメージは次のように分けてとらえられる。(1)品目(たとえばインスタントコーヒーと豆をひいたコーヒー)のイメージ、(2)銘柄(たとえばマーガリンの銘柄A、B、C)のイメージ、(3)その背後にある各企業のイメージ、製品使用者(たとえば各化粧品メーカーの顧客)のイメージ。
測定方法はSD法によるのが一般的である。この方法では、意味が反対の形容詞の組を両端に置いたイメージワードを何組も用意し、それぞれを尺度として対象者が銘柄・企業に抱くイメージを測定する。各尺度ごとに対象者が与えた尺度値平均を計算し、それによってイメージ・プロフィールを描くことができる。
SD法(Semantic
Differential)はオズグッドらによって提唱されたもので、もともと言語の語感の違いを分析するためのものである。一対の形容詞(両極尺度)の間を5段階または7段階に仕切って、「次の各形容詞の組ごとに銘柄Aに対するあなたの感じにもっとも近い所に印をつけてください」といって、対象者に記入させる。
例えば、5段階に+2、+1、0、-1、-2の尺度値を与え、これを全対象者について平均すれば、銘柄(企業)ごとに形容詞の組数だけの値が得られる。これを図に表したものがイメージ・プロフィールである。このプロフィールを異なる銘柄あるいは企業について描き、それらを重ねて比較する。
尺度の組数が多いとはきはプロフィールが複雑になるので、因子分析などで次元数を縮小して主な因子軸によって比較評価する。因子数が2つか3つであれば、各企業、各銘柄をイメージ空間(意味空間)にプロットすることができる。
|
| イ |
インタ-フェ-ス, interface |
(自他動詞 interfa'ce)支障無く結びつける、調和させる、円滑に相互作用する、(名詞 i'nterface)複数のシステムや異なるものの境界面・接触面、研究分野間の共通事項、異なる種類のものを結びつけるときの共用部分、
コンピューターにおける機器同士をつなぐ部分および装置(ハードウエア・インターフェース)、プログラム間でのデータのやり取り(ソフトウエア・インターフェース)、利用者の使い勝手(ユーザー・インターフェース)、使う人が機械・器機から情報を受け取ったりそれを操作するための仕組み・規約・ソフトウエア・作法・考え方などの接点(ヒューマン・インターフェース)。
|
| イ |
インプット input |
環境側面において、使用された資源、エネルギーのこと。電気、水道、ガス、紙など。
|
| イ |
インフラストラクチャー infrastructure |
マネジメントシステムにおいて、組織が製品・サービスを提供するために必要とする施設、設備、運輸ネットワークやオフィスの通信環境など。ISO9001:2000では、組織は必要なインフラストラクチャーを明確化し、実際に準備し、これを維持管理することが求められている。
●インフラストラクチャー(ISO9000, #3.3.3):1.建物、ユーティリティ(電気、ガスなどのエネルギーとか水など)、2.生産設備(ハードウエア、ソフトウエア)、3.支援業務(輸送、通信手段)、
●作業環境(ISO9000, #3.3.4):作業が行われる場の条件の集まり:1.物理的・環境的管理(温度、湿度、圧力、騒音、振動、照度、風速、粉塵、大気成分、空気清浄度、清潔(交差汚染防止:ゾーニング、落下菌・浮遊菌抑制、作業着、防塵服、更衣室・洗面所・便所管理、5S)、安全設備、保護具)、2.人的・社会的管理(人間工学的、整理整頓、安全衛生、快適さ、表彰制度)。
|
| イ |
インタラクティブ interactive、相互作用的、相互方向的、双方向、対話的 |
経営上:強力なリーダーシップによるトップダウン・マネジメントと「組織のフラット化(中間管理階層を減らすこと)により、経営者自身の声を組織の隅々まで行き渡らせることができそうに見える。しかし、この「トップダウン・マネジメント」がなぜうまくいかないのか。魚谷幸一は「トップダウン・マネジメント」を成功させる条件として、神戸大学経済学部の倉光教授の言葉を引用している:「interactiveとはinter+activeである。『双方向』という訳をすることが多いが、そこにはactiveというニュアンスはない。むしろ『相互啓発的』と訳すべきである。」。トップダウン・マネジメントで、トップ自身の表現力やミドルマネジメントの理解力と表現力がネックになってしなうという話は、この「相互啓発」という行動によって補うことができる。次のようにするのである。トップはミドルに対して命令や指示を出すーミドルはトップの命令や指示に対して質問や反論をする。この過程で命令や指示の意味を理解するーミドルはトップの命令の意味を理解して行動し、その結果を十分にトップに報告するートップはミドルの行動をよく見て、報告をよく聞いて、それが自分の考えと合致しているかどうか評価するートップはミドルがよりよい行動ができるように命令や指示の表現を見直し、出し直す。このように、トップが自分の命令に対する質問や反論をおそれないという姿勢を保つこと、むしろ質問や反論を促し、しっかりとそれを受けとめること、さらに自分の行動を発言の通りにし、部下の行動を評価してその善し悪しをコメントすることを、「強力なリーダーシップ」と表現しているのだ。このようなインタラクティブな関係を作り、発展させるための重要なポイントはトップの「聞く耳」である。これがすべてを決すると言ってもよい。
|
| い |
維持審査 maintenance review/audit |
ISO規格などの認証登録後、定期的に実施される審査機関による審査のこと。審査頻度は一般的に6ヶ月か1年に1回です。審査内容は、マネジメントシステムの維持体制が要求事項に適合していること及び効果的な運用が行われていることを主眼とする。
|
| い |
著しい環境側面 |
著しい環境側面とは、「企業や組織が事業活動を進める上で環境に与える影響」を洗い出した結果のことです。当然のことながら、企業は収益を挙げることを目的とし、事業活動を可能な限り継続していこうとするため、「著しい環境側面」は減少することはあってもなくなることはありません。このため、企業や組織は持続的に発生する「著しい環境側面」を将来にわたって継続的に管理するための対策を組織として立案し、実施していくことが要求されます。
|
| イ |
インフラ infrastructure |
交通,通信,電力,水道,公共施設など,社会や産業の基盤として整備される施設。社会基盤、産業基盤
|
| い |
印象形成 Impression Formation |
容貌や第三者からの情報など他者について限られた情報を手がかりに,人物のパーソナリティを認知することを印象形成という。
|
| い |
因果図 |
因果図は別名、フィッシュボーン(魚の骨)・ダイアグラム、石川ダイアグラム、特性要因図とも言います。ブレーンストーミングで根本原因仮説を設定する際に用いられる、カテゴライズのためのツールです。ある特性/結果を魚の頭の部分に、その原因と思われる要因を魚の骨の部分に記入しながら作業を進めます。
|
| い |
因子分析 |
例:「化粧品購入の態度」の市場調査の因子分析の手順:
(1)テーマに関連した以下の質問項目を作成する:(1)夜の肌の手入れに時間をかけたい (2)美白化粧品は長く続けないと効果がない (3)若いとき美容液を使いすぎると肌によくない (4)医薬部外品はふつうの化粧品より効果が高い (5)ディスカウントで値引き率の高いのは品質が不安 (6)科学的な肌の診断をしてくれる化粧品メーカーは信頼できる (7)大手メーカーのものは安くても安心 (8)化粧水などよく使うものは安いほうがよい (9)値段に関係なく気にいったものを買う。
(2)これらを質問項目とし、回答欄は「非常にそう思う」から「全然そう思わない」まで5段階に分けたアンケート紙を用いて、多数の女性対象者について調査を実施する。得られた各項目の回答に「5~1」のスコアを与えて入力データとする。
(3)データについて因子分析の計算を行う。出力データとして各因子ごとに次の統計値を得る:(あ)各項目の因子負荷量(因子に対する各質問項目の寄与の度合を表して、それによって各因子の性格を説明できる。)、(い)各人の因子得点(対象者別の因子の大きさを表して、それによって各人の化粧品にたいする態度を説明できる。)
(4)因子負荷量の大きい質問項目の群を解釈することによって、次の三つの因子が取り出されたことがわかる:第1因子(とりわけ肌を大切にし肌の手入れに熱心な女性たち。)、第2因子(化粧品について納得のいく知識を求める女性たち。)、第3因子(
あまり値段の高くないもので満足する女性たち。)
(5)対象者を「学生」「OL」「主婦」のグループに分けてそれぞれの因子得点の平均を求めて、第1因子x軸・第2因子y軸・第3因子z軸のxyz軸のグラフ上に描く:(あ)学生(肌の手入れの熱心さ(第1因子)の平均得点はさほど高くないが、化粧品の知識(第2因子)および低価格満足(第3因子)の得点はわりと高い。)、(い)OL(
第1因子は中間くらい、第2因子および第3因子は学生とほぼ同じ。)、(う)主婦(第1因子は高いが、第2因子および第3因子はいずれも低い。)
|
| い |
飲酒、酩酊、交通事故 |
酩酊度:
血中アルコール濃度・区分・症状・飲酒量の関係:
1.0.02~0.04% 爽快期 気分さわやか 活発な態度をとる。 日本酒(~1合)ビール(大瓶~1本)ウイスキー(シングル~2杯)、
2.0.05~0.10% ほろ酔い初期 ほろ酔い気分。脈拍数、呼吸数早くなる。話はなめらかになり、抑制が外れる。 日本酒(1~1.5合)ビール(大瓶1~2本)ウイスキー(シングル2~5杯) 、
3.0.11~0.15% ほろ酔い極期 気が大きくなり、自己抑制が外れる。立てば少しふらつく。 日本酒(2~3合)ビール(大瓶2~3本)ウイスキー(シングル6~8杯)、
4.0.16~0.30% 酩酊極期 運動障害が出現する。まともに歩けない。(千鳥足)呼吸促拍、嘔気、嘔吐 日本酒(4~5合)ビール(大瓶5~7本)ウイスキー(シングル8~10杯)、
5.0.31~0.40% 泥酔期 歩行困難。転倒すると起きあがれない。意識混濁、言語支離滅裂。 日本酒(7~8合)ビール(大瓶8~10本)ウイスキー(ボトル1本)、
6.0.41~0.50% 昏睡期 昏睡状態。屎尿失禁。呼吸麻痺をきたし、死亡する危険大 日本酒(1升以上)ビール(大瓶10本以上)ウイスキー(ボトル1本以上)、
(出典)社団法人アルコール健康医学協会『適性飲酒の手引き』(1991年)。
駄洒落:酒を飲み過ぎると「アル中ハイマー痴呆」になっちゃうヨ。
|
| イ |
人事インベントリー inventory |
労働者の情報(人事考課、自己申告、教育研修等)の集約。
1.商品や財産などの目録。在庫。2.棚卸し。在庫調査。
|
| イ |
インシデント(Incident) |
未然事故=ヒヤリ・ハットのこと。アクシデント(事故)に至らなかったもの。
|
| イ |
インキュベーション incubation |
孵化より、起業支援。
|
| イ |
インターンシップ internship |
学生が企業などで仕事を体験しながら研修すること、就業体験
|
| イ |
インタラクティブ interactive |
送り手と受け手が双方向に作用し合う様子、双方向的。コンピューター操作上、操作者の質問にコンピューター画面で解法を提示するような、相互会話的な対処
|
| イ |
インパクト impact |
衝撃
|
| イ |
イニシアチブ initiative |
自ら率先して先頭に立ち,他を導くこと、主導。率先して提唱する政治の方針、発議
|
| い |
一酸化炭素中毒、CO中毒 |
参照:
1.CO中毒を防ごう、リーフレット、東京労働局、
2.労働災害防止パンフレット、
3.一酸化炭素中毒の防止について、東京労働局労働基準部健康課、
|
| い |
異常報告書 abnormality report |
*
|
| い |
遺伝毒性: |
化学物質がDNAやタンパクに作用して,本来その細胞が有する形質を変化させる毒性をいう.体細胞に起こればがん化の引き金になり,生殖細胞に起これば次世代へつながる遺伝病の原因となりうる.
|
| い |
移動発生源 |
自動車,船舶,航空機等の移動性の汚染物質排出源.
|
| イ |
イニシエーション作用 |
正常細胞のDNAを直接傷付けて,細胞に突然変異を起こさせる作用.発がん作用のはじめの過程とされる.イニシエーション作用を持つ化学物質をイニシエーターと呼ぶ.「プロモーション作用」の項を参照.
|
| い |
移流(advection) |
環境媒体である空気や水の流れに伴う化学物質の輸送.
|
| う |
労働契約、
請負契約、
業務委託契約、
相違 |
労働契約(雇用契約):民法623条により「雇われるものが雇い主に対して労務に従うことを約束し、雇い主がその対価として報酬を支払うことを約束することによって成立する契約」とされ、契約の形式にかかわらず、労働者がいてその労働を使用者が指揮監督して提供されている場合をいいます。請負契約:一つの仕事を完成させることを目的とし、その結果に対して報酬が支払われる契約で、民法では632条に記載されています。指揮監督下にないものは労働契約ではなく、民法上の請負契約とされます。たとえば、仕事を始める時間について、作業場に入る時間に遅れたとします。この場合「遅刻」となるならば、使用者の監督下にいると判断されます。また労務の提供が自由である場合も指揮監督下のもとであるとはいいがたく請負契約とされます。請負契約であった時は、労働基準法の適用除外になるので注意を要します。
業務委託契約:民法643条、656条により一事業主として特定の仕事を処理することを目的として行われる契約です。ですから、労務の提供による対価として報酬が支払われるのではありません。顧問契約などもこの範疇に入ります。
業務委託契約や請負契約のメリットは、「①社会保険関係諸法令が適用されないため社会保険料の支払い義務がない。②労働基準法が適用されないため時間外労働手当の支払いが不要。③有給休暇を与えなくて良い。④雇用関係でないため、いつでも契約が解除できる。⑤最低賃金法の適用をうけないため、話し合いの上で報酬を自由に決定できる。」などです。しかし、契約が業務委託契約や請負契約であっても、実態が労働者とかわらなければ、社会保険料逃れの偽装契約とみなされかねません。業務委託契約や請負契約をするときには、以下の点にご注意ください:①仕事の依頼、業務従事の指示に対する諾否の自由があるか②業務の遂行方法及び内容に指揮命令が及んでいないか③通常予定されている仕事以外に従事することはないか④労働時間管理など拘束性がないか⑤本人に代わって他の者が業務を行うことを認めているか⑥報酬の計算単価が時間給や日給といった時間を元にしていないか⑦本人が所有する機械・器具の使用を認めているかなどが、労働者性の有無を判断する基準になります。他にも裁判例では、①採用・委託などの選考過程が正規従業員とほぼ同じであること②報酬について給与所得としての源泉徴収をおこなっていること③労働保険の適用対象としていること④服務規律を適用していること(就業規則の遵守を求めていること)⑤退職金制度など福利厚生制度を適用していることなどがあった場合は、労働者性を肯定する補強事由を有するものとしています。ここに掲げるものに該当するものが多く存在するときは労働者性が高いとして業務委託契約や請負契約とはなりませんのでご注意ください。
参考:
労働契約(パンフレット)、
労働者性の判定基準、
|
| う |
運行供用者責任、
自動車損害賠償制度(自賠責)、
交通災害、 |
(1)交通事故の法的責任:
(11)刑事責任:業務上過失致死傷、道路交通法違反、保護責任者遺棄(致死)罪、
(12)民事責任:
(121)不法行為責任(民709)、
(122)使用者の責任としての:(1221)使用者責任(民715)、(1222)運行供用者責任(自賠法3):安全配慮義務違反と不法行為:労災における民事責任(村山法律事務所)、法令一覧表+運行供用者責任、損害賠償計算式、
(13)行政上の責任:免許取り消し、免許停止、懲戒処分。
(2)損害賠償額:
(21)積極的損害:治療費、付添費、諸雑費、交通費、家屋改造費、、物的損害、葬祭費、弁護士費用、
(22)消極的損害:休業損害、遺失利益、
(23)精神的損害:
(24)後遺症。
自動車事故の中でも人身事故については、民事上の救済において、不法行為(民法709条)と使用者責任(民法715条)があるが、加害者の故意や過失を被害者の側で立証しなければならず、被害者にとっては不便である。こうした点を補い、人身事故による被害者救済と賠償責任の適正化を図る目的で、自動車損害賠償制度(自賠責)がある。この制度では、当該自動車について、「運行支配」と「運行利益」を有する者を運行供用者と位置付け、運行供用者の賠償責任を無過失責任を負わせた。
自動車損害賠償保障法(自賠法)3条:「自己のために自動車を運行の用に供する者は、その運行によつて他人の生命又は身体を害したときは、これによつて生じた損害を賠償する責(せめ)に任ずる。」 もったいぶった言い回しの「用に供する=供用」とは早い話が「使用すること」、即ち、己の為に自動車を使う者のことで、「己の為」が「運行利益」であり、「自動車を使うこと」が「運行支配」と解される。そして、「己の為に交通事故を起こしたのだから、有無を言わせず被害者の責任をとれ」、これが「運行供用者責任」と呼ばれる。運行供用者責任の特色は、不法行為責任(民法709条)とは異なり、故意または過失の存在を責任発生要件としていないところにある(無過失責任)。
運行供用者責任は自動車損害賠償責任保険(自賠責保険)と連動しているところに特色がある。すなわち、加害車両の「保有者」に運行供用者責任が発生する場合は、加害車両に付保されている自賠責保険から保険金が支払われるシステムとなっている(自賠法11条、16条1項)。蛇足ながら、自賠責保険に加入していない無保険車であっても、自賠法3条は適用されるので運行供用者には運行供用者責任が発生するが、自賠責保険が出ないだけである。
自賠法上での保有者の定義:車の所有者はもちろん保有者であるが、さらに、所有者から無償で車両の貸与を受けた友人も自動車を使用する正当な権利のあることより保有者とされる。自動車の保有者は、当該自動車を使用できる(運行供用者)ので、運行供用者責任が発生する。
参照:
(1) How to もしあなたが交通事故にあったらどうしたら良いでしょうか?
(2) 社内規程の整備:乗用自動車運転管理規程、社有車管理規程等、(メイトブックス⑭安全衛生社内様式集・規定集、改訂2版、労働調査会、2004) 、
|
| ウ |
ウェーバー・フェヒナー則とスティブンス則 |
光や音の強さに対して、どのくらいの範囲で目や耳が応答するかといえば、視覚ではだいたい10-6Cd/m2(1平方メートル当たりの光度で輝度の単位)から106Cd/m2までであり、聴覚は10-5パスカル(パスカルは圧力の単位)から10パスカルまでで、いずれも120デシベル程度の広い範囲に応答する。しかしこれは、他に何もないところで単純な光なり音を提示した場合であって、他に刺激のある通常の場合はこれよりはるかに狭い範囲にしか応答しない。つまり近傍に強い刺激が与えられると、目でも耳でも感度が急激に低下する(例えば車の運転時に対向車がヘッドライトを上向きにして走ってくるとそのまわりの物が見えなくなる。音の場合も、聴こうとする音の近傍で強い音があると聞こえなくなるマスキング現象を生ずる)。光や音の強さの変化に対して人間がどう感じるかというと、感覚は刺激の対数に比例して感じるというのが「ウェーバー・フェヒナーの法則」である。しかし、これは近似則であって、とくに光や音が弱くなると対数に比例しなくなる。(1860年)人間の感覚は刺激(物理量)の何乗かに比例するという指数則(スティブンスの法則)を提唱したのがスティブンスである。この法則では、指数の値が感覚の種類によって異なる値をもつ。例えば、ある条件下で視覚は0.3~0.5で聴覚は0.5~0.6、一方、味覚や皮膚感覚はほぼ1.0で深部感覚は1より大きな値をもつ。また人間の感覚は、入力刺激の量に比例しない非直線形をしめす。(1960年)
デシベル dBとは、
|
| う |
運動指数 |
25センチメートルと50cmの高さに段がある階段を、1分間に15回の速さで3分間昇降させ、1分間当たりの運動時換気量を測定する。その値を被検者の体表面積で割り、さらに最大換気量で割ったものが運動指数(%)である。心肺機能検査の一手法である。
|
| う |
運動負荷試験 |
肺臓や心臓の機能などの検査を行う場合、安静にして検査するほかに、一定の運動を課して機能の変化を調べ、どれだけ予備能力をもっているかを知るための試験。方法としては、膝屈伸運動・階段昇降運動(ステップテスト)・エルゴメーターの回転・トレッドミル(電動ウォーカー)を歩行するなどがある。
|
| う |
後ろ向きの品質 backward looking quality |
商品(品物・サービス)が当然具備していなければならない品質をいう。この品質が不充足であれば、顧客の不満を引き起こす品質で、使用品質の必要条件で当り前品質ともいう。
|
| う |
受入検査規格 |
受入検査の方法、判定の基準、ロットの処置などを、受け入れする材料・部品別に規定したものをいう。受入検査規格には、通常、つぎのような項目が規定されている。1)目的、2)適用範囲、3)検査項目、4)検査方法、5)判定基準、6)ロットの処置、7)結果の記録、8)特採に関する事項。
|
| エ |
エイズ AIDS |
エイズ対策、
コンドーム、女性用避妊用コンドーム(フェミドーム、ポリウレタン製女性装着コンドームで天地に膣内内リングと外陰部外リングを覆う構造(17x8cm)、
参照:
1.職場におけるエイズ問題に関するガイドラインについて(平7.2.20 基発第75号 職発第97号、改正 平22.4.30 基発0430第2号 職発0430第7号)、
|
| エ |
エンパワーメント empowerment |
本来持っている能力を引き出し,社会的な権限を与えること。能力開化、権限付与、権限委譲
|
| え |
衛生学と公衆衛生学の相違?少々禅問答ですが?
|
「衛生・公衆衛生学」とは、産業革命後の都市化による住環境悪化による伝染病の蔓延を契機に、1847年英国の公衆衛生法 (Public Health Act) の有効性により、欧州で発展した。研究対象は「保健統計、疫学、母子保健、学校保健、成人保健、老年保健、地域保健、産業保健、食品衛生、国民栄養、感染症対策、精神保健、環境保健、社会保障制度、衛生行政・衛生法規、生活習慣病予防対策,健康日本21、国際保健」と広範囲で、「医学領域において臨床医学と補集合の学問」としか定義できない。「衛生学」は、明治時代(1883年)に、長与専斎が、ドイツ視察後、模倣導入した。和訳として、養生・健康・保健を転用せずに、荘子の庚桑楚篇にある「衛生」の語をあてたことに始まる。個人又は集団を対象とし、研究手段として基礎的・学研的・実験的(当時流行の細菌学的手法を主流とする実験を用いてリスク要因を解析することが多かった為)であろうが、公衆衛生学との守備範囲の境界は曖昧である。ところで、衛生・公衆衛生学黎明期の明治時代、富国強兵の障害となっていた脚気の原因追求に関して、ドイツ流東京大衛生学緒方正規と陸軍森鴎外の唱える脚気菌説と英国流疫学的検証の海軍高木兼寛の唱える白米説の論争は興味深い。「公衆衛生学public health」は、集団を対象とする、狭義には応用的・行政的・野外調査で、太平洋戦争敗戦後、英米で発達した公衆衛生学をGHQのアメリカ教育使節団報告書の勧告により導入させられた。1946年に日本国憲法第25条第2項に「国は、すべての生活部面について、社会福祉、社会保障及び公衆衛生の向上及び増進に努めなければならない。」の文言を盛り込み、1947年より大学に公衆衛生学講座が新設させられた。研究手段として、より行政(保健統計・疫学や政策による、集団を対象とした組織的な対策によって人々の健康を守る)に重点を置いた。衛生学と公衆衛生学を分けることは、拍手を打った時に左右どちらの手から音が出たかの問答と同じで意味が無いようです。
|
| エ |
エグゼンプト, exempt
|
〔免除されている者の意〕管理職など残業手当のつかない労働者。
|
| エ |
エポケー、epokhe, epoche、判断中止
|
ギリシヤ epokhe、epoche:〔哲〕〔判断中止の意〕。1.古代ギリシャの懐疑派の主張する哲学態度。何事に対しても確実な判断は下しえないから,一切の判断を中止してありのままの現象をうけ入れるべきだとすること。2.
フッサールの現象学の基盤をなす方法。純粋な事象そのものへ至るために、素朴な自然的態度を差し控え、事実に即して対象の本質を究明しようとする立場。
|
| エ |
エネルギー |
エネルギー(資源、電気、環境、リサイクル)とは、
|
| エ |
エネルギー代謝、
エネルギー代謝率(RMR) |
体内におけるエネルギーの変換のことで、食物の中に含まれている化学的エネルギーを変換し、人間はこれを労働・体温保持・体成分の合成などに利用している。労働生理学では、一定時間内に消費された酸素量と呼出された炭酸ガス量を測定し、労働のときに消費されるエネルギーを調べ、このエネルギー量を基にして作業の至適作業速度・至適労働条件・作業の合理化が行われている。
エネルギー代謝率(RMR):労働に消費されるエネルギー量を測り、それが基礎代謝(生命を保つのに必要な最小限の消費エネルギー)の何倍にあたるかを算出した係数をいう。式は次の通りである。RMR=(作業時の消費エネルギー)-(安静時の消費エネルギー)/基礎代謝
ある決まった労働のときに消費されるエネルギー量は、個人によって差はあるが、RMRには個人差が少ないので、労働強度を示すものといってよい。
|
| エ |
エマージングウイルス(emergency virus) |
エマージングは出現するの意。未開地などに潜んでいたウイルスで、開発や人の移動の活発化によって感染症を発現するもの。エボラウイルス、ラッサ熱ウイルスなど出血熱の原因ウイルスやエイズの原因として有名なHTLV-1とHIVの属するヒトレトロウイルス群、C型肝炎ウイルスなどがある。
|
| エ |
エモーショナル・クオーシェント
emotional quotient, EQ |
心の知能指数 IQ、ダニエル・ゴールマン(米、心理学者)。仕事の中で感情を制御し、決断し、目標に対して常に楽観視し、自分を励まし、集団と調和し、協力して、積極的に仕事を推進するプラスの能力のこと。
|
| エ |
エラー |
二種類:実行エラーcommission errorと怠慢エラーomission error
|
| エ |
エラーフォーシングコンテクスト(Error-Forcing Context) |
エラーを誘発するforce背景・要因・流れcontext。エラーを誘発する状況。要するに、人間関係や職場のポリシー、雰囲気、手順・規定、指導・監督など。「事故はなぜ繰り返されるか」(石橋明著)にわかり易い図がある。
|
| エ |
エラー、過誤、関連語:(1)オーソリティ・グレーディエント、(2)ワーク・アラウンド、(3)責任の分散、(4)矢面、(5)強制機能 |
(1)オーソリティ・グレーディエント authority gradient:医師と看護婦、または、機長と副操縦士の間の関係のように、一方のみに意思決定権限が限局している場合、部下がその誤りを指摘できない状況における過誤、(2)ワーク・アラウンド work around:A→B→Cという正規のマニュアル手順を無視して、迂回行為により、A→Cを実施することによる誤り。本来、緊急時のみでしか使用できない約束のFAXを常用することによりFAXで送られてくる緊急事例に即応しないなど、(3)責任の分散 diffusion of responsitility:誰かが責任を取るだろうと思い込む(すなわち、誰もが責任者とは誰一人として責任を取らないこと)、火事の現場で誰かが消防署へ連絡を執るだろうと放置したりすること、(4)矢面 sharp end:システムの弱点現場にたまたま運悪く居合わせた人がエラーを顕在化する、(5)強制機能 forcing function:機械安全の本質安全のこと、ギアがパーク位置でないとエンジンがかからない、コンピューターでの薬局受付では患者の身長と体重が打ち込んでいないと処方しない。
|
| エ |
エラー、過誤、
程度の分類、
医療安全:用語:医療事故、医療過誤、エラー、インシデント、アクシデント、ヒヤリ・ハット、医療事故の原因医療現場 |
エラー、過誤、程度の分類:医療においては(1)バリアンス variance:軽微、長期の経過観察が不要、(2)アドバース・イベント adverse
event:一般的な事故で、事故の根本原因の分析(RCA, Root Cause Analysis, 医療事故を事例として)が必要なものと、不要なものに分けられる、(3)センチネル・イベント
sentinel events:前哨事、警鐘事象、sentinelとは軍事用語で前哨、歩哨で、投薬量を誤り患者を殺してしまう重大事故など。登録・解析して、他山の石としての警鐘とする。
参照:
0.日本品質管理学会(棟近雅彦会長)、医療の質・安全部会、Quality management system for healthcare,
QMS-H研究会代表、飯塚悦功(よしのり):医療TQM基礎講座、TQM(アイソス, Youtube)、
1.事故分析や防止策の立案に資する:①重要度評価指標 (SAC, Safety Assessment Code=重要度評価マトリックス SAC Matrix=Severity Rating 重症度評価+事象の発生可能性の評価
Probability)と根本原因分析 (RCA, Root Cause Analysis)、② FMEAに基づく医療におけるハザード評価
(HFMEA, Healthcare Failure Mode and Effect Analysis=重要度評価マトリックス SAC Matrix=Severity Rating 重症度評価+事象の発生可能性の評価 Probability)、
2.医療事故の原因(Joanne E Turnbull、全米患者安全基金(National Patient Safety Foundation,
NPSF)理事長、日医雑誌 2000;124(12):1751-8.):災害要因頻度。
3.医療事故発生後の措置、謝罪。
4.船橋市立医療センター医療安全管理室掲示板ホームページ。
5.医療安全:Medical Safer(河野龍太郎、自治医大)、ヒューマンエラー事象分析手法「ImSAFER(Medical SAFER)」解説書2013.
6.Medical Safer研究会、
7.東京都医療安全管理体制支援事業:事例分析手法、取組例、
8.医療安全講習会のまとめ:RCA, FMEA, KYTのアンチョコ、
50.皮肉 Curing health care, National demonstration project, NDP, 2002.
|
| エ |
エラーの分類 |
ホーキンスの「ヒューマンファクター」では人間のエラーを3つに分類しています:ライフルで的を狙ったところ、(1)ランダムエラー:弾がどこに飛んでいくかわからない状態、初心者が犯しやすく、初心者向けの研修や訓練を重ねる対策。(2)システィマティックエラー:当るところが偏ってしまう。照準がずれていたりする場合で、マニュアルやシステム通りにやっていたのに間違いが起こった、あるいは、多くの人が同じ間違いをおこす、これはそのマニュアルやその組織のシステムに間違いが潜んでいる可能性がある。(3)スポラデイックエラー:ほとんどが真中にあたるのですが、ときとして全然外れてしまうような場合、ベテランが突発的に起こすスポラディックエラーは、一人で防ぐ事は極めて難しく、周囲の人みんなで防ぐ努力が必要となります。また、システムとしてのバックアップも必要になります。つまり(どんなに教育や訓練を受け、知識や技術に問題がないと思われる人でも)誰でもエラーを起こす可能性があるわけです。
|
| エ |
エラーの防止の一里塚 |
エラーの防止には、4M対策(不安全行動をヒューマンファクターやKYで防止すること、不安全状態を本質安全から防止すること、方法を作業手順書から防止するすること、管理をマネジメントシステムから防止すること)が重要ではあるが、基本的には、リスクに近づかない、立ち止まるに尽きます(いわゆるタイムアウト。バレーボールなどのスポーツの「タイム」と同様、競技の中断時間により、冷静さを取り戻し、全員で確認・チェックをする。)。ハード面で安全を確保できない場合、作業者自身が、立ち止まり、不安全行動をやっていないか、周囲に気を配って注意しているか、リスクに接近していないか、リスクの危険域で作業をやっていないか等を、自問自答・指摘・忠告する冗長な迂回時間を持つことに尽きる。全ての安全衛生評価・対策は、それ以降の話で、立ち止まる機会が無ければ全てが始まらないことに留意すべきである。
飯塚悦功(東京大)提唱:「品質管理のABCは、A[当たり前のことを]、B[馬鹿にせずに]、C[ちゃんとやる]。」
|
| エ |
エラーの防止 |
ヒューマンエラーの対策
①エラーを誘発する業務をやめる(機会最小、エラーにつながる機会を最小化する)
しかし、残念ながら必要があって行っている業務をやめることは現実的には困難で、次善の策として、業務を洗い直してリスクがともなう業務を可能な限り減らす:
i. 必須でない与薬をやめる
ii.記載ミス、伝達ミス防止の為、不必要な転記をやめる
iii.危険な薬品を置かない
iv.リスクのある工程を省略する
②設計計画時エラーをできなくする(i.フェールセーフ、ii.フールプルーフ)
i.踏切遮断機は故障時重力で降下、検知器故障時赤ランプ点灯、ii.自動車はブレーキを踏んでいなければエンジンを始動しない、洗濯機は蓋が閉じていないとドラムが回転しない。
③業務を分り易くする(含5S)
④業務をやり易くする
道具、備品を使いやすくする
⑤知覚させる
危険を知らせる標識、ラベル
⑥予測させる、KYT(危険予知トレーニング)を行って、リスクに対する能力(リテラシー)を高め、改善の習慣
⑦安全を優先させる風通しの良い職場風土
⑧能力をもたせる教育
⑨気づかせる指差呼称(指差し確認)、ダブルチェック
⑩できるだけ早期にエラーを検出できるシステム
⑪危険に備える
迅速に被害を最小化する事前の話し合い取り決め |
|
| エ |
エラートロイカ |
テキサス大学のR.Helmreichは「エラートロイカ」を使って「人間のエラーと共存し、その結果をコントロールする」(そして進む)というError
Managementの理念を説明しています。そこではヒューマンエラーの対処を三段階に考えます:
(A)直面している場合の被害の最小化:(1)stress management、(2)use of resources、解決の為の情報収集、(3)workload
management distribute タスク配分、適切な仕事量の配分、(4)critique、反省、
(B)リスクの指摘・修正:(1)エラーを発見する為のmonitor and evaluation、(2)(部下から上司への)健全な自己主張(指摘)や質問 assertive
communication/inquiry、『自己主張=「安全への主張」としての行動指標:(1)エラーを発見したら早い時期に節度をもって指摘する、(2)安全を逸脱する行為には勇気を持って粘り強く主張する。質問=(1)おかしいと思ったら必ず確認する、(2)(安全に関して)初歩的な質問を馬鹿にしない。(3)物を言いやすい雰囲気作り、(4)適切な権威勾配、リーダーシップ』、
(C)ハザードの未然防止:(1)予見、事例研究、(2)予想、状況認識、(3)認識の共有、チームのメンバー全員がエラーの予想を共有する、(4)的確なcommunication、誤解、勘違いを起こしやすい言動を避ける、(5)管理運用規定
Standard Operating Procedure、手順の標準化と遵守。
更に、スレット threatというエラーを誘発する要因を設定し、このエラーのアクセル役に対する不適切な対応が、エラーを誘発すると考える。潜在的スレットは、国民的文化、組織文化、職業文化、スケジュール、曖昧な方針であり、顕在的(直接的)スレットは環境要因、組織要因、個人的(医師)
要因、チームの要因、患者要因とされる。
スレットマネージメントには3つのステップがある:(1)見つける:適度な警戒心をもってモニターを行い、スレットを発見する。発見したらその影響を予測する。(2)避ける:スレットをどのように対処するか、その計画や方法を簡単な報告
briefingにし、メンバー間で認識を共有する。(3)とらわれない:突然発生したスレットに対してはそのことにとらわれない、重要なものをみさだめること。スレットにとらわれてチームや自分のパフォーマンスが影響を受けないようにする。、
参照
|
| エ |
エラー・レジスタンス(Error Resistance)、
エラー・トレランス(Error Tolerance) |
リスクマネジメントの3段階:
① エラーレジスタンス:一次予防。エラー抵抗性。フォールト・アボイダンス Fault avoidance。ヒヤリハット(インシデント、未然事故、潜在的エラー)事象の発生を未然に抑制(環境改善、教育・訓練の改善、人間中心の設計 ユーザビリティ
usability エルゴノミクス、使い易い手順書・マニュアル、ノーマル・チェックリスト、ノン・ノーマル・チェックリスト、セルフモニター:指差呼称、色違い、連結できないように口径・形を変える、フール・プルーフ
fool proof:エラーの未然防止・前処置が出来ていないと後処置が作動しない、フィードフォワード画面:操作プレビュー、フィードバック・エラーメッセージ画面:現状表示と設定操作の不適合説明表示、インターロック
safety interlock:危険源への異常接近阻止)、
② エラートレランス:2次予防。エラー耐性、エラーに対する許容度が高い。フォールト・トレラント Fault tolerant。ヒヤリハット(インシデント、潜在的エラー)事象が発生後、それらが事象のチェーン(スイスチーズモデル)が事故防止不可避点を越えてアクシデント(事故)に至らせない、事故発生前での引き帰し(チームモニター:相互モニター・アドバイス・コールアウト、警報システム、結果による気付き、フェイル・セーフ
Fail safe:エラー対処・現状復帰ボタンや安全側へ強制誘導、フェイル・ストップ Fail stop, Fail down:故障時に完全停止、フェイル・ソフト
Fail soft:故障・事故時に機能が完全停止するのではなく可能な範囲で機能が維持される、)、
③ サバイバルアスペクツ:事故発生後の被害を最小にする(シートベルト)。
参照:エアラインにおける安全へのアプローチ、ANA総合安全推進室、浅野登、2006。
|
| エ |
エンフォースメント enforcement |
実際に守らせるようにすること。執行、取締、強制、強制執行
|
| エ |
エルゴノミクス、
ergonomics |
人間の生理的・心理的な特徴をもとに、「人間にとっての使いやすさ」という観点から、機械などのあり方を研究する学問。「人間工学」と訳される。人間が扱いやすい装置の形状などを研究することで、疲れやストレスをなるべく感じずに人間が機械を扱えることを目的とする学問である。エルゴノミクスという単語はマーケティングにもよく使われており、筆記用具や椅子などを中心に、エルゴノミクス対応をうたう製品が数多く出回っていることはよく知られている。この流れにあわせて、IT分野でも、人間が直接扱うキーボードやマウスなどの入出力機器に、エルゴノミクスの考え方を取り入れた製品が増えつつある。
参照:快適職場と人間工学(ビデオ、福岡産業保健推進センター、2006)
|
| エ |
エルダー制度
elder |
エルダーとは先輩の意味。OJT制度の呼び名の一つとしてよく用いられる。先輩社員が新入社員などに対し、マンツーマンで面倒をみる制度のこと。実務の指導を始め、職場生活上の相談役もになう。エルダー制度の他、ブラザー制度、シスター制度などともよばれる。
|
| エ |
エンゲル係数 |
家計全体に対して食費の占める割合のこと。・所得が増えるにつれて、その割合が低下するとされる。
|
| エ |
エンパワ-メント、人材の、
empowerment of human resources、
|
力をつけること。自らの意識と能力を高め、家庭や地域、職場などで、政治的、経済的、社会的、文化的に力をつけること、及びそうした力を持った主体的な存在となり、力を発揮し、行動していくことをいう。
組織活性化モデル=マネージャーのリーダーシップ manager's leadership + 人材のエンパワーメント empowerment
of human resources。従来の、計画・管理・コストベネフィット一元的経営戦略に、組織の人材活用をプラスαする考え。
現場の自主性を高め、パフォーマンス向上につなげるために権限を与える(Em+Power:パワーを与える)考え方。経営学では、エンパワーメントはアカウンタビリティ(説明責任)とともに、人や組織のやる気とパフォーマンス(成果)を引き出す考え方として注目されています。仕事を責任持って遂行するためには、その人間に、他人(特に、上司)から承認を得ずに仕事が出来るような「パワ-」を与えなければならない、という考え。
物心両面の意味を持つ:①関係概念としての権限委譲・決定参加(例:プロジェクトチーム構成員へのエンパワーメント〔権限付与〕は,彼らの積極的渉外活動の拡大につながる。)、②心理学的に有能感・有意味感・影響感・自己決定感(自己選択)モチベーチョンを高める能力開化(例:開発途上国の女性のエンパワーメント〔能力開化〕には特に教育が不可欠とされ,会議では開発援助における教育のあり方が議論になった。)。
(1)ピラミッド型では迅速な意思決定ができない:エンパワーメントには、権限委譲とか決定参加という人間関係の側面と、個人が内発的にモチベートされるというモチベーショナルな側面があります。エンパワーメントが叫ばれるのは、高度化かつ多様化する顧客ニーズに迅速に対応するには、いちいち組織を遡って意思決定を仰いでいられないというところにあります。ピラミッド型組織では、ヒエラルキー(階層)構造の中を、下から情報が上がってくるのに時間がかかります。また、情報は途中で取捨選択されるため、情報の量と質は徐々に減少し劣化していきます。さらに業務が複雑化し拡大するにつれ、管理上の情報処理量が増大し、現場状況がわからないトップマネジメント(経営者や管理職)では、迅速で的確な判断が難しくなってきました。逆に現場は、顧客に接し、常に環境変化に直面しているため、新しい事実に基づく情報を持っています。現場に権限委譲することで、現場での改善や革新がすばやく実行されることになります。これはサービス業に限らず、製造業でも重要です。商品開発サイクルの短縮化、消費者ニーズの多様化などにいち早く対応することが重要になってきます。
経営戦略は計画的側面と創造的側面を含む。後者の具体的事例は、3M社(Minnesota Mining Manufacturing)のポスト・イット(Post
it)(同社の社員が、教会で賛美歌を歌う時にしおりが落ちてしまうので、そのしおりに同社で開発している糊をつけてみたらどうかという単なるアイデアから、「ポスト・イット」という製品をつくりだした。これをまず、同社の秘書に渡してみると意外に好評であった。そして売れると直感した秘書たちは、「フォーチュン」誌の中で取り上げられた売り上げランキング上位500社の大企業の秘書たちに見本を送り、その結果をみて市場に送り出し大成功を収めた。この3Mのケースは、そのアイデアの原点があらかじめ計画されたものではないことである。)である。この創造的戦略を担保するものは、学習におけるエンパワーメント、すなわち、従来型の適応的学習(金太郎飴的・大量生産方式:目標→行動→結果→不適合→再度行動からのやり直しによる適合するまでの反復→画一的品質の生産)から生れるのではなく、創造的学習(不適合症例の個性を尊重して、改めて、目標を再設定し直して、多種類の適合を認める)とされる。組織の活性化に影響を与えるマネジャーの役割としてのリーダーシップ行動の代替要因として、エンパワーメント概念を位置づけるなら、経営戦略とりわけ戦略創造あるいは、創造的学習の視点が重要な意味を持つのである。この観点から、内発的に動機づけられた人材という観点から、心理的エンパワーメントとしてこの概念を捉えたのである。
(2)エンパワーメントの問題点:一方で、無闇にエンパワーメントを行う危険性もあります。現場ごとに判断や対応が異なると、顧客の不満につながります。会社のブランド力の観点からすれば、現場の判断や顧客への対応方法に、全社レベルでの統一性と一貫性が必要です。また、エンパワーメントの対象は正社員以外のパートやアルバイトへと今後広がっていくでしょう。そのためにはエンパワーメントと同時に、現場判断を可能とするような経営戦略や行動規範といった方針を、正社員以外も含めて会社全体で共有することが必要です。それによってすばやく的確な意思決定ができるようになるのです。
|
| エ |
エンピリックempiric |
名詞:経験偏重主義者、やぶ医者、empirical 形容詞:経験(実験)に基づく、経験(実験)上の、経験(実験)によって証明できる、empirical knowledge 経験的知識、empirical therapy (evidence-based medicine (EBM)など)経験的・実験的に証明された治療
|
| エ |
エンプロイアビリティ、employability |
個人の“雇用され得る能力”のことで、Employ(雇用する)とAbility(能力)を組み合わせた言葉。一般に転職できるための能力を示すが、現在勤務している企業内において継続的に雇用されうる能力という側面ももつ。つまり企業内外を越えた労働市場におけるビジネスパーソンとしての価値と言い換えることができる。企業にとって、個人のエンプロイアビリティの向上に努めることは、優秀な人材が流出する可能性を高めることにもなる。一方、個人の側としては、自らが雇用され続けるためには自己責任においてエンプロイアビリティを高めていく必要があるという認識が高まっている。
|
| え |
演繹法 Deduction |
一般命題(法則や仮説)から出発して,特殊命題(法則の事例など)を導く方法。
|
| え |
疫学調査、epidemiologic investigation |
ヒトの集団を対象として,病気や傷害の原因と影響の関係を調べる.原因側の分布および影響側の分布のそれぞれを調べ,両者を結び つけることによって相関関係や因果関係を探る.
方法論には因果関係有意性の高い順に:
暗記用に「症例」解析は地方の願い”ムコ「症例」ヨコセ”の5パターン、
①無作為抽出比較対照試験(randomized controlled trial)RCT試験とも言う。
分析疫学:仮説を分析:
②コホート研究 cohort study、前向き研究「喫煙者群(曝露群)と健康者群(非曝露群)を集め、両群を追跡し、肺がん罹患率を比較する。結果、曝露群の方が肺がん罹患率が高ければ、喫煙が肺がんの原因であると推論できる。相対危険率」
③症例対照研究(ケース・コントロール・スタディ case control study)、後ろ向き研究、患者対照研究「肺がん患者群(症例群という)と健康者群(対照群という)を集め、過去の喫煙を調べる。結果、症例群の方が喫煙者が多ければ喫煙が肺がんの原因であると推論できる。オッズ比」例: 一覧表参照、
記述疫学:資料より仮説を立てる:
④横断研究:小集団「喫煙者と非喫煙者では喫煙者の方が肺がん患者が多い。」
⑤生態学研究:大集団「喫煙率が高い国ほど肺がん発生率が高い。」
|
| エ |
エンドオブパイプ対策 |
終末処理.排出された化学物質を,最終段階で捕捉して,回収・再利用したり,焼却処理したりする対策.公害対策の主流であったが,単純に生産費用が増加するため,近年は工程内対策が推奨されることが多い
|
| エ |
エンドポイント endpoint |
影響判定点.、リスクを評価する対象として設定する事象(特定の病気の発病,あるいはそれによる死亡など)。
治療行為の意義を評価する為の評価項目。薬物動態パラメーター、薬力学的評価指標、有効性及び安全性に関連する医薬品の効果を評価するために選択された反応変数。
エンドポイントは、治験の目的に合ったもので、なおかつ、できるだけ、客観的な方法で評価できる項目が望ましい。エンドポイントとその解析方法は、
治験実施計画書に予め定めておく。
臨床試験における治療行為に対して本来求めたい評価項目は、死亡率、疾患の発症率、QOLの変化、副作用の発現などであり、これらの評価項目は、 真のエンドポイント(true endpoint)と呼ばれる。
しかし、それらを短期間で観察評価することは難しい為、一般に治験においては、短期間で評価できる暫定的なエンドポイント、サロゲートエンドポイント(surrogate endpoint)(代用エンドポイントとも呼ばれる)が採用される。例えば、血圧、血糖値、腫瘍サイズなど。サロゲートエンドポイントは、臨床上重要な結果に関連づけることを意図されているが、それ自体が臨床上のベネフィットを直接測りえない。代用エンドポイントを使うことにより、十分合理的に臨床上の結果を予測しうる場合又は臨床上の結果を予測しうることがよく知られている場合には、主要なエンドポイントとして用いることができる。
また、複数のエンドポイント(評価項目)がある場合は、プライマリーエンドポイント(主要評価項目)とセカンダリーエンドポイント(副次的評価項目)の区別を明確にしておく必要がある。プライマリーエンドポイントは、臨床的及び生物学的に意味のある効果を反映する項目であり、薬理学的にも裏付けられた客観的評価が可能な項目で、通常、試験の主要な目的に基づいて選択される。セカンダリーエンドポイントは、医薬品のその他の効果を評価するための項目であり、プライマリーエンドポイントに関連していることもあれば関連していないこともある。
|
| エ |
エンリッチメント比 |
浸食は,比表面積が大きく有機炭素含有率も高い軽い粒子から先に起き,物質濃度は残存粒子中より浸食される粒子中の方が高いため,この補正に使用される値.通常1~5.
|
| え |
営業活動 |
受注・発注<じゅちゅう・はっちゅう>
受注とは、品物などの注文を受けること。「大口の案件を受注する」
発注とは注文を出すこと。「商品を発注する」
商圏<ショウケン>trading area
スーパー等の商業施設における、潜在的に対象とするお客様がいる地域のことを指す。
商圏は、その施設からの距離だけでなく、交通事情を考えた時の所要時間なども含めて、施設の業態や取扱商品との関連を踏まえて設定される。
インターネットビジネスにおいては、物理的な制約が取り払われたことで、商圏の概念がグローバルに広がったとされる。
商談<しょうだん>
お得意先・見込客などに対して、商品・サービスの取引を納得してもらうための交渉、相談の場。営業活動にはかかせない。
新規開拓<しんきかいたく>
既存の得意先ではなく新しく顧客を作るために行動を起こす事。飛び込み訪問やDM、テレアポ、広告による告知など方法は限りない。
深耕拡大<しんこうかくだい>
(営業場面で使われる場合)新規開拓が見込客や新たな受注を獲得する活動に対して、深耕拡大とは既存の顧客やルートを掘り下げることで受注を拡大すること。
請求<せいきゅう>
商取引において(当然の事として)決められた代価を支払うよう求めること。請求書・請求伝票が伴う。
相殺<そうさい>
プラスとマイナスを差し引きして帳尻を合わせる事。「このミスは前回の分とで相殺に」「先月の立替金を今月の謝礼から相殺する」
アイドマの法則AIDMA formula
消費者が実際に購買行動を起こすまでの過程を分類した法則で、マーケティング戦略を考える際に活用される。
消費者の購買行動は、その商品に注意(Attention)することから始まり、興味(Interest)を持ち、欲求(Desire)を感じ、記憶(Memory)して行動(Action)を起こすというもので、各過程の頭文字をとってアイドマ(AIDMA)の法則と呼ぶ。
リテールサポートretailer support
メーカーまたは卸売業者が、取引先に対して経営的な支援活動を行うこと。小売店の業績を向上させることで、結果として自社の業績向上につなげようというのがねらい。
支援活動の内容としては、例えば以下ののようなものがある。
新製品、売れ筋、競合情報などの提供。
従業員教育や店員の派遣。
店舗の内外装、売り場づくり、販促活動他、経営的なアドバイス。
POSやEOSのシステム導入サポート。
貸付、信用保証等、資金的な援助。
DM(ダイレクト・メール広告)Direct Mail
郵便等によって直接見込客へ送り届けられる広告。ダイレクトマーケティングの手法のひとつ。データベースマーケティングとの組み合わせで効果が上がる。
プレゼンテーションpresentation
企画、提案内容を発表すること。略して“プレゼン”という。
最近はマルチメディアを駆使した表現が流行だが、成功の第1要因は何よりも企画のコンセプト(基本概念・新しい発想)である。
プロモーションpromotion
広義では広告、販売促進、パブリシティ、人的販売の総称。狭義では販売促進、販売施策という意味で使われる。
商品(サービス)を市場に出す際に、何種類ものプロモーションを用意してそれぞれ管理し効率を追及することをプロモーション・ミックスという。
見積り<みつもり>price estimate/price quotation
何かを購入するために必要な金額(経費)・物の量・期間などをあらかじめ概算すること。その計算書。
「見積書を提示する」「見積をとる」
ルート・セールスroute sales
ルートは巡回路。一定の地域で一定の順路を定めて定期的に得意先を訪問し販売活動を行う事。定時巡回販売ともいう。
アンテナショップantenna shop
新商品などを実験的に売りだし、消費者の反応から新たなトレンドを探ることを目的とした店舗のこと。販売目的でなく情報の受発信を目的としていることからアンテナショップといわれる。
通常、流行の先端を行く人々が集まるところに出店される。日本では原宿や六本木に多い。
エレクトリック・コマースelectronic commerce
電子商取引。Eコマースとも呼ばれる。インターネットなどの電子的なネットワーク上で、商品やサービス、株などを売買したり、決済を行ったりすること。
電子商取引の普及のためには、情報のセキュリティ技術を万全にする必要がある。
|
| お |
お客様 |
製品を受け取る組織又は人。顧客。例:直接代金を払う依頼者・小売業者・受益者・購入者だけでなく、その下流の、消費者、エンドユーザー、更に、社外だけじゃなくって、社内の「後工程(はお客様!)」。
|
| オ |
オクタール/水分配係数 |
有機化学物質のオクタノール中と水中における平衡濃度の比.Kow=オクタノール中濃度/水中濃度.疎水性(親油性)を表す指標とされ,一般的に対数値(log Kow)で表記される.有機化学物質の土壌や底質への吸着性,生物への濃縮性等を推定する際の指標として用いられている.
|
| オ |
オッズ比 (odds ratio: OR): |
症例・対照研究において,疾病を持つ個体(症例)における暴露群と対照群の比率と,疾病を持たない個体(対照)における暴露群と対照群の比率の比.
例: 一覧表参照、
|
| お |
黄金標準 |
gold/golden standard
|
| お |
オブザベーション(観察事項), ISO |
品質マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も軽微な指摘です。「品質マネジメントシステムの計画が存在し実施もしているが、こういう風にしたらもっとよくなる」などの提案的な内容を指摘するために使われます。マイナーな不適合とメジャーな不適合は、即是正の対象となるのに対し、オブザベーション指摘事項は、採用するかどうかを組織が判断することができます。
|
| オ |
オピニン・リーダー、opinion leader |
声のでかい人?世論に影響力を持つ人。 |
| オ |
オブザベーション、観察事項 |
オブザベーション(観察事項)とは、マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も軽微な指摘です。「マネジメントシステムの計画が存在し実施もしているが、こういう風にしたらもっとよくなる」などの提案的な内容を指摘するために使われます。マイナー不適合とメジャー不適合は、即是正の対象となるのに対し、オブザーベーション指摘事項は、採用するかどうかを組織が判断することができます。
|
| オ |
オブザーバー observer |
意見参考人 傍聴人 観察者、監督者 審判員 視察者 観察者
|
| オ |
オプトアウト、opt-out |
インターネットマーケティングの手法“オプトインメール”によって、「オプトイン」という言葉が有名になったが、「オプトアウト」は、その反対語で大きく2つの意味がある。1つは登録したオプトインメールの購読を(すべて、もしくは部分的に)中止すること。メールマガジンを購読している読者が複数登録している興味分野のうち、例えば、パソコンに興味がなくなったということでその購読登録を外す場合、「オプトアウトする」という。メーリングリストやメールマガジンからの脱退もオプトアウトという。もう1つは、オプトインメールの「購読解除の利便性への配慮」のことを指す。読者がいつでも自由に購読を中止できるように、メールの末尾などに購読解除の方法を明記することなどがこれに当たる。購読解除の方法が煩雑だったり、説明不足だったりすると、ほとんどスパムと変わらないのでメールマーケティング担当者は注意が必要だ。
さらに、プライバシー保護や消費者情報保護などの世界では、企業などが個人情報を収集・利用・第三者への提供を行う場合に事前に本人の許可が必須であることを「オプトイン」、後から利用制限できる機会を提供すればよいことを「オプトアウト」という。この立場でいう「オプトアウト・メール」とは、受信者がオプトアウト(脱退)の作業を行わない限り、メールを送り続けるタイプのものを意味する。拒否されない限り、「(暗黙の)受信の承諾があった」と見なすという立場だ。
|
| オ |
オプトイン、opt-in |
「opt」は選ぶ・選択するの意味で、電子メールの受け取りを承諾すること、あるいは承諾が必要であるということをいう。また、WebサイトでのCookieの受け入れや企業の収集した個人情報の利用などについても、同意が必要であるという場合に「オプトイン」という言葉が用いられる場合もある。インターネットマーケティングの世界では、あらかじめ受信を承諾した相手にのみメールを送信するサービスを「オプトインメール」と呼ぶ。顧客の許諾・同意に基づいてマーケティング活動を行うパーミッション・マーケティングの考え方に沿ったメールマーケティングといえる。
|
| オ |
オンデマンド on demand |
注文に応じて速やかにサービスを提供すること
|
| オ |
オペラント条件付け Operant Conditioning |
アメリカのスキナーの考案したスキナー箱にねずみを入れて,ねずみがバー(条件刺激)を押した場合(条件反応),えさ(無条件刺激)を与えられるようにすると(食べる行動が無条件反応),はじめ偶然に行われたバー押し行動がやがて自発的に行われるようになる。このように条件反応をした時だけ無条件刺激が与えられ,条件反応が無条件刺激を得るための手段や道具となる条件づけを,オペラント条件付け(道具的条件づけ)という。
|
| オ |
オマージュ、仏:hommage |
オマージュ(仏:hommage)は、リスペクト(尊敬)や敬意のこと。騎士の臣従礼。芸術や文学においては、尊敬する作家や作品に影響を受けて、似たような作品を創作する事。例:「燃えよデブゴン」はブルース・リーとの共演経験もあるサモ・ハン・キンポーが、ブルース・リーと本作品(「ドラゴン」シリーズ)へのオマージュを込めて製作した映画である。
昨今は斬新なアイディアの欠如などから、「オマージュ」と称して過去の作品に頼る場合があったり、デジタル技術により複製精度の向上でオリジナルと変わらない複製も作れるようになった。こうした背景から、しばしば著作権やモラルの問題に上がる。映画などに於いては、何らかの記念作品の場合、過去の作品に遡り過去の監督などへのメッセージとして映像の一部に古い映画をイメージする部分を挿入する事がある。
|
| オ |
オルタナティブ・メディシン(alternative
medicine) |
代替医療のこと。現代西洋医学以外の医療行為の総称。鍼灸,漢方,カイロプラクティック,マッサージなどがこれにあたる。
|
| オ |
オンブズマン Ombudsperson |
当該組織内に配属されている第三者で、その組織内のインモラル的行動について見聞したり従業員の苦情を聞くことを職務とするもの。
|
| お |
応答性 response, responsiveness |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つです。苦情の受理は直ちに苦情申出者に通知することが望ましく緊急度に応じて迅速に対処し、その対応の進捗状況を適時知らせることが望まれる。オープンソースプログラム(プログラムの原型部分がインターネットなどで公開されているプログラムのこと。プログラムの無償利用、改変や再配布を認めていることが特徴。
|
| オ |
オファー offer |
提示、申し込み
|
| オ |
オンサイト、オフサイト |
オンーサイト on-site(現場、敷地内、職場、いつも居る所)、オフーサイト off-site(非現場、敷地外、自宅、いつも居る場所から離れた所)。
製造: 石油精製所:オンサイト(精製)、オフサイト(精製以外:原油、製品の貯油、製品の調合および入出荷)。
営業:オンサイト(お客様先、出張先、出先)、オフサイト(自社内)。
会議:オンサイト(職場)、オフサイト(職場以外、職場から離れた合宿所など)。
訓練:オンサイト(職場)、オフサイト(防災センター)。
買い物:オンサイト(売り場、デパート、スーパーマーケット)、オフサイト(インターネット、通販)。
|
|
|
| |
| あ/か |
| |
| か |
解雇 layoff |
整理解雇:
使用者の都合によって経営の改善を目的として行なう解雇。法律で大きく制限され、民法では第一条で信義則や権利濫用の視点からこれを制限し、また無謀な解雇は同90条の公序良俗の観点からこれを制限しています。労働基準法でも労働者に対して不利益になるような取扱を禁止していますが、これは解雇にも当てはまります。通常は以下の要件を満たさないと解雇は認められません:1.解雇の必要性が本当にある、2.解雇回避のための努力を尽くした、3.人選に感情が入っていない、4.説明・協議、納得を得るための十分な手順を踏んだ。就業規則や労働協約が無い場合は、やむをえない事由により解雇は有効です。しかし、就業規則や労働協約がある場合はそこに解雇についての規定があるはずですからそれに照らし合せ、定めにあたるかどうかを見ないと解雇できません。
「意思決定の自由は被勧奨者にあり、それを阻害してはならない」ということを念頭に対応するべきで、
①退職勧奨のための出頭命令をしないこと
②被勧奨者が明確に退職を拒否している場合に特段の事情もなく勧奨を続けないこと
③退職勧奨の回数、期間が通常必要な限度を超えないこと
④被勧奨者の自由な意思決定を妨げるような言動を与えたり、監禁などしないこと
⑤被勧奨者が求める立会人を認めること 、など。
解雇は30日前の解雇予告または30日分以上の解雇手当が必要です。
懲戒解雇:労働者の重大な過失もしくは故意に行なわれた違反に対しての制裁的解雇。本人の改悛の見こみが無い場合のみ適用できる。懲戒解雇は通常解雇予告は行なわず即時解雇となり、解雇手当も支払わないのが普通ですが、支払わなくて良いものではなく支払ってもかまいません。また、退職金についても支払わないのが普通とされていますが、就業規則や労働協約にその旨の定めが無い時は、使用者は退職金を支払う義務が生じます。
能力のない社員を解雇したい場合:
わが国の労働法制では、能力のない従業員をすぐに解雇するのは大変難しい。裁判所は、いまだに終身雇用を前提としており、人事担当者、総務担当者に本人が能力の無いということを立証しなけらばならず、更に、能力のない従業員に対し、会社が従業員を指導、教育する義務を果たしたかが確認される。故に、理想的には、会社と従業員が合意して退職する合意退職が望ましい。
合意退職の手順:①会社が能力のない従業員に対して、指導、教育をする。その際、指導、教育の証拠を書面として残す。そして、指導、教育の結果、どのように能力のない従業員が変わったのか、これも書面として記録を残す。②それでも、能力のない従業員の勤務成績が変わらない場合は、配転を実施する。③それでも、勤務成績が変わらない場合は、退職勧奨をする。退職勧奨に応じるのであれば、退職金を上積み、家族構成に応じて金額を加算する。また、退職勧奨に合意した場合は、きちんと合意書を作成する。退職勧奨の際、脅迫、詐欺により退職を強いられたと言われないように、必ず2名で面接に当たる。④退職しない場合は、降格、降給を実施する(懲戒処分ではないが、就業規則の規定が必要。降給は一割以内。それ以上の大幅な降格、降給は、裁判所により無効と判断するおそれがある。また、処分として有効なのは役職から外すことで、自動的に役職手当も減る。)。
|
| ガ |
ガバリ |
gabarit、テンプレート、実物大の模型、型取り工具、型板、断面や輪郭の形状で切り抜いた板ゲージ、見取り図、ゲージ測定器、定規 |
| か |
介護施設、
医療・保健:医療機関、病院、
社会福祉:介護サービス業、
、
|
医療、福祉全般:
就業者600万人
問題点・特徴:
労働集約型、慢性的人不足、1症例毎の非定常作業、ミスが患者生命の与奪、患者への悪い知らせのストレス、女性優位、研究教育、夜勤・不規則・長時間労働・過重労働・自己犠牲が尊ばれる、患者暴言・上司ハラスメント、低い労働法遵守、
感染症・針刺し切創防止防止の鋭利器材損傷防止策・ワクチン等の感染防止・personal protective equipment (PPE)・感染病棟・結核病棟、発癌物質(消毒薬、麻酔ガス、抗癌剤、特化物、放射線)、皮膚炎・アレルギー(ラテックス、有機溶剤、動物性蛋白質、抗生物質、
医療機関:
施設: 病院8500(一般7500、精神病院1000)、診療所10万、
1.医療安全との共存、
2.労働者としての対応(聖職でなく)、
3.医局対応、看護:ワークライフバランス(仕事と家庭の両立支援)、
4.交代勤務、長時間勤務、
5.事務:受付、外来、VDT、
6.検査:採血:感染、病理:ホルマリン、排気装置、
7.治療:手術:腰痛、感染、エチレンオキサイド、放射線、抗癌剤、
8.入院:介助、
9.リハビリ、
10.給食:衛生HACCP、調理器事故、換気、火気、転倒、腰痛、重量物、
20.休憩室、仮眠室、非常口、高所保管、禁煙、
30.介護:移乗・移動介助の禁負荷、姿勢負荷、ベット・ストレッチャー・車椅子器具の高さ・使い易さ、段差、介護用具、感染、消毒液皮膚荒れ、ストレス、勤務交代、休憩室、コミュニケーション(掲示板、共有ファイル) 、
40.転倒、腰痛、メンタルヘルス対応: 社会福祉、介護施設の労災防止パンフ(新潟労働局2016)、
50.高齢者介護施設における雇入れ時の安全衛生教育マニュアル、中災防、2017.3.基安安発0328第5号、基安労発0328第2号、2017年3月28日、厚生労働省労働基準局安全衛生部安全課長・労働衛生課長、.厚労省)、
社会福祉とは:
社会福祉施設(5万):高齢者、身体・知的障害者、児童、生活保護、その他、
介護とは:
介護サービス施設(1万):介護保険、介護施設、介護職員、
参照:
1.労災事例、
2.安全衛生規程、社会福祉施設における安全衛生対策マニュアル及びテキスト,、
3.リスクマネジメント、
4.腰痛予防帯、腰痛ベルト、健康ゴムバンド、介護腰痛予防帯、スマートスーツ(自力式、28000円)、ワーキングパワースーツ(自力式、+腕・膝:35000円)、
パワーアシストスーツ(70-80万円、150万円)、マッスルスーツ(空気圧、50-80万円)、
5.WellCare, 23, 腰痛の予防と対策、
6.労働安全衛生総合研究所、介護者の為の腰痛予防マニュアル、安全な移乗の為に、
7.福祉用具使用による介護作業負担の軽減、
8.東芝、腰痛をおこしにくい介助のしかた、動画、
9.介護者の腰痛予防、
10.腰痛体操、肩こり体操、五十肩体操、ストレッチ体操、
15.社会福祉施設における安全衛生対策、腰痛対策・KY活動、(厚労省、労働局、労働基準監督署、2013),
19.井奈波良一、日置敦巳.病院における職場巡視を中心とした産業保健活動の現状.日職災医誌 2015;63:147-52.
20.病院、医療介護施設:病院における職場巡視安全衛生チェックリスト、福祉施設(2012)、
30.転倒転落防止(厚労省、2012、パンフ)、
40.腰痛体操(マッケンジー)、予防対策指針(改訂、基発0618第1号、2013/06/18)あんちょこ、腰痛予防指針改訂資料2013、職場における腰痛予防対策指針(改訂、基発0618第1号、2013/06/18):5業務:重量物、立位、座位、介護(,2,3)パンフレット:事業者向け、運送:職場における腰痛予防のポイントとエクササイズ:介護業務、運送業務(厚労省、2014)、
50.転倒転落・4S・腰痛・KY(20120221)(201301)、
60.改訂「職場における腰痛予防対策指針」に沿った社会福祉施設における 介護・看護労働者の腰痛予防の進め方(2014)、
70.介護施設、腰痛対策チェックリスト(2014)、
80.社会福祉施設における安全衛生対策マニュアル及びテキスト、
90. 安全衛生チェックリスト、在宅介護サービス業用、
100.在宅介護サービス業におけるモデル安全衛生規程及び解説、
、、、、
|
| か |
確定拠出型年金 |
年金支給額を決めるのでなく,保険料を定め,それを積み立ててその運用実績により支給される年金額が決定する年金の仕組み。
|
| か |
開示、disclosure |
今日のような複雑な時代では、完全な「laissez-faire、自由放任、レッセフェ―ル」を支持・賛同する人は少数であるし、また個人主義の時代にあっては、コミュニティの生活のあらゆる側面を完全に集中的に統制することに対して賛同する人々も少数である。情報の公開(開示)が要求される所以である。
|
| か |
改善 |
改善(Improve)とは、創造的なアイディアを出して解決策をまとめるフェーズです。問題の定義から測定、分析が高い精度で実行されたときには、アイディアは不思議なほど簡単に導き出されます。逆に言うと、定義から測定、そして分析までのフェーズがいかに重要で、困難であるかを意味します。『シックスシグマ・ウェイ』日本経済新聞社。
改善提案書:中務紀歳.働き方の工夫.RSTにいがた 2007;26:4.
改善の心:
1.固定観念は全て捨てよ、
2.直ぐにやれ、言い訳は無用、
3.カネで逃げるな、知恵で勝て、
4.真の原因を潰せ、なぜなぜ5回、
5.改善に終わり無し、今が最低と思え
。.
|
| が |
咳嗽(がいそう) |
咳のこと。咽頭・気管・太い気管支に刺激が加わったとき、これを除去しようとする反射運動。 |
| か |
壊変(かいへん) |
放射性崩壊のこと。原子核が不安定な状態から、より安定な状態へ変化するときに放射性崩壊が生じる。放射性崩壊には、一般にβ崩壊・α崩壊・自発性分裂の三つの形式が知られています。自発性分裂は原子番号が大きいほどその役割は大きくなります。
α崩壊は一般に原子番号が83以上の大きい核種に多く見受けられ、それ以外の核種についてはβ崩壊が主流となります。α崩壊は、陽子・中性子各2個からなるヘリウム原子核(α粒子)を放出し安定な核種に変化します。この崩壊の結果生まれた新しい原子核(娘)は、もとの核種(親)より小さい核種に変わります。
β崩壊はβ粒子を放出するので質量数は変化しませんが、元の核種より原子番号が1つ増えるβ-崩壊(マイナスベーター崩壊:中性子が陽子に変わる)と元の核種より原子番号が1つ減るβ+(プラスベーター崩壊:陽子が中性子に変わる)及びEC崩壊(陽子と電子が合体し中性子に変わる)があります。
。 |
| が |
外部コミュニケーション |
外部コミュニケーションとは、主にISO14001(環境マネジメントシステム)で使用される用語で、企業が自社の環境への取り組みを公開したり、環境に関する苦情を受け付ける窓口を明らかにしたりする活動を意味しています。ISO14001は、特に「外部の利害関係者からの関連するコミュニケーション」について受付け、文書化し及び対応すること。」と規定し、外部の利害関係者とのやり取りを記録しながら対応していくことを求めています。
|
| か |
過塩素酸塩 |
過塩素酸アンモニウムや過塩素酸カリウム・過塩素酸ナトリウムなどがあり、いずれも無色無臭の固体で、酸化性が強く金属を腐食する。また、金属粉・有機物が混じると、加熱や衝撃で爆発する。眼・皮膚・粘膜に刺激作用がある。 |
| か |
潰瘍(かいよう) |
皮膚や粘膜の表面から深い層にまでおよぶ組織の欠損が潰瘍で、浅いときには「びらん」と呼ばれる。 |
| か |
化学物質 |
法的にはすべての元素及び化合物と定義されている。 |
| か |
化合物 |
2種以上の元素が化学的に結合して生成した物質をいう。製法などに影響されず常に一定の組織を有し、かつ、その性質はいずれの部分をとってみても均等である。一方、混合物はその成分が一定でなく任意に変えることができ、混合物の性質が含まれている各成分の性質が各成分の量の割合に応じて合成されたものとなる。化学的に結合せず混じり合っているので、多くの場合、物理的な方法により各成分を分離することができる。
|
| か |
核種 |
原子核を構成している陽子と中性子の数によって決まる原子一つひとつを核種(nuclide)という。例えば水素という元素には、水素・重水素・三重水素という3種類の核種が存在する。核種のうち放射能をもつものを放射性核種(radioactive
nuclide)という。現在約1250の核種が知られているが、そのうち安定な核種として天然に存在するのは約280種である。「同位体」関連 |
| か |
確率的影響 |
放射線被ばくにより、発がん・白血病・遺伝的障害などの影響が確率的に起こることをいう。しきい値という放射線量がなく、どんなに低い線量であっても確率的に障害が発生するとされている。また、その障害の重症度は被ばく量に依存しない。放射線被ばくによる確率的影響の評価は、実効線量当量により行う。 |
| カ |
カスタマ-・サティスファクション、顧客満足 customer satisfaction (CS) |
ISO9001:2000では、 8.2.1顧客満足をモニターするという新しい要求事項が追加されました。顧客満足とは顧客の受け止め方です。顧客満足はイメージとして「お客様が製品・サービスに感動する状態、customer
delight、顧客歓喜」となるが、customerの和訳「顧客、取引先、得意先」で、上得意先のみではなし、satisfactionは日本語訳「満足excellent」ではなく「satisfy
条件、要求を満足させる事、やっと基準を満たす程度、つまり、優・良・可・不可でいう可のレベル」でも充分なようで、やや、日本語訳は思い込みが強いのでよろしくない。お得様の満足を測定する方法:1.「アンケート」調査、「お客様のご意見」用紙、注意:出来るだけ記入者の手間をとらせないよう、質問の文面は判断に迷わない内容とする。質問のすぐ下に回答欄を設け、チェック又は丸で囲むだけにします。評価段階は三段階(良い/普通/悪い)が多いようですが、この場合、均一化された回答が予想されます。回答の殆どが「普通」となってしまうでしょう。「普通」を「顧客の要求事項」を満たしている程度と捉え、アンケートの実施者の期待が無難な結果を期待するならば、良い方法と言えるでしょう。しかし、これでは顧客の潜在的な不満は出てきません。回答者の選択範囲を広く取っておくことや、細かな不満も拾い上げられる工夫が必要です。満足度の評価は、いろいろな尺度で行ってよいのですが、A~Eなどの5段階で行うときもC付近の回答、つまり、50から60パーセントあたりの満足度が、顧客満足の一般レベルと捉えるのが適当でしょう。日本語の語彙に惑わされて、満足度80点~90点をsatisfy基準に置かないようくれぐれもお勧めします。
参照.
「三方良し」顧客満足に関する社員教育用DVD:「天秤の詩」youtube。「てんびんの詩」、昭和初期より終戦直後までの主人公の小学校卒業より捕虜引き揚げまでの商魂もので、幼い11代目近江商人予定の主人公大作が「商いの神髄は、天秤棒のように、売り手と買い手のどちらが重くても上手く担げない。」ことを鍋蓋の棒手振りの試練を通して悟る第一部(原点編)が感動的。1984年作、3部作(原点、自立、激動)(竹本幸之佑(日本映像企画創業者)企画、鍵山秀三郎(イエローハット創業者)企画協力)。
|
| カ |
カスタマイズする, customize (customizes, customizing, customized) |
~を特注生産する、特別注文に応じて~を製作/製造/生産/対応する |
| カ |
カタルシス Catharsis |
浄化と訳される。一般的には,苦痛や悩みなどを言葉に出して表現するとその苦痛や痛みを解消することができることをいう。精神分析の歴史において,その初期の段階では,抑圧されたり,差し控えたりしてきた感情を表出することの治療的意義を強調した。 |
| カ |
カメラアングル |
上から下を見下ろす(大局を見る、鳥の目):俯瞰、鳥瞰、下から見上げる(具体的に見る、虫の目):仰視。、 |
| か |
数の数え方 |
数え方 |
| か |
価値潜在的活動 |
価値潜在的活動とは、プロセス内のステップ/活動のうち、顧客に価値をもたらす可能性はあるが、付加価値的活動の3つの基準[ 1)顧客はその活動を気に入っている、2)この活動によってプロセス内を移動するアイテムが変化する、3)これが初回の活動であり、リワークの必要がない。]の一部を満たしていないものです。より効率的な方法やベストプラクティスを探究する必要があります。
|
| か |
価格 |
オープン価格open price
メーカーが希望小売価格を設定せずに、小売業者に価格設定を一任すること。
これによりメーカーの価格支配力が弱まることになるが、ディスカウントストアによる価格破壊や独禁法の規制強化により、多くのメーカーがオープン価格制に踏み切っている。
卸値<おろしね>
販売価格に卸率をかけたもの。1000円の商品の卸値が300円とすると、卸率は30%ということになる。
小売店がメーカーや卸から仕入れる価格。
掛取引<かけとりひき>(売掛・買掛)
商品の売買後、将来のある期日に現金で決済することを約束する信用取引のことをいう。例えば「当月末締め、翌月末払い」などは掛取引。
掛で売ることを売掛、掛で買うことを買掛という。「売掛残」「買掛残」。
掛率<かけりつ>
販売価格(定価)に対する卸値(購入価格)の割合。「この商品は何掛けですか?」「3掛けです」の場合、定価の30%のこと。
指値・成行<さしね・なりゆき>limited indent・at market/market order
株式や為替を売買する際、値段を指定して注文すること、またはその値段を指値という。
これに対して、値段を指定せず、売買したい数量だけを注文することを成行という。
仕切り値<しきりね>at the market price
株や為替などの売買取引を第三者に委託する場合、指値注文と成行注文があるが、この成行注文で確定した価格のことを仕切り値という。
上代・下代<じょうだい・げだい>
上代は販売価格(定価)、下代は仕入れ価格(卸値)。
単価<たんか>
商品の一個(一単位)あたりの価格。@で表す。「その商品の単価を教えてください」
定価・売価<ていか・ばいか>
販売元が前もって決めた商品の売値。「この価格は定価です」
⇔オープンプライス。
値引き<ねびき>cut-price
商品の値段を定価より安くして販売すること。集客効果は期待できるものの、安易な値引きは上客を失いかねない。バーゲンセールは値引き販売のこと。
マージンmargin
販売手数料や利ざやの事。
バックマージンというのは、メーカーや卸などが、商品を販売した後に価格を引き下げ、その差額分を代理店に返却すること。代理店から見れば、正規の手数料以外に、販売額に応じて上乗せされる手数料という意味合いが強い。
リベートrebate
流通業者(卸や小売店など)は、メーカーから商品を仕入れて販売するわけだが、リベートとは、流通業者の取引高に応じて、メーカーがその仕入れ代金の一部を差し戻すことをいう。 商品
OEMoriginal equipment manufacturing
自社のブランドではなく、他社のブランド名がつくことを前提に、製品や部品を製造し供給すること。
規格<きかく>technical standard
主に工業製品について、寸法や形、品質などの標準型が定められたもの。代表的なものがJIS(日本工業規格)。
「長3封筒」「A4判の紙」。
検収<けんしゅう>checking of incoming
納品された品物に対して、発注時の内容(数量や品質)と一致しているかどうか、発注書や納品書などと照合して確認すること。検品もほぼ同義。
在庫管理<ざいこかんり>
原材料や仕掛かり品、製品などの品物が蓄えられている状態を在庫といい、この在庫が生産や販売などの事業活動全体に照らして、適切な状態にあるよう維持することを在庫管理という。
「適性在庫を保つ」「過剰在庫を見直す」「不良在庫を処分する」「安全在庫」「見越在庫」
仕入<しいれ>buying
商品を生産者(メーカー)や卸売業者から消費者や小売業者や卸売業者に販売するために購入すること。
出庫・入庫<しゅっこ・にゅうこ>
荷物・商品の出入り。倉庫などに自社の商品や他社からの購入・仕入れ商品が出入りする事。
出し入れするためには出庫伝票、入庫伝票などを伴う。
商品と製品<しょうひんとせいひん>goods/merchandise・product
一般には同義として用いる場合が多いが、厳密には生産されたもので市場で売買の対象となるものが「商品」、対象とならないものが「製品」である。
クーリング・オフ制度system of cooling-off
消費者が、ある商品やサービスの購入契約を行った場合、一定期間以内ならば、無条件で契約の取消・撤回が認められる制度。
クーリング・オフとは英語で「頭を冷やす」という意味で、契約者に、もう一度冷静になって考え直す機会を与えることをいう。割賦販売や訪問販売、保険の契約、先物取引などに導入されている。
デファクトスタンダードdefact
「事実上の標準」と訳される。 JISやISOのように、公的機関によって公式に定められた標準ではなく、民間企業における独自の製品や規格が、事実上その業界の標準として通用していることを言う。
実例としては、ビデオデッキにおけるVHSや、パソコン業界における「ウィンテル」などが有名。 デファクトは、技術革新の早い時代において競争優位に立つための重要な戦略要素でもある。
PL法product liability low
製造物責任法。欠陥製品による被害から消費者を保護する目的で制定された。
企業の過失の有無に関わらず、製品の欠陥さえ証明できれば、企業に賠償責任があるものとされる。1960年代にまずアメリカで法制化され、日本では1995年に施行された。
プライベートブランド(PB)private brand
スーパーや百貨店などの流通業者が、メーカーに拠らず自主的に設定した商標のこと。
消費者にとっては比較的割安で、店にとっては利ざやが大きい。
プロダクト・ライフサイクルproduct life cycle
商品が市場に投入されてから姿を消すまでのサイクルをいう。通常、商品は、導入期-成長期-成熟期-飽和期-衰退期の5段階をたどるとされる。
近年、このサイクルはどんどん短縮化の傾向にある。
ロット(ロットサイズ)lot
商品・製品を取引する場合のひとまとまりの単位のこと。1回に生産できる量、または1注文で売買できる量を示す。
「1ロット1000枚からお受けします」
|
| カ |
カットオフ、cut-off |
打ち切り、限界(値) |
| カ |
カフェテリアプラン Cafeteria plan |
会社が社員に一律に提供する福利厚生制度や研修制度は、個人のニーズが多様なことから利用者も少なく期待した効果が上げられないという欠点があった。カフェテリアプラン(Cafeteria
plan)とは、通常社員に点数(ポイント)などを与えて、そのポイントの範囲内で自分が望む企業の福利厚生制度などを社員が自由に選択できるようにした制度。最近では社員研修なども社員が自分に必要と思われるコースを選択できるようになった。食堂のカフェテリア方式のように個人が自分の好きなメニューを選択できることからこの名が付いた(cafeteria、self-service
restaurant)。 |
| ガ |
ガントチャート Gantt chart |
新製品開発,高層ビルや空港の建設など新規大規模プロジェクトの計画および運営管理の日程の計画や管理の情報システム技法。
①ガント・チャート (Gantt chart):第一次世界大戦中にH.L.Gantt が考案。バー・チャート(bar chart)とも呼ばれ、このチャート作成には,色のついたくぎ,板,カード,ひも,輪ゴムなどが使用された.長所は,作業の開始や終了予定日,現時点での作業の進行状況が一目でわかる.しかし,作業の順序関係,作業の遅延で,他の作業にどのような影響を与えるかは不明確である。
②項目を連結矢印で結んだ作業の順序関係を示すプロセス・チャート( process chart )もある.このチャートは時間的な点が考慮されてない。③PERT (Program Evaluation and Review Technique)、日程計画、作業計画、スケジューリング、④CPM (Critical
Path Method)、臨界経路、クリティカルパスにより、計画立案・進捗管理するする。ガントチャートとプロセスチャートと進捗率を1つの図面に表記して、事業の進捗を明確にできる。
プロジェクトの日程管理を目的として、時間をx軸に、各作業工程の進捗時系列の計画と実績をy軸に図表化し、計画と実績の差を的確に把握できるように表示する。参考例:オムライス調理の計画と実績;このグラフより、出だしの買出しの遅れが最後まで挽回されず、特に、後片付け時間の延長が顕著となっていることが明瞭である。これから、対処策を考える一助となる:上図は、無料ソフト実験計画支援システム RIPSESのダウンロードで作成できました。
|
| か |
価格差別 price discrimination |
価格差別化とは、価格設定能力のある(ある程度のマーケット・パワーまたは独占力を有している)企業が、市場において複数の消費者が存在することが分かっている場合に、製品・サービスを、コスト差に基づいたものでない2種類以上の価格差で販売すること。このような価格設定により、企業は自らの利潤を最大化することが可能となる。価格差別化には、顧客セグメント別(学生、勤労者、老人;クーポン券使うような価格に敏感な人と無頓着な人)、製品形態別、イメージ別、場所別(都会と地方)、時期別(封切り後に毎月値下がりする映画DVD、期間限定バーゲンセール)といったタイプがある。 |
| か |
環境ホルモン、内分泌損傷化学物質 endocrine disrupting chemicals |
70種類。分類:可塑剤(各種フタレ-ト:BBP,DEP,DBP)、ブラスチック(ノニフェノ-ル、ペンタクロロフェノ-ル、ビスフェノ-ル、オクタクロロスチレン)、環境汚染物質(PCBs、ダイオキシン、クロロベンゼン)、農薬(アトラジン、ベノミル、2,4-D、マンネブ、マラチオン、DDT)、重金属(カドミウム、鉛、水銀)、食品添加物(BHA、エンテロラクトン)。作用:複数加重作用、食物連鎖過程で濃縮される。 |
| か |
過剰品質 |
品物の品質では、使用目的以外の余分な機能、要求以上の品質特性、過度な品質水準などを備えた商品を指す。 |
| か |
官能検査
|
人間の感覚を用いて品質特性を評価し、判定基準と照合して判定を下す検査をいう。ただし、ここでいう検査は試験のことを意味する場合もある。官能検査は人の感覚(味覚、聴覚、視覚、嗅覚、触覚、皮膚感覚、総合感覚)を用いて評価・判定する方法であるが、品質特性そのものを測定する分析型(人が測定手段)と、人間の感覚状態を測定する嗜好型(人が測定対象)の2タイプがある。
|
| か |
監査、内部監査、(外部監査)
|
監査には大きく分けて3種類あり:企業が自分自身を監査する「第一者監査」、買い手側の企業が売り手側の企業を監査するのが「第二者監査」、審査登録機関を含む第三者機関が企業を監査する「第三者監査」。内部監査は「第一者監査」に相当し、自分の会社をより良くしてゆこうという目的で行われる企業や組織の自己診断です。品質システムが文書の規定に従って運営され、かつ、記述された目標を達成する上で有効であることを保証するために行う、工程自体の組織による調査。内部監査員は外部機関が実施する内部監査員養成研修を修了し、監査経験を積んだ者を養成する。次に、その者が講師になって社内で育成するとよい。ISO9001では“監査員は自らの仕事は監査しないこと”と規定されている。直接の作業者と責任者は、当該業務の監査はできない。外部監査:指定要求事項の達成能力を判定又は保証するために行う、現行又は今後の供給者、下請負契約者、代理店又はライセンス実施権者の品質システムに対する調査。 |
| か |
勧奨規準 |
recommended standards |
| か |
監督と規制, supervision and regulation |
行政による監督と規制。 |
| か |
かんばん方式 kanban system |
トヨタ生産方式においてJIT(just in time)生産を実現するために、「かんばん」と呼ばれる情報伝達ツールを使って“後工程引き取り”を実施する工程管理手法。
かんばんとは、生産工程の各工程間でやり取りされる伝票で、後工程から前工程に対して引き取りや運搬の時期、量、方法、順序などを指示したり、前工程へ仕掛け(生産着手)を指示するもの。ポイントは後工程(部品を使用する側)が「何を、いつ、どれだけ、どんな方法で欲しいか(使ったのか)」の情報を出し、それに応じて前工程(部品を供給する側)が生産を行うことである。すなわち、生産量や生産開始時期は、使用量や使用時期に応じて自律的に調整される仕組みになっている。これが前工程、前々工程……と連鎖的に動作することを想定すると、SCMの考え方につながる。
|
| か |
完全性 |
日本情報処理開発協会のISMS認証基準Ver.2.0の定義によると、情報の完全性とは、「情報及び処理方法が、正確であること及び完全であることを保護すること」です。言い換えれば、情報の改ざんや間違いから保護するということです。 |
| か |
管理 |
管理(Control)とは、ビジネスプロセスにおける問題点に対し改善策を導入した後に、継続的測定によってプロセスのパフォーマンスを調査し、安定的かつ持続的に効果が現れていることを確認する段階です。結果(アウトプット)だけを測定するとは限らず、インプットやプロセスの状況などから、改善策の効果が正しく把握できるようバランス良く測定項目を選択します。管理の改善策が軌道に乗れば管理項目は減少します。『シックスシグマ・ウェイ』日本経済新聞社
|
| か |
管理限界
|
見逃せない原因と偶然原因とを見分けるために、管理図に設けた限界。平均値や不良率などの統計量の平均を中心に、上方管理限界(UCL)および下方管理限界(LCL)が引かれる。この間にランダムに打点されていれば、工程は統計的に管理状態にあると考えられる。一般に管理限界は、3シグマ法に従って、工程平均を中心に標準備差の3倍の位置に引かれる。 |
| か |
管理のサイクル |
管理活動を四つのステップに分けたもので、仕事がうまくいくように管理しようとすれば、必ずこの四つのステップを踏むことになる。1)目的・方法を決める(plan)、2)1.に従って実施する、または実施させる(do)、3)その結果が、計画したとおりにいったかどうかを確かめる(check)、4)結果から計画と実績の差異の原因を調べ処置をとる(act)
|
| か |
管理職 (1) |
管理職とは、労働基準法など労働法規上に定義はなく、社内あるいは社会で慣用的に用いられている、会社内の上級職員に対する用語です。株式会社では商法によって「取締役」や「監査役」が置かれています。これらの役員は株主総会で選出され業務執行の決定などに関わります。会社=使用者との関係は民法の「委任」です。したがって、これら役員は労働法上の労働者ではないことになり、それ以外は、労働者ということになります。労働者は、株主総会で選出されるわけではなく、会社に雇用されるからです。管理職」が労働法上の労働者であるとしても、「管理職」は、労働者や業務を管理・監督する職務を担っていることから、通常の労働者の場合とは別に取扱われる場合があります。これは、労働基準法関係と労働組合法関係で異なります。(1)労働基準法関係: 労働時間の規定の適用を受けない労働者として取り扱われるのが主な点です。この別扱いを受ける労働者は「管理監督者」(労基法第41条第2号)と呼ばれます。それに該当するかどうかは、大まかには以下の基準を参考にしてください。A管理職(管理監督者)であると判断するのに参考となる基準:①労務管理方針の検定に参画したり、労務管理上の指揮権限を有しており、経営者と一体的な立場にある者、②支社や支店のある会社の本社課長あるいは独立性の高い支社や工場の長以上の者、③上記役職と同等の待遇が与えられているスタッフ職にある者、④一般の従業員より高い給料を得ている者、⑤ある程度の人事権(推薦する程度ではダメ)を有している者、⑥出退勤がフリーである者。B管理職と判断するのにあまり参考とならない基準:⑦労働組合との協定により指定された管理職、⑧会社が指定している一定以上の役職、⑨管理職手当支給者、⑩暗黙の了解による一律課長級以上、特に労働組合がある会社の場合は⑦に注意してください。 |
| か |
管理職 (2) |
(2)待遇面から見た管理監督者の要件とは(会社都合の管理職ではなく):
(1) 重要な職務と権限が与えられていること
(2) 出退勤について管理を受けないこと
(3) 賃金面で、その地位に相応しい待遇がなされていること.
以上の要件が満たされた上で、下記が適用されます:
管理職と労働時間:現在の労働基準法の定める労働時間の規定については、原則として、使用者は、労働者に一日について8時間を超えて労働させてはならないし、同様に一週間について40時間を超えて労働させてはならないとしています(第32条)。また毎週少なくとも一回の休日が必要です(第35条)し、所定の休憩(第34条)も必要です。これらを超えて労働させたときには時間外や休日の割増賃金が必要です。しかし、管理職(管理監督者)となりますと、これらの労働時間の原則、つまり、労働時間、時間外・休日労働や休憩および休日に関する規定の適用から排除されます(適用除外)。ただ、管理職(管理監督者)が適用除外となるのは上記の規定だけです。したがって、年少者の深夜業禁止に関する第61条、割増賃金に関する第37条中深夜業に対する部分、年次有給休暇に関する第39条の規定は適用されます。この点、留意することが必要でしょう。 |
| か |
管理職 (3) |
(3)労働組合法関係: 憲法第28条は、勤労者(労働者)の団結権、団体交渉権、団体行動権を基本的人権(労働基本権)として保障しています。「管理職」も労働者ですから労働基本権が保障されます。したがって、「管理職」は労働組合を自ら結成することも、既にある労働組合に加入することもできます。その労働組合は、「管理職」が一般の労働者(一般従業員)といっしょの場合でも「管理職」だけの場合でもかまいません。しかし、「管理職」が一般の労働者といっしょの組合(混合組合)が、労組法による特別の救済などを受けようとする、たとえば、労働委員会に不当労働行為の救済を申立てて救済を受けようとする場合は、労組法が求める次の条件を満たしていなければなりません(法適合組合)。労組法第2条但書1号は、以下の者が参加する組合を法に適合しない組合としています。その者とは、①役員、②人事に関して直接の権限をもつ監督的地位にある労働者、③労働関係の計画・方針に関する機密事項に接する監督的地位にあるためにその職責が組合員としての誠意と責任とに直接てい触する労働者、④その他使用者の利益を代表する者です。この規定が設けられた理由は、労働者が使用者から独立して自主的に組合を運営することは組合の目的を実現できる大前提である、との考えによります。部分的であれ使用者の利益を実現する職責にある者が混じることはその自主性を害するおそれがあるというわけです。そこで、上記の意味での「管理職」を上級管理職ということにしますと、「管理職」一般ではなく上級管理職が問題となるわけです。 |
| か |
管理職 (4) |
上級管理職は、以下のようです。A 混じっていると法適合組合と認められないおそれのある上級管理職:①使用人兼務役員も含む役員、②人事を直接左右する決定権を行使できる者。一般的には、総務・労務・人事部門の課長以上の者。③労働条件や雇用制度の改変に直接携わり、その機密に接していることから組合員であることとの板ばさみになる者。B 混じっていることが問題視されないと思われる「管理職」、④総務・労務・人事部門以外の課長の者。⑤人事に関して補助的・助言的な地位にとどまる者。たとえば、総務・労務・人事部門の課長補佐以下の者。⑥人事を直接左右する決定権といっても、アルバイトといった補助的・臨時的な職務に関する人事は含まれないといってよいでしょう。⑦人事や労働関係に関する機密に直接接する「管理職」もその職務から離れた場合は組合員となることに何ら問題はありません。なお、上級管理職であってもその者たちだけで労働組合を作ることに何ら問題はなく、自主性を保ちその他の労組法上の条件を満たせば、法適合組合となります。(4)管理職と労働組合:管理職も労働者ですので労組法第2条但書に定めた「人事権をもつ監督的地位にある者」などを除き、本来的には、労働組合に加入できます。実際には、労働協約で管理職全員を組合員から除外する取り決めがなされているケースがありますが、基本的には、労働組合が、どのような労働者までを自分たちの仲間として認めるかを基準に考えるべきです。今ある組合に加入できない場合は、管理職一人でも加入できる合同労組(管理職ユニオン)も作られています。 |
| か |
会社 |
種類
卸売<おろしうり>wholesaling
生産者(メーカー)や同業者から商品を仕入れて、消費者以外の企業や人(小売業者や同業者)に販売する機能。
卸売業者は問屋と同義語と考えてよい。
業界<ぎょうかい>
同じ産業や商売などに携わっている人々の社会。
業種<ぎょうしゅ>type of business/line of business
どのような商品やサービスを取り扱っているか、によって分類される事業の種類。製造業では自動車、鉄鋼など。
小売業では食料品店、衣料品店など、一般に「○○屋」として捉えられる。
業態<ぎょうたい>type of operation
営業形態(どのような売り方をするのか)の違いを基準とした分類。例えばコンビニエンスストア・スーパーマーケット・百貨店・ディスカウントストア・ホームセンター・通信販売など。
小売 <こうり>retailing
商品流通の最終過程で、最終需要者(消費者)に対して商品を販売すること。
行商・露天商・百貨店・スーパー・通信販売などすべて小売業である。
商社<しょうしゃ>trading company
卸売業者のうち、貿易を主とする会社。日本経済と海外の重要な橋渡しの役割を担っている時代もあったが、経済構造の変化やメーカーが独自に商社機能を持つところも出て、厳しい時代を迎えている。
商流(商的流通)<しょうりゅう>
生産者と消費者の間を取り持ち、価格を決めたり商品の売買で所有権を移転するといった商取引活動。
代理店、特約店<だいりてん、とくやくてん>sales agent
一定の地域での卸売販売権について、特定メーカーと契約を結び、メーカーに代わって販売や配送を行う卸売業者の事。資本的には独立している。
本来、代理店は一次卸、特約店は二次卸とされるが、現実にはほぼ同義。業界によってそれぞれに使い分けられている。
販売会社<ディーラー>dealer
特定メーカーの資本系列下にあり、そのメーカーの商品のみを専売する卸売業者のことで、化粧品・自動車・カメラ・家電品などの寡占メーカーに多く見られる。
「専属卸契約」と「メーカーの資本参加」という二つの系列化形態がある。
物流(物的流通)<ぶつりゅう>physical distribution
生産と消費の間の時間的・物理的隔たりを輸送・保管などでつなぐ活動。
ベンチャーキャピタルventure capital
☆→ベンチャービジネス
ベンチャービジネスventure business
高度な技術や独創性を駆使し、未開拓分野で新規事業を興す企業のこと、またはその事業。
将来性があっても経営基盤が弱く、リスクも大きい。このようなベンチャービジネス専門に融資する金融機関をベンチャーキャピタルという。
法人<ほうじん>
個人では望めない、永続的な活動力をもつ人的結合体や財産の集合体であり、法律上の権利能力・行為能力が認められた組織体。
メーカーmaker
生産者と同義。商品を作り出す人、または企業。最近は消費者保護の観点から「製造物責任法(PL法)」が制定されるなど、社会における企業の義務・責任がクローズアップされている。
流通<りゅうつう>distribution
ある商品およびサービスがメーカー(生産者)から最終消費者へ渡るまでを取り結ぶ輸送・保管・取引などの一連の活動。 期間
会計年度<かいけいねんど>fiscal year (期首・期末)
決算日から決算日までの期間を、一会計年度(事業年度)という。このスタート時点を期首、締め括り時点を期末と呼ぶ。
上期・下期<かみき・しもき>
一年間を6ヵ月単位で二等分した単位を、上期(上半期)と下期(下半期)と呼ぶ。
四半期<しはんき>
半期をさらに二等分した3ヵ月を四半期と呼ぶ。
4月1日~3月31日が1会計年度ならば、4月~9月までが上期、10月~3月が下期。4月~6月が第1四半期、7月~9月が第2四半期となる。
締日<しめび>
期間の取引の合計をする期日のこと。会社ごとに月次の締め日が設定されている。
例えば「月末締めの翌25日払い」というのは、請求書などを月末で一度合計して、翌月の25日に支払うということ。 |
| か |
海外派遣、海外感染症
|
ホームページ:厚労省検疫所、FORTH、 |
| か |
回避-回避コンフリクト Avoidance-Avoidance Conflict |
2つまたはそれ以上の要求の対象が,ともに負の誘因性をもち,そのどれをも避けたいが,それができないという場合である。例えば,試験勉強がいやだが,落第するのもいやだというような場合のこと。 |
| か |
会議用語 |
証拠 evidence、同意 consensus、計画枠組み skeme、計画予定 adjenda、問題点 issue、許容量 capa(city)、市場縮小
shrink(age)
|
| が |
外観検査、外観品質 |
外観検査:品質(製品)の外観について、その出来ばえの良否や等級付けを判定する検査をいう。外観品質特性として色ムラ、汚れ、仕上げ状態などがあり、人が検査する場合は限度見本の作成などの工夫が必要な場合もある。
外観品質:品物(製品)がもつ外観の性質。ユーザが品物(製品)に対し求める品質は能力、構造、成分、精度などの性能面のほか、製品の形状、色柄、寸法、コストなどの性質面があげられる。昨今のようにユーザの要求が多様化、高度化するなかでは、品物(製品)がもつ性質(とくに感性品質)が重視されており、外観品質はそのべ-スとなる。
|
| か |
快楽原理 Pleasure Principle |
快楽を求め,苦痛を避けること,最大の効用のあるものを求めようとする人間の行動原理。古くは,イギリスにおけるベンサムの功利説として,苦痛を避け快を求めようとする行動原理を言い,フロイトにおいては,緊張の高まることが不快でその緊張を解消することを快とみなされる。 |
| か |
拡大審査 expanded review/audit |
ISO規格などの認証登録後、社内体制に変更があった際に実施される審査機関による審査のこと。新たに追加された認証範囲がマネジメントシステムの規格に適合しているかの審査が行われる。 |
| か |
覚醒 Arousal |
覚醒は睡眠と対をなす概念であり,目覚めている状態ないしめざめることをいう。睡眠から興奮にいたる覚醒の程度は覚醒水準(Arousal Level)といわれる。 |
| か |
課制の廃止 |
組織活性化。部長が統括し、課題が発生するつど、プロジェクトチームを編成する。
従業員個人個人に対する働きかけ=指導や教育、労働条件の改善といった方法ではなく、組織そのものへの介入によって、組織に活力を与える(組織の活性化)為に、集団活動の導入、課制廃止、プロジェクトチーム制などが挙げられます。 |
| か |
著しい環境側面, ISO |
環境側面の中でも、特に環境に大きな影響を与えているもの(または影響を与える可能性のあるもの)を、他とは区別して「著しい環境側面」と呼びます。 |
| か |
環境影響, ISO |
悪い影響・良い影響に関わらず、組織の活動や製品、サービスが環境に与える影響。環境側面との関係は、「環境側面の結果として起こったのが環境影響」と考えるとよいでしょう。また、環境影響の中でも特に“悪影響”は「環境負荷」と呼んで区別することがあります。 |
| か |
環境側面, ISO |
会社でも公益法人でも、全ての企業や組織は、何らかの活動(たとえば、生産活動や事務活動、サービス提供活動など)を行なっています。そして、その活動の結果として製品やサービスが生まれます。こうした活動、そして結果である製品やサービスなどの中から、「環境に影響を与えている」ことを「環境側面」と呼びます。また、実際に影響が出ていなくても「環境に影響を与える可能性がある」ことも「環境側面」に含めます。この「環境側面」がハッキリしないことには、環境への悪影響を減らそうにも、いったいどうしたら良いのか分かるはずがありません。そこで、環境マネジメントシステムを構築するときは、自分の会社や組織にとっての「環境側面」が何か、まずはじめにハッキリさせる必要があります(この作業を「環境側面の抽出、洗い出し」と呼びます)。この作業は、環境マネジメントシステムを構築する一連の作業の中でも、最も重要です。「環境側面を管理する」ことは、ISO
14001の中心となる活動です。「管理する」とは、環境側面をハッキリさせることであり、そして「なすがまま」や「ほったらかし」ではなく、目標を決めたりしっかりチェックを行なったりすることを意味しています。なお、環境側面が引き起こす“環境に与える影響そのもの”のことを「環境影響」と呼んで区別します。 |
| か |
環境パフォーマンス, ISO |
ISO 14001では、「環境側面」が何であるかをハッキリさせ、それをもとに目標を決めたり、チェックを行なったりします。こうした「環境側面の管理」による「成果」を環境パフォーマンスと呼びます。 |
| か |
環境負荷, ISO |
企業や組織の活動が環境に与える「悪影響」のこと。「環境側面」の中のネガティブな部分を表します。環境負荷をできるだけ少なくすること(削減)は、ISO 14001の根本的な目的です。 |
| か |
内部監査, ISO |
監査には大きく分けて3種類あります。企業が自分自身を監査する「第一者監査」。次に、買い手側の企業が売り手側の企業を監査するのが「第二者監査」。そして最後に、第三者機関が企業を監査する「第三者監査」。これには審査登録機関による審査も含まれます:これら3つの中で、内部監査は「第一者監査」に相当します。自分の会社をよりよくしていこうという目的で行なう、企業・組織の自己診断です。 |
| か |
内部監査員, ISO |
内部監査を行なう担当者のことです。内部監査員は、自分自身が所属する部署を監査することはできません。そこで、自分が所属する部署は、別の内部監査員に監査してもらいます。つまり、どんな組織でも、少なくとも2名の内部監査員が必要となるわけです。内部監査員になるのに特別な公的資格は必要ありませんが、企業・組織内で資格を認定することがISOでは求められています。 |
| か |
過失相殺 |
労働災害が発生した場合に、100%使用者に責任があるとは限らない。例えば、安全帯(命綱)の使用を命じず作業をさせたとしても、安全帯が備え付けられている以上
労働者の方も自分の身を守るため着用するべきであり、損害賠償をすべて使用者に負担させるのは公平ではない。その場合に労働者の過失割合に応じ使用者に損害賠償を負担させないことを過失相殺という。
|
| か |
可塑剤(かそざい) |
高分子化合物に添加して成形加工しやすくするための物質の総称。リン酸トリクレシルやフタル酸ジブチル・フタル酸オクチルなどが代表的なもので、ポリ塩化ビニルや合成樹脂・合成ゴムの製造に使用される。
|
| か |
可聴周波数 |
正常な人の聞くことができる周波数領域のことで、およそ20から20000Hzまでの周波数とされている。可聴域を超えた周波数を超音波と呼ぶ。 |
| か |
活性炭 |
木炭を水蒸気で処理するか、あるいは木材・褐炭などを薬品で処理して乾留し、活性化して吸着性を強くした粒状や粉状の炭である。気体や蒸気を吸着する性質を利用して、溶液やガスの精製・脱色などに使われるほか、防毒マスクの吸収缶に使われている。
|
| か |
肝機能検査 |
肝臓の機能の障害を発見しその程度を調べるための検査。肝臓の機能は多種類で複雑なため、一つの機能検査だけで肝臓の全機能を調べることは不可能である。
|
| か |
環境ホルモン/内分泌かく乱化学物質 |
外因性内分泌かく乱物質。体内で作られるホルモンとは異なり、環境中にあった体の各器官の働きを調整するホルモン(内分泌物質)を乱す化学物質のこと。・ダイオキシン、DDT、PCB、有機スズ化合物が代表的で約70種あげられているが、化学物質は流通しているだけで5万種もある。
|
| か |
還元 |
酸化された物質を元へ戻すこと、すなわち酸素を奪うこと。広い意味では、酸素がとれたり、水素と結合したり、電子が添加されることをいう。還元性の物質は、ある物質を還元させると自らは逆に酸化しやすい。
|
| が |
γ線(ガンマ線) |
原子核崩壊などの原子核内の反応に伴って放出される自然発生的な電磁波。原子核から放出されるγ線は放射性同位元素の種類によって特有な単一エネルギーをもっている。γ線はX線と同様、透過力が非常に強いので、非破壊検査などに利用される。
|
| か |
管理区分 |
健康診断の結果に基づいて、健康管理をするために被検者を区分するもので、健康管理区分ともいわれる。一般的には3段階に区分けし管理される。
(健診実施医の判断)診断区分:異常なし、有所見健康、要観察、要管理、要再検査、要精査、要治療、治療中、
(産業医の判断)就業区分:通常業務、就業制限、要休業、
|
| か |
管理濃度、
許容濃度、PEL,
爆発範囲、
爆発限界、
爆発下限界-爆発上限界、
、
|
管理濃度は有害物質による作業環境の良否を評価するために用いる指標である。具体的には作業環境測定の測定結果から評価し、その評価に基づき作業環境管理を進めることとなる。個々の労働者の暴露濃度との比較に使われる「許容濃度」などとは異なり、作業場所を管理するために用いる指標である。
許容濃度 : 日本産業衛生学会、勧告許容濃度。 PEL,
管理濃度 : 労働安全衛生法、管理区分を決定するための指標となる管理濃度。
ビル管法 : 建築物環境衛生管理基準濃度。
TWA : 米国ACGIH許容濃度、TLV-TWA(時間荷重平均濃度)。1日8時間、週40時間の、正規の労働時間中の時間荷重平均濃度のことで、大多数の労働者が、この条件で繰り返し曝露されても健康障害を起こさない濃度。
STEL : 米国ACGIH許容濃度、TLV-STEL(短時間曝露限度)。15分以下の短時間、断続的にでも曝露されてはならない濃度の限界。
爆発範囲、爆発(燃焼)範囲:爆発限界、explosion limit:
可燃性ガスまたは可燃性液体の蒸気が空気または酸素と混合した場合,特定のガス濃度範囲で着火源が存在するとき爆発する。この濃度範囲を爆発範囲といい,濃度の低いほうの限界を爆発下限界,
LEL, Lower Explosive Limit,高いほうの限界を爆発上限界 UEL, Upper Explosive Limitという。これらの爆発限界は可燃性気体と支燃性気体との混合状態で特定の値を有するが,実験条件によって変動する。おもな可燃性気体の空気中の爆発範囲は,メタン5~15%,エタン
3.0~12.4%,プロパン 2.1~9.5%,水素 4.1~71.5%,一酸化炭素 12.5~73.0%、可燃性粉体、微粉石炭 50~1600g/m3。
。 |
| か |
環境マネジメントシステム |
ISO14001のこと。企業など、組織の活動が環境に与える影響を最小限に食い止めることを目的に、1996年に定められた、マネジメントに関する国際的な標準規格である。5年毎に内容の改定が予定されており、次回の改定の予定は2004年である。「環境負荷を減らすこと」のような環境パフォーマンスの改善を実施する仕組みであり、更にその仕組みが継続的に改善されてゆくシステムのことです。ISO14001には、こうした環境マネジメントシステムを構築するための要求事項が定められています。中心となる概念として、PDCAサイクル(Plan, Do, Check, Act)があり、この概念を基に組織を運営することによって、環境負荷を減らすことや事故を未然に防ぐことが期待できます。このため、ISO14001を取得している企業や組織と、取得していないそれとでは、取得した組織の方が「環境に配慮した活動を行っている」と消費者からは評価され、選ばれるようになる。そこで、組織のISO14001の取得が促進され、更には、環境を配慮した組織活動が普及し、一般化すると期待される。 |
| か |
管理責任者 |
管理責任者とは、組織内においてマネジメントシステムの計画、実施、浸透、改善の責任を負う立場を指します。経営層が任命する管理責任者は必ずしも個人である必要はなく、複数で担当することもできます。この他、マネジメントシステムの実施状況を経営層に報告する必要があります。マネジメントシステム規格によっては、管理責任者に与えられるこれらの責任・権限は、管理責任者に任命される人物が持つ他の責任・権限と独立して与えられることという規定があります。
|
| か |
環境経営 |
自然資源の枯渇や環境汚染などの問題を考えた経営のこと。資源開発、生産、販売、消費までの商品のライフサイクルコストを考える必要性が出てきたこと。Zero Emission経営(無排出)。 |
か
|
環境規制、外国の |
EN71 Part3
EN71は、欧州玩具安全指令(Toy Safety Directive:88/378/EEC)により規格化された安全基準のことで、EU諸国において該当する玩具を製造・販売する場合は、これに従う必要があります。
EN71はPart1から11まであり、EN71 Part3は「特定元素の移行(Migration of Certain Elements)」に関する条項です。アンチモン、バリウム、ヒ素、カドミウム、鉛、クロム、セレン、水銀の8元素について、子供が体内に摂取した場合を想定した規定の試験方法に基づき、それぞれについて溶出量の限度値が定められています。
ELV指令
DIRECTIVE 2000/53/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 18 September2000 on end-of life vehicles
欧州連合(EU)が2000年10月より施行した、廃自動車に関する指令。
自動車廃棄物を削減し、自動車に関わる産業の環境負荷を軽減することを目的としている。 自動車メーカー、ならびに材料、装置メーカーは、設計段階からリユース・リサイクルを念頭に置くことを奨励し、また、各メーカーが2003年7月1日以降に上市する製品については、例外品目を除いて、鉛、水銀、カドミウム、六価クロムの含有を禁止している。
WEEE指令
DIRECTIVE 2002/96/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 27 January 2003 on waste electrical and electronic equipment (EU Directive on Waste Electrical and Electronic Equipment)
廃電気・電子機器の削減、リユース、リサイクルの推進を目的に、欧州連合(EU)で採択され、2003年2月13日に正式公布された廃電気電子機器に関する指令。 電気・電子機器製品の生産者に対し、再使用とリサイクリングを考慮した機器の設計と製造、分別収集、リサイクルシステムの構築、再生率及び再利用・リサイクル率の目標達成、収集、処理、再生、処分のためのコストの負担等を義務付けている。
適用対象10製品:1. 大型家庭用電気器具、2. 小型家庭用電気器具、3. IT及び通信機器、4. 民生用機器、5. 照明器具、6. 電動工具、7. 玩具、8. 医療機器、9. 監視・制御装置、10. 自動販売機。
RoHS指令
DIRECTIVE 2002/95/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 27 January 2003 on the restriction of the use of certain hazardous substances in electrical and electronic equipment
欧州連合(EU)において、2003年2月13日に公布され、2006年7月1日より施行された、電気・電子製品での特定有害物質使用を制限する指令。 電気・電子製品に含まれる鉛、水銀、カドミウム、六価クロム、PBB(ポリ臭化ビフェ二ール)、PBDE (ポリ臭化ジフェニルエーテル)の6種類の物質の使用が制限されている。
有害物質の除外が技術的に難しい製品を規制対象外とする適用除外リストが作成されており、このリストは4年ごとに更新される。
適用対象:WEEE指令10製品、ならびに電球、家庭用照明器具。
REACH
Registration, Evaluation, Authorization of Chemicals
市場に流通する化学物質を、登録・評価・認可という3段階に分けて規制することによって、リスク管理が必要な化学物質とその使用方法についての制限を設ける、欧州の化学物質規制。
化学物質の特性を確認し、予防的かつ効果的に、有害な化学物質から人間の健康と環境を保護することを目的とし、2006年12月に正式に採択され、2007年6月に施行された。REACHでは、年間1トンを超える化学物質の製造・輸入をする企業に対して、EU当局への登録や、リスク管理、安全情報の提供を義務付けている。
プロポジション65
Safe Drinking Water and Toxic Enforcement Act of 1986
人体や飲料水を有害な化学物質から守ることを目的とし、1986年11月に米国カリフォルニア州で制定された法律。
州には少なくとも年1回の有害物質のリスト提示、製造者には、商品に含有される有害物質量の表示を義務付けており、消費者がこれらの情報に基づき、有害物質を含有する商品の購入、使用について、自身で適切な判断を行うことを可能としている。 |
| か |
環境影響、環境負荷 |
環境影響は原料仕入れのインプット側でも作業工程後の副産物の廃棄・排出のアウトプット側でも各々発生する。環境影響の内、環境に対して悪影響を与えるものは環境負荷とも呼ばれる。両面性の環境影響を持つ場合も有る。すなわち、残飯は、そのまま捨てたり腐らせたりするような場合はマイナスの環境影響(環境負荷)となり、再利用した場合はプラスの環境影響(環境にとって良好な影響)を与える場合もある。 |
| か |
環境経営 |
環境経営とは、組織が環境関連活動費として計上した会計情報を環境コストとして把握し、広く一般に公表していく活動です。環境コストには、マイナス面のコスト(環境汚染を引き起こし、この対応に要した費用)、維持コスト(マネジメントシステムの運営など、組織の環境関連活動を維持する目的のコスト)、プラス面のコスト(環境保護に対して積極的に貢献するために支出する経費)に分類されます。
|
| か |
環境影響評価 assessment of the effect on the environment, environmental impact analysis (EIA) |
環境影響評価とは、環境マネジメントシステムにおいて自社の事業活動が環境に与える影響をその重要度、範囲、頻度などの尺度で重み付けし、環境への負荷を数値化する手法です。マネジメントシステムを運営する組織はトップによる単なる掛け声で環境への取り組みを行なうのではなく、こういった活動を基に組織の現状の姿を把握し、将来にわたる行動を定義しなければなりません。 |
| か |
環境会計 environmental accounting, green accounting |
企業が行う環境に対する取り組みを「環境保全のためのコスト」と「環境保全活動の効果」という二つの視点でまとめた指標。環境報告書に記載され、社会一般に広く公表される。 |
| か |
環境報告書ガイドライン guidline for environmental report (ER) |
環境省が作成した、企業が環境保全に関する方針、目標、計画、マネジメントの状況や、環境保全活動を報告するための基準を示したガイドライン。 |
| か |
環境ラベル |
環境ラベルとは、製品を提供する企業が、その製品の環境的な側面を開示することで、消費者が製品を選択する際に製品の環境的な配慮、製品の環境的パフォーマンスを考慮することを助けるための情報開示制度です。環境ラベルにはタイプ
I、タイプ II、およびタイプ IIIがあり、それぞれ自己宣言型、第三者認証型などがあります。
|
| か |
観察学習 Observational Learning |
学習の研究は,主に,孤立した被験者に対して正や負の強化を与えることによる行動の変容を検討してきた。しかし,バンデューラは,直接強化を受けなくても,他者の行動を観察することのみで学習が成立することを示し,「観察学習」と呼んだ。 |
| か |
観察事項 check list、審査の指摘事項 |
オブザーベーション、マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も軽微な指摘です。「マネジメントシステムの計画が存在し実施もしているが、こういう風にしたらもっとよくなる」などの提案的な内容を指摘するために使われる。マイナー不適合とメジャー不適合は、即是正の対象となるのに対し、オブザーベーション指摘事項は、採用するかどうかを組織が判断することができる。 |
| か |
感受性訓練、sensitivity training, ST |
組織活性化訓練。ファシリテーター(リーダー。1名か2名)とメンバー(8名から20名)で構成され、4,5日間合宿形態で、ループは指示的なものも非指示的なものもあるが、話題を決めない自由な話し合いを中心に過ごし、その中で真実の対話と自己の探求が行なわれる。ファシリテーターの質とグループの雰囲気が効果を決定付ける。グループ体験の特徴としては、日常性からの離脱、集中的グループ経験、率直な感情表現、個々人の尊重、権力の分散、ファシリテーターのメンバー化が挙げられる。グループ経験を通し、自分が理解され受け入れられていると感じると、自分自身を防衛する必要がなくなり、自分の感情にも気づくようになるのでより現実的で客観的になる。グループの安全さが自他への態度を変え、恐れを抱かなくなる、他者への理解と受容が増大する。自分の生き方に責任を持つようになる、他者への信頼感と共に自己への信頼感が増す、などが挙げられている。 |
| か |
間接収集 indirect collection |
間接収集とは、個人情報の間接的収集のことで、本人(JISQ15001の用語では情報主体)以外から間接的に個人情報を収集すること。 |
| か |
第1種の過誤(Error of the First Kind)偽陰性、第2種の過誤(Error of the Second Kind)偽陽性 |
統計的仮説において,標本の分析結果から母集団の特性を推測する際には,真の母集団の特性とは異なる結論に達する,つまり誤りを犯す危険性が必ず存在する。このような誤りには2種類のものがあり,その1つは,正しい帰無仮説を棄却し誤った対立仮説を採択する誤りであり,これを「第1種の過誤」という。第2種の過誤とは,誤ったを採択し,正しい対立仮説が採択されない誤りで「第2種の過誤」という。 |
| が |
(社外弁護士5名で構成される)外部調査委員会 |
outside investigation team (consisting of five external lawyers) |
| カ |
カウンターパート counter part |
交渉や共同作業を進める際の,互いに対等な地位にある相手。対応相手 |
| が |
蓋然性 probability |
何事かが起こり得る確実性の度合。また、判断などが、多分そうだろうという可能性の程度。確率。公算。 |
| が |
学習型組織、学習する組織、ラーニング・オーガニゼーション learning organization, LO |
所属するすべてのメンバーが自主的に学習すること(learning)を促進し、それを通じて競争力を維持するための持続的な変化を行う能力を身に付けた企業や団体などのこと。従来の権威主義的な組織──「管理する組織」に対置される新しい組織モデルである。
ここでいう“学習”とは、「ビジョンや目標を達成するために、自分自身を変えること」という意味で使われている。ラーニング・オーガニゼーションを提唱したのはマサチューセッツ工科大学のピーター・M・センゲ(Peter
M.Senge)教授で、1990年に出版された「The Fifth Discipline」によって世界中に広まった。センゲの言葉では「人々が継続的にその能力を広げ、望むものを創造したり、新しい考え方やより普遍的な考え方を育てたり、人々が互いに学びあうような場」「人々が強い意欲を持ち、コミュニケーションの方法を学びながらシステマティックなアプローチによって共通のビジョンの実現を目指すチーム組織」と定義される。前掲書でセンゲは、その実現手段として、次の5つの構成技術(ディシプリン)を挙げている。1.システム思考(systems
thinking):ビジネスにおける構造的相互作用を把握する力、2.自己マスタリー(personal mastery):メンバー1人1人が自己を高める意志を持つ、3.メンタル・モデルの克服(mental
models):凝り固まったものの考え方を克服する、4.共有ビジョン(shared vision):個人と組織のビジョンに整合性を持たせる、5.チーム学習(team
learning):対話を行うスキルと場を養う
|
| が |
外向性 Extraversion |
外に向かっているという意味で,ユングによれば,リビドーが外部の人やものに向かっていることを意味し,人格の基本的類型と考えられる。一般には外部の事物,社会的事件などに注意し関心を持つ傾向のことを外向性が高いという。 |
| が |
概念 Concept |
思考や判断によってつくられるもので,はっきり限定された一般的な表象である。たとえば,建造物という概念は,家,小屋,アパート…などの個々の表象から類似なもの,共通するもの,その本質をなしているものが抽象されてつくられたものである。 |
| か |
仮説検証 |
仮説検証とは、マーケティングのプランニング段階において立てた仮説が計画を実行する中で、正しかったのかどうかを効果検証のなかで確認することを指します。とうぜん、仮説検証のためには、プランニングの過程で明確な仮説を元にした計画が行なわれている必要がありますし、検証することが可能な仕組みとして、目標の設定や測定の方法などをあらかじめ設計しておく必要があります。何事においても「やってみなければわからない」部分は、どんなに調査を行ない、データを収集・分析をしても残るものです。マーケティングにおける初期仮説は「やってみなければわからない」が、おそらく正しく効果の期待できるものとして立てたものです。それゆえに実行したあとに仮設検証すること、やってみてわかることが重要な意味を持ちます。
Webマーケティングにおいては、仮説検証のツールとして最も多く用いられるのは、アクセスログの解析です。仮説検証で用いるアクセスログ懐石は、単純にサイト全体やコンテンツのPVやVISITの増減をくらべるのではなく、仮説の元に行なわれたSEO/SEMの効果測定や、ユーザー導線設計の効果が正しいか、商品・サービスの相関関係は仮説のとおりなのかなどを調べることが課題となります。Webマーケティングにおける仮説検証をきちんと行なうことで、PDCAによる継続的なWebサイトの改善が可能となります。 |
| か |
管理者、監督者 |
管理監督者とは、労働基準法第41条の第2号に定める「監督若しくは管理の地位にある者(管理監督者)」とは、職制上の役付者で重要な職務と責任を有し、一般的には部長・次長以上、工場長等労働条件の決定その他の労務管理について経営者と一体的な立場にある者の意である。(昭和23・9.13 基発17号、昭和63・3・14 基発150号)また、管理監督者の判断は待遇面も関係してきます:待遇面から見た管理監督者の要件とは(会社都合の管理職ではなく):(1) 重要な職務と権限が与えられていること、(2) 出退勤について管理を受けないこと、(3) 賃金面で、その地位に相応しい待遇がなされていること.以上の要件。基本給、役職手当等が地位にふさしいものであるか、ボーナスや基礎賃金が一般社員と比べ優遇されているか否か等も判断基準とされます。
しかし、たとえ優遇されていたとしても実態のない役職者は管理監督者には含まれません。
このような管理監督者は、職制上、労働時間、休憩、休日に関する規制の枠を超えて活動することが要請され、労働時間の規制にないじまないため、労働基準法の適用除外が認められます。単に、名称が部長、工場長である、という理由だけでは、適用除外は認められず、あくまでも実態に即して判断されます。過去、経営者の誤った認識により、役職に就いたと同時に、割増賃金の支払いをやめ裁判に至ったケースが多々あります。職務内容、責任と権限、勤務様態、処遇等々が管理監督者としてふさわしいかを見極める必要があるでしょう。
労働基準法に規定する労働時間、休憩、休日等の労働条件は最低基準を定めたものであり、これを超えて労働させる場合には、労働基準法で定める割増賃金を支払うべきことは、全ての労働者に共通する基本原則であり、企業が人事管理上あるいは営業政策上の必要等から任命する職制上の役付者であればすべてが管理監督者として例外的取扱いが認められるものではない。なお、管理監督者も労働者であることには違いはありませんし、労働者である以上は労働基準法の適用対象者であることには変わりはありません。すなわち、管理監督の地位にある者は、年次有給休暇、解雇、災害補償などは一般の労働者と同じく取り扱われます。しかしながら、時間外と休日労働などについて、36協定がなくても適法に実施でき、その割増賃金も支払う必要がないということです。
尚、管理監督者に該当すると、労働時間、休憩、休日の規制は除外されますが、深夜労働(22時から翌日5時までの労働)に対する割増賃金の支払義務は、除外になりませんので、注意して下さい。また、年次有給休暇の規定も適用除外になりません。(昭和63・3・14基発150号、平成11・3・31基発168号)
注意:安全管理における管理・監督者とは、部課長・係長・職長など、現場の人を指します。 |
| か |
管理監督における問題点 |
2007年を向かえ、企業における管理監督者は、困難さを深めつつあることを念頭において、指導・教育することが望まれている。直面する問題点:(1)労働安全衛生法改定による管理者責務の多様性、(2)2007年問題としての団塊災害経験熟練者の大量退職・経験の継承途絶、(3)動機づけの困難な勤労者の増加等。対策:(1)Management仕組みの導入(OSHMS、リスクアセスメント)、(2)Machineハード面、(3)Man教育、(4)Mediaその他手段としてのソフト面。 |
| ガ |
ガイドライン guideline |
指針。 |
| ガ |
ガバナンス governance |
組織が自らをうまく統治すること。コーポレートガバナンス = 企業統治。グッドガバナンス = 良い統治 良き統治 良好統治 |
| か |
改善と維持 |
improvement and maintenance |
| か |
階層別教育 |
education by organizational level |
| か |
買い手と売り手の品質管理10原則 |
Ten QC Principles for Vendee-Vender Relations
購買の取り組みについてQC的10原則:
第一原則
買手と売手は相手の品質管理を相互に理解し協力してこれを実施する責任がある
第二原則
買手と売手はおのおのの自主性を持ち、かつ相互に相手の自主性を尊重しなければならない
第三原則
買手は売手が何を作ったら良いかがはっきりわかる様な要求を売手に提供する責任がある
第四原則
買手と売手は取り引き開始の時に、質・量・価格・納期などについて合理的な契約を結んでおかなければならない
第五原則
売手は品質が買手を使用上満足させるものであることを保証する責任がある。また、それに必要な客観的なデータを必要に応じて提供する責任がある
第六原則
買手と売手は両者が満足するような評価方法を決めておかなければならない
第七原則
買手と売手は両者間のいろいろなトラブルを解決する方法・手順を契約の時に決めておかなければならない
第八原則
買手と売手は相互に相手の立場に立って両者が品質管理を実施するのに必要な情報を交換しなければならない
第九原則
買手と売手は常に両者の関係が円滑にいくように発注・生産・在庫計画・事務処理・組織などを十分に管理しなければならない
第十原則
買手と売手は取り引きに際し、常に最終消費者の利益を十分に考えなければならない
|
| か |
開発管理規程 |
(Research and) development management standard
|
| か |
連関図法 |
relation diagram
なぜなぜ分析、
作り方:
[STEP1]問題(テーマ)を決める
[STEP2]原因(要因)を洗い出す
[STEP3]模造紙に問題を書く
[STEP4]1次→2次→3次と遡る(なぜなぜ)
[STEP5]主要原因を絞り込む
|
| か |
界面活性剤 |
1つの分子の中に親油基と親水基の両方を持つため,水と油の界面に作用し,水と油を混じり合わせる性質をもつ化学物質.洗剤が代表的なものである.非イオン系,陰イオン系,陽イオン系,両性イオン系に分かれる.
|
| か |
化学物質の自律的管理、2021年法令改定、
作業手順:総合サイト ケミサポ、、1,2,3,動画、 |
化学物質の自主管理、法令改正、自律性、自律的、
、
化学物質への理解を高め自律的な管理を基本とする仕組みへ法令改正(令和4年2月24日改正政令公布、令和6年4月1日施行)、
2026年まで:
化学物質は、①製造・使用禁止8物質、②有害性674物質(②-1 強有害性に対する特別規則(特化則、有機則など)123物質+②-2 弱有害性に対する許容濃度・曝露限界値のある物質)は化審法、化管法、安衛法、毒劇法に基づくGHS,SDSによる情報提供,リスクアセスメントが義務、③GHS区分1など、
しかし「労災の8割が②-2と③の物質」であったことより、②③合計2316(法令)2900(CAS#)(令和5年674、令和6年+222=896,令和7年+641=1537,令和8年+779=2316,以後も毎年増加予定))物質をリスクアセスメント対象に指定して、化学物質の自律的管理が求められる。
リスクアセスメント対象化学物質に指定されるとは「ラベル、SDS発行義務に指定して、リスクアセスメント・対応策が要求される」ことを意味する。
2022/5/31改正安衛法:
化学物質による労働災害防止のための新たな規制、安衛則等の一部改正厚労省第91号(令和4年5月31日公布)、
化学物質による休業4日以上の労働災害(がん等の遅発性疾病を除く。)の原因となった化学物質の多くは、化学物質関係の特別規則※の規制の対象外となっているが、これら規制の対象外であった有害な化学物質を主な対象として、国によるばく露の上限となる基準の策定、危険性・有害性情報の伝達の整備拡充等を前提として、事業者が、リスクアセスメントの結果に基づき、ばく露防止のための措置を適切に実施する制度を導入する労働安全衛生規則等の一部を改正する省令(令和4年厚生労働省令第91号(令和4年5月31日公布):GHS区分1の化学物質を一括して基準値以下にするするべく事業者責任の自律的対策とする。その為に、事業者自身で、組織体制作り、教育、リスクアセスメント、対応策を実施する必要がある。
GHS, SDS表示並びにリスクアセスメント義務の対象化学物質を国連GHS文書・国の指定に基づき2900に漸増・提示する(リスクアセスメント対象物一覧表)、
濃度基準値未設定化学物資:リスクアセスメント(安衛法57条の3)と曝露濃度を低減(安衛則577条の2)の義務。
即ち、リスクアセスメント対象物質=濃度基準があり曝露濃度を基準値以下にすべき800物質+濃度基準が無く曝露を最小限にすべきである2100物質となる予定。
定性リスクアセスメントに終始するだけでなく、リスク判定結果や推定ばく露量・吸収量が高い場合や簡易測定を併用時の結果により、正式な測定を追加すること。
作業環境測定結果が第3管理区分時の措置強化(作業環境管理専門家に相談、改善・報告義務)。
保護具義務。
体制:化学物質管理者、保護具着用管理責任者。
|
| か |
化学物質管理者、
保護具着用責任者、選任 |
任命義務・要件、講習会・テキスト、
化学物質規制・施行日1,2,
、保護具着用責任者、選任、新たな化学物質規制項目の施行期日、
参照:保護具着用管理責任者:
粉じん障害防止(アーク溶接、岩石裁断、金属研磨、隧道建設等):保護具着用管理責任者の選任、
|
| か |
化学物質管理専門家、作業環境管理専門家(2024/04施行)
|
役割:
化学物質管理専門家:化学物質管理改善命令時の助言、特別規則適用除外の評価、
作業環境管理専門家:作業環境測定結果が第3管理区分時の助言、
専門家要件:
労働衛生コンサルタント(労働衛生工学)x5年以上実務経験、
衛生工学衛生管理者x8年以上実務経験、
作業環境測定士x6年以上実務経験かつ厚生労働省労働基準局長が定める講習を修了、
日測協OH occupational hygienist、
|
| か |
化学物質管理に関する社内安全衛生教育用eラーニング教材(厚労省、2022)、 |
【資料01-1】『職場で化学物質を安全に取り扱うために!』 MP4[23,488KB](6分1秒)
【資料01-2】『職場で化学物質を安全に取り扱うために!』(続き) MP4[29,143KB](7分5秒)
【資料02】『化学物質の危険有害性とは! ―ラベルの見方、絵表示の意味―』 MP4[26,715KB](6分43秒)
【資料03】『職場での適切な化学物質取扱い方法について ―ラベルの内容から対策を検討する―』 MP4[49,672KB](9分34秒)
【資料04】『職場での適切な化学物質取扱い方法について ―SDSの読み方-』MP4[42,595KB](12分10秒)
【資料05】『職場での適切な化学物質取扱い方法について ―法規制と危険有害性-』 MP4[45,430KB](8分38秒)
【資料06-1】『化学物質による健康障害防止の基本』 MP4[25,286KB](4分59秒)
【資料06-2】『化学物質による健康障害防止の基本』(続き) MP4[26,676KB](5分54秒)
【資料07】『物理化学的危険性(爆発・火災)による事故防止の基本』 MP4[48,565KB](8分46秒)
【資料08-1】『リスクアセスメント事例と災害対策事例』 MP4[27,145KB](5分45秒)
【資料08-2】『リスクアセスメント事例と災害対策事例』(続き) MP4[23,764KB](5分55秒) |
| か |
化学物質過敏症(chemical sensitivity) |
大量の化学物質に暴露したり,長期にわたって微量の化学物質に暴露したりした後に,非常に微量の化学物質への暴露によっても,神経系や内分泌系など様々な体調の変調を訴えるようになる症状. |
| か |
化学物質の審査及び製造等の規制に関する法律(化審法) |
新たに製造・輸入される前に物性試験や動物実験を行うことによって,上市前に化学物質の製造,輸入及び使用を規制する法律.PCB汚染を契機として1973年に成立した.2003年に改正され,動植物への影響に着目した審査・規制制度が導入された |
| か |
化学物質排出移動量届出制度(PRTR制度) |
化学物質が,どのような発生源から,どれくらい環境中に排出されたか,あるいは廃棄物に含まれて事業所の外に運び出されたのかのデータを把握・集積・公表する仕組み.
「特定化学物質の環境への排出量の把握等及び管理の改善の促進に関する法律(化学物質排出把握管理促進法,化管法)」として1999年7月に公布,2001年4月から施行されている. |
| か |
陰膳方式 |
日常の食事から摂取する化学物質の量を推定する方法のひとつ.ボランティアに,実際に摂取した食事と同じものをもう1セット作ってもらい,収集・分析する. |
| か |
加水分解 |
水中の有機化学物質が酸,塩基および水分子により,求核あるいは求電子反応により,構造の一部結合が開裂すること.エステル等, ある特定の構造を有する有機化学物質のみに生じる. |
| が |
合併処理浄化槽 |
トイレの排水と風呂や台所,洗濯機などから排出される生活雑排水を併せて処理することが可能な浄化槽 |
| か |
乾性沈着 |
大気中に存在するガス状の化学物質や浮遊粒子に吸着された化学物質が,ガスの吸収や粒子の重力沈降等により地表面へ移行する過程.「湿性沈着」と対 |
| か |
管理型処分場 |
生活環境の保全上支障をもたらす浸出水を出す可能性が高い廃棄物を処理する処分場であり,安定型処分場と遮断型処分場で処分される以外の廃棄物を埋め立てる処分場 |
| か |
火傷、やけど |
火傷の重症度:
Ⅰ度(軽症):皮膚発赤、ヒリヒリ、皮膚表面の火傷、
Ⅱ度:水疱、強い痛み、灼熱感、
Ⅲ度(重症):皮膚が深部まで火傷、皮膚白色、ただれ、組織壊死、
対処:
清潔なガーゼで軽く覆う、水疱は破らない、脱衣時には衣類は火傷部分を切り抜く、
低温火傷:45℃程度の低温長時間接触、軽傷に見えるが熱傷深度深く難治性、 |
| |
|
|
| か |
管理濃度 |
作業環境評価基準、管理濃度、(2023)、 |
| |
|
|
| |
|
|
| か |
感染症、感染症法、4種、5類、 |
感染症:病原体等の四種に区分け、適正管理、対テロ対応:国が所持を把握、厚労省、
感染症法:5類分類、感染症法に基づく医師の届出のお願い、厚労省、
|
| き |
規格要求事項 |
「こうすべきこと」「こうなっていること」といった事柄。ISO14001では、これに副って環境管理の仕組みを組み立て、実行することにより、企業や組織の環境負荷削減・環境に良い取り組み・環境経営への取り組みを図ることが出来る。 |
| キ |
キックオフ, ISO |
ISOの導入はトップ主導で行なわれます。「さあ、これからISOの認証取得に向けて動き出すぞ」とトップが高らかに宣言することを「キックオフ」と呼びます。 |
| き |
機械安全、用語(法37~43条) |
CRM (Cockpit Resourse Management, Crew Resource Management)訓練、
乗員資源管理、
乗員の教育訓練と危機管理 |
コックピットリソースマネジメント、cockpit resource management: 人的要因による航空機事故を防ぐため,操縦室内におけるパイロット間の意思疎通を円滑にし,乗員間の連携や計器類から得られる情報など,利用可能なすべてのリソース(資源)を有効に活用すること。CRM。
航空機の事故統計によると「パイロットの誤った意思決定」「非効率なコミュニケーション」「不十分なリーダシップ」「不適切なマネジメント」に起因するものが事故の70%を占め、従来の訓練方法では事故防止に限界があると言われている。航空機事故防止として、従来は、自己責任や航空機本体の改良が実施されてきたが、事故防止の劇的改善は得られなかった。従来の再発予防対策は、発生したヒューマンエラーの原因をを潰して、水平展開して、類似災害の未然防止対策を図る振り返り型安全対策でした。ヒューマンファクター的視点からは、起こりそうなヒューマンエラーを想定し、想定したヒューマンエラーの潜在的な原因を検討することにより、未然防止対策を打つ前向き型安全対策になる。
現在は、ヒュ-マンエラ-(ヒュ-マンファクタ-)を考慮したCRMが積極的に取り入れられその効果を発揮して、更に、海運(Bridge Resource
Management)・整備(Maintenace Resource Mangement)・医療業界への応用が進行している。
CRMとは、操縦室内で得られる利用可能な3要因(リソース、すなわち、Man人(の経験や知識)、Machine機器、Media情報)を、有効かつ効果的に活用し、チームメンバーの力を結集して、チームの業務遂行能力を向上させること=Optimize
Human Performance(乗務員の業務効率の最適化)+Reduce Human Error(ヒューマンエラーの減少)。「エラーマネージメントError
Management, R. Helmreich, 1999」のコンセプト(エラートロイカ Error troika)に基づき、(1)状況認識(発生した状況を確実に認識すること)、(2)問題解決(認識した問題を解決する方法を考える)、(3)意志決定(最終的に考えた方法を実行に移す)、(4)コミュニケーション(複数の人間の間の円滑な意志の疎通)、(5)ストレスマネジメント(緊急事態のストレスや長時間飛行による疲労下での行動の自己管理)を、LOFT(Line
Oriented Fright Training)と呼ばれる実践的シミュレーター訓練とともに実践する。
参考:1,2、
|
| FAA, MRM, 文書のコツ |
FAAのMRM(Federal Aviation Administration (FAA):アメリカ連邦航空局。運輸省の一局で航空保安行政(安全基準の立案,事故の調査と対策など)を担当。MAINTENANCE RESOURCE MANAGEMENT (MRM))ガイドでは、伝達文書には4Cが必要とされる: Clear明確, Correct正確, Complete完結, Concise簡潔。
|
| アクティブ・モニタリング (active monitoring) |
あることが起こりうると考えて、それに関するパラメ-タ-を特に監視すること。 |
| アフォーダンス(affordance) |
afford(~を与える・産出する)という語を元にする、米認知心理学者のジェームス・ギブソンが1950年代後半に作った造語。アフォーダンスという考え方において重要なのは次の2点:①認知は知覚者の頭の中にあるのではなく、②認知は対象物である客体自身に存在する。例え:椅子は特に「座れ」と字が書いていないのにもかかわらず,この椅子は座れるものだと分かる。これはこの椅子自身が「座る」ことをアフォードしているからである。
デザインにおいて:アフォーダンスをインターフェイス(interface:ユーザーが直接触れる部分。user interface: デザインや操作性などのユーザーが直接触れる部分の使い勝手。直感的で、戸惑ったり、苦痛を感じたりさせないものほど、よいユーザーインターフェイスとされる)の設計に生かすことによって,よいデザインの道具を作ることが出来る。説明のラベルなどなくてもすぐ分かるものが望ましい。単純なものでも説明がいるような道具があるとするなら,これは,よいインターフェイスを持った道具ではないのだ。例えば、オリンピック会場の標識や、ホテルの玄関のドアを見たときに「押して開けるか」「引いて開けるか」迷うようなデザインはダメということ。不適切な行為をさせないで、適切な行為を自然に引き出すもの、物体の属性(形や色や材質など)がその物体自体をどう取り扱ったら良いかについてのメッセージをユーザーに対して発していることを良好なアフォーダンスとする。ドアに「押」「引」とラベルが張ってあるのがあるが、本来的には、マニュアルや説明文・説明語句無しで、「押す」と書いていなくともだれもが「押す」ようなデザインをすることが重要である。すなわち、ドアに押し板が取り付けてあれば押す為とすぐに分かり,ドアのノブは回すものだとすぐ分かる.このようにアフォーダンスの特徴がうまく道具に取り入られていれば,説明のラベルなどなくてもすぐ分かる。一方、設計者とユーザーとでは,アフォードの仕方が違う場合がある。設計者はAの目的をアフォードするように作ったつもりでも,実際に使うユーザーにとってはBの目的にアフォードする場合があり、そのユーザーの文化,学習などの影響によりそれぞれアフォードの仕方が違う場合がある。また、多数のアフォードを組み込むと混乱するので、アフォードを制約して、ユーザーに目的のアフォードの行動を誘発させることが肝要である。 |
| 安全 (safety) |
危険性が許容可能な水準に抑えられている状態。受け入れることのできないリスクからの開放状態 (freedom from unacceptable risk)。安全性の程度は、「傷害の起こり得る可能性」と「傷害の程度」の組合わせによって、「取るに足らないリスク」、「広く受け入れられるリスク」、「許容可能なリスク」、「受入れ不可能なリスク」等に分類される。「受入れ不可能なリスク」は、少なくとも「許容可能なリスク」まで下げる必要がある。「受入れ可能なリスク」が達成された行動か、否かだけ判断できるのみである。労働安全(反対語:労働不安全)とは安全管理体制が完全であることで:(1)設備の本質安全化が十分である、(2)標準化が完全で、正しい作業の手順や安全に対する標準化が十分である、(3)管理者の指導や管理監督が十分である、(4)資格の必要な作業に有資格者を配属している、作業訓練が十分である、(5)械設備等の安全管理に必要な標準や管理点検システムが十分である。安全設計は不安定状況と不安全行為の未然防止対策として、(1)技術engineering(設備のガード、設計、配置による改善)、(2)規制enforcement(安全規則の徹底)、(3)教育education(安全教育)がある。危険性が許容可能な水準に抑えられている状態。受け入れることのできないリスクからの開放状態 (freedom from unacceptable risk)。 |
| 安全管理、リスクマネジメント |
リスク管理(リスクの定義・リスク図、リスク管理の手順、リスクコミュニケーション、社会的受容(PA)) |
| 危機管理(危機管理活動のステップ、危機管理活動の基本的要素、危機管理マニュアル) |
| 安全管理、人の安全 |
労働安全衛生管理(労働安全衛生法と行政健康管理、労働安全衛生管理システム、労働安全衛生マネジメントシステム(OHSMS)、労働災害と災害統計、職業病とメンタルヘルス) |
| 安全管理、技術手法 |
未然事故防止活動(定期点検活動、小集団活動、ヒヤリハット活動) |
| 未然事故防止技術(機械側設計原則(フェールセーフ)、システムの高信頼化、安全確認システム(インターロック)) |
| システム安全工学(FMEA (failure mode and effects analysis, 航空宇宙産業から転用された技術。分析者が種々の設備の故障モードを考慮し、システムやプラントにおけるこれらの故障の影響度を評価する。)、FTA(fault tree analysis, 故障の木解析。一つのタイプの事故または主たるシステム故障に注目し、そのシステム故障(起因事象)に帰着する種々の一次的、二次的原因(例えば装置故障、外的要素、ヒューマンエラー)を可視化する方法。)、HAZOP (Hazard and operability study, 化学産業によって開発された化学プラントの潜在的な危険性を明らかにする手法。プロセス/プラント安全、環境ハザードおよび運転効率(生産性、品質、運転コスト)または安全性に影響する可能性のある、プロセス上の問題の同定及び評価に広く使われている。)、ヒューマンエラー解析)。 |
| 安全ギャップ, safety gap |
経営者は安全関係に投資した。労働者は何度も教育訓練を受けた。しかし、実際に安全を感じているのかどうか、対策とその結果に隔たりを感じること。このギャップを埋める為には、特定組織内の労働者に意識調査することによりその安全傾向を評価し、確認後に組織全体に展開することが重要である。 |
| 安全の原理 (safety law) |
事業場内の機械には稼動中に人間が近寄ると危険なものがあり、この危険な機械を取り扱う際に安全確保が重要である。労働者の安全には、3つ原則がある:本質安全の原則、隔離の原則、停止の原則。 |
| 安全設計、本質的な |
本質的な安全設計:機械の設計を工夫することにより安全防護物等の付加的な設備の設置を行うことなくリスクの低減を行う安全方策。 |
| 安全防護物 |
ガ-ドまたは安全防護装置。 |
| 安全方策 |
危険源の除去を含む労災に至る緊急事態からの回避(リスクの低減)のための手段。以下の事項が含まれる:(1)製造者等が行う本質的な安全設計(ガ-ドや安全防護物が無くとも、設計工夫のみでリスクを低減できる)、(2)安全防護(安全防護物設置による安全方策)、(3)追加の安全方策(安全方策のうち(1)、(2)、(4)を除くもの)、(4)使用上の情報の提供、(5)事業者が行う作業の実施体制の整備、(6)作業手順の作成、(7)安全防護物の設置、(8)保護具の備え付け、(9)労働者に対する教育訓練の実施、など。 |
| 遺伝子還元論 (theory of genetic reductionism) |
遺伝子解析により全ての自然現象が解明できるとする妄想。 |
| インシデント(incident)、偶発事故 |
未然事故。ヒヤリハット。アクシデント(事故)に至らなかったもの。 |
| 因子分析(factor analysis) |
複数の変数間の関係性を探る多変量解析の1つ。複数の変数間に潜む因子を見つけ出すことを目的とする。この因子は実際に測定されるものではなく、測定された複数間の相関関係をもとに導き出される新しい変数である。 |
| インターロック (safety interlock)、安全確認システム (1) |
interlock 連結、連動。機械の各作動部分相互間を電気的、機械的、油空圧的な方法で連結し、機械の各作動部分が正常に作動するための条件が満足されない場合、自動的にその機械を作動できなくする機構をいう。
設計による本質安全(inherent saftey by design):危険な時起動させない安全と、危険な状態が生じた時機械を停止させる2つがあり、代表的なものとしてインターロック装置やガード装置がある。
インターロックは機械の始動は安全情報の確認に基づいて行われ、安全であるときにのみ運転ボタンを押せば機械が起動される。安全でない場合、例え運転ボタンを押して作業者が機械始動の意思を示しても機械は始動しない。例えば、カッターなどで両手でボタンを押さなければ、始動しない機械がある。誤って指を切断することを防止している。このような停止のための制御を求めていないシステムは、ノーマル・クローズの運転システムと呼ばれる。再起動防止制御(再起動)は、「一度安全でない事態が生じたら、たとえ運転ボタンがONのままであっても、運転ボタンを一旦OFFにしなければ、運転ボタンONの状態にはならない」、というものである。つまり、「定められた危険区域に人等が入り機械が停止したならば、その領域が安全状態に復帰したというだけでは機械を起動させない」、ということを指す。安全カバーが外されると閉じられるまで起動できないインターロック付きガードや、ガードが施錠されるまで起動しない施錠式インターロック付きガードもある。
ガード装置は、人や身体の一部が安全限界を越えた時、機械の動作を停止する装置である。ガード装置には、光電装置や踏圧センサーが用いられる。機械が停止した後は、例外を除き再起動インターロックが働く。クルマに付けられるパワーウインドの例だと、ウインドガラスを閉める時にモノが挟まった時、ウンドガラスが少し下がり安全なところで止まる。その他にフェールセーフの考え方がある。フェールセーフとは、もし機械・設備に故障が発生した時に、安全側に故障する仕組みをいう。
インターロックには、人間が実行する人間側インターロックと、機械安全におけるインタ-ロック装置とガ-ド装置を組み込んだ設計がある:
制御・動力インターロックシステム図。
|
| インターロック (safety interlock)、安全確認システム (2) |
機器は動作部(sequencer)と制御部(controllor)に2分される。動作部は直接製品を作製する部分で非安全関連部である。それに運転命令信号を与えるのが制御部(判断機能部分)で、その制御部は(1)安全確認信号を出力する安全関連部(safety compornent、停止安全)と(2)動力制御部分と(3)ガ-ド部分(隔離安全)によってコントロ-ルされる。安全確認型に基づく安全制御システムは、安全関連部として明確に分離出来る構造をなしていて、インターロックの形式を採用している。すなわち、安全が確認されない限り、危険な作業の実施を許可しないという構造になっている。したがって、作業の要請を出す本来の機能の部分(非安全関連部)には、誤りがあることを許す構造になっていて、ここには、人間やコンピュータが関与することができる。しかし、危険を伴う実際の行動は、安全関連部からの許可(安全確認信号)がない限り実施することができないし、また、危険を伴う作業を実施中でも、安全確認の信号が得られなくなったら、その作業を直ちに停止させる構造になっている。この場合には、止まれば安全(停止安全)の存在が大前提となる。フェールセーフとは、機械の故障時には自動的に機械が停止するように設計することで、インターロックは、フェールセーフを実現するための手段の一つだと言える。「interlock 連動(装置)、同調(装置)、かみ合い。」 |
| エラー (error)、過失 |
エラーは本人の意図に反して起きる。ルール違反は本人が意図して行う。ヒューマンエラーによる事故防止のための人的対策としては、エラーの発生防止、エラーの無害化、被害拡大の防止の3つのレベルがある。 |
| エラ-・コントロ-ル (error control, control of error)、過失対策 |
ヒューマンエラーによる事故防止のための人的対策としては、エラーの発生防止(prevent)、エラーの無害化や被害拡大の防止(mitigate)の2つのレベルがある。(A)ヒュ-マン・エラ-の予防:(A-a)作業の数を減らす(A-a-1.作業工程数を減らす・取り止める:本当に必要な工程か?、A-a-2.危険の程度を減らす)、(A-b)発生率を下げる(A-b-1.環境改善:1-1.機器のfool proof, fail safe, error resistance、1-2.認知負担軽減(覚えておかなくとも良い、考えなくとも良い:スイッチのカバ-、ラベリング、カラ-リング、タギング)、1-3.身体負担の軽減:作業をやり易くする、休憩。A-b-2.人のエラ-耐性を高める:2-1.エラ-予測力向上:エラ-パタ-ンの学習、KYT、HHT。2-2.安全第一の判断力:チェックリスト、指差呼称。)。(B)エラ-による損失を最小限にする:(B-a)早期発見(B-a-1.自身で発見する:チックリスト、再チェックの習慣。B-a-2.他人による発見:エラ-検出システム、ダブルチェック、チ-ム連携。)。(B-b)被害を最小限にする備え(B-b-1.物理的化学的手段:安全ラバ-、安全ネット。B-b-2.代替手段の準備)。 |
| エラー・トレランス(error tolerance)、過誤耐性、エラ-耐性 |
誤りの防止装置。エラーをしても大事に至らせないようにする方策です。 |
| エラー・フォーシング・コンテクスト(error forcing context)、過誤誘発背景 |
エラーを誘発する要因・背景・状況で、人間関係、職場理念、雰囲気、手順、規定、指導、監督など。 |
| エラー・レジスタンス(error resistance)、過誤抵抗性 |
エラーに対する抵抗性。エラ-が起こりにくい。エラ-は、相当な努力をしないと起こりえない。 |
| オネスト・プルーフ(honest proof)、 |
機械の不調時にそれを(好意から)自分で修理しようとして招く危険を防止する仕組みで、重要な部分を特殊な工具や鍵がなければ開けられないようにすること。 |
| カタルシス (catharsis)、浄化 |
苦痛や悩みなどを他人に話すことにより解消できること。 |
| 葛藤 conflict |
(1)接近・接近コンフリクト(Approach-Approach Conflict):複数の要求の対象が全て正の誘因性を持ち、全てを満足させたいが同時には不可能な状態。(2)回避・回避コンフリクト(Avoidance-Avoidance Conflict):複数の要求の対象が全て負の誘因性を持ち、全てを避けたいが、同時には不可能な状態。(3)接近・回避コンフリクト(Approach-Avoidance Conflict):複数の要求の対象が同時に正と負の誘因性を持つ場合、又は、負の領域を通過しなけれならない場合。 |
| 機械安全、安全立証 (safety evidence) |
危険の可能性がある場合、安全に関する具体的な性能や数値計算根拠などの資料を提示し、健康が害されることの無いことを証明することが求められる。また、その立証のための調査手法。安全の標準化を目指す欧州における「制度」としての安全を考え、そ の基本となっている安全立証などについて規定されている。 |
| 機械安全、設計段階で注意すべきこと |
本質安全、インターロック+ガード。 |
| 機械安全、機械による災害の防止対策 |
機械を停止させることによる安全確保(停止安全、インタ-ロック装置による作働部制御部へのクラッチ・ブレ-キ制御)と、機械の傍に人間がいないようにすることによる安全確保(隔離安全、作働部に連結するガ-ド装置よりインタ-ロック装置を介しての制御)がある。 |
| 機械安全、隔離安全 (isolation safety) |
労働者と機械を隔離する。例えば作業場の扉が閉じていることを安全スイッチで確認して機械運転すること。(機器の作働部に錬けるする)ガ-ド装置(よりインタ-ロック装置を介しての作働部へのブレ-キ・クラッチ作用による制御)により担保される。 |
| 機械安全、停止安全 (stop safety) |
例えば、機械のある作業場への扉が開いた時には自動的に機械が停止すること。インタ-ロック装置(による作働部へのブレ-キ・クラッチ制御)により担保される。 |
| 企業殺人法 (Corporate Killing、英国)、カナダC45法律 |
大災害において直接責任が無くとも、安全配慮義務違反として、送検処罰する。 |
| 企業の社会的責任 (corporate social responsibility, CSR) |
企業が社会に対して負う責任。企業は、単に利益追求の結果としての納税だけでなく、法律の遵守や社会的論理の尊重などの社会的責任を果たして安全かつ良質な財・サービスの提供を行う必要がある。その為には、以下の社会的信用の確保が要求されている:(1)総論・共通の項目として:環境への配慮、企業統治
(corporate governance、コ-ポレ-トガバナンス)、法令順守(コンプライアンス)、リスク管理、情報開示、(2)各論・個別の項目として:財務管理の徹底、品質・製品安全((国際)安全規格の遵守)、労働安全衛生、雇用(雇用:女性管理職・障害者雇用、人材)、人権(従業員満足度)、社会貢献、個人情報保護、情報セキュリティ、誠実な顧客対応など。 |
| 企業統治 (corporate governance) コ-ポレ-トガバナンス |
企業統治:企業の意思決定のあり方などの研究。企業における公正さや透明性が求められ、経営者の独断を許さず、近視眼的な利益のみを追求するステ-クホルダ-(stakeholder,
利害関係者、株主など)の専横を抑制し、従業員に公正な競争の場と雇用の機会を与える為に企業運営はどのように行われるべきかなどを検討する。基本的には株主から経営の執行を任された人材を株主の観点で監視する体制の有効性を指す。わが国では会社法上、株式会社の取締役会が業務執行に関する意思決定を行い、その業務執行も(代表)取締役が行い、監査役が株主の観点より取締役会及び(代表)取締役を監視することとされている。すなわち、Plan-Do-Checkを密室内で一部の取締役が勝手にやっていた。社内昇進を重ねて行き着いたポジションが(代表)取締役監査役となるほとんどの大企業では、監視役としての監査役や取締役会が適切に機能してこなかった。
このような問題を回避すべく、①社外取締役(過去に会社やその子会社の従業員や業務を執行する役員でなかった者を取締役として迎え入れ、主として取締役会における監視機能を担わせ、形骸化している監査役制度を補完する効果を期待)、②委員会等設置会社(経営の監視機能として、これまでの監査役に代えて、社外取締役を中心に構成される指名委員会、監査委員会、報酬委員会の三つの委員会を設置し、これまで取締役が行ってきた業務執行機能を執行役に代える制度を採用した会社)、③執行役員制度(意思決定機関としての取締役会とその意思決定に基づく業務執行機能とを分離し、業務執行部分を負う人材を特別に選任したもの)が導入されてきた。但し、新制度のモデルとなった米国においても、CEOが監視役であるところの取締役会の会長を兼務するなど、問題点も指摘されている。 |
| 規範への同調性 (synchrony to code) |
融通がきかない、細かい人。 |
| 共依存 (codependence) |
一方が薬物やアルコール依存などの為に頼れる人を必要とし、他方がその人に頼られることによってのみ自己の存在価値を確認するというような関係が固定化してしまった時に、両者は共依存の関係にあるとする。頼られる人を共依存者と呼び、親子の場合、子供は長期間の自己放棄や感情抑圧による不適応により精神発達障害となる Adult Children of Alcoholics, Adult Children of Disfunctional Family。
|
| クライシス (crisis) |
事故=クライシス、予防=リスク・マネジメント、事後処理=クライシス・マネジメント。 |
| 光背効果 (halo effect) |
その人が1つ長所を持つと、全てが良いと思い込んでしまう。 |
| 心の返報性(reciprocity)の法則 |
好意的な言動には好意的な印象を持ち、悪意に対しては悪意の印象を持つ。 |
| コリジョンコース (collision course) |
互いに接近しているにもかかわらず、視野の中で同一直線上の位置を占める為に、相手が静止しているかのように錯覚してしまう現象。航空機衝突事故の原因となる。人間の視力は視野の中心では正常であっても、少し外側では弱視となり、辺縁では色盲で動くものしか確認できない。相対位置が変動がなけらば認識されないし、確認できた時には間に合わないことになる。 |
| 災害(事故多発)傾性 (accident proneness) |
情緒不安定(神経質、過度緊張、抑うつ性、感情高揚性)、自己中心性(非協調性、共感性欠如、攻撃、遵法精神欠如、規則無視)、衝動性(自己制御力欠如、軽率、無謀)、見込み不足(動作優先)、見込み過剰、快楽追求、責任感欠如、虚栄心が強い、厚顔。 |
| サバイバル・アスペクツ (survival aspects) |
生存の可能性の視点。どうすれば犠牲者を減らせるかを徹底的に洗い出していくこと。災害時、被害を最小限にし、生き残る為の検討で、経験を共有し予防策を検討する機会でもある。「もしあの時~していれば」「だからあの時~すれば良かったんだよ」「あいつが~しなければ上手くいったのに」は、具体的検討にならないので口に出さないこと。 |
| 災害の発生要因の分類、NTSB、6M |
災害発生原因の要因を分析する時に役に立つ分類方法に、米国国家運輸安全委員会(National Transportation Safety Board (NTSB)、民間航空の事故調査委員会)の6Mという6分類法がある。(1)Man(人間):1.心理要因:無意識行動、ど忘れ、考えごと(家族の病気、借金)危険感覚のズレ、省略行為、憶測判断、錯覚、2.生理要因:心身疲労、睡眠不足、アルコール、疾病、加齢、3.組織要因:リーダーシップ、チームワーク、コミュニケーション。(2)Machine(機器・設備)設計欠陥、危険保護不良、人間工学的配慮不足、標準化不足、点検整備不良。(3)Media・Method(人との媒体、環境):作業情報不適切、作業動作の欠陥、作業方法不適切、作業空間不良、環境不良、機械(設備)選定不良。(4)Management(管理):管理組織の欠陥、規定・マニュアル不備、教育・訓練不足、(5)Mission(使命):自己顕示欲・自己有能感、自己効力感・自己決定感、経済効果優先。(6)Morale(順法精神):逸脱の心理。 |
| 自己中心的な人 (self-centered, egoistic) |
社会生活上未成熟な人。自分のことしか考えない。協調性がなく周囲への不満が強い。人の言うこと信用せず、人間関係に問題を生じる。精神的には幼い。 |
| 自己ハンディキャップ化(self handicap) |
これからやることに自信が無く不安がある時、前もって「言い訳」をする。失敗の責任転嫁。 |
| 自民族中心主義、自己文化中心主義、エスノセントリズム (ethnocentrism) |
自らが所属する集団の考えがWorld Standardであると勘違いすること。その結果、他集団を軽視することが多い。 |
| 使用、意図する使用、合理的に予見可能な誤使用 |
使用、(1)意図する使用:使用上の情報により示される製造者等が予定している目的及び方法による機械の使用をいう。(2)合理的に予見可能な誤使用:製造者等が意図しない目的又は方法による機械の使用であって、容易に予見可能な人間の共通的な行動特性により行われるものをいう。 |
| 準拠集団 (reference group, reference population) |
判断基準とする集団。個人の行動は、自身の価値観や信念などによって決定されるだけでなく、個人がなんらかの関係を持つさまざまな社会集団の影響を受け、この個人の行動に影響を与える集団を準拠集団と呼ぶ(Hyman(1942)が造語し、その後、社会学、心理学の両面から研究され、1960年代にマートンによって発展統合された)。準拠集団の理論は、その後、価値意識などのライフスタイル分析を裏付ける理論としてマーケティングの分野でも応用されている。すなわち、現代の消費者行動理論はそのほとんどが他者の影響を受けない合理的個人主義に基づいたモデルに依拠しているが、現代の消費の中核ともいえるブランド選択や流行現象を説明することはきわめて困難である。現代の消費を検討する上で、準拠集団理論は、個人と集団を結びつける理論モデルとして再度注目されている。 |
| 冗長性(redundancy) |
必要最小限よりも多いこと。余剰性。バックアップシステムやフェ-ルトレランスとなる。 |
| シンクロニシティ (synchronicity)、共時性 |
相互に因果関係がない2つの分離した出来事が一見関連があると思わせるように同時に起きる(共起する)こと、いわゆる「偶然の一致」と呼ばれるもの。相互因果関係が無いことと、事象に遭遇した解釈者が「単なる偶然を越えた何かを意味する」と判断することが要件で、超心理学者ユングが提唱した。あの街角を曲がればあの人に出会うのではないかと思い「出会う現象」や、心に思い浮かぶ事象と現実の出来事が一致すること。明治大超心理学研究室石川幹人の説明「「花瓶が割れた」,その時,「病院で祖母が亡くなった」というのが,シンクロニシティであるとする。この場面では、体験者にとっては「花瓶が割れた」という出来事は単純な物理現象ではないのである!祖母が粘土から作って大切にしていた花瓶(歴史性)が突然奇妙な音とともに割れ(状況性),居合わせた人々が不吉に思った(体験)というような事柄全体」が1つの出来事となのである。更に、シンクロニシティである場合には,そうした「花瓶が割れた」という出来事と,「病院で祖母が亡くなった」という出来事との間に,科学的な因果関係(因果律)がない(一方が他方の原因になっていたり,共通の原因から両者が派生していたりしない)必要がある。科学的因果律の立場からは,同時に起きたのは全くの偶然である。この場合、両事象のタイムラグは0であっても、1日違っていても1週間違っても構わない。因果関係がない代わりに,それらの出来事は共起することに,意味があるのだ。花瓶というのは祖母の象徴であり,花瓶が割れることは形を失うことであり、祖母は死んでいなくなった、故に、花瓶の消失と祖母の消失は同一の物とみなす。意味的関連が両者の出来事を橋渡ししているのである。 |
| スイスチーズモデル (Swiss cheese model) |
リーズンの考えた組織事故のモデル。
さまざまな防護策(機械であれば、防護装置、アラーム、安全装置、修復装置など)を講じても、それぞれの防護壁にはほころび(綻び)としての穴が開いている。このスイスチーズの穴はたまたま貫通せずに事故とならないが、すり抜けるように前後する穴がたまたま連続すると事故は発生する(スイスチーズモデルとして語られる)。
事故防止をするためにはチ-ズの穴を狭くすることである。
業務改善による無駄の省きは時にチーズの穴を広くする。長い時間と沢山の災害経験経て練り上げてきた安全マニュアルの厚さを、「ノドもと過ぎれば・・・」「合理化」「改善」の掛け声で薄くできるものか?JR西日本福知山線脱線事故が教えてくれる。ビ-ルを飲みながら、つまみに合うチ-ズの穴の大きさを考えてみてください。
蛇足:エメンタールEmmentalチーズ(硬質で、重さが75~120kg):ベルン州エメンタール(エメンの谷)で作られる有名な穴あきチーズ。1個のチーズが直径約1mという大きさ。中世の時代から続く独特の製法が受け継がれてきたもの。発酵ガスの滞留による大きな空洞が特徴。穴開きスイスチーズの典型として、トムとジェリーに登場。 |
| 説明責任 (accoutability) |
国家や企業や病院の社会的責任が重視され、社会や住民や患者などへの説明責任・説明義務が叫ばれてきました。accoutは元来、会計における帳簿の数字がきちんと合うことの責任でした。 |
| 選択的情報処理 (selective data processing) |
人の性格は多面体で様々であるのに、一部分を観察したのみで判断してしまう。 |
| タイプA (type A) |
過労死における心筋梗塞になりやすい性格。競争心、野心、性急、全力投球、名誉欲、上昇志向の性格。 |
| タンパー・プルーフ(tamper proof) |
悪戯(悪ふざけ)防止、改ざん(いじくり)防止。child resistant。 |
| 懲罰的自己傷害 (punitive remorse) |
事故等での罪悪感・嫌悪感により、自身を攻めるあまり、別のこと(子供の病気治癒を目的にお宮参りする)に一生懸命になる。 |
| 定期点検活動 (periodic check) |
定期点検活動では、機械設備の不安全状態、作業者の不安全な行動、作業方法の適切性などを見落とさずに確実に行う必要がある。その為にはチェックリストが有効で、「点検時期と頻度」「点検体制」「点検場所と順序」「点検対象」「点検方法」などをチェックする。点検のやり方が形式的にならないようにも気を付ける必要がある。 |
| 逃避的自己傷害 (escape remorse) |
欲求不満に基づく自己破壊的反応。工事現場などで、しょっちゅう事故を起こし、休暇を取りたがる作業員などが該当する。仮病の心理に近い。 |
| 人間工学 ergonomics |
作業管理に応用される。 |
| ハインリッヒの法則(Heinrich's law) |
ハインリッヒ(heinrich)は米国の保険会社の技術者で、1931年に刊行した「災害防止の科学的研究」は災害防止関係として、事故の要素とその相関として5つの駒を時系列的に並べたドミノ(駒)を提唱し、要素の中で不安全行為と機械的危険をその中枢であるとした。 また、材木伐採作業者の伐採事故死傷災害について詳細に調査した結果、死亡重傷が1666件:軽傷が48334件:事故を間一髪まぬがれたものが500000件であった。この件数割合が1:29:300として人口に膾炙されている。このことは、事故への潜在的危険(不安全状況)を無くす必要性を示唆する。一般に、通常状態の人間処理能力を7荷重とすると、単純作業で11荷重、複雑・緊張状態では3荷重とされ、余りに単純な作業では意識が散漫となる危険性がある。 |
| ピグマリオン効果 (Pygmalion effect) |
誤って好感を抱いた時に相手がその印象(期待)の方向へ現実的に変換すること。周囲の期待が本人に伝播し学習能力や知能などに変化が起きる現象。ギリシャ神話(ピグマリオン王が恋した彫像が、人間に変わった話)に基づく。ゴーレム効果(Golem Effect):誤って嫌悪の印象を抱いた時に、相手がその印象(幻滅)の方向へ実際に変化する現象。 |
| 非罰的報告制度(incident reporting system) |
事故に至らなかった事例(未然事故Incident)の職制への報告制度。数多くの事例を集めて、統計的な処理(多重クロス集計)を行い、因子間の相関関係により原因分析を行い、事故防止対策に使用する。回答者の責任を追及しないことがより多くの事例を収集する必要条件となる。 |
| ヒヤリ・ハット・トラブル、HHT、ヒヤリ・ハット・キガカリ、HHK、ヒヤリ・ハット運動、ハットヒヤリ活動 |
事業場で「ヒヤリ」としたり「ハット」したとか、機械などがトラブルを起こしたが災害までに至らなかったような出来事。日常生活上でも、階段の上り下りで足を滑らせて「ハッ」としたり、自動車や自転車の運転で衝突しそうになって「ヒヤリ」としたこと。
参照:ヒヤリ・ハット報告書。 |
| ヒュ-マンエラ- human error |
エラーは、(1)うっかりのヒューマンエラー、(2)専門家でも起すプロフェッショナルエラー、(3)運悪くのレアケースに区分される。それぞれの原因は、(1)(a)注意不足、集中力欠如、(b)物忘れ、うっかり、(c)勘違い、思い込み、(2)(a)個人的に約束事が守れない、(b)組織の中での役割が曖昧、(c)知識・技術が未熟、(d)対象を認識する為の必要事項の把握が不十分、(3)ありえないはずのことが起きてしまう、などが考えられる。対策としては、(1)種々のことを同時にやらずに、1つずつ集中してやることが重要である。(2)個々人の事故防止意識を高めること、部署・職種毎の役割を明確にすること、対象にコミュニケートしやすい手段を工夫すること、などが重要である。一般的に、口頭指示を避け、指示表など再確認できる手段を選ぶことが必要である。 |
| ヒュ-マンエラ- human error (1) |
本人の意思に反した悪い結果をもたらす。エラ-は以下のように分類される:(1)誤認(Mistake):思い込みエラー。(2)うっかり(Slip)、過ち(Action
Slip):うっかりミス。(3)誤り(Lapse):忘却、不正確な記憶、目標の見失い、忘れ。(4)不注意:不注意で電車に飛び乗ったら行先が違っていたなど。(5)度忘れ:忘れ物、スイッチの切り忘れ、エビングハウスの忘却曲線(Forgetting
Curve、エビングハウスの実験によれば、20分で約半分、 1日で約1/3、 6日で約1/4の記憶しか残らない)。(6)ミッション・エラー(Mission
Error):目標の取り違えエラー。(7)オミッション・エラー(Omission Error):実行すべき行為(するべきこと)をしない、必要なことをしない、省略エラー。(8)コミッション・エラー(Commission
Error):やってはいけないことをする、実行したが正しく行わない。 |
| ヒュ-マンエラ- human error (2) |
(9)帰属エラー(Fundamental Attribution Error):他人の行動はその原因を性格に帰属し、自分自身の行動はその原因を状況に転嫁する。自分の努力不足や能力不足に帰属させる人は、同じ失敗を繰り返さない。自分の失敗を他人のせいや、運・不運など外的状況に帰属させる人は、同じ失敗を繰り返しやすい。(10)賭博者の錯誤(Gambler's Fallacy):客観的確率が同じにもかかわらず、同じ目が続くと次は、別の目が出そうだと感ずる現象。(11)帰属の誤り(Attribution Error):宝くじが自分だけは当たりそうに思える。(12)出版バイアス(Publication Bias):出版された情報を検証しないまま無条件に信じこんだり、研究機関などの権威を信奉し有利に事を運ぼうとしたりする。研究上有意差のある論文は発表されやすく、有意差の無い結果は発表されにくいことによる。 |
| ヒュ-マンエラ- Human error (3) |
(13)確証バイアス:自分がもっている仮説を確かめる時にその仮説に合致する証拠を重視する傾向がある。(14)プラセボ効果(偽薬効果、プラセボ(placebo):薬だと信じて服用すれば砂糖でも効果があること。プラセボとは「なぐさめる」または「喜ばせる」の意味で、「つまらない手段あるいは薬剤」のこと。(15)否定バイアス(negativity Bias):ポリアンナ仮説(悪いことよりも良いことが多いと思うと否定的な事項が目立つ)や適応仮説(否定的な事項は将来不快な結果をもたらす可能性があることからそれに注意を向けることが妥当である)に基づくと利得よりも損失に敏感になる。(16)合意性バイアス(False Consensus):自分の規範が正しいと考え、他人もみな自分と同じようにしていると信じる。(17)リングワンデリング(ring-wondering):無難な選択を繰り返す内に元に戻る。 |
| ヒュ-マンエラ- Human error (4) |
(18)自然主義の誤謬:自然はかくあるから人間もかくあるべき。(19)マーフィーの法則(Murphy's Theory):失敗する可能性のあるものは失敗する。いくつかの方法があって、一つが悲惨な結果に終わる方法であるとき、人はそれを選び、すっぱいブドウを話す=雨の予報の時に傘を持ち歩くと、雨の確率が下がる。(19)スレット・マネージメント(Threat Management):急がすような脅威(threat)があるとエラーを起こしやすい。CRM (Crew Resouce Management)では「エラーの可能性を増す要素」の事で、「業務量の多さ」「時間的重圧」「上司のプレッシャー」「考え事」などがスレットに当たる。つまり起こりそうなエラーという火種に対して、油を注ぐのがスレットと言える。 |
| ヒュ-マンファクタ- human factor、ヒュ-マンファクタ-ズ |
人間や機械等で構成されるシステムが安全かつ効率よく目的を達成する為に考慮しなければならない人間側の要因。人間に関する基礎科学で得られた知見を人間や機械等で構成される産業システムに応用して、生産性、安全性および人間の健康と充実した生活を向上させるための応用的科学技術。事故における人的要因(ヒュ-マンエラ-)を検証する為の手段として応用される。災害防止には、過去の実際に起きてしまったヒヤリハットや被災事例を検討して再発防止対策を講じる方法と、ヒュ-マンファクタ-の視点から未だ経験されていない想定災害を検証する方法がある。ヒュ-マンファクタ-を研究することにより、(ヒューマンエラーを完全になくすことはできないが)CRM (Crew Resource Management)訓練により、災害の結果の回避・軽減が可能となる。 |
| 品質管理 (quality control, QC) |
品質管理 (quality control (QC), quality management)は抜き取り検査(検査特性曲線operating characteristic曲線:OC曲線)結果を統計処理して製品品質の安定化をはかることである。このことにより、更に、製品品質向上を招来することより、原材料購入・設計・製造・検査・販売など総合的品質管理(total
QC (TQC))へ進化した。労働安全衛生管理も含まれる。 |
不安全行動 unsafety condition/movement、リスクテイキング行動、組織的なプレッシャ-、骨を惜しむ、
ゲシュタルトの近道反応、
省略行動、
ル-ルを破る心理、
危険なことをあえてやる心理、
ゼロトレランス理念 |
安全を阻害する可能性のある行動を行うこと。リスク テイキング行動。
不安全行動の心理学的要因。(A)個人的には、人間とは「ゲシュタルトの近道反応とか省略行動」と呼ばれる骨を惜しむようなズルイ行動をとり易いことに由来する。(B)組織的には、組織としての圧力が原因となっている(JOC臨界事故における他業者との価格競争が背景にあった。スペ-スシャトル・チャレンジャ-爆発は打ち上げ前に部品納入業者より延期部品点検の依頼があったが予算確保上レ-ガン大統領演説に合わせて打ち上げてしまった。等)。
ル-ル違反の理由:(1)ルールを知らないか忘れている。(2)ルールの理由を理解していない。(3)ルールを納得していない。(4)皆も守っていない。(5)守らなくても罰せられない。(6)監視体制やその方法がない。逸脱行動とは所属集団や規範(Social
Standard)から外れた状態や行為をしたりすることで、犯罪、非行、問題行動、異常行動など。逸脱行動は以下のように分類される:「個別的-全体的・普遍的」、「一貫性-状況適合・臨機応変」の二軸で分類すると、合法性(Legality)、道徳性(Morality)、忠節性(Loyalty)、能力性(Capacity)の四つに整理できる。
リスクテイキング行動(Risk Taking) リスク行動とは、危険と知りながら敢行する意思決定プロセス:(1)リスクに気が付かない。(2)主観的にリスクが小さい。(3)リスクを犯しても得られる目標の価値(リスクの効用)の方が大きい。(4)リスクを避けた場合のデメリット(危険回避の不効用)が大きいと判断し(人は元来怠け者で)、より安全なのに少しでも離れた横断歩道は渡らない。これらには、物理的に不可能にするか、厳罰で臨むかの対処しかないかも。極端な厳罰嗜好は「ゼロ トレランス」理念(「寛容しない指導」)となる。規則違反者には規則通りに罰する。そして本人が責任を負い身をもって罰を体験することで立ち直らせるという指導法である。ゼロ トレランスは、産業界で発祥した。1970~80年代に、アメリカ産業界は完全に日本製品に押されてしまった。その品質の悪さが原因だということを産業界は認識したのである。そこから生まれたのが、粗悪品に対しては絶対に容赦しない、許容しないという理念であった。現今では環境問題にもゼロ トレランス認識が確立されてきた。ゴミのポイ捨て、産業廃棄物不法投棄、公害発生などは、理由を問わず絶対に許容しないという理念である。
監督署避け(かんとくしょよけ)、本社の安全衛生管理者避け、裏マニュアル:
災害発生の原因が単純な労働者の不注意(ヒューマンエラー)でなく、機能を停止しなければ作業場問題があり、日常的に機能停止状態になっており、現場の管理者も意識的に放置していることがされている。重大事故が発生すると、勢い安全対策が重視される。そこで、上司の厳しい安全対策の支持を受け、実際の作業性の考慮が不充分であると、最初は停止させて使用しても、事故のほとぼりが冷めるころには安全装置が外されたり、無力化され、従来よりも危険な作業になり、その結果災害になる例も少なくない。現場を十分に理解した慎重な作業手順の確立が望まれる。最近、コンピューター管理が進み、制御装置の誤作動災害が発生しうる。この場合、災害調査が不充分で災害原因が解明できないままとなり、労働者の不注意が災害原因とされうる。災害調査においては、作業現場の実態を究明できる技術がないと、単純な労働者の不注意(ヒューマンエラー)で済まされることとなる。
参照:ゼロトレランス方式(ゼロトレランスほうしき)とは、「割れ窓理論」に依拠して1990年代にアメリカで始まった教育方針の一つ。「zero」「tolerance(寛容)」の文字通り、生徒の自主性に任せる放任主義ではなく、不寛容を是とし細部まで罰則を定めそれに違反した場合は厳密に処分を行う方式。日本語では「不寛容方式」「毅然とした対応方式」などと意訳される。アメリカでは1970年代から学級崩壊が深刻化し、学校構内での銃の持込みや発砲事件、薬物汚染、飲酒、暴力、いじめ、性行為、学力低下や教師への反抗などの諸問題を生じた。その建て直しのための生徒指導上の様々な施策が行われてきたが、その中で最も実効の上がった方法がゼロトレランス方式だった。
細部にわたり罰則を定め、違反した場合は速やかに例外なく厳密に罰を与えることで生徒自身の持つ責任を自覚させ、改善が見られない場合はオルタナティブスクール(問題児を集める教育施設)への転校や退学処分を科し善良な生徒の教育環境を保護。また「駄目なものは駄目」と教えることで、規則そのものや教師に対し尊敬の念を持たせ、ひいては国家や伝統に対する敬意や勧善懲悪の教えを学ばせた。1980年代以降に共和党、民主党の区別無く歴代大統領が標語として打ち出し、1990年台に本格的に導入が始まる。1994年にアメリカ連邦議会が各州に同方式の法案化を義務付け1997年にビル・クリントンが全米に導入を呼びかけ一気に広まった。この方式でアメリカの学校教育は劇的な改善を見せたと言われているが、インディアナ大学による学術調査『根拠無き不寛容──学校懲罰実践の分析』では、ゼロトレランス方式に目立った効果を認めることが出来ないという結果が出るなど、未だに議論が多い。 |
| ブ-メラン効果 (boomerang effect) |
説得内容とは逆の方向へ受け手の意見や態度を変化させてしまう。受け手の不信感や先入観、説得者の高圧的な態度が問題である。 |
フール・プルーフ(fool proof):人の判断の誤り(馬鹿 fool)に対する安全方策、
動画、
、 |
機械安全の技術=「人はミスをする」対策<フールプルーフ>+「機械は壊れる」対策<停止=フェールセーフ+継続運転=フォールトトレラント>。
フールプルーフ(馬鹿除け)=1.誤操作ができない+2.誤操作をしても安全側(危険にさらされない)。
1.誤操作ができない起こりにくいしくみ。
(例.劇薬は鍵付きのストッカ-に保存して鍵管理者を置き、鍵を開けないと使えないように使いづらくして誤使用を防止する)
2.アホが誤って不適切な操作を行っても危険を生じない仕組み。
(例:電子レンジの電源を切らなければドアをあけることが出来ない、ギヤがパーキングに入っていなければエンジンがかからない、。電圧によりコンセントの差し込みが異なり、過電圧による電気装置の破壊を避ける。トイレのウォシュレットで、便座に座らないと、肛門洗浄ボタンを押しても、洗浄温水がでない(立ったままで、間違って、ウオッシュレットのボタンを押しても、水鉄砲の様に放水の逆襲を受けない。)。プレス機械で、両手操作式押し釦スイッチでボタンを押さないと、プレスが下がらない(が、両手親指で押すのに疲れて、ボタンを手掌作動にすると、容易に感知して、肘が挟まれる事故が起こりうる)
|
| フェイル・ストップ(fail stop, fail down) |
故障したら止まるしくみ。 |
フェイル・セーフ(fail safe):物・機械の誤り(故障 fail)に対する安全方策、
フェイル・セーフとフール・プルーフ、
フェールセーフ、フールプルーフ(中災防)、
安全制御、
フォールトレランス(継続運転)、
動画、
、、 |
機械安全の技術=「人はミスをする」対策<フールプルーフ>+「機械は壊れる」対策<停止=フェールセーフ+継続運転=フォールトトレラント>。
機械は故障するという前提に立って、機械が故障しても人間に危害が加わらないように:
(1)安全側で停止に導くこと(安全性の確保)がフェイルセーフである。(例:ブレーカー、プラントの緊急停止)。これは一見、生産が停止し生産性を悪くする原因になるように思えるが、機械を停止させた原因を追求して対策を講じていくことが重要である。そのことにより、より高い生産性と安全性を両立させることが可能になると信じられている。
(2)他方、出来るだけ機械の正しい機能を維持するようにして(信頼性の確保)、その結果、二次的に安全を確保しようとするのが,フォールトレランス(継続運転):故障しても最低限の機能を維持して運転を継続すること。故障したら、確実に停止処理(=安全な状態への移行)が終わるまで機能を維持すること。
一般に,信頼性が上がれば安全性も上がるのであるが、信頼性を下げることで安全性を高めることがありますので,根本的に異なった概念とされる。例えば、飛行機が安全が確認されない時に不時着すれば本来の輸送機能(信頼性)は低下するが、墜落事故を避けるという安全性は上がる。逆に、無理をして飛行する(信頼性)と事故を起こす(信頼性の低下)。フェイルトレランスは多重系のバックアップシステム(冗長系機構)により確保されます。人命を預かるような分野ではまずフェールセーフの立場でシステムを考えるべきである。安全側が見出せない場合やフェイルセーフが実現できない場合やフェイルセーフがコスト的に実現困難な場合にフェイルトレラントによる方法を検討する。
|
| フェイル・ソフト(fail soft)、ファイル・ソフトリー (fail softly) |
(1) フェイル・ソフト:被害を最小限にする工夫(例:安全ガラス、エアバック)。システムの一部に障害が発生した際に、故障した個所を破棄したり切り離すなどして障害の影響が他所に及ぼされるのを防ぎ、何とか最低限のシステムの稼動を続けるための技術。
(2) フェイル・ソフトリー:被害が徐々に発生する工夫(例:チューブレスタイヤ)。
|
| フェイル・トレランス(fail tolerance) |
一部の構成要素が故障しても別の構成要素がバックアップして全体のシステムとしての信頼性を確保しその結果二次的に安全性を確保できる多重系技術または冗長性技術。コンピュ-タ-、免疫システムなどに認められる。区別が必要なものに、(1)止まれば安全(停止安全),人間がそばに居なければ安全(隔離安全)と言った無条件に安全が保障される安全側の存在が必要な安全の構築を第一の目的とするフェイルセーフ(Fail Safe)と、(2)初めから信頼度の高い部品を開発して信頼度の高いシステムを構築することを目指すいわゆるフォルトアボイダンス(Fault Avoidance)がある。
|
| フォールト・トレランス(fault tolerance) |
耐故障性。故障や誤作動が発生しても他の部分がその不具合をカバーして故障の影響を抑え、機能が正しく維持されること。
|
| フォールト・アボイダンス(fault avoidance) |
故障の可能性を少なくすること。高信頼性。信頼性の高い部品の使用や、品質管理、予防安全、バグのないソフトウェアの開発などにより設計や製造などにより、構成要素の故障が発生しないようにする方法。 |
| 防護方策 (protective measure) |
必要な安全方策を適用するためには、次の三つのステップが規定されている。1.危険分析、2.リスク見積りとリスクアセスメント、3.安全方策の規定。 |
| 防護方策のないリスク (risk witout any protective measure) |
予見不可能なのか回避不可能なのかを区別する。少なくとも、発生後の重大事への進展を回避する努力が重要であろう。 |
| 機器リスクに対する保護方策 |
リスクアセスメント後の保護方策には、(1)(設計段階でリスクを除去する)本質的安全設計方策、(2)(設計段階で解消できなかったリスクを完全にコントロールしうるような)安全防護物による保護方策、(3)その他の付加的保護方策、(4)残留リスクに対する使用上の情報(警告、標識、取扱説明書、保護具、訓練)がある。具体的には、(2)には、ガード、隔離安全を図る安全防護装置(インターロックによる隔離、停止など)、動力供給・制御システム、機械的拘束装置、ガード施錠装置、断路器が含まれ、(3)には、非常停止装置、脱出路、動力供給遮断、施錠手段、滑り止め、排気・騒音・振動などの軽減が含まれる。これらはいずれも国際規格ISO/IECガイド51(機械系はISOによって規定され、機械類の安全性に関する一般設計原則規格(ISO12100 )とリスクアセスメント規格(ISO14121)がある。電気系はIECにより性能・機能規格が規定されている)により規定されている。 |
| 未然防止活動 (preventive activity) |
想定しうる問題点を事前に検討して発生させないようにすること。その為には、症状が小さなうちに解消し、重大事に憎悪しないように対策をすべきである。過去の事例を分析し、システムを改善することが有効となる。 |
| 未然防止活動、小集団活動 (small group movement, SGM) |
顔を見合わせる程度の少人数を単位としての活動。小集団活動は社内を活性化しながら、課題を改善していく効果的な活動。その運営には以下のようなコツが必要:(1)活動の本質を理解すること、(2)活動に対するトップの取り組み姿勢を明確にすること、(3)職場内で信頼の厚い人物を活動推進委員として組織化すること、(4)全社的に協力者、推進者をつくること、(5)活動の最初の段階から完全性を求めないこと、(6)社外の研究会や交流会に積極的に参加すること、(7)活動の反対者を無視しないこと、(8)参加メンバーは積極的な自己啓発に取り組み、コミュニケーションを円滑にすること。 |
| 未然防止活動、定期点検活動 (periodic check) |
機械設備や安全装置・作業環境などの物理条件の欠陥が原因で労災が発生する。故に、定期安全点検により事前に発見されていれば災害を未然に防ぐことが可能となる。点検を行う場合は、点検者と点検対象・時期・方法などをあらかじめ決めた点検制度を確立するとともに、チェックリストを作成し点検漏れがないようにすることが必要です。定期点検活動では、機械設備の不安全状態、作業者の不安全な行動、作業方法の適切性などを見落とさずに確実に行う必要があります。 |
| 無欠点運動、無欠陥運動、ZD運動 (zero defects) |
組織活性化。Defects(欠点)がZero(無)の頭文字を取った。欠点(ミスやロス)を無くす運動。労働者の工夫により仕事のミスを無くし、製品品質向上とコスト低下を図るための運動。欠陥の無いこと。工場における生産活動で、欠陥商品の発生を皆無にしようとする運動。生産現場での問題点を徹底的に解明することで、不良品・欠陥品の発生をゼロにしようとする運動である。製造業にとって、不良品の発生は最大の脅威である。再生産による機械コストの発生はもとより、仮に不良品が市場に出回った場合に被る不利益ははかり得ないものがある。近年の食品業界における混乱ぶりは、それを如実に示している。このような背景から、日本においては「卒業」したといわれていたZD運動が、再び注目を浴びることは間違いないと思われる。なおこの運動は、QCサークル運動との関連が強い。 |
| ヤ-キス・ドットソンの法則(Yerkes-Dodson's law) |
覚醒するに従い精神活動の効率は増す。が、通常状態を越えて高い情動に至ると、逆に減退してしまうこと。 |
| ユーザビリティ(usability)、有用性、使い易さ |
使いやすさ。間違いを起こしにくい操作性。 |
| 利害関係者 (stakeholder) |
組織には顧客や取引業者などの様々な利害関係者がいる。stakeholder=賭(か)け金の保管人、(事業への)投資者(グループ)、法係争物受寄者。 |
| リスク risk、危険 (1) |
リスク:原因が外部にある場合(受動的リスク)と、内部にある場合(能動的リスク)とに分けられる。類語:危害harm、ハゼ-ドhazard、傷害damage、デンジャ-danger、ペリルperil。リスクの大きさrisk estimation, risk evaluation, risk assessment=危害(harm)の重大さ×危害の発生確率(回避不可能度)×暴露Exposure時間(暴露頻度)。リスクは全く安全なbroadly acceptable riskと、条件付で許容可能なtolerable riskと、受け入れがたい危険なunacceptable riskに分類される。ある防護方策protective measureを立てた時、それでもカバ-できないリスクを残存リスクresidual riskと呼ぶ。受動的リスク(Involuntary Risk or Passive Risk):個人が選択できない自然災害(自然発生的リスク)や戦争。能動的リスク(Voluntary Risk or Active Risk):個人が選択可能なリスク、行動に伴って発生するリスク。純粋リスク(Loss only Risk):自然災害のように、損失Lossだけが発生するリスク。投機的リスク(Loss or Gain Risk):成功すれば利得Gainが発生し、失敗すれば損失Lossが発生するリスク、一般の多くのリスクはこれに相当する。許容可能なリスク(Tolerable Risk):その時代の社会の価値観に基づいて、所定の状況において受け入れられるリスク。 |
| リスク risk 、危険(2) |
リスク管理(Risk Management):リスクの推定・判断→評価→回避・予防・影響度の軽減→確認→フィードバック。危機管理(Emergency Management):リスク管理(Risk Management)と、危機管理(Crisis Management)の両方の意味を持ち、前者は災害前を、後者は災害後を対象としている。米国の連邦危機管理庁では、時計モデルと呼ばれる、時間的に事前対策として(1)mitigation(被害抑止)、(2)preparedness(被害軽減)、事後対策としての(3)response relief(応急対応)、(4)recovery/reconstruction(復旧・復興)の4つのフェーズからなる。リスクの分類(risk classification):(1)因果関係が明確にされ、統計資料のあるリスク。(2)因果関係の疑いがもたれているリスク。(3)まだ起こっていないリスク。(4)予見できないリスク。外的統制感(locus of control):自分に起こる良いことも悪いことも、自分のせいではなく運不運や他者のせいにする傾向。幻想的統制感、制御幻想(illusion of control):コントロール不可能と思っていながらも、コントロールが可能のように振る舞う傾向。期待するサイコロの目の大きさにより、振り方を変えるような現象。 |
| リスクアセスメント(risk assessment)、リスクカテゴリー (risk category) (維持領域 maintenance、改善領域 remediation)と防護レベル・安全対策程度 |
危険源(リスク)を抽出し、評価し、リスクカテゴリーの維持領域か改善領域かを決定し、そのレベルに基づいて、安全対策程度(防護レベル)を決めるプロセス。(1)維持領域は、リスクを無視できる(リスクレベルI)場合は安全対策は表示警告や教育訓練で充分である。リスクを許容できる(リスクレベルⅡ)場合は一般の検出機器で対応する。(2)改善領域になると、リスクが多少問題ある(リスクレベルⅢ)場合は防護として保護具を必要とし、リスクに重大な問題がある(リスクレベルⅣ)場合は安全対策として防護ガードやインタ-ロックなどのフェールセーフ機器が必要とされ、リスクが許容できない(リスクレベルV)場合は安全対策として本質安全(危険源、危険作業の排除)化が必要となる。 |
| リスクに対する保護方策、機器設計上の |
以下の順番で対策を立てる:まず(1)(設計段階でリスクを除去する)本質的安全設計方策をたてる。(2)(設計段階で解消できなかったリスクを完全にコントロールしうるような)安全防護物による保護方策で代替する。更に、(3)その他の付加的保護方策を講じる。それでも駄目な時は(4)残留リスクに対する使用上の情報(警告、標識、取扱説明書、保護具、訓練)を提供する。具体的には、(2)には、ガード、隔離安全を図る安全防護装置(インターロックによる隔離、停止など)、動力供給・制御システム、機械的拘束装置、ガード施錠装置、断路器が含まれ、(3)には、非常停止装置、脱出路、動力供給遮断、施錠手段、滑り止め、排気・騒音・振動などの軽減が含まれる。これらはいずれも国際規格ISO/IECガイド51(機械系はISOによって規定され、機械類の安全性に関する一般設計原則規格(ISO12100 )とリスクアセスメント規格(ISO14121)がある。電気系はIECにより性能・機能規格が規定されている)により規定されている。 |
| リスク対策 |
(1)保有:リスクの影響度が少なく、対策をとる費用の方が高くなってしまう場合などには、リスクを受容してしまう方法がとられます。(2)削減:リスクを削減するには、リスクの発生確率を下げるか、その影響を少なくする方法があります。もちろん、その双方を実施する場合もあります。(3)回避:リスクの回避については、組織改革、運用改善などいろいろな対策をとったうえで最後にはその事業を断念するなどの対策がとられます。(4)移転:リスク移転の方法としては、専門下請業者にすべて転嫁する方法などが多く用いられます。リスクの発生確率が少なくその影響度が大きいものについては、保険をかけるような手段が用いられます。 |
|
| き |
企業価値 |
corporate value |
| き |
企業行動 |
corporate/business conduct/behavior |
| き |
企業不祥事 |
corporate misconducts, a series of misconduct |
| き |
企業理念 corporate philosophy |
経営者の経営哲学、企業経営や組織の基本像(原点)を表したもの。社員 一人一人の業務にまで浸透させることが大事。 |
| き |
企業倫理 |
corporate ethics, code of ethics |
| き |
企業倫理委員会 |
企業倫理委員会 corporate/business ethics committee、企業倫理グル-プ corporte ethics group,
business ethics task force、企業倫理担当役員 director in charge of corporate ethics |
| き |
既存顧客 |
existing clients |
| き |
危険源
|
危険源とは、OHSAS18001において「傷害又は疾病、財産の損害、職場環境の損害、またはそれらの組み合わせの面からの危害をもたらしうる潜在的な源や状況。」と定義されており、労働安全衛生マネジメントにおいて中心となる定義の一つです。
|
| き |
基準値 reference value、基準範囲 reference interval |
、1992年の米国臨床検査標準委員会 (National Committee for Clinical Laboratory Standards, NCCLS)の提案書 (NCCLS document C28-P)に則り、病気の鑑別となる正常値を避け、健常個体(reference individuals)による基準値と95%を含む基準範囲を使用する。参考:(1)治療目標値(therapeutic target value)、(2)カットオフ値(cut-off value、振り分け値)、(3)パニック値(panic value):基準範囲を外れる測定値で、緊急に対応しなければならない重篤な状態。 |
| き |
危険有害業務 |
労働災害は「労働者の就業に係る建設物、設備、原材料、ガス、蒸気、粉じん等により、又は作業行動その他業務に起因して、労働者が負傷し、疾病にかかり、又は死亡することをいう。」と安衛法で定義されているが、この労働災害が発生するおそれの高い業務を一般的に危険有害業務と称している。 |
| き |
気積 |
屋内作業場で設備の占める容積と床から4メートルを超える高さにある空間を除いた作業場の空間の容積である。安衛法では労働者一人当たり10立方メートル以上と定められている。
|
| き |
休業災害 |
労働者が災害により負傷または疾病の療養のために、次の日から休業するような労働災害を休業災害という。一般に使われる労働災害の統計は、日本では休業4日以上、イギリスでは休業3日以上、アメリカ・フランスでは休業1日以上のものを使用している。わが国において休業4日以上としているのは、労災保険での休業補償給付が休業4日以上となっており、そのデータにより統計を作成しているためである。
|
| き |
共謀共同正犯 |
二人以上の者が犯罪の遂行を共謀し、そのうちのある者に犯罪を実行させたとき実行を分担しなかった他の共謀者も共同正犯として責を負うとするもの。 |
| き |
協働作用 |
ガス・粉じん・放射線などがそれぞれ単独に人体に作用するのではなく、いくつかが同時に働くことをいう。作業現場では、一つの有害物が単独で存在している方が少ない。複数の要因が互いに反対方向に作用するものを拮抗作用、同じ方向のときは協働作用と呼び、後者では、全体の作用がそれら個々の和に等しい相加作用と、和より大きい相乗作用がある。一般に許容濃度で示している数値は、それが単独に作用しているときには意味があるもので、ほかに協働作用をするものがある場合には、そのまま採用できないことに注意が必要である。
|
| き |
業務起因性 |
負傷や疾病が業務に起因して発生すること。例えば、労働者が病気になったからといって、すべて使用者に責任があるわけではなく、使用者に責任が認められるのは、当該業務が原因で病気になったという関係が必要である。すなわち、病気になったのは業務が原因であるということを「業務起因性」があったという。
|
| き |
業務災害 |
業務に起因する災害のことで、「労働災害」ともいう。ここにいう業務とは労働者が労働契約の本旨にしたがってする業務行為をいうことはもちろんであるが、その範囲は、災害補償の帰責範囲となるものであるから、広く労働者が現実に事業主との支配従属関係にある状態をいうものと解されている。したがって、業務行為に付随する行為・事業場施設の利用行為なども業務の範囲に含まれるが、業務外の事由(例えば天災地変・労働者の私的行為などに起因する災害)によるものは、業務上の災害とはならない。業務に起因(業務起因性)するとは、業務から経験則上生ずべき蓋然性(がいぜんせい:ある事が実際に起るか否かの確実さの度合)をもって生ずるという相当因果関係があること。労働者が業務上災害を被ったときは、労働基準法に基づき災害補償を行わなければならないが、労災保険適用事業にかかる災害については労災保険から補償給付され、使用者は労働基準法の災害補償の責任を免れる。 |
| き |
業務上の疾病 |
業務起因して発生した疾病。労働基準法施行規則第35条には、一般に業務との因果関係の明らかな36種類の疾病を列挙するとともに、労働大臣の指定する疾病・その他業務に起因することの明らかな疾病を業務上の疾病としている。
業務上の負傷:業務に起因して被った負傷をいう。 |
| き |
局所排気装置(局排) |
有害物から発散する蒸気やガスなどが、作業場に拡散して労働者がそれに暴露される前に、有害物の発散源に近いところに吸い込み口を設けて、局所的かつ定常的な吸引気流をつくり、その気流にのせて高濃度の状態で発散する有害物を排出する設備。イメージ的には掃除機の吸い込み口を発散源の近くに置くようなものであるが、その設計や設置・管理にはかなりの知識(有害物の性状と工学的知識など)・経験・技術を要する。
|
| き |
許容応力 |
材料の強度を表す数値の一つである。材料に外力が作用するとき、その外力とつり合うために材料の内部に生じる力を応力(土木・建築の工学分野では応力度という)と称し、断面の単位面積あたりの力(キログラム/平方ミリメートルなど)で表す。材料の強度計算では、計算と現実との食い違いをカバーするため、材料の強さにかなりの余裕を見込むことが普通である。許容応力とは、材料が実際に用いられたときに安全であると考えられる最大応力をいう。許容応力の種類としては、許容引張り応力・許容圧縮応力・許容曲げ応力・許容せん断応力・許容ねじり応力がある。 |
| き |
許容濃度 ACGIH、 |
労働者が有害物質に暴露される場合、当該物質の空気中濃度がこの数値以下であれば、ほとんどすべての労働者に健康障害がみられないという濃度で、職場の健康障害を予防する手段として用いられている。何を健康障害とみるかによって、許容濃度の数値は国や時代によって違ってくる。なお、有害物質が単一でない場合や皮膚から侵入して障害を起こす物質については単純に使用できないので注意が必要である。許容濃度はその環境における平均濃度であるが、急性中毒を引き起こすような物質については、高濃度暴露についての上限値を決めている(天井値)。また、許容濃度は安全と危険との明らかな境界を示したものではなく、物質の毒性の強さの相対的比較の尺度とならないなど、適用に対しては制限があるため、この値は、十分な知識と経験をもった人々が利用しなければならない。
参照:
1.許容濃度等の勧告(2009年度)、日本産業衛生学会、平成21年5月20日、(2011年度、2012/05/13)
2.管理濃度
3.産業保健マニュアル(和田攻編集、南山堂):作業環境管理のツールとしての、(単一作業場全体の気中管理)管理濃度、(個人曝露限界)許容濃度、(個人曝露影響)BEIs、BEI分布、二次予防としての健診に関しての考え方を参照。それぞれ、時間場所のバイアス、作業量のバイアス、共存物質・曝露経路・代謝・感受性の個人差バイアスがあり、判断が難しいことにも注意が必要であろう。 |
| キ |
キレート物質 |
金属イオンと結びついて、金属イオンとして作用をなくす物質をいう。有害物質を体内から追い出すのに用いられるが、生体内の代謝に必要な微量の金属元素や酵素とも結びついてしますので、使用には細心の注意が必要である。
|
| き |
金属熱 |
真鍮の製造や亜鉛の溶融などで、酸化亜鉛のヒュームを吸入することにより、4から5時間後に体温が上昇し、その後発汗とともに熱が下がる症状。亜鉛のほかにニッケル・銅・鉄などでも金属熱を起こすことがある。 |
| き |
機能・性能評価、製造打ち切り基準 |
* |
| ぎ |
技能試験 |
2つ以上の検査室が、同一または類似の検査項目について検査を実施し、データを技能試験プロバイダーに報告する。プロバイダーは、検査室の分析能力を客観的に数値化し、報告書としてまとめる。この報告書を基に検査室は自己評価をすることができる。臨床検査分野での代表的なものは、日本医師会等が実施する「臨床検査精度管理調査」がある。 |
| き |
教育、教え方の4段階、教える対象・人の問題 |
人の問題と教え方:(1)知らなかった・出来なかった←能力向上教育(知識教育、技能教育、問題解決教育)、(2)やらなかった←人間形成教育(態度教育、これが一番厄介で、集団の5~20%を構成する)、(3)ヒューマンエラー(人間特性):うっかりした(3)ヒューマンエラー(人間特性):うっかりした、防止対策の研究が必要。
教え方の4段階:第1段階(導入と動機づけ)、第2段階(説明と提示)、第3段階(やらせてみる、課題を与えて討議させる)、第4段階(まとめ、確認)。褒めることも大切ヨ。
ヒューマンエラー防止の古典的4原則:
指差確認、
相互注意、
点検、
遵守。
。 |
| キ |
キサゲ |
キサゲ:動詞「刮(きさ)ぐ」の連用形からか》(建築上、または、機械ややすりで仕上げた工作物の面を、)人手でさらに精密に仕上げるのに用いる削り工具。スクレーパー。
キサゲ加工:キサゲ(道具)による、理想的な摺動面(摺動とは物が滑って動くこと。摺動面とは、金属がこすり合わされる面)や基準面に仕上げていく事。
金属表面加工の場合の手順:①キサゲによる平滑面作成の手法:機械加工(フライス盤(フライスとよばれる多数の刃が付いた工具を回しながら、前後左右に動かして平面削りをする機械)→研削盤(砥石を高速で回しながら、平面に削り出して行く機械)→手仕上げ(塗料として鉛丹(光明丹、四酸化三鉛、赤色)やベアリングブルーを塗る。平面の基準となる「タネ板」と呼ばれる平面度が出た定盤(じょうばん)と加工する材料を摺り合わせて、出っ張っている部分を見付け、キサゲによってその部分を削りとる→再度、光明丹を塗り、キサゲ加工工程を何度も何度も繰り返し最終的には色が落ちた部分の濃淡が面に均一になったら平滑な平面が出たということになる。)。
②キサゲによる意図的な凸凹作成の意義:①の前半により完全な平面ができてくるわけですが、完全な平面で重い金属同士が往復運動すると摩擦熱が起き、その熱で金属が変形、工作機械の加工精度が保たれなくなる恐れがあります。重い金属同士でありながら「スーッ」と軽い感じで往復運動できること、それには完全な平面ではなく、スムーズに動くための油を貯める、凸面(アタリ面)に対して、深さ1μm(0.001㍉)単位のとクボミ(キサゲ目、谷)をわざと摺動面に作ります。それをつくる為にキサゲで金属の表面をコツコツと刻んでいく方法。 |
| キ |
キックオフ |
ISOの導入はトップ主導で行われる。「さあ、これからISOの認証取得に向けて動き出すぞ」とトップが高らかに宣言すること。 |
| キ |
キャリ-オ-バ- carryover 名詞, carry over 動詞 |
繰り越し、持ち越し |
| キ |
キャリア・コンサルティング |
職業生活の節目の棚卸相談:於独立行政法人雇用・能力開発機構都道府県センターキャリア形成支援コーナーとハローワークキャリア形成相談コーナー |
| キ |
キャリアパス、 キャリア・パス、career path |
昇進を含めた配置移動のルート及び異動の際の基準や条件のこと。マッキンゼーのキャリアパスの基本は、成果主義(Meritocracy = メリトクラシー)で、今何歳か、何年在籍したか、何を経験したかではなく、何を成し遂げたかによって評価されます。昇格に決まった年数はなく“Promote
when ready”と言われ、一つ上の役目を果たすための能力がついたと判断されると、年次に関係なく次の役割が与えられます。 |
| キ |
キャッシュフロー計算書 |
一定期間のキャッシュフローをいくつかの区分別に要約して示した財務諸表のこと。「収入-支出=現金残高」として示す。貸借対照表、損益計算書に続く第3の財務諸表。 |
| ぎ |
偽装請負、
派遣、請負の相違、
偽装請負は労働者に不利、
|
(1)偽装請負:
メーカーなどの企業が、人材会社から事実上、労働者の派遣を受けているのに、形式的に「請負」と偽って、労働者の使用に伴うさまざまな責任を免れようとする行為。契約上などでは請負という形を取っているが、その実態は労働者を注文主の管理下へ常駐させ、注文主の指揮命令を元に業務をさせる行為。
派遣か請負か、どちらに該当するかは契約形式ではなく実態に即して判断されるもので、労働者と注文主との間に指揮命令関係があるのならばそれは労働者派遣と判断される。2次受け、3次受けなどで業務委託を受け請負った会社が、注文主のもとへ社員を送り、送った社員が注文主の指揮命令を受け業務を行う場合、これは請負ではなく労働者派遣と判断される。この場合は明確に「労働基準法第6条(中間搾取の排除)」、労働者派遣法、職業安定法に抵触する。
製造業への労働者派遣は04年3月に解禁された。これ以降、メーカーが他社の労働者を指揮命令して使うには、労働者派遣法に基づいて使用者責任や労働安全上の義務を負う派遣契約を結ぶ必要があるが、こうした責任・義務を負わずに済む請負契約で請負労働者を使う「偽装」の事例が後を絶たない。
本来の請負は、請負会社がメーカーから独立して仕事をする。自前のノウハウや設備を持ち、そこで生産した商品を発注元に納めるのが典型だ。しかし、偽装請負では、請負会社は労働者をメーカー側の工場に送り込むだけで、仕事の管理はメーカー側に任せている。メーカー側はこうした立場を利用し、自社の社員や派遣労働者と同じように仕事を指図したり、勤務状況を管理したりしている。
偽装請負の根拠:
① 注文主が請負業者に対して、従事する労働者の技量や人物を事前に審査している場合:
本来、請負契約は、仕事の完成を目的にしているので、注文主は、注文通り仕事を完成できるかについてのみしか関与できない。故に、注文主が、請負業者が雇用する労働者の技量や人物を事前に審査することは請負契約を否定することとなる。
② 請負労働者と請負先である注文主側に雇用された労働者が混在して働いている場合:
注文主は、直接作業者に対し、仕事の進め方について指示できない。請負労働者と注文主が雇用する労働者が、混在して働いていると、注文主が、注文主が雇用する労働者のみならず、作業者に対しても直接指示を与えていると認定される。製造業であれば、ライン毎に請負業者に任せているといえるように、会社従業員と作業者が混在して働かないようしなければならない。
③ 注文主が、請負業者が雇用する労働者の時間外労働や休日労働を直接指示している場合、注文主が作業者の時間外労働を把握し計算している場合:
本来、請負契約は、仕事の完成を目的にしているので、注文主は、注文通り仕事を完成できるかについてのみしか関与できません。注文主が、直接、時間外労働を作業者に対し命じることは請負契約を否定する事実になります。
④ 注文主が直接作業者に対し、仕事の進め方などを指示している場合、請負業者の作業責任者が現場にいない場合:
注文主は、直接作業者に対し、仕事の進め方について指示してはいけません。直接指示することは、請負契約を否定するかなり重要な事実になります。注文主は、あくまでも請負業者の作業責任者に指示することしかできません。そのためには、請負業者は、作業現場に作業責任者をおき、作業責任者が注文主からの指示を受けて、作業者に指示しなければなりません。まったく、作業現場に作業責任者がいない場合が見受けられますが、この場合は、労働局は実質的な派遣であると認定する可能性が高いと思います。
⑤ 注文主の朝礼やミーティングに作業者の参加を義務づけている場合:
朝礼やミーティングを通じて注文主が作業者に対して業務指示を直接行ったと認定される可能性があります。注文主の朝礼やミーティングに作業者の参加を義務づけるのはやめた方がよい。
⑥ 注文主の設備、機械、装置などを無償で使用している場合:
注文主の設備、機械、装置などを無償で使用しているということは、単純に労働力を提供している=労働者供給事業をしていると認定されかねません。対策としては、注文主と請負業者との間で賃貸借契約を結ぶべきである。
⑦ 請負代金が時間(時給)や日数(日給)で計算されている場合:
時給や日給などにより請負代金が計算されているということは、単純に労働力を提供している=労働者供給事業をしていると認定されかねない。
⑧ 作業者が注文主と同じ名札や名刺を使用している場合:
注文主が作業者に対し、直接従業員のように業務を指示していたと認定されるおそれがある。
⑨ 請負業者が、いわゆる無許可の一般労働者派遣事業者で、請負という形で従業員を派遣している場合。実質が派遣と変わらず、職安法に触れるとして、是正勧告を受けているにもかかわらず、労働局の是正勧告を意に介さず、請負という形で自社の従業員を派遣していた場合:
労働局は、労働者派遣法に基づく1ヶ月の全事業の停止命令と事業改善命令を出すことがある。
厚生労働省は製造業への派遣が解禁された04年以降、メーカーに対し、「偽装請負」から「派遣」への切り替えを促してきた。しかし、派遣にすると、一定期間経過後には直接雇用を申し込む義務がメーカー側に発生する。人件費アップを避けたい企業は、派遣への切り替えに消極的で、請負契約を続けたい意向が今も強い。
労働災害が発生した場合:偽装請負の場合、発注者と受託者(業務請負会社)のどちらが責任を負うのか問題になります。請負では、発注者が労働法上の責任をまったく負わなくてもよいのに対し、労働者派遣では、基本的には派遣元が責任を負いますが、派遣先の機械・器具の欠陥、不備等安全管理上の過失が原因の場合や、安全管理上の指示が不適切であったことが原因の場合は、派遣先も責任を負うことになります。
なお、罰則としては、派遣法違反として「1年以下の懲役又は100万円以下の罰金」(派遣法第59条2 号)、労働者供給事業の違反として「1年以下の懲役又は100万円以下の罰金」(職安法第64条9号)などがあります。
(2)請負などの非雇用契約を偽装した偽装派遣:
実態が派遣業務であるにもかかわらず契約形態を業務請負契約とし、派遣業務を行っている事実を偽装した業務形態のこと。偽装請負の誤用。人材派遣が行えない業種に対して派遣業務や、派遣業の免許を取得していない業者が派遣を行う際に使用される常套手段である。
また求人の際、あたかも自社内で業務を行っているかのように見せるためにも用いらるケースもある。「請負業務で仕事をしており派遣ではない」と言われて就職してみると、仕事先は顧客先のオフィスであり派遣と同様の業務形態である事も多く注意が必要。
多くの企業では相手先に常駐となるだけで待遇は請負と変わりないため、必要悪として認められている部分がないわけではない。ただし一部の企業では、実際に派遣扱いで劣悪な環境に送り込まれる事もある。この場合は完全に消耗品として扱われるため、互いに不幸になることが多い。
そのほかにも指揮命令権の所在や保険関係、勤務時間や休暇に関する取り決めがあいまいになるなどの問題も多い。
参照:
1,2、
3.請負とは(派遣との鑑別、偽装請負にならない、請負であることの自主点検表:パンフレット)、
4.労務ネット。
5.偽装請負の労災送検事案、。
|
| き |
帰属理論 Attribution Theory |
人の行動や自分がしたことについて,その原因を考えることがあるが,この原因を考える過程についての研究知見を一括して帰属理論という。 |
| き |
帰納法 Induction |
特殊な事例から出発して,一般的な法則にいたろうとする思考法。 |
| き |
機械能力指数 machine capability index |
Cm=Machine Capability index=機械能力指数:Cmは生産準備段階で検証される機械能力で、機械以外のバラツキ要因の3M(材料、作業者、方法)を固定した、中で連続的に採取した50個以上のデータ(最低25以上)を測定し、該当機械の能力を計算したもの。計算式は両側規格=公差幅/(8σ)、上側規格=(規格の上限値-平均値)/(4σ)、下限規格=(平均値-規格の下限値)/(4σ)。
工程能力指数, process capability index, Cp:管理状態にある工程においてその工程の持つ品質達成能力。
Cp = 許される誤差の範囲(規格幅)/標準偏差の6倍(6σ)。
ある製品の規格幅が「10mm±0.01mm」で、標本の平均値が10mm,標準偏差が0.001mmだとすると,Cp=規格幅(0.01mm×2=0.02mm)/6σ(0.001×6=0.006)=約1.666となる。
Cpが1の場合にその工程能力で規格外になる確率は0.27%となる。品質の目標(不良率)を0.27%よりも小さくしたいのならば,工程(構成する部品の寸法公差や組み立て手順など)を変更するか,規格幅を考え直す必要がある。
ただし,実際の製品の平均値(標本平均)は規格幅の中心と異なる場合が多い。そこで必要になるのがCpkだ。Cpkは,標本平均と近い方の規格値(下限または上限)との差を,標準偏差の3倍(3σ)で割った値である。標本平均と遠い方の規格値がどれだけ離れているかによって,規格外の発生確率は変わる。つまり,Cpkからだけでは規格外の発生確率は判定できない。標本平均が規格の中心にある場合にCpとCpkは一致するが,通常,CpよりもCpkの方が小さい。品質管理手法で注目を集めている「シックスシグマ」は「100万回の作業で不良が発生する回数を3.4回未満にする」ことが目標。これは,不良の判断基準となる規格の上限(もしくは下限)が4.5σの位置にあるのに相当する。つまり,片側規格でのCpが1.5となる。
1.33または1.67必要。例えば竹馬を作ろうとして竹を切るときの長さは180±10(cm)とする。規格の上限値USL=190、下限値地LSL=170、標準偏差σにおいて、Cpk=(USL-LSL)/6σ=1.33となり、σ=2.5以下での製造が品質管理上求められる。
参照:工程能力指数計算プログラム。正規分布検定プログラム。
|
| き |
機能別管理 cross-functional management |
部門別の縦割り管理の弊害としての複数の部門に関連する部門横断的問題の処理。 |
| き |
機能別管理委員会 cross-functional management committee |
* |
| ぎ |
義務:義務規定、努力規定、 |
義務規定:「~しなければならない」、努力規定:「~することが、望ましい」。
男女雇用機会均等法の大半は義務規定であるが、唯一、苦情の自主的解決(法11条)は努力規定。
パートタイム労働法は全て努力規定。2015年改定、 |
| き |
共存共栄 Kyozon-kyoei (coexistence and co-prosperity), partnership for survival
and growth: concept of Make profit together and remain in business together" |
* |
| き |
協力会社 cooperating company |
関係請負人(安衛法15条):元方事業者以外の全ての下請会社。 |
| き |
協力業者 cooperating supplier |
* |
| き |
協力工場 cooperating factory |
* |
| ぎ |
技能開発、能力開発 |
目的別の教育法:(1)知識付与の技法。(2)態度・行動変容の為の技法:CCテスト、ロール・プレーイング、ST(感受性訓練),TA(交流分析)、マネジリアル・グリッド、(3)創造性開発・問題解決・能力向上のための技法:ブレーン・ストーミング、KJ、NM、ZK、ファミリー・トリゴー、ケプナー・トリゴー、ケース・スタディ、インシデントプロセス、教育訓練ゲーム、問題解決討論法、QC関連、(4)指導・管理能力向上技法:面接カウンセリング、QJT、MTP、JST、TWI。 |
| き |
基本要求 |
基本要求とは、顧客がこれだけは絶対に満たしてほしいと考える要因、特性、パフォーマンス基準のことです。これらの要求を満たしても、企業の評価は上がりませんが、満たすことができなければ顧客が不満を抱くような性質のものです。例えば、「テレビをつけると映像と音声が流れる」というようなことは基本要求の一種です。 |
| き |
規模の経済 Economies of Scale |
規模の経済とは、生産量の増大につれて平均費用が減少する結果、利益率が高まる傾向をいいます。同じ意味で、規模に関する収穫逓増、費用逓減といわれることもあります。(図)
|
| き |
帰無仮説 Null Hypothesis |
統計的検定をおこなうために,まずはじめに立てられる仮説を帰無仮説と呼ぶ。統計的検定は,帰無仮説を棄却することによって,求める結論を得ようとすることが多いので,「反応はランダム」,「平均値は0],「創刊は0」など消極的意味をもつ仮説が採用されることが多い。 |
| き |
客観性 objectivity |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。苦情は公平で客観的、偏見のない態度で対応することが望まれる。 |
| ぎ |
逆選択 adverse selection |
正確な情報が共有されない為、悪質な商品ばかりが市場に出回ること。悪貨は良貨を駆逐する。。
プレーヤー同士が等しく情報を持っていない情報非対称ゲーム下において、情報を持たないプレーヤーが情報を持っているプレーヤーの行動やシグナルから、彼が持つ情報の中身を推測して自分の戦略を選択する場合に、プレーヤーが自分の利得を最大化するために、最終的に価値が低いものを選択してしまう状況のこと。「情報の非対称」とは、ある一方は多くの情報を持っているのに、もう一方はそうでない状況をいう。 アカロフ教授は、1960年代中古車市場を例に挙げた。中古車を売る人は、車の欠陥についてよく知っているが、買おうとする人はそうでない。 だから、外見だけ立派なレモン(欠陥のある中古車)を高い値段で、騙されて買うことができる。 こうした「レモンの可能性」のため、中古車価格は低く設定される。そのため、良い中古車を持っている人は中古車市場に車を出さず、知り合いを通じて売ろうとする。結局、中古車市場では、良い品質の売り物は消え、質の低い売り物だけが残るようになる。情報の非対称によるこうした現象がジョージ・アカロフの「逆選択(adverse selection)」だ。悪徳商法の売込元と売込先も同様で、自社の商品・サービスに関する情報量は、圧倒的に売込元>売込先である。2008年金融危機は、投資家にはその危険性の情報が知らされない情報の非対称性の合成債務担保証券(CDO)なる良悪ごちゃ混ぜ商品を、高額報奨というインセンティブに釣られて、隠れたところで悪をやるモラルハザードに釣られた投資会社がやってしまったのが原因である。更に、投資会社同士は協調すること無しに、囚人のジレンマとしての過剰競争となっていた。その結果、逆選択となり不良債権不審が社債・地方債不審に波及し、困窮した大企業などが銀行より資金を調達することとなり、その結果、銀行は中小企業から資金を引き揚げざるをえなくなり、地方の中小企業も巻き込まれ全国的に困窮した。。。
「逆選択」を避けるため、売り手が買い手に対して、商品の質の高さを訴え、発信する情報を「シグナル」という。例えば、新品の家電製品などでみられる一定期間無料の「修理保証」。これは、もし仮にメーカーが大量に欠陥商品を売ってしまえば、それを全て無料保証しなければならず大損害を被ってしまう。つまり「無料保証」をうたうことは、メーカーが「自分たちが損をしないためにも質の高い商品しか売りません」というシグナルを発信していることになるのだ。「学歴」もまた、就職を希望する学生にとっては大切なシグナル。もちろん採用する企業も学歴だけで、その学生の持つ能力や人間性を100%読み解くのは不可能。しかし、少なくともそこからは、「厳しい受験戦争をコツコツ勉強することで乗り越えてきた」という生真面目さや努力型といった資質ぐらいは読みとることができる。企業がそれほどコストをかけず大まかな選別を行うには、やはり学歴は有効なシグナルといえるかもしれない。(NHK、出社が楽しい経済学、2009) |
| き |
共有地の悲劇 |
共有地の悲劇:利用に応じた費用負担を行わないためにおきる過剰利用がもたらす弊害。(NHK、出社が楽しい経済学、2009) |
| き |
救急箱 |
「少なくとも包帯材料、ピンセット、消毒薬、(やけどのおそれのある場合には)火傷薬、(負傷者のおそれがある場合は)止血帯、副木、担架」労働安全衛生規則第633・634条、事務所衛生基準規則 |
| き |
急性中毒 |
化学物質による急性中毒統計(坂井公(東京労災病院産業中毒センター)中毒研究 1999;12:261-8.)、グルタルアルデヒド・代替殺菌剤・水銀・砒素・ヒジキ・有機溶剤妊婦・フッ化水素酸・錫すず・反応釜洗浄作業等(圓藤洋子.化学物質等による中毒の現状.労コン資料 2007;36:53-66.)、 |
| き |
急性毒性、急性毒性データの指標(LD50、LDLo、TDLo、LC50、LCLo、TCLo) |
1) LD50 試験動物の半数を死亡させる薬物量を動物の体重1kg当たりで表した値(=50%致死量)(50% lethal dose)
2) LDLo 試験動物を死亡させる最も少ない薬物量を動物の体重1kg当たりで表した最小致死量(lowest published lethal dose)
3) TDLo 試験動物に対し中毒症状を示す最も少ない薬物量を動物の体重1kg当たりで表した最小中毒量(toxic dose lowest)
4) LC50 試験動物の半数を死亡させる空気中の薬物濃度(50% lethal concentration)
5) LCLo 試験動物を死亡させる最も少ない空気中の薬物濃度(lowest published lethal concentration)
6) TCLo 試験動物に対し中毒症状を示す最も小さい吸入薬物濃度(toxic concentration lowest)
根拠:GHS 急性毒性の分類区分と判定基準では多数のラットの動物実験によるLD50に基づく。が、動物愛護上、少数ラットによる大まかな推定値に変更された(300mg/kgで死ぬことが確認されたら、50mg/kgで試験し、死なないならば、LD50は50-300mg/kgと推定する)急性毒性推定値
acute toxicity estimate, ATE。 |
| き |
競業避止義務 |
企業の危機管理の一環として、退職社員による機密やノウハウ漏洩を防ぐために、就業規則に競業避止義務を盛り込む企業が多くなってきています。しかし、就業規則にどう盛り込もうが一般的に労働者は会社を退職すれば同業他社に就職しようが独立自営業を営もうが自由なわけです。ではなぜ無駄な事項を就業規則に盛り込むのか?それは、もし労働者が競業他社に就職したことにより、それが理由で自社が打撃を受け多大な損害を生じた時に、その損害を賠償させるための予防策なのです。損害を与えた当事者として特定するため、事前に特約を結んでおくのです。また、以下のように合理性も必要とされる:1.競業避止の期間や地域、職種の範囲、2.使用者の利益と労働者の不利益とのバランス、3.社会的利害(独占集中のおそれとそれに伴う一般消費者の利益)。 |
| き |
共感 empathy |
カウンセリングにおける重要なコミュニケーション要素の1つで、「その人そのもの」を理解すること、とされる。つまり、相手を評価するのでなく、傾聴などを通して、相手とその世界を理解し、「相手とともにいる」状態を築くことをいう。スキル的にとらえると、
・まず相手の言ってることに注意深く耳を傾け、相手の感情やその感情をもつにいたった背景を理解する。
・そのことを相手に伝え、正しく理解しているかどうかを確認する。
という手順を踏みながら、相手への理解を深めていく。 |
| き |
競合分析 |
または競争分析。企業は業界の中で互いに競合しているが、その業界は自社と同じ製品を作っている企業だけとは限らない。たとえば、缶コーヒーの業界とするか、嗜好飲料業界とするかで、競争相手の範囲は変わってくる。その範囲内での競合上での地位の優劣は市場シェア、総体的品質などで表される。また、競合の激しさの程度はシェアの変化などによって測られよう。さらに、マーケティング競合戦略は業界での自社の位置づけによって異なってくる。
競合の有無およびその激しさの程度の測定:
(1)時系列分析による:各企業のある期間の売上またはシェアの変化を見て、一方が増加し他方が減少していれば、競合の激しさは相関係数(マイナス)で測られよう。
(2)地域分析による:ある地域ではブランドAのシェアが大きく、別の地域ではbブランドのシェアが大きいというように、地域により勝ち負けが見られれば「競合あり」とする。やはりマイナスの相関係数で測られる。
(3) 併買関係分析による:消費者の購入データで、同一消費者がどちらのブランドも購入していれば「競合あり」とみる。併買者が多いほど競合が激しいとする。
(4)ブランドスイッチ分析による:長期の消費者パネルデータで、対象者別に2期間を比較して購入ブランドが異なるかどうかを見る。その出入りの多いブランド同士は競合がはげしいとみる。
(5)TPOによる:消費者の使用状況のデータがあって、同じ特性の層が同じTPOで異なるブランドを使用していれば「競合あり」とする。
(6) 意識調査による:購入の際に、そのブランドが品切れだとしたらどのブランドにするかを聞いて、その結果で代替関係にあるブランドは競合しているとする。
(7)マーケティングモデルによる:製品が「ブランド×タイプ」のとき、競合がブランドとタイプのどちらで起きるかをヘンドリーモデルが扱っている。ある2製品間の競合の大きさは両者のシェアの積に比例するというのがその原則である。この種のモデルは、競合関係にあるいくつかのサブマーケティングに再編成しようという立場から注目される。 |
| キ |
キャッチアップ catch-up |
優位なものに対して,追い上げ,追い付くこと、追い上げ、追いつくこと |
| キ |
キャピタルゲイン capital gain |
資産の売却や値上がりによる収益 |
| き |
共分散構造分析、
検証的因子分析 (confirmatory factor analysis, CFA)→
グラフィカルモデリング (graphical modeling, GM)→
共分散構造分析または構造方程式モデリング (structural equation modeling, SEM)、
因果分析法、パス解析、パス係数、アロー・ダイアグラム |
Exelで学ぶ共分散構造分析とグラフィカルモデリング、小島隆矢著、オーム社、2003、東京. (3800円)による変数間の因果関係がパス図中の矢印で模式図として確認できるソフトCD付き。SPSSのAMOSに手が届かない人向き。アンケートの結果整理には必需品。
例:風が吹けば桶屋が儲かるについての因果関係を表わすアロー・ダイアグラムによる考察:(図)
数字は、「パス係数」と呼ばれており、重回帰分析における偏回帰係数として求められる。
パス解析の手法:いくつかの変数の間に原因結果の関係をもった因果モデルを仮定したとき、その関係をパス(通路)で表して原因が結果に及ぼす影響を明らかにするものである。
一般的には変数間の関係は次のように分割される:(1)直接のパスによる直接効果(x1→y)、(2)他の変数を介したバイパスによる間接効果(x1→x2→yによるx1・yの相関)、(3)見かけだけの疑似相関(x1→x2、x1→yによるx2・yの相関)。
この手法の適用に当たって大切なことは、ある程度の主観的判断であっても、変数間になんらかの因果関係が想定できるという前提である。従って、最初のモデル構築に当たっては、現状の分析および理論の裏付けによるサポートが必要となる。 |
|
| き |
記録管理、記録 |
記録管理とは、マネジメントシステムを運営するに当たり必要な、最も基本的な活動の一つです。マネジメントシステムは様々な計画に従い運営されます。この運営の過程で、マネジメントシステムが計画通りに運営されたことを示すのが記録です。管理された記録は、正しく維持・管理されること、必要なときに必要な人が利用できることなどが要求されます。
記録とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。ここでは、組織に対して「苦情対応の進捗状況、及び結果を記録する」と明確に要求しており、記録の維持・管理方法を定める必要もあります。記録の維持・管理とは、記録を見たいときに見ることができるように整えることであり、苦情対応の進捗状況だけでなく、従業員への教育の記録も同様に管理しなければなりません。また、苦情の申し出者からの記録の開示や提出要求に応えるための基準を設けることも要求しています。 |
| き |
気/液分配係数 |
気相と液相が接する系において,化学物質が両相に分配される割合を表す数値.気相中濃度を液相中濃度で除した値 |
| き |
機会費用 opportunity cost |
複数の人・行動・物の選択肢から一つを選ぶ時、選ばれなかった他の選択肢から得られたはずのプラス(満足や利益)をコストとして捉える考え方。選んだ選択肢のプラスと比較することにより、選択肢の価値を比較できる。
バスとタクシーのどちらが得かと考える場合、その時の自分の機会費用について考えよ。1時間に何件も得意先を回り確実に成果をあげる社員なら、1時間あたりの機会費用はタクシー代よりも高い(タクシーに乗った方が得!)。逆に1時間では大した仕事ができない社員なら機会費用は安く、バスに乗って経費を節減した方が合理的。
酒屋などでよく見る「激安ランチ」も機会費用をうまく活用している。夜に営業する居酒屋。昼間はその設備や人が遊んでいることが多い。かといってそれを他のモノに転用するのも難しい。つまり、昼間の営業を始める時の設備や人の機会費用は「ゼロ」。後は材料費と光熱費、そしてわずかな利益を上乗せすることで激安ランチの出来上がり。しかもお昼は客の回転が早く、少ない利益でも充分儲けにつながる可能性もある。(NHK、出社が楽しい経済学、2009)
|
| き |
幾何標準偏差(geometric standard deviation: GSD) |
データを対数変換した後に標準偏差を求め,その逆対数をとって求める |
| き |
幾何平均(geometric mean: GM) |
全データの相乗積の同次乗根.データを対数変換した後に算術平均を求め,逆対数をとって求める. 「算術平均」と対 |
| き |
揮発性有機化合物 (volatile organic compound: VOC) |
沸点が比較的低く,大気中にガス状で存在しやすい有機化合物の総称 |
| き |
急性毒性 |
動物あるいはヒトに化学物質を単回投与あるいは短時間(1日未満)に反復暴露した場合に,その直後に現れる毒性 |
| き |
許容1日摂取量 (acceptable daily intake: ADI) |
ヒトが生涯にわたり,毎日摂取しても,健康に有害な影響が現れないと考えられる1日当たり体重1kg当たりの化学物質量.食品添加剤・農薬など,人間がなんらかの利益を受けている化学物質については「許容」という言葉を使うことが多い.「耐容1日摂取量」の項を参照 |
| き |
切れ、こすれ、擦れ |
参照:中災防防止ポスター、 |
| き |
脚立作業、立馬・脚立(ウマ)足場、
はしご作業、
墜落・転落、 |
参照:
はしごや脚立からの墜落・転落災害を無くすパンフレット、チェックリスト(厚労省、2021)、
立ち馬・脚立(ウマ)足場の安全な使い方、墜落転落防止防止(厚労省)、
建設業いまさらきけない安全衛生法、第2版、エレメント・プランニング、東京、平成18年、36頁、2100円。
移動式足場(ローリングタワー、脚立足場)定期チェックシート、RSTシート、第28版、中災防、平成18年、184頁。 |
| き |
休職退職、休業と休職の違い、(1)(2),休業、休職、違い |
| 休日 |
就業規則 |
労働免除日 |
法定休日 |
割増賃金 |
|
|
|
所定休日(週休2日の土曜) |
割増賃金無し、週40時間越え割増賃金 |
| 休暇 |
労基法 |
労働義務日 |
年次有給休暇 |
1日単位での取得 |
|
|
|
生理休暇 |
|
|
|
子供の看護休暇 |
|
|
|
介護休暇 |
|
就業規則 |
|
慶弔休暇 |
|
|
|
リフレッシュ休暇 |
|
|
|
夏季休暇 |
|
|
|
年末年始休暇 |
| 休職 |
就業規則 |
|
病気休業 |
|
|
|
私事で会社が認めた休職 |
|
|
|
公職就任の休職 |
|
|
|
出向休職 |
|
|
|
刑事罰起訴拘留休職 |
|
|
|
組合専従休職 |
| 休業 |
労基法26条 |
会社都合 |
業績悪化などの業務停止 |
休業手当賃金6割以上支払
複数日取得 |
|
|
不可抗力 |
天災 |
休業手当義務なし |
|
健保 |
労働者請求 |
産前産後休業 |
14週間
補填 |
|
雇用保険 |
|
育児休業 |
補填 |
|
|
|
介護休業 |
補填 |
|
A.「休業」は雇用者事由:
1. 「休業」とは、労働者が、労働者の責任範囲にない事情(以下「責に帰すべからざる事由」と表現する。)のために労働したくてもできない場合をいう。
イ) 天災事変その他の不可抗力のように、労使のどちらにも責任を負わせ得ない事由による場合(労働基準法の適用はありません)、
ロ) 使用者の責に帰すべき事由による場合(労働基準法第26条により、使用者の希望で労働者を休業させた場合についてだけ、平均賃金の6割以上の休業手当の支払いを義務づけている。使用者の責に帰すべき事由には、次の5つがあり:イ) 使用者が労働者を違法に解雇、出勤停止、ロックアウトした場合、ロ) 機械の故障、検査、ハ) 原料、材料の不足、ニ) 電気等の燃料の供給不足、ホ) 運転資金の不足等による操業の全部的または部分的停止)
2. 休業手当の支給日は、賃金と同じく、所定の賃金支払日となっております。
A-a.休業手当:労基法、
A-b.休業補償給付:労災補償保険法:業務上負傷・疾病の療養に対して、休業4日以降、
A-c.出産手当:健康保険法:出産前6週+産後8週、
A-d.育児・介護休業手当:1年(半)、3月、
B.「休職」は被雇用者事由:
1. 「休職」とは、労務に服させることが不適当な事由が生じた場合、従業員の地位を維持したまま一定期間労務に服することを停止させることをいい、勤務はしていないが、労働関係が解消されていないので解雇とは異なります。
イ) 病気休職(業務外の疾病のため長期の欠勤を認めるもの)
ロ) 事故休職(疾病以外の私的な障碍事由による欠勤を認めるもの)
ハ) 起訴休職(刑事事件で起訴されたことを事由に就労を禁止するもの)
ニ) 調整休職(他の制度との調整をはかるためのもので、出向休職、組合専従休職など)
ホ) 賜暇休職(家事都合、自己啓発の研修・留学など)
2. 休職の成立は、使用者が休職を発令するか休職の申出を承認することが必要です。休職事由が発生しても、それだけで休職が成立するわけではありません。
3. 休職中は労務の提供をしていませんので、病気休職にしろ事故休職にしろ、不就労は使用者の責任による事由とはいえないので賃金は支給されません。また、休職中は労働関係の解消がなされていないので、従業員としての地位には変動がないから、就業規則は原則として適用されます。
4. 休職期間中に休職事由がなくなれば、復職できるが、休職が続けば休職の延長、退職、解雇などとなります。復帰は特段の事情がなければ現職への復帰となります。
5. 就業規則等で休職の定めをするときは、休職事由、復職の要件などを明記することが大切です。
B-a.休職ゴロ(ゴロツキ):休職手当を払う美味しい事業所において、休職期間満了直前に職場復帰診断書を提出し、1週間か1月働いて、再度長期休職する労働者。機械的解雇によるトラブルを回避する為には、復帰後の就業対応と解雇要件の規定と復帰前からの話し合いが必要であるが、困難である。
参照:休職期間満了による退職規定とその運用を慎重にやるべきである旨の判例:産業保健21 2011;63:8-9.
、 |
|
| ク |
クアリティ・アシュアランス quality assurance (QA) |
品質保証。ISO9000の定義では、「品質要求事項が満たされるという確信を与えることに焦点を合わせた品質マネジメントの一部」とされている。つまり、品質要求事項を満たすという信頼感を組織内では経営者に、外部に対しては顧客に与える活動であり、一般的な手段として品質保証体系図などがある。これは組織が経営者及び顧客に対して、どのように品質保証活動を実施するかを示すものである。
|
| ク |
クアリティ・オブ・ライフ quality-of-life (形容詞) |
生活の質・水準の/を左右する |
| ク |
クアリティ・コントロール、
品質管理・品質コントロ-ル
qualilty control (QC)、
ハードの改善等コストのかかる大改善を前提とするTotal Quality Manegement, TQM、
ソフトの改善等コストのかからない小改善を前提とする小集団活動(QCサークル)によるQCストーリー、
品質工学、
quality engineering (QE)、 |
(Ⅰ)分類:
広義の品質管理(quality management, QM)は、一部で、
①品質保証(quality assurance, QA):工程検査(品質維持の道具、健康診断):ISO9000、品質試験、出荷検査。
②狭義の品質管理(quality control, QC):工程管理(品質調査の道具、病気の診断):QC7つ道具、古典的実験計画法、多変量解析。
③品質革新(quality innovation):工程改善、病気の予防と治療):品質工学、パラメータ設計(SN比)、許容差設計(損失関数)とに分類する。が、私は、上記の言葉遊びでなく、①観念上、不良品の発生・クレームが出てからretrospectiveに改善することと、prospectiveに改善することに2大別し、②システム管理上、全社的hardwareで対処するか、現場実働小集団(俗称コンバット・チーム)のsoftwareで管理するかの2x2表の4種類に大きく括った方が理解しやすいと思う。
(Ⅱ)歴史:
品質管理の推進(品質管理に関するさまざまな手法を総合的に、かつ、全社的に展開して適用し、従業員の総力を結集してその企業の実力向上を目指す)。大量生産方式の近代的品質管理は、1920年代米国ベル研究所Shewhartが統計的手段として、生み出した。1960年頃から、製品やサービスの品質を維持し、不良品をなくすための管理活動として導入され、日本製品の品質向上に貢献してきた。TQMは、棚卸され、品質改善小集団(活動)、QCサークル(数名からなる小集団)による活動として展開する。他方、欧州では、消費者への品質保証としての品質管理ISO9000が発達した。
(Ⅲ)品質管理の流れ:
(1)目的:バラつきの補正であり、バラつきの出る工程の見直し:①材料Material、②機械・装置Machine、③作業方法Method、④検査Measurement、⑤管理Managementの調整。
(2)目標:①品質方針・品質目標の設定、②品質計画、③品質管理、④品質保証及び品質改善。
(3)計画:
(4)手段:①総合的品質管理(Total Quality Control (TQC)、最近はTotal Quality Manegement
(TQM)と呼称。Controlが「力で支配する」意味が強いので、単なる管理経営する「manage, administrate」に替えた):ISO9000の定義では、「品質要求事項を満たすことに焦点を合わせた品質マネジメントの一部」とされ、また、品質マネジメントとは、「品質に関して組織を指揮し、管理するための調整された活動」とされている。②統計的品質管理(Statistical
Quality Control, SQC):統計的手法によって計画、維持、評価、向上させ、不良品をなくすための管理活動::(i)retrospectiveなQC7つ道具、(ii)prospectiveな品質工学。
(Ⅳ)管理システムから見た分類:
(1)全社的な品質に関する指揮及び管理:
全社的な品質管理活動TQM(Total Quality Manageent)はコストがかかり取り返しがつかない大改善で、十分な事前の客観的検討に基づく、management
systemとしての計画・実施である。手順は:
長期方針(ニーズ、戦略)
テーマ・ストック (the worst 3)
経営者による点検
実行テーマの選定 (the best 3)
実践
評価
改善 (以上、いわゆるPDCA, CAPD)。
(2)下部組織・現場での品質改善:QCサークル:
各職場で組織される、カイゼンを行う小集団活動のこと。日本型企業の大きな特徴である、ボトムアップによる組織の活性化の典型例である。その特徴は、外部のコンサルティングに頼ったカイゼンではなく、実際にその職場で働く人達が取り組む。 一時的な活動ではなく、職場に定着した継続的活動によって製品・サービス・仕事などを管理したり、カイゼンを行う。サークルの運営は業務命令ではなく、原則的には自主的に行われる。会社は運営資金を出す代わりに、年に数回のカイゼン成果報告を課す。成果はランク付けされ、優れた成果を挙げたものには社内で表彰、報奨金の支給、社外への成果発表などが行われる。 特にQC活動に力を入れている企業では、QCを専門分野とした部署を置いている場合がある。
TQMが棚卸しされて、QCサークル(数名からなるQC実行部隊、小集団活動)によって展開される。QCサークルのQCストーリーは、コストのかからない、計画目標の設定を強いて無用な日常活動であり、通常問題解決として以下のステップを踏む:
テーマ設定の傾向を探る手法:特性傾向レーダーチャート、5M分類表、
テーマ選定、現状把握、目標設定、要因解析、対策検討:の検討:リスクアセスメント、特性要因図、この場合、しばしば短期での我田引水的な実利を先行させるが故に、対策も結果も容易に推定されうる目標設定に陥り易いので注意が必要である。その為にも、主観的目標設定でなく、客観的解析に基づくことが必須である!
対策の実施、
効果の確認、標準化と管理の定着、
改善 (以上、いわゆるPDCA, CAPD)。
作業者の心構え:「前工程より不良品は受け取らない、自工程で不良品を作らない、後工程へ不良品を渡さない。」
(V)品質管理の統計的手段:
(A)QC手法:
最も簡易なロジックツリーの応用「なぜなぜ5回繰り返し活動」(why-why, so howなど)があるが、後述のQC七つ道具、新QC七つ道具が代表的である。他にも、製造段階、開発設計段階、商品企画段階での質向上のための方法がある。
(1)QC七つ道具:QC7つ道具:管理を行うにあたり、現象を数値的、定量的に分析するための技法。いずれも、視覚的に表すことで誰でもすぐに問題点がわかったり、説明を容易にすることを狙っている。数値データの分析:
①ヒストグラム:分布の把握、
②グラフ・管理図:工程の管理、
③チェックシート:点検・記録、
④パレート図:重点志向、
⑤層別、
⑥特性要因図(cause and effect diagram):原因追究、
⑦散布図:関係把握。
(2)新QC七つ道具:新QC7つ道具:QC七つ道具が定量的な現象分析を狙うのに対し、新QC七つ道具は定性的な分析を狙う。問題の構造を早期に明らかにすることが狙いである。言語データの分析:
①連関図法:原因追究、
②親和図法(KJ法の別名):問題の整理・発見、
③系統図法:対策の追求、
④アローダイアグラム法:日程計画、
⑤マトリックス図法:対応の把握、
⑥マトリックスデータ解析法:多次元データ解析、
⑦PDPC法(過程決定計画図、Process Decision Program Chart):不測事態の対応。
(B)品質工学(QE):原因追求の壁に当った場合、タグチメソッドとして、実験計画法で解決する(総論, PDF):手順:
(1)実験計画書:
目的設定
要因図:信号の拾い出し
基本機能 理想機能一次式y=βMが成立する関係、と、目的機能
特性値 y:動特性(良並悪の使用環境条件(誤差因子、ノイズ)を考慮し、最適化設計(ロバスト設計)とする)、静特性(市場調査などコンジョイントで有用)
因子水準表:①実験条件の分類名、制御因子(要因)とその水準(標準L18:2水準x1因子+3水準x7因子、合計8因子)、②各水準の期待効果(+1,
0, -1など)
直交表割付:通常、標準L18直交表(y軸:18実験、X軸:制御因子パターン8列、信号因子xノイズ割付別実験結果欄、評価尺度(SN比))
(2)実験
(3)直交表解析(ソフトによる)(入出力図上、傾きβ(性能(感度)S(db)=10log(β)^2;性能の安定性=SN比=η(db)=10log(β/σ)^2、)が大きく、ノイズN1・・Nxが接近する程望ましい)、交互作用(信号xノイズ図が主効果で説明できない状態)に注意し上手に利用する、
(4)確認実験(不確定な交互作用を低減する)
(5)実験報告書作成
(Ⅵ)用語説明:
品質管理:買手の要求にあった品質を経済的に作り出すための管理と品質改善。品質改善のために、業務の改善(作業の内容)まで踏み込むこともある。
品質保証:買手が安心して使えることの保証で、品質管理+信頼性(寿命)。例えばテレビが1年で壊れたら、メーカーは無償で修理する。
企画品質:買手の要求を製品に反映しているか。製品のコンセプト。
設計品質:企画した品質を設計できたか。製品仕様書から設計図を描く。
製造品質:設計の狙いどおりに製造できたか。製造工程で品質を造り込む。QCT(機能quality・コストcost・納期lead time)をトータルで満足する
商品品質:買手が要求している価値(機能、デザイン、価格)。買手が満足すれば品質が良いといえます。
技術品質:故障、公害、使用コストなどの損失が無いこと。品質工学の対象。
|
| ク |
クアリティ・サ-クル quality circle |
品質管理サ-クル |
| ク |
クアリティ・システム quality system (QS) |
品質システム |
| ク |
クアリティ・タイム quality time |
外で働く親などが子と交流できるかけがえの無い時間 |
| ク |
クアリティ・マニュアル quality manual |
ISO9000の定義では、「組織の品質マネジメントシステムを規定する文書」となっている。すなわち、品質マネジメントシステムの仕組みを規定する文書である。ISO9001では、次の項目を含めた品質マニュアルを作成し、維持することを要求している。(1)品質マネジメントシステムの適用範囲。適用除外がある場合には、その内容と正当とする理由。(2)品質マネジメントシステムについて、確立された“文書化された手順”、または、それらを参照できる情報(例:規定、要領書などの引用)。(3)品質マネジメントシステムのプロセス間の相互関係に関する記述(例:プロセスフロー図、品質保証体系図など)
|
| ク |
クアリティ・マネジメント quality management (QM) |
品質マネジメント。品質マネジメント・システムの8原則:ISO9000ファミリーにおける品質マネジメントシステム規格の基礎となる8つの原則のこと。組織をうまく導き、運営するには体系的で目に見える運営管理が必要である。品質マネジメントの原則は、トップマネジメントがパフォーマンスの改善に向けて、組織を導くために使用するよう開発されたもので、8つの原則をうまく使うことによって、利害関係者のニーズ、便益に資するとしている。(1)顧客重視:組織はその顧客に依存しており、そのために、現在および将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。(2)リーダーシップ:リーダーは、組織の目的及び方向を一致させる。リーダーは、人々が組織の目標を達成することに十分に参画できる内部環境を創り出し、維持すべきである。(3)人々の参画:すべての階層の人々は組織にとって根本的要素であり、その全面的な参画によって、組織の便益のためにその能力を活用することが可能となる。(4)プロセスアプローチ:活動および関連する資源が一つのプロセスとして運営管理される時、望まれる結果がより効率よく達成される。(5)マネジメントへのシステムアプローチ:相互の関連するプロセスを一つのシステムとして、明確にし、理解し、運営管理することが組織の目標を効果的で効率よく達成することに寄与する。(6)継続的改善:組織の総合的パフォーマンスの継続的改善を組織の永遠の目標とすべきである。(7)意思決定への事実に基づくアプローチ:効率的な意思決定は、データ及び情報の分析に基づいている。(8)供給者との互恵関係:組織及び供給者は独立しており、両者の互恵関係は両者の価値創造能力を高める。
|
| ク |
クアリティ・マネジメント・システム |
ISO9000の定義によると、「品質に関して組織を指揮し、管理するためのマネジメントシステム」とされており、かつ、マネジメントシステムとは、「方針及び目標を定め、その目標を達成するためのシステム」とされている。つまり、ISO9001の要求事項に従って、組織における業務活動の手順を明確にし、評価して記録として残す仕組みで、一般的には文書化されたものである。組織は、この品質マネジメントシステムを構築し、適切に運用し、維持管理することにより、品質水準が向上し、顧客の信頼を獲得し、顧客満足に資することとなる。 |
| グ |
グループエンカウンター group encounter |
カウンセリングの一形態で、集団で行なうもの。名称や形態はさまざまだが、メンバー相互が本音を出し合うことにより、互いの理解を深め、また自分自身も受容していくことをねらいとする。形態には、大きく構成的グループ(structured
group)と非構成グループ(unstructured group)の2種類がある。前者は、ある課題(共同作業やエクササイズ)の遂行を通して交流を深めるもの、後者はフリートーキング主体に進めるものをいう。
|
| グ |
グローバル global |
ものごとの規模が国家の枠組みを越え,地球全体に拡大している様子。地球規模 |
| グ |
グランドデザイン grand design |
全体を長期的,総合的に見わたした構想。全体構想。類語の「マスタープラン」は,「基本計画」。 |
| ク |
クリティカルシンキング(critical
thinking) |
「分析的思考」のこと。個人的な考えを一度、客観的な思考でとらえなおすことにより、より論理的に説明できるよう言語化し説明していくこと。的確な状況評価、迅速な問題解決、質の高い意思決定をする上で重要なスキルと考えられる。
|
| ク |
クロマトグラフィー(chromatography) |
混合物の分析法の一。固体または液体の固定相(吸着剤)中で、液体または気体の移動相(展開剤)に試料を加えて移動させ、試料混合物の各成分の吸着性や分配係数の差に基づく移動速度の差を利用してそれぞれを分離する方法。精製・同定・定量に用いられる。 |
| ぐ |
愚痴 |
「真剣だから智慧が出る 中途半端だと愚痴が出る いい加減だと言い訳ばかり」(川上哲治)。 |
| く |
苦情申し出者に生じた損害への対応 |
苦情申し出者に生じた損害への対応とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。苦情対応の原点ともいえる定義がなされており、組織が提供する製品やサービスが原因で発生した損害に、「損害の種類、重大性、責任の程度と範囲」などを考慮した上で対応することを求めています。
顧客不満足に対するマネジメント、潜在的不満足。
顧客関係管理(こきゃくかんけいかんり、CRM:Customer Relationship Management)とは、顧客満足度を向上させるために、顧客との関係を構築することに力点を置く経営手法のこと。顧客情報管理、顧客関係構築、単に顧客管理と訳される場合もある。。
|
| く |
苦情要因の是正及び予防処置 |
苦情要因の是正及び予防処置とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。規格は組織に対し、「苦情の性質、程度、法的な責任、社会的責任、発生頻度などを考慮」しそれに見合った是正及び予防処置を講ずることを明確に要求しています。また、「外部機関の事例、判例」の利用を促し、是正及び予防処置の進捗状況を最高責任者に報告することも明確に定義されています。 |
| く |
苦情対応 |
苦情対応の要素とは、JISZ9920(苦情対応マネジメントシステムに関するJIS規格)で定義されている、組織の苦情対応に必要とされる基本的な注意点のことです。これには、「公平性、透明性、苦情申し出の容易性、支援、応答性、費用、苦情申し出者に生じた損害への対応、苦情要因の是正及び予防処置、記録」という9つの要素があります。
?納入先からクレームがあると、 ミニスカートをはいた品質管理担当者が訪れ、問題のあった部品を多めに納め、「これで勘弁して下さい」?
|
| く |
苦情申し出の容易性 |
苦情申し出の容易性とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。「広告、カタログ、説明書、案内書、容器・包装など」で苦情受付窓口を広く告知するとともに、苦情申し出の方法を簡単に理解できるよう努力するように要求しています。『JISZ9920:2000(苦情対応マネジメントシステムの指針)』日本規格協会
|
| く |
組合 |
(A)種類:(1)職業別組合:印刷工・機械工など熟練労働書、超企業的、排他的、(2)産業別組合:欧米で主流、(3)一般組合:中小企業における合同労組、(4)企業別組合:パ-ト・臨時工は加入不可。(B)ショップ性(従業員資格と組合員資格の関係を定める労使協定):(1)オープン:組合への加入は労働者の自由意志、(2)ユニオン:雇用後は強制加入で、脱退は解雇となる。が、日本では解雇されない尻抜けユニオンがある、(3)クロ-ズド:組合員であることが雇用条件。(C)救済:(1)地方裁判所、(2)地方労働委員会、労政事務所へ、1年以内に申し立てる。
参照:推定労働組合組織率19%(2005)(1,2)
|
| く |
組合、管理職ユニオン |
管理職ユニオン:東京管理職ユニオン(http://www.mu-tokyo.ne.jp/)は、職種・地位や産業を問わない一般労働組合である(労働組合法では「労働者が主体となって自主的に労働条件の維持改善その他経済的地位の向上を図ることを主たる目的として組織する団体又はその連合団体をいう。」となっています。会社や職場、業種の違う人たちが集まっていても目的と行動が伴っていれば立派な労働組合といえます。)。企業内労働組合の組合員であるならば、加入する前に、まずその組合に相談する。管理職であったり何らかの理由で企業内組合に所属していない場合や企業内組合が対応してくれない場合には東京管理職ユニオンに相談する。 また、企業内組合がユニオンショップ協定を会社と結んでいる場合は注意が必要で、企業内組合を辞めると解雇される場合がある。どうしても企業内組合を退会したい場合には事前に東京管理職ユニオンなどに入る必要がある。東京管理職ユニオンは「指導も救済もしない」「自己決定責任」の組合で、組合員はお互いの経験と知恵を出し合い協力して問題に取り組み、解決は当事者の主体的意志による。 |
| ぐ |
偶然原因 |
変動の原因となる多数の原因の内、比較的重要度の低い原因。仮に原因が同定されていても、その除去のコストとベネフィットを天秤に掛けた場合、技術的・経済的にその原因を除去することが好ましくなく、それらを偶然原因として処理する方が望ましい。 |
| グ |
グレア |
視機能に悪い影響を与えるような過度な輝度または過度な輝度対比のことをいう。 |
| く |
くん蒸 |
気体の状態で薬剤を作用させて病害虫を駆除すること。 |
| く |
くるみ割り、クルミ割り、胡桃割り、nutcracker |
クルミ割り器、クルミ割り人形、 |
| ク |
クライアント・マシン client machine |
サービスを提供される側のPCのこと。サービスを提供する側のPCを「サーバマシン」と呼ぶ。 |
| ク |
クラスター分析 |
例:余暇の過ごし方のクラスター分析:n=25人の男性に余暇の過ごし方をいくつかの態度項目で質問し、回答結果のデータから因子分析によって2つの軸を取り出し(図、タテヨコの軸)、このあと対象者について「クラスタリング」を行った。集合をクラスターに置き換えた。図中で、実線内は所属度0.8以上、点線内0.3以上:(図)
|
| グ |
グラフの変化 |
折線グラフ上、(1)シフト(shift、まるでル-ト記号のように急に値を変化させて以後プラトーとなる)、(2)トレンド(trend、徐々に変化してゆく坂のような変化)、(3)不安定(unrest、サインカ-ブの様に上下が激しい不安定な変化) |
| ク |
クリティカル・パス |
クリティカル・パスとは、プロジェクトの完成を遅らせないためには絶対に遅らせてはならない工程の組み合わせのことです。言い換えると、前が終わらないと次に進めない工程の組において最も長くなる工程のことであり、クリティカル・パスの長さはプロジェクト全体の長さを意味します。クリティカル・パスでない工程をいくら短縮しても、プロジェクト全体の短縮にはつながりません。プロジェクトマネジメントにおいては、クリティカル・パスを守ることに注力するのが重要になります。
医療における、マニュアル化された診療行為とは異なる。 |
| グ |
グリーン購入 purchase of green |
組織が業務活動において使用する文具などの物品を環境配慮型製品から選択する活動。
グリーン調達とは、国や地方公共団体、事業者が製品に使用する部品や資材を選定する際に、価格や品質、納期だけを重視するのではなく、環境配慮(リサイクル可能、長期間使用可能、再生原料の使用など)を調達基準に追加することです。それにより供給側をも取り込んだ形で、環境配慮の活動を進めていくという目的があります。関連法には、グリーン購入法(国等による環境物品等の調達の推進等に関する法律)があります。 |
| グ |
グループウエア groupware |
グループによる知的創造活動を支援するためのソフトウェアやシステムのこと。機能としては、ネットワークを利用して文書のほか画像や音声などあらゆるファイルの共有、電子メールや電子掲示板、スケジュール共有、ワークフロー管理などがある。例えば、会議への参加や営業同行してほしい人にメールを出し、その人が承認すればその人のスケジューラに自動的にそのスケジュールが反映されるなどといった機能。 |
| ク |
クロスファンクショナルチーム Cross-functional
team |
クロスファンクショナルチーム(以下、CFT)は、複数の部門や職位から、多様な経験・スキルを持ったメンバーを集めて構成されます。部門横断的なテーマについて検討し、解決策を提案していくことがミッションです。
プロジェクト形式で一時的な組織として設立する場合もあれば、常設部署として設置する場合もあります。
CFTは、対象テーマの業務に精通し、強い変革意欲を持ち、かつ社内の他部門に対して影響力を保持している取りまとめ役により統率される必要があります。
構成メンバーは、テーマに関連する複数の部門から、多様な経験・スキルを持った構成員を職位にかかわらず選出します。取引先やコンサルタントなどの第三者をメンバーとして加えることもあります。
この際、取りまとめ役として経営者候補を選抜したり、メンバーに若手社員を抜擢したりして、人材育成の機会として活用するケースもあります。
CFTを機能させるためには、導入する組織のリーダーの強いコミットメントが不可欠です。リーダーは、全社の方向性について明示した上で、CFTの活動の重要性について啓蒙する必要があります。 |
| グ |
グローバリゼーション globalization |
地球規模化 |
| グ |
グローバル・スタンダード Global
Standard |
グローバル・スタンダードとは、特定の国や地域、企業などだけで適用されている基準ではなく、世界中どこでも適用される基準や規格、ルールといった意味で使われています。
今、世界経済で起きている市場統合や貿易・投資の自由化、情報化の進展、規制緩和の流れなどを受けて、ボーダーレスな世界市場が形成されつつあります。この巨大な市場を円滑に機能させるためには、参加するプレーヤー相互間に共通する行動や判断の基準、ルールといったものが必要です。これがグローバル・スタンダードです。国際的に、同じ基準で使用できるよう品質・寸法・形状・機能・試験方法などを決めることによって、下記に挙げたような保証ができるよう統一化されます:①相互理解(共通の単位、定義、測定方法を用いること)、②互換性の確保(部品や消耗品の調達)、③消費者の利益確保(一定の品質や安定供給)、④新技術の普及(ビデオのVHSの普及)、⑤安全性の確保(安全保障、操作の統一)、⑥環境の保護(エコマークなど)。
国際標準には“デファクト・スタンダード, de facto standard”と“デジュール・スタンダード, de jure standard”の2種類があります(ラテン語)。
“デファクト・スタンダード”とは、「市場が決めた標準(つまり事実上の標準)」という意味で、パソコンの基本ソフトWindowsとか、ビデオのVHS規格などがあります。つまり一番売れているものが世界の標準という考え方なのです。
もう一つの“デジュール・スタンダード”とは、ISOなどの国際機関が作成している公的な国際標準のことを指します。もともと標準は、法律と違って強制力はありません。使うか使わないかは自由になっています。ただし法律で標準を指定されると強制的になりますし取引の条件になっていれば、半ば強制になります。WTO(世界貿易機関)のTBT協定(貿易における技術的排除)ではISOを歓迎しています。
グローバル・スタンダードの多くは、ISO(国際標準化機構)などの国際機関で定められた標準規格(デジュール・スタンダード)ではなく(すなわち、公的な認証が標準ではない)、パソコンのOSやVTRの規格のように、ある商品や技術、制度などがグローバルに普及して事実上の国際標準となった、いわゆるデファクト・スタンダードです。このことは2つのことを意味しています。1つは、必ずしも最良のものや公的な認証を得たものがグローバル・スタンダードになるとは限りませんが、そうなってしまえば市場参加者はそれに従わざるをえないということです。もう1つは、市場参加者にとってよりよい標準ができれば、それまでの標準に取って代わることもありえるということです。
国際標準では、初期段階で統一に失敗し普及してしまうと、容易には統合できず後世まで、利用者に多大な迷惑をかけてしまいます。例えば、車の右ハンドル(左側通行)や、鉄道の軌道など、今となっては国際標準に適応は困難となっています。また、新規格の統一には時間がかかりそのあいだ、利用者は混乱してしまいます。
|
| ク |
クレアチニン |
筋肉中に含まれるクレアチンが分解されて生じる老廃物.クレアチニンは腎臓に輸送され,腎糸球体でろ過されて,再吸収されず直接尿中へ排泄される.クレアチニン排泄量には個人差があり,腎機能状態の把握に用いられる |
| け |
嫌気的条件 |
有機物を酸化するのに必要な酸素がほとんどない条件 |
| け |
経営者のコミットメント |
ISOでは経営者が品質マネジメントシステムの計画、実施及び改善に深く関与することを求めており、品質マネジメントシステムを構築し、継続的に改善するために、経営者が果たすべき5つの役割を実施することを要求している。
|
| け |
経営 |
アウトソーシングoutsourcing
本来なら自社で行う仕事を外部の業者に注文すること。外注。昨今、経費の節減を大きな目的としてアウトソーシングが進んでいる。
経営計画<けいえいけいかく>management planning
経営理念や目標、ビジョンなどをどのように事業に反映していくかを示した計画。
長期・中期・短期の計画があり、さらに、生産・販売・経理など部門別の計画に細分化される。
経営資源<けいえいしげん>managerial resources
企業が独自に利用できる有形・無形の存在物のすべて。具体的には、人的資源・物的資源・情報的資源の他、チャネル、固定客、企業イメージ、ブランドなども含まれる。
CI, corporate identity
企業の存在価値や、社会的な役割について社内外に意思表明を行い、イメージと行動の統一を図ること。
CIの定着にはイメージ戦略を伴うことが多いが、CI=イメージ戦略ではない。
CSCustomer Satisfaction
顧客満足。自社の商品やサービス、接客の態度など企業イメージのすべてを顧客の立場で考え経営戦略を立てること。
戦略<せんりゃく>strategy
いかにして目標を達成すべきかを明らかにするもの。市場・環境から方向性を汲み取り、自社の戦力分析から制約と可能性を考慮して策定される。
ディスクロージャーdisclosure, corporate disclosure
企業情報開示(制度)のこと。主に投資家を保護する目的で企業が情報を一般に公開すること、またはその制度。大枠は証券取引法、商法が定めている。
証券取引所に上場すると財務内容の開示が義務づけられているが、昨今、企業の社会的責任の増大にともない、より多方面からの情報開示が求められてきている。
ノウハウknow-how
企業の活動に必要な生産・経営・管理・技術などに関する知識・経験の情報。新しい(独自の)技術やマーケティングテクニックなどもノウハウである。
ビジョンvision
企業の未来像。会社が将来どのように発展していくのかという計画や展望、そのための方向づけ、施策。
リストラ(リストラクチャリング)restructuring
企業が時代の流れに柔軟に対応するために経営を再構築すること。 不況期では、成長の見込みのない事業からの撤退や組織のスリム化などが行われることが多い。
結果として人員削減につながることもあるが、リストラ=人員削減ではない。
理念<りねん>
企業が事業を通じて社会にどのような貢献をしようとしているのか、どのような価値観や規範に基づいて事業を行おうとしているのか、などを示すもの。経営戦略の上位概念とされる。
ロゴタイプlogo type
会社名や商品名のシンボル化を図るため、一つのマークのようにまとまって扱われる合成文字。CIが流行った時、とりあえずロゴタイプを変える企業が続出。
☆関連→CI |
| け |
経営者の責任 |
組織における責任には2つの責任、すなわち、遂行責任と結果責任がある。遂行責任は任されている職務に対し素早く、適切な処置ができる能力であり、ISOでは品質マネジメントシステムを構築し、継続的に改善するため、重要な事項を「経営者の責任」にまとめ要求している。(1)品質方針・品質目標の設定と見直し、(2)経営組織の業務内容、責任と権限の明確化、(3)品質管理責任者の任命と責任と権限の付与、(4)コミュニケーションの方法、(5)品質マネジメントシステムのレビュー、(6)必要な経営資源(人、教育、インフラ)の提供。
|
| け |
経営者による見直し |
経営者による見直しとは、マネジメントシステムそのものを見直す活動を意味します。この活動は、単に見直して改善するのではなく、経営者の責任においてマネジメントシステム全体の進捗状況を把握し、マネジメントシステムの運営の根幹に見直しをコミットメントするという意味があります。「マネジメントレビュー」とも呼ばれるこの活動は、マネジメントシステム規格が組織に要求する最も重要な要素の一つです。 |
| け |
継続的改善, ISO |
ISO 9001とISO 14001の重要な考え方の1つ。これを実現するための業務の仕組みが「マネジメントシステム」と言えます。1度大掃除したら、また散らかるだけ散らかすのではなく、毎日少しずつでもよりキレイにしていく生活習慣をつけるようなイメージです。 |
| け |
経験価値 empirical value |
顧客の製品・サービスの価値を単なる物理的機能ではなく、顧客一人ひとりの経験に基づく主観的・個別的な使用経験により判断する。モノが売れない、ほしいモノがない今日、たとえばパソコン価値基準が、高性能という物理学的価値ではなく、使用者の経験(たとえば、女性が使う場合にスタイリッシュな小型でスケルトン仕様であれば多少CPUが悪くとも我慢できる)に基づく価値基準にシフトしていることを製造者サイドは理解すべきであろう。 |
| け |
経済主体、経済的主体 economic agent/entity |
生産、流通、消費の経済活動を自らの意思によって営んでいる単位。企業、家計、政府(地方公共団体を含む)の3つをさす。各経済主体の活動は、相互に結び付けられ、影響しあっている。 |
| け |
経歴詐称 |
経歴詐称は労働契約を締結するときに学歴や職歴、犯罪暦、年齢などを偽って、あるいは隠すことをいいます。この経歴詐称を理由として懲戒解雇を有効とするか無効とするか、判例では「真実を告示していたなら採用しなかったと思われる重大な経歴詐称かどうか、企業秩序維持を困難にさせる可能性があるかどうか、採用決定の判断において労働力の評価を誤らせたかどうか、就業規則に定めがあるか」といったことなどを重視している。また、炭研精工事件 1990年02月27日東京地では、使用者が雇用契約の締結に先立ち、雇用しようとする労働者の労働力評価に直接関わる事項だけでなく、企業あるいは職場への適応性、貢献意欲、企業の信用の保持等企業秩序の維持に関係する事項について、必要かつ合理的な範囲内で申告を求めたときは、労働者は信義則上、事実を告知すべき義務を負うとし、最高裁もこれを支持している。 |
| ゲ |
ゲージR&R |
ゲージR&Rとは、製造分野において測定法の有効性をテストする最も一般的な方法です。一つの測定法をさまざまな環境で繰り返し実施し、「正確性」「反復性」「再現性」「安定性」の4つの基準に照らして判定します。連続データの測定に使われるのが一般的ですが、応用すれば不連続データの測定方法のチェックにも使用できます。
|
| け |
怪我 |
怪=又(手)で土をこねて作ったら頭のようになり、それを見て、リッシンベン(心)で気持ち悪い・怪しいと感じる。すなわち、怪我とは、我(自分自身)が原因だ、自分のせいだということ。「怪我と弁当は自分持ち!」 |
| け |
検査業務、衛生検査所の法的用件 |
法的要件(臨床検査技師、衛生検査技師に関する法律、同施行規則):(1)人的要件として、開設者、管理者、指導監督医、精度管理責任者、技師、(2)物的要件として、検査室面積、帳票(標準作業書、作業日誌、管理台帳、管理報告書、苦情処理台帳)、検査案内書、検査機器。 |
| け |
検査記録 |
inspection records |
| け |
系統図法 tree diagram |
* |
| け |
検査重点主義の品質保証 inspection-oriented quality assurance |
* |
| け |
顕在クレーム visible complaint (claim) |
* |
| け |
健全なビジネス慣行 |
good business practice |
| け |
健康増進法 |
1952年、昭和27年、栄養改善法
2002年、平成14年、健康増進法:
国民健康、栄養調査
保健指導、
特定給食施設、栄養管理、
受動喫煙防止(法25条)、
特別用途表示、栄養表示基準、
がん、脳卒中、心臓病等の生活習慣病の増加は社会的な問題となっており、この予防対策として、「21世紀における国民健康づくり運動(健康日本21)」が平成12年3月に策定され、この法的な基盤として平成15年5月1日より「健康増進法」が施行された。
同法では、個人、学校、事業者、行政等がそれぞれの立場で健康増進に努めることが法的に義務付けられたほか、多数の者が利用する施設の管理者に対し、受動喫煙の防止対策を講じるように求めている。 |
| け |
検証活動 |
明示されている要求事項が満たされていることを客観的証拠を提示することにより、確認することが検証である。明示されている要求とは、例えば、文書で顧客より要求があった場合や、法規制の要求及び組織が自ら定めた要求事項のことである。これらのインプット事項とプロセスのアウトプットを突き合わせて満たされていることを測定、試験及び実証などで確認する活動をいう。確認の方法:(1)インプットとアウトプットの項目別比較、(2)他の方法での計算による比較、(3)類似仕様、製品の実績比較、(4)試作品による試験及び実証調査、(5)発行前の設計図や仕様書の上司による精査。
|
| け |
決済 |
小切手<こぎって>check
そこに記載された金額を、小切手の所持人に支払うことを、銀行に委託する有価証券。
小切手を切った人(振出人)の当座預金から引き出され、支払われる。
サイト
手形を振りだした日から、支払期日までの期間をいう。
全く別の意味で、インターネットのウェブサイト(Web site)の意味でも使われる。
手形<てがた>bill/draft/note
一定の金額をある時期にある場所で支払うべきことを約束した有価証券。
約束手形とは、発行人と支払者が同じものをいい、為替手形とは、発行人と支払者が違うものをいう。 |
| け |
経営層による見直し review by executives, revision |
マネジメントシステムそのものを見直す活動。経営層の責任においてマネジメントシステム全体の進捗状況を把握し、マネジメントシステムの運営の根幹に見直しをコミットメントする。「マネジメントレビュー」とも呼ばれる。 |
| け |
継続的改善、継続的品質改善 continuous quality improvement, CQI |
品質マネジメントシステムの8原則における継続的改善とは、品質マネジメントシステムにとって最も重要な性質であり将来においても永続的に取り組むべき活動です。JIS
Q 9000:2000において「 組織の総合的パフォーマンスの継続的改善を組織の永遠の目標とすべきである。」と定義されています。継続的改善とはISO9001:2000の重要な考え方のひとつで、常に業務内容を見直し、組織をより良くしていくこと。これを実現する為の業務の仕組みが、マネジメントシステムと言える。イメージとしては、一度大掃除をしたら、また散らかるだけ散らかすのではなく、毎日少しずつでもより綺麗にしていく生活習慣をつけること。
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。苦情対応プロセス及び製品品質の継続的改善は、組織の永続的な目的である。 |
| け |
計画の届出 |
安衛法88条に基づき、一定の事業者(建設物や機械の設置、危険・有害な作業など)は、監督署長や労働基準局長・労働大臣に対し、計画の届出を提出する必要がある。
|
| け |
経気道侵入 |
呼吸により取り込んだガスや蒸気が体内に吸収されること。。肺胞は表面積が90平方メートルもあり、肺胞膜はわずか0.001から0.004ミリメートルであるから、肺胞内に侵入したガスなどは容易に血液内へ移行することができる。(「経口侵入」・「経皮侵入」参照) |
| け |
頚肩腕症候群、頸肩腕症候群(けいけんわんしょうこうぐん) |
キーパンチャー・タイピスト・レジスターなどの打鍵作業者などに見られる、後頭部・頸部・肩甲帯・上腕・前腕・手・指のいずれかあるいは全体にわたり「こり」・「しびれ」・「いたみ」などの相当強度の病訴があり、筋硬結・圧痛あるいは神経走向に一致した圧痛ないし放散痛が証明され、その部位と病訴との間に相関が認められる症状をいう(、「上肢作業に基づく疾病の業務上外の認定基準」(平9.2.3.<A
href="file:///H:/nrec 2007.03.27/keikeinnwannshoukougunn, ninnteikijunn.doc">基発第65号</A>))。
|
| け |
経口侵入 |
有害物質が口を通って体内に吸収されること。消化器の表面積が肺胞ほど広くなく、侵入する量も呼吸器からの量に比べると少ないことなどから、経口侵入による職業性の中毒は、経気道侵入に比べて少ない。(「経気道侵入」・「経皮侵入」参照)
|
| け |
経皮侵入 |
皮膚をから体内に物質を吸収すること。脂肪やリポイドに溶ける物質は、傷のない皮膚からでも体内に侵入する。揮発性が大きいものは急速に蒸発するので体内へは入らないが、軟膏のような状態で長時間皮膚に付着していると吸収される。最も危険が大きいのは油状の揮発性の少ないアニリンやニトロベンゼン・四アルキル鉛など。(「経気道侵入」・「経口侵入」参照) |
| ゲ |
ゲシュタルトの行動則 |
ゲシュタルト心理学(形態心理学)に基づいた人間の行動法則をいう。あらゆる心理的事象の成立・変化・発展を、それらを生ぜしめるのに実際に働き、その直後の原因になった機能的条件の体系に基づいて明らかにしていく研究(広辞苑によるとゲシュタルト心理学とは「精神を要素の集合とみなす従来の要素的な考え方を否定して、それをゲシュタルトとみる心理学。」、ゲシュタルトとは「メロディーなどのように、部分の寄せ集めではなく、それらの総和以上の体制化された構造を指す概念。形態。」となっています)。ゲシュタルト心理学の創唱者の一人であるケーラーは、具体的力学的性質によってゲシュタルトを確立し、「簡潔性の原理」を明確にした。これは一口で言えば、最小のエネルギーで最大の効果をあげる行動をするということである。人間の行動は簡潔化の法則に基づいて、省略行動しやすいということである。簡潔化の法則は、疲労したり心理的に心配事があったときなどに一層強力に作用する。
|
| け |
血液毒 |
血液に有害作用をおよぼす化学物質。その中には,赤血球に直接働いて溶血作用(溶血性貧血)を起こすものや、造血臓器である骨髄に作用して血液生成を障害するものがある。また、X線やある種の化学物質は白血球に障害をおよぼすことがある。職業中毒としては鉛・ベンゼン・ベンゼンのニトロ化合物などが血液毒として知られている。
|
| け |
欠陥の発生機会 |
欠陥の測定方法を定義する際に、欠陥の発生機会がプロセス上のどこにあり、その数がいくつあるのかを予め定義しておく必要があります。欠陥の機会を定義しておかないと、測定結果を分析することが困難になります。欠陥の機会を定義する際に留意すべき点は、(1)「標準的な」問題に焦点を絞ること、(2)密接に関連した欠陥は一つにまとめること、(3)顧客に重大な影響を及ぼす欠陥に絞ること、(4)一貫性を保つこと、(5)欠陥の発生機会の変更は慎重に行うことです。
|
| け |
けんしん、健診、検診 |
「検診」は検査診断を意味し、がん検診とか結核検診とか言うように、特定の疾患を早期に発見することを目的としたものです。「健診」は健康診断や健康診査の略。特に目的とする疾患を限定せずに、かくれた疾患や異常を探し、また自分の健康状態を見直して、その後の健康管理に役立てるためのものです。「職場の健診には業務内容や職場と関係の薄い疾患の検査は不必要」という考え方は、そもそも「健診」の定義に反します。各種の有害業務に従事されている方が対象の「特殊健康診断・特殊健診」は、法律上「健康診断」と呼ばれていますが、有害業務ごとに出やすい健康障害に注目して検査を行いますから、ある意味「検診」と言ったほうが正しいのかもしれません。((財)山口県予防保健協会保健部ホームページ健康・医療の旬情報「健診と検診と胸の検査」より) |
| け |
建設工事28分類、 |
営業許可、特定建設業、一般建設業、 |
| げ |
原価計算: 全部原価計算、直接原価計算、 |
全部原価計算とは固定費を原価計算に含める財務会計上の原価計算方法の1つ。すべての製造原価要素を製造直接費および製造間接費に分類集計し、製造直接費を製品に直接的に集計し、製造間接費を適当な基準によって各製品に配分して製品原価として算定する。
「実際にどうだったのか」という過去をふり返るのに役立つツール。
短所:売上高=固定費+変動費+利益で、固定費は生産量に関係なく一定額発生する。固定費を原価計算に含めると、固定費100円、変動費1円/個、利益1円/個と仮定すると、①50個製造すると原価3円/個、売上高200円となり、②100個製造すると原価2円/個、売上高300円となり、生産量と原価が反比例する。50個しか売れないとすると、①売上高200円、利益50円、②売上高100円、利益50円となる。すなわち、売上高と利益に正の相関性が無くなる。
直接原価計算とは、固定費を原価計算に含めない管理会計上の原価計算方法の1つ。期間的に発生する製造間接費を製品原価から除外し、売上高に比例して発生する製造直接費のみを製品原価として算定する。
「いくら売り上げればいいのか」というように未来における利益を考える際、計算しやすいようにするためのもので、利益管理に役立つツール。
長所:売上高=固定費+変動費+利益で、固定費は生産量に関係なく一定額発生する。固定費を原価計算に含めないと、固定費100円、変動費1円/個、利益1円/個と仮定すると、①50個製造すると変動費原価1円/個、売上高100円となり、②100個製造すると変動費原価1円/個、売上高200円となり、原価は生産量と無関係となる。50個しか売れないとすると、①売上高100円、利益50円、②売上高100円、利益50円となる。すなわち、売上高と利益に正の相関性がある。相関性があるからこそ、何個作ればどれくらい利益がでるのかっていう計画が立てられる。(損益分岐点では利益がゼロだから「売上高=固定費+変動費(+利益ゼロ)」、固定費は製品を作っても作らなくても絶対にかかる費用で、少なくとも固定費の分だけは作って販売して回収しなければならないが。) |
| ケ |
ケーススタディー case study |
ある問題の具体例を詳しく分析して,一般的な真実を導き出す研究方法。事例研究。<BR>ケースメソッド case method: もともとハーバード・ビジネス・スクールで採用された事例研究法の1つ。企業の実事例に基づく比較的長文の事例を素材とし、経営管理上の諸問題について集団で討議を行い、問題解決能力等の向上をはかるもの。幹部候補、管理者の研修などに用いられることも多い。俗にケーススタディと呼ばれることもあるが、厳密には異る。ケーススタディとは、一般にシカゴ大学で採用された事例研究法のこと。 |
| け |
現業、非現業 |
公務員の分類の仕方で、国営企業等(三現業)で働く労働者を現業(労働者)といい一般の国家公務員、地方公務員を非現業という。
しかし、地方公務員であっても、地方公務員法第57条により、単純な労務に雇用される者は現業労働者とされている。非現業は法律による労働協約締結権はないが、現業職員は労働協約締結が保障されている。
県職労にも、技術員、運転手、ボイラー技師等の組合員で構成する現業評議会を設けている。 |
| コ |
コア・コンピタンス core competence |
中核的な能力(core=核、competnece=能力)。他社には提供できないような利益を顧客にもたらすことができる、企業内部に秘められた独自のスキルや技術の集合体(ハメル&プラハラード)。他社がマネできないダントツの強みとなる自社資源のこと。ホンダのエンジンような独創的・寡占的技術 (core competence)。
応用:中小企業連携:コア・コンピタンスを持つコア企業を核として、提携企業連合を形成する。
|
| コ |
コア・プロセス |
コア・プロセスとは、社外の顧客に製品、サービス、サポート、情報といった価値を提供する一連の作業のことです。真のコア・プロセスが一部署で完結することはありえません。複数の部署がそれぞれの役割を果たし連鎖して、顧客にとって価値のあるアウトプットを生み出します。
|
| こ |
好気的条件 |
有機物を酸化するのに必要な酸素が十分にある条件 |
| こ |
構造活性相関法(Structure-Activity Relationships:SAR)、(定量的)構造活性相関法(Quantitative SAR:QSAR) |
化学物質の構造と活性との間に成り立つ(定量的な)相関関係のこと.化学構造から活性の有無・大小を予測するために使う.活性とは,元来化学物質の生物に対する薬理特性や毒性を指したが,現在では一般的な物理化学的特性を含むことが多い. |
| こ |
工程内対策(インプラント対策,クリーナ・プロダクション) |
生産工程を変えたり,代替物質に切り替えたりすることで,発生そのものを削減すること.「エンドオブパイプ対策」の対. |
| こ |
固定発生源 |
工場の煙突など,常時移動性のない汚染物質排出源. |
| コ |
コミュニティプラント |
複数の家庭から排出されるトイレ排水と生活雑排水を処理する施設. |
| こ |
交差汚染(cross contamination) |
細菌に汚染された食品や施設器具に触った後で、その手で他の食品や器具を取り扱うことによって、その細菌による汚染を引き起こすこと。 |
| こ |
コンプライアンス (compliance
) |
法令遵守。法律や社会的な倫理、規範を守って行動すること。欧米の企業ではすでに発達した概念で、日本でも相次ぐ企業不祥事をきっかけに重視されるようになった。解釈によっては、単に違法行為をしないというレベルにとどまらず、将来的なリスクを未然に防ぐ行動までも含む。そのための具体策として、社内ルールの確立、業務マニュアルの整備などが図られる。服薬遵守。 |
| こ |
効果の測定 |
効率の場合とは対照的に、効果は顧客の立場に立って測定されます。顧客のニーズや要求をどれだけ満たしているか。顧客が受け取る製品やサービスに、どのような欠陥があったか。パフォーマンスが顧客満足度やロイヤリティの向上にどれだけ寄与したか、などが効果測定の例です。 |
| こ |
効率の測定 |
効率を測るには、製品やサービスを生産する際に消費する資源の量を測定します。効率的なプロセスとは金額、時間、原料などが少なくて済むプロセスのことです。効率は組織の予算運営に、そして最終的には収益性に大きな影響を及ぼしてきます。効率の向上は、価格引き下げという形で顧客の利益にもつながりますが、基本的には内部的な利益を目指すものです。
|
| こ |
公正、透明、自由 |
fare, transparent, free |
| こ |
校正、較正、調整、 |
違い:ko 校正、 |
| こ |
行動基準 |
corporate code of conducts、行動する to conduct |
| こ |
工業標準化法 |
工業標準化法とは、日本国内において工業製品の規格標準化を行なうための根拠となる法律です。この法律を元に、現在約9000件のJISが発行されています。 |
| こ |
工程パラメ-タ- |
工程における監視・測定すべき特性値で、生産に使用する設備機械、試験設備の生産・試験条件及び運転条件である。展開方法のポイント:(1)標準類と整合性がある、(2)工程能力がある、(3)設備を監視・測定する機器が適切、(4)常時監視する必要性、(5)チェックする間隔を決めてある。 |
| こ |
購買 |
購買とは、組織が製品・サービスを提供する過程で使用するいわゆる外注業者を指します。ISO9001:2000では、購買プロセス(外注業者を選定・使用し、評価すること)の明確化、購買製品の受け入れ検査、購買情報(購買プロセスに関する情報)の明確化などを求めています。
|
| こ |
公開性 |
公開性とは、ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則のひとつです。苦情申し出方法や苦情の申し出先についての情報が、顧客、従業員、その他の利害関係者に広く公開されることが望まれます。
|
| こ |
公平性 |
公平性とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。「申し出者の権利の尊重」と「公平性の維持」について定められており、前者では、苦情申し出者のプライバシーの保護、苦情対応プロセスの説明などが定義され、後者では、組織内の苦情対応プロセスの標準化などを要求しています。
|
こ
|
交流分析、TA、Transactional Analysis |
米国のエリック・バーンによって開発された精神療法。自分自身の思考や感情、行動パターン等の要因を認識し、他人との関わり方について自己分析することで、人間関係をうまくコントロールしていけるようになることを目指したもの。
TAではまず、自我をPAC(Parent、Adult、Child)の3つの状態からとらえ、それに照らして、自我の状態と対人関係におけるの交流パターンを把握していく。 |
| こ |
工程管理 |
所定品質の製品を計画された数量だけ予定の期日までに生産するために、設備・労力を能率的に活用して生産計画を実施統制する方法をいう。 |
| こ |
高年齢労働者 |
わが国の労働力は高年齢労働化しており、高年齢層が労働災害により被災する割合も年々増加している。安全対策は、一般的に共通的対策と高年齢労働者対策とに明確に分離できないものが多い。それは、高年齢労働者に対して効果をあげている内容の多くは、若壮年者にも有効であるため。しかしながら、人間の運動機能や感覚機能は加齢とともに低下していくことは否定できない。したがって、このような特徴を踏まえて、低下した身体機能をカバーするような補助設備などの「直接的対策」を積極的に実施することが必要である。一方、豊富な知識と経験などの知的機能を生かした能力開発や健康管理などの「間接的対策」も進める必要がある。
|
| こ |
国際労働機関(ILO) |
第一次大戦後のベルサイユ講和条約(1919年)に基づき設立された。48年の国際労働機関憲章に基づき新たなスタートを切り、同時に国際連合の専門機関となった。目的は労働条件の改善を国際協力の下に推進することによって、社会主義の確立、さらには世界の恒久平和に貢献することである。
|
| コ |
コンティンジェンシー理論 Contingency Theory
|
1970年代に台頭してきたリーダーシップ理論で、状況適合理論ともいう。唯一最適なリーダーシップ・スタイルというものは存在せず、状況に応じて、望ましいリーダーシップのスタイルは異るという見解に立つ。この点で、行動理論(リーダーとして望ましい行動パターン研究)と一線を画す。
代表的なものに、フィードラーのコンティンジェンシー・モデルやハーシーとブランチャード(1977)のSL(Situational Leadership)理論がある。 |
| コ |
コーポレート・ガバナンス corporate gavernance |
「企業統治」。企業を健全に運営するためのしくみ。経営者に権限が集中による弊害を監視し阻止すること、組織ぐるみの違法行為を監視し阻止すること、企業理念を実現するために業務活動が方向づけられていることを監視することが大きな目的。具体的な例としては、取締役会に社外のメンバーを入れることや株主総会において選任された取締役の職務執行の適法性を監査する監査役をおくことなどがあげられる。 |
| コ |
コンメンタール、Kommentar |
コメンタール、Kommentar (ドイツ)注釈。論評。注釈書。 |
| ご |
誤解、バイアス、思い込み、
統計的バイアス、行動経済学的バイアス、
|
あるbrogより「良い意味でも悪い意味でも人間は思い込みをしやすいようです。良い意味というのは認知資源の節約につながるということ。悪い意味というのは「だまされる」ということ。幼い頃に猫を飼っていました。名前を呼ぶと律儀にしっぽを振るかわいいやつです。母親はそれを見て「名前がわかっているのね、かしこいわ」と言っていました。しかし、実は「タマ」と呼んでも「バカ」と呼んでもしっぽを振っていたのでした。要するに、単純に声に反応していたわけですね。思い込みは日常生活に転がっています。これと同じ原理を用いて「悪い思い込み」をさせようとする人も同じように転がっています。また、悪気はないけれど、結果的に悪い思い込みを生じさせるような人もいます。相手に悪気がないだけに、防衛意識をもたないとコロっといってしまいます。」 |
| こ |
顧客 |
ISO9000の定義では、「製品を受け取る組織又は人。例えば、消費者、依頼人、エンドユーザー、小売業者、受益者及び購入者」となっているが、分かりやすくいうと、“製品を購入する組織または人”のこと。なお、「後工程はお客様」との概念を含むことから、組織の内部の一部を顧客とする場合もあり、“顧客は、組織の内部または外部のいずれでもあり得る”としている。 |
| こ |
顧客重視 |
品質マネジメントシステムの8原則における顧客重視とは、従来のISO9001(1994年版)における"品質保証"から"品質マネジメント"へと進歩する上で欠かせない顧客の視点について定めたものです。JIS
Q
9000:2000において「組織はその顧客に依存しており、そのために、現在及び将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。」と定義されています。
顧客重視のアプローチとは、ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則のひとつです。組織は顧客重視のアプローチを適用し、苦情を含めたフィードバックを積極的に受け入れ、自らの行動により、苦情の解決についての責任を示すことが望まれます。 |
| こ |
顧客要求事項 |
顧客すなわち製品を受け取る組織、または人からの要求事項をいう。顧客要求事項には、仕様書などで明示されていなくとも、“通常、暗黙のうちに了解されている”ことも対象となる。これは対象となる期待が暗黙のうちに了解されていることが、組織、顧客及びその他の利害関係者にとって、慣習または慣行であることを意味する。仕様書などで明確に明示されなくとも、組織は常識的な要求事項は満たさなくてはならない。 |
| こ |
国際労働安全衛生機関、雑誌:
国際安全衛生センターリンク集、 |
A. 機関:
米国:
労使関係情報所 (Bureau of National Affairs, BNA)
米国:
労働省 Department of labor, DOL,
労働安全衛生局(アメリカ) Occupational Safety and Health Administration ((US-)OSHA)、
保健福祉省 Department of health and human services, HHS,
疾病予防管理センター Centers of disease control and prevention, CDC,
国立労働安全衛生研究所(アメリカ) National Institute for Occupational Safety and Health
(NIOSH)
米国産業衛生専門家会議 American Conference of Governmental Industrial Hygienists (ACGIH)
労働省 統計局 (Bureau of Labor Statistics, BLS)
労働省 鉱山安全衛生庁 (Mine Safety and Health Administration, MSHA)
環境保護庁 (Environmental Protection Agency, EPA)
米国化学会 (American Chemical Society, ACS)
米国産業衛生専門家会議 (American Conference of Governmental Industrial Hygienists, ACGIH)
米国産業衛生協会 (American Industrial Hygiene Association, AIHA)
米国規格協会 (American National Standards Institute, ANSI)
米国安全技術者協会 (American Society of Safety Engineer, ASSE)
化学情報検索サービス機関 (Chemical Abstracts Service, CAS)
全米安全評議会 (National Safety Council, NSC)
英国:
安全衛生委員会 (Health and Safety Commission, HSC)
安全衛生庁 (Health and Safety Executive,HSE)
安全衛生庁(北アイルランド) (Health and Safety Executive for Nortern Ireland, HSENI)
英国労働衛生協会 (British Occupational Hygiene Society, BOHS)
英国労働安全衛生協会 (The Institution of Occupational Safety and Health, IOSH)
英国王立災害防止協会 (Royal Society for the Prevention of Accident,ROSPA)
Office of Public Sector Information (イギリスの法令を紹介するWebsite)
英国安全評議会 (British Safety Council)
英国労働組合会議 (Trades Union Congress, TUC)
オーストラリア:
豪州全国労働安全衛生委員会 (National Ocuupational Health & Safety Commission, NOHSC)
豪州安全評議会 (National Safety Council of Australia, NSCA)
カナダ:
カナダ人材資源開発省 (Human Resources Development Canada, HRDC)
カナダ労働安全衛生センター (Canadian Centre for Occupational Health and Safety, CCOHS)
労働災害防止協会 (Industrial Accident Prevention Association, IAPA)
B. ホームペ-ジ:
国際労働機関セーフワーク(ILO、SafeWork)、欧州安全衛生機構(European Agency) 、労働安全衛生庁(OSHA)、米国国立労働安全衛生研究所(NIOSH)、英国安全衛生庁(HSE, Health and Safety Executive)、国際安全衛生センタ-(JICOSH):JISHAによる海外情報掲載。雑誌: 「Safety + Health」(全米安全評議会(NSC)発行)、 「FACTS」 (欧州安全衛生機構 発行)
C. 作業環境評価基準:
①米国国立労働安全衛生研究所 National Instituet for Occupational Safety and Health (NIOSH):
法的強制力のない許容曝露限界 NIOSH Recommended Exposure Limit-TWA (NIOSH-REL-TWA), 許容曝露濃度
Permissible Exposure Limit (PEL-TWA),
②米国産業衛生専門家会議、American Conference of Governmetal Industrial Hygienists (ACGIH):ACGIH勧告のTLVs、Threshold Limit Value、有害物の許容濃度:
(1)時間荷重平均限界値(TLV-TWA、TLV-Time Weighted Average、1日8時間、1週間40時間の平常作業で有害物質に繰り返し曝露されても、ほとんどすべての作業者に健康障害を招くことがないと考えられる気中濃度の時間荷重平均限界値を示す。限界値
threshold limit value (TLV)、時間加重平均、time weighted average (TWA))、
(2)短時間曝露限界値(TLV-STEL、TLV-Short Term Exposure Limit、作業中の任意の時間に、60分以上の間隔で、1日4回以内で、15分以下の短時間曝露で、超えてはいけない。15分間以内の曝露の間隔が1時間以上、1日4回以下、しかも毎日の曝露がTLV-TWA以下であれば、作業者に次のような作用を及ぼすことがない気中有害物質の濃度限界値を示す。
1)刺 激、2)慢性または不可逆的な組織変化、3)災害負傷の誘発、自救力の傷害、作業能率の低下などを招くような麻酔作用。TLV-STELは、8時間のTWV以下であっても、15分間の平均曝露濃度が労働時間中にそれを越えてはならないと考えるべき限界値である。)、
(3)上限値(TLV-C)の3つの区分がある。
①所見:経皮ー発赤、発癌、
②生物学的曝露指標(BEI)生物学的モニタリング、
参照:
産業保健マニュアル(和田攻編集、南山堂):作業環境管理のツールとしての、(単一作業場全体の気中管理)管理濃度、(個人曝露限界)許容濃度、(個人曝露影響)BEIs、BEI分布、二次予防としての健診に関しての考え方を参照。それぞれ、時間場所のバイアス、作業量のバイアス、共存物質・曝露経路・代謝・感受性の個人差バイアスがあり、判断が難しいことにも注意が必要であろう。
D. 労働者の権利:OSHAポスター、木田哲二労働衛生コンサルタント事務所プライム:産業保健におけるコミュニケーション、産業保健21、2007;48:16-9.、
|
| こ |
個人での紛争処理 |
労働条件に納得できない気の強い人は、監督署(労働局)や労政事務所に相談するわけですが、現行法では思うようにいかなかったりします。例えば個人で紛争処理を望んでも、現状では、1.監督署(労働局)は違法行為の取り締まりが中心、2.都道府県の労政事務所は相談・あっせんにとどまる、3.裁判は資金も時間もかかる、4.地労委は裁判より手軽な調停や仲裁機能を持つが、労組と企業の集団紛争のみ扱う権限しか与えられていない。 |
| コ |
コスト・リーダーシップ、cost leadership |
競合他社より低いコストを実現することで、より優位な立場を獲得している状態、あるいはそのための戦略。 |
| コ |
コミットメント commitment、
約束、誓約、関与、 |
達成すべき目標であり、未達成の場合は具体的な形で責任をとるもの。日産自動車には、カルロス・ゴーン社長の指示でつくられた「用語辞典」」によると、「コミットメント」と「ターゲット」という言葉が使い分けられています。「コミットメント」は達成すべき目標であり、未達成の場合は具体的な形で責任をとるというものです。「ターゲット」とは、コミットする目標よりさらに高い目標を指します。コミットメントという言葉は訳し方によっては「できる限りのことをする」というあいまいなもので、勝手な解釈も可能なのです。従来の日産は、新しい車種を市場に送り出して、それがヒットしなくても、その責任が技術部門にあるのか営業部門にあるのかあいまいで、誰も責任をとろうとしない無責任体質であったといわれています。この辞典は、それを打開し従業員の意識改革を求める策として打ち出されたものなのです。日産社内での解釈は「未達成の場合は具体的な形で責任をとる」というあいまい性の排除にその取り組みの本気度が表れています。つまりコミットメントは、目標と達成責任を明確にすることで、社員の挑戦志向、変革志向を高めようとしているのです。このように、トップの変革への強い意志と、社員の主体的な変革への参画と能力の発揮を促すことが、企業改革の大きな梃子として作用するのです。
開発において発注側と受注側の両者が作業の見積もりに対して「これでOK」という宣言を出す、あるいは文書を取り交わすこと。
ISOでは、“トップマネジメントが品質マネジメントシステムの計画、実施及び改善に深く関与すること、並びに深く関与している状態”と解説している。誓約、約束、責務、関与などの訳語ではISO規格のニュアンスを伝えきれないため、コミットメントと訳している。(注意)経営者のコミットメント:ISOでは経営者が品質マネジメントシステムの計画、実施及び改善に深く関与することを求めており、品質マネジメントシステムを構築し、継続的に改善するために、経営者が果たすべき5つの役割を実施することを要求している。経営者の責任。
|
| コ |
コホート効果、コホート分析 |
『コホート』cohortはラテン語のcohorsに由来し、古代ローマの『歩兵隊』を意味する。これが疫学の用語になり、同一背景要因をもち継続的に観察される集団を意味するようになった。
疫学:一定期間内に治療を開始した患者の集団を『コホート』と言い、この患者集団の治療経過を追跡し、その間の菌所見の変化やその他の出来事たとえば脱落、死亡、転出などを観察し、分析する方法である。
マーケット分析:(1)コホート効果:出生年代の違いによる効果。(2)コホート分析:「戦中・戦後世代」や「団塊の世代」などというときの、世代という言葉は生まれた時代が同じ人々の集まりという意味で、ここでは出生コホート(略してコホート)と呼んでいる。対象者をコホートにしたがって分類し、生活行動や意識を比べるのがコホート分析である。この概念を取り入れることによって、例えばある食品の需要の時系列的な変化を、(あ)時代の変化によるもの(時代効果)、(い)年齢の変化によるもの(加齢効果)、(う)出生年代の違いによるもの(コホート効果)
3つの視点から読み取っていこうとするのである。そして、商品の年齢別・世代別構造を明らかにすることによりターゲットの見直しや商品の需要予測へと展開してゆくことができる。 |
| コ |
コミュニケーション
|
経口:食べることにより、食物の栄養を吸収し、体を育てる、経耳:聞くことにより、他人の経験を吸収し、精神を育てる。
内部コミュニケーション、外部コミュニケーション(外部:購買、下請け、顧客、規制当局、有効性や変更により影響を受けると思われる組織)。
コミュニケーション・チャネル、コミュニケーションチャンネル、communication channel:コミュニケーション・チャネルとは、ターゲットとなる顧客(広告の想定対象者、ターゲット・オーディエンス target
audience)に製品やサービスを認知してもらうために情報を送ったり、購買者からのメッセージを受け取るためのチャネル(経路)のこと。人的 personalと非人的
non-personal(テレビ、新聞、雑誌、WEBサイト、チラシ、電話など)。要件:即時性(リアルタイムレスポンス)、適時性(何らかのトラブルにある顧客の一番欲しい情報を提供)、個別性(一人ひとりの顧客に対応)。
要件:仕組み(の構築、実行、維持、更新、改善)と伝達の適時性。 |
| |
|
|
| こ |
故障モード |
故障モード:一覧表、故障モード(一覧表)(故障モード一覧表)
故障モード(こしょうモード、英: failure mode)は、JIS C5750-4-3:2011では「アイテムにおける故障の様子」と定義されている。 JIS Z8115:2000のF2では「故障状態の形式による分類。 例えば、断線、短絡、折損、摩耗、特性の劣化など」と定義されている。
FMEAにおける故障モード、「故障」や「不良」と混同しない:
「故障」は、故障モードが要因となって発生する製品や工程の機能障害。例えば、自動車が走行できない状態や製造工程が停止してしまっている場合は故障。
「不良」は故障ではなく、そもそも狙い通りの設計が実現できていない場合や作業者への指示が間違っている状態により、期待する機能を実現できていない状態。
これらは、故障モードと明確に区別する必要があり、抽出する故障モードの中に故障や不良が紛れ込んでしまわないような対策が必要です。
|
| |
|
|
| こ |
雇用保険 |
雇用保険とは厚生労働省が保険者となって行なっている保険事業です。雇用保険の一番の目的は、労働者がなんらかの理由で失業に陥った時に、再就職までの生活を安定させ、就職活動を円滑に行えるよう支援することにあります。ここで重要なことは再就職が前提ということです。再就職の意志がない場合は保険給付を受けることはできません。雇用保は失業者への給付を行なっているため、失業保険ともいわれています。給付だけでなく失業の予防や雇用状態の是正など労働環境の福祉にかかわる役目を担っているのが雇用保険事業です。雇用保険と労災保険をあわせて労働保険といいます。雇用保険は強制保険です。雇用保険は、個人経営で従業員4人以下の農林水産業を除き、すべての事業所で加入しなければならない強制保険です。適用事業で働く労働者はほとんどが被保険者となり、保険料を払わなければなりません。保険料は会社と労働者が双方で負担します。保険料率は賃金の1000分の15.5でそのうち労働者の負担分が1000分の6。残りが会社負担分となります。被保険者の種類は以下のごとく:一般被保険者(週30時時間以上働く普通のサラリーマンなど(うち週20時間以上30時間未満の場合で一年以上継続して労働が見込まれる場合、短時間労働被保険者という))、高年齢継続被保険者(65歳未満時に雇用され、現在65歳以上になっている人。)、短期雇用特例被保険者(季節的に雇用されている短期の出稼ぎ労働者など)、日雇労働被保険者(日々雇用される人、または30日以内の期間を定めて雇用される人のうち適用区域に居住または雇用される人)。保険料は天引きになっているのが普通ですから、給与明細に雇用保険料として天引きされていれば被保険者になっています。天引きされていない場合は被保険者となっていない可能性が高いです。上記適格事項にあてはまるのに、被保険者になっていない場合は、会社の労務担当者に事情を聞いたほうがよろしいかと思います。強制保険なのに被保険者になっていないことはありえないはずなのですが結構あるのです。詳しいお問合せは最寄りのハローワークまで。 |
| コ |
コア core |
中核。 |
| コ |
コンテクスト・ギャップ、コンテキスト・ギャップ、context gap |
context 文脈、前後関係、状況、事情、背景、脈絡。「コンテキスト」とは、組織の当事者が持つメンタルモデルや世界観等の「認識の枠組み」を指す。つまり、「コンテキスト・ギャップ」の問題分析とは、プロジェクトの当事者間で発生する「世界観」同士のギャップを分析し、そのギャップのタイプに適した解消法を採用することで、プロジェクトの実施或いは進行過程における混乱や対立の解消を目指す手法である。「正当性」・「妥当性」・「不可避性」という3つの観点から当事者のコンテキストを分析する。仮に或るシステムを導入しようとする場合を想定した場合、コンテキスト・ギャップの解決としては、(1)積極的な3つの解消法:「説得」:利用者のコンテキストのみを変化させ提供者のコンテキストと一致させる方法。「適応」:提供者のコンテキストのみを変化させ利用者のコンテキストと一致させる方法。「対話」:双方のコンテキストを変革して中間コンテキスト或いは第三のコンテキストを形成し一致を図る方法。(2)消極的な2つの解消法:「放置」:双方のコンテキストの変革をあきらめギャップをそのままにしておく方法。「断念」:コンテキスト・ギャップの原因となる情報システム導入そのものをやめる方法。 |
| コ |
コンテンツ contents |
一般的にはWebサイトやCD(CD-ROM)、DVDなどの媒体で閲覧できるテキストや静止画、動画、音楽、音声といった情報全般のこと。contentsは本来、内容・中味の意味だが、この場合「情報の内容、中身」を表す。従来、「ビデオソフト」などというようにソフト(ソフトウェア)という言葉があったが、これはコンピュータにとって意味のある“プログラム”などと、人間にとって意味のある“内容情報”を娋決定計画図、Process Decision Program Chart):不測事態の対応。
(B)品質工学(QE):原因追求の壁に当った場合、タグチメソッドとして、実験計画法で解決する(総論, PDF):手順:
(1)実験計画書:
目的設定
要因図:信号の拾い出し
基本機能 理想機能一次式y=βMが成立する関係、と、目的機能
特性値 y:動特性(良並悪の使用環境条件(誤差因子、ノイズ)を考慮し、最適化設計(ロバスト設計)とする)、静特性(市場調査などコンジョイントで有用)
因子水準表:①実験条件の分類名、制御因子(要因)とその水準(標準L18:2水準x1因子+3水準x7因子、合計8因子)、②各水準の期待効果(+1,
0, -1など)
直交表割付:通常、標準L18直交表(y軸:18実験、X軸:制御因子パターン8列、信号因子xノイズ割付別実験結果欄、評価尺度(SN比))
(2)実験
(3)直交表解析(ソフトによる)(入出力図上、傾きβ(性能(感度)S(db)=10log(β)^2;性能の安定性=SN比=η(db)=10log(β/σ)^2、)が大きく、ノイズN1・・Nxが接近する程望ましい)、交互作用(信号xノイズ図が主効果で説明できない状態)に注意し上手に利用する、
(4)確認実験(不確定な交互作用を低減する)
(5)実験報告書作成
(Ⅵ)用語説明:
品質管理:買手の要求にあった品質を経済的に作り出すための管理と品質改善。品質改善のために、業務の改善(作業の内容)まで踏み込むこともある。
品質保証:買手が安心して使えることの保証で、品質管理+信頼性(寿命)。例えばテレビが1年で壊れたら、メーカーは無償で修理する。
企画品質:買手の要求を製品に反映しているか。製品のコンセプト。
設計品質:企画した品質を設計できたか。製品仕様書から設計図を描く。
製造品質:設計の狙いどおりに製造できたか。製造工程で品質を造り込む。QCT(機能quality・コストcost・納期lead time)をトータルで満足する
商品品質:買手が要求している価値(機能、デザイン、価格)。買手が満足すれば品質が良いといえます。
技術品質:故障、公害、使用コストなどの損失が無いこと。品質工学の対象。
|
| ク |
クアリティ・サ-クル quality circle |
品質管理サ-クル |
| ク |
クアリティ・システム quality system (QS) |
品質システム |
| ク |
クアリティ・タイム quality time |
外で働く親などが子と交流できるかけがえの無い時間 |
| ク |
クアリティ・マニュアル quality manual |
ISO9000の定義では、「組織の品質マネジメントシステムを規定する文書」となっている。すなわち、品質マネジメントシステムの仕組みを規定する文書である。ISO9001では、次の項目を含めた品質マニュアルを作成し、維持することを要求している。(1)品質マネジメントシステムの適用範囲。適用除外がある場合には、その内容と正当とする理由。(2)品質マネジメントシステムについて、確立された“文書化された手順”、または、それらを参照できる情報(例:規定、要領書などの引用)。(3)品質マネジメントシステムのプロセス間の相互関係に関する記述(例:プロセスフロー図、品質保証体系図など)
|
| ク |
クアリティ・マネジメント quality management (QM) |
品質マネジメント。品質マネジメント・システムの8原則:ISO9000ファミリーにおける品質マネジメントシステム規格の基礎となる8つの原則のこと。組織をうまく導き、運営するには体系的で目に見える運営管理が必要である。品質マネジメントの原則は、トップマネジメントがパフォーマンスの改善に向けて、組織を導くために使用するよう開発されたもので、8つの原則をうまく使うことによって、利害関係者のニーズ、便益に資するとしている。(1)顧客重視:組織はその顧客に依存しており、そのために、現在および将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。(2)リーダーシップ:リーダーは、組織の目的及び方向を一致させる。リーダーは、人々が組織の目標を達成することに十分に参画できる内部環境を創り出し、維持すべきである。(3)人々の参画:すべての階層の人々は組織にとって根本的要素であり、その全面的な参画によって、組織の便益のためにその能力を活用することが可能となる。(4)プロセスアプローチ:活動および関連する資源が一つのプロセスとして運営管理される時、望まれる結果がより効率よく達成される。(5)マネジメントへのシステムアプローチ:相互の関連するプロセスを一つのシステムとして、明確にし、理解し、運営管理することが組織の目標を効果的で効率よく達成することに寄与する。(6)継続的改善:組織の総合的パフォーマンスの継続的改善を組織の永遠の目標とすべきである。(7)意思決定への事実に基づくアプローチ:効率的な意思決定は、データ及び情報の分析に基づいている。(8)供給者との互恵関係:組織及び供給者は独立しており、両者の互恵関係は両者の価値創造能力を高める。
|
| ク |
クアリティ・マネジメント・システム |
ISO9000の定義によると、「品質に関して組織を指揮し、管理するためのマネジメントシステム」とされており、かつ、マネジメントシステムとは、「方針及び目標を定め、その目標を達成するためのシステム」とされている。つまり、ISO9001の要求事項に従って、組織における業務活動の手順を明確にし、評価して記録として残す仕組みで、一般的には文書化されたものである。組織は、この品質マネジメントシステムを構築し、適切に運用し、維持管理することにより、品質水準が向上し、顧客の信頼を獲得し、顧客満足に資することとなる。 |
| グ |
グループエンカウンター group encounter |
カウンセリングの一形態で、集団で行なうもの。名称や形態はさまざまだが、メンバー相互が本音を出し合うことにより、互いの理解を深め、また自分自身も受容していくことをねらいとする。形態には、大きく構成的グループ(structured
group)と非構成グループ(unstructured group)の2種類がある。前者は、ある課題(共同作業やエクササイズ)の遂行を通して交流を深めるもの、後者はフリートーキング主体に進めるものをいう。
|
| グ |
グローバル global |
ものごとの規模が国家の枠組みを越え,地球全体に拡大している様子。地球規模 |
| グ |
グランドデザイン grand design |
全体を長期的,総合的に見わたした構想。全体構想。類語の「マスタープラン」は,「基本計画」。 |
| ク |
クリティカルシンキング(critical
thinking) |
「分析的思考」のこと。個人的な考えを一度、客観的な思考でとらえなおすことにより、より論理的に説明できるよう言語化し説明していくこと。的確な状況評価、迅速な問題解決、質の高い意思決定をする上で重要なスキルと考えられる。
|
| ク |
クロマトグラフィー(chromatography) |
混合物の分析法の一。固体または液体の固定相(吸着剤)中で、液体または気体の移動相(展開剤)に試料を加えて移動させ、試料混合物の各成分の吸着性や分配係数の差に基づく移動速度の差を利用してそれぞれを分離する方法。精製・同定・定量に用いられる。 |
| ぐ |
愚痴 |
「真剣だから智慧が出る 中途半端だと愚痴が出る いい加減だと言い訳ばかり」(川上哲治)。 |
| く |
苦情申し出者に生じた損害への対応 |
苦情申し出者に生じた損害への対応とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。苦情対応の原点ともいえる定義がなされており、組織が提供する製品やサービスが原因で発生した損害に、「損害の種類、重大性、責任の程度と範囲」などを考慮した上で対応することを求めています。
顧客不満足に対するマネジメント、潜在的不満足。
顧客関係管理(こきゃくかんけいかんり、CRM:Customer Relationship Management)とは、顧客満足度を向上させるために、顧客との関係を構築することに力点を置く経営手法のこと。顧客情報管理、顧客関係構築、単に顧客管理と訳される場合もある。。
|
| く |
苦情要因の是正及び予防処置 |
苦情要因の是正及び予防処置とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。規格は組織に対し、「苦情の性質、程度、法的な責任、社会的責任、発生頻度などを考慮」しそれに見合った是正及び予防処置を講ずることを明確に要求しています。また、「外部機関の事例、判例」の利用を促し、是正及び予防処置の進捗状況を最高責任者に報告することも明確に定義されています。 |
| く |
苦情対応 |
苦情対応の要素とは、JISZ9920(苦情対応マネジメントシステムに関するJIS規格)で定義されている、組織の苦情対応に必要とされる基本的な注意点のことです。これには、「公平性、透明性、苦情申し出の容易性、支援、応答性、費用、苦情申し出者に生じた損害への対応、苦情要因の是正及び予防処置、記録」という9つの要素があります。
?納入先からクレームがあると、 ミニスカートをはいた品質管理担当者が訪れ、問題のあった部品を多めに納め、「これで勘弁して下さい」?
|
| く |
苦情申し出の容易性 |
苦情申し出の容易性とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。「広告、カタログ、説明書、案内書、容器・包装など」で苦情受付窓口を広く告知するとともに、苦情申し出の方法を簡単に理解できるよう努力するように要求しています。『JISZ9920:2000(苦情対応マネジメントシステムの指針)』日本規格協会
|
| く |
組合 |
(A)種類:(1)職業別組合:印刷工・機械工など熟練労働書、超企業的、排他的、(2)産業別組合:欧米で主流、(3)一般組合:中小企業における合同労組、(4)企業別組合:パ-ト・臨時工は加入不可。(B)ショップ性(従業員資格と組合員資格の関係を定める労使協定):(1)オープン:組合への加入は労働者の自由意志、(2)ユニオン:雇用後は強制加入で、脱退は解雇となる。が、日本では解雇されない尻抜けユニオンがある、(3)クロ-ズド:組合員であることが雇用条件。(C)救済:(1)地方裁判所、(2)地方労働委員会、労政事務所へ、1年以内に申し立てる。
参照:推定労働組合組織率19%(2005)(1,2)
|
| く |
組合、管理職ユニオン |
管理職ユニオン:東京管理職ユニオン(http://www.mu-tokyo.ne.jp/)は、職種・地位や産業を問わない一般労働組合である(労働組合法では「労働者が主体となって自主的に労働条件の維持改善その他経済的地位の向上を図ることを主たる目的として組織する団体又はその連合団体をいう。」となっています。会社や職場、業種の違う人たちが集まっていても目的と行動が伴っていれば立派な労働組合といえます。)。企業内労働組合の組合員であるならば、加入する前に、まずその組合に相談する。管理職であったり何らかの理由で企業内組合に所属していない場合や企業内組合が対応してくれない場合には東京管理職ユニオンに相談する。 また、企業内組合がユニオンショップ協定を会社と結んでいる場合は注意が必要で、企業内組合を辞めると解雇される場合がある。どうしても企業内組合を退会したい場合には事前に東京管理職ユニオンなどに入る必要がある。東京管理職ユニオンは「指導も救済もしない」「自己決定責任」の組合で、組合員はお互いの経験と知恵を出し合い協力して問題に取り組み、解決は当事者の主体的意志による。 |
| ぐ |
偶然原因 |
変動の原因となる多数の原因の内、比較的重要度の低い原因。仮に原因が同定されていても、その除去のコストとベネフィットを天秤に掛けた場合、技術的・経済的にその原因を除去することが好ましくなく、それらを偶然原因として処理する方が望ましい。 |
| グ |
グレア |
視機能に悪い影響を与えるような過度な輝度または過度な輝度対比のことをいう。 |
| く |
くん蒸 |
気体の状態で薬剤を作用させて病害虫を駆除すること。 |
| く |
くるみ割り、クルミ割り、胡桃割り、nutcracker |
クルミ割り器、クルミ割り人形、 |
| ク |
クライアント・マシン client machine |
サービスを提供される側のPCのこと。サービスを提供する側のPCを「サーバマシン」と呼ぶ。 |
| ク |
クラスター分析 |
例:余暇の過ごし方のクラスター分析:n=25人の男性に余暇の過ごし方をいくつかの態度項目で質問し、回答結果のデータから因子分析によって2つの軸を取り出し(図、タテヨコの軸)、このあと対象者について「クラスタリング」を行った。集合をクラスターに置き換えた。図中で、実線内は所属度0.8以上、点線内0.3以上:(図)
|
| グ |
グラフの変化 |
折線グラフ上、(1)シフト(shift、まるでル-ト記号のように急に値を変化させて以後プラトーとなる)、(2)トレンド(trend、徐々に変化してゆく坂のような変化)、(3)不安定(unrest、サインカ-ブの様に上下が激しい不安定な変化) |
| ク |
クリティカル・パス |
クリティカル・パスとは、プロジェクトの完成を遅らせないためには絶対に遅らせてはならない工程の組み合わせのことです。言い換えると、前が終わらないと次に進めない工程の組において最も長くなる工程のことであり、クリティカル・パスの長さはプロジェクト全体の長さを意味します。クリティカル・パスでない工程をいくら短縮しても、プロジェクト全体の短縮にはつながりません。プロジェクトマネジメントにおいては、クリティカル・パスを守ることに注力するのが重要になります。
医療における、マニュアル化された診療行為とは異なる。 |
| グ |
グリーン購入 purchase of green |
組織が業務活動において使用する文具などの物品を環境配慮型製品から選択する活動。
グリーン調達とは、国や地方公共団体、事業者が製品に使用する部品や資材を選定する際に、価格や品質、納期だけを重視するのではなく、環境配慮(リサイクル可能、長期間使用可能、再生原料の使用など)を調達基準に追加することです。それにより供給側をも取り込んだ形で、環境配慮の活動を進めていくという目的があります。関連法には、グリーン購入法(国等による環境物品等の調達の推進等に関する法律)があります。 |
| グ |
グループウエア groupware |
グループによる知的創造活動を支援するためのソフトウェアやシステムのこと。機能としては、ネットワークを利用して文書のほか画像や音声などあらゆるファイルの共有、電子メールや電子掲示板、スケジュール共有、ワークフロー管理などがある。例えば、会議への参加や営業同行してほしい人にメールを出し、その人が承認すればその人のスケジューラに自動的にそのスケジュールが反映されるなどといった機能。 |
| ク |
クロスファンクショナルチーム Cross-functional
team |
クロスファンクショナルチーム(以下、CFT)は、複数の部門や職位から、多様な経験・スキルを持ったメンバーを集めて構成されます。部門横断的なテーマについて検討し、解決策を提案していくことがミッションです。
プロジェクト形式で一時的な組織として設立する場合もあれば、常設部署として設置する場合もあります。
CFTは、対象テーマの業務に精通し、強い変革意欲を持ち、かつ社内の他部門に対して影響力を保持している取りまとめ役により統率される必要があります。
構成メンバーは、テーマに関連する複数の部門から、多様な経験・スキルを持った構成員を職位にかかわらず選出します。取引先やコンサルタントなどの第三者をメンバーとして加えることもあります。
この際、取りまとめ役として経営者候補を選抜したり、メンバーに若手社員を抜擢したりして、人材育成の機会として活用するケースもあります。
CFTを機能させるためには、導入する組織のリーダーの強いコミットメントが不可欠です。リーダーは、全社の方向性について明示した上で、CFTの活動の重要性について啓蒙する必要があります。 |
| グ |
グローバリゼーション globalization |
地球規模化 |
| グ |
グローバル・スタンダード Global
Standard |
グローバル・スタンダードとは、特定の国や地域、企業などだけで適用されている基準ではなく、世界中どこでも適用される基準や規格、ルールといった意味で使われています。
今、世界経済で起きている市場統合や貿易・投資の自由化、情報化の進展、規制緩和の流れなどを受けて、ボーダーレスな世界市場が形成されつつあります。この巨大な市場を円滑に機能させるためには、参加するプレーヤー相互間に共通する行動や判断の基準、ルールといったものが必要です。これがグローバル・スタンダードです。国際的に、同じ基準で使用できるよう品質・寸法・形状・機能・試験方法などを決めることによって、下記に挙げたような保証ができるよう統一化されます:①相互理解(共通の単位、定義、測定方法を用いること)、②互換性の確保(部品や消耗品の調達)、③消費者の利益確保(一定の品質や安定供給)、④新技術の普及(ビデオのVHSの普及)、⑤安全性の確保(安全保障、操作の統一)、⑥環境の保護(エコマークなど)。
国際標準には“デファクト・スタンダード, de facto standard”と“デジュール・スタンダード, de jure standard”の2種類があります(ラテン語)。
“デファクト・スタンダード”とは、「市場が決めた標準(つまり事実上の標準)」という意味で、パソコンの基本ソフトWindowsとか、ビデオのVHS規格などがあります。つまり一番売れているものが世界の標準という考え方なのです。
もう一つの“デジュール・スタンダード”とは、ISOなどの国際機関が作成している公的な国際標準のことを指します。もともと標準は、法律と違って強制力はありません。使うか使わないかは自由になっています。ただし法律で標準を指定されると強制的になりますし取引の条件になっていれば、半ば強制になります。WTO(世界貿易機関)のTBT協定(貿易における技術的排除)ではISOを歓迎しています。
グローバル・スタンダードの多くは、ISO(国際標準化機構)などの国際機関で定められた標準規格(デジュール・スタンダード)ではなく(すなわち、公的な認証が標準ではない)、パソコンのOSやVTRの規格のように、ある商品や技術、制度などがグローバルに普及して事実上の国際標準となった、いわゆるデファクト・スタンダードです。このことは2つのことを意周�決定計画図、Process Decision Program Chart):不測事態の対応。
(B)品質工学(QE):原因追求の壁に当った場合、タグチメソッドとして、実験計画法で解決する(総論, PDF):手順:
(1)実験計画書:
目的設定
要因図:信号の拾い出し
基本機能 理想機能一次式y=βMが成立する関係、と、目的機能
特性値 y:動特性(良並悪の使用環境条件(誤差因子、ノイズ)を考慮し、最適化設計(ロバスト設計)とする)、静特性(市場調査などコンジョイントで有用)
因子水準表:①実験条件の分類名、制御因子(要因)とその水準(標準L18:2水準x1因子+3水準x7因子、合計8因子)、②各水準の期待効果(+1,
0, -1など)
直交表割付:通常、標準L18直交表(y軸:18実験、X軸:制御因子パターン8列、信号因子xノイズ割付別実験結果欄、評価尺度(SN比))
(2)実験
(3)直交表解析(ソフトによる)(入出力図上、傾きβ(性能(感度)S(db)=10log(β)^2;性能の安定性=SN比=η(db)=10log(β/σ)^2、)が大きく、ノイズN1・・Nxが接近する程望ましい)、交互作用(信号xノイズ図が主効果で説明できない状態)に注意し上手に利用する、
(4)確認実験(不確定な交互作用を低減する)
(5)実験報告書作成
(Ⅵ)用語説明:
品質管理:買手の要求にあった品質を経済的に作り出すための管理と品質改善。品質改善のために、業務の改善(作業の内容)まで踏み込むこともある。
品質保証:買手が安心して使えることの保証で、品質管理+信頼性(寿命)。例えばテレビが1年で壊れたら、メーカーは無償で修理する。
企画品質:買手の要求を製品に反映しているか。製品のコンセプト。
設計品質:企画した品質を設計できたか。製品仕様書から設計図を描く。
製造品質:設計の狙いどおりに製造できたか。製造工程で品質を造り込む。QCT(機能quality・コストcost・納期lead time)をトータルで満足する
商品品質:買手が要求している価値(機能、デザイン、価格)。買手が満足すれば品質が良いといえます。
技術品質:故障、公害、使用コストなどの損失が無いこと。品質工学の対象。
|
| ク |
クアリティ・サ-クル quality circle |
品質管理サ-クル |
| ク |
クアリティ・システム quality system (QS) |
品質システム |
| ク |
クアリティ・タイム quality time |
外で働く親などが子と交流できるかけがえの無い時間 |
| ク |
クアリティ・マニュアル quality manual |
ISO9000の定義では、「組織の品質マネジメントシステムを規定する文書」となっている。すなわち、品質マネジメントシステムの仕組みを規定する文書である。ISO9001では、次の項目を含めた品質マニュアルを作成し、維持することを要求している。(1)品質マネジメントシステムの適用範囲。適用除外がある場合には、その内容と正当とする理由。(2)品質マネジメントシステムについて、確立された“文書化された手順”、または、それらを参照できる情報(例:規定、要領書などの引用)。(3)品質マネジメントシステムのプロセス間の相互関係に関する記述(例:プロセスフロー図、品質保証体系図など)
|
| ク |
クアリティ・マネジメント quality management (QM) |
品質マネジメント。品質マネジメント・システムの8原則:ISO9000ファミリーにおける品質マネジメントシステム規格の基礎となる8つの原則のこと。組織をうまく導き、運営するには体系的で目に見える運営管理が必要である。品質マネジメントの原則は、トップマネジメントがパフォーマンスの改善に向けて、組織を導くために使用するよう開発されたもので、8つの原則をうまく使うことによって、利害関係者のニーズ、便益に資するとしている。(1)顧客重視:組織はその顧客に依存しており、そのために、現在および将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。(2)リーダーシップ:リーダーは、組織の目的及び方向を一致させる。リーダーは、人々が組織の目標を達成することに十分に参画できる内部環境を創り出し、維持すべきである。(3)人々の参画:すべての階層の人々は組織にとって根本的要素であり、その全面的な参画によって、組織の便益のためにその能力を活用することが可能となる。(4)プロセスアプローチ:活動および関連する資源が一つのプロセスとして運営管理される時、望まれる結果がより効率よく達成される。(5)マネジメントへのシステムアプローチ:相互の関連するプロセスを一つのシステムとして、明確にし、理解し、運営管理することが組織の目標を効果的で効率よく達成することに寄与する。(6)継続的改善:組織の総合的パフォーマンスの継続的改善を組織の永遠の目標とすべきである。(7)意思決定への事実に基づくアプローチ:効率的な意思決定は、データ及び情報の分析に基づいている。(8)供給者との互恵関係:組織及び供給者は独立しており、両者の互恵関係は両者の価値創造能力を高める。
|
| ク |
クアリティ・マネジメント・システム |
ISO9000の定義によると、「品質に関して組織を指揮し、管理するためのマネジメントシステム」とされており、かつ、マネジメントシステムとは、「方針及び目標を定め、その目標を達成するためのシステム」とされている。つまり、ISO9001の要求事項に従って、組織における業務活動の手順を明確にし、評価して記録として残す仕組みで、一般的には文書化されたものである。組織は、この品質マネジメントシステムを構築し、適切に運用し、維持管理することにより、品質水準が向上し、顧客の信頼を獲得し、顧客満足に資することとなる。 |
| グ |
グループエンカウンター group encounter |
カウンセリングの一形態で、集団で行なうもの。名称や形態はさまざまだが、メンバー相互が本音を出し合うことにより、互いの理解を深め、また自分自身も受容していくことをねらいとする。形態には、大きく構成的グループ(structured
group)と非構成グループ(unstructured group)の2種類がある。前者は、ある課題(共同作業やエクササイズ)の遂行を通して交流を深めるもの、後者はフリートーキング主体に進めるものをいう。
|
| グ |
グローバル global |
ものごとの規模が国家の枠組みを越え,地球全体に拡大している様子。地球規模 |
| グ |
グランドデザイン grand design |
全体を長期的,総合的に見わたした構想。全体構想。類語の「マスタープラン」は,「基本計画」。 |
| ク |
クリティカルシンキング(critical
thinking) |
「分析的思考」のこと。個人的な考えを一度、客観的な思考でとらえなおすことにより、より論理的に説明できるよう言語化し説明していくこと。的確な状況評価、迅速な問題解決、質の高い意思決定をする上で重要なスキルと考えられる。
|
| ク |
クロマトグラフィー(chromatography) |
混合物の分析法の一。固体または液体の固定相(吸着剤)中で、液体または気体の移動相(展開剤)に試料を加えて移動させ、試料混合物の各成分の吸着性や分配係数の差に基づく移動速度の差を利用してそれぞれを分離する方法。精製・同定・定量に用いられる。 |
| ぐ |
愚痴 |
「真剣だから智慧が出る 中途半端だと愚痴が出る いい加減だと言い訳ばかり」(川上哲治)。 |
| く |
苦情申し出者に生じた損害への対応 |
苦情申し出者に生じた損害への対応とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。苦情対応の原点ともいえる定義がなされており、組織が提供する製品やサービスが原因で発生した損害に、「損害の種類、重大性、責任の程度と範囲」などを考慮した上で対応することを求めています。
顧客不満足に対するマネジメント、潜在的不満足。
顧客関係管理(こきゃくかんけいかんり、CRM:Customer Relationship Management)とは、顧客満足度を向上させるために、顧客との関係を構築することに力点を置く経営手法のこと。顧客情報管理、顧客関係構築、単に顧客管理と訳される場合もある。。
|
| く |
苦情要因の是正及び予防処置 |
苦情要因の是正及び予防処置とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。規格は組織に対し、「苦情の性質、程度、法的な責任、社会的責任、発生頻度などを考慮」しそれに見合った是正及び予防処置を講ずることを明確に要求しています。また、「外部機関の事例、判例」の利用を促し、是正及び予防処置の進捗状況を最高責任者に報告することも明確に定義されています。 |
| く |
苦情対応 |
苦情対応の要素とは、JISZ9920(苦情対応マネジメントシステムに関するJIS規格)で定義されている、組織の苦情対応に必要とされる基本的な注意点のことです。これには、「公平性、透明性、苦情申し出の容易性、支援、応答性、費用、苦情申し出者に生じた損害への対応、苦情要因の是正及び予防処置、記録」という9つの要素があります。
?納入先からクレームがあると、 ミニスカートをはいた品質管理担当者が訪れ、問題のあった部品を多めに納め、「これで勘弁して下さい」?
|
| く |
苦情申し出の容易性 |
苦情申し出の容易性とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。「広告、カタログ、説明書、案内書、容器・包装など」で苦情受付窓口を広く告知するとともに、苦情申し出の方法を簡単に理解できるよう努力するように要求しています。『JISZ9920:2000(苦情対応マネジメントシステムの指針)』日本規格協会
|
| く |
組合 |
(A)種類:(1)職業別組合:印刷工・機械工など熟練労働書、超企業的、排他的、(2)産業別組合:欧米で主流、(3)一般組合:中小企業における合同労組、(4)企業別組合:パ-ト・臨時工は加入不可。(B)ショップ性(従業員資格と組合員資格の関係を定める労使協定):(1)オープン:組合への加入は労働者の自由意志、(2)ユニオン:雇用後は強制加入で、脱退は解雇となる。が、日本では解雇されない尻抜けユニオンがある、(3)クロ-ズド:組合員であることが雇用条件。(C)救済:(1)地方裁判所、(2)地方労働委員会、労政事務所へ、1年以内に申し立てる。
参照:推定労働組合組織率19%(2005)(1,2)
|
| く |
組合、管理職ユニオン |
管理職ユニオン:東京管理職ユニオン(http://www.mu-tokyo.ne.jp/)は、職種・地位や産業を問わない一般労働組合である(労働組合法では「労働者が主体となって自主的に労働条件の維持改善その他経済的地位の向上を図ることを主たる目的として組織する団体又はその連合団体をいう。」となっています。会社や職場、業種の違う人たちが集まっていても目的と行動が伴っていれば立派な労働組合といえます。)。企業内労働組合の組合員であるならば、加入する前に、まずその組合に相談する。管理職であったり何らかの理由で企業内組合に所属していない場合や企業内組合が対応してくれない場合には東京管理職ユニオンに相談する。 また、企業内組合がユニオンショップ協定を会社と結んでいる場合は注意が必要で、企業内組合を辞めると解雇される場合がある。どうしても企業内組合を退会したい場合には事前に東京管理職ユニオンなどに入る必要がある。東京管理職ユニオンは「指導も救済もしない」「自己決定責任」の組合で、組合員はお互いの経験と知恵を出し合い協力して問題に取り組み、解決は当事者の主体的意志による。 |
| ぐ |
偶然原因 |
変動の原因となる多数の原因の内、比較的重要度の低い原因。仮に原因が同定されていても、その除去のコストとベネフィットを天秤に掛けた場合、技術的・経済的にその原因を除去することが好ましくなく、それらを偶然原因として処理する方が望ましい。 |
| グ |
グレア |
視機能に悪い影響を与えるような過度な輝度または過度な輝度対比のことをいう。 |
| く |
くん蒸 |
気体の状態で薬剤を作用させて病害虫を駆除すること。 |
| く |
くるみ割り、クルミ割り、胡桃割り、nutcracker |
クルミ割り器、クルミ割り人形、 |
| ク |
クライアント・マシン client machine |
サービスを提供される側のPCのこと。サービスを提供する側のPCを「サーバマシン」と呼ぶ。 |
| ク |
クラスター分析 |
例:余暇の過ごし方のクラスター分析:n=25人の男性に余暇の過ごし方をいくつかの態度項目で質問し、回答結果のデータから因子分析によって2つの軸を取り出し(図、タテヨコの軸)、このあと対象者について「クラスタリング」を行った。集合をクラスターに置き換えた。図中で、実線内は所属度0.8以上、点線内0.3以上:(図)
|
| グ |
グラフの変化 |
折線グラフ上、(1)シフト(shift、まるでル-ト記号のように急に値を変化させて以後プラトーとなる)、(2)トレンド(trend、徐々に変化してゆく坂のような変化)、(3)不安定(unrest、サインカ-ブの様に上下が激しい不安定な変化) |
| ク |
クリティカル・パス |
クリティカル・パスとは、プロジェクトの完成を遅らせないためには絶対に遅らせてはならない工程の組み合わせのことです。言い換えると、前が終わらないと次に進めない工程の組において最も長くなる工程のことであり、クリティカル・パスの長さはプロジェクト全体の長さを意味します。クリティカル・パスでない工程をいくら短縮しても、プロジェクト全体の短縮にはつながりません。プロジェクトマネジメントにおいては、クリティカル・パスを守ることに注力するのが重要になります。
医療における、マニュアル化された診療行為とは異なる。 |
| グ |
グリーン購入 purchase of green |
組織が業務活動において使用する文具などの物品を環境配慮型製品から選択する活動。
グリーン調達とは、国や地方公共団体、事業者が製品に使用する部品や資材を選定する際に、価格や品質、納期だけを重視するのではなく、環境配慮(リサイクル可能、長期間使用可能、再生原料の使用など)を調達基準に追加することです。それにより供給側をも取り込んだ形で、環境配慮の活動を進めていくという目的があります。関連法には、グリーン購入法(国等による環境物品等の調達の推進等に関する法律)があります。 |
| グ |
グループウエア groupware |
グループによる知的創造活動を支援するためのソフトウェアやシステムのこと。機能としては、ネットワークを利用して文書のほか画像や音声などあらゆるファイルの共有、電子メールや電子掲示板、スケジュール共有、ワークフロー管理などがある。例えば、会議への参加や営業同行してほしい人にメールを出し、その人が承認すればその人のスケジューラに自動的にそのスケジュールが反映されるなどといった機能。 |
| ク |
クロスファンクショナルチーム Cross-functional
team |
クロスファンクショナルチーム(以下、CFT)は、複数の部門や職位から、多様な経験・スキルを持ったメンバーを集めて構成されます。部門横断的なテーマについて検討し、解決策を提案していくことがミッションです。
プロジェクト形式で一時的な組織として設立する場合もあれば、常設部署として設置する場合もあります。
CFTは、対象テーマの業務に精通し、強い変革意欲を持ち、かつ社内の他部門に対して影響力を保持している取りまとめ役により統率される必要があります。
構成メンバーは、テーマに関連する複数の部門から、多様な経験・スキルを持った構成員を職位にかかわらず選出します。取引先やコンサルタントなどの第三者をメンバーとして加えることもあります。
この際、取りまとめ役として経営者候補を選抜したり、メンバーに若手社員を抜擢したりして、人材育成の機会として活用するケースもあります。
CFTを機能させるためには、導入する組織のリーダーの強いコミットメントが不可欠です。リーダーは、全社の方向性について明示した上で、CFTの活動の重要性について啓蒙する必要があります。 |
| グ |
グローバリゼーション globalization |
地球規模化 |
| グ |
グローバル・スタンダード Global
Standard |
グローバル・スタンダードとは、特定の国や地域、企業などだけで適用されている基準ではなく、世界中どこでも適用される基準や規格、ルールといった意味で使われています。
今、世界経済で起きている市場統合や貿易・投資の自由化、情報化の進展、規制緩和の流れなどを受けて、ボーダーレスな世界市場が形成されつつあります。この巨大な市場を円滑に機能させるためには、参加するプレーヤー相互間に共通する行動や判断の基準、ルールといったものが必要です。これがグローバル・スタンダードです。国際的に、同じ基準で使用できるよう品質・寸法・形状・機能・試験方法などを決めることによって、下記に挙げたような保証ができるよう統一化されます:①相互理解(共通の単位、定義、測定方法を用いること)、②互換性の確保(部品や消耗品の調達)、③消費者の利益確保(一定の品質や安定供給)、④新技術の普及(ビデオのVHSの普及)、⑤安全性の確保(安全保障、操作の統一)、⑥環境の保護(エコマークなど)。
国際標準には“デファクト・スタンダード, de facto standard”と“デジュール・スタンダード, de jure standard”の2種類があります(ラテン語)。
“デファクト・スタンダード”とは、「市場が決めた標準(つまり事実上の標準)」という意味で、パソコンの基本ソフトWindowsとか、ビデオのVHS規格などがあります。つまり一番売れているものが世界の標準という考え方なのです。
もう一つの“デジュール・スタンダード”とは、ISOなどの国際機関が作成している公的な国際標準のことを指します。もともと標準は、法律と違って強制力はありません。使うか使わないかは自由になっています。ただし法律で標準を指定されると強制的になりますし取引の条件になっていれば、半ば強制になります。WTO(世界貿易機関)のTBT協定(貿易における技術的排除)ではISOを歓迎しています。
グローバル・スタンダードの多くは、ISO(国際標準化機構)などの国際機関で定められた標準規格(デジュール・スタンダード)ではなく(すなわち、公的な認証が標準ではない)、パソコンのOSやVTRの規格のように、ある商品や技術、制度などがグローバルに普及して事実上の国際標準となった、いわゆるデファクト・スタンダードです。このことは2つのことを意味しています。1つは、必ずしも最良のものや公的な認証を得たものがグローバル・スタンダードになるとは限りませんが、そうなってしまえば市場参加者はそれに従わざるをえないということです。もう1つは、市場参加者にとってよりよい標準ができれば、それまでの標準に取って代わることもありえるということです。
国際標準では、初期段階で統一に失敗し普及してしまうと、容易には統合できず後世まで、利用者に多大な迷惑をかけてしまいます。例えば、車の右ハンドル(左側通行)や、鉄道の軌道など、今となっては国際標準に適応は困難となっています。また、新規格の統一には時間がかかりそのあいだ、利用者は混乱してしまいます。
|
| ク |
クレアチニン |
筋肉中に含まれるクレアチンが分解されて生じる老廃物.クレアチニンは腎臓に輸送され,腎糸球体でろ過されて,再吸収されず直接尿中へ排泄される.クレアチニン排泄量には個人差があり,腎機能状態の把握に用いられる |
| け |
嫌気的条件 |
有機物を酸化するのに必要な酸素がほとんどない条件 |
| け |
経営者のコミットメント |
ISOでは経営者が品質マネジメントシステムの計画、実施及び改善に深く関与することを求めており、品質マネジメントシステムを構築し、継続的に改善するために、経営者が果たすべき5つの役割を実施することを要求している。
|
| け |
経営 |
アウトソーシングoutsourcing
本来なら自社で行う仕事を外部の業者に注文すること。外注。昨今、経費の節減を大きな目的としてアウトソーシングが進んでいる。
経営計画<けいえいけいかく>management planning
経営理念や目標、ビジョンなどをどのように事業に反映していくかを示した計画。
長期・中期・短期の計画があり、さらに、生産・販売・経理など部門別の計画に細分化される。
経営資源<けいえいしげん>managerial resources
企業が独自に利用できる有形・無形の存在物のすべて。具体的には、人的資源・物的資源・情報的資源の他、チャネル、固定客、企業イメージ、ブランドなども含まれる。
CI, corporate identity
企業の存在価値や、社会的な役割について社内外に意思表明を行い、イメージと行動の統一を図ること。
CIの定着にはイメージ戦略を伴うことが多いが、CI=イメージ戦略ではない。
CSCustomer Satisfaction
顧客満足。自社の商品やサービス、接客の態度など企業イメージのすべてを顧客の立場で考え経営戦略を立てること。
戦略<せんりゃく>strategy
いかにして目標を達成すべきかを明らかにするもの。市場・環境から方向性を汲み取り、自社の戦力分析から制約と可能性を考慮して策定される。
ディスクロージャーdisclosure, corporate disclosure
企業情報開示(制度)のこと。主に投資家を保護する目的で企業が情報を一般に公開すること、またはその制度。大枠は証券取引法、商法が定めている。
証券取引所に上場すると財務内容の開示が義務づけられているが、昨今、企業の社会的責任の増大にともない、より多方面からの情報開示が求められてきている。
ノウハウknow-how
企業の活動に必要な生産・経営・管理・技術などに関する知識・経験の情報。新しい(独自の)技術やマーケティングテクニックなどもノウハウである。
ビジョンvision
企業の未来像。会社が将来どのように発展していくのかという計画や展望、そのための方向づけ、施策。
リストラ(リストラクチャリング)restructuring
企業が時代の流れに柔軟に対応するために経営を再構築すること。 不況期では、成長の見込みのない事業からの撤退や組織のスリム化などが行われることが多い。
結果として人員削減につながることもあるが、リストラ=人員削減ではない。
理念<りねん>
企業が事業を通じて社会にどのような貢献をしようとしているのか、どのような価値観や規範に基づいて事業を行おうとしているのか、などを示すもの。経営戦略の上位概念とされる。
ロゴタイプlogo type
会社名や商品名のシンボル化を図るため、一つのマークのようにまとまって扱われる合成文字。CIが流行った時、とりあえずロゴタイプを変える企業が続出。
☆関連→CI |
| け |
経営者の責任 |
組織における責任には2つの責任、すなわち、遂行責任と結果責任がある。遂行責任は任されている職務に対し素早く、適切な処置ができる能力であり、ISOでは品質マネジメントシステムを構築し、継続的に改善するため、重要な事項を「経営者の責任」にまとめ要求している。(1)品質方針・品質目標の設定と見直し、(2)経営組織の業務内容、責任と権限の明確化、(3)品質管理責任者の任命と責任と権限の付与、(4)コミュニケーションの方法、(5)品質マネジメントシステムのレビュー、(6)必要な経営資源(人、教育、インフラ)の提供。
|
| け |
経営者による見直し |
経営者による見直しとは、マネジメントシステムそのものを見直す活動を意味します。この活動は、単に見直して改善するのではなく、経営者の責任においてマネジメントシステム全体の進捗状況を把握し、マネジメントシステムの運営の根幹に見直しをコミットメントするという意味があります。「マネジメントレビュー」とも呼ばれるこの活動は、マネジメントシステム規格が組織に要求する最も重要な要素の一つです。 |
| け |
継続的改善, ISO |
ISO 9001とISO 14001の重要な考え方の1つ。これを実現するための業務の仕組みが「マネジメントシステム」と言えます。1度大掃除したら、また散らかるだけ散らかすのではなく、毎日少しずつでもよりキレイにしていく生活習慣をつけるようなイメージです。 |
| け |
経験価値 empirical value |
顧客の製品・サービスの価値を単なる物理的機能ではなく、顧客一人ひとりの経験に基づく主観的・個別的な使用経験により判断する。モノが売れない、ほしいモノがない今日、たとえばパソコン価値基準が、高性能という物理学的価値ではなく、使用者の経験(たとえば、女性が使う場合にスタイリッシュな小型でスケルトン仕様であれば多少CPUが悪くとも我慢できる)に基づく価値基準にシフトしていることを製造者サイドは理解すべきであろう。 |
| け |
経済主体、経済的主体 economic agent/entity |
生産、流通、消費の経済活動を自らの意思によって営んでいる単位。企業、家計、政府(地方公共団体を含む)の3つをさす。各経済主体の活動は、相互に結び付けられ、影響しあっている。 |
| け |
経歴詐称 |
経歴詐称は労働契約を締結するときに学歴や職歴、犯罪暦、年齢などを偽って、あるいは隠すことをいいます。この経歴詐称を理由として懲戒解雇を有効とするか無効とするか、判例では「真実を告示していたなら採用しなかったと思われる重大な経歴詐称かどうか、企業秩序維持を困難にさせる可能性があるかどうか、採用決定の判断において労働力の評価を誤らせたかどうか、就業規則に定めがあるか」といったことなどを重視している。また、炭研精工事件 1990年02月27日東京地では、使用者が雇用契約の締結に先立ち、雇用しようとする労働者の労働力評価に直接関わる事項だけでなく、企業あるいは職場への適応性、貢献意欲、企業の信用の保持等企業秩序の維持に関係する事項について、必要かつ合理的な範囲内で申告を求めたときは、労働者は信義則上、事実を告知すべき義務を負うとし、最高裁もこれを支持している。 |
| ゲ |
ゲージR&R |
ゲージR&Rとは、製造分野において測定法の有効性をテストする最も一般的な方法です。一つの測定法をさまざまな環境で繰り返し実施し、「正確性」「反復性」「再現性」「安定性」の4つの基準に照らして判定します。連続データの測定に使われるのが一般的ですが、応用すれば不連続データの測定方法のチェックにも使用できます。
|
| け |
怪我 |
怪=又(手)で土をこねて作ったら頭のようになり、それを見て、リッシンベン(心)で気持ち悪い・怪しいと感じる。すなわち、怪我とは、我(自分自身)が原因だ、自分のせいだということ。「怪我と弁当は自分持ち!」 |
| け |
検査業務、衛生検査所の法的用件 |
法的要件(臨床検査技師、衛生検査技師に関する法律、同施行規則):(1)人的要件として、開設者、管理者、指導監督医、精度管理責任者、技師、(2)物的要件として、検査室面積、帳票(標準作業書、作業日誌、管理台帳、管理報告書、苦情処理台帳)、検査案内書、検査機器。 |
| け |
検査記録 |
inspection records |
| け |
系統図法 tree diagram |
* |
| け |
検査重点主義の品質保証 inspection-oriented quality assurance |
* |
| け |
顕在クレーム visible complaint (claim) |
* |
| け |
健全なビジネス慣行 |
good business practice |
| け |
健康増進法 |
1952年、昭和27年、栄養改善法
2002年、平成14年、健康増進法:
国民健康、栄養調査
保健指導、
特定給食施設、栄養管理、
受動喫煙防止(法25条)、
特別用途表示、栄養表示基準、
がん、脳卒中、心臓病等の生活習慣病の増加は社会的な問題となっており、この予防対策として、「21世紀における国民健康づくり運動(健康日本21)」が平成12年3月に策定され、この法的な基盤として平成15年5月1日より「健康増進法」が施行された。
同法では、個人、学校、事業者、行政等がそれぞれの立場で健康増進に努めることが法的に義務付けられたほか、多数の者が利用する施設の管理者に対し、受動喫煙の防止対策を講じるように求めている。 |
| け |
検証活動 |
明示されている要求事項が満たされていることを客観的証拠を提示することにより、確認することが検証である。明示されている要求とは、例えば、文書で顧客より要求があった場合や、法規制の要求及び組織が自ら定めた要求事項のことである。これらのインプット事項とプロセスのアウトプットを突き合わせて満たされていることを測定、試験及び実証などで確認する活動をいう。確認の方法:(1)インプットとアウトプットの項目別比較、(2)他の方法での計算による比較、(3)類似仕様、製品の実績比較、(4)試作品による試験及び実証調査、(5)発行前の設計図や仕様書の上司による精査。
|
| け |
決済 |
小切手<こぎって>check
そこに記載された金額を、小切手の所持人に支払うことを、銀行に委託する有価証券。
小切手を切った人(振出人)の当座預金から引き出され、支払われる。
サイト
手形を振りだした日から、支払期日までの期間をいう。
全く別の意味で、インターネットのウェブサイト(Web site)の意味でも使われる。
手形<てがた>bill/draft/note
一定の金額をある時期にある場所で支払うべきことを約束した有価証券。
約束手形とは、発行人と支払者が同じものをいい、為替手形とは、発行人と支払者が違うものをいう。 |
| け |
経営層による見直し review by executives, revision |
マネジメントシステムそのものを見直す活動。経営層の責任においてマネジメントシステム全体の進捗状況を把握し、マネジメントシステムの運営の根幹に見直しをコミットメントする。「マネジメントレビュー」とも呼ばれる。 |
| け |
継続的改善、継続的品質改善 continuous quality improvement, CQI |
品質マネジメントシステムの8原則における継続的改善とは、品質マネジメントシステムにとって最も重要な性質であり将来においても永続的に取り組むべき活動です。JIS
Q 9000:2000において「 組織の総合的パフォーマンスの継続的改善を組織の永遠の目標とすべきである。」と定義されています。継続的改善とはISO9001:2000の重要な考え方のひとつで、常に業務内容を見直し、組織をより良くしていくこと。これを実現する為の業務の仕組みが、マネジメントシステムと言える。イメージとしては、一度大掃除をしたら、また散らかるだけ散らかすのではなく、毎日少しずつでもより綺麗にしていく生活習慣をつけること。
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。苦情対応プロセス及び製品品質の継続的改善は、組織の永続的な目的である。 |
| け |
計画の届出 |
安衛法88条に基づき、一定の事業者(建設物や機械の設置、危険・有害な作業など)は、監督署長や労働基準局長・労働大臣に対し、計画の届出を提出する必要がある。
|
| け |
経気道侵入 |
呼吸により取り込んだガスや蒸気が体内に吸収されること。。肺胞は表面積が90平方メートルもあり、肺胞膜はわずか0.001から0.004ミリメートルであるから、肺胞内に侵入したガスなどは容易に血液内へ移行することができる。(「経口侵入」・「経皮侵入」参照) |
| け |
頚肩腕症候群、頸肩腕症候群(けいけんわんしょうこうぐん) |
キーパンチャー・タイピスト・レジスターなどの打鍵作業者などに見られる、後頭部・頸部・肩甲帯・上腕・前腕・手・指のいずれかあるいは全体にわたり「こり」・「しびれ」・「いたみ」などの相当強度の病訴があり、筋硬結・圧痛あるいは神経走向に一致した圧痛ないし放散痛が証明され、その部位と病訴との間に相関が認められる症状をいう(、「上肢作業に基づく疾病の業務上外の認定基準」(平9.2.3.<A
href="file:///H:/nrec 2007.03.27/keikeinnwannshoukougunn, ninnteikijunn.doc">基発第65号</A>))。
|
| け |
経口侵入 |
有害物質が口を通って体内に吸収されること。消化器の表面積が肺胞ほど広くなく、侵入する量も呼吸器からの量に比べると少ないことなどから、経口侵入による職業性の中毒は、経気道侵入に比べて少ない。(「経気道侵入」・「経皮侵入」参照)
|
| け |
経皮侵入 |
皮膚をから体内に物質を吸収すること。脂肪やリポイドに溶ける物質は、傷のない皮膚からでも体内に侵入する。揮発性が大きいものは急速に蒸発するので体内へは入らないが、軟膏のような状態で長時間皮膚に付着していると吸収される。最も危険が大きいのは油状の揮発性の少ないアニリンやニトロベンゼン・四アルキル鉛など。(「経気道侵入」・「経口侵入」参照) |
| ゲ |
ゲシュタルトの行動則 |
ゲシュタルト心理学(形態心理学)に基づいた人間の行動法則をいう。あらゆる心理的事象の成立・変化・発展を、それらを生ぜしめるのに実際に働き、その直後の原因になった機能的条件の体系に基づいて明らかにしていく研究(広辞苑によるとゲシュタルト心理学とは「精神を要素の集合とみなす従来の要素的な考え方を否定して、それをゲシュタルトとみる心理学。」、ゲシュタルトとは「メロディーなどのように、部分の寄せ集めではなく、それらの総和以上の体制化された構造を指す概念。形態。」となっています)。ゲシュタルト心理学の創唱者の一人であるケーラーは、具体的力学的性質によってゲシュタルトを確立し、「簡潔性の原理」を明確にした。これは一口で言えば、最小のエネルギーで最大の効果をあげる行動をするということである。人間の行動は簡潔化の法則に基づいて、省略行動しやすいということである。簡潔化の法則は、疲労したり心理的に心配事があったときなどに一層強力に作用する。
|
| け |
血液毒 |
血液に有害作用をおよぼす化学物質。その中には,赤血球に直接働いて溶血作用(溶血性貧血)を起こすものや、造血臓器である骨髄に作用して血液生成を障害するものがある。また、X線やある種の化学物質は白血球に障害をおよぼすことがある。職業中毒としては鉛・ベンゼン・ベンゼンのニトロ化合物などが血液毒として知られている。
|
| け |
欠陥の発生機会 |
欠陥の測定方法を定義する際に、欠陥の発生機会がプロセス上のどこにあり、その数がいくつあるのかを予め定義しておく必要があります。欠陥の機会を定義しておかないと、測定結果を分析することが困難になります。欠陥の機会を定義する際に留意すべき点は、(1)「標準的な」問題に焦点を絞ること、(2)密接に関連した欠陥は一つにまとめること、(3)顧客に重大な影響を及ぼす欠陥に絞ること、(4)一貫性を保つこと、(5)欠陥の発生機会の変更は慎重に行うことです。
|
| け |
けんしん、健診、検診 |
「検診」は検査診断を意味し、がん検診とか結核検診とか言うように、特定の疾患を早期に発見することを目的としたものです。「健診」は健康診断や健康診査の略。特に目的とする疾患を限定せずに、かくれた疾患や異常を探し、また自分の健康状態を見直して、その後の健康管理に役立てるためのものです。「職場の健診には業務内容や職場と関係の薄い疾患の検査は不必要」という考え方は、そもそも「健診」の定義に反します。各種の有害業務に従事されている方が対象の「特殊健康診断・特殊健診」は、法律上「健康診断」と呼ばれていますが、有害業務ごとに出やすい健康障害に注目して検査を行いますから、ある意味「検診」と言ったほうが正しいのかもしれません。((財)山口県予防保健協会保健部ホームページ健康・医療の旬情報「健診と検診と胸の検査」より) |
| け |
建設工事28分類、 |
営業許可、特定建設業、一般建設業、 |
| げ |
原価計算: 全部原価計算、直接原価計算、 |
全部原価計算とは固定費を原価計算に含める財務会計上の原価計算方法の1つ。すべての製造原価要素を製造直接費および製造間接費に分類集計し、製造直接費を製品に直接的に集計し、製造間接費を適当な基準によって各製品に配分して製品原価として算定する。
「実際にどうだったのか」という過去をふり返るのに役立つツール。
短所:売上高=固定費+変動費+利益で、固定費は生産量に関係なく一定額発生する。固定費を原価計算に含めると、固定費100円、変動費1円/個、利益1円/個と仮定すると、①50個製造すると原価3円/個、売上高200円となり、②100個製造すると原価2円/個、売上高300円となり、生産量と原価が反比例する。50個しか売れないとすると、①売上高200円、利益50円、②売上高100円、利益50円となる。すなわち、売上高と利益に正の相関性が無くなる。
直接原価計算とは、固定費を原価計算に含めない管理会計上の原価計算方法の1つ。期間的に発生する製造間接費を製品原価から除外し、売上高に比例して発生する製造直接費のみを製品原価として算定する。
「いくら売り上げればいいのか」というように未来における利益を考える際、計算しやすいようにするためのもので、利益管理に役立つツール。
長所:売上高=固定費+変動費+利益で、固定費は生産量に関係なく一定額発生する。固定費を原価計算に含めないと、固定費100円、変動費1円/個、利益1円/個と仮定すると、①50個製造すると変動費原価1円/個、売上高100円となり、②100個製造すると変動費原価1円/個、売上高200円となり、原価は生産量と無関係となる。50個しか売れないとすると、①売上高100円、利益50円、②売上高100円、利益50円となる。すなわち、売上高と利益に正の相関性がある。相関性があるからこそ、何個作ればどれくらい利益がでるのかっていう計画が立てられる。(損益分岐点では利益がゼロだから「売上高=固定費+変動費(+利益ゼロ)」、固定費は製品を作っても作らなくても絶対にかかる費用で、少なくとも固定費の分だけは作って販売して回収しなければならないが。) |
| ケ |
ケーススタディー case study |
ある問題の具体例を詳しく分析して,一般的な真実を導き出す研究方法。事例研究。<BR>ケースメソッド case method: もともとハーバード・ビジネス・スクールで採用された事例研究法の1つ。企業の実事例に基づく比較的長文の事例を素材とし、経営管理上の諸問題について集団で討議を行い、問題解決能力等の向上をはかるもの。幹部候補、管理者の研修などに用いられることも多い。俗にケーススタディと呼ばれることもあるが、厳密には異る。ケーススタディとは、一般にシカゴ大学で採用された事例研究法のこと。 |
| け |
現業、非現業 |
公務員の分類の仕方で、国営企業等(三現業)で働く労働者を現業(労働者)といい一般の国家公務員、地方公務員を非現業という。
しかし、地方公務員であっても、地方公務員法第57条により、単純な労務に雇用される者は現業労働者とされている。非現業は法律による労働協約締結権はないが、現業職員は労働協約締結が保障されている。
県職労にも、技術員、運転手、ボイラー技師等の組合員で構成する現業評議会を設けている。 |
| コ |
コア・コンピタンス core competence |
中核的な能力(core=核、competnece=能力)。他社には提供できないような利益を顧客にもたらすことができる、企業内部に秘められた独自のスキルや技術の集合体(ハメル&プラハラード)。他社がマネできないダントツの強みとなる自社資源のこと。ホンダのエンジンような独創的・寡占的技術 (core competence)。
応用:中小企業連携:コア・コンピタンスを持つコア企業を核として、提携企業連合を形成する。
|
| コ |
コア・プロセス |
コア・プロセスとは、社外の顧客に製品、サービス、サポート、情報といった価値を提供する一連の作業のことです。真のコア・プロセスが一部署で完結することはありえません。複数の部署がそれぞれの役割を果たし連鎖して、顧客にとって価値のあるアウトプットを生み出します。
|
| こ |
好気的条件 |
有機物を酸化するのに必要な酸素が十分にある条件 |
| こ |
構造活性相関法(Structure-Activity Relationships:SAR)、(定量的)構造活性相関法(Quantitative SAR:QSAR) |
化学物質の構造と活性との間に成り立つ(定量的な)相関関係のこと.化学構造から活性の有無・大小を予測するために使う.活性とは,元来化学物質の生物に対する薬理特性や毒性を指したが,現在では一般的な物理化学的特性を含むことが多い. |
| こ |
工程内対策(インプラント対策,クリーナ・プロダクション) |
生産工程を変えたり,代替物質に切り替えたりすることで,発生そのものを削減すること.「エンドオブパイプ対策」の対. |
| こ |
固定発生源 |
工場の煙突など,常時移動性のない汚染物質排出源. |
| コ |
コミュニティプラント |
複数の家庭から排出されるトイレ排水と生活雑排水を処理する施設. |
| こ |
交差汚染(cross contamination) |
細菌に汚染された食品や施設器具に触った後で、その手で他の食品や器具を取り扱うことによって、その細菌による汚染を引き起こすこと。 |
| こ |
コンプライアンス (compliance
) |
法令遵守。法律や社会的な倫理、規範を守って行動すること。欧米の企業ではすでに発達した概念で、日本でも相次ぐ企業不祥事をきっかけに重視されるようになった。解釈によっては、単に違法行為をしないというレベルにとどまらず、将来的なリスクを未然に防ぐ行動までも含む。そのための具体策として、社内ルールの確立、業務マニュアルの整備などが図られる。服薬遵守。 |
| こ |
効果の測定 |
効率の場合とは対照的に、効果は顧客の立場に立って測定されます。顧客のニーズや要求をどれだけ満たしているか。顧客が受け取る製品やサービスに、どのような欠陥があったか。パフォーマンスが顧客満足度やロイヤリティの向上にどれだけ寄与したか、などが効果測定の例です。 |
| こ |
効率の測定 |
効率を測るには、製品やサービスを生産する際に消費する資源の量を測定します。効率的なプロセスとは金額、時間、原料などが少なくて済むプロセスのことです。効率は組織の予算運営に、そして最終的には収益性に大きな影響を及ぼしてきます。効率の向上は、価格引き下げという形で顧客の利益にもつながりますが、基本的には内部的な利益を目指すものです。
|
| こ |
公正、透明、自由 |
fare, transparent, free |
| こ |
校正、較正、調整、 |
違い:ko 校正、 |
| こ |
行動基準 |
corporate code of conducts、行動する to conduct |
| こ |
工業標準化法 |
工業標準化法とは、日本国内において工業製品の規格標準化を行なうための根拠となる法律です。この法律を元に、現在約9000件のJISが発行されています。 |
| こ |
工程パラメ-タ- |
工程における監視・測定すべき特性値で、生産に使用する設備機械、試験設備の生産・試験条件及び運転条件である。展開方法のポイント:(1)標準類と整合性がある、(2)工程能力がある、(3)設備を監視・測定する機器が適切、(4)常時監視する必要性、(5)チェックする間隔を決めてある。 |
| こ |
購買 |
購買とは、組織が製品・サービスを提供する過程で使用するいわゆる外注業者を指します。ISO9001:2000では、購買プロセス(外注業者を選定・使用し、評価すること)の明確化、購買製品の受け入れ検査、購買情報(購買プロセスに関する情報)の明確化などを求めています。
|
| こ |
公開性 |
公開性とは、ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則のひとつです。苦情申し出方法や苦情の申し出先についての情報が、顧客、従業員、その他の利害関係者に広く公開されることが望まれます。
|
| こ |
公平性 |
公平性とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。「申し出者の権利の尊重」と「公平性の維持」について定められており、前者では、苦情申し出者のプライバシーの保護、苦情対応プロセスの説明などが定義され、後者では、組織内の苦情対応プロセスの標準化などを要求しています。
|
こ
|
交流分析、TA、Transactional Analysis |
米国のエリック・バーンによって開発された精神療法。自分自身の思考や感情、行動パターン等の要因を認識し、他人との関わり方について自己分析することで、人間関係をうまくコントロールしていけるようになることを目指したもの。
TAではまず、自我をPAC(Parent、Adult、Child)の3つの状態からとらえ、それに照らして、自我の状態と対人関係におけるの交流パターンを把握していく。 |
| こ |
工程管理 |
所定品質の製品を計画された数量だけ予定の期日までに生産するために、設備・労力を能率的に活用して生産計画を実施統制する方法をいう。 |
| こ |
高年齢労働者 |
わが国の労働力は高年齢労働化しており、高年齢層が労働災害により被災する割合も年々増加している。安全対策は、一般的に共通的対策と高年齢労働者対策とに明確に分離できないものが多い。それは、高年齢労働者に対して効果をあげている内容の多くは、若壮年者にも有効であるため。しかしながら、人間の運動機能や感覚機能は加齢とともに低下していくことは否定できない。したがって、このような特徴を踏まえて、低下した身体機能をカバーするような補助設備などの「直接的対策」を積極的に実施することが必要である。一方、豊富な知識と経験などの知的機能を生かした能力開発や健康管理などの「間接的対策」も進める必要がある。
|
| こ |
国際労働機関(ILO) |
第一次大戦後のベルサイユ講和条約(1919年)に基づき設立された。48年の国際労働機関憲章に基づき新たなスタートを切り、同時に国際連合の専門機関となった。目的は労働条件の改善を国際協力の下に推進することによって、社会主義の確立、さらには世界の恒久平和に貢献することである。
|
| コ |
コンティンジェンシー理論 Contingency Theory
|
1970年代に台頭してきたリーダーシップ理論で、状況適合理論ともいう。唯一最適なリーダーシップ・スタイルというものは存在せず、状況に応じて、望ましいリーダーシップのスタイルは異るという見解に立つ。この点で、行動理論(リーダーとして望ましい行動パターン研究)と一線を画す。
代表的なものに、フィードラーのコンティンジェンシー・モデルやハーシーとブランチャード(1977)のSL(Situational Leadership)理論がある。 |
| コ |
コーポレート・ガバナンス corporate gavernance |
「企業統治」。企業を健全に運営するためのしくみ。経営者に権限が集中による弊害を監視し阻止すること、組織ぐるみの違法行為を監視し阻止すること、企業理念を実現するために業務活動が方向づけられていることを監視することが大きな目的。具体的な例としては、取締役会に社外のメンバーを入れることや株主総会において選任された取締役の職務執行の適法性を監査する監査役をおくことなどがあげられる。 |
| コ |
コンメンタール、Kommentar |
コメンタール、Kommentar (ドイツ)注釈。論評。注釈書。 |
| ご |
誤解、バイアス、思い込み、
統計的バイアス、行動経済学的バイアス、
|
あるbrogより「良い意味でも悪い意味でも人間は思い込みをしやすいようです。良い意味というのは認知資源の節約につながるということ。悪い意味というのは「だまされる」ということ。幼い頃に猫を飼っていました。名前を呼ぶと律儀にしっぽを振るかわいいやつです。母親はそれを見て「名前がわかっているのね、かしこいわ」と言っていました。しかし、実は「タマ」と呼んでも「バカ」と呼んでもしっぽを振っていたのでした。要するに、単純に声に反応していたわけですね。思い込みは日常生活に転がっています。これと同じ原理を用いて「悪い思い込み」をさせようとする人も同じように転がっています。また、悪気はないけれど、結果的に悪い思い込みを生じさせるような人もいます。相手に悪気がないだけに、防衛意識をもたないとコロっといってしまいます。」 |
| こ |
顧客 |
ISO9000の定義では、「製品を受け取る組織又は人。例えば、消費者、依頼人、エンドユーザー、小売業者、受益者及び購入者」となっているが、分かりやすくいうと、“製品を購入する組織または人”のこと。なお、「後工程はお客様」との概念を含むことから、組織の内部の一部を顧客とする場合もあり、“顧客は、組織の内部または外部のいずれでもあり得る”としている。 |
| こ |
顧客重視 |
品質マネジメントシステムの8原則における顧客重視とは、従来のISO9001(1994年版)における"品質保証"から"品質マネジメント"へと進歩する上で欠かせない顧客の視点について定めたものです。JIS
Q
9000:2000において「組織はその顧客に依存しており、そのために、現在及び将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。」と定義されています。
顧客重視のアプローチとは、ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則のひとつです。組織は顧客重視のアプローチを適用し、苦情を含めたフィードバックを積極的に受け入れ、自らの行動により、苦情の解決についての責任を示すことが望まれます。 |
| こ |
顧客要求事項 |
顧客すなわち製品を受け取る組織、または人からの要求事項をいう。顧客要求事項には、仕様書などで明示されていなくとも、“通常、暗黙のうちに了解されている”ことも対象となる。これは対象となる期待が暗黙のうちに了解されていることが、組織、顧客及びその他の利害関係者にとって、慣習または慣行であることを意味する。仕様書などで明確に明示されなくとも、組織は常識的な要求事項は満たさなくてはならない。 |
| こ |
国際労働安全衛生機関、雑誌:
国際安全衛生センターリンク集、 |
A. 機関:
米国:
労使関係情報所 (Bureau of National Affairs, BNA)
米国:
労働省 Department of labor, DOL,
労働安全衛生局(アメリカ) Occupational Safety and Health Administration ((US-)OSHA)、
保健福祉省 Department of health and human services, HHS,
疾病予防管理センター Centers of disease control and prevention, CDC,
国立労働安全衛生研究所(アメリカ) National Institute for Occupational Safety and Health
(NIOSH)
米国産業衛生専門家会議 American Conference of Governmental Industrial Hygienists (ACGIH)
労働省 統計局 (Bureau of Labor Statistics, BLS)
労働省 鉱山安全衛生庁 (Mine Safety and Health Administration, MSHA)
環境保護庁 (Environmental Protection Agency, EPA)
米国化学会 (American Chemical Society, ACS)
米国産業衛生専門家会議 (American Conference of Governmental Industrial Hygienists, ACGIH)
米国産業衛生協会 (American Industrial Hygiene Association, AIHA)
米国規格協会 (American National Standards Institute, ANSI)
米国安全技術者協会 (American Society of Safety Engineer, ASSE)
化学情報検索サービス機関 (Chemical Abstracts Service, CAS)
全米安全評議会 (National Safety Council, NSC)
英国:
安全衛生委員会 (Health and Safety Commission, HSC)
安全衛生庁 (Health and Safety Executive,HSE)
安全衛生庁(北アイルランド) (Health and Safety Executive for Nortern Ireland, HSENI)
英国労働衛生協会 (British Occupational Hygiene Society, BOHS)
英国労働安全衛生協会 (The Institution of Occupational Safety and Health, IOSH)
英国王立災害防止協会 (Royal Society for the Prevention of Accident,ROSPA)
Office of Public Sector Information (イギリスの法令を紹介するWebsite)
英国安全評議会 (British Safety Council)
英国労働組合会議 (Trades Union Congress, TUC)
オーストラリア:
豪州全国労働安全衛生委員会 (National Ocuupational Health & Safety Commission, NOHSC)
豪州安全評議会 (National Safety Council of Australia, NSCA)
カナダ:
カナダ人材資源開発省 (Human Resources Development Canada, HRDC)
カナダ労働安全衛生センター (Canadian Centre for Occupational Health and Safety, CCOHS)
労働災害防止協会 (Industrial Accident Prevention Association, IAPA)
B. ホームペ-ジ:
国際労働機関セーフワーク(ILO、SafeWork)、欧州安全衛生機構(European Agency) 、労働安全衛生庁(OSHA)、米国国立労働安全衛生研究所(NIOSH)、英国安全衛生庁(HSE, Health and Safety Executive)、国際安全衛生センタ-(JICOSH):JISHAによる海外情報掲載。雑誌: 「Safety + Health」(全米安全評議会(NSC)発行)、 「FACTS」 (欧州安全衛生機構 発行)
C. 作業環境評価基準:
①米国国立労働安全衛生研究所 National Instituet for Occupational Safety and Health (NIOSH):
法的強制力のない許容曝露限界 NIOSH Recommended Exposure Limit-TWA (NIOSH-REL-TWA), 許容曝露濃度
Permissible Exposure Limit (PEL-TWA),
②米国産業衛生専門家会議、American Conference of Governmetal Industrial Hygienists (ACGIH):ACGIH勧告のTLVs、Threshold Limit Value、有害物の許容濃度:
(1)時間荷重平均限界値(TLV-TWA、TLV-Time Weighted Average、1日8時間、1週間40時間の平常作業で有害物質に繰り返し曝露されても、ほとんどすべての作業者に健康障害を招くことがないと考えられる気中濃度の時間荷重平均限界値を示す。限界値
threshold limit value (TLV)、時間加重平均、time weighted average (TWA))、
(2)短時間曝露限界値(TLV-STEL、TLV-Short Term Exposure Limit、作業中の任意の時間に、60分以上の間隔で、1日4回以内で、15分以下の短時間曝露で、超えてはいけない。15分間以内の曝露の間隔が1時間以上、1日4回以下、しかも毎日の曝露がTLV-TWA以下であれば、作業者に次のような作用を及ぼすことがない気中有害物質の濃度限界値を示す。
1)刺 激、2)慢性または不可逆的な組織変化、3)災害負傷の誘発、自救力の傷害、作業能率の低下などを招くような麻酔作用。TLV-STELは、8時間のTWV以下であっても、15分間の平均曝露濃度が労働時間中にそれを越えてはならないと考えるべき限界値である。)、
(3)上限値(TLV-C)の3つの区分がある。
①所見:経皮ー発赤、発癌、
②生物学的曝露指標(BEI)生物学的モニタリング、
参照:
産業保健マニュアル(和田攻編集、南山堂):作業環境管理のツールとしての、(単一作業場全体の気中管理)管理濃度、(個人曝露限界)許容濃度、(個人曝露影響)BEIs、BEI分布、二次予防としての健診に関しての考え方を参照。それぞれ、時間場所のバイアス、作業量のバイアス、共存物質・曝露経路・代謝・感受性の個人差バイアスがあり、判断が難しいことにも注意が必要であろう。
D. 労働者の権利:OSHAポスター、木田哲二労働衛生コンサルタント事務所プライム:産業保健におけるコミュニケーション、産業保健21、2007;48:16-9.、
|
| こ |
個人での紛争処理 |
労働条件に納得できない気の強い人は、監督署(労働局)や労政事務所に相談するわけですが、現行法では思うようにいかなかったりします。例えば個人で紛争処理を望んでも、現状では、1.監督署(労働局)は違法行為の取り締まりが中心、2.都道府県の労政事務所は相談・あっせんにとどまる、3.裁判は資金も時間もかかる、4.地労委は裁判より手軽な調停や仲裁機能を持つが、労組と企業の集団紛争のみ扱う権限しか与えられていない。 |
| コ |
コスト・リーダーシップ、cost leadership |
競合他社より低いコストを実現することで、より優位な立場を獲得している状態、あるいはそのための戦略。 |
| コ |
コミットメント commitment、
約束、誓約、関与、 |
達成すべき目標であり、未達成の場合は具体的な形で責任をとるもの。日産自動車には、カルロス・ゴーン社長の指示でつくられた「用語辞典」」によると、「コミットメント」と「ターゲット」という言葉が使い分けられています。「コミットメント」は達成すべき目標であり、未達成の場合は具体的な形で責任をとるというものです。「ターゲット」とは、コミットする目標よりさらに高い目標を指します。コミットメントという言葉は訳し方によっては「できる限りのことをする」というあいまいなもので、勝手な解釈も可能なのです。従来の日産は、新しい車種を市場に送り出して、それがヒットしなくても、その責任が技術部門にあるのか営業部門にあるのかあいまいで、誰も責任をとろうとしない無責任体質であったといわれています。この辞典は、それを打開し従業員の意識改革を求める策として打ち出されたものなのです。日産社内での解釈は「未達成の場合は具体的な形で責任をとる」というあいまい性の排除にその取り組みの本気度が表れています。つまりコミットメントは、目標と達成責任を明確にすることで、社員の挑戦志向、変革志向を高めようとしているのです。このように、トップの変革への強い意志と、社員の主体的な変革への参画と能力の発揮を促すことが、企業改革の大きな梃子として作用するのです。
開発において発注側と受注側の両者が作業の見積もりに対して「これでOK」という宣言を出す、あるいは文書を取り交わすこと。
ISOでは、“トップマネジメントが品質マネジメントシステムの計画、実施及び改善に深く関与すること、並びに深く関与している状態”と解説している。誓約、約束、責務、関与などの訳語ではISO規格のニュアンスを伝えきれないため、コミットメントと訳している。(注意)経営者のコミットメント:ISOでは経営者が品質マネジメントシステムの計画、実施及び改善に深く関与することを求めており、品質マネジメントシステムを構築し、継続的に改善するために、経営者が果たすべき5つの役割を実施することを要求している。経営者の責任。
|
| コ |
コホート効果、コホート分析 |
『コホート』cohortはラテン語のcohorsに由来し、古代ローマの『歩兵隊』を意味する。これが疫学の用語になり、同一背景要因をもち継続的に観察される集団を意味するようになった。
疫学:一定期間内に治療を開始した患者の集団を『コホート』と言い、この患者集団の治療経過を追跡し、その間の菌所見の変化やその他の出来事たとえば脱落、死亡、転出などを観察し、分析する方法である。
マーケット分析:(1)コホート効果:出生年代の違いによる効果。(2)コホート分析:「戦中・戦後世代」や「団塊の世代」などというときの、世代という言葉は生まれた時代が同じ人々の集まりという意味で、ここでは出生コホート(略してコホート)と呼んでいる。対象者をコホートにしたがって分類し、生活行動や意識を比べるのがコホート分析である。この概念を取り入れることによって、例えばある食品の需要の時系列的な変化を、(あ)時代の変化によるもの(時代効果)、(い)年齢の変化によるもの(加齢効果)、(う)出生年代の違いによるもの(コホート効果)
3つの視点から読み取っていこうとするのである。そして、商品の年齢別・世代別構造を明らかにすることによりターゲットの見直しや商品の需要予測へと展開してゆくことができる。 |
| コ |
コミュニケーション
|
経口:食べることにより、食物の栄養を吸収し、体を育てる、経耳:聞くことにより、他人の経験を吸収し、精神を育てる。
内部コミュニケーション、外部コミュニケーション(外部:購買、下請け、顧客、規制当局、有効性や変更により影響を受けると思われる組織)。
コミュニケーション・チャネル、コミュニケーションチャンネル、communication channel:コミュニケーション・チャネルとは、ターゲットとなる顧客(広告の想定対象者、ターゲット・オーディエンス target
audience)に製品やサービスを認知してもらうために情報を送ったり、購買者からのメッセージを受け取るためのチャネル(経路)のこと。人的 personalと非人的
non-personal(テレビ、新聞、雑誌、WEBサイト、チラシ、電話など)。要件:即時性(リアルタイムレスポンス)、適時性(何らかのトラブルにある顧客の一番欲しい情報を提供)、個別性(一人ひとりの顧客に対応)。
要件:仕組み(の構築、実行、維持、更新、改善)と伝達の適時性。 |
| こ |
雇用保険 |
雇用保険とは厚生労働省が保険者となって行なっている保険事業です。雇用保険の一番の目的は、労働者がなんらかの理由で失業に陥った時に、再就職までの生活を安定させ、就職活動を円滑に行えるよう支援することにあります。ここで重要なことは再就職が前提ということです。再就職の意志がない場合は保険給付を受けることはできません。雇用保は失業者への給付を行なっているため、失業保険ともいわれています。給付だけでなく失業の予防や雇用状態の是正など労働環境の福祉にかかわる役目を担っているのが雇用保険事業です。雇用保険と労災保険をあわせて労働保険といいます。雇用保険は強制保険です。雇用保険は、個人経営で従業員4人以下の農林水産業を除き、すべての事業所で加入しなければならない強制保険です。適用事業で働く労働者はほとんどが被保険者となり、保険料を払わなければなりません。保険料は会社と労働者が双方で負担します。保険料率は賃金の1000分の15.5でそのうち労働者の負担分が1000分の6。残りが会社負担分となります。被保険者の種類は以下のごとく:一般被保険者(週30時時間以上働く普通のサラリーマンなど(うち週20時間以上30時間未満の場合で一年以上継続して労働が見込まれる場合、短時間労働被保険者という))、高年齢継続被保険者(65歳未満時に雇用され、現在65歳以上になっている人。)、短期雇用特例被保険者(季節的に雇用されている短期の出稼ぎ労働者など)、日雇労働被保険者(日々雇用される人、または30日以内の期間を定めて雇用される人のうち適用区域に居住または雇用される人)。保険料は天引きになっているのが普通ですから、給与明細に雇用保険料として天引きされていれば被保険者になっています。天引きされていない場合は被保険者となっていない可能性が高いです。上記適格事項にあてはまるのに、被保険者になっていない場合は、会社の労務担当者に事情を聞いたほうがよろしいかと思います。強制保険なのに被保険者になっていないことはありえないはずなのですが結構あるのです。詳しいお問合せは最寄りのハローワークまで。 |
| コ |
コア core |
中核。 |
| コ |
コンテクスト・ギャップ、コンテキスト・ギャップ、context gap |
context 文脈、前後関係、状況、事情、背景、脈絡。「コンテキスト」とは、組織の当事者が持つメンタルモデルや世界観等の「認識の枠組み」を指す。つまり、「コンテキスト・ギャップ」の問題分析とは、プロジェクトの当事者間で発生する「世界観」同士のギャップを分析し、そのギャップのタイプに適した解消法を採用することで、プロジェクトの実施或いは進行過程における混乱や対立の解消を目指す手法である。「正当性」・「妥当性」・「不可避性」という3つの観点から当事者のコンテキストを分析する。仮に或るシステムを導入しようとする場合を想定した場合、コンテキスト・ギャップの解決としては、(1)積極的な3つの解消法:「説得」:利用者のコンテキストのみを変化させ提供者のコンテキストと一致させる方法。「適応」:提供者のコンテキストのみを変化させ利用者のコンテキストと一致させる方法。「対話」:双方のコンテキストを変革して中間コンテキスト或いは第三のコンテキストを形成し一致を図る方法。(2)消極的な2つの解消法:「放置」:双方のコンテキストの変革をあきらめギャップをそのままにしておく方法。「断念」:コンテキスト・ギャップの原因となる情報システム導入そのものをやめる方法。 |
| コ |
コンテンツ contents |
一般的にはWebサイトやCD(CD-ROM)、DVDなどの媒体で閲覧できるテキストや静止画、動画、音楽、音声といった情報全般のこと。contentsは本来、内容・中味の意味だが、この場合「情報の内容、中身」を表す。従来、「ビデオソフト」などというようにソフト(ソフトウェア)という言葉があったが、これはコンピュータにとって意味のある“プログラム”などと、人間にとって意味のある“内容情報”を区別しないため、特に後者のことを「コンテンツ」と呼ぶようになった。
|
| コ |
コントロ-ル・サ-ベイ control survey |
外部精度管理(外部組織による精度管理システム)で、多施設に同一試料を配布し、測定値を比較して、施設間の差を是正する。 |
| コ |
コンピテンシー、コンペテンシー、competency、高業績者の行動特性 |
一般に、「高業績者(high-performer, 高い業績をコンスタントに示している人)の行動の仕方などに見られる行動特性」と定義される。インタビューにより把握される。これを指標化(ベンチマーク)として、成果主義を採用する会社では、採用、昇進、人材起用に活用する(コンピテンシー人事制度)。従来の「能力」を評価する制度とは異なり、その能力が成果につながるのかどうかだけを評価していこうとするものです。「成果主義のキーワード」としても活用されています。
たとえば、知識という評価項目。いわゆる、専門性が高いということは良いことですが、それだけでは高い成果は得られません。その知識をどれだけ使っているかが重要なのです。コンピテンシー的にいうと、たくさんの知識があるよりも、1つの知識を使って成果をあげている人のほうが評価が高くなります。
もともとは、ハーバード大学の心理学者であるD.C.マクレランド(David. C. McClelland)教授を中心にしたグループが、米国務省から「学歴や知能レベルが同等の外交官(外務情報職員)が、開発途上国駐在期間に業績格差が付くのはなぜか?」という依頼を受け、調査・研究を行った結果、「学歴や知能は業績の高さとさほど相関はなく、高業績者にはいくつか共通の行動特性がある」としたことが判明したことが始まりとされる。このとき、挙げられた行動特性は以下のようなものだった:1.異文化に対する感受性がすぐれ、環境対応力が高い、2.どんな相手に対しても人間性を尊重する、3.自ら人的ネットワークを構築するのが上手い。コンピテンシーは職種、職務などによって異なる。
鑑別:職能は「能力」、コンピテンシーは「行動」を評価すること。
|
| コ |
コンプライアンス、遵法、順法 compliance |
「~を遵守する」という意味で、一般的に日本語に訳すと、「法令遵守」や「企業倫理」になる。企業が法令を遵守すること、広く倫理や道徳を含む社会的規範を遵守すること。取り組みの例としては、コンプライアンス委員会やコンプライアンス室を設置して、コンプライアンスに関する研修や説明会を開催したり、業務運営を検査するなどの活動。
現状の消極的意味合い:法令順守、法令遵守=決められたことを守るに留まる=rule-following、外面的参画add-on。
将来的、本来あるべき、理想:自立対応型ー問題対応=problem-solving、研究開発=research and development、組み込み一体化 integrated、カルチャーの構築(安全文化)。
|
| コ |
コンペテンス、能力 |
ompetence |
| こ |
個人情報保護法 law protecting personal information, personal information protection law |
個人情報保護法とは、2003年5月30日に公布、一部施行された所謂個人情報を保護するための法律。個人情報保護法には、主に下記の7点がポイントとなります。 1.利用目的の公開義務、利用目的による制限、2.適正な取得、3.データ内容の正確性確保、4.安全管理措置、従業員・委託先の監督義務、5.第三者への提供の制限、6.保有個人情報の公表・開示等、7.苦情の処理、2005年4月1日に完全施行され、施行後は適切な個人情報の管理を行わないと法律により取り締まり対象となる。 |
| こ |
雇用割当 Employment Quotas |
マイノリティや女性などかってビジネス組織において不当に扱われたことがあったグル-プを一定数必ず採用すること |
| こ |
雇用差別 Discrimination in employment |
仕事に関係のない要素(例えば、人種、性、国籍、肌の色、肉体的・精神的傷害)によって、従業員を公平に扱わないこと |
| こ |
顧客支給品 |
顧客支給品とは、ISO9001:2000においては「顧客の所有物」と定義されています。これは、組織が顧客の所有物を預かっている間は、その取り扱いに留意し、返却するまでを管理するように求めています。預かり~返却だけではなく、紛失時、破損時の手続きを組織として決定しておく必要があり、総合的な対応が要求されます。「顧客の所有物」には物品だけでなく、知的所有権も含まれるのが特徴です。
|
| こ |
顧客重視のアプローチ customer-conscious aproach, emphasis on customer |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。顧客の要求を満たしているか、あるいは顧客の満足度の調査・監視、顧客ニーズの把握など、顧客重視の重要性について、品質マネジメントの原則に第1項目として挙げられている。組織は顧客重視のアプローチを適用し、苦情を含めたフィードバックを積極的に受け入れ、自らの行動により、苦情の解決についての責任を示すことが望まれる。組織はその顧客に依存しており、そのために現在及び将来の顧客ニーズを理解し、顧客要求事項を理解し、顧客の期待を超えるよう努力すべきである。 |
| こ |
顧客生涯価値、LTV、lifetime value、CLV、customer lifetime value |
1人(1社)の顧客が取引を始めてから終わりまでの期間(顧客ライフサイクル)を通じて、その顧客が企業やブランドにもたらす損益を累計して算出した指標。計算式は、「年間取引額×収益率×取引継続年数」が基本となるが、固定客・上位客を特定するために「購買頻度」や「1回あたり取引金額」「ブランド指名率」などを考慮に入れたり、顧客ライフサイクルが超長期であることを想定して現在価値に換算するといった操作をすることもある。
|
| こ |
顧客満足, ISO |
現行のISO 9001:2000の基本的な考え方の1つに「顧客重視」があります。顧客のニーズを理解し、顧客が求める事柄をクリアするだけでなく、顧客の期待を超えるように努力するべきとされています。例えば予約が1年先まで埋まっているような、超人気レストランの場合、料理のおいしさはもちろん、注文の取り方から水の出し方に至るまで、必ずお客の期待を上回り、常に驚きと感動を与えるようなサービスを提供しているそうですが、そういった感じです。 |
| こ |
顧客重視, ISO |
企業(組織)が顧客の要求を満たしているか、あるいは顧客の満足度の調査・監視、顧客ニーズの把握などにより、顧客の満足を通じて、顧客の期待あるいはニーズは何かを見出すことであり、品質マネジメントシステムの8原則の第1項目として挙げられています。JIS
Q 9000:2000においては「組織はその顧客に依存しており、そのために、現在及び将来の顧客ニーズを理解し、顧客要求事項を満たし、顧客の期待を越えるように努力すべきである。」と定義されています。JIS訳では「顧客重視」とされていますが、英語原文では“Customer
Focus”という表現なので「顧客の対象を絞る(焦点を合わせる・集中させる)」という意味になるのが妥当であるようです。また顧客満足(Customer
Satisfaction)まで範囲に入れた内容であるため、まず始めに顧客のどこまでが範囲であるか設定しておかないと、経営資源の設定や会社運営にまで支障をきたす結果となります。 |
| コ |
コミットメント, ISO |
トップマネジメント(経営者)が品質マネジメントシステムの計画、実施及び改善に深く関与すること、ならびに実際に深く関与している状態を意味しています。要するに「目標・タスクを必ず達成することを責任もって約束すること」と言えます。具体的には、経営者が顧客要求を満たすという目的の重要性を社員に知らしめ、そのことを品質方針に示し、各部署に適切な品質目標を設定させます。そしてマネジメントレビューで目標に対する達成度を評価・管理し、必要に応じて人員・資金・情報などの経営資源を確保し、その行動の実績を具体的な記録文書等により、品質マネジメントシステムの運営に積極的に関与している証拠を示すこととなります。 |
| こ |
顧客対応 |
アフターサービスafter service
商品を販売した後に、その顧客に対して行う各種サービスのこと。
例えば一定期間その商品の品質保証をしたり、修理・点検・使用方法の指導などの便宜をはかるなど。
アポイントメントappointment
相手先との会合・面談の約束。アポと略される事も多い。テレアポ(テレホンアポイントメント)は商談の約束を取りつける意味で使われている。
ウォンツwants
ニーズが欠乏感であるのに対し、ウォンツはその欠乏感を満たすための具体的な商品やサービスへの欲求である。
たとえば「美」というニーズを満たすウォンツは化粧品への欲求として発生する。
クライアントclient
広告代理店が取引する広告主がもともとの意味。広義で顧客・得意先までを含む。
ネットワーク接続している複数のコンピュータにおいて、サーバーに対して処理を要求するコンピュータもクライアントという。
クレームclaim
すでに販売した製品の品質に対して、買い手が満足せず、交換、払戻し、現状回復、損害賠償、解約などの申し入れを製造元・販売元に行うこと。
顧客<こきゃく>customer
自社の商品・サービスを販売する対象。最近は「作ったものをいかに売り込むか」ではなく「いかにして顧客の望む商品を作り出すか」が大事になってきており、顧客の欲求を充足することで企業目的を達成できると考えるのが基本である。
★類義→消費者
サービスservice
経済活動において顧客満足のために生産される労働・用役・役務など。企業が市場に提供する商品は、ほとんどがサービスも同時に提供されている。
ただし、専門化・分業化がすすみ、サービス自体が商品ということもありえる。
消費者<しょうひしゃ>consumer
個人的な消費を目的として商品やサービスを購買、あるいは入手するすべての個人および世帯。
ニーズneeds
生理的ニーズ(空腹・渇き)、社会的ニーズ(帰属、尊敬)、個人的ニーズ(自己実現)などの欠乏感のこと。
人間生活上必要な、ある充足状況が奪われている状態をいう。ニーズはそれ自身では欠乏感を解消する商品やサービスへの欲求とはならない。
ユーザーuser
実際に製品を使ったりサービスを受ける人。利用者。使用者。最終消費者。企業にとっては顧客の意味もある。
ユーザーの側から考えた発想を「川下発想」という。
リコールrecall
法律やメーカーの自主判断に基づいた欠陥商品の点検・修理、製品交換、代金の払い戻しなどの行動。それぞれ商品によって根拠となる法律・管轄の省庁が違う。
(政治用語の「公職者の直接解任請求制度」と混乱しないように) |
| こ |
光背効果 Halo Effect |
ある人が何か良い性質を持っていることを知ると,その人のほかの面まで良いと思いこんでしまう現象。対人認知の時に良く表れる歪みのひとつである。 |
| こ |
公開性 openness |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。苦情申し出方法や苦情の申し出先についての情報が、顧客、従業員、その他の利害関係者に広く公開されることが望ましい。 |
| こ |
功利主義的論法 Utilitarian reasoning、コスト・ベネフィト分析 Cost-benefit analysis |
功利主義的論法:行動とその結果とのコスト・ベネフィット関係を強調する倫理的アプロ-チ。コスト・ベネフィト分析:利益を生み出すことを意図したプロジェクトあるいは活動のコストと便益を計算する体系的な方法。ビジネス倫理学では、この方法の功利主義的な性格の是非が論じられている。 |
| こ |
更新審査 renewal review/audit |
ISO規格などの認証登録後、定期的に実施される審査機関による審査のこと。審査頻度は通常3年に1回。審査内容としては、登録審査と同様にマネジメントシステムの規格適合性を主眼とし認証範囲の全範囲が対象となる。 |
| こ |
構成心理学 Structural Psychology |
ドイツの心理学者ヴントによって始められた心理学。心理学の対象を意識であると考え,自分自身の意識過程を観察する内観法を強調し,複雑な意識過程も単純な心的要素に分析された後,再結合されることにより,その構成をさぐることが出来ると考えた。その後,ヴントの学説に反対する考えが次々と生まれ,現代心理学の諸学派が誕生した。個人差同一事象を観察した場合でも,個々の人によって反応時間に差があるように,個人の諸特性にみられる差異のことをいう。 |
| こ |
行動療法 Behavior Therapy |
その考え方の基本に,学習理論があり,不適応行動は誤った行動を学習してしまった結果と考え,その誤った行動を消去すること,あるいは新しい行動を学習することによって治療を行う方法。 |
| こ |
高原現象 Plateau |
複雑な内容の学習の過程において一時的な停滞が起こる現象である。学習に対する構えの変換や高次の内容に着目することによって,この状態を脱して再び成績が上昇する。モールス信号の受信の学習経過にその例が示されることがある。 |
| ご |
合理化 Rationalization |
自分の行動の,真の動機や失敗の正しい原因を認めず,もっともらしい理屈をつけて他のことに置き換え,不安や劣等感の高まるのを防ぐこと。 |
| ご |
供給者との互恵関係 |
品質マネジメントシステムの8原則における供給者との互恵関係とは、製品を提供する組織とその組織がパートナーシップを結ぶ組織(外注業者等)との関係に配慮することで双方の価値を最大化することができると定めたものです。JIS
Q 9000:2000において「組織及びその供給者は独立しており、両者の互恵関係は両者の価値創造能力を高める。」と定義されています。 |
| こ |
考課、人事評価 |
コンピテンシーcompetency
一般に、高い業績を上げ続けている人の行動の仕方などに見られる特性、と定義されている。ある職務に必要とされる知識や技能や価値観など、細分化された能力でなく、それらをまとめて一つの特性として捉えることができるもので、仕事の成果に直接影響するものとされている。
職務遂行能力(KSAOs)と行動の中間的な概念。1973年にマクレランド(David.C.McClelland)がAmerican Psycologistに『知性よりコンピテンシーを測れ』という論文を発表して以来、多くの組織の人事制度に影響を与えている。
☆→詳しくは日本能率協会マネジメントセンターのページへ。
コンピテンシー・ディクショナリーcompetency dictionary
存在している(必要な)コンピテンシーをすべて洗い出し、体系的に整理したもの。
コンサルディング機関が作成し提供している標準的とされるものや、1つの企業内で作成した自社固有のものもあり、それぞれ、10~100項目のコンピテンシーにまとめられている。
通常、このディクショナリーを参考にしながら、それぞれの職務のコンピテンシー・モデルが作られる。
コンピテンシー・モデルcompetency model
特定の職務について要求されるコンピテンシーをまとめ、モデル化したもの。コンピテンシーによって表されるその職務の人材像となる。
通常、6~8項目程度で表現されることが多い。その職務で高業績をコンスタントにあげているハイパフォーマーを分析して作成するケースや、コンピテンシー・ディクショナリーから選択して作成するケースがある。
KSAOs
人材アセスメントを行う際に、その職務に要求される能力要素として設定されるものて、能力測定や能力開発に活用される。
知識(Knowledge )、技能(Skills )、能力(Aptitudes , Abilities)、その他の特徴(Other Characteristics )の頭文字をとったもの。
近年、コンピテンシーが流行し始めてからはコンピテンシーより細かな概念と位置づけられているようだが、その分析方法や評価方法はコンピテンシーの中でも活用されている。
人事考課<じんじこうか>merit rating/prformance rating
従業員の能力や仕事への取り組み、成果などについて評価すること。その結果を処遇(昇進・昇格、給与、賞与)に反映させたり、教育や配置の参考にしたりする。
ヒューマンアセスメントhuman assessment
アセスメントとは、もともとは環境への影響度の評価や税額決定のための評価を指す言葉だった。
ヒューマン・アセスメントという場合、従業員の職務への適性に対する事前査定、または能力や業績の評価(いわゆる勤務評定)を行うことをいう。
日本では、研修の中で数種のエクササイズを課し、そのプロセスを観察することによって職務適性を評価する研修をさす場合が多い(アセスメント研修)。
多面評価(360度評価)<ためんひょうか>
人事考課における評価方法の1つ。上司側が部下を評価するという一方向の評価では、評価者の先入観や価値観に左右されやすい、という反省から生まれた。
上司だけでなく、他部門の管理者、同僚、部下あるいは取引先など、多様な側面から評価を行おうというもの。これにより公正な評価をめざす。
ハロー効果<はろーこうか>halo effect
後光効果や威光効果ともいう。 モノや人に対して、ある特徴的な一面に対する印象に幻惑され、その他の側面についても、みな同じように思い込んでしまうこと。
特に人事考課を行う場合に、注意すべきことの1つとされる。
寛大化・厳格化傾向<かんだいか・げんかくかけいこう>
考課を行う際に、陥りやすい心理的な傾向の1つ。寛大化傾向とは、全体的に考課が甘くなる傾向をいう。自分がその分野に対して精通してない場合などに起こりやすい。
逆に、厳格化傾向とは、全体的に評価が厳しくなる傾向をいう。自分がその分野に精通している場合などに起こりやすい。
中心化傾向<ちゅうしんかけいこう>
考課を行う際に、陥りやすい心理的な傾向の1つ。
全体的に、考課点にバラツキがなく、中心(普通)に偏ってしまうこと。
近時点評価/直近効果<きんじてんひょうか/ちょっきんこうか>
考課を行う際に、陥りやすい心理的な傾向の1つ。
全体的に、考課点にバラツキがなく、中心(普通)に偏ってしまうこと。
先入観評価<せんにゅうかんひょうか>
考課を行う際に、陥りやすい心理的な傾向の1つ。
過去の印象や思い込みに基づいて評価を行ってしまうこと。
政策評価<せいさくひょうか>
考課を行う際に、陥りやすい心理的な傾向の1つ。
賞与、昇格、役職付与への影響を考慮して、故意に甘く評価すること。
対比誤差傾向<たいひごさけいこう>
考課を行う際に、陥りやすい心理的な傾向の1つ。
自分自身とは異なるタイプの者に対して、過大評価あるいは過小評価をしてしまうこと。 |
| こ |
骨折 |
完全骨折:完全に折れる、
不完全骨折:ヒビが入る、
単純骨折:皮膚損傷なし、皮膚下の骨折(皮下骨折)、
複雑骨折:皮膚・皮下損傷が合併した骨折で、骨折端が外界に露出(開放骨折)、 |
| コ |
コラボレーション Collaboration |
経営におけるコラボレーションとは、「個人、組織、企業など、異質なメンバーが目標を共有して事業を行うことによる相互作用によって、新しい価値を創造するプロセス」と定義することができます。
コラボレーションを成功させるためには、経営トップやプロジェクトリーダーによって、お互いが共感できるビジョン・目標が提示され、現場にまで浸透させることが必要であり、そのことによって生まれる一体感こそが重要な成功要素となります。また、お互いのコアコンピタンスを活かし、相乗効果でどちらもより大きな成果を得るという「ウィン・ウィン」の関係をつくる姿勢も鍵となるでしょう。 |
| コ |
コンプライアンス Compliance |
法令を遵守すること。
リスク管理体制の不備な日本企業は、法令遵守体制の強化が求められている。
企業の不正防止に絡んでコーポレート・ガバナンス(企業統治)という言葉もよく使われています。日本の大企業では生え抜きのサラリーマンが経営陣を構成することが多い上、株式の持ち合いもあって、経営や業務執行へのチェック機能が働きにくいといわれています。こうしたコーポレート・ガバナンスが機能しないという問題が、コンプライアンス軽視を招きやすい一因とも指摘されています。コーポレート・ガナバンスが機能しにくい日本企業で、リスク管理を強化するためには、コンプライアンス体制の構築は極めて重要です。
コンプライアンス体制の流れ:第1に、不正行為を防止するためには法令遵守基準や倫理規定を整備すべきです。第2に、これらのルールが遵守されているかを監視する機能・責任者が求められます。例えば、各種ルールの遵守状況を監視する部門として、法務部門ないしコンプライアンス部門を企業内部に設置します。また、各種ルールに従って職務遂行をしているかをチェックする専門職としてコンプライアンスオフィサーを設け、コンプライアンス報告書を作成するなどの対応を図る企業もあります。第3に、従業員への教育研修等により、各種ルールを遵守することの重要性やルール違反の場合に科される罰則について認識させることが重要です。最終的にコンプライアンス体制を確立するためには、法令・倫理規定遵守のマインドを企業文化・風土にまで落とし込むことが求められます。
|
| コ |
コミュニケ communique |
フランス語、国際会議での合意内容を表した公式文書、共同声明 |
| コ |
コミュニティー community |
地域社会、共同体、地域、社会 |
| コ |
コラボレーション collaboration |
異分野の者同士が,力を出し合って共同で作り上げること、共同制作、共同事業、共同作業、共同研究、協働 |
| コ |
コンセプト concept |
事業や開発を進める際の,基本となる考え方、基本概念、基本理念、基本発想、概念 |
| コ |
コミット commit |
責任をもって深くかかわること、責任ある関与を明言し約束すること。 ポジティブ positive:積極的。 コミットメント commitment :責任ある関与、責任ある関与を明言した約束、公約。 |
| コ |
コンセンサス consensus |
意見の一致、合意。 |
| コ |
コンソーシアム consortium |
ある目的のために形成された,複数の企業や団体の集まり、共同事業体、共同企業体、共同研究体 |
| コ |
コンファレンス conference |
会議 |
| |
|
|
| コ |
新型コロナ感染症
COVID-19, CO=corona, VI=virus, D=disease, 19=2019,
ウイルス名:
SARS-CoV-2; S(Severe)=重症, A(Acute)=急性, R(Respiratory)=呼吸器, S(Syndrome)=症候群, CoV coronavirus, 2 novel the second type,
病名と原因ウイルス名が異なるので問題が残るが、
|
コロナ流行、亜型変移、第1波-第10波、2024/07、
検査の流れ図(PCR, Ag, Ab検査)、遺伝子変異頻度が高い(変異1塩基/1-2週、3大変異種:英アフリカ南米)、
ウイルスのボルティモア分類:
1群: dsDNA、
2群: ssDNA、
3群: dsRNA,
4群: ssRNA+:
コロナウイルス感染症:
1.α-コロナウイルス
ヒトコロナウイルス229E:風邪、
ヒトコロナウイルスNL63:風邪、
2.β-コロナウイルス
ヒトコロナウイルスHKU1:風邪
ヒトコロナウイルスOC43:風邪
SARSコロナウイルス: 2002:重症急性呼吸器症候群 severe acute respiratory syndrome, SARS coronavirus, SARS-CoV,
MERSコロナウイルス: 2012:中東呼吸器症候群 MERS, Middle East Respiratory Syndrome, MERS
coronavirus, MERS-CoV,
SARSコロナウイルス2: 2019:新型コロナウイルス感染症 COVID-19, coronavirus disease 2019, 新型コロナウイルス SARS-CoV-2,
5群: ssRNA-,
オルトミクソウイルス:
インフルエンザ: A型:HA/NA型、B型、C型、
6群: ssRNA-RT,
7群: dsDNA-RT.
感染機序:
空気感染(飛沫核感染):麻疹、水痘、結核、風邪ウイルス、
料金:保険診療(x自己負担)(自費)、所要時間、
PCR 1万3500円(3万円)、2時間
抗原検査 6千円(2万円)、30分、
抗体検査 (1万円)、30分、
抗原検査:インフルエンザ同時検査、
抗体検査:N,S (コロナ感染既往かワクチン接種かの鑑別)、
症状:PCR、
一般:抗原検査先行→陰性時PCR、
自費・証明用:PCR+抗体検査、
予防(インフルエンザ+コロナ共通):
① 感染者の場合:
経過観察:自宅待機、発熱後5日間、解熱後2日間、
自宅待機を勧奨、出社禁止・自宅待機命令、
自宅待機命令中は賃金の支払い義務は生じない、
治癒証明書の提出義務は無い、
② 感染が疑わしい、家族感染者発生時:
受診、結果報告の命令、
自宅待機勧奨、在宅勤務命令:賃金又は休業手当を支払う義務、
mRNAワクチン:能動性、ウイルス表面スパイク蛋白合成による免疫防御
マスク装着:
布、不織:漏れ率は50-100%で有効性に欠ける、が、感染者のくしゃみ・咳には部分的に有効である(他人への感染防止という意味ではエチケット・マスクの呼称は的を得ている)、
付着ウイルスの不活化:高圧滅菌2時間、次亜塩素酸、(アルコール)、
治療(Gem Med, 2020/09/15, 治療薬が無い状況下で呼吸管理+血栓等合併症管理+ベストサポーティブケアBSC+リハビリ)、
労災補償:
「新型コロナウイルス感染症の労災補償における取扱い」令和2年4月28 日付け基補発 0428 第1号
、認定事例、
後遺症:
参照:
厚労省ホームページ、健康・医療、健康、感染症情報、新型コロナウイルス感染症、医療機関向け情報(治療ガイドライン、臨床研究など)、
新型コロナウイルス感染症 COVIS-19、診療の手引き、2.2版、2020/7/10現在、厚労省新型コロナウイルス感染症谷策推進本部事務連絡、2020/7/17、
新型コロナウイルス感染症に備えて(首相官邸)、
感染症:病原体等の四種に区分け、適正管理、対テロ対応:国が所持を把握、厚労省、
感染症法:5類分類、感染症法に基づく医師の届出のお願い、厚労省、
|
| コ |
新型コロナ感染症対策、 |
新型コロナ感染症予防対策:
重症化対策: ワクチン接種、
拡散防止: マスク、人間の密度「蜜」を避けるテレワーク・在宅勤務(テレワーク安全衛生チェックリスト、厚労省 2021)、
ポスト・コロナの不安材料:事業継続における、テレワーク促進→外注・AI導入促進→リストラ、
|
|
| |
| か/さ |
| |
| サ |
サービス残業 |
就業時間を超えて残業していることが多く、しかもその部分は無給。これを「サービス残業」といいます。
サービス残業の多い理由:
①残業手当を申請しにくい雰囲気がある。
②残業手当に上限があって超える分はカットされる。
③残業代を申請しても上司が認めない。
④使用者が残業時間を把握していない。
⑤残業代見合いの手当が支払われ、それ以上申請できない。
⑥正しく申請すると査定に響く。
⑦管理職という肩書きのため残業代が支払われない。
⑧自分が納得するために自主的にやっている。
サービス残業は労働者に大きな負担を強いますが、事故が起こった時は逆に使用者側に不利な結果をもたらします。通常の残業ならば、使用者はその実態を把握し、しぶしぶながら残業代を払っているでしょう。しかし得てしてサービス残業は途中に居る管理者がその実態を隠し、トップがそれを知らないこともあるのです。事業部を競争させるような場合は、その部署の管理職は残業を数字で出してしまうと合理性に問題ありと不利な評価をされてしまいます。労働基準局よりの注意:1.労働時間は適正に管理する、2.労働時間の把握は使用者の責務で、労働時間管理の適正化を通じて恒常的な長時間労働・サービス残業・過労死などの問題を解決する。
サービス残業中に起こった事故や怪我に対しての治療費:
労働基準法では、「労働者が業務上負傷し、又は疾病にかかった場合においては、使用者は、その費用で必要な療養を行い、又は必要な療養の費用を負担しなければならない」(第75条第1項)と定め、つまり業務上の災害で負傷した時はその費用を負担する義務がある。この場合、サービス残業が任意であるか強制であるかが重要となる。すなわち、任意なら業務とはみなされず、強制なら業務とみなされ、これはサービス残業ではなく「残業」として賃金が支払われる(会社としては支払うことが必要となる)。任意の場合は、基本的には、業務上の災害で無いとされ、労災保険は適用とならない。労災がおりなかった場合は、会社も負担する必要はありません。なぜなら、労災認定は、その傷病の原因が「業務上の災害」によるものであるかどうか、つまり、使用者責任があるかどうかをめぐって行われるからです。よって、会社は何ら負担義務は必要ないことになります。労働者からすれば、任意のサービス残業は怪我しても会社は面倒見てくれませんからやるだけ損といえます。さっさと退社しましょう。
|
| サ |
サービス要求 |
サービス要求とは、プロセスそのものを実行している間、顧客をどのように扱うか、顧客にどのように対応するか、に関するガイドラインです。例えば「自動車販売・購入プロセス」であれば、サービス要求は「迅速な対応」「試運転が可能」などです。多くの顧客は最終的な製品やサービスに対する「アウトプット要求」と同程度の関心を「サービス要求」に対しても寄せています。
|
| サ |
サイクルタイム cycle time |
繰り返し行われるプロセス(仕事、タスク、ジョブなど)で、その1回に要する時間。プロセスの頻度や周期の単位となるもの。 |
| サ |
サーカティアンリズム circadian rhythm、概日リズム |
深夜勤務を含む勤務交替(直)の決め方の根拠: 交替制・深夜勤務(2012(1);67:22)、 |
| ざ |
財務 |
キャッシュフローcash flow
企業のある期間における現金の収支のこと。
会計上の利益は、実際の現金の収支を表していない。例えば、いくら黒字でも現金がショートする場合もあれば、赤字でも十分な資金調達が得られる場合がある。
そこで、企業の実態を正確に把握するために、現金の実際の流れ(どれだけ調達し、どれだけ支払い、どれだけ手元に残ったか)を捉えるキャッシュフローの考え方が重視されてきている。
決算<けっさん>closing
会社が一会計期間における収支を計算・報告すること。
決算によって「いくらかけて、いくら儲けたか、会社の財産の内訳はどうなっているのか」を明らかにする。最長でも一年間に一度は決算を行う必要がある。
減価償却<げんかしょうきゃく>depreciation
会社が保有する財産の中には、時間の経過とともに価値が下がってくると考えられるものがある(車、機械など)。
会社の正確な資産を把握するために、その下がった分の価値を、取得したときの価値(=購入時に支払った額面)から除去していく必要があり、これを減価償却という。
「この機械はもうとっくに減価償却してしまった」
財務諸表<ざいむしょひょう>financial statement
財務諸表とは、会社の活動やその成果を表す成績表で、決算により作成される。貸借対照表・損益計算書の2つが代表的なもの。
資産<しさん>asset
ある時点における会社の全財産。貸借対照表上では、負債と資本によって調達したお金をどう運用したか、を表わす。
資本<しほん>capital
会社が事業を営んでいくための元手となるお金。株主からの出資のように自己調達したものを「自己資本」といい、銀行からの借金のように、返済義務があるものを「他人資本」という。
損益計算書(P/L)<そんえきけいさんしょ>profit and loss statement
節目と節目の間にどんな活動が行われていたか、期間中の“入”と“出”をつかむための成績表。
貸借対照表(B/S)<たいしゃくたいしょうひょう>Balance Sheet
期間の節目(決算日)において、会社の財産がどうなっているかを知るための成績表。
棚卸<たなおろし>inventry
決算時または在庫整理時に、その時点で在庫となっている一切の商品や原材料の種類、数、品質などを調べ、その価格を査定すること。
負債<ふさい>debt
会社が借りているお金、あるいは一時的に預かっているお金など、いずれ支払わなければならないお金をいう。 |
| ざ |
在庫管理,
inventory control system, ICS、 |
経済発注ロット:在庫総費用を最小とする発注量。
製品在庫の責任:生産部門。
生販会議:在庫量の認識の為、生産部門に在庫を置き、それを見ながら会議を実施することに意味がある。、
|
| さ |
再作業ループ |
再作業ループとは、修理、修正、修繕などのために、大量の業務がプロセスの流れに逆らって移動している箇所です。
|
| さ |
裁量労働制度、新裁量労働制度 |
裁量労働とは遂行業務の、手段、方法、時間配分に関して使用者の具体的な指示・監督を要しない業務をいいます。裁量労働制としてみなし労働時間を適用する場合は、次の事項を労使協定で定めて労働基準監督署長に届けなければなりません:1.命令で定める業務のうち、対象となる業務、2.具体的な指示をしないこと、3.みなすべき時間。事業所外労働のみなし労働時間に関する規定では「所定労働時間を超える場合」は労働基準監督署長に届出が必要でしたが、裁量労働制の場合の労使協定はすべて労働基準監督署長に届ける必要があります。命令で定める裁量労働の対象業務は以下の通り:1.新商品又は新技術の研究開発等の業務、2.情報処理システムの分析又は設計の業務、3.記事の取材又は編集の業務、4.デザイナーの業務、4.プロデューサー又はディレクターの業務、5.コピーライターの業務、6.公認会計士の業務
弁護士の業務、7.一級建築士の業務、8.不動産鑑定士の業務、9.弁理士の業務(労働基準法施行規則第24条の2第6項)。通常の営業職や事務職はこの制度には馴染まない為、認められていません。
新裁量労働制:平成12年4月1日より、従来の裁量労働制とは別に新たに裁量労働制を採用できる業務が増えました。その新たな業務とは、事業運営上の重要な決定が行われる事業場における「事業の運営に関する事項についての企画、立案、調査、分析の業務」であって、その遂行の手段や時間配分の決定等に関し、使用者が具体的指示をしないものとあります。つまり、これによりいわゆる本社機能を持つ事業場におけるホワイトカラーにも裁量労働制が適用できるようになりました。ただし、職場においてこれらを裁量労働制としての対象とするには、労使委員会を設立し、次の事項について全員一致の決議が必要で、かつ決議は労働基準監督署長への提出が必要です:1.対象業務、2.対象労働者、3.みなし労働時間、4.労働時間の状況に応じた対象労働者の健康や福祉確保の為の措置、5.対象労働者からの苦情処理に関する措置、6.労働者の同意の取得、不同意者の不利益取扱いの禁止、7.命令で定める事項。
|
| さ |
作業の種類、作業の分類、職場、職務特性 |
作業の種類(一覧表)、 |
| さ |
①作業マニュアル、技術標準、工程仕様書、製造規格、
②作業標準、作業指導書、作業指導票、
③作業手順書、動作標準、作業指示書、作業要領、
作業手順の作成において考慮すべき作業の流れと急所とは、 |
作業は、通常、①作業域ー部門ー②まとまり作業(一人の職長で完結できる、大分類作業)ー(構成作業、中分類作業)ー③単位作業(一人で完結できる、小分類作業)ー要素作業ー動作作業ー基本作業(動素作業、サーブリング・レベル)と細分化される。
基本的には、天野和之先生(アマノ建設業安全衛生管理指導事務所、元大成建設)の言うように、作業標準の大きな流れを参考に、既存の作業手順書を現場で部分的手直しをして作業手順として使用することが有用と判断される。
①作業マニュアル:ライン管理者、技術者用。
作業方法の安全化などを図るため、作業条件・作業方法・作業管理・作業手順などを内容とした作業手引書をいう。作業は一般に、要素作業(一つの作業を構成する最小単位の動作など)・単位作業(一つ以上の要素作業からなる最小単位の作業)・まとまり作業(一つ以上の単位作業からなる仕事)に分析できる。通常、作業手順は単位作業ごとに、まとまり作業には作業標準が作成されるが、まとまり作業を集大成して手引きとしたものが作業マニュアルと呼ぶ。修理、建設、非定常作業(緊急時)などの、作業条件や作業方法がその都度変化する場合の作業手順として最適。
②作業標準(基準):監督者用(、作業者用)。
作業に関する標準(基準)であるが、一般にはかなり広い意味を持つ。作業に関する標準類は、規程・仕様書・指導書・指図書・標準・基準などさまざまな名称で呼ばれている。JISでは、生産に必要な人・物・方法・管理の基準を規程したものとしている。労働災害防止でいう安全作業標準とは、作業者の安全な作業行動に重点を置き、品質・能率・原価を加味してつくった作業標準である。
最も多く作成される手順書で、製造業や定期点検などの比較的繰り返しの多い作業に最適。
作業指導票:作業を行うときの順序を明確にし、その順序の区切りごとに熟練を要する点や安全の要点などを記載したもの。要素作業を単位とする「オペレーションシート」と製品単位の「ジョブシート」に分かれるが、普通、作業指導票というときは前者を指す。
③作業手順:(監督者用、)作業者用。
作業内容を主な手順(ステップ)に分解し、むらなく、無理なく、無駄なく作業をするために、作業を安全に効率的に進めるために最も良い順序に並べ、主なステップごとに、安全や成否・やりやすさなどの急所を付け加えたもの。したがって、つくられた作業手順は正しい作業の進め方の順序であって、生産・品質・安全面からみても優れたものを示している。作業手順と作業標準との関係は、作業標準を受けて、単位作業・要素作業ごとに使用材料・使用設備・動作・注意事項・異常時の連絡方法などを規定したものである。
作業手順の失敗は以下が原因である:1.作業手順を作らなかった、2.現場の実情にあっていない、3.説明不足、4.作業手順を守らない。これらの防止には、作業者を交えて、作成することが必要である。
所長からの一言:リスクアセスメントと作業手順に関する講習・研修での説明より:
1.「作業手順とはリスクアセスメント(RA)における管理方策の運用管理であること」を認識させる:マネジメントシステム(MS)の最初の工程がRAであり、RAが危険・有害因子の特定・評価と管理方策による低減から成り立つことの認識が重要である。すなわち、安全衛生の自主管理はRAの管理方策であり、作業手順により、そのパフォーマンスが担保されるのである。よって、手順書には、当然RAが検討される必要がある。参照:職長教育配布資料(日本精機)、
2.作業手順実行の5段階:
イ.(作業手順書を、現場労働者とのKY・RAコミュニケーションによるボトムアップで)作成、ロ.(上司、元請からの)承認(による業務命令化)、ハ.(個別の現場での部下への具体的な)説明、ニ.(やって見せ、やらせて見る)監督指導、ホ.ほめる(参照:安全解説図)。
リスクアセスメント教育にはトラと人を柵や鎖でリスクを低減することが引用される。柵や鎖の安全対策・リスク回避の手段として、最も安価な人対策として作業手順と教育が強調される。しかし、飼育員がトラに殺される度に、「人は間違える」が強調され、作業手順・教育の確実性が極めて低いことがわかっている。人に頼らない早期のハードとしての安全設計への移行が望ましい。しかし、金槌やドライバーなどの手作業を始めとして、人に深く依存せざるをえない作業もあり、隔靴掻痒の歯がゆさが残る。
参考:
1.基礎からわかる作業手順書.中村昌弘著.中央労働災害防止協会.平成14年.東京.
2.作業標準の作成、安全チェックリストの作成:叩き台として他のメイトブックス・シリーズから自事業所向きを選択できます:安全衛生管理方針・体制・活動・活動状況、教育、安全行動・安全状態、建設下請け、事務所、職場環境、日常点検、防火、
3.作業手順の遵守:中災防ポスター、
|
| サ |
サザエさん症候群 |
朝刊症候群:ストレス、メンタルヘルス、
|
| サ |
サステナビリティ sustainability |
「持続可能性」"sustainability"。サスティナビリティ。。「企業のサステナビリティ」というとき、これは「企業が利益を上げ、将来においても顧客に製品を供給し続けられる可能性を現在において持っていること」という意味です。企業が利益を上げ、将来においても顧客に製品を供給し続けられる可能性を現在において持っていること。企業のサステナビリティには、上述の財務的な面のほかに、環境の側面(環境保護活動)、社会的な側面(従業員に対する取り組み、社会貢献活動)がある。サステナビリティと企業の社会的責任(CSR)とは切り離せない関係にあり、サステナビリティを念頭に企業活動を行なうことで企業の社会的責任を果たすことになり、企業の社会的責任を果たすことでサステナビリティを向上させるということができる。
GRIサステナビリティガイドライン2002とは、持続可能な社会の実現ために組織が発行する報告書の世界的な作成基準として作成されたガイドラインのことです。報告書の質、厳密さ、利便性の向上などを目的に、経済、社会、経済の3側面のパフォーマンスを報告することを提唱しています。2003年度では、アサヒビール株式会社、株式会社東芝、三菱地所株式会社など多くの企業がGRIサステナビリティガイドラインを参考に報告書を作成しています。 |
| サ |
サマリー summary |
要約。 |
| さ |
差別撤退、不利益 |
* |
| さ |
差別化 |
差別化とは、企業が自社自身あるいは自社の製品を競合他社と識別するために、一連の意味のある違いをデザインする活動を指します。差別化には大きく3つの方法があり、(1)製品の外観などの違いによる「物理的差別化」、(2)ロゴやブランド名などのブランド要素とブランドの特徴(ベネフィット、情緒的イメージなど)を巧みに組み合わせることによる「ブランドによる差別化」、(3)顧客が特定の供給業者との関係に満足を覚えるようになるような「リレーションシップによる差別化」があります。差別化されていない商品はコモディティとして、残りのもうひとつの差別化要素である「価格」によって、熾烈な価格競争を強いられます。 |
| さ |
催奇形性 |
妊娠期間中(受胎から出産まで)の婦人に作用した物質が、奇形児を出産する可能性をもっているとき、その物質は催奇形性をもっているという。この場合奇形というのは胎児に現れる発育の異常である。催奇形性をもつものとしては、X線・ダイオキシン・ペニシリン・ニコチン・CO・鉛などがある。
|
| サ |
サイバネティックスcybemetrics、自動制御学 |
原義:キベルネテス:ギリシャ語の技、船の舵取り(制御すること)。通信・自動制御などの工学的問題から、統計力学、神経系統や脳の生理作用までを統一的に処理する理論の体系のこと。2つの変量があるとして、一方は調整でき、他方は調整できない場合、制御できない変量の過去から現在に至るまでの値に基づいて制御できる変量を調整し、最も都合のよい状況を達成していく方法。
目標値と達成値の相違を狭めていくフィードバック制御理論。 |
| さ |
裁量労働制 |
出勤時刻や勤務時間を社員が自主的に決めることのできる制度のこと。 |
| ざ |
座角 |
座位作業者の背柱と大腿骨とのなす角度をいう。一般的には90度が理想的とされているが、VDT作業者の実測では、背もたれに寄りかかって、0から30度後方になっているのが好まれる傾向がある。
|
| さ |
作業環境管理 |
作業環境中の種々の有害要因を除去し、労働者の健康障害防止のための基本となる対策。作業環境管理を進めるにあたっては、まず、作業環境を測定して作業環境を評価する必要がある。対策としては、有害な原材料や機械設備を使用することをやめるなどの根本的な考え方が必要である。次いで、有害性の少ないものへの代替や機械設備の改良、さらに生産工程や工法の変更などの措置、発生源の密閉化や局排装置などがある。
参照:ISO:
●インフラストラクチャー(ISO9000, #3.3.3):1.建物、ユーティリティ(電気、ガスなどのエネルギーとか水など)、2.生産設備(ハードウエア、ソフトウエア)、3.支援業務(輸送、通信手段)、
●作業環境(ISO9000, #3.3.4):作業が行われる場の条件の集まり:1.物理的・環境的管理(温度、湿度、圧力、騒音、振動、照度、風速、粉塵、大気成分、空気清浄度、清潔(交差汚染防止:ゾーニング、落下菌・浮遊菌抑制、作業着、防塵服、更衣室・洗面所・便所管理、5S)、安全設備、保護具)、2.人的・社会的管理(人間工学的、整理整頓、安全衛生、快適さ、表彰制度)。
|
| さ |
作業環境測定士 |
作業環境測定士は厚生労働大臣の登録を受けて、事業場の作業環境測定を行う資格。第1種と第2種とがあり、測定業務の区分範囲が異なる。 |
| |
|
|
| さ |
作業環境評価基準、管理濃度 |
作業環境評価基準、管理濃度、(2023)、 |
| |
|
|
| |
|
|
| さ |
作業管理 |
有害物質や有害エネルギーが人に及ぼす影響を、作業方法や手順の見直しや保護具適正な使用で少なくしようとすること。 |
| さ |
作業場、事業場 |
作業場:職場(作業場)の中に設けられた1つの独立した作業を行う単位又はスペース。
事業場:自動車の生産工場全体で、複数の作業場より成り立つ。作業場:事業場内の、組立部門、塗装部門、検査部門など。 |
| さ |
錯誤 |
まちがい。つまり事実と観念が一致しないことをいう。錯誤に基づく行動は、事故や災害の誘因となる。錯誤が事故に結びつく過程を人間機械系(マン・マシン・システム)の立場から考えてみると①機械から人間への情報伝達(計器の指示や警報など)②伝達された情報を感覚器官をとおして受け入れたり、記憶を引き出す③中枢神経の働きとそれに悪影響を与える諸条件(疲労や酸欠など)④中枢神経からアウトプット(不適当な出力や操作ボタンの選択誤りなど) などが関係してくるので、これらの諸条件を十分分析して対策をとる必要がある。 |
| サ |
サポート・プロセス |
サポート・プロセスとは、コア・プロセスの実施に欠かせない資源や能力を提供するプロセスのことです。例えば、資本の確保や予算編成、人材募集・採用などは、顧客に価値を提供するために必要なプロセスですが、あくまでも組織内の活動であり、顧客の視点からは価値のないプロセスとなります。このサポート・プロセスを中心に組織を最適化すると顧客は離れてしまいます。 |
| サ |
サンドウィッチ症候群 |
サンドイッチ症候群、管理職症候群、マネージャー・シンドローム:ストレス、メンタルヘルス、 |
| サ |
サンプリング |
サンプリングとは、測定の対象となる母集団の一部の項目の特性から、母集団全体の特性を評価する目的をもって行う抽出行為をいいます。正しい測定を行うためには全データを測定すれば間違いないのですが、実際のビジネス上では不可能なことです。そこで、なるべく少ないデータから全体を判断できるようサンプリングという手法が開発され、例えばランダムサンプリング(無作為抽出法)や多段抽出法などの手法が有名です。
|
| ざ |
残業は業務命令 |
労働基準法では、1日については8時間、週については40時間という法定労働時間を定めています。使用者はこれを超えて労働者を働かせてはならないとされます。これを超えて働かせるには、(1)別途労働協約で三六協定という取り決めをしなければなりません、(2)その上で就業規則に残業をさせる旨を明記しなければなりません。上記要件を満たせば、使用者は従業員に業務命令として残業を命ずることができます。業務命令ですから従業員は正当な理由が無い限りこれを拒否することはできません。正当な理由無き場合は人事考課で降格もありえますし、最悪解雇もありえます。その場合の制裁や罰則も就業規則に明記する必要があります。一般に正当な理由のない残業命令拒否に対しては「業務命令違反」として懲戒処分を課すこととする就業規則が多いようです。残業について疑問がある場合は、三六協定や就業規則の残業および制裁に関する規定を再度確認してみてください。就業規則等に時間外労働を命ずる旨の定めや三六協定が締結されていない場合には、残業命令をする根拠がありませんので従業員は残業を拒否することができますし、制裁処分をすることもできません。
|
| ざ |
暫定的 |
tentative |
| さ |
三現主義 |
現場、現物、現認(げんにん、現実)という「3つの現」を重視する現場主義の考え方を三現主義と呼ぶ。現場で、人・物を見て、現実に起こったことを考えるという、現場主義が強調されている。机上では見えないという戒め。この「3つの現」を重視しなければ、物事の本質を捉えることが難しから。工場などの生産現場で起きた、不具合品が見つかったときに、責任者が状況だけ聞いてデスクの上で判断を下した場合、間違った指示を作業員に与えることがありうる。不具合品が作られる工程(現場)を見て、不具合品そのもの(現物)を見て、不具合品に起きている状況(現実)を見るという三現主義を重視すれば、より正しい判断に近づくことできるといえます。三現主義は、工場の工程での不具合だけでなく、犯罪捜査や売上不振の解決といった問題にも適用することができる。
5ゲン主義:3現(現場、現物、現認)+2原(原理・原則、3現主義を実践する基準を導く)。
*安全三原則:整理整頓、点検整備、標準作業。
|
| ざ |
残留リスク |
残留リスクとは、リスクマネジメント活動のあとに残るリスクを指します。BS7799やISMSでは、ある一定の基準以上のリスクに対して、低減活動を行い受容できるレベルにすることが目的であり、リスクを完全に抹消することは、リスク回避以外にはありません。TR
Q 0008を参照。 |
| さ |
三面等価の原則 |
仕事における「三面等価の原則」とは、遂行責任、権限委任、結果責任の3つをいう。部下に対して仕事を指示するときは、この原則を考慮する必要がある。
つまり、部下が自分で責任もって仕事をやりとげること、部下に権限を委譲すること、そして結果に対しては上司自ら責任をとること、の3つ。 |
| さ |
残像 |
強い刺激作用の消滅後、感覚的に生じる刺激の効果を残像という。例えば、しばらくの間、明るい色光を凝視してその後なめらかな白い表面を見ると補色のイメージが見える。はじめに赤色だったら残像は緑色に、青色だったら残像は黄色で、黒だったら残像は白色である。
|
| さ |
酸化性 |
物質が酸素と化合すること。広い意味では、酸素を与えたり、他の物質から電子を奪う性質をいう。酸素を含有する化合物のうち、加熱・衝撃・摩擦などによって酸素を放出しやすく、また可燃物と接触すると燃焼・爆発しやすい物質を酸化性の物という。酸化剤は他の物質を酸化すると自らは還元する。
|
| さ |
産業カウンセラー |
国家資格ではないが、社団法人日本産業カウンセラー協会が認定する準公的資格。事業場における労働者を対象とした健康管理の相談業務をおこなうカウンセラー。
|
| さ |
産業災害 |
産業活動に伴って発生する事故の結果、人的または物的に損害を与えることをいい、労働災害・一般大衆に被害がおよぶ公衆災害・事業場内の施設のみの破損に分類される。
|
| さ |
産業看護師(産業保健師) |
事業場の労働者の健康管理など産業医療に携わる看護師。便宜上、産業看護師と呼ばれているが、正規の資格名称ではなく、事業場で労働者の健康管理に従事する看護師のことをいう(保健師を置く事業場もある)。産業医と異なり、事業場での選任義務はない。健康管理部門のスッタフとして、今後、法律での選任義務とするのが望ましい。 |
| さ |
酸腐食 |
酸による皮膚や眼などの障害で、化学火傷とも呼ばれる。皮膚に酸が接触すると、そのタンパク質と結合して酸アルブミンがつくられ、酸には脱水作用があるので皮膚は壊死に陥る。一般に病変が深部にまで進むことはないが、フッ酸は非常に腐食性が強いので骨まで達することがある。また薄い酸に長時間接触していると、皮膚が荒れて湿疹を起こす。眼に酸が作用すると角膜・結膜の腐食や潰瘍が起こる。 |
| さ |
産業廃棄物処理業 |
参照:
1.安全衛生規程、
2.安全衛生チェックリスト、 |
| さ |
災害(事故多発)傾性 |
情緒不安定(神経質、過度緊張、抑鬱性、感情高揚性)、自己中心性(非協調性、共感性欠如、攻撃、規則無視)、衝動性(自己制御力欠如、軽率、無謀)、見込み不足(動作優先)、見込み過剰。「こんな人間があらかじめわかれば始めから排除してしまいたい」と管理者は考えるが、これを評価するのは難しい。客観的には出来ないらしい(HFセミナー資料参照)、
災害発生の3条件:3K=暗い+汚い+狭小(危険)、予防:5Sで綺麗+3K=教育+訓練+管理、 |
| サ |
サーベイランス surveillance |
調査監視 |
| サ |
サプライサイド supply-side |
供給側 |
| サ |
サプリメント |
健康食品、健康被害防止 パンフ2012.01. |
| さ |
催奇形性 |
化学物質が次世代に主として形態的な先天異常を引き起こす性質. |
| さ |
最終処分場 |
リサイクルや中間処理できない廃棄物を,最終処分(埋立て)するために必要な場所および施設,設備の総体. |
| さ |
最小毒性量 (lowest observed adverse effect level: LOAEL) |
暴露群での有害な影響の重症度や頻度が統計的もしくは生物学的に対照群よりも有意に増加する最も低い投与量. |
| さ |
最低影響濃度(lowest observed effect concentration: LOEC) |
毒性試験において暴露群と対照群との間で有意な影響がみられた被験物質の最低濃度. |
| さ |
3次メッシュ |
国土数値情報として,全国を客観的に一定幅の緯度・経度で疑似長方形の区域に区切って統計データが整理される.最も大きな区切り が1 次メッシュ(約80km四方)であり,それを順次,細分して2
次(約10km四方),3 次メッシュ(約1 km 四方)が作られる. |
| さ |
参照濃度 (reference concentration: RfC)、参照用量(reference dose: RfD) |
一生涯にわたり有害な影響のリスクの生じる可能性のないと考えられるヒトへの毎日の暴露濃度(用量)の推定値.参照濃度(用量) は非発がん性の影響に基づき,通常,NOAELやLOAELを,不確実性係数(UF)で割って計算される. |
| さ |
三方よし |
ノコギリ商い(広義の持ち下(くだ)り商い:上方(江戸)から地方への狭義の持ち下りと、地方から上方(江戸)への登せ荷の卸行商、荷は前もって運送しておき、天秤棒に身の回りを担いで営業する)・(近江・江州本店に対する)他国出店による商い近江商人一般の経営理念。特に、中村治兵衛(宗岸)が70才(1754年)時、15才の養嗣子に家訓として残した「売り手よし、買い手よし、世間よし」を、1890年に、井上政共「近江商人」に記述し、三方良しと称した。「世間よし」の好例は「売って悔やむ」で、高値の売り惜しみではなく買い手がいれば時価で売ってやりもっと高く売れたのにと悔やむのが長続きする商売であること。伊藤忠兵衛(伊藤忠創業者)も近江の千両天秤(天秤棒行商により財をなす)。
近江商人(近江泥棒=出掛けて行ってがめつく儲ける)の他国での摩擦を避ける商売の戒め。
参照:伊勢乞食(厳格な出納)。「てんびんの詩」、
|
| さ |
三毒、仏教三煩悩 |
仏教における遠ざけるべき人の3つの煩悩:貧瞋痴(とん・じん・ち):貪欲(むさぼる、執着)、瞋恚(しんい)(怒り)、痴(おろか。本能、欲望のまま)。勝間和代流言い換え:「妬む(ねたむ)、怒る、愚痴る」。 |
| サ |
サービス・プロフィット・チェーン、service profit chain |
顧客・従業員・サービス商品がどのような関係を構築すれば企業の利益・成長につながるのかを示したモデル。ヘスケット(J.S.Heskett)、サッサー(W.E.Sasser)らによって示された。 |
| サ |
サーベイランス, ISO |
認証を維持するために審査登録機関が登録した企業(組織)の品質マネジメントシステムが引き続き維持・管理されていることを確認するため、定期的に実施することが義務付けられている外部審査機関による審査のことです。定期(継続・維持)審査ともいいます。審査登録機関によって実施期間は異なりますが、通常は半年に1回または1年に1回実施されます。 |
| サ |
サンクコスト(Sunk
Cost) |
投資したが二度と戻らない費用のこと。サンクコストに囚われると、合理的な判断を見失う。その気のない女への貢ぎはサンクコストと早目に判断することが被害を最小限にする。「投資した分を取り戻したい」、「自分の過ちを認めたくない」という見栄やメンツが、人をサンクコストに縛り付け、合理的な判断を見失わせる大きな要因になる。(NHK、出社が楽しい経済学、2009) |
| サ |
サンプルサイズ、抜取検査 |
サンプルサイズの決め方(梅木信治、QCテクニック初級講座)。統計:サンプル数。 |
| さ |
裁定 arbitrage |
同一時点で価格差がある時、割高なものを売って割安なものを買うこと。いわば、確実に儲かる方法である。住宅ローンの借り換え。「裁定」が働くと、2物の価格差は縮小を続け、理論的には最終的に同じ価格となる(「一物一価の法則」)。が、「取引コスト」(商品を運ぶ費用や時間、あるいは買いに行く手間など)の違いにより、価格が同じになるところまで裁定は働かない。注意:異なる時点の価格差に期待する取引は「投機」という。
年金支給・額の決定。
|
| シ |
システム・アプローチ, ISO |
関連し合うプロセス同士を「組織全体の目的を達成するような仕組み」として築き上げて運用するという方法論です。レストランを例に挙げると、「お客様においしい料理をお出しし、快適な時間と空間を提供する」という組織全体の目的があり、そのために考えられる諸プロセスとして次のようなことが考えられます:
・スムーズに車を駐車していただくための駐車場係のプロセス、
・お客様を待たせずに席に案内し、厨房に注文内容を漏れなく、正確に伝える、フロア係のプロセス、
・注文の種類や順番を間違えず、レシピどおりのおいしい料理を作る、厨房でのプロセス、
・金額を正確に、代金回収を行なう、会計のプロセス、
これらのプロセスは、それぞれで完結するのではなく、常に連携し合うようなシステムにすることで、効率よく目的を達成することが狙えます。 |
| シ |
システム構築, ISO |
略して「構築」と言うこともあります。「構築」というと堅苦しく聞こえるかもしれませんが、要するに「今ある業務の流れ・仕組みを組織的なものとして築き上げる」ことです。企業・組織が円滑に活動でき、恒常的な発展を図ることができるように、業務のシステムをバージョンアップすること、と言い換えられるでしょう。 |
| し |
審査, ISO |
もちろん、「審査」と言ってもオーディションのことではありません。みんなで苦労して作り上げた業務のシステムがISOの規格に則っているか、規格の内容と照らし合わせながら検証することです。 |
| し |
審査登録機関, ISO |
審査員を擁し、審査を受ける企業や組織の業務の流れが、ISOの規格に沿っているかどうかを審査する組織です。また、審査登録機関には、審査に合格した企業・組織を世間に公表するという、重要な役目もあります。 |
| じ |
人的資源, ISO |
組織の経営活動に不可欠である資源の一つで、組織の要員(人々)のことです。ISO9001では、組織の製品品質に影響がある業務に従事する人々に対し、力量があることをはじめ各プロセスを実行するために、どのような力量(能力)が必要であるかを明確化するなど要求しています。 |
| し |
囚人のジレンマ prisoners’ dilemma |
個々にとって最良の選択が、全体にとって最良の選択とはならない状況のこと。自分の利益を優先した行動が、結果的にみんなの不利益になること。(1)一回限りの囚人のジレンマ:共犯の2人が逮捕され、留置所に別々に隔離収容された時、自白により減刑されることを提案された場合、お互いに、相手の気持ちを推測して、黙秘すべきか、それとも共犯者を裏切って自白すべきか、というのが問題。結果的には裏切ることが有意となり、減刑のない刑罰を両者がうけることとなる。(2)際限なく繰り返される場合(「繰り返し囚人のジレンマ」):裏切らずに協調する可能性が生まれる。そして、その協調を実現するのに有効なのが「しっぺ返し戦略」。まずは協調でのぞみ、後は前回相手がとった行動をとるというもの。相手にしてみれば、裏切れば裏切り返されるので協調したほうが得ということになる。例:競合店との値下げ競争、軍縮協定、環境保護、カルテル、共有地の悲劇、社会秩序、公平な税負担、受験競争規制など。(NHK、出社が楽しい経済学、2009)。
残念ながら、この対策には互いの協調しかないのである。 |
| シ |
シックハウス症候群 |
新築や改装直後の住宅やオフィスや室内で,のどや目への刺激・痛み,頭痛などの様々な体調の異変を訴えるという症状.文献:相澤好治.シックハウス症候群について.日本労働安全衛生コンサルト会会報.24(72):28-33,2004. |
| し |
湿性沈着 |
大気中に存在するガス状の化学物質や浮遊粒子に吸着された化学物質が,雨水へのガスの溶解や粒子の捕捉により,降雨に伴って地表 面移行する仮定.「乾性沈着」と対. |
| し |
質調整生存年数(quality adjusted life-year: QALY) |
生活の質(QOL)で重み付けられた生存年数. 質の重みは個人の選好,あるいは政策決定者の判断に基づいて決められる.「障害調整 生存年数(DALY)」の項を参照. |
| し |
支払意思額(willingness to pay: WTP) |
財やサービス,または,より好ましい状態を獲得するために,人が進んで支払おうとする金額.公共政策の費用便益分析を行う場合の 便益は通常WTPによって測られる. |
| じ |
順化(馴化) |
種または個体群が数世代を費やし,変化した環境に適応すること.採取した環境生物を実験室に運び,対象化学物質を添加する前に, 試験条件(温度等)で培養して実験室環境に適応させる. |
| し |
生涯過剰発がんリスク(excess lifetime cancer risk) |
問題とする化学物質による暴露のみが原因で増加する生涯での発がん確率.一般的には(スロープファクター)×(暴露量)により算 出される. |
| し |
使用原単位 |
ある製品を生産する際に使用される原材料量と製品量との比. |
| し |
障害調整生存年数(disability adjusted life-year: DALY) |
WHOや世界銀行が,世界の疾病負担(global burden of disease)を求める際に開発した健康指標. QALYと同じように生活の質で重み付けられた生存年数であるが,QALYと異なり,健康状態の重みは専門家への質問によって求められた
. |
| し |
浸食(erosion) |
降水の水環境への流出に伴う土壌粒子の輸送過程.これにより土壌粒子に吸着された化学物質の水環境への移行を生じる. |
| じ |
サービス、自動車整備業 |
自動車タイヤ空気充填時における事故防止、適正作業で安全確保
参照:タイヤのパンク修理、空気充填時の事故にご注意、死亡事故発生、タイヤ安全ニュースNo.71、平成22年9月号((社)日本自動車タイヤ協会JATMA)。、 |
| し |
信頼区間 (confidence interval: CI) |
推定値を求める際に,真の値を含む可能性が高い範囲のこと.95%信頼区間とは,真の値が信頼区間に含まれていない確率が5%であることを意味している. |
| シ |
シーベルト(Sv) |
線量当量(H)の単位である。放射線防護において、同じ吸収線量を受けても放射線の種類やエネルギーにより生物学的効果が異なるため導入された量で、吸収線量(D)、放射線の種類やエネルギーの違いによる生物学的効果の違いの程度を表す線質係数(Q)及びその他すべての修正係数(N)の積として次式のように定義されている。 H=DQN この式において、吸収線量(Q)の単位をグレイ(Gy)としたとき線量当量(H)の単位がシーベルト(Sv)となる。なお、シーベルトはSIにおいては、特別な名称をもつ組立単位の一つとなっている。従来用いられていた、レム(rem)は式の吸収線量(D)の単位をラドで与えたときの線量当量の単位である。 |
| し |
歯牙酸蝕(しがさんしょく) |
硫酸・塩酸・硝酸など無機の酸や有機の酸によって歯の組織がおかされる病気。酸が触れやすい前歯、特に下顎の歯が多くおかされ、酸によって歯の組織が溶解し、歯が摩滅しやすくなる。初期には知覚異常があり、歯痛が起こり、酸の種類によって歯の着色が異なる。安衛法では、酸を扱う労働者の歯科健診を義務付けている。 |
| し |
歯周病 |
歯周病と糖尿病:歯周病チェックリスト、 |
| し |
色彩調節 |
壁面・設備・機械などを適当な色で塗り、心理的疲労の軽減・作業能率の向上・安全を図ることを目的にしている。 |
| し |
刺激性ガス |
直接接触した組織に、発赤・腫脹・熱・痛みなどを起こすのが刺激性ガスで、皮膚や眼の角膜・結膜・呼吸器の粘膜などが刺激される。刺激性ガスの中には、刺激のほかに吸収されて作用を現すものもある。
|
| じ |
事故の型 |
労働省が公表した「事故の型および起因物分類」において「事故の型とは、傷病を受けるもととなった起因物が関係した現象をいう」と定義している。災害の多くは人と物との要素が組み合わせで発生している。傷病を受けたときの人と物との接触した組み合わせを事故の型としてとらえている。ただし、爆発・破裂・火災・交通事故の災害(特掲災害)については、起因物と加害物の間の現象(事故)をとらえて事故の型とする。例えば、可燃性ガス(起因物)により爆発が発生し、吹き飛ばされてきた物(加害物)に当たって被災したとしても、「飛来落下」として型をとらず「爆発」を事故の型として採用する。
「機械設備・物」の不安全な状態と「人」の不安全な行動が異常接触して発生する
分類コード(起因物x事故の型)、
|
| じ |
事前審査 |
広義には新規の物質・機械・工程・作業方法・工法などを導入するにあたって、安全衛生の観点から検討することをいい、いわゆるセーフティ・アセスメントもこれに含まれている。狭義には、安衛法第88条に基づく計画届を監督署長などが審査することを指す。 |
| じ |
実効線量当量 |
放射線が人体におよぼす確率的影響を評価する際の指標をいう。実効線量当量は放射線に被ばくした組織の線量当量に、その組織に起こる致死的影響のリスクの比率を表す加重係数を乗じて、それぞれの組織について加算し算出する。外部被ばくによる実効線量当量を実務的に評価するために、各組織の受ける線量当量は1cm線量当量により算定する。また、内部被ばくによる実効線量当量は放射性物質の摂取量から評価する。
|
| し |
室内環境汚染 |
公害は工場などの発生源から局地的に発生するものばかりではない。近年、室内環境に目が向けられるようになり、室内ですら汚染にさらされていることがわかってきている。契機となったのは1973年のオイルショック後、欧米で原因不明のビル居住者の病気が多発した。これをシックビル症候群として調べたところ、省エネルギー策でビルの換気を大幅に抑制したのが原因であることが分かったことによる。要因は、ヒーターやガス機器などからのCO2、CO、NOXをはじめ、ビル管理に使われる有機溶剤や洗剤・殺虫剤・殺菌剤などがある。また、タバコによるによるタールやニコチン、CO、NOXからも発生する。また建物自体からもホルムアルデヒドやカビやダニなどのハウスダストに加えて、肺がんを起こすアスベストやガラス繊維・ラドンガスなどの放射性ガスまで発生してくる。冷却塔水で繁殖したレジオネラ菌がダクトを通じてビル内に拡散し、肺炎を起こす在郷軍人病もあり、76年にはアメリカのあるビルから35人の死者が出ている。日本でも94年8月に東京都渋谷区の会社で研修を受けていた30人が発熱などの症状を訴え、レジオネラ菌による感染症の疑いが持たれている。 |
| し |
執行役員 |
特定の事業部門などの長として実際の業務執行に対する責任と権限を持つ幹部社員のこと。
執行役員制: 従来の取締役を「経営に専念する人(取締役)」と「業務の執行に専念する人(執行役員)」を分離。すなわち、取締役が決定する基本方針と監督のもとに、業務部門長を執行役員として取締役の職責から解放して担当部門の業務に専念させる。商法上は執行役員は使用人で、代表取締役の指揮の下で会社の業務執行を分担して行う現場責任者としての会社内での便宜的な地位にすぎず、この点において「経営に従事して」おらず、法人税法上の法定役員ではない。(「経営に従事している」とは、長期・短期の経営計画や資金調達、使用人の採用や退職の決定、役員の昇格等、経営の枢機に参画することを意味する。)1997年にソニーが取締役会改革の一環として導入。
取締役会: 商法上、業務執行を決定し、取締役の職務執行を監督する権限をもつ。欠点として、大半の取締役は執行者としての業務部門長を兼務しており、担当部門の利益を優先し取締役会の人数の増加等による、取締役会の形骸化と効率悪化がある。 |
| し |
シェアード・サービス shared service |
コスト削減目的で、企業グループ(親会社と複数の子会社等の複数事業所)における共通する間接業務を親会社に集約統合することをより前進させて、複数の組織で共通的に実施されている業務(特に間接部門)を、個々の組織から切り離して集中・統合して別会社として独立(分社化)させ、それぞれの企業(通常はグループ企業)で共有してサービス提供を受けることで、経営の効率化を目指す経営手法。規模化およびサービスの標準化、独立事業体化によってコスト削減や生産性の向上を図られるとともに、専門化によりサービスの向上が期待される。対象となるサービスは、財務・経理、人事、総務、購買、情報システム(システムの運用・保守、データの保存、セキュリティなど)、法務、広報などが多い。 |
| し |
支援 |
支援とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。ここでは「苦情の申し出者への視点」と「消費者への情報提供活動」について定義されています。前者では外国語での苦情申し出者への対応、無償支援可能な範囲の明確化などを定義し、後者では、「苦情に結びつくような誤解・不満を未然に予防するため」に消費者に対して、積極的に情報提供していくことが要求されています。 |
| し |
叱ると怒る |
叱る時の言葉は選ぶこと:
「叱る」と「怒る」は全く異なる行為である。「怒る」とは感情で人を非難している状態である。
リーダーがミスをした部下を怒る。すると部下は「上司に怒られた」という不満のみを感じ、萎縮してしまう。しかもその後は、2度と怒られないようにするために、部下は上司にありのままを報告しなくなる。結果として、管理者は部下に正しい指導ができなくなってしまう。
一方「叱る」とは、理性的に相手の問題点を指摘して、考え方・行動の改善を促すことをいう。相手が間違った行動をした瞬間に、愛情を持って、理性的に相手の問題点を指摘する叱り方が望ましいといえる。その結果、叱られた相手はその理性を受け止めて、あるべき方向に向かって、新たな行動を開始する。
叱り言葉の共通点:
1.叱る側に叱られる側の能力や人柄を認めている。
2.能力や人柄が発揮できないでいる事を叱って、その人の能力や人柄を叱ってはいない。
3.能力や人柄の発揮を期待して、それば十分出来ることをつたえる。
部下を育て伸ばす叱り言葉の具体例:
1.君らしくないね、こんなことをして。
2.君だったもっと出来るはずだ。
3.君が出来なくてどうする。
4.君ともあろう人が、こんなことじゃダメじゃないか。
5.君に期待しているよ。こんなこと二度としちゃダメだよ。
6.君に期待しているんだ。頑張ってくれなきゃ。
7.君が出来ると思っているから叱るんだ。
8.君がやらなくて誰がやるんだ。
9.君の能力はこんなもんじゃないはずだ。
10.力を抜くな。君が全力を出せば出来ないわけが無いよ。
11.遠慮するな。もっと君の能力を出せよ。
|
| じ |
時系列分析 |
(1)時系列データの変動:時間の単位としては、日別、週別、月別、期別、年別がある。その時間単位ごとの売上高なり価格なりが時系列データである。横軸に時間を取り、縦軸に時系列データをとって折れ線グラフまたは棒グラフであらわすと、ある商品について売上高や価格がどのように変化したか一目でわかる。何がわかるかといえば「ここ2、3年は順調に売れている」とか「夏場は多く売れ、冬場はあまり売れない」とかいったことである。
長い期間の大まかな傾向は「長期変動」または「トレンド」と呼んでおり、季節によって同じような増減サイクルがあればそれを「季節変動」と呼んでいる。またあるブランドが広告キャンペーンをしたとか、ある店が「在庫一掃セール」をしたとか、そのほか理由のはっきりしない変動があるとき、これらの原因を合わせたデータのばらつきを「不規則変動」としている。
(2)時系列データの分解:時系列データはこれら異なる変動要因を組み合わせたものとして、次のようなモデル式で表現される。
月別データ=トレンド+季節変動+不規則変動、
年別データ=トレンド+不規則変動、
この式はかならずしも足し算形式でなくてもいい。各変動のかけ算でもよいし、両形式の組合せでもよい。
時系列分析というとき、そのさしあたりの目的は上式に含まれる変動要因の分解にある。分解の仕方は市販のソフトでプログラム化されているので、だれでも容易にできる。
(3)時系列分析による予測:過去のある期間の年別データがあって、それを用いてこれから先を予測することを考えよう。
いま、売上高「X」を時間(年)「t」で表す式として次の1次式を想定しよう。
X=a+bt+e
式中の未知のパラメータ「a」および「b」は過去の売上データから計算することができる。この式は「a+bt」すなわちトレンドの部分と、「e」の不規則変動の部分とに分解できる。
そこで時間「t」を大きくすることによって、トレンドの延長として売上高「X」の予測値が計算できる。式の不規則変動「e」は先々不明なので、予測計算には入れない。
(4)予測の為の条件:前項の予測方法における前提は、トレンド計算に用いた過去のデータ条件が引き続きそのまま予測期間中も存続してくれることである。
図の時系列データ(架空)は最初の何年かが減少傾向、あとは最近年まで増加傾向にある。ここでトレンドの求め方を次の3通りに変えてみる。
(a)図は1本の直線でトレンドを表しているので、この線の上下にはみ出した分は不規則変動とみなされる。この直線は傾斜がゆるやかなので延長しても予測値はそう大きくならないようである。
(b)予測に利いてくるのは2本の直線のうち増加傾向を示すあとのほうである。したがって予測値はその延長としてより大きくなりそうである。
(c)2次式を当てはめているので時間「t」が大きくなるほどその自乗の項が利いて、予測値は今後急激に増大しそうである。 |
| し |
識別 |
識別とは、ISO9001:2000において最も基本的な要求事項のうちのひとつです。この事項は、組織が提供する製品・サービスの全過程において、他の製品・サービスと混同しないように固有の方法で区別を行ない、製品・サービスの品質低下を防ぐことを目的としています。
|
| し |
市場 |
オピニオン・リーダーopinion leader
特定商品の購買行動や消費をリードする消費者層のこと。
新しい商品・サービスが現れた時、いち早くその商品・サービスを購入する消費者がいて、ブームを巻き起こし、そのブームに巻き込まれて市場が形成されてくるケースが多いことから、オピニオン・リーダーの重要性が認識されるようになった。
例えばゲームソフトにおける若年層マニアなどの存在がそれにあたる。
競合<きょうごう>
その企業が進出している(またはしようとする)分野における他社のこと。
自社とそれを取り巻く競合との地位の状況において、それぞれ取る戦略が変わってくる。(リーダー型戦略・チャレンジャー型戦略・ニッチャー型戦略)
シェアshare
占拠率または占有率。その企業の商品の売上高が、その商品分野全体の売上高に占める比率。
この水準は市場集中の程度を示す指標として、また商品の競争上の位置を示す指標として、重要な意味を持つ。
市場<しじょう>(マーケット)market
売り手と買い手が出会って商品やサービスの取引が行われる場所、または領域。
企業の側から見ると、商品やサービスを購買している、あるいは購買する見込のある全ての個人および組織体の集合といえる。
チャネルchannel
商品(サービスを含む)の所有権が生産者から流通業者の手を経て消費者に移転し、その代金が生産者に回収されるまでの経路。
販売・物流ルートの類似語。
ニッチ戦略niche strategy
大手企業が乗り出してない分野や、誰も注目していないような分野をねらって進出しようという戦略。
ニッチ戦略をとる企業をニッチャーという。いわゆる「すきま産業」のこと。
マーケティングmarketing
製品が開発されてから消費者に渡るまでの過程で行われる一切の事業活動をいう。どういう製品を作り、いくらで、どういう経路で、どのように売るか、ということが検討対象となる。
「マーケティングは顧客から出発する」とは経営学者のP・F・ドラッガーの言葉。
マーケティング・ミックスmarketing mix
マーケティング戦略を構成する重要な要素である、商品政策(Product)、価格政策(Price)、流通政策(Place)、プロモーション政策(Promotion)の組み合わせのこと。
各要素は、その頭文字をとって、「マーケティングの4P」といわれる。
|
| じ |
事業活動 |
business operation/doing |
| じ |
使用者・事業者・事業主、
労働者・短時間労働者、
事業場、作業場 |
事業者:安衛法では、法人企業での法人自身(社長・代表者ではありません)または個人企業での経営主。労基法・最低賃金法では、労働者との労働条件規定の関係上、使用者の用語を使用し、両罰規定で違法行為をした人も含めるので、使用者の範囲は広く設定されている。事業主:労働保険・社会保険で、届出の義務を負う。
労働者:労働組合法第3条:賃金・給料その他これに準ずる収入によって生活する者。
短時間労働者:雇用保険では、働き方に応じて給付の仕方を変えるので、労働時間が正社員より短くかつ40時間未満を短時間就労者とし、そのうち、1週間30時間未満を短時間労働者とする。パートタイム労働法では、パートタイム労働者全般を保護する目的の為、労働時間数に無関係に、正社員より所定労働時間が短ければ短時間労働者とする。
事業場:独立した1個の単位。例えば、ある自動車生産工場全体。
作業場:事業場内で、区分された、同一作業を行う単位。例えば、ある自動車生産工場内の、組立部門、塗装部門、検査部門など。
|
| じ |
事故 |
事故とは、OHSAS18001において「死亡、疾病、障害、損害、他の損失をもたらす、望まれない出来事。」と定義されており、労働安全衛生マネジメントにおいて中心となる定義の一つです。 |
| じ |
自己宣言 |
自己宣言とは、マネジメントシステム規格への適合を組織自らが確認し、内外に対して公表する行為を指します。マネジメントシステムの適合の確認方法には大きく分けて、この「自己宣言」と審査を受けて第三者に適合性の確認を依頼する「審査」とがあります。「自己宣言」は、組織自身が選択する場合と、規格が自己宣言を前提とした場合に分かれます。最近では、審査工数と費用の削減などのメリットから自己宣言を検討し始める動きもあります。 |
| じ |
事故誘因 |
事故誘因とは、OHSAS18001において「事故につながるか、または事故をもたらす潜在性をもった出来事。(含む:ニアミス)」と定義されており、労働安全衛生マネジメントにおいて中心となる定義の一つです。
|
| じ |
意思決定における事実に基づくアプローチ |
品質マネジメントシステムの8原則の意思決定における事実に基づくアプローチとは、事実情報に基づく組織の品質管理活動の重要性を定めたものです。JIS Q
9000:2000において「効果的な意思決定は、データ及び情報の分析に基づいている。」と定義されています。
|
| し |
指針 |
guideline |
| シ |
シーズ seeds |
シーズ(Seeds)とは、「種」という意味で、モノづくりを推進していく上で欠くことのできない基本的な技術や人材、設備などのことを意味する。
シーズと対比される言葉にニーズ(Needs)という言葉があり、これは消費者側が望む要望のこと。シーズを元に開発された商品は、消費者の潜在的なニーズを掘り起こす画期的な商品(カメラ付携帯電話など)となることもあるが、技術のみが先行して消費者の支持が得られないこともある。企業の商品開発に当たっては、シーズとニーズの両面から検討する。
|
| し |
指摘事項、審査の |
審査登録制度における登録(初回)審査と、その後の定期(継続・維持)審査、更新審査で審査員から指摘されたシステム上の不適合をいう。規格要求事項を受けて構築されたマネジメントシステムが実行面で満たされていない場合が該当する。内容により、システム要求事項が欠落している「重大、メジャー」なもの、実行が部分的に抜け落ちがある「軽微、マイナー」なもの、及び不適合には至らないが、放置すると不適合の恐れがあると判断した「観察事項」の3区分にするのが一般的なようである。「重大」及び「軽微」の指摘事項は是正対象で、処置結果、または処置計画を確認してもらい、完了することになる。
|
| シ |
シナジー効果、アナジー、synergy, anergy |
シナジーとは経営の相乗効果のこと。アナジーとは経営の相互マイナス効果のこと。シナジーあるいはアナジーは、企業内の各事業の関係や企業統合の効果を表現する用語です。例えば、2つの事業の価値がそれぞれ100であったとすると、それらを統合することで、その価値が200よりも大きくなる状態がシナジーです。一方で、その価値が例えば180に減ってしまう状態をアナジーといいます。 |
| し |
諮問 |
request for recommendation |
| し |
社会的手抜き、
社会的促進、
社会的同調 |
「社会的手抜き」:人は何らかの課題を遂行する時は、その結果が集団単位でしか分からない場合“手抜き”をしてしまうといいます。また、その課題に対する興味(動機付け)が低いと、ますます“手抜き”の割合が多くなってしまうのです。一方、「社会的促進」とは、特にあまり興味のもてない仕事などは皆でやった方がはかどる、というようなことです。
社会的同調:「一人だけ違う意見を言う勇気がない」「皆がそういうなら、そっち正しいのかと思った」「私の目がおかしいのかと思った」と自信が無くなる。しかし、自分の前にたった一人でも自分と同じ意見を答える人がいると自信がつき、自分で思った意見を言う事ができるようになる場合もある。こういう事態を避けるには、組織の自由な雰囲気と、会議の時に司会者は「下位から」順に意見を聞く配慮が大切です。
「ボスに従おう症候群」:経験のあるリーダーでもエラーを起こします。しかしチームの中で「権威」あるリーダーの決定にはチェックが甘くなりがちです(良く言えば「あの人が間違うはずがない」悪く言えば「どうせ責任はボスがとるんだし」と)。航空界では事故の80%は機長が操縦していたときに起こっている。ボスでなくとも「あの人が言うのなら(あるいは言わないのだから)きっと何かあるのだろう…」 なんてことはないですか?
「仲間意識」:我々は一つだ。方針に疑問はない…。という意識が強くなりすぎると、ひどい場合には「組織ぐるみの…」となってしまいます。
「満場一致」:我々は同じチームだ。全員同じ意見だ、反対するはずがない。 一般的に「満場一致の結論」は疑問符です。会議で「決定」しなければならないことに「満場一致」なんてことはほとんどありません。
「真ん中」は正しいとは限らない:なんだか良くわからないときに、人々の意見の大体「真ん中」が正しいように思えてきます。でもそのことに実は何も根拠はないのです。レストランのメニューに値段が3つあったり、ホテルの宿泊の値段が3種類だったりするときに、なんとなく「まん中」を選んでしまう心境も似ています。
「チームの雰囲気、規範に問題はないか?」:「いつもやっている」「みんなもやっている」「見つかっても怒られない」マニュアルを無視しても殆どの場合何も起こらないのかもしれません(「幸運な無事故が続いている状態」)。しかし、何故マニュアルにそう書いてあるのか、を考えるべきです。そして、そんなことを黙認している組織の風土が、いつかスイスチーズの大きな穴だったことに気がつきます。
予防:
コミュニケーション環境:自由に意見を口に出す環境、意見をまとめ、決断するというリーダーシップをとることができる人がいることが重要です。
メンバーの中に異質の考えをする人材を一人加える:「話」が原則に戻り、集団としてのエラーの発生を下げる可能性がある。特に集団としての「思い込みエラー」の防止の「対策」である。
「悪魔の代弁者」を認める文化:いつも皆と違うことを言ったり、全体の決定に文句をつけたり、融通のきかない「正論」を言ったりする人はいませんか。そういう人に対して組織の評価は「生産性を落とす」とか「仲間意識が少ない」と一般には冷たいことが多いものです。しかし、「考えの多様性」を組織が容認していることは極端なエラーを減らす可能性があります。 |
| し |
社会貢献活動 |
philanthropic and social activities |
| し |
社内制度 |
internal system |
| し |
社内点検 |
社内点検 in-house/internal review、社内調査委員会 internal investigative committee |
| じ |
守破離(シュハリ)、
上達の評価基準、 |
伝統芸能・芸術・武道などの道ごとに於ける上達程度を表現する場合:茶の点前に「守ハ下手、破ハ上手、離ハ名人」があり、「利休百首『規矩(キク、コンパスと差し金、寸法や形、基準、手本)作法 守り尽くして破るとも 離るるとても 本(モト)を忘るな』すなわち、稽古とは一より習い十を知り、十より返る元のその一」に由来します。習い始めは「型」をマニュアル通りに「遵守」し、実践し続けると細かな点で書かれたマニュアルでは不十分となり自分で加えたり・削除したりする部分が多くなりマニュアルの内容が変形し「破る」こととなり、最後には、監査・承認され当初のマニュアルから「離れ」独立するようになります。すなわち、守ー破ー離の経過となります。観阿弥「風姿花伝」や江戸時代の茶人川上不白の提起とも言われておるようですが。 |
| じ |
従業員満足 |
従業員満足とは、OHSAS18001の基礎となる考え方の一つです。ISO9001の活動は製品を作るプロセスを改善し、結果として顧客満足を獲得しようとするのに対し、OHSAS18001は従業員の労働条件を整備し、危険な状況を救済する仕組みがなければこれを組織的に改善していくことで従業員満足を獲得し、最終的には社会に対して貢献できる組織に向かっていくことを目的の一つにしています。
|
| し |
試用期間 |
労働者を正式に採用する前に、3~6ヶ月程度ためしに試用することがあります。その間に社員としての適格性を判断します。不適格と判断された場合は本採用を拒否するものです。しかし、いつでも拒否できるかというとそういうことは無く、拒否といえども労働契約の解除は解雇と同じですから、本採用の拒否には正当性を求められます。しかし、裁判所は試用期間中の解雇は、本採用後の解雇より広い裁量権を認めています。試用期間中に判断される事項は:1)勤務成績、2)協調性、3)勤務態度、4)提出書類の不備、5)健康状態、6)出勤率で、このような事項に問題があれば、本採用の拒否が正当と認められます。試用期間は周知されている必要がある。いつまでも試用期間といって引っ張るのは民法90条の公序良俗違反となります。一般に試用期間は3ヶ月であり長くとも6ヶ月まででしょう。しかし、判例では1年の試用期間も無効とする判断はしていません。尚、試用期間中の解雇でも、(就労日数でなく、暦日数としての)14日を超えて使用した場合は、通常の解雇と同じく、30日前の解雇予告か30日分の解雇予告手当てを支払わねばなりません。(労働基準法20条、21条) |
| し |
仕様書 |
仕様書とは、プロジェクト全体の進め方、あるいはシステムの機能や構造などを規定した設計書のことです。プロジェクトの全ての作業は、この仕様書に基づいて行われますので、仕様書はプロジェクトにおいて大変重要な役割を担います。プロジェクトの計画や設計の段階で細部にわたるまで検討を重ね、各ステークホルダーの合意を得ておくことが、後々の手戻りを防ぎプロジェクトをスムーズに進行するために重要になります。
|
| し |
承認、acknowledgement |
コ-チング、指導、coachingで最も重要なプロセス。認めること、感謝すること、すなわち、褒めること。 |
| し |
消費者の信頼 |
confidence/trust of consumers |
| し |
職長 |
職長:末端の作業現場において労働者を直接指揮監督する地位にあるもので、一般に職長とか班長・世話役と呼ばれることがある。
職長の采配一つで、作業能率や生産性はもちろん安全衛生の状態を大きく左右するため、安全衛生のキーマンといわれている。
役割:1.安全管理:十分な作業段取り、適切な作業指示、作業の進行を円滑にする、作業指導、連絡・調整、2.作業指導:作業手順指導、正しい作業の指導、材料・工具の正しい使用、共同作業指導、技能熟達援助、3.現場管理:人間関係調整、苦情処理、規律確保、快適環境保持、事務処理能力向上、4.非定常状態の対応:異常時措置、災害時措置、労災対策。
職長教育:建設業、製造業、電気業、ガス業、自動車整備業、機械修理業などの業種で、新たに職長に就くこととなった者には、安衛法に基づき職長教育を実施することが規定されている。
教育内容:1.指導指示のやり方、2.作業手順、3.異常を感じとる、4.職長会、5.適正配置、6.災害事例研究、7.教え方・育て方、8.その他。
参考: Mate Books ⑪ 職長教育マニュアル、改訂2版、労働調査会出版局編、労働調査会、平成15年、東京. |
| し |
嘱託社員 |
嘱託社員とは、業務を委託された社員のことで、一種の契約社員です。実際は以下のような意味に使われます。1.医師や弁護士を嘱託とする場合、2.定年退職後の社員を続けて嘱託とする場合。1.の場合は職務としての独立性が高く、職務執行について指揮命令を受けることが少ないので、このような場合は雇用契約ではなく請負契約とされ労働法の適用はされません。2.の場合は、一旦退職して再就職しますから、自由な雇用関係を結ぶことができます。企業にとっては以前の年功序列の賃金体系を取らなくて良いですから経費の節減になるというメリットがあります。定年前と同じように指揮監督下に置かれますので労働法の適用になります。
|
| シ |
シラバス syllabus |
講義などの要旨。開講される科目について、事前に立てられた講義内容や開講期間中の進度などの計画を記した物。学生は開講前にそれを見て、受講科目を選択することができる。 |
| シ |
シリンジ syringe |
名詞:注射器、動詞:注入する、syringes-syringing-syringed |
| し |
真実の瞬間 guilty by suspicion |
サービス提供者とサービス利用者が出会うサービス・エンカウンター(encounter 思いがけない出会い、遭遇)こそが、サービス提供者が、顧客に止めを刺す(顧客を自社サービスの熱心なファンにする肯定的、中立的、否定的な印象を抱かせる)瞬間であるということを、闘牛士が牛に止めを刺す(外部顧客のハートを射止める)瞬間に例えたもの。1980年代に業績低迷のスカンジナビア航空を、顧客と直接接する最前線の従業員の最初の15秒の接客態度が自社の印象を決定すると考えサービス改善を実施し、顧客中心の会社へと再建させたヤン・カールソンの著書『真実の瞬間』によって、広く知られるようになった。好例:1.ある洋食屋さんにランチを食べに行った。そのお店は結構人気で、行列にとりあえず並んでみたものの、外は寒いし嫌だなって思っていたところに、お店が待っている人にスープをサービスしてくれた。それだけでお店側の感謝の気持ちが伝わってきて、お客は心も体も暖まった感じになった。2.宿泊したホテルのクリーニングサービスで、ボタンのなくなっていたシャツをクリーニングに出したんが、返ってきたらボタンが付いていた。そのことで、快適に過ごせるようにあらゆることに気を配っているホテルなんだなと宿泊者にいい印象を与えた。
しかしながら、逆評価もありうるのであって、航空機の乗客は、自分のトレーが汚れていると気づいた瞬間、自分が乗っている飛行機にも同じ程度の注意しか払われていないと感じる。すなわち、サービスの些細な部分でも配慮を怠ると、それがお客様にとっては「真実の瞬間」となり、サービス全体に失望する。
|
| し |
進歩と弊害 progress and adverse effect |
医療機器の進歩は驚く程速い。超音波検査もそのひとつでアメリカではショッピングセンターで妊婦体内の胎児の3次元写真を記念撮影する商売が盛んである。しかしながら、インドでは女児の出産が嫌われる為しばしば女児の中絶の目的で超音波検査が実施され最近10年間での女児の出生が極端に低下している。 |
| じ |
情報基礎リテラシー |
情報化社会でコンピューターなど情報関連技術を習得し,積極的に情報を活用することのできる能力。 |
| し |
信頼性とは、故障とは |
(1)信頼性(Reliability):JIS用語による信頼性の定義「アイテム(item、信頼性の対象物、系、機器、部品のこと)が与えられた条件で規定に期間中、要求された機能を果たしことができる性質」。狭義の信頼性は再生不可能品(使い捨て品)を対象とした信頼性のことであり、広義の信頼性は狭義の信頼性に保全性を追加したものであり修理可能品の信頼性のことである。
(2)信頼性設計:信頼性設計の五原則:1)過去の経験を活かす:経験、改善を標準化する、2)部品点数は少なく:シンプル イズ ベスト、3)標準品を使用する:標準品は高信頼性品、4)点検、調整、交換はしやすく:使用者の保全を考慮、5)部品に互換性を:互換性があると部品の補給が容易。冗長設計
redundancy design:規定の機能を遂行するための構成要素または手段を余分に付加しその一部が故障しても上位アイテムは故障にならないし性質。フェール・セーフ設計
fail safe design 故障安全:故障が発生しても装置が安全側に作動して事故につながらない設計方式。例:鉄道の信号機は故障した際は必ず赤に表示するように設計されている。フール・プルーフ設計
fool proof design 愚か者防止:素人でも操作ミスをしないようなメカニズム、あるいは不安全行為のできないような機構にする設計方式。ディレーティング
derating 負荷軽減:信頼性を改善する為に計画的に負荷を定格値から軽減すること 。
(3)信頼性試験、
(4)ワイブル分布:電線の導体や絶縁体の破壊データーの統計的性格は、 正規分布になりません。つまり、正規分布を
前提にした、平均と標準偏差の関係が役にたたないのです。何故かというと、破壊現象は、材料の最も弱いところにできた損傷が一気に拡大するというメカニズムですから、材料の平均的な性格とは関係なく、最弱点だけで決まるためです。具体的なイメージとしては、鎖の破断を考えていただくと納得できると思います。鎖の強度は、個々の環の強度の平均値で決まるわけではなくて、最も弱い環だけで決まります。1939年、スウェーデンの技術者
W.Weibull は、工学者らしい、技術的直観を併用して、鋼のテストピース389本について許容応力値を実測し、下記の強度分布(強度が x 以上になる確率)を導き、鋼鉄の許容限界応力の実測値とよく一致することを示しました。x-y、時間ー故障グラフは、自由度別χ^2同様で、形状パラメーターmにより、m<1なら初期故障型、m=1なら偶発故障型、m>1なら磨耗故障型とされる。事例:初期故障型:
このタイプの部品は初期にスクリーングを行えばそれ以後の故障は少ないのが特長です。トランジスタ 0.4~0.6、コンデンサー 0.6~1.0、抵抗
0.8~1.0、ファンベルト 0.8~1.0。偶発故障型: このタイプの故障はいつでも故障する確率が同じなのが特長です。故障数の分布は指数分布に従います。ですからこのタイプの部品は故障が生じてから交換するほうが経済的です。スイッチ類
0.9~1.1、トランス類 1.0、真空管 1.0~1.7、スパーク・プラグ 0.9~1.8、オイル・シール 1.0、水ポンプ 1.0、ボール・ベアリング
1.0~2.0。磨耗故障型: 時間の経過と故障率は高くなりある点を過ぎると故障してない数が少なくなるので逆に故障率は少なくないます。ランプ 1.5~3、電磁リレー
2~3、タイヤ 2~3。、
(5)FMEA、FAT、
(6)故障(Failure):「アイテムが規定の機能を失うこと」:
①故障の形態(failure mode):JIS用語による故障モード:断線、短絡、折損、磨耗、特性の劣化など。
②故障の程度:破局故障(catastorophic failure):突然、生じてかつその機能が失われること。劣化故障(degradation failure):特性が次第に劣化し事前の検査によって予知できない故障。
③故障の時期:初期故障、偶然故障、磨耗故障の3時期に分けられ縦軸に故障率、横軸に時間を設定してグラフで表すとバスタブ曲線(bathtub curve)と呼ばれている故障率曲線である。1.初期故障early
failure:新製品を初めて市場に出しお客さんが使用開始するとすぐに発生する故障を初期不良という。原因としては設計、製造上の欠点、使用環境との不適合である。初期不良を低減する方法としてはデバギングがある(debugging
:虫を追い出す意味)。これは製品を使用開始前又は使用開始後の初期に動作させて欠点を除去する方法である。 また、スクリーング(選別screening)も初期不良を低減するための有効な方法です。スクリーニングは製品をつくっている工程及び完成品について目視、漏れ、高温保存などの非破壊試験を全数に対して行い欠陥のある品物を取り除きます。2.偶発故障random
failure:初期故障期間を過ぎ磨耗故障期間に至る以前の時期に偶発的に起こる故障。人間でいえば青年期に当たり、製品の故障が少ないのが特徴です。この期間の長さを「耐用寿命」と言います。3.磨耗故障
wear out failure:品物を長い間使用すると疲労、磨耗、老化などによって品物のいたみが激しく一斉に故障が続発する状態になります。この期間を「磨耗故障」と呼びます。予防策としては予防保全:PMがあります。PMによって磨耗故障に入る前に不具合と思われる部品を交換すればよいのです。、 |
| し |
信頼性、市場の, market integrity |
投資家の信頼を得られる市場(の確保) |
| し |
真度 trueness |
正確度・正確さ(accuracy、真度 trueness、真値にどれだけ近いか) |
| し |
施設、設備 facility, facilities |
施設、設備 facility, facilities、施設・機器費用facility and equipment costs |
| し |
躾、指示、叱り方、褒め方 |
(1)指示の仕方の原則:相手の能力に合わせる。具体的(話のみでは不明確な場合「丸を3つ書け」では、縦書きも横書きもサイコロ書きもありうる。よって、絵で説明する。)。確実(メモを取らせる、復唱する)。丸投げの指示はしない(仕事の責任は双方)。朝令暮改は避ける(仕方が無い場合は、説明・理解が必要)。(2)叱り方の原則:叱ると怒るは別もの。真剣に怒る。指導育成(step up)を目的とする。1対1で、冷静に、場所を選ぶ。(3)褒め方:目的を達成したことを褒める。良い時は直ぐに褒める。真剣に褒める。皆の前で褒める。10回に1回は言葉だけでなく賞品をつける。 |
| し |
失見当(識) Disorientation |
現在自分のいる時と場所,自分自身および周囲の状況についての正しい認識が失われていること。健忘性の失見当に作話が加わった場合コルサコフ症状群と呼ばれる。 |
| し |
質問紙法 Questionnaire Method |
「あなたはいつも元気ですか」など,質問項目が紙面によって提出されるもので,それに対して,「はい」「いいえ」の2件法や複数回答を用意して被験者に選ばせるもの,または質問に対して自由意見を記述してもらうものなどさまざまな形式がある。実施や採点が比較的簡単で,客観性が高く,集団的にも実施ができる。しかし,質問項目を正しく理解できる人にしか実施ができない,意識的・無意識的に自分の回答をゆがめる可能性がある。時間の経過とともに回答が変動する可能性があるといった側面ももっている。 |
| し |
囚人のディレンマ Prisoner's Dilemma |
捕まっても自白しないと約束して盗みを働いて捕まった二人の泥棒が、自白すれば刑が軽くなると言う取引を持ちかけられた場合、どういう行動をとるのか。仲間を裏切って自分だけ自白して釈放されるのか、約束を守って服役した方が得なのか:これが囚人のディレンマである。ビジネス倫理学では、利己主義的な行動よりも、例えば、約束をまもるという道徳的行為を取った方が有利になるにもかかわらず、現実には、利己的な行動に走り、結局は「共倒れ」になるという、自発的な協力を期待することは困難であることを示すための分析のデバイスとして利用される。 |
| し |
集団規範 Group Norm |
集団の成員によって共有され,期待されている行動の枠組あるいは標準的な行動様式をいう。集団規範の特徴として,成員の行動の準拠枠となり成員の行動や判断を方向づけ,評価の基準を示すこと,また,集団の成員に期待される行動の量・程度・種類を示すということ,さらに許容される行動の範囲をもち,重要な規範ほど許容範囲は狭いというものがある。 |
| し |
集団分極化現象,
集団成極化現象 grout polarization、
集団的浅慮、 |
集団討議を経て意志決定をする場合,個人で決断を下すよりも危険な決定をする場合と安全で保守的な決定を下す場合がある。いずれの場合にも集団の決定は個人の決定よりの極端になる傾向があることを言う。
集団的浅慮:集団でものを決定する場合にきわめて貧弱な結論しか得られないことがあり、「集団的浅慮」と呼び、集団で決める場合に注意しなければならない。(1)成り行き(集団圧力):「誰かが指摘するだろうから、あえて自分が言わなくとも…」という心理。そのうちに事態が進行し誰ももう言えなくなる、言ってもしょうがない事態になる、ということがありえます。よくあとで「私は○○だと思っていたけど…」 。(2)リスキーシフト:一人ならとても考えられないような危険な決定を集団の決定として採用してしまうこと。一旦決定してしまえば「集団の意思として」それが一人歩きしてしまいます。「みんなで渡れば・・」とか、会議での威勢のよい発言に同調してしまう心理をいいます。逆に「コーシャス(安全)シフト」となる事もあるといいますが、いずれにしても集団で決定する場合は「極端に振れる」場合が多いことに気をつける必要があります。
「この結論はリスキーシフトに影響されていないだろうか?」と常に意識しなければなりません。(3)何故:どうしてこんな風になってしまうのかに関して2つの仮説があります。ひとつは集団の中にいると「責任が分散」されることです。 「みんなで決めた」と。「みんな」というなかには自分がまるで入っていないようです。もうひとつは、リーダーシップの問題があります。 「元気の良いことを言う事がリーダーシップであるかのように思ってしまう」という傾向がある。 |
| し |
集団無意識 Collective Unconscious |
無意識の中には,個人的に関係の深いものばかりではなく,個人を超えて,集団や民族などに広く共通の無意識があることを主張し,これを普遍的無意識(集団的無意識)と呼んだ。 |
| し |
職場行動 |
コミュニケーションcommunication
言葉や文字などで意思の伝達を行う事。通信という概念もあり、その場合その機関をさす事もある。
「社員相互のコミュニケーションが大事」
就業規則<しゅうぎょうきそく>
賃金や労働時間、休暇などの労働条件や、働く上でのルールを取り決めたもの。常時10人以上の労働者を使用する場合、使用者は必ず作成し、労働基準監督署長に届出なければならない。
また、変更に際しては労働者に意見を聴取すること、就業規則を周知させることも義務づけられている。
なお、労働基準法や労働協約に反する就業規則は無効となる。
チームワークteam work
ある目標に向けて共同で仕事を行うために、お互いに協力しあい、一体となって、全体としての成果をあげるよう動くこと。
帳票<ちょうひょう>
金銭の収支や物品の出入り、その他事務処理を行う上で必要となる帳面、帳簿、伝票の総称。元帳、現金出納帳、入・出金伝票、納品伝票、出庫伝票などなど、組織の中では多くの事務手続きが帳票を介して行われる。
直行・直帰<ちょっこう・ちょっき>
自宅から勤務先に立ち寄らずに、直接仕事先に出向くことを、俗に直行(または直出)という。
また、出先から勤務先に戻らずにそのまま帰宅することを、俗に直帰という。
方針<ほうしん>
目標を達成するためにめざす方向。具体的には「守るべき条件」および「力の入れどころ」である。
報・連・相<ほうれんそう>
「報告」「連絡」「相談」の略。職場において、互いに連携をとりながら仕事を進めるために、必要不可欠なコミュニケーションの要素とされる。
マネジメントサイクルmanagement cycle
まず計画(Plan)を立てて実行(Do)し、その結果を振り返り(See)、反省点や成果を次の仕事の計画に活かしていく、そのようなサイクルを回すことで仕事をレベルアップしていこうという考え方。
PDSサイクルとも、PDCAサイクル(P→D→Chck(測定・評価)→Action(行動))ともいわれる。
目標<もくひょう>goal/objective
マネジメント理論の中では、ある活動や課題に取り組むときに、一定期間後に実現する状態のことを指している。
これを簡略化して「活動の目的や課題に、期間と到達レベルを加えたもの」と表現されることが多い。何に取り組むかだけでなく、期末までにどれだけやる、どんな状態にする、というところまでを明確にすることで、達成度評価が可能なものとなる。
モラール・モチベーションmorale、motivarion
モラールとは、組織全体の労働意欲、士気のこと。これに対しモチベーションとは組織を構成する個々人の労働意欲や動機づけという意味で使われる。
優先順位(プライオリティ)<ゆうせんじゅんい>priority
プライオリティは優先権。仕事をする際には「今しなければならない事」「近いうちにやる事」「いつかはやる事」などに分類して取り組む事が必要。
トッププライオリテイは最優先事項。
リーダーシップleadership
集団をまとめながらその目的に向かって導いていく機能。もともとはリーダー個人が有する能力と考えられていた。
この考え方に立つならば、リーダーシップを有するリーダーは、どんな集団においても強力なリーダーシップを発揮できることになる。
しかし実際には、ある集団でリーダーシップを発揮できたリーダーが、別の集団ではうまくリーダーシップが発揮できないということも珍しくない。
こうした研究が進むにつれ、リーダーシップとは個人の能力のことではなく、集団が持つ機能のことであり、その集団で有効なリーダーシップスタイルはメンバー構成によって決まったり、集団が置かれた状況によって決まるという考え方が主流になっている。
ルーチンroutine
定型業務のこと。一定の手順に基づきパターン化された仕事。効率良く利益を上げるために定型化された日常業務。 |
| し |
消去 Extinction |
強化されないため条件づけられた反応が弱まること。 |
| し |
職務遂行責任 |
responsibility |
| し |
職位、職務 |
契約社員<けいやくしゃいん>
契約によって定められた一定期間だけ雇用される従業員。臨時社員、パート、アルバイトもこれに含まれる。
契約期間の終了時に契約更新を行うことによって雇用が継続する。
職位<しょくい>position
主任、課長、部長など、その団体・会社が決めた形式的な階級の呼称。ポジション。
これに対し、総務部長、営業所長、経理課長など、具体的な個別の職位のことをポストという。
職務(ジョブ)<しょくむ>job
組織において、各人が受け持つひとまとまりの仕事や任務の事。いずれの職務にも“権限”と“責任”の両面がある。
職務拡大/職務充実<しょくむかくだい/しょくむじゅうじつ>job enlargement/job enrichment
従業員に対する動機づけ要因。職務拡大とは、仕事の幅を広げること、職務充実とは仕事を高度化すること。いずれも人材育成の一環として重視されている。
派遣社員<はけんしゃいん>
派遣会社と雇用契約を結び、派遣先企業の指揮命令下で働く労働者のこと。
1999年12月1日より施行された『改正労働者派遣法』により、派遣対象業務が原則自由化された。 |
| し |
審査 review, audit, screening |
マネジメントシステム規格の認証を受けたい組織に対して、審査機関が実施する活動。審査は目的によって、規格認証を新規に確認するための登録審査、数年ごとに規格への適合を全面的に再評価するための更新審査、認証登録後にサンプリングで実施されるマネジメントシステム有効性の確認のための維持審査など。通常、審査は6ヶ月~1年に1回実施されますが、実施の間隔はマネジメントシステムを運営する組織が選択することが可能。 |
| じ |
自主規制 |
self-regulation |
| じ |
上司 |
senior, superior |
| じ |
人事異動、配転、配置転換、転勤、出向、転籍 |
企業のリストラの影響によって、配属が変わる例が多い。不要な部署を閉鎖し、新しくIT関連の部署を強化したり。また、不採算店の強化のため転勤があったり。特に株主総会が終わったこの時期は人事異動が多い。1.配置転換:勤務地は変わらないが、職務内容がかわる。配転については、86年7月14日の東亜ペイント事件の最高裁判所判決で、配置転換の権利乱用になる三つの要件として、1.業務上の必要性、2.他に不当な動機、目的がないこと、3.労働者に対して通常甘受すべき程度を著しく超える不利益を負わせるものでないこととされ、該当すればその配転は無効とされています。就業の条件として、結婚の有無や予定、家族や家庭の状況等、職務能力に関係のない事項を理由として、労働条件を変更することは職件の濫用および労働条件の不利益変更にあたり労働基準法に抵触することを知らなければなりません。2.転勤:勤務地の変更。3.出向:自社に籍を置いたまま、他社に勤務する。4.転籍:自社から勤務先の会社に籍を移して勤めること。 |
| し |
出向、社会保険、
複数の事業所において被保険者となる場合
、 |
従業員を関連会社に出向させる場合の社会保険は出向元、出向先、どちらで適用か?
結論:
① 労災保険は出向先で適用します。
② 雇用保険は主たる雇用関係のある方で適用します。
③ 健康保険と厚生年金保険については賃金の支払いのある方により労働者が選択します。
出向には在籍出向(以下、「出向」という)と移籍出向(以下、「転籍」という)がありますが、転籍の場合は、出向元との雇用関係をいったん終了し、出向先と新たな雇用契約を結ぶことになりますので、転籍の場合の社会保険は、すべて出向先で適用となり、転籍先の社員と同じ扱いとなります。
しかし、在籍出向の場合には、出向社員は出向元、出向先の両方と雇用関係を持つことになりますので、扱いが異なります。
まず、労災保険の場合は、労働者が労務を提供している方で適用されますので、出向先で被った業務上の災害に対する各種労災給付は出向先で労災の申請をします。その際、出向元で賃金の全額を支払っているときは、出向元で支払った賃金を出向先で支払った賃金とみなし、又、出向元から賃金の一部が支払われている場合には出向先の賃金と合算して平均賃金を算定し、被災労働者に正当な補償が行なわれるようにします。
雇用保険は主たる賃金を受けている方で被保険者となります。どちらが主かを判断しづらい場合には、労働者が選択するどちらか一方で、被保険者資格が認められます。
労働保険料の申告、納付については、労災保険の場合は、出向元で支払われた賃金を出向先で支払われたものとみなして、出向先の賃金総額に含めて申告、納付します。一方、雇用保険の場合は、主たる賃金の支払われている方で申告、納付します。なお、雇用保険の失業給付については、主たる雇用関係がある事業主の支払う賃金のみによって算定します。
厚生年金保険と健康保険は、次のように賃金が双方で負担されているのか、全額出向先で支払われているのかによって取扱いが異なります。
(1)出向先が全額支払う場合
出向先の社会保険に加入します。出向元事業主は、社会保険事務所(または、健保組合)に「資格喪失届」を提出し、出向先は「被保険者資格取得届」を提出して、新しい資格取得をします。保険料(事業主負担と本人負担分)は出向先が納付義務を負います。
(2)出向先と出向元が分担して支払う場合
出向元での被保険者資格はそのまま継続し、出向先でも「被保険者資格取得届」を提出します。出向労働者がどちらの適用事業所の被保険者になるかを選択し、選択した事業所を管轄する社会保険事務所に「二以上事業所勤務届」または「所属選択届」を提出します。保険料の納付は、まず出向労働者の指定した保険者が出向元、出向先双方の賃金を合算し、標準報酬月額を算定し、それぞれが負担する賃金額の割合に応じて保険料を納めます。
参照: 「二か所以上、複数の法人からの収入のある場合の保険料」の取扱い:
二つ以上の事業所において被保険者となる場合、「被保険者所属選択届・二以上事業所勤務届」を提出することになります。この届出は、主たる事業所および管轄年金事務所を選択するもので、事実発生の日から10日以内に提出します。
二つ以上の事業所で被保険者資格を取得する場合、保険料の算定基礎となる標準報酬月額はどのようになるでしょうか。各事業所の報酬が合算された額が報酬月額とされます。その報酬月額に基づき決定された標準報酬月額により算出された保険料額を各事業所の報酬月額の比率で按分し、それぞれの事業所に請求されることになります。例えば、A社30万円、B社20万円の場合は以下のように計算します。報酬月額(合算額) 300,000円 + 200,000円 = 500,000円, 標準報酬月額 500,000円, 保険料 A社 500,000 × 保険料率 × 300,000/500,000、B社 500,000 × 保険料率 × 200,000/500,000となります。
労働保険に関して、週20時間以上の労働の場合に雇用保険適用となるが、2か所の法人事業所の内、給与の高い方の雇用保険の適用となり、低い方は適用とならない。
サラリーマンが法人でない副業を兼業した場合は:
現行の社会保険制度では、会社と個人事業のどちらか一方でしか保険に加入できません。またサラリーマンの場合は、健康保険や厚生年金保険などの社会保険への加入が義務付けられています。そのため、副業が事業所得や雑所得の場合は、本業の会社の社会保険にのみ加入します。では、本業の会社で徴収される社会保険料に変化はあるのでしょうか。徴収される社会保険料の金額は、サラリーマンの給料分に対してのみ計算対象としています。ですのでどれだけ個人事業などで大きな所得があっても、それが副業である限り、社会保険料には影響しません。
(3)出向元が全額支払う場合
この場合には、出向元の被保険者資格が継続されます。一般に、出向元が組合健保に加入していて、出向先が政府管掌という場合には、保険料や給付に差があるため、出向元で賃金全額を支払い、被保険者資格を継続することが多いようです。
|
| じ |
自我 Ego |
フロイトは人間の精神構造をイド,自我,超自我の3つの構成概念を用いて説明した。自我はイドから分化したものであり,現実原則に従ってイドと外界との媒介の役割を果たす。つまり私たちは悲しいから泣くのではなく,泣くから悲しくなるというのである。その後,強い情緒に典型的にみられる生理的変化を人為的につくり出してもその情緒が経験されることはない,として批判された。(キャノン・バード説)。 |
| じ |
自己効力 Self-Efficacy |
ある結果に必要な行動をうまく実行できるという確信の程度を,バンデューラは自己効力と呼んだ。 |
| じ |
自己中心性 Egocentrism |
J.ピアジェのあげた幼児期における認知的発達の特徴。幼児は自分と異なるさまざまな視点があることを知らないで,すべてのことを自分中心の見方からしか認知・理解することができないというもの。アニミズムや集団的独語などに表れているとした。しかし,のちに集団的独語については,ヴォロツキ-による内言語の過渡的表れという説明に譲る形となった。 |
| じ |
自浄作用、組織の autopurification in organization, self-cleaning functions, self-purification |
倫理法令順守マネジメントにおいて最も重要な要素。倫理法令順守に限らず改善活動のスタートが社外からの要求(顧客からの改善要求や当局による摘発)ではなく、社内から自発的に出されるということ。社内から改善要求が出るだけではなく、それを受け付ける窓口、問題を関係者間ですばやく共有する仕組みも必要。第三者監査(外部監査の一つの方法で、 組織、供給業者及び顧客から商業上、また契約上独立した機関による審査のこと。通常、マネジメントシステム規格に対する認証機関による審査。組織のマネジメントシステムが、指定された規格に従って、文書化され、 実行されているか否か審査することを目的。他の外部監査の方法としては、第二者監査(顧客などが納入事業者や 下請負事業者などに対する監査)。 内部監査は、組織によるそれ自身のマネジメントシステム及び手順の監査 であり、第一者監査と呼ばれる。 |
| シ |
システムアプローチ |
品質マネジメントシステムの8原則におけるマネジメントへのシステムアプローチとは、企業内の各組織間の関係を連続するプロセスとして途切れなく運営することが品質マネジメントシステムにおいて重要であることを定めたものです。JIS
Q
9000:2000において「相互の関連するプロセスを一つのシステムとして、明確にし、理解し、運営管理することが組織の目標を効果的で効率よく達成することに寄与する。」と定義されています。
|
| シ |
システム構築、単に「構築」 |
企業や組織が円滑に活動でき、恒常的な発展を図ることが出来るように、業務の流れや仕組み(業務のシステム)をバージョンアップして組織的なものとして築き上げること。 |
| シ |
シックスシグマ、6σ(1)概念 |
シグマσとは、分布のばらつき(標準偏差)を示す統計用語です。統計上の危険率では1σは10分の3、2σは100分の5、3σは1000分の3、4σは10万分の6、5σは1000万分の6、6σは10億分の2で、ppb
part per billion)単位の欠陥しか発生しないということになり、事実上完璧なプロセスパフォーマンスのレベルといえます。従来の工程管理に適用されている1000分の3(3σ)やゼロディフェクト(ZD)運動とは発想が異なります。「ゼロ」は目標にしないのです。プロセス能力を評価する際に、従来は平均値に偏重していました。シックスシグマでは、「経営の敵はバラツキにある」としています。
「抽象的議論を止めよう! 具体的にデータに基づいて議論しよう、物事を決めよう!」というものがあります。「俺の経験から言うと、この事業は絶対成功する。頑張るように」とか、「事業部長としては、何か引っ掛るものがあるから意思決定できない。継続審議としよう」といった発言を、シックスシグマは絶対に許しません。「俺流のやり方」は、論理的にデータに基づいて説明できて初めて、認められるのです。決して、誰かを非難しているのではありません。「俺流」が通る業界も当然存在しますし、また「俺流」の意思決定システムを選択する企業もあるでしょう。しかし、論理指向、データ指向を経営プロセスに導入するつもりが無いのであれば、シックスシグマを導入してはなりません。
経営革新ツールとしてのシックスシグマは、ビジネス・プロセスを極めてばらつきの小さい状態にすることを目的とした経営・品質管理手法のことです。プロセスの改善を行う手法である。すべての物事は、プロセスで成り立っています。ゆで卵ひとつ作る場合でも、まず卵や水、塩と言った材料を準備したり、お鍋やコンロなどの設備の用意が必要です。次に調理にとりかかりますが、ここでも鍋に水を入れて火にかけたり、タイミングを見て卵を入れ、時間を計る・・・といったさまざまな「作業」があり、これらはすべて最終的なゆで卵のできばえ(品質)に影響を与える「要因」となります。ビジネスでもおなじこと。事業や業務の成果、不良品やサービスのミスといった現象を引き起こしているのは、複数のプロセスです。シックスシグマでは、プロセスの改善を行うことで、品質のバラツキを抑えていきます。
シックスシグマの指導原理である(1)COPQ (Cost Of Poor Quality)コンセプトと(2)CTQ (Critical To Quality)コンセプトを合わせて用いることによって、エラーや欠陥、不良などを金額という定量的な指標で確実に把握することが可能になる:
(1)COPQ(Cost of poor Quality:品質が悪いために発生するコスト)という考え方:氷山の見える部分は、“目に見えるコスト”です。一般的に売上高の5~8%と言われています。問題は、氷山の下、つまり、気を付けないと見えないエラーに起因するコストです。COPQ算出ロジックを確立すると、どんなイメージになるのかを考えてみましょう。今、不良品が1つ発生したとします。まず、再生産をしなければなりません。このとき、製品を1つ作ったときと同じ費用が再度発生します。この費用には、もちろん資材費も含まれます。資材調達部門が取引先と調整しなければなりません。当然、工数が発生します。生産現場では、当初予定していなかった生産のため、生産計画を修正しなければなりません。納期遅れを起こしているわけで、特急ラインを検討しなければなりません。また、設計変更が伴えば、設計部門の費用も新たに発生します。納期が遅れたため、ペナルティを請求される場合もあるでしょう。具体的なペナルティは表面化しなくとも、追加受注の際に価格サービスと言う形を考慮しなければならないかもしれません。このように、1つの不良品が、関係部門に影響を与え、COPQは雪だるま状態となります。これを我々は「COPQの恐怖」と呼んでいます。最悪の事態として、顧客からキャンセルを食らうと、損失金額は膨大なものとなります。一般に見えるコストの3倍程度、つまり15~25%と言われています。このプロセスを通じて、「1つの不良というものが如何に大きな代償を払っているのか?」を改めて認識することになります。シックスシグマでは、このCOPQを金額で表します。金額表示することによって、初めて、全社共通目標との整合を図るインフラが完成するのです。
(2)CTQ(Critical to Quality:経営品質に決定的な影響を与える数少ない要因。CTQとは「経営成果に影響を与える重要な要因」のこと(Critical to:不可カ欠な)でありシックスシグマで対象にしているものは常にCTQです。):「横の活動(=部門別の活動:開発部門、製造部門、営業部門、サービス部門等毎の改革/改善活動(=開発部長、製造部長、販売部長の権限範囲内での最適化)」は実施できるが、逆に、これらの部分最適を指向した改革が全社的視点での問題(=改革による成果の成熟化・利益限界、アナログ改善は達成したが数年後のデジタル化による廃製品化、固有能力のみに限定した差別化による実力接近・優位性困難、高品質になったが若者の価値観多様性を理解できずに在庫を抱えるなど)を発生させることがある(「部分最適化の限界」)。この後者の解消として全社的な「縦の活動」が必要とされ、その基盤となるのがCTQです。CTQは、顧客や市場の視点を改革テーマの軸として設定するもの、としています。この顧客/市場の声をシックスシグマでは、VOC(Voice of Customer)と呼んでいます。更に、CTQ、つまり「経営に重要なインパクトを与える要因は、数多くあるはずがない」ということです。数少ない経営に決定的なインパクトを与える要因を定義することが重要であり、その課題に経営資源を集中して成果を追求することが改革の効率も高めることになります。シックスシグマでは、これを『バイタル・フュー』と呼んでいます。改革プロジェクトを実行する前に、課題の関連づけ、優先順位設定を行いますが、それが10、20とあがってくることがあります。こうした場合、問題の因果関係分析(原因/結果相互関連図)を実施しますが、そうすると大抵の場合は3から5件程度に集約することができます。改革には資源が必要です。そしてその資源には限りがあるはずです。改革を実行するのであれば、大きな根幹の問題を対象として、集中的に資源投下をすることが重要だということです。
|
| シ |
シックスシグマ(2)マネジメント |
(1)企業内で価値観を共有します:シックスシグマを導入し、経営改革を成功させるには、「みんなでがんばろう!」も大切ですが、まず誰もが共有できる価値観を明確にする必要があります。「何のために事業を行っているのか」「事業を行う上でもっとも重要なことは何か」といった企業独自の価値観をメンバー間で共有し、かつ行動の指針とすることで、改革は同じ方向に進みます。
(2)方法論を共有します:シックスシグマでは「DMAIC」ディマイクと呼ばれる5つのフェーズからなる課題解決の方法論があります。GE(ゼネラル・エレックトリック)がビジネスプロセス改善に取り組むに当たり、独自に、MAICの4段階に定義(D
- define)を加えた。もともとシックスシグマはQCが現場活動型のボトムアップ型MAICであるのに対して、DMAICはトップダウン型で目的はプロジェクトチームの外部(例えば経営者)から与えられることが前提となっている。その目標設定をよりはっきりと示したのがDMAICサイクルである。現在では、MAICよりもDMAICが標準的なシックスシグマ・ステップとなっている。
Dフェーズ(Define:定義):経営課題とVOC(Voice Of Customer)を基に解決すべき課題を設定します。
Mフェーズ(Measure:測定):課題の現状を把握するためのデータ収集を行います。
Aフェーズ(Analyze:分析):データをもとに、課題の重要な要因を特定します。
Iフェーズ(Improve:改善):リスク分析、トライアルなどを行い、解決策を決定します。
Cフェーズ(Control:管理):解決策を現場に引継ぎ、定着させます。
このDMAICをメンバー間で共有することにより、組織としての課題解決能力が向上します。また、経営環境が変化するなか、経営改革も「1度でおしまい」というわけにはいきません。PDCA同様に、この
DMAICをくり返し廻し続けることで、シックスシグマは継続的な改革の活動をめざしていきます。
(3)責任体制を明確にします:シックスシグマでは、参加メンバーに、以下のような役割を設けています。
経営層:シックスシグマの組織全体への推進や展開への意思決定者です。
チャンピオン:事業そのものと課題の結果に責任を持つ、プロジェクトの責任者です。
マスターブラックベルト:変革請負人を指導できる能力や経験をもった師範・指導者です。
ブラックベルト:チームのリーダとして、シックスシグマに専念する変革請負人、専任のチームリーダー(課題解決請負人、改善担当者、柔道の黒帯が語源)。
グリーンベルト:ブラックベルトをサポートする、プロジェクト推進のコアメンバー。
それぞれの役割と責任体制を明確にすることで、社員一人ひとりが自ら考えて行動するような企業風土が生まれます。
(4)シックスシグマは型にはまった手法ではなく、導入した企業の価値観や風土にあわせて、「自社流」で実現することが可能な経営改革手法です。
参照: QC(TQC)との相違:
|
TQC/TQM |
6σ |
| 問題意識 |
単一職場単位の改善、ボトムアップ、稟議・根回し、現場主義、目先の問題、モグラ叩き、経験と勘 |
経営に関与する最重要課題を数値化、ビジョン・戦略、マクロ的問題、トップダウン、リーダーシップ、マネージメント |
| 成功要因 |
勘、経験 |
定量分析 |
| 改革対象 |
結果重視 |
改善の過程を重視 |
| 適用範囲 |
ラインの部分最適化 |
全社最適化 |
| 活動期間 |
日替わり、または、制約無し |
集中限定(4~6ヶ月) |
| 活動単位 |
小集団 |
プロジェクト、精鋭化、会社ぐるみ |
| 担当者 |
仕事と兼任 |
専任、責任の明確化 |
| トレーニング |
自発的 |
体系化 |
| 解析手段 |
QC新旧7つ道具による古典的解析 |
統計:実験計画法(DOE, Design Of Experiments)=タグチメソッド直交表・分散分析表・交互作用による原因の結果に対する影響度を把握+重回帰式による最適条件導出* |
| 利益追求 |
努力目標 |
前提 |
|
* Exelで学ぶ実験計画法ーシックスシグマと重回帰分析ー、管民郎(かんたみお)著、オーム社、東京、2002.
|
| シ |
シックスシグマ(3)マネジメント、用語 |
シグマとは、分布のばらつきを示す統計用語です。シックスシグマは、100万回の作業や機会につき欠陥が3.4回しか発生しないということになり、事実上完璧なプロセスパフォーマンスのレベルといえます。経営革新ツールとしてのシックスシグマは、ビジネス・プロセスを極めてばらつきの小さい状態にすることを目的とした経営・品質管理手法のことです。従来の品質管理手法では主に製造部門以外では適用しにくい側面もありましたが、シックスシグマは営業やマーケティング、経理などの非製造部門でも適用でき、全社的な経営品質を改善できる特徴があります。
定義(Define)とは、問題/改善機会、プロセス、顧客要求などを明確化するフェーズです。シックスシグマでは定義することから始めますが、当初立てた定義がそのまま最後まで何も変更せずにプロジェクトが終了することはほとんどありません。プロジェクトを進めながら随時検証され、更新されていくことが必要となります。
測定(Measurement)とは、主要な測定項目を特定し、データの収集、集計、表示を行うステップです。ビジネスプロセスにおける問題点の根本原因を探ることが目的であり、的を射た測定ができるかどうかはその後のステップに大きな影響を及ぼします。
分析(Analyze)とは、改善機会を発見するためにプロセスの細部を詳しく調べるステップです。根本原因を特定した後、さらに掘下げその要因を突き止めることになりますが、最も疑わしいと想定した要因が実はその周辺の事実に過ぎなかったということがわかったりすることも頻繁に起こります。その際には、また仮説を立て直しますが前回の分析により要因の範囲が狭められることになり次の考察の範囲は絞り込まれます。
改善(Improve)とは、創造的なアイディアを出して解決策をまとめるフェーズです。問題の定義から測定、分析が高い精度で実行されたときには、アイディアは不思議なほど簡単に導き出されます。逆に言うと、定義から測定、そして分析までのフェーズがいかに重要で、困難であるかを意味します。
管理(Control)とは、ビジネスプロセスにおける問題点に対し改善策を導入した後に、継続的測定によってプロセスのパフォーマンスを調査し、安定的かつ持続的に効果が現れていることを確認する段階です。結果(アウトプット)だけを測定するとは限らず、インプットやプロセスの状況などから、改善策の効果が正しく把握できるようバランス良く測定項目を選択します。管理の改善策が軌道に乗れば管理項目は減少します。
DMAICとは、定義(Define)、測定(Measure)、分析(Analyze)、改善(Improve)、管理(Control)の5つのフェーズから成るプロセス改善、管理システムの略称です。実際に運用してみるとDMAICとストレートに進んでいくことはあまりなく、DMDMAMAAICなどのように試行錯誤しながら、進行することになります。DMAICとは、予測や想定が思惑とは異なった場合に立ち返ることができる指標として捉えることができます。
ばらつきとは、測定結果の値がそろっていないことを意味します。ばらつきの程度が大きいか小さいかというのは、精密さの評価と言えます。プロセスのばらつきとは、現在および将来のプロセスの安定性に影響を与える要因が、変化・変動していることです。ばらつきの抑制・除去こそがシックスシグマの目標とすべきことになります。
VOCとは、顧客の声(Voice Of Customer)を意味するシックスシグマの重要な視点です。シックスシグマでは、「顧客の利益への貢献なしで、企業の発展はありえない」という原則のもと、VOCをアンケートや苦情、インタビュー、市場調査結果などから収集、分析し、顧客の満足を得られる製品やプロセスを設計、開発します。
CTQとは、経営品質を評価する上で決定的な意味を持つ数少ない要因(Critical To Quality)のことです。なおかつこの要因は、顧客が明示的に要求しているものです。シックスシグマでは、このCTQを特定するために測定や分析に膨大な時間と労力をかけます。CTQが多いということは、課題が定義されていないとされ、さらに絞込みを行い数少ない真の要因を見つけ出します。
COPQとは、低品質に起因するコスト(Cost Of Poor Quality)のことです。COPQには、再検査やリワークによる人件費など目に見えるコストと、時間のロスやサービスや製品の品質の悪さによる顧客ロイヤリティの喪失など目に見えないコストがあり、目に見えないコストの方が大きな問題である場合が多いと言われています。
Vital Few(バイタルフュー)とは、劣悪な品質が生み出すコストの要因の中でも、経営に最も大きなインパクトを与える数個の要因を意味します。
真実の瞬間とは、外部顧客が当該プロセスや組織に関して何らかの印象(肯定的、中立的、否定的のいずれか)を抱くきっかけとなる出来事、あるいはプロセス内でそのような出来事が生じる時点のことです。スカンジナビア航空社長のヤン・カールソンは、顧客と直接接する最前線の従業員の最初の15秒の接客態度が、その航空会社の印象を決めるとして、サービスの改革を行い成功を収めました。
適用範囲(スコープ)とは、プロセス改善プロジェクトを実施すべきプロセスの範囲のことです。プロセスの起点と終点を指定することで、改善機会がどこに存在するかを明確に示します。適用範囲を限ることで、どこで、何を測定すべきかが明らかになります。プロジェクト・チームの権限・管理が及ぶ範囲内で設定することも必要です。
サイクルタイムとは、ひとつの仕事が始まってから、終わるまでの時間を指します。稼働時間のみならず、待ち時間も含まれます。サイクルタイムの短縮とは、品質やコストだけではなく、時間の面で競合との差別化、競争力の強化、及びコスト削減、顧客満足の増大までを図ろうとすることです。
ブラックベルトとは、シックスシグマ・チームのチームリーダーを意味します。DMAICプロセスやファシリテーター(まとめ役)として必要なスキルのトレーニングを受け、改善プロジェクトを最後まで指導する責任を負います。社内コンサルタントとして位置付けられ、組織横断的な活動を行います。
付加価値的活動とは、プロセス内のステップ/活動のうち、顧客から見て価値のある活動で、次の3つの基準を全て満たすものです。1)顧客はその活動を気に入っている、2)この活動によってプロセス内を移動するアイテムが変化する、3)これが初回の活動であり、リワークの必要がない。
非付加価値的活動とは、プロセス内のステップ/活動のうち、外部顧客に付加価値をもたらさず、付加価値的活動に必要な3つの基準[ 1)顧客はその活動を気に入っている、2)この活動によってプロセス内を移動するアイテムが変化する、3)これが初回の活動であり、リワークの必要がない。]を満たしていないステップ/活動のことです。例えばリワーク、引継ぎ、検査/管理、待ち時間、遅延などが挙げられます。
価値潜在的活動とは、プロセス内のステップ/活動のうち、顧客に価値をもたらす可能性はあるが、付加価値的活動の3つの基準[ 1)顧客はその活動を気に入っている、2)この活動によってプロセス内を移動するアイテムが変化する、3)これが初回の活動であり、リワークの必要がない。]の一部を満たしていないものです。より効率的な方法やベストプラクティスを探究する必要があります。
Y=f(X):Xは、システムのさまざまな箇所における測定値であり、それが次工程への変数となります。Yは、企業活動の最終的なパフォーマンスを表す測定値です。Y=f(X)とは、システム上のインプットやプロセスにおける変更や変数が、最終的なパフォーマンスであるYに大きな影響を及ぼすことを数学的に表現したものです。
コア・プロセスとは、社外の顧客に製品、サービス、サポート、情報といった価値を提供する一連の作業のことです。真のコア・プロセスが一部署で完結することはありえません。複数の部署がそれぞれの役割を果たし連鎖して、顧客にとって価値のあるアウトプットを生み出します。
サポート・プロセスとは、コア・プロセスの実施に欠かせない資源や能力を提供するプロセスのことです。例えば、資本の確保や予算編成、人材募集・採用などは、顧客に価値を提供するために必要なプロセスですが、あくまでも組織内の活動であり、顧客の視点からは価値のないプロセスとなります。このサポート・プロセスを中心に組織を最適化すると顧客は離れてしまいます。
SIPOCとは、業務プロセスのダイアグラムを構成する5つの要素[サプライヤー(Supplier)、インプット(Input)、プロセス(Process)、アウトプット(Output)、顧客(Customer)]の頭文字を組み合わせたものです。プロセス管理およびプロセス改善の技法のうちで最も使い勝手が良く、利用されることが多い技法です。特定されたコア・プロセスについてSIPOCダイアグラムでマッピングすると組織の中心的な活動が明らかになります。
アウトプット要求とは、プロセスの最後に顧客に提供される製品やサービスの有用性と効果性についての要求です。例えば最終的なアウトプット製品が「自動車」であれば、アウトプット要求は「5秒以内にエンジンがかかる」「エアバッグが正しく機能する」などです。
サービス要求とは、プロセスそのものを実行している間、顧客をどのように扱うか、顧客にどのように対応するか、に関するガイドラインです。例えば「自動車販売・購入プロセス」であれば、サービス要求は「迅速な対応」「試運転が可能」などです。多くの顧客は最終的な製品やサービスに対する「アウトプット要求」と同程度の関心を「サービス要求」に対しても寄せています。
基本要求とは、顧客がこれだけは絶対に満たしてほしいと考える要因、特性、パフォーマンス基準のことです。これらの要求を満たしても、企業の評価は上がりませんが、満たすことができなければ顧客が不満を抱くような性質のものです。例えば、「テレビをつけると映像と音声が流れる」というようなことは基本要求の一種です。
変動要求とは、これらの要求を満たすことができれば顧客からの評価が上がり、満たすことができなければ評価が下がるという性質の要因、特性、パフォーマンス基準のことです。最も一般的な満足要因は価格です。たいていの場合、値段が安いほど顧客の満足度は高まります。この変動要求に対する能力やパフォーマンスを高めることが、プロセス改善の優先事項となります。
潜在要求とは、顧客の期待を上回る特徴や要因、あるいは、まだどの企業も取り組んでいないニーズに焦点を当てた特徴や要因のことです。有償のサービス・製品として具現化されることもあれば、無形無償のサービスとして顧客に提供されることもあり、いずれの場合も企業が顧客をひきつける大きな要因となります。
連続データとは、無限に分割可能な尺度や連続体によって測定可能なデータのことです。例えば、重さ、高さ、時間、デシベル、温度、オーム、金額などです。
不連続データとは、連続データの要件を満たさないすべてのデータのことです。例えば性別などの特性や属性を示すデータや、クレームの件数など個々の要素を数え上げることで得られるデータ、パーセンテージや5段階評価など人為的な尺度を設定し、それに基づいて測定されたデータなどが挙げられます。
効率の測定:効率を測るには、製品やサービスを生産する際に消費する資源の量を測定します。効率的なプロセスとは金額、時間、原料などが少なくて済むプロセスのことです。効率は組織の予算運営に、そして最終的には収益性に大きな影響を及ぼしてきます。効率の向上は、価格引き下げという形で顧客の利益にもつながりますが、基本的には内部的な利益を目指すものです。
効果の測定:効率の場合とは対照的に、効果は顧客の立場に立って測定されます。顧客のニーズや要求をどれだけ満たしているか。顧客が受け取る製品やサービスに、どのような欠陥があったか。パフォーマンスが顧客満足度やロイヤリティの向上にどれだけ寄与したか、などが効果測定の例です。
サンプリングとは、測定の対象となる母集団の一部の項目の特性から、母集団全体の特性を評価する目的をもって行う抽出行為をいいます。正しい測定を行うためには全データを測定すれば間違いないのですが、実際のビジネス上では不可能なことです。そこで、なるべく少ないデータから全体を判断できるようサンプリングという手法が開発され、例えばランダムサンプリング(無作為抽出法)や多段抽出法などの手法が有名です。
ゲージR&Rとは、製造分野において測定法の有効性をテストする最も一般的な方法です。一つの測定法をさまざまな環境で繰り返し実施し、「正確性」「反復性」「再現性」「安定性」の4つの基準に照らして判定します。連続データの測定に使われるのが一般的ですが、応用すれば不連続データの測定方法のチェックにも使用できます。
不良率とは、1ヶ所でも欠陥のあったサンプル品の割合またはパーセンテージのことです。不良率を計算する式は、不良率=欠陥品の数/ユニットの数で表せます。例えばWebサイト300ページの中で、18ページに誤字やリンク切れなどの欠陥が見つかった場合、不良率は18欠陥/300ユニット=0.06(6%が欠陥品)となります。
歩留まりとは、1から不良率を引いた数値のことです。全ユニット中、欠陥なしに製造/配送されたユニットの割合です。例えばWebサイト300ページの中で、18ページに誤字やリンク切れなどの欠陥が見つかった場合、不良率は18欠陥/300ユニット=0.06が不良率で、1=0.06=0.94(94%)が歩留まり率となります。
DPUとは、Defect per Unitの略で、サンプルとなったユニット<総数>と、そこで確認された欠陥数から算出されます。ここで言う欠陥数とは、欠陥<品>の数ではありません。例えば、100ユニットの中で、2つのユニットに欠陥があり、その2つのユニットにはそれぞれ50個ずつ欠陥があった場合は、不良率は2欠陥/100ユニット=0.05(5%)ですが、DPUは100欠陥/100ユニット=1.0(100%)となります。不良率、歩留まり率、DPUを計測することでプロセス・パフォーマンスの良し悪しと欠陥の発生具合を知ることができます。
欠陥の発生機会:欠陥の測定方法を定義する際に、欠陥の発生機会がプロセス上のどこにあり、その数がいくつあるのかを予め定義しておく必要があります。欠陥の機会を定義しておかないと、測定結果を分析することが困難になります。欠陥の機会を定義する際に留意すべき点は、(1)「標準的な」問題に焦点を絞ること、(2)密接に関連した欠陥は一つにまとめること、(3)顧客に重大な影響を及ぼす欠陥に絞ること、(4)一貫性を保つこと、(5)欠陥の発生機会の変更は慎重に行うことです。
DPOとは、Defects per Opportunityの略で、1機会当たりの欠陥発生数です。DPOを計算する式は、DPO=欠陥数/(ユニット数×欠陥の発生機会数)で表せます。例えばWebサイトの欠陥の発生機会が「表示エラー」「機能不全」「デザインの良し悪し」の3点と定義した場合、Webサイト300ページの中に18箇所の欠陥があった場合、DPO=18欠陥数/(300ページ×欠陥の機会3)=0.02となります。
DPMOとは、Defects per Million Opportunityの略で、機会100万点当たりの欠陥数です。DPMOを計算する式は、DPMO=DPO×1,000,000で表せます。例えば、Webサイトの欠陥の発生機会が「表示エラー」「機能不全」「デザインの良し悪し」の3点と定義した場合、Webサイト300ページの中に18箇所の欠陥があった場合、DPO=18欠陥数/(300ページ×欠陥の機会3)=0.02で、DPMO=0.02×1,000,000=20,000となります。なお、この値をシグマ値に換算すると約3.5シグマです。
SPCとは、Statistical Process Controlの略で、統計的にプロセスを管理することを意味します。データ収集と分析によって、プロセスの監視、問題の発見、プロセス性能の判定などを行います。
シックスシグマで定義される上流とは、当該のプロセス(活動)よりも前に実施される業務や活動のことです。例えばWebデザインの上流はインフォメーションアーキテクトやシステム外部設計などの業務となります。
シックスシグマで定義される下流とは、当該のプロセス(活動)よりも後に実施される業務や活動のことです。例えばWebデザインの下流はHTMLコーディングなどの業務となります。
ブレーンストーミングとは、効率的にアイディアを生み出すための手法です。既存の思考の殻を打ち破るために、この作業は楽しみながら行うと効果的です。基本的なルールとしては、「質よりも量」、「他人のアイディアに耳を傾け、便乗してもよい」、「アイディアを評価、批判、コメントしてはならない」、「自己検閲を行わない」、「思い込みを捨てる」などです。基本ルールを参加者全員が理解し、実践しやすい環境を整えることが重要です。
親和図とは、ブレーンストーミングの際、多数の参加者から出された大量のアイディアを整理するためのツールです。各アイディアを付箋などに記録し、共通性のあるものを1つにまとめていきます。それぞれのグループには、そのグループの特徴がよくわかる見出しをつけます。
因果図は別名、フィッシュボーン(魚の骨)・ダイアグラム、石川ダイアグラム、特性要因図とも言います。ブレーンストーミングで根本原因仮説を設定する際に用いられる、カテゴライズのためのツールです。ある特性/結果を魚の頭の部分に、その原因と思われる要因を魚の骨の部分に記入しながら作業を進めます。
5M+1Eとは、人(Man)・方法(Method)・測定(Measurement)・材料(Material)・機械(Machine)及び環境(Emvironment)の頭文字をとったもので、因果図で根本原因仮説を設定する際のカテゴリーとしてよく使われます。
管理図とは、プロセスパフォーマンスの推移を示す折れ線グラフに、平均値を示す管理線(中央線)と2本の管理限界線を書き加えたものです。プロセスが一般的原因の影響を受けているか、あるいは特殊な(異常な)原因の影響を受けているかを判断するために用います。
散布図とは、相互に関係があると思われる2種類のデータをそれぞれ縦軸と横軸にとって対応点を打点して作成したグラフのことです。散布図を使うことによって、品質特性とその変動要因の関係性や、ある品質特性と他の品質要因の関係性が把握できます。
ヒストグラムとは、数量化できる要因や特性のデータについて、そのデータが存在する範囲をいくつかの区間に分け、その区間の幅を底辺とし、その区間に含まれるデータの度数に比例する面積をもつ柱(長方形)を並べた棒グラフのことです。また、各棒の先端を結ぶ曲線はベルカーブとして知られています。ヒストグラムを利用することで、ばらつきを持った数多くのデータ全体の分布状況がわかります。
カイ2乗検定とは、ある仮説のもと2つの事象を調査し、統計的な有意性があるかどうかを判定します。例えば、顧客が選ぶ商品の週ごとの変化が、意味あるレベルの変動を示しているかを判定したり、配置されたスタッフの数の違いが顧客満足度に影響を及ぼしているかどうかを判定したりする際に利用できます。
t検定とは、連続データのグループ、あるいはサンプルが2つある場合に有意性を検査する手法です。例えば、1四半期のうちから2週間を選び、各週の主要プロセス・サイクルタイムを比較し、意味のある変化があったかどうかを判定したり、2つの地域で顧客の所得レベルを調査し、一方の地域に住む顧客の所得が大幅に高く(低く)なっているかどうかを調べたりする際に利用できます。
分散分析(ANOVA : Analysis of Variance )とは、連続データのグループ、あるいはサンプルが2つ以上ある場合に有意性を検査する手法です。データのグループ数が2つのときには実質的にt検定と同じことを意味します。例えば、1四半期を通じて、毎週の主要プロセス・サイクルタイムを比較し、意味のある変化があったかどうかを判定する際に利用できます。
多変量解析とは、相互に関連する多数のデータを統計的に分類し、複雑なデータを簡潔に要約したり、データの背後にある現象の構造を明らかにするための方法を総称するものです。多変量解析には、数量化I類、数量化II類、重回帰分析、判別分析などの手法があります。
相関係数とは、2変数間の関係の強さをあらわす係数です。散布図を描き、2つの変数が右肩上がりの傾向を示すときには正の相関があると言い、逆に右肩下がりの傾向を示すときには負の相関があると言います。相関係数が0に近づくほど2つの変数の間に因果関係が希薄であることになります。相関係数が取りうる値の範囲は-1から1までです。
実験計画法(DOE)とは、プロセスや製品、サービス、解決策のパフォーマンスを改善し、最適化したい場合に、どのような実験をするのが最も効果的であるかを計画し、また実験によって得られたデータをどのように解析して結果を予測していくかを導き出す手法です。解決しなくてはならない問題がある場合、その問題を引き起こす要因はたいてい複数あります。そうした複数の要因の組み合わせを一つ一つ検証していくことは、ビジネスの世界ではほぼ不可能です。例えば、あるプロセスに影響を与えている要因が3つある場合、どの要因がもっともプロセスに影響を与えているのかを調べるためには通常27通り(3×3×3)の実験をすることになりますが、実験計画法では、最低9通りの実験で予測が可能です。
FMEAとは、設計や工程計画の構想を練る段階で、「起こるであろう品質問題の原因を事前に予測して、問題を未然に防止してしまう事前管理の手法です。故障モードの発生頻度,影響度,検出難易などの評価項目・評価基準に基づき重要度を明らかにして,使用する顧客の立場に立って優先順位を明確にし,設計技術とマネジメントの融合を進め,設計段階で使用時に発生する問題を明らかにして解決していきます。
ポカよけとは、人間が起こす単純ミス(ポカ)を予防するための策のことです。各プロセスの各ステップをチェックしながら、「このステップでは、どのような人的ミスや誤動作が起こりうるか」を考え、エラーが検出された場合に取るべき処理方法を決めます。
プロセスマップとは、プロセスの流れを把握するために、活動、意思決定ポイント、再作業ループ、引継ぎなど、プロセスに含まれるあらゆる要素を図示したものです。
再作業ループとは、修理、修正、修繕などのために、大量の業務がプロセスの流れに逆らって移動している箇所です。
チャンピオンとは、ブラックベルトのプロジェクト活動の成果に、責任を持つマネジメント層のことです。全社的ゴールや目的と一致するような課題を設定し、 ブラックベルトが取り組んでいるプロジェクトにおける障害を除去するなど、プロジェクトの選択、実施、継続、サポートに責任を持ちます。
グリーンベルトとは、ブラックベルトの活動を支援し、または部門の課題に焦点を当てた小規模なプロジェクトを実行する役割を担います。プロジェクトを実行する点ではブラックベルトと同様ですが、専任ではない点で異なります。プロジェクト活動開始後は、他部門との折衝など間接的な支援を行います。
MINITABとは、MINITAB社が開発した統計分析とグラフ機能がオールインワンになった統計分析パッケージソフトです。MINITABは、シックスシグマでの統計処理は操作が非常に簡単であり、多くの統計解析事例が含まれていることが特徴です。日本語版もリリースされています。
プロジェクト・チャーターとは、プロジェクトを具体的に推進するための計画書のことです。ブラックベルトは、プロジェクト・チャーターを作成し、チャンピオンの承認を得ます。計画書の内容は、改善テーマ、メンバー、活動期間、改善目標金額、指標と成果目標、顧客・経営層の期待、ベンチマーク先を含みます。
プロセスフロチャートとは、プロセスの流れを視覚的に説明する資料のことです。 標準化された記号を用いて、プロセスの出発点から到達点への過程(活動や意思決定)を図解表現することにより、ボトルネックの特定やプロセスの単純化と改善に役立てるメリットがあります。
プロセス能力とは、プロセスのばらつき度のことです。欠陥は、顧客ニーズとプロセス能力の食い違いですから、プロセス能力が改善されると、欠陥は少なくなり、発生しにくくなります。
プロセスとは、インプットをアウトプットに変換する、業務、及び活動をいいます。私たちの活動は、インプットに付加価値を加えて次のプロセス(顧客)にアウトプットしていることになります。シックスシグマでは、このプロセスの理解が重要であり、このプロセスを改善してロバスト(頑健)なプロセスを設計し、運用して行く必要があります。
記述統計とは、獲得したデータの特徴を、客観的、効率的に記述するための方法のことです。例えば、平均値、分散、標準偏差なども獲得したデータを計算、グラフ化して、その結果データの特徴を示したものです。数多くのデータを扱うような場合、データ全体を見渡したり、データの特徴を把握することが困難になってきますので、記述統計が用いられます。
相関とは、2つのものの間の関連があることを意味します。2つの変数の関係の度合い(あるいは「強さ」)を数値で表したものを、相関係数と言います。相関係数(r)は、-1≦ r ≦1で示され、(1) rが正数のときは、「正の相関関係」(XもYも増加(減少)する)、(2) rが負数のときは、「負の相関関係」(Xが増加するとYが減少する)となります。
回帰とは、一周して元に戻ること、あるいはそれを繰り返すことを意味します。統計学では、既存のデータに基づいて、将来の結果を予測することを「回帰分析」と呼びます。
区間推定とは、標本から得られた標本平均や標本分散を使用して、母集団の平均や分散が、どの位の範囲に入るかを推定することを言います。
信頼区間とは、区間推定が場合によって外れることがあるので、推定した範囲の安全確率を示す方法を言います。よく「95%信頼区間」と言います。これは、母集団から標本を無作為抽出して区間推定することを100回行った場合、そのうち95回は、その推定区間に母数を含んでいる、という意味です。
平均値とは、個々のデータの総和を、データの全個数で割った値を言います。これを式で表すと、次のとおりです。なお平均値は、データの分布が比較的対照的な山型であり、極端な値が全データに大きく影響を与えない場合に用いられます。
離散データとは、人数、製品数、不適合品数などのように、整数1と2の間にデータはなく、このため一般に数えることにより得られるデータのことを指します。計数値とも言われます。大きく区分した場合、データは、この離散データと連続データに分けられます。
日本的なQC活動とは、QCサークル活動に代表されるように、実際に当該職場で働く人達が、自ら取り組む改善のための小集団活動のことです。自ら行うボトムアップ活動であったことや、QC7つ道具を例とする、QC手法を活用したことに特色があります。
QC7つ道具とは、品質管理及び品質改善を実施していくための手法で、次の7種類を意味します。主に数値データを扱います。(1)グラフ、管理図、(2)特性要因図、(3)パレート図、(4)ヒストグラム、(5)チェックシート、(6)散布図、(7)層別
新QC7つ道具は、全部門、全階層でのTQC活動が行われるようになり、「言語データの整理」「発想を導く」などの目的の為に開発されました。新QC7つ道具とは、次の7種類であり、主に言語データを扱います。(1)親和図法、(2)連関図法、(3)系統図法、(4)マトリックス図法、(5)PDPC法、(6)アローダイヤグラム法、(7)マトリックス・データ解析法
「ロバスト(Robust)」とは、頑健さのことです。シックスシグマでは、プロセスの変動があっても、その影響を受けず、具体的には、欠陥が生じないプロセスのことをロバストなプロセスと言います。
メトリックスとは、基準とすべき尺度や指標のことを言います。
機能横断的チームとは、CFT(Cross Function Team)のことを指し、全社的な経営課題について解決策を提案するための、部門横断組織で全社最適を実現するために設置されます。CFTは、複数の部門や職位から、多様な経験・スキルを持ったメンバーを集めて構成されます。部門横断的なテーマについて検討し、解決策を提案していくことがミッションです。
欠陥ゼロとは、次の要件を備えていることが重要です。(1)引継がれたときは、必要なクオリティを備えており、期待どおりのパフォーマンスを示していること。(2)潜在的欠陥がないこと。(3)長い間その目的を果たし、高い信頼性を持っていること。
プロセスに欠陥が見つかったということは、他の潜在的欠陥が見過ごされていることであり、まだ発見されていないだけであることを意味します。なぜならば、100%効果的な検査、テスト、レビュー、校正はないからです。
ユニットとは、作業のアウトプットの尺度を意味します。「物」の数、「物質」の重量単位、ソフトウェアコードの行、取引件数(注文、契約、荷送人、送り状など)です。
TDUとは、「Total Defects Per Unit」のことです。1ユニットあたりの総欠陥数を意味します。TDUの低減は、サイクルタイムの短縮や、コストの削減をもたらします。
ライフサイクル・コストとは、製品のライフサイクル全般に発生するコストを言います。製造者側のライフサイクル段階で発生するコストには、研究・開発コスト、生産コスト、流通コスト、使用者側のライフサイクル段階で発生するコストには、運用・支援コスト、廃棄コストなどが挙げられます。昨今では、環境問題、エコロジーといった側面からも企業は単に開発コスト、生産コスト、流通コストだけを考えるのではなく、商品の運用コスト、廃却コストも含めたトータルコスト(=ライフサイクル・コスト)の最適化を求められています。
失敗コストとは、製品の欠陥やエラーのために発生するコストで、(1)内部失敗コストと(2)外部失敗コストに区分されます。
ブレークスルーとは、「ある問題に対し、従来の方法とは質的に異なる方法によって、解決策を見いだすことを言います。
ppmとは、「Parts Per Million」の略で、1/100万の単位を表します。例えば、1ppm は、 0.0001%を意味します。
正規分布:ヒストグラムは、データの数が多くなると柱が多くなります。データを十分に精度よく無限度のデータを測定することが可能だとすれば、ヒストグラムの柱は、無数になり、西洋の釣鐘の形に似た左右対称の分布になります。これを、正規分布と呼んでいます。
確率分布には、離散分布と連続分布があります。離散分布とは、離散的な値(不連続な値)の分布であり、それぞれの値が起こる確率を図で示すものです。離散分布の例には、二項分布、ポアソン分布、超幾何分布があります。
連続分布:確率分布には、離散分布と連続分布があります。連続分布とは、連続的な値の分布であり、ある範囲の値が起こる確率を図で示しめすものです。連続分布の例には、正規分布、一様分布、t分布、F分布、χ2分布があります。
二項分布とは、離散分布の一例であり、1回の試行で事象Aの起こる確率pの試行を独立にn回行うとき、事象Aの起こる回数Xの分布のことを言います。例えば、何枚かのコインを何回も投げたときの、表が出た枚数の分布です。不良個数や不良率(離散データ)の分布は、二項分布になります。np管理図、p管理図に応用されています。
np管理図とは、計数値の管理図であり、サンプルサイズが一定のとき、不適合品率を計算しないで、不適合品の数(不良個数)によって工程を管理する場合に用います。測定または検査個数が、いつも同じ場合には、不適合品数(np)を、そのまま用います。
p管理図とは、計数値の管理図であり、サンプルサイズが一定でないとき、不適合品の割合(不良率)によって工程を管理する場合に用います。
ポアソン分布とは、離散分布の一例であり、起こる確率が十分に小さい現象の回数を、長期間観測するときの分布を言います。例えば、交通事故による死者数別の日数の分布などが該当します。欠点数や単位あたりの欠点数(離散データ)の分布は、ポアソン分布になります。c管理図や、u管理図に応用されています。
c管理図とは、計数値の管理図であり、面積や長さあるいはサンプルサイズが一定の時、単位当たりの不適合品の数(欠点数)によって工程を管理する場合に用います。例えば、プリント基板組立の半田付け不適合箇所の数、一定面積のキズなどによって、工程を管理する場合などです。
u管理図とは、計数値の管理図であり、面積や長さあるいはサンプルサイズが一定でないときに、単位当たりの不適合品の数(欠点数)によって工程を管理する場合に用います。
超幾何分布とは、ある不適合品率のロットから抜取った標本の不適合品の個数(離散データ)の分布のことを言います。超幾何分布は、抜取検査で応用されています(JIS Z 9002;計数基準型一回抜取検査)。
ガウス分布とは、正規分布の別名です。正規分布は、数学者C.F.ガウス(1777~1855)によって発見されたことから、この名称でも呼ばれています。
変数の独立性:正規分布においては、平均値μと標準偏差σが決まると分布の形がきまります。しかし、このμとσの間には確率論的な関連性はありません。このことを「変数の独立性」といい、数多くの統計的検定を可能にしています。
標準偏差:測定値の性質は、分布の中心と分布のばらつきであらわすことができます。この分布の中心を表すのに平均値が、分布のばらつきを表すのに標準偏差が最も多く使われます。標準偏差とは、「個々の測定値の平均値からの差(偏差)の2乗和を(データ数-1)で割り、これを平方根で開いた値」です。標準偏差とは、標準的な偏差ということであり、この値が小さいということは、ばらつきが小さいということであり、個々の測定値が平均値の周りに集まっているということを意味します。
リーダーシップ委員会とは、シックスシグマの導入に際し、その活動骨子を決めるために、経営トップ、財務部門、事業責任者、関連各部門長等で構成する特別チームのことを言います。リーダーシップ委員会では、プロジェクトの規模、浸透方法の決定、チャンピオンの指名、テーマのドリルダウンと選定、ブラックベルトの指名、教育実施方法、周知方法等を決定します。
品質コストとは、顧客のニーズを満たし、維持するためのコストを言います。品質を作り出すためのコストです。品質コストは、予防コスト、評価コスト、内部失敗コスト、外部失敗コストに区分されます。
予防コストとは、品質問題の発生を事前に防止するためのコストのことです。予防コストは、評価コストや失敗コストの発生を予防し、削減するためのコストとしての意味を持ちます。例えば、品質計画、新製品のレビュー、プロセス計画、品質システム監査、訓練などが該当します。
評価コストとは、製品の適合度(要求事項に合致しているか)を評価判定するために必要なコストのことです。例えば、検査・テスト器具の維持及び校正、検査・テストで使用する材料及び消耗品、受入検査・テスト、製品監査などが該当します。
内部失敗コストとは、顧客に製品を納品する前に発見された欠陥またはエラーから生じるコストのことです。例えば、仕分け、欠陥分析、スクラップ、再作業、修理などが該当します。
外部失敗コストとは、顧客への納品後に発見された欠陥またはエラーから生じるコストのことです。例えば、製品保証、苦情による補修、返品、値引き、故障解析、スクラップなどが該当します。
隠れたコストとは、品質に関連するとは思えない、あるいは視野から「隠れたコスト」のことをいいます。例えば、発覚を恐れて報告されないコスト、ソフトウェアの変更、出荷後の技術変更通知、欠陥を処理するための追加的スペース、注文の入力などの補助的作業でのミスに起因するコストなどが該当します。
ジュラン・モデル:優秀な製品1ユニットにかかるコストを縦軸に、品質水準を横軸にしたグラフを作成した場合、品質水準を上げて行くと、「評価と予防コスト」が増加しますが、他方で「失敗に起因するコスト」は減少します(品質コストのトレードオフ)。この「評価・予防コスト」と、「失敗に起因するコスト」が、ちょうど交わる交点をもって、「最適品質コスト」であるとするのが、『ジュラン・モデル』です。
正確さとは、測定平均値が真の値から外れる程度を表します。
偏りとは、正確さとも呼ばれ、測定値の平均値とあらかじめ認められた基準値との差を意味します。偏り=正確さの欠如であり、例えば、マスター計測器の誤差、消耗部品などにより発生します。
繰返し性とは、繰返し測定したときの測定値間の変動を表します。「精密さ」とも呼ばれます。
ランチャートとは、管理図の一種で、時系列にプロットして行った折れ線グラフのことを言います。時系列図とも言われます。
測定誤差:測定値は、真の値+偏り±繰返し性であり、この「偏り±繰返し性」が「測定誤差」となります。この測定誤差は、感度、識別力、精密さ(繰返し性)、正確さ(偏り)、損傷した計測器、測定者間の差異(再現性)、計測器の差異、環境による差異などを原因として発生します。
変数とは、数値的な意味を持ち、特定の特性に対する定量的な仕様に対し比較できる定量データ のことを言います。
属性とは、記録、分析のためにカウントできる定性データ のことです。
Z値とは、平均値からの距離を標準偏差の倍数で表した単位のことです。Z値が大きいということは、DPU(1ユニット当たりの平均欠陥数)が小さくなることを意味します。
メディアンとは、データを大きさの順に並べたとき、中央に位置する値のことを言います。中央値とも呼ばれます。データが偶数の場合は、真ん中の2つの数値の平均を中央値として用います。
モード(最頻値)とは、データの中の最も度数の多い数値のことを意味します。流行値と呼ばれることもあります。最頻値は、極端な値にはまったく影響を受けません。
レンジ(範囲)とは、サンプルの中の最大値と最小値との差のことです。分布の広がりを表します。このレンジが大きい場合は、ばらつきが大きいことを意味します。
平方和とは、サンプルのばらつきの大きさを表すひとつの指標であり、個々のデータと平均値との差の2乗の和のことです。データの個数が増えると、平方和の値が大きくなります。
分散とは、平方和を(n-1)で割った値のことを言います。
ひずみとは、確率論および統計学において、分布の非対称性を示す指標のことです。左右対称な分布は0。右にすそを引いている分布は、整数。左にすそを引いている分布は、負数で表します。
とがりとは、分布の中心部のとがり具合を表す尺度であり、正規分布は3で表され、中心部が尖っていると3より大となります。中心部が平らだと3より小さくなります。
箱ひげ図とは、いくつかの変数を迅速に検査し、主要な特徴を引き出すことができる手法のことです。これはデータの詳細な情報を提供するものではありませんが、全体的な性質を見せてくれます。箱ヒゲ図は各変数を個別のボックスで表します。X軸は各変数の名前を表し、Y軸はデータの範囲を表します。
ドットプロットとは、変数の数を迅速に検査し、主な特徴を引き出すことができる手法のことです。また、データの分散の全体的な特徴を見やすい形(点)で表すために表現として直感に訴えることができます。ドットプロットは、異常な観測値 (外れ値) やデータセットにおけるギャップの特定に役に立ちます。
グラフィカルサマリーとは、記述統計において正規分析した結果を平均値、標準偏差、分散等のデータのみでなく、グラフ表示をしてその平均値やばらつきの状態を見られるようにしたものです。グラフの種類をヒストグラム、ボックスプロット、ドットプロットを個々に表示するのでなく、グラフ・サマリーとして表示したことが特徴です。
マルチバリチャートとは、多変量管理図のことで、2つ以上多数の入力変数(属性変数)がプロセス出力に与える影響力を示すことができるグラフです。入力変数のどの項目が最も出力に影響を与えるかがわかります。
マトリックスプロット(行列散布図)とは、多くの変数間の関係を見るのに有用なツールで、「散布図・マトリックス」とも呼ばれるものです。これは、選択した変数間での散布図の全ての可能な組合せについてのマトリックスを作成し表示します。
パレート図とは、項目ごとのデータ量を多い順に並べた棒グラフと、項目の構成比率の累計をプロットした折れ線グラフの複合グラフです。たくさんある問題点から、真の問題を把握するときに有用です。
推定:サンプルから母集団を推測する方法としては、検定と推定があります。推定とは、母集団からサンプルを取り出して調べた量的データについて、その差がどのくらいあるかを知る定量的な手段です。
サンプリング法とは、母集団の様子を知ることが技術的、経済的に困難な場合、母集団からサンプルを抜き取って検査したデータから母集団の様子を推定する方法のことを言います。
ランダムサンプリングとは、母集団のすべての単位体、単位量などが、サンプルに取り出される確率を等しくもつようにしたサンプリング手法のことです。
帰無仮説とは、統計検定において、変数間に変化や差異が無い状態ことを表わします。この状態は十分な証拠がそれを棄却するまで真実であると仮定されます。
部分最適とは、システムや組織において、各部分機能で狭い範囲(見える範囲、考えられる範囲、できる範囲など)で行動をし、最適にすることを言います。部分最適は、あくまで表面的な解決であり、根本的は問題の解決にはつながらないケースが多いです。
全体最適とは、部分最適と対で使われる言葉です。視野を広く持ち、全体を見て最適化をすることであり、部分最適とは対称に、良い意味で使われています。
DFSSとは、「Design For Six Sigma」のことです。設計開発のためのシックスシグマという意味です。顧客の要求品質の徹底的な作りこみを開発・設計段階から行うものでDMADVなどのステップで構成されています。Define(機会の定義)、Measure(問題の測定)、Analysis(分析)、Design(設計)、Verify(検証)のステップで進めていきます。
KKDとは、次の3用語の総称を言います。(1)Kan:勘、(2)Keiken:経験、(3)Dokyou:度胸。リーン・シックスシグマでは、原則として、KKDを排除し、データを基に結果を判断して結論を出します。
リーンとは、痩せた、筋肉質の、と言う意味です。トヨタの生産方式をもとに、米国MITで提唱された「Lean Production System」(リーン手法)を指す用語です。リーン手法は、生産工程のムダを予防的に排除するのに有効です。
リーン・シックスシグマとは、ムダを排除する「リーン手法」と、ばらつきを排除する「シックスシグマ手法」を融合して、品質改善、経営革新を行おうとする経営手法です。近年米国で急速に広がり、シックスシグマを主導してきた企業(GEやデルなど)が、リーン・シックスシグマの採用を表明しているのが最近の特徴です。
8つのムダとは、7つのムダ+トヨタの何もしないムダを指します。すなわち、次のとおりです。(1)作り過ぎのムダ、(2)不良のムダ、(3)加工のムダ、(4)運搬のムダ、(5)在庫のムダ、(6)動作のムダ、(7)待ち時間のムダ、(8)何もしないムダです。
作り過ぎのムダとは、顧客需要よりも速いペースで行われた生産活動を言います。
不良のムダとは、最初に正しく行われなかった作業のことを言います(スクラップ、再加工、修理など)。
加工のムダとは、過剰な事務書類、必要以上の頻度で行われた予防保全、忙しく見せるために仕事をもう一度行うことなどのように、価値を付加しない作業のことを言います。
運搬のムダとは、過剰な輸送に関係するムダです。顧客要求を満たすことに全く必要の無い材料や製品の移送、輸送のことを言います。例えば、在庫品や材料を使用先まで、長距離運搬することなどです。
在庫のムダとは、部品や材料の過剰生産あるいは、不適合な部品や材料の貯蔵、あるいは不十分な在庫に関するムダです。
動作のムダとは、直接的に価値を付加しない人や設備の動きに関係するムダです。例えば、工具を置き間違えたために、作業者が工具を探すのに費やした時間などです。
待ち時間のムダとは、他のプロセスが終わるのを待たなければ、自分の作業を始められないことを言います。
何もしないムダとは、効果的にムダを排除し、信頼性を改善することに対して、従業員の才能や創造性を活用しないことに関係するムダです。
トヨタ生産方式では、「自動化」でなく、「ニンベン」がついた「自働化」と書きます。自働化とは、機械の働きに人間の知恵を持った働きが組み込み、問題が発生したら自動的に機械を止める工夫が施されていることを言います。例えば、自働停止装置、定位置停止装置などです。
バリュー・ストリーム(Value Stream)とは、製品あるいはサービスを顧客の手に運ぶことに要求される全体的な活動を言います。この活動は、付加価値そして非付加価値の両方を含みます。
VSMとは、バリュー・ストリーム・マップの略。VSMは、バリュー・ストリーム全体の絵であり、顧客要求を満たすために存在する材料(製品、サービス)と情報のフローを図示しています。米国のリーン・シックスシグマの展開とともに、重要ツールとして普及しました。元々は、「材料と情報のフロー」として、トヨタ生産方式の中で展開され、プロセス・フローを描写し、ムダを見つけ、そして付加価値作業を増やす機会を探すために用いられてきたものです。
NVAとは、Non-Value Addedの略であり、プロセス内で遂行されるが、成果物としての製品やサービスを通じて、顧客に価値を加えない活動を言います。遂行に当たって正当なビジネス(業務)上の理由を持つ場合もあれば、そうでない場合もあります。
ECRSとは、プロセスを次の4ステップで改善していくための指針のことです。(1)排除(Eliminate):非付加価値的活動を排除する。(2)統合(Combine):2つのステップを統合することにより片付け作業と準備作業を1つずつ消去できる。(3)順序の変更(Rearrange):ステップの機械化等他のやり方に変える。(4)単純化(Simplify) :必要な検査を作業に統合する。
三現主義とは、現場に行って、現物を観て、現実を認識すること、いわゆる『現場現物』で本質を見極め、素早く合意、決断し、全力で実行しようとする考え方です。
5Sとは、(1)整理Seiri 、(2)整頓Seiton 、(3)清掃Seisou 、(4)清潔Seiketsu、(5)躾Shitsuke の5つのS文字を取った略称です。「5Sが徹底されている職場は、管理レベルが高い」と言われています。
整理とは、必要なものと不必要なものを分けて、不必要なものを処分することを言います。整理の手順は、(1)層別、(2)捨てる、(3)指定席化することです。
整頓とは、必要なものが、必要な時にすぐ使えるように、正しい置き方やレイアウトを決め、機能的な保管をすることです。 整頓の進め方は、「指定席化・指定量化」と「見た目スッキリ、コンパクト化」です。
清掃とは、必要な時にすぐに使えるように、作業場所、工具、機器をきれいにして、欠陥がない状態にしておくことを言います。
清潔とは、整理、整頓、清掃した状態を維持することを言います。リーン(・シックスシグマ)では、清掃の意味は同じですが、「清掃」という用語ではなく、「標準化(Standardize)」という用語を使用しています。
躾(しつけ)とは、整理、整頓、清掃、清潔が、しっかりと守られるように訓練することを意味します。
USLとは、上方規格限界のことであり、顧客が要求する製品、サービスの仕様、規格を満たすために許容される上限値のことを言います。
LSLとは、下方規格限界のことであり、顧客が要求する製品、サービスの仕様、規格を満たすために許容される下限値のことを言います。
GE2000とは、GE社のシックスシグマ計画のことです。GE社は、シックスシグマと呼ばれる品質管理改善計画を掲げ、2000年までにその主要12事業分野で、欠陥のない生産体制およびビジネストランザクション処理を実現することを目指し全社をあげて、品質・工程管理の向上に取り組んでいます。
マイケル・ハリーは、モトローラがシックスシグマを開発した際のオリジナルのメンバーであり、シックスシグマのワールドクラスのコンサルタントとして著名です。
マスターブラックベルトとは、ブラックベルトを指導できる師範のことを言います。マスターブラックベルトの役割は、(1)チャンピオンの参謀としてシックスシグマ手法を用いた経営戦略策定の支援、(2)ブラックベルトの育成、及びプロジェクトの評価(3)シックスシグマ手法の展開施策の策定と効率的展開の実施にあります。
狩野モデルとは、製品の品質を検討する枠組みのひとつです。狩野モデルは、顧客の反応が、次の3種類に分類できるとしています。(1)基本品質(例:レストランで料理が出る)、(2)性能品質(例:レストランの料理が旨い)、(3)興奮品質(例:食欲旺盛にさせる程に料理の見た目が素晴しい)。要は、基本品質が満たされない製品は、どれだけコンセプトがすぐれていようが顧客にとっては無価値であることを示しています。
6大ロスとは、設備効率における(1)故障ロス、(2)段取りロス、(3)空転ロス、(4)速度低下ロス、(5)不良・手直しロス、(6)立ち上がりロスのことを言います。
4Mとは、人(Men)、機械(Machine)、材料(MatErial)、方法(Method)です。顧客に提供する製品、サービスの品質は、均一であることが理想ですが、現実には、さまざまな要因によって、ばらつきが生じています。ばらつきが発生する原因として、4Mがよく挙げられます。 |
| じ |
自由のパラドックスParadox of Liberty |
自由を維持するためには、ある種の制約、法律、真の自由の限定が存在しなければならない、ということ。 |
| し |
小集団活動、QCサークル、QCストーリー、TQM、特性要因図、なぜなぜ分析 why-why |
QCサークル(数名からなる小集団活動)によって展開される職場活動。
職場での小集団安全活動(4S運動、安全朝礼、TBM、安全パトロール、ヒヤリ・ハット報告制度、安全提案(改善)制度、指差し呼称、危険予知活動(KYK)、安全施工サイクル運動(建災防1,2)、職長会、相互注意運動・一声運動、ほう・れん・そう運動(報告・連絡・相談)、ワースト10撲滅運動、災害検討会、安全行動目標自己申告制度、安全診断員制度、ノウ・ホワイ(know why)教育、安全帯使用運動、安全当番制度、セーフティ・グループ運動など)。
効果を高める為には、皆で考える(カエル運動:1.よくかんガエル、2.現状をカエル、3.無事にカエル、4.カエルのようにジャンプする)、問題意識を持たせる、管理者が率先する、重点を定めることが必要である。
ただし、主観的な旧来のQCサークルによるストーリー、TQMは表彰目当てとなり、行事的になりがちである(鵜沼祟郎氏の学会発表スライドと事例としての毎年表彰される塗装部門の逸話は是非読んで頂きたい)。 |
| し |
就業カード |
現場での安全管理のツールとして導入。 |
| じ |
十分条件 suffiicient condition、必要条件 necessary condition, conditio sine qua non |
(1)数学において、命題p→qが真であるとき、pはqを導く(pはqを含意する)と呼び、pはqであるための十分条件、qはpであるための必要条件と呼ぶ。(2)一般社会においては修辞上の意味しかなく、数学上での使用とは逆の関係になるので注意が必要である。「酸素がある→火事がおこる」において、「酸素があること」は「火事がおこる」為の必要条件であり、逆に、「火事がおこる」ことは「酸素がある」ことを示すのに十分な証拠となる(十分条件)である。ところで、常識的に「酸素と同時に燃料がある→火がおこる」であることより、「酸素がある→火事がおこる」は「火事がおこる」ことは「燃料があること」を示すのには不十分な証拠でしかない。 |
| じ |
情報資産 informative assets, informational assets |
情報化に伴うビジネスに影響を与える全ての資産。ハードウェア、ソフトウェア、データ、ネットワーク、記録媒体、施設・設備、書類、人間、企業のイメージや信用など。 |
| じ |
情報主体 informative entity, informational entity |
JISQ15001規格では「一定の情報によって識別される、又は識別され得る個人」。情報主、本人のこと。 |
| じ |
情報処理論 Information Processing |
人間をコンピュータに類似した一種の情報処理装置と考え,こころの動きを外界からの刺激(入力情報)と反応(情報処理された出力)との関係という観点から実験的に検討し,それによってモデルを作ろうとする理論。 |
| じ |
上流、下流 |
シックスシグマで定義される上流とは、当該のプロセス(活動)よりも前に実施される業務や活動のことです。例えばWebデザインの上流はインフォメーションアーキテクトやシステム外部設計などの業務となります。
シックスシグマで定義される下流とは、当該のプロセス(活動)よりも後に実施される業務や活動のことです。例えばWebデザインの下流はHTMLコーディングなどの業務となります。 |
| シ |
シミュレーション simulation |
計算や模擬装置などにより,起こり得る状況をさまざまに想定して行う実験、模擬実験、模擬訓練 |
| し |
職場復帰 |
参照:
職場復帰支援のフローチャート、 |
| し |
審査 |
審査とは、マネジメントシステム規格の認証を受けたい組織に対して、審査機関が実施する活動です。審査は目的によって分類されます。規格認証を新規に確認するための登録審査、数年ごとに規格への適合を全面的に再評価するための更新審査、認証登録後にサンプリングで実施されるマネジメントシステム有効性の確認のための維持審査などです。通常、審査は6ヶ月~1年に1回実施されますが、実施の間隔はマネジメントシステムを運営する組織が選択することが可能です。
|
| し |
真実の瞬間 |
真実の瞬間とは、外部顧客が当該プロセスや組織に関して何らかの印象(肯定的、中立的、否定的のいずれか)を抱くきっかけとなる出来事、あるいはプロセス内でそのような出来事が生じる時点のことです。スカンジナビア航空社長のヤン・カールソンは、顧客と直接接する最前線の従業員の最初の15秒の接客態度が、その航空会社の印象を決めるとして、サービスの改革を行い成功を収めました。
|
| し |
親和図 |
親和図とは、ブレーンストーミングの際、多数の参加者から出された大量のアイディアを整理するためのツールです。各アイディアを付箋などに記録し、共通性のあるものを1つにまとめていきます。それぞれのグループには、そのグループの特徴がよくわかる見出しをつけます。 |
| し |
心理学、カウンセリング、精神分析学派、行動主義学派(行動学派)、人間性心理学派(人間学派)、 |
アブラハム・マズローは、①精神分析を第一勢力、②行動主義を第二勢力、③人間性心理学を第三勢力と位置づけた。①精神分析学は、ジクムント・フロイト(Sigmund
Freud)によって創始された人間心理の理論と治療技法の体系である。広義には、フロイト以後に発展した分派を含めた理論体系全体を指す。20世紀前半の精神医学・心理学に大きな影響を及ぼしたが、1970年代以降、薬物療法の発展によって精神疾患に対して十分な治療効果があがるようになった。また脳科学や認知心理学などの発展によって、精神分析学の科学性、客観性、有効性が疑問視されることも多くなった。現在では精神科の臨床でフロイト当時の精神分析を使う医師はほとんどいないが、様々に改良された方法での精神分析は疾患によっては用いられることもある。また、近年臨床で盛んになっている認知行動療法などにも精神分析学の理論は影響を与えている。、日本認知療法学会(Japanese
Association for cognitive therapy,JACT)、1990年代後半には、精神医学が薬物療法・生物学的理論に偏りすぎたことへの反動として、また摂食障害や人格障害など薬物療法のみでは治療が困難な疾患の増加を受け、精神分析を含む力動的精神医学が再び見直される動きが生じている。また、臨床以外の人文分野においても依然として影響力を残している。
②行動主義心理学は、意識は客観的に観察することができないので、刺激や反応といった観察可能な概念によって人間の行動を研究していこうとした心理学の一派である。具体的には反射的反応の実験と観察のみから、行動を理解しようとした。刺激をS、反応をRとするとき、S-Rという図式で表そうとする。代表的な提唱者としてワトソン、スキナーらがいる。形而上的な議論を嫌い、プラグマティズムの影響が強いアメリカで特に発展し、アメリカとその影響下の国において一世を風靡した。しかし、直接観察者に観察されない記憶・感情といった精神的な内部構造を抜きにしては行動の理解が進まないことが明らかにされると衰退し、内面的な心理モデルOを導入したS-O-Rという図式を用いる新行動主義心理学に取って代わった。しかし、心理学に厳密で客観的な手法を持ち込んだ功績は大きい。③人間性心理学(Humanistic Psychology)とは、それまでに支配的であった精神分析や行動主義とは対照的に、主体性・創造性・自己実現といった人間の肯定的側面を強調した心理学の一群の潮流のことを指して言うものである。人間性心理学に属する理論・療法には、実存分析、現存在分析、マズローの自己実現理論、来談者中心療法、ゲシュタルト療法、交流分析、エンカウンターグループ、フォーカシングなどがある。 |
| シ |
シニア・セーフティー・リーダー |
比較的大規模な企業で安全衛生活動を担当し、豊富な経験を積んだ定年退職予定者などに対して研修(シニア・セーフティー・リーダー研修)を実施し、中災防に名簿登録するなどの手続きを経て、中小規模事業場における安全衛生活動の推進者として活用する制度。
|
| し |
脂肪族アミン |
アンモニアの水素原子の代わりに、アルキル基などが入ったものをいう。アルキル基などの長さの程度から、低級アミン、中級アミン、高級アミンなどといわれる。低級アミンはアンモニア臭のある気体、中級アミンはアンモニア臭のある液体、高級アミンは無臭の固体である。皮膚からも吸収される。粘膜の刺激作用があり、頭痛・嘔吐・失神・呼吸困難が生じる。
|
| し |
社会保険労務士 |
昭和43年に制定された国家資格。社会保険の手続きを主な業務としているが、労働安全、労働衛生などの相談業務もおこなう。 |
| し |
就業禁止 |
安衛法において、病毒伝ぱのおそれのある伝染性の疾病にかかっている者や精神障害であるため現に自傷他害のおそれのある者、労働により病勢が著しく増悪するおそれのある者などの就業を禁止している。 |
| し |
就業制限 |
労働者の能力や体力からみて不適当な労働によって、労働者の生命・身体・精神などに危害がおよぶことを防ぐために、一定の業務に就くことを制限したり禁止すること。安衛法では、一定の業務について、免許所持者や技能講習修了者・省令で定める資格を有している者でなければその業務に就くことができないことが規定されている。
|
| し |
重金属 |
金属のうち、比重が4以上あるいは5以上のものをいう。それ以下のものを軽金属という。産業中毒・職業がん・職業性皮膚疾患・金属熱などを起こすものがある。
|
| じ |
受診率 |
法令などで定められた各種健診を受けなければならない人数に対し、実際に受診した人数の割合をいう。 |
| し |
傷害 |
業務遂行中の外傷性負傷および疾病を含めて人に身体的損傷をもたらすことをいう。この傷害(災害)の結果労働者が就業不可能になった休業日数などにより医学的論拠に関係なく重症(休業8日以上)・軽傷(休業1~7日)・微傷(不休)・極微傷(救急箱による処置程度)の用語が慣用されている。 |
| し |
消火の原則 |
従来は物が燃焼するためには①燃料②温度③酸素の3要素が必要とされていたが、最近では、第4の要素として連鎖反応の担体(チェーン・キャリヤー)というものを考える必要があるとされている。そこで、これら4要素のうちどれか一つを取り除いてやれば燃焼は終息する。これを消火の原則と称している。
|
| じ |
蒸気 |
気体のうち常温・常圧(25℃、1気圧)で液体または固定である物質が、その温度における蒸気圧に応じて揮発または昇華して気体になっているものを蒸気という。 |
| し |
職業分類 |
職業分類表、 |
| し |
職業性アレルギー |
アレルギーは特定の物質に対して過敏な状態で、それが職業に原因を持っているときに職業性アレルギーという。職業性アレルギーはアレルギー状態になりやすい素因のある者が、職業に従事して大量の抗原を吸入し、一定の潜伏期を経て発生する。その中で多いのは、職業性喘息で、他にじん麻疹・皮膚炎・気管支炎・肺炎などがある。職業性喘息はいろいろな植物性のものや動物性のものを取り扱う労働者に発生する。 |
| し |
職業性疾病 |
一定の職業に従事することにより起こる疾病で、その職業に従事するすべての労働者が罹患(病気にかかること)する可能性がある。職業性疾病の原因は、①物理的条件(振動病・潜水病など)②化学的条件(有機溶剤中毒など)③生物的条件(病原体による疾病など)④作業条件(頸肩腕症候群など)に分けられる。また、急性ガス中毒や酸欠など災害性疾病と職業がんなどの慢性疾病に分けられるが、後者を特に職業病ということがある。 |
| じ |
事例討議 |
共通的な課題について、経験と原理原則を実際面に適応させて解決策を見出すための実践的教育法である。討議の手順は次のとおりである。①事実確認②問題点の発見③根本的問題点の決定④対策の樹立 事例討議を進める過程で、分析力・判断力・洞察力を高め、自ら考えて決定するという態度を身に付けさせる。 |
| し |
信頼性 |
JIS用語では、機器や部品・系などが必要な時間に必要な条件を満たし、かつ、安定していることを指している。一方信頼度は、機器や部品・系などが、その必要な条件を一定期間機能する確立となっている。
|
| し |
信義則 |
信義誠実の原則の略称。すべての権利の行使や義務の履行にあたり、社会生活を営む者として、相手方の信頼や期待を裏切らないように誠意をもって行動することを求める法理。例えば、労働契約において労働者は使用者の指示命令により労務を提供するが、使用者は指示命令の権利行使にあたり、労働者に危険が及ばないように配慮することが求められるという考え方。
|
| シ |
シンナー |
塗りやすくするため、ペイント・ワニス・ラッカーなどの塗料を希釈し、粘度を下げるための溶剤の総称で、蒸発しやすいものが用いられ、蒸発後に光沢のある塗膜が得られるものが選ばれる。芳香族の炭化水素・アルコール類・酢酸エステルなどを適宜配合して使われる。毒性のあるものが多い。
|
| じ |
じん肺 |
吸入した粉じんにより肺臓の中に生じた繊維増殖性変化を主体とする疾病。肺臓に繊維増殖がなければ、それは単なる粉じんの集積でじん肺ではない。肺臓の中へ吸収された粉じんの一部は肺臓の間質(肺胞の間にある部分)へ入り、肺門にあるリンパ腺へ運ばれるが、一部は肺胞の中にとどまり、肺胞を刺激して炎症を起こす。その結果、繊維の増殖が生じ、大小さまざまの結節とよばれる塊ができる。その結果、肺の構造が壊れ、無気肺・肺気腫が生じ、肺臓の働きが低下し呼吸困難が起こる。 |
| し |
使用停止等命令 |
労働基準監督官は、安衛法に基づく法令に違反し労働者に急迫した危険があるときは、事業者などに対して使用停止等の命令を即時に行うことができる。また、都道府県労働局長および労働基準監督署長は法令違反がない場合であっても、労働災害の発生が急迫している場合は、必要な限度において使用停止等を命ずることがある。
|
| し |
照度 |
光に照らされた面の明るさの程度、いいかえると投射される面における光束密度をいう。単位としてはルクス(Lux)が用いられている。安衛法では精密な作業は300ルクス以上、普通の作業では150ルクス以上、粗な作業で70ルクス以上が必要であると規定している。
照度:安衛則604条、高圧則20条、事務所則10条、
照度測定:JIS C 7612, 1982(岩崎電気)照明:事務所則、事務所の照度基準JISJISZ9110、工場の照度基準JISZ9110、照度測定JIS7612、。 |
| し |
照明・採光 |
照明とは電気その他の人工光源を用いて明るくすることで(人工照明)、採光とは太陽光線を室内に採り入れること。人工照明と採光により得られるものが明るさで、通常、照度で表される。人工照明の方法は、全般照明と局部照明に分けられ、光源から作業面へ光が到達するしかたによって、直接照明・間接照明・半間接照明・半直接照明などに分けられる。採光法は一般に採光窓の位置によって、側光・頂光・頂側光の3つに分けられる。不良な採光や照明のもとでの作業を続けていると、前額部の圧迫感・頭痛・眼痛・視力減退などの症状を呈する眼精疲労や近視が生じるほか、作業能率の低下や災害発生につながる。良好な光環境の条件は次のとおりである。①照度が適当である②照度が均質である③まぶしさがない④適当な影ある⑤よい光色である。。 |
| し |
新型インフルエンザ、
ウイルス型、
流感、流行性感冒(伝染様式、
手洗い・マスク予防の限界)、
新型インフルエンザ・新型コロナウイルス、
新型コロナウイルス感染症、、、 |
感染症法:
伝染病予防法→感染症法1999→(SARS)→改正感染症法2003→結核予防法と統合改正→(新型インフルエンザA/H1N1,MERS, 鳥インフル)→改正感染症法。
感染症の予防及び感染症の患者に対する医療に関する法律 (平成十年十月二日) (法律第百十四号) 、
公衆衛生重症度とテロ危険性の2軸により分類される:すなわち、
公衆衛生観点より重篤度順=入院措置の必要性(1類-3類)、媒介動物(4類)、発生動向調査対象(5類)、新型インフルエンザ、指定感染症(暫定検討対象)、新感染症(症例積み重ね)に分類され、
テロ対処として国が所持を把握する1種-4種と、取り扱い施設でのBiosafety level (BSL)4-1に分けられる。
所持する場合は当該施設基準・保管基準を遵守(厚労省)。
実験・医薬品製造等の保管時には、テロ防止の為の届出制度(病原体取扱い規制、厚労省)、
臨床検体・臨床検査室は規制対象ではない(病原体の同定後速やかに滅菌廃棄)
、
海外派遣企業での新型インフルエンザ対策ガイドライン、
衛生委員会講話 新型インフルエンザについて(A/H1N1) (パワーポイント)
「中小企業のための新型インフルエンザ対策ガイドライン~命を守り、倒産をまぬがれるために~」の発行について(平成20年10月31日, 東京商工会議所)、中小企業における新型インフルエンザ対応、
新型インフルエンザから身を守るしっておきたい感染予防策(動画)、
マスク着用の重要性(インフルエンザをうつさない為に)(動画)
正しい手洗いの方法(インフルエンザにかからない為に)(動画)、
会社の対応:手当、就業制限期間、
施設等の消毒法、
コロナウイルス感染症の対応、インフルエンザとの比較、2020/02/26、
参照:
新型インフルエンザ対策関連情報、厚労省、パワーポイント(労福)、
休業手当、厚労省、
流行とは:
エンデミックendemic 流行、地方流行、風土病: 一定の地域に一定の罹患率で、または一定の季節的周期で繰り返される常在的な状況、想定内。
エピデミックepidemic 流行、地方流行、風土病: 一定の地域にある種の感染症が通常の期待値を超えて罹患する、またはこれまでは流行がなかった地域に感染症がみられる予期せぬ状況で、一定の期間に限られた現象、想定外。
パンデミック pandemic: エピデミックの規模が大きくなった状況をoutbreakと呼び、エピデミックが同時期に世界の複数の地域で発生すること。紀元前から天然痘、ペスト(ビザンチン540年、中世欧州黒死病)、新型インフルエンザ(スペイン1918、アジア1957、香港1968、新型インフルエンザA/H1N1
2009)、新興感染症(50年前にはなかったエイズ(1981)、プリオン病(クロイツフェルト・ヤコブ病、狂牛病、1996)、鳥インフルエンザ(インフルエンザA
H5N1, H7N1997)、重症急性呼吸器症候群(SARS、2002))、再興感染症(リバイバル:抗生剤抵抗性結核、DDT抵抗性ハマダラカ媒介マラリア)など。
新型コロナウイルス(SARS-Cov-2)による新型コロナウイルス感染症(COVID-19)指定感染症(2020/2/1):
7種類のヒトコロナウイルスHCoV:
一般の風邪の原因となる4種類(HCoV-229E、HCoV-OC43、HCoV-NL63、HCoV-HKU1)、
2002年、中国広東省、SARS-CoV「重症急性呼吸器症候群(SARS)」、
2012年、アラビア半島、MERS-CoV「中東呼吸器症候群(MERS)」、
2019年、中国中部湖北省武漢、SARS-CoV-2「新型コロナウイルス感染症(COVID-19)」など。
蛇足:
病原体の種類と特徴
| 病原体 |
寄生虫 |
真菌 |
細菌 |
マイコプラズマ |
リケッチア |
クラミジア |
ウイルス |
自己増殖
|
● |
● |
● |
● |
× |
× |
× |
| 細胞壁 |
- |
● |
● |
- |
● |
● |
- |
| DNA+RNA |
● |
● |
● |
● |
● |
● |
×片方のみ |
| 自前のエネルギー産生系 |
● |
● |
● |
● |
●クエン酸回路ADP |
- |
- |
| 大きさ |
大 |
大 |
大 |
小 |
中 |
小 |
小 |
|
x 偏性細胞内寄生性
ウイルスの大きさを身近に感じたい:
人=新潟県、細胞=12畳大部屋、細菌=握り拳、ウイルス=爪。
感染症:病原体等の四種に区分け、適正管理、対テロ対応:国が所持を把握、厚労省、
感染症法:5類分類、感染症法に基づく医師の届出のお願い、厚労省、
|
| じ |
冗長性(Redundancy) |
言語による伝達の際、ある情報が必要最小限よりも数多く表現されること。冗長性があれば雑音などで伝達を妨げられても情報伝達に成功することがある。余剰性。要するにバックアップシステムをたくさん作ること。 |
| じ |
人材 |
人材を人財に育て上げる |
| シ |
シーズ seeds |
将来に大きな発展を予想させる新技術、種。 |
| シ |
シェア share |
商品の市場全体に占める割合、占有率。ひとつのものを分かち合い共有すること、ひとつのものを何人かで分けること |
| シ |
シフト shift |
移行、転換 |
| シ |
シンクタンク think tank |
社会問題の調査分析と,解決のための提言を行う研究機関、政策研究機関 |
| じ |
人的資源管理 |
human resource manegement, HRM |
| し |
初期流動管理 |
1.製造開始直後、不具合に対する早期確認と是正処置、2.設計から量産製造に移行するスムーズな立上げ(垂直立上げ)処置。 |
| し |
商品回収、マスコミ、偽装
|
1.逆風を逆手にとる!ことが重要。トップの即断が求められるジョンソン・アンド・ジョンソン(米国、1982):シアン中毒死亡事故に対して、結果的には死因と無関係な自社鎮痛剤製品を予防的に全品回収。「トラブルが起こったら直ちに正直にデータを公開し、メディアを責任追及で攻撃してくる敵ではなく、事故を報道することで回収を手伝ってもらえるパートナーとみなす日本版:パナソニック株式会社FF市場対策本部(http://national.jp/)「24年~18年前のナショナルFF式石油暖房機を探してます。蛇足:お詫び会見は非言語的コミュニケーション・メラビアン法則(Mehrabian,1971)に則り、相手の受け取り方は、外見7割、話し方2割で、話の内容は1割以下であることに注意しましょう。でも、数台の報道カメラの後ろには無数の顧客がいることに注意。
2.日本人は「怖いおじさんに怒られるからやめなさい」「そんな事したら先生に叱られるからやめなさい」と叱られながら育つ為、「見つからなければいいだ」と隠蔽教育されます。大人になって終身雇用制度上の父親代わりの上司に「お前の代わりはたくさんいるよ」と言われると素直に不正を隠せる下地が出来上がっています。昔の欧米人はキリスト教では神が見守っているので善行をしなければいけないと教育されているので少しブレーキが利いていました。現在、解雇・雇用悪化に対するホイッスルブロアーwhistleblower内部告発者が多くなってきたが、善良な告発者の処遇は惨憺たるものである(NHK放送:西宮冷蔵(雪印牛肉偽装事件内部告発)・元工場長(ミートホープ牛肉ミンチ品質表示偽装事件)。公益通報者保護法(内部告発者保護法、2006年施行)上の保護対象者の拡大と、企業風土として、違反後に笛を吹くのではなく、違反時に即座に笛を吹けることが求められる。
|
| し |
心臓発作 |
心筋梗塞:冠動脈閉塞、不可逆性、心筋壊死、
狭心症:冠動脈血流低下、可逆性、15分で軽快、 |
| し |
下請け、下仕事、又請 |
発注者→→元請(親請、元方)→子請(関係請負人、一次下請)→孫請(菅駅請負人、二次下請)→曾孫請(関係請負人、三次下請)。
請負契約:注文者→請負人。
下請を保護するため為の法令:
建設業:建設業法、請負取引に関するルール、
動産:下請法。
|
| |
|
|
| ス |
スイスチーズのモデル: |
1994年、リーズンの考えた組織事故のモデル。
さまざまな防護策をすり抜けて事故が発生する。
個人の問題から→組織あるいはシステムの問題へシステム(原資の配分・意思決定・コミュニケーション)の欠陥が、現場における事故の潜在的な原因となる。個人のミス⇒組織の問題、組織のポリシー、手順・規定、人間関係。多重防護策、フェイルセーフ、冗長性、アフォーダンスなどが鍵となる。 |
| ス |
スコープマネジメント |
スコープマネジメントとは、プロジェクトの初期段階にそのプロジェクトのスコープ=「範囲」を決定することです。スコープマネジメントでは、単に「何を」「どこまで」やるかを決定することではなく、以下を含む:プロジェクトの目標を達成するために必要な成果物とタスクを定義する、プロジェクト期間を通じて必要に応じてその定義を見直していく、必要な成果物とタスクが完成されていることを保証する。プロジェクト期間中、スコープは常に見直され、最新の状態に保たれていなければなりません。 |
| ス |
ストラテジー(Strategy) |
ギリシャ語のSTRATEGOS(大将)に由来し、大将に足る器量・指揮能力という意味を持っている。もともとは軍事行動における全体的な用兵や策略の意味でもっぱら使われていたが、今では一般的に、目的を達成するための巧みな計画・方針といった意味でよく使われている。 |
| ス |
ストレス・コーピング、stress coping、
|
コーピングとはストレスを評価し対処しようとすること。
分類:
①問題中心型:自力解決、回避(逃避)行動、
②情動中心型:感情を表出・抑圧、
③認知的再評価型:見方を変える、良い方に考える、距離を置く、
④社会的支援(探索、要請)型:アドバイスを求める、
⑤気晴らし型(ストレス解消型):運動、趣味、旅行、
⑥ストレス軽減法、リラクゼーション、
|
| ス |
スピリチュアリティ(spirituality) |
「生きる意味・目的」「人間存在の意味」を追求しようとする概念のこと。WHOでスピリチュアリティを「健康の定義」の中に入れることが検討されている。近年、「スピリチュアリティー」は国内外で注目され、とくに終末期医療では、スピリチュアルな痛みに対するケアの重要性が取り上げられている。
|
| ス |
スタンダードプレコーション(標準予防策)、ユニバーサルプレコーション |
すべての患者さんの血液、体液、排泄物、病的な皮膚および粘膜を感染媒体とみなし、これらを適切な手段で隔離して病院感染防止を図ること。医療従事者を介した交叉感染から患者を予防すること。CDC(米国疾病管理予防センター)およびHICPAC(病院感染管理対策諮問委員会)が1996年に発表した「病院における隔離予防策のためのガイドライン」の中に示されている。手洗い、手袋の使用基準、ガウンテクニックなどのほか、感染経路別予防策、感染経路別に考えられる疾患と注意すべき期間などについて記載している。医療従事者のワクチン接種も含む。
|
| ス |
スタッフ型安全管理 |
企業における安全管理の進め方のタイプで、安全活動を専門に行うスタッフ部門を設け、安全に関する計画・調査・検討・勧告・報告などを行う。スタッフの性格上、自ら生産ラインの安全管理は行わないので、あくまでも計画案の作成や調査点検結果に基づく助言・報告にとどまる。このタイプは、スタッフ部門が安全に関してエキスパートとなり、安全対策のフォローができるものの、経営首脳やライン管理者の理解がないと、安全対策が現場まで浸透しない欠点がある。関連「ライン型安全管理」「ラインスタッフ型安全管理」
|
| す |
垂直統合/水平統合 Vertical Integration /
Horizontal Integration |
垂直統合は、業務の範囲を広げることによって経営の効率化を目指すもの。また水平統合とは、規模の経済性を目指すもの。垂直統合とは、製品を市場に供給するために必要な業務や生産工程の段階を社内に取り込んで、企業活動の範囲を拡張することです。一方、水平統合とは、同一製品やサービスを提供している複数の企業が、一体化することで、その市場における規模の経済性を実現しようとするものです。
(1)経営効率向上と規模の経済:
例えば、自動車メーカーによる自動車販売会社や部品供給会社の系列化は、垂直統合の1つです。また、ダイムラーとクライスラー、日産とルノー、マツダとフォードなどに見られる自動車メーカーの連合は、水平統合の1つです。
垂直統合により、企業は生産や販売へと自社のコントロールの範囲を広げることで、様々な競争の手段を持つことができます。また、生産や販売との一体化によって、経営効率を上げることができます。
一方、水平統合は、企業規模を拡大することで、規模の経済性を実現し、市場における自社の影響力を拡大することができます。
(2)提携で市場環境の変化にも対応:
垂直統合も水平統合も、その統合の度合いは、買収による完全な統合から、系列化、企業間提携まで様々です。
最近では、買収による完全な統合に加えて、提携関係によって、垂直統合や水平統合の効果を実現しようという動きも増えています。提携関係では、完全な統合による取引関係の固定化を防ぎ、市場環境の急速な変化に柔軟に対応することが可能になります。
|
| ス |
ステークホルダー、企業の利害関係者、stake-holder(賭け金の保険人) |
金銭的な利害関係の発生する顧客、関連会社、取引先、株主、従業員のみでなく、地域社会(地域住民、官公庁、研究機関など)を含むことが多くなった。今後、企業はステークホルダーとコミュニケーションをとり、ともに成長し利益を実現していく必要がある。
|
| ス |
ステークホルダー明確化 |
ステークホルダー明確化とは、プロジェクトマネジメントの原則の一つで、プロジェクトに関わるステークホルダーの位置づけと役割を明確に定義しなくてはならない、というものです。プロジェクトにはステークホルダーが複数関わっているのが常で、それぞれ位置づけと重要度が異なります。したがって、当該プロジェクトに関わるステークホルダーを明確に定め、それぞれの位置づけとその期待、ニーズを明確に定義しておくことがプロジェクトを進める上で必要不可欠となります。
|
| ス |
ステークホルダー重視による環境レポーティングガイドライン2001 |
ステークホルダー重視による環境レポーティングガイドライン2001とは、経済産業省が作成した、ステークホルダーごとに、環境報告書に掲載すべき項目と内容に重みをつけたガイドラインのことです。ステークホルダーグループとして、金融機関等、取引先等、行政等、地域住民等、一般市民等、従業員等という6つのグループに分け、各報告項目ごとにどの程度記載を推奨するのかを示しています。 |
| ス |
ステージアップ・ストーリー、stage-up story
|
第1段階より、第2段階へ、更に、第3段階へと、上昇すること(目論見)。 |
| ス |
ストラテジ-、戦略、strategy、 |
規模が全社的(事業所)・部課的(作業場)か、または、視野の長期・短期に基づいて、"strategy"(戦略)と"tactics"(戦術)を使い分ける人もいる。 |
| ス |
スパイラルアップ spiral up、ラセン状上昇、うなぎのぼり |
マネジメントシステムの基本となるPDCAを前提に「継続的に改善すること」もしくは「その仕組み」。PDCAのサイクルを回していくとき、一周ごとにより高みに登っていくことで、らせんのようなイメージになる。)。脆弱性(脅威の発生を誘引する情報資産固有の弱点やセキュリティホールのこと。脆弱性自体はそれだけでは何ら障害とはならないが、脅威を顕在化させ、損害や障害を導いてしまう。 |
| ス |
スピンアウト Spinout |
スピンアウトとは、企業の一部門や、活用されていない研究開発成果、ビジネスアイデア等を切り離し、一企業として独立させ、事業展開を行うことです。 |
| ス |
スタンス stance |
物事に対するときの立場や,取り組む姿勢、立場 |
| ス |
スキル skill |
技能。ビジネス・スキル(ビジネススキルを「相手に伝えて目標を達成する能力」と定義し、①Nature Skill:1. 誠実さ 2.熱意 3.
勤勉さ 4. 忍耐強さ 5. 積極性 6. 自信 7. 勇気 8. 信頼 9. 冷静さ 10. 健康、② Basic Skill:11.知識 12.
礼儀正しさ 13. 常識 14. 時間管理 15. 自己管理 16. 愛社精神 17. 行動力 18. 達成力 19. モチベーション
20. 想像力、 ③Advanced Skill:21. 分析力 22. 計数管理力 23. 判断・決断力 24. コミュニケーション力、 25.プレゼンテーション力
26. 情報活用力 27. プランニング力 28. 洞察力 29. 戦略的思考力 30. 顧客思考、 ④Professional Skill:31.
問題解決力 32. 状況対応力 33. 交渉力 34. ペネトレーション力 35. クロージング力 (契約上、お客様は「最後の迷いを断ち切ってほしい」と思っているので、その折の商談を締めくくる力),36.
企画構想力 37. シナリオ・メイキング力 38. イノベーション力 39. コーチング力 40. リーダーシップ。) |
| ス |
ステレオタイプ stereotype, sterotypes, sterotyped |
物事の見方や表現方法が型にはまっていて新鮮味がないこと。また,その様子。紋切り型、型どおり、類型、画一的、固定観念。反意:テーラーメイド tailormade,
tailor-made, personalized, customized, オーダーメードの、注文仕立ての、びったりの、あつらえた、 |
| ス |
スクリーニング screening |
篩い分け。 |
| ス |
スクーリング schooling |
通信教育課程で,一定期間義務づけられた,登校による授業、登校事業、面接授業、実地教育。 ホームスクーリング = 在宅教育 |
| ス |
スキーム scheme |
体系だった公的な計画、計画、枠組み |
| ス |
スケールメリット |
[和製語]規模を大きくすることで得られる効果、規模効果。 |
| ス |
ストックヤード stockyard |
一時保管所 |
| ス |
スタックチップ・ダウンウォッシュ |
ガスが排出される煙突自体により生ずる渦による巻き込み現象. |
| ス |
スロープファクター |
1日当たり,体重1kg当たり,1mgの化学物質を生涯にわたって摂取した場合の過剰発がんリスク.スロープファクターに摂取量(mg/kg/day)を掛け合わせると,過剰発がんリスクが計算できる. |
| せ |
正社員並みパート |
正社員と仕事内容や責任などが同じであるにもかかわらず賃金が低いパート労働者のこと。
総務省の労働力調査(2006年平均)によると非正社員は1677万人に達しており、その中でもパート・アルバイトは最も多い1125万人を数える。パート労働者の賃金は、1時間当たりの比較で正社員の5~7割程度にとどまるうえ、勤続年数を重ねても賃金がほとんど上昇しないため、ワーキング・プア(working poor, 働く貧困層)の拡大につながっているとの見方がある。
こうした流れを受け、06年12月、労働政策審議会(厚生労働相の諮問機関)の雇用均等分科会は、「短時間労働者の雇用管理の改善等に関する法律」(パート労働法)改正に向けた最終報告をまとめた(残念ながら、全ての条文が努力規定に留まっている)。この中で、「通常の労働者と職務、職業生活を通じた人材活用の仕組みや運用、雇用契約期間などの就業の実態が同じ」労働者を正社員並みパートと定義し、その待遇改善を図るべきとしている。ただし、この定義の解釈によっては、正社員並みパートはパート労働者全体の数パーセントに過ぎなくなるとの指摘もある。
雇用均等分科会の諮問を経て07年の通常国会に提出されたパート労働法の改正案では、正社員並みパートについて、賃金面などの雇用条件で正社員と釣り合いのとれた待遇を確保し、正社員への転換も促進するよう努めることを企業の責務としている。 |
| せ |
生活の質(quality of life: QOL) |
一般的には人の幸福度の包括的な指標であるが,特に,健康状態について用いられる場合(=健康関連QOL)は,特定の疾病に限定した使い方と,通常の健康を1,死亡を0として,様々症状についてその間で点数を付けるという一般化された使い方とがある. |
| せ |
生殖毒性 |
生物の生殖機能(受精能力や生殖組織)に及ぼす有害影響. |
| せ |
生物移行係数(biotransfer factor: BTF) |
化学物質が肉・乳などの生物体内に移行する度合いを示す係数.生物中濃度(mg/kg)を化学物質摂取量(mg/day)で除することにより得られる. |
| せ |
生物濃縮係数 |
生物濃縮倍率 bioconcentration factor BCF。環境中の化学物質に対する生物中の化学物質の濃度の比。数値が大きい程生物体内への濃縮性(蓄積性)が高い。関連語
BAF、BMF。 |
| せ |
生態濃縮倍率(bioconcentration factor: BCF) |
生物濃縮係数ともいう.化学物質が生物に濃縮される度合いを示す分配係数.水生生物の場合平衡状態にある生物中の化学物質濃度を水中化学物質濃度で除した値.
生物化学的酸素要求量(biochemical oxygen demand: BOD):水質指標の一つであり,水中の微生物が有機物を分解する際に消費する酸素量. |
| せ |
生理学的薬物動態(physiologically-based pharmacokinetic model: PBPK)モデル |
生理学的パラメータを用いて化学物質の体内動態をコンピュータ・シミュレーションによって予測する方法.生理学的パラメータには,動物固有のものと化学物質固有のものがある. |
| せ |
線形多段階(literalized multi-stage)モデル |
発がんに至る過程には多段階のステップが関与するとした数学モデル(多段階モデル)では,発がん確率を表現する式において物質用量に関する高次項が無視できないが,低濃度域では,2次以上の項が無視できるために,発がん確率は,事実上,用量とスロープファターの積という一次式で表すことができる. |
| せ |
洗浄比 |
雨水中濃度を大気中濃度で割ったもの.AIST-ADMERに入力する湿性沈着のパラメータ. |
| せ |
正確度、正確さ accuracy |
正確度・正確さ(accuracy、真度 trueness、真値にどれだけ近いか) |
| せ |
成果主義 performance system, merit system, 成果主義に基づくperformance-based, performance-related, merit-based, results-based |
2004年までは厳しい雇用環境から終身雇用志向が強かったが、企業業績が回復基調にある2005年は実績次第で評価される実力志向が強まってきた(新潟日報2005年6月9日総合経済5頁「成果主義派が6割超、第四銀行新入社員調査、安定志向は一段落」):賃金体系は成果主義か年功型かに関する第四銀行調査結果を掲載:成果主義を望む(22.1%)、どちらかといえば成果主義(39.4%)、どちらかといえば年功型(19.8%)、年功序列型を望む(6.2%)、わからない(12.5%)。
成果目標:中長期的な成果責任(自分の職務上生み出すべき成果)を踏まえて、当年度において自分が「どのようにして」、「何を」、「どれだけ」「いつまでに」、「行動して成果を生み出す」のかを明確化したもの。 |
| せ |
生産情報システム |
情報システムinformation system:作業情報システム operating information system (業務遂行目的:材料・部品在庫記録、注文書、納品伝票、作業指示伝票、生産実績記録)、管理情報システム
ccontrol information system(管理目的:標準時間管理、品質管理、工程管理、原価管理)、戦略情報システム strategic
planning infromation system (企業運営、将来性:需要予測、新製品展開計画、設備計画)。 |
| せ |
成熟度 |
成熟度とは、経営資源や情報化の現状などを5段階で評価し、段階に応じた改善や改革を行っていくための指標のことです。成熟度を測ることで企業の現在の能力が明らかになり、どのように改革すべきかが明確になります。成熟度を測ることで、身の丈にあった効果的な改革を行うことが可能になります。成熟度の尺度には、ITの成熟度を測るCMMや経営の成熟度、プロセス成熟度、プロジェクトマネジメント成熟度といったものがあります。
|
| せ |
精密度、精密さ precision |
精密度・精密さ(precision、ばらつき具合、標準偏差などで判断されうる)。精度管理を目的とする検体の反復測定による精密度は、(1)同時再現性(repeatability, within-run precision、同一試料を同一日に反復測定した時に生ずるばらつき)と、(2)日差再現性(reproducibility, day-to-day precision、同一試料を別の日に反復測定した時に生ずるばらつき)に分けて判断し、標準偏差、変動係数(100xσ/m)、X-Rs-R(エックスバ-・ア-ルエス・ア-ル、R=range)管理図等により管理される。 |
| せ |
制御風速 |
局所排気装置(局排)を使用して有害物質を吸引除去するためには、有害物質の発生源の周辺に自然にある不規則な乱れ気流に打ち勝つ大きさの、定常的な気流を作らなければならない。そのためには十分な排気量(必要排風量)を確保することが必要である。局排の設計段階で必要排風量の計算に使われる気流の速度を制御風速という。制御風速は、囲い式フードでは開口面の最小風速・外付け式フードでは開口面から最も離れた作業位置における風速と定義されている。
|
| せ |
製造中間体 |
原料物質から最終物質が生成するまでにいくつかの段階を経る場合、中途の段階で生成する化合物をいう。 |
| せ |
製造物責任法 |
製造物の欠陥によって、消費者が生命・身体・財産に損害を受けた時、通常の民事法のルールに従って被害者が損害賠償を求めようとすると、加害者を特定し、その加害者の側に何らかの故意または過失があったことまでも立証しなければならない。それでは現実に賠償を勝ち取ることはほとんど不可能で、結局消費者は泣き寝入りを余儀なくされてしまうので、そうした事態を避けるため、製造物を消費者に供給する業者には、その製造物の欠陥を原因とする被害については故意・過失の有無を問わず賠償の責任を負わせる、という法理をいい表す言葉が製造物責任(Product Liability 略してPL)である。この法理はまず1960年代のアメリカで判例の積み重ねによって制度化され、85年にはEC(当時)閣僚理事会がいわゆるPL指令を発したことからヨーロッパ各国でもさまざまな名称の法律で制度化が進み、その他オーストラリア・フィリピンなどを加え、およそ30カ国に広がっている。日本では端的に製造物責任法という名称の法律によってこの制度の仲間入りをすることになった。95(平成7)年7月1日に施行された日本のPL法は、全6条に若干の付則が加えられているという比較的簡単なものであり、免責事由として開発危険の抗弁を認め(第4条)、製品供給後10年で時効(第5条)とするなど、法内容はだいたいにおいてヨーロッパ型に近い。この法が消費者問題の予防にも威力を持ちうるかどうかは、結局、消費者が業者にとって厳しい解釈を獲得できるか否かにかかっているといえる。(現代用語の基礎知識96年版) |
| せ |
製品 |
1.プロセスの結果、2.顧客に提供することを意図したサービス、ソフトウエア、ハードウエア、有形素材・製品。 |
| せ |
生産管理、品質管理 |
ISOInternational Organization for Standardization
国際標準化機構。俗に「イソ」とも呼ばれる。国際間におけるモノやサービスの流通を円滑にするための品質保証規格を定めている民間組織。
国際間の取引を行う際、ISOの認定を取得していることが条件とされる場合がある。
ちなみにISO9000シリーズは品質管理に関する国際規格。ISO14000シリーズは環境に関する国際規格のこと。
ABC分析ABC analysis
もともとは在庫管理のための手法。通常在庫品は、重要度の高い少数アイテムと重要度の低い大多数のアイテムからなる。
これらを一様に管理するよりも、重要度に応じて管理のしかたを変える方が効率的であるという考えに基づいている。
この手法は、商品アイテムと売上高、または小売店と売上高の関係などにも応用され、販売戦略にもよく用いられている。
QCQuality Control
製品やサービスの品質を維持し、不良品をなくすための管理活動。全社的な品質管理活動をTQC(Total Quality Control)という。
TQCは具体的にはQCサークル(数名からなる小集団)によって展開される。
5S(5S運動)<ごえす>
「整理」「整頓」「清掃」「清潔」「しつけ」の頭文字をとって5Sという。
もともとは製造部門を中心に、安全や品質向上を目的として取り組まれてきた活動。仕事を進める上での基本的な行動として、製造部門以外でも取り組まれている。
かんばん方式<かんばんほうしき>just-in time production system
生産過程で、在庫を極力持たないようにするための管理方式。
もともとトヨタ自動車が考案したもので、必要なものを必要なときに必要数だけ作る、という考えに基づいていることから、ジャストインタイム方式とも呼ばれる。
納期<のうき>
金銭や品物を届ける(納品する・納入する)期限のこと。「納期に間に合わせる」
リードタイムlead time
商品(サービス)を発注してから納品されるまでの時間。調達時間。製造、物流をはじめあらゆる企業において、リードタイム短縮化への努力が払われている。 人事考課・
|
| せ |
整理整頓 |
整理とは、不要なものと使用するものを選別することで、整頓は、使用するものを取り出しやすい状態にしておくこと。 |
| せ |
(asbestos:アスベスト)、
法令上「いしわた」 |
石綿は「かんらん石」や「輝石」などが地熱で溶けて地中で凝結する際に、地下水や炭酸ガスで変化し繊維状に結晶した鉱石。絶縁・断熱性に優れているため、煙突・タイル・電気製品・自動車部品と用途が広い。これが粉じんとなって大気にまざると汚染物質となり、呼吸器障害の一種である石綿症や肺がんを起こすので、外国ではキラー・ダストとも呼ばれる。1987年、ベビーパウダーにアスベストが含まれていることが分かり回収される事件があった。これがきっかけとなり、学校などの公共施設の建築物に吹き付けられていた石綿の存在が問題化し一斉に撤去工事が始まった。しかし、行政による処理のためのしっかりしたガイドラインはなく、工事の労働者の安全や周辺地域への飛散にまで十分に配慮された工事は、全体の中ではむしろ少数で、「アスベスト隠し」「撤去工事隠し」も見受けられた。89年からは大気汚染防止法の中に特定粉じんとして盛り込まれ、工場などからの排出が規制されることとなった。阪神大震災で壊れたビルやガレキの解体により石綿の飛散が報告され、防じんマスクの支援が行われた。また、労働省は95年4月から、特に毒性の強いクロシドライト(青石綿)・アモサイト(茶石綿)の製造・輸入・使用を禁止するなど規制を強化した。
石綿則:法令、マニュアル・テキスト一覧(厚労省)、
|
| ゼ |
ゼロ・ディフェクト、ZD運動(Zero Defects) |
従業員一人ひとりが努力と工夫によって、仕事の欠陥をゼロにし、高度の製品信頼性・低コスト・納期厳守を図るために、従業員を継続的に動機づける運動で無欠点運動ともいう。
|
| ゼ |
ゼロエミッション(zero
emission) |
異なった業種間が協同で,地球の限られた資源の使用効率を高め,廃棄物(エミッション)がゼロになることを目指すという考え方のこと |
| セ |
セーフティ・アセスメント |
設備やプラントの新設・変更、建設工事の施工などの際に、安全の見地から行われる事前の評価。労働省では、化学プラントやトンネル工事などについてセーフティ・アセスメントの指針を公表している。 |
| ゼ |
ゼロ災運動(ゼロ災害全員参加運動)、中災防、 |
人間尊重の基本理念に基づいて、人間一人ひとりを大事にし、一切の労働災害を許さず職場の危険や問題点を全員参加で解決し、安全と健康をみんなで先取りする運動である。
ゼロ災運動の心 理念3原則:
1.ゼロの原則: 単に死亡災害・休業災害だけがなければよいという考えではなく、職場や作業に潜むすべての危険を発見・把握・解決し、根底から労働災害をゼロにしてゆこうという考え方です。
2.先取りの原則: 究極の目標としてのゼロ災害・ゼロ疾病の職場を実現するために、事故・災害が起こる前に、職場や作業にひそむ危険の芽を摘み取り、安全と健康(労働衛生)を先取りすることです。
3.参加の原則: 職場や作業にひそむ危険を発見・把握・解決するために、全員が一致協力してそれぞれの立場・持ち場で自主的、自発的にヤル気で問題解決行動を実践することをいう。
昭和48年中央労働災害防止協会が労働省の後援を得て提唱したもので、現在、ヒューマンエラー事故防止に焦点を当てた「KYT」や「指差呼称」などの重点キャンペーンを展開している。中災防ポスター、 |
| ぜ |
全国安全週間 |
毎年6月1日から30日までが準備期間(準備月間)で、7月1日から7日までが本週間である。 |
| せ |
染色体異常 |
種々の化学物質・紫外線・電離放射線などの作用などの作用により、あるいは自然に生物細胞内の染色体が変化することをいう。 |
| せ |
制度 |
制度
昇格・昇進<しょうかく・しょうしん>
一般に、昇格とは、組織内の資格制度において、現在の資格(等級)から上位の資格(等級)に格付けされること。
昇進とは、現在の職位(役職などのポスト)より上位の職位に任用されること。
人事考課<じんじこうか>merit rating/prformance rating
従業員の能力や仕事への取り組み、成果などについて評価すること。その結果を処遇(昇進・昇格、給与、賞与)に反映させたり、教育や配置の参考にしたりする。
目標による管理(MBO)<もくひょうによるかんり>management by objectives
マネジメントの方法論の1つ。目標管理とも呼ばれている。‘目標によって’管理する対象は仕事や部下の活動であり、目標そのものを管理するのではない。
担当者の仕事を上司が一方的に割り振ったり細かく指示命令するのでなく、自分が担当する仕事について担当者自ら目標を設定する。その目標について上司との合意がとれたら、目標達成に向けての活動は担当者が自己統制しながら進めるというもの。上司と部下の十分な対話が成功の鍵とされている。
☆参考→目標管理(MBO)の研究
労務管理等
社会保険<しゃかいほけん>
健康保険・厚生年金保険・雇用保険・労災保険のように、国が法律である一定の条件に当てはまる職域・地域の人々に強制的に適用する。
不慮の事態の際の労働者とその家族の生活安定が目的で、費用は政府・使用者・労働者の三者が負担する。
出向<しゅっこう>
企業外の組織(子会社や関連会社等)へ人事異動すること。もともとの会社の従業員としての身分は保持されたまま、出向先の指揮命令下で仕事をする。
春闘<しゅんとう>spring offensive
春季生活闘争のこと。毎年春に労働組合によって行われる賃金闘争のこと。
最近は賃上げ要求だけでなく、労働条件の改善を掲げるなど、時代の変化に応じて交渉内容も変化してきている。
セクハラsexual harassment
正しくはセクシャルハラスメント。主に職場における性的いやがらせをいうが、企業内だけでなく学校内などでも問題視されている。
職務上の立場を利用し異性に対して性的強要をしたり、性的な言動によって相手に不快な思いをさせるなど。
福利厚生<ふくりこうせい>welfare
賃金などの基本的労働条件とは別に、企業が従業員やその家族の福祉向上のために行うさまざまな施策のこと。法定福利と法定外福利がある。
公的年金<こうてきねんきん>public pensions
国によって加入が義務づけられている年金。日本の公的年金制度は「2階建て」となっている。
まず基礎部分として国民年金(基礎年金)があり、自営業者や専業主婦も含め20際以上の国民全てに加入義務がある。そのうえに会社員や公務員は厚生年金や共済年金に加入しなければならない。
これらの公的年金に対し、企業が運営する企業年金や個人年金などを私的年金という。
現在、公的年金は国の財政投融資により運用されている。しかし、これを厚生省が直接市場で運用(いわゆる公的年金の自主運営)することで高い利回りを獲得し、将来の年金給付に備えようという動きがある。
厚生年金<こうせいねんきん>emplyees'pension insurance
民間サラリーマンを対象とした公的年金。従業員5 人以上の事業所に加入が義務づけられており、その従業員を対象に支給される。
主な給付に、老齢年金・障害年金・遺族年金などがある。
企業年金<きぎょうねんきん>corporation pension
公的年金以外に企業が設けている私的年金制度のことで、代表的なものに厚生年金基金と適格退職年金の2つがある。
近年、従業員の高齢化、保険料の運用利回りの低下などで、企業年金の運営は苦しい状況に陥っている。また雇用の流動化や企業再編などを背景に、企業年金の自由化が見直されてきている。
厚生年金基金<こうせいねんきんききん>emplyees'pension fund
企業年金の一つ。厚生年金の一部を国に代わって代行し、さらに給付を上乗せして支給することを目的とする。
厚生年金基金という別法人を作り、そこで厚生年金の保険料の一部を預かり、積立と運用を行う。
これにより厚生年金を上回る給付を行うことが条件となっているのだが、長引く不況の中、株価の低迷と金利の低下により運用実績が上がらず、解散する基金も増えている。
401k
米国の確定拠出型年金の代表モデル。米国の歳入法401条k項に要件が定められていることが名称の由来。毎月決まった掛け金を個人の責任で運用する方式。
従来の企業年金とは異り、最終的な年金額が決められてないので、企業は不足分を穴埋めする必要はない。また転職の際、積立分をそのまま移行できたり、運用収益分が非課税扱いになるなどのメリットがある。日本でも2001年春に導入予定。
労働三法 <ろうどうさんぽう>
労働法とは、労働者の権利を保護し生存を保障するための法規の総称のこと。中でも、労働基準法、労働組合法、労働関係調整法の3つを、労働法の最も根幹となるものとして労働3法と呼ぶ。
労働基準法 <ろうどうきじゅんほう>labor standards law
賃金、労働時間、その他の労働条件に関して最低基準を定めた法律で、1947年に制定、施行された。もともと戦前以来の工場労働を想定して作られたものだったが、時代の変化に対応するため、1999年の4月に大幅な改正が行われた。
労働組合(労組)<ろうどうくみあい>trade union/labor union
労働者が使用者に対し、その労働条件の改善や経済的地位の向上のために組織する団体のこと。
労働組合法では「労働者が主体となって自主的に労働条件の維持改善その他経済的地位の向上を計ることを主たる目的として組織する団体又はその連合団体をいう」と定義。 |
| せ |
整理解雇 |
事業主(使用者)の都合によってなされる解雇を整理解雇といいます。経営の逼迫により、その改善を目的として行なう場合が多い解雇です。使用者側からの一方的な解雇になるため、その取り扱いは慎重にしなければならず、法律でも大きく制限されています。民法での扱い:第一条で信義則や権利濫用の視点から解雇を制限しています。また無謀な解雇は同90条の公序良俗違反としてこれを制限しています。労働基準法の扱い:基準法は労働者に対して労働条件が不利益になるような取扱を禁止しています。これは解雇にも当てはまります。しかし全ての整理解雇を禁止しているわけではなく、以下の条件に照らして正当性があれば整理解雇は認められます。1.解雇の必要性が本当にあるのか?2.解雇回避のための努力を尽くしたか?3.人選に感情が入っていないか?4.説明・協議、納得を得るための十分な手順を踏んだか?解雇の条件は就業規則や労働協約に記載されているのが常ですので、これらの定めに照らしてみることも大切です。要件が定めにあてはまらない場合は解雇できません。いずれにせよ、解雇は30日前の解雇予告または30日分以上の解雇手当が必要ですが、整理解雇の場合は意外と好条件の場合が多いようです。
|
| せ |
責任者、執行役(米国) |
米国の企業では、経営と事業執行が分離されており
| CEO |
Chief Executive Officer |
最高経営責任者 |
| COO |
Chief Operating Officer |
最高執行責任者(最高業務責任者) |
| CFO |
Chief Financial Officer |
最高財務責任者 |
| CTO |
Chief Technical Officer |
最高技術責任者 |
| CSO |
Chief Strategic Officer |
最高戦略(企画)責任者 |
| CRO |
Chief Risk Officer |
最高リスク管理責任者 |
|
Chief Resource Officer |
最高アウトソーシング管理責任者 |
| CIO |
Chief Information Officer |
最高情報(技術)責任者 |
|
Chief Investment Officer |
最高投資責任者 |
| CMO |
Chief Marketing Officer |
最高マーケティング責任者 |
|
| せ |
責任と権限 |
野球では、各選手は守備のポジションが決まっている。レフトの選手は左の外野を守るのが役目すなわち「責任」に相当します。一方、選手は自分の判断で、打者によってポジションを微調整できる「権限」がある。これらの2者は片方が欠落しては上手い守備は機能できない。ISOでは、個々の人間の責任と権限の範囲を明確にすることが求められ、これによってミスの発生を軽減し、業務の効率と確実度を飛躍的に高めることができる。 |
| せ |
積極的な取り組み |
positive involvement in/commitment to (subjects) |
| せ |
潜在顧客 |
potential clients |
| せ |
潜在要求 |
潜在要求とは、顧客の期待を上回る特徴や要因、あるいは、まだどの企業も取り組んでいないニーズに焦点を当てた特徴や要因のことです。有償のサービス・製品として具現化されることもあれば、無形無償のサービスとして顧客に提供されることもあり、いずれの場合も企業が顧客をひきつける大きな要因となります。 |
| セ |
セーフガード safeguard |
特定の産品の輸入が急増した場合に,暫定的に輸入を制限する措置、緊急輸入制限 |
| せ |
精確な accurate |
精確さ accuracy。誤差の程度。正確度・正確さ(accuracy、真度 trueness、真値にどれだけ近いか、平均値などで判断されうる)と精密度・精密さ(precision、ばらつき具合、標準偏差などで判断されうる)とを総合的に表現 (JIS Z 8402)。 |
| せ |
接近-回避コンフリクト Approach-Avoidance Conflict |
要求の対象が,同時に正と負の誘因性を持つ場合で,こわいもの見たさがこれである。また負の領域を通過しなければ,正の領域に到達できない場合もこれに当たる。手術を受けなければ健康を取り戻せない,といった場合である。 |
| せ |
接近-接近コンフリクト Approach-Approach Conflict |
2つまたはそれ以上の要求の対象が,ともに正の誘因性をもち,両方,ないしはすべてを満足させたいが,同時にそれをかなえることができないような場合である。 |
| せ |
説明責任 accoutability |
accountability=会計accounting+責任responsibility。ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。組織は苦情対応に関する組織の対応及び決定についての説明責任及び報告の実行について明確に確立することが望まれる。 |
| せ |
責任と権限, ISO |
野球では、各ポジションの選手がどの範囲を守備するかが決まっています。たとえば、レフトの選手なら外野の左側を守る役目があります。これが「責任」に相当します。一方、選手は自分の判断で、打者によってポジションを調整することもできます。これがそれぞれの役割に与えられた「権限」です。このどちらか一方でも欠けていたら、守備はうまく機能しませんよね。ISO 9001やISO 14001では個々人の責任と権限の範囲を明確にすることを求めています。これによってミスの発生を軽減し、また業務の効率と確実度を飛躍的に高めることができるのです。 |
| ぜ |
是正処置, ISO |
検出された不適合又はその他の検出された望ましくない状況の原因を除去するための処置をいい、予防処置とは、起こり得る不適合又はその他の望ましくない起こり得る状況の原因を除去するための処置をいいます。是正処置は、単に発生した不適合自体に対する処置ではなく、その根本的な原因を除去し、同じような不適合が恒久的に再発するのを防止するものでなければなりません。ですから是正処置では不適合が発生した原因を調査し、真の原因を追及することが重要です。例えば不適合が発生し、その原因を品質マニュアルや手順等の教育・訓練の不足であるとした場合、当面の間は誰もが記憶し意識的に対処していきますので同じ問題は発生しないものですが、時の経過により注意力は薄らぎ、いずれは再発する可能性が出てきます。この場合の真の原因とはなんでしょうか。なぜ教育・訓練が不足していたのか、その不足の原因は何であったのかと、より掘り下げて根本的原因を追求しますと、教育・訓練の到達レベルの評価・判定の基準や手法の不備、欠陥が原因であったり、教育・訓練のプロセスや手順自体に原因があるのかも知れません。是正処置は、その原因の表面的な事象(不適合)に対処するのではなく、その表面的な事象(不適合)の「原因」を繰り返し問いかけて真の原因を突き止め除去することです。 |
| ぜ |
是正 correction, 是正処置 corrective action |
「再発防止」を図ること。何らかの問題や不適合が発見されたときに、その再発を防ぐために、原因から調査をし、根本的に再発を防ぐこと。 |
| ぜ |
是正処置要求(マイナー)minor request for corrective action |
マネジメントシステムの内部監査、第三者審査における不適合の結果の度合い。マネジメントシステムの計画は存在するが実施の度合いが弱い、手順を守っていない例が見受けられるなど、重大な違反とまでは言えないもの。第三者審査においては是正処置の対象ともなる。 |
| ぜ |
是正処置要求(メジャー) major request for corrective action |
マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も重大な不適合。マネジメントシステムの計画が存在しない、規格の要求事項を理解せず実現していないなど、マネジメントシステムの運営における重大な違反事項に対して指摘される。特に第三者審査においてメジャー指摘を受けた場合、その是正処置が完了するまで規格への適合が承認されず、認証書も発行されない。 |
| ぜ |
是正要求 request for corrective action, demand for correction |
組織を運営していく上で発見された問題や不適合、製造過程の中で出てしまった不良品などに対して出される改善を求める要求。 |
| せ |
石油化学 |
石油化学とは、
|
| せ |
セクシュアルハラスメント、セクハラ sexual harassment, molestation, gender issue, be (sexually)
harassed by, sexually harass、
(財団法人21世紀職業財団)、
|
セクハラの現況(Labour)、
セクシュアルハラスメント(セクハラ)は、法律上、「事業主が職場における性的な言動に起因する問題」(男女雇用機会均等法21条)。
厚生労働大臣が定めた「事業主が職場における性的な言動に起因する問題に関して雇用管理上配慮すべき事項についての指針」によると、(A)職場におけるセクシュアルハラスメントには、(1)「対価型セクシュアルハラスメント、権力行使型」職場において行われる性的な言動に対する女性労働者の対応により当該女性労働者がその労働条件につき不利益を受けるもの:例:出張中の車中において上司が女性労働者の腰、胸等に触ったが、抵抗されたため、当該女性労働者について不利益な配置転換をすることや、営業所内において事業主が日頃から女性労働者に係る性的な事柄について公然と発言していたが、抗議されたため、当該女性労働者を降格することなど、と、(2)「環境型セクシュアルハラスメント」当該性的な言動により女性労働者の就業環境が害されるもの:例:事務所内において事業主が女性労働者の腰、胸等に度々触ったため、当該女性労働者が苦痛に感じてその就業意欲が低下していることや、同僚が取引先において女性労働者に係る性的な内容の情報を意図的かつ継続的に流布したため、当該女性労働者が苦痛に感じて仕事が手につかないことなど、がある。(B)職場におけるセクシュアルハラスメントを防止するため、事業主は、雇用管理上次の事項について配慮をしなければならない。(1)事業主の方針の明確化およびその周知・啓発:事業主は、職場におけるセクシュアルハラスメントに関する方針を明確化し、労働者に対してその方針の周知・啓発をすることについて配慮をしなければならない。具体的事例:社内報、パンフレット等広報または啓発のための資料等の作成、配布。服務上の規律を定めた文書の作成、配布または掲示。就業規則への規定化。研修、講習等の実施。(2)相談・苦情への対応:事業主は、相談・苦情への対応のための窓口を明確にすることについて配慮をしなければならない。また、事業主は、相談・苦情に対し、その内容や状況に応じ適切かつ柔軟に対応することについて配慮をしなければならない。具体的事例:相談・苦情に対応する担当者の選定。苦情処理制度の創設。相談・苦情を受けた場合の人事部門との連携等による円滑な対応。相談・苦情を受けた場合の(あらかじめ作成した)マニュアルに基づく対応。(3)職場におけるセクシュアルハラスメントが生じた場合における事後の迅速かつ適切な対応:事業主は、職場におけるセクシュアルハラスメントが生じた場合において、その事案に係る事実関係を迅速かつ正確に確認することについて配慮をしなければならない。また、事業主はその事案に適正に対処することについて配慮をしなければならない。具体的事例:相談・苦情に対応する担当者による事実関係の確認。人事部門による直接的な事実関係の確認。相談・苦情に対応する担当者との連携を図りながらの専門の委員会による事実関係の確認。事案の内容や状況に応じた配置転換等、雇用管理上の措置を講ずること。就業規則に基づく措置を講ずること。(4)その他:女性労働者等に係わる情報の保護およびその旨の女性労働者等に対する周知。女性労働者が相談をし、または苦情を申し出たこと等を理由とする当該女性労働者に対する不利益な取扱いをしないこと、およびその旨の女性労働者に対する周知。
ここにいう「職場」とは、「事業主が雇用する労働者が業務を遂行する場所を指し、当該労働者が通常就業している場所以外の場所であっても、当該労働者が業務を遂行する場所については、『職場』に含まれる」とし、「性的な言動」とは、「性的な内容の発言及び性的な行動を指し、この『性的な内容の発言』には、性的な事実関係を尋ねること、性的な内容の情報を意図的に流布すること等が、『性的な行動』には、性的な関係を強要すること、必要なく身体に触ること、わいせつな図画を配布すること等が、それぞれ含まれる」とされる。また、容姿やライフスタイル(結婚・妊娠など)に関する発言も、発言者の意図がどうであれ、それを聞いた側が不快に思い、就業環境が害されたといえる場合には、その程度に従い、セクハラにあたる場合もあると考えられます。
セクハラの被害者が加害者に対して、人格権侵害に基づく不法行為責任(民法709条)を追及できるのはもちろんですが、セクハラ行為と会社の業務との間に関連性が認められる場合には、会社も加害者とともに不法行為責任を負います(民法715条:使用者責任)。さらに、こうした関連性が認められない場合であっても、使用者には労働者が働きやすい職場環境を保つ労働契約上の付随義務があるとして、使用者に債務不履行責任(民法415条)を認めた裁判例もある。
「セクハラでうつ病は労災:厚労省が労働局に周知」厚生労働省は2005年12月13日までに、職場でのセクシュアルハラスメント(性的嫌がらせ)が原因でうつ病など精神疾患になった場合には労災の対象になる、とする通知を全国の労働局に出した。旧労働省は1999年の精神障害などの労災認定指針でセクハラ被害もすでに対象に盛り込んでいるが、労働基準監督署でセクハラのとらえ方や指針適用にばらつきがあったことから、あらためて周知を図った。通達は1日付で(1)セクハラなど社会的に非難されるような場合は業務に関連する出来事として労災対象になる(2)セクハラの内容自体だけでなく、その後の事業主の対応や職場環境の変化なども含めて労災かどうか判断する必要がある-などとしている。(共同通信)
参照:
(1)あなたの会社のセクシャルハラスメント防止対策は万全ですか?-防止対策の自主点検と改善のポイント-(パンフレット、2004。パンフレット、2009))、
(2)改正男女雇用機会均等法、2007年4月1日:男性に対するセクハラも禁止。
(3)STOP 職場のセクシュアルハラスメント(岡山労働局)、
(4)派遣先でのセクハラ、
(5)セクハラに対する賠償額は?
(6)セクハラ、パワハラ:対応(pa パワハラ、se セクハラ)、
(7)セクシャルハラスメント対策(厚労省、2011),
(8)セクシュアルハラスメント対策に取り組む事業主の方へ、パンフレット、厚労省 2012
(9)労災認定、パンフ、厚労省、2012、
(10)ハラスメント:職場応援団(厚労省2013)、
(11)セクシュアルハラスメント(中災防、パンフ、2014)、
(12)働く人が活躍しやすい職場環境を目指して、パンフ、
(13)過重労働による健康障害を防ぐために、パンフ、
(14)過重労働による健康障害防止対策「労働者の健康を守るために」、 (資料、厚労省過労死対策委員会、2015)、
過重労働による健康障害防止のための総合対策について(2002/02/12基発第0212001号、2006/03/17基発第0317008号、2019/04/01基発0401第41号・雇均0401第36号、経過)
(15)心の耳(厚労省、2009.10.01.)、
|
| ゼ |
ゼネコン、general contractor、元請施工会社、総合工事業 |
ゼネコンとは。 |
| セ |
セーフティネット、セイフティネット |
雇用保険などの、失業者の生活の安定を守り、次の就職を容易にするために設定されているもの。
|
| ゼ |
ゼロエミッション zero emission |
ゼロ・エミッションとは、リサイクル(製造工程で出るゴミを、他の製造工程や産業で原料として再利用すること)によって、最終廃棄物ゼロを目指す活動のことです。異業種間の連携が必須。1992年地球サミットで「持続可能な開発」が採択されたのを受けて、1994年に国連大学が発表した「ゼロ・エミッション研究構想」から生まれました。
|
| セ |
センチネル・イベント sentinel event 警鐘事象、前哨事 |
予期しない事象。再発すれば有害事象(災害)が発生する(プロセスのバラつきを含む)。
医療事故防止として、米国で、登録・検討されている。他山の石としての本質原因(基本原因、間接原因)の洗い出しと対策への応用。直接原因としての個人の過失(4MのMan、M-SHELLのLiveware)の追求に終始せずに、警鐘として具体的予防策の立てられる4M/M-SHELLのMachine/Hardware,
Media/Software+environment, Management(員数不足・過労を含むシステムのミス、リーダーシップ・チームワーク・コミュニケーション)が検討されなければならない。
|
| せ |
選好分析、絶対評価、相対評価 |
マーケッティングリサーチ:製品AとB、あるいはコマーシャルAとBがあってそれらを消費者なり視聴者に評価させようとする。この場合、絶対評価より相対評価のほうが個々の差が出やすいといえる。
評価尺度としては、例えば(1)絶対評価では、それぞれを「非常によい」「よい」「ふつう」「あまりよくない」「全然よくない」と5段階で回答させる。(2)相対評価では、2つをくらべて「Aのほうが非常によい」「Aのほうがよい」、「どちらも同じ」、「Bのほうがよい」「Bのほうが非常によい」と5段階で回答させる。
データ処理において、製品がA、B、Cとあると、絶対評価のほうはそれぞれの結果を集計して評価の高低をくらべるだけでよい。しかし相対評価のほうは、AよりBがよくBよりCがよいからといって、CがAよりよくなるとは限らず、厄介な結果になることがある。製品の特性によってAとBは形で評価され、BとCは色の違いが利いてくるなど、比較の次元が異なるときに矛盾が起きやすい。製品数が多くなると、当然、組合わせ数もふえ矛盾もふえる。この場合、下表のごとくに選好データを個々の製品ごとのスコアに変換すると、あとは絶対評価と同じように扱うことができる。
|
Aの点数 |
Bの点数 |
| Aの方が非常に良い |
+2 |
-2 |
| Aの方が良い |
+1 |
-1 |
| どちらも同じ |
0 |
0 |
| Bの方が良い |
-1 |
+1 |
| Bの方が非常に良い |
-2 |
+2 |
|
| セ |
セーフティーネット safety net |
経済的な危機に陥っても,最低限の安全を保障してくれる,社会的な制度や対策。安全網、安全保障制度 安全対策。 サーカスなどで落下防止のために張る網を指す語が,社会的な安全保障の制度を指すようになったもの。
|
| セ |
セクター sector |
産業などにおいて,いくつかに部門を分けたときのひとつ。部門。 ワークショップ workshop:専門家の助言を受けながら,参加者が共同で研究や創作を行う場。研究集会、参加型講習会 創作集会。
|
| セ |
セカンドオピニオン second opinion |
はじめに相談した専門家とは別の専門家の意見を聞くこと。
|
| セ |
セキュリティー security |
犯罪などから安全を守ること。安全、防犯。
|
| セ |
セットバック setback |
建物を道路などから後退させて,建てること。また,建物の上の階を下の階より後退させて,建てること
|
| ソ |
ソリューション solution |
顧客の抱える問題に解決策を提案し,問題解決を支援すること |
| そ |
創意工夫 |
絵で見る創意くふう事典、インターネット版(創意社)、 |
| そ |
総論と各論 |
普遍性と特殊性・稀少性、
グローバリゼーションと特殊性(サミュエル ハンチントン「文明の衝突」)
標準化治療と個別化治療(テーラーメイド メディスン)、
ランダム化比較試験と希少症例報告、
標準化・歪度(非対称性)・尖度(裾広がり度)・有意差検定と外れ値、 |
| そ |
相互協定 |
reciprocity agreements |
| そ |
相談者 |
persons coming for consultation |
| そ |
遡及的遵守 |
retroactive compliance |
| そ |
測定 |
測定(Measurement)とは、主要な測定項目を特定し、データの収集、集計、表示を行うステップです。ビジネスプロセスにおける問題点の根本原因を探ることが目的であり、的を射た測定ができるかどうかはその後のステップに大きな影響を及ぼします。『シックスシグマ・ウェイ』日本経済新聞社 |
| そ |
組織 |
組織形態
M&Amerger and acquisition
企業の合併・買収のこと。広義では資本提携や営業権譲渡なども含まれる。対象企業の株式を過半数取得して経営の支配権を握ることを買収といい、この場合対象企業は存続する。
一方、対象となる企業を吸収、統合してしまう形式が合併である。
R&DResearch and Development
研究開発のこと。直接現在の利益に貢献するわけではないが、新商品の開発や新しい技術を確立することで将来の売上に結びつく重要な業務。
株主<かぶぬし>share holder/stock holder
投資家として株を購入し、その金額分企業に投資することで、その企業に対して権利と義務を持つ人。
企業の業績がよくなれば、より多くの配当を得ることができ、株主総会に出席して経営方針に意見を述べたりできる。
株主総会<かぶぬしそうかい>general meeting of shareholders
商法では、企業の所有者は株主であるとされるが、その株主が権利を行使する場のこと。法律上の会社の最高機関。
ただし決議できる範囲は主に次の3つに限定される。1)会社の組織に関する事項、2)機関構成員の選任、解任等、3)株主利益(配当など)に関する事項。
なお、事業活動に関する意思決定については取締役会に委ねられる。
取締役会<とりしまりやくかい>
株主総会で選任された取締役より構成される、経営の意思決定機関のこと。
基本的には、株主利益を守るために経営全般を監督する役割を担い、1社に3人以上必要とされる(有限会社等は別)。取締役会の決議事項は、株主総会の権限範囲を除いた、あらゆる業務執行上の意思決定に及ぶ。(例えば決算、新株発行、利益処分などなど)
監査<かんさ>audit
企業の経営・会計などを監督し検査すること。監査役は株主総会において1名以上選出され、株主総会で監査結果を報告する義務がある。企業のお目付け役。
事業部division
商品別・地域別・顧客別などで編成された利益責任を持つ経営単位のこと。企業内企業として事業部長に包括的な裁量権が与えられている。
系列<けいれつ>
企業間取引を安定的に継続するために形成される、固定的なつながりのこと。通常、大企業が中小企業を系列化し支配下におく場合が多い。
完成品メーカーと部品メーカーのように、生産工程での取引関係が定着しているのが生産系列(下請け系列)。メーカーと販売店あるいは小売店の関係が定着しているのが販売系列(流通系列)。
その他、資本のつながりをもつのが資本系列、金融面でのつながりを持つのが金融系列といわれる。系列化の排他的な側面については批判も多い。
特に販売系列については、健全な競争が阻まれることがないよう、独占禁止法によって規制されている。
ディスクロージャーdisclosure, corporate disclosure
企業情報開示(制度)のこと。主に投資家を保護する目的で企業が情報を一般に公開すること、またはその制度。大枠は証券取引法、商法が定めている。
証券取引所に上場すると財務内容の開示が義務づけられているが、昨今、企業の社会的責任の増大にともない、より多方面からの情報開示が求められてきている。
セクショナリズムsectionalism
自部門の都合や利害を優先する思考・行動傾向のこと。セクショナリズムが横行すると、他部門が抱えている事情を配慮せず、全社的な視点から物事を考えることができなくなるため、環境変化への適応力が弱まる。
タスクフォースtask force
☆→プロジェクトチーム
プロジェクトチームproject team
新規事業の立ち上げや工場の建設などといった、特定の課題を達成するために、一時的に設置される組織のこと。
通常、社内の各部署から必要な人材が抜擢され、横断的に編成される。
プロジェクトが終了すれば、その時点で解散となる。タスクフォースもほぼ同義に用いられるが、どちらかというとプロジェクトチームの方が、長期間に渡る大きな課題を扱う場合が多い。
ライン&スタッフline and staff
ラインとは、会社が目的とする仕事を直接的に担当する部門(直接部門)。
スタッフは、ラインの仕事を助ける働きを担当する部門(間接部門)。 |
| そ |
組織影響 |
組織影響とは、プロジェクトを主催する組織がプロジェクトに与える影響を指します。プロジェクトは、そのプロジェクトよりも範囲の大きい組織の一部分だと位置づけることができます。従って、どのようなプロジェクトもプロジェクトを主催する組織の影響を強く受けることになります。プロジェクトを計画する際には、組織の規模、組織の制度、組織構造、組織風土、組織マネジメントの成熟度など、プロジェクトに影響を与える要素を明確にしておかなければなりません。
組織風土:安全衛生、優良企業、評価・公表、評価基準、事例:中災防:グッド・セーフティ・カンパニー、基礎工:優良・適格業者制度、建災防:コスモス(厚労省、2014/08/05)。
|
| そ |
組織開発、organizational development, OD |
組織論や行動科学の理論や技法を用いて、人の価値観や態度、風土、人と人との関わりあい方などに焦点をあて、組織人のもてる力を十二分に発揮させ、協働の成果が上げられるような風土づくり。 |
| そ |
相貌的知覚 physiognomic perception |
主観と客観が未分化であることから外的事物を客体として把握できず,直感的・情緒的にとらえ,事物を情意的に知覚すること。例えば割れたビスケットをみて「ビスケットがかわいそう」というような場合である。事物を事物として捉えず,人格化して捉え,その中に表情を見るような知覚をいう。 |
| そ |
総合適性検査、synthetic personality inventory, SPI
|
企業の人事選考などにおいて、能力面と性格面の2つの側面から総合的に人材の資質を測定・評価するために利用される総合適性検査。米ミネソタ大学の心理テストMMPI(minnesota multiphasic personality inventory)などを原型として、1974年に日本リクルートセンター(現リクルート)の人事測定事業部が開発した。現在は、SPI2としてリクルートマネジメントソリューションズが扱っている。採用選考時の筆記試験として多くの企業で導入されており、ポピュラーな存在になっている。応募者多数の場合の1次選考用テストのほか、面接時の基礎資料作り、面接と併せた総合評価のための客観データ・比較データを得るためのテストとしても利用される。また、配置配属、昇進昇格、育成など企業人事のさまざまな場面でも活用可能になっている。
|
| そ |
相場観 |
例えば、災害訓練としての図上訓練 (disaster imagination game)において、ワークショップ(workshop:専門家の助言を受けながら,参加者が共同で研究や創作を行う場。研究集会、参加型講習会 創作集会。)などで、ブレーンストーミングなどにより、異業種間での、互いの相場観を理解しあい、課題を浮き彫りにし、ダメ出しが重要である。 |
| そ |
訴外 |
アルファベット:意味: X:原告,Y:被告,A,B,C,…:訴訟外の利害関係人(訴外という)。 |
| そ |
損益分岐点、固定費、変動費、変動費率、限界利益率 |
1個売価=1000円、1個変動費=600円、固定費=20万円の時、限界利益=1000-600=400円/個、損益分岐点=固定費/限界利益=500個、よって、500個より多く販売すれば利益となる。
小学校の算数を使って、働きたくない人が製造しなければならないノルマをx個とすると:売り上げ=1000x=600x+200000、x=500。
注意1.
「限界」とは「これ以上は無理だ」という意味ではありません。売上が1単位増えたときに、比例的に増える利益のことです。増分利益と言い換えるとわかりやすいでしょう。経営上の判断に欠かせないのが、この増分という概念です。一つの行動を起こすとき、増分利益と増分原価を比較して判断すれば、より的確な判断を下せるはずです。
注意2.
商業:粗利益(付加価値、売上総利益、凡そ限界利益)=売上高-変動費(仕入原価)、変動費 = 材料費+ 外注費、
製造業:粗利益=加工高ー工場人件費={売上高-(材料費+外注加工費)}-工場人件費、加工高(付加価値、凡そ限界利益)=売上高-(材料費+外注加工費)、外注加工費=製造直接費(直接経費)=外注先の労務費+間接費+利益。
|
| そ |
損益 |
粗利<あらり>gross profit
売上高総利益のこと。売上から売上原価を引いた残り、つまり、売れた商品分の利ざやの合計をいう。
企業にとってはこれが収益の源泉で、ここから仕入れや人件費などのさまざまな費用が差し引かれていくことになる。いくら売上が大きくても、最低限費用を賄えるだけの粗利がなくては事業は成り立たない。
売上<うりあげ>sales
企業が商品やサービスを販売することによって得る代金の総額。
経費<けいひ>overhead cost
広義では、企業が事業を営み、利益を生み出していくためにかかる費用のこと。利益につながらないムダな経費をいかに削減するか、は企業共通の課題である。
一般的には、販管費(販売費および一般管理費)とほぼ同様の意味で用いられる。
原価<げんか>
一般に、商品やサービスを生産するためにかかったもともとの金額。または仕入の金額。
費用やコストに近い意味で用いられるが、売上に対応する費用としてこの言葉が用いられる。通常、この原価に一定の利益を加えた金額で販売される。
コストcosts
費用と同義。事業を開始する場合や、商品を開発する場合などの初期の投資費用をイニシャルコストという。
それに対し、軌道に乗せた後、維持・操業のためにかかる費用をランニングコストという。
固定費<こていひ>fixed costs
売上の増減に関係なく、一定期間に一定額かかる費用のこと。例えば、人件費、減価償却費、家賃など。
⇔変動費
損益分岐点<そんえきぶんきてん>break-even point
損失と利益の分かれ目となる売上高のこと。つまり、売上と費用が一致する収支トントンの金額をいう。
ある期間の損益分岐点が500万円という場合、売上がそれを上回れば利益が出るが、下回れば損失が生じる。
◎→損益分岐点分析の指標のページへ
費用<ひよう>costs
企業が事業活動を行う上で費やしているさまざまな金額の総称(賃金、原材料などなど)。
☆関連→コスト
変動費<へんどうひ>variable costs
売上の増減に比例して増減する費用のこと。例えば材料費や商品の仕入れ原価など。売上が0ならば変動費も0となる。
⇔固定費
利益<りえき>
売上から、売上をあげるためにかかった原価やその他の費用などを差し引いて、残った金額のこと。
利益をあげるためには、売上を上げるか費用を減らすかの2通りが基本となる。 会計上の利益には、売上高総利益、営業利益、経常利益、税引前利益、当期利益の5種類がある。
このうち、「経常利益」は会社の通常の経営活動によってもたらされた利益で、会社の実績を判断する上での最も重要な指標となる。 |
| そ |
騒音規制法 |
1968年6月に制定され、工場・建設・自動車騒音を規制対象にしたもの。特定の設備をもつ工場・建設現場が、指定された地域で基準以上の音を出すと市町村長が改善命令を出し、違反者には懲役を含む罰則を定めている。金属加工機械・空気圧縮機などのある工場で住宅地域では、昼間で60ホン以上・夜間は50ホン以上の音を出せない。しかし、これら個々の騒音源を規制するだけでは不十分なので、地域全体の騒音を抑えるという騒音の環境基準が71年決定された。
|
| そ |
組織線量当量 |
放射線が人体に与える影響のうち、非確率的影響を評価するための量であり、人体の特定の組織が受けた線量当量をいう。 |
| ぞ |
増生 |
細胞の増大や分化がほとんど起こらずに組織の容積が増加する現象.広義の肥大のひとつ. |
| そ |
損失余命 |
健康リスクの大きさを測る尺度のひとつ.平均余命の短縮期間.多種多様なリスクの大きさを統一的に評価できる. |
| そ |
損失回避の心理、プロスペクト理論 prospect theory(予想、見通し、前途、展望、見込み、将来性) |
行動経済学で、「不確実性下における意思決定モデルの一つ。選択の結果得られる利益もしくは被る損害および、それら確率が既知の状況下において、人がどのような選択をするか記述するモデル」。医療事例:末期癌治療の打ち切りに対して、患者が損失程度を過剰評価し、治療効果の無い治療に期待を寄せ、緩和ケア BSC(best supportive care, 最善の支持療法)に踏み切れない。この末期癌事例へのプロスペクト理論の適応もありうるが、私は単純な心理学のみでなく、背景としては、患者の死の拒絶、医師のpaternality、傾聴・共感のコミュニケーション不足があると思う。 |
|
|
| |
| さ/た |
| |
| た |
大気汚染防止法 |
工場などから発生する煤煙や自動車排出ガスの許容濃度を規制し,国民の健康保護と生活環境の保全を図り,また被害が生じた場合の事業者の損害賠償責任を定めた法律.1968年に制定. |
| た |
耐容1日摂取量 (tolerable daily intake: TDI) |
ヒトが生涯にわたり,毎日摂取しても,健康に有害な影響が現れないと考えられる1日当たり体重1 kg当たりの化学物質量.副生成物など人間にとって直接利益のない化学物質については「耐容」を用いる場合が多い.「許容1日摂取量」の項を参照. |
| ダ |
ダウンウォッシュ |
風が強いときにはエントツの周囲に渦ができて煙が巻き込まれる.エントツから吐き出された煙が,エントツ自身により巻き込まれて下方に強く拡散する現象. |
| ダ |
ダウンドラフト |
:煙突などの排出口から排出されたガスが近傍の建造物の風下にできた渦に巻き込まれて下方に強く拡散する現象. |
| タ |
タイプA、タイプB、タイプC |
性格と好発疾患、タイプAとストレス・メンタルヘルス、 |
| タ |
タグチメソッド |
田口玄一、品質工学手法 |
| タ |
タクトタイム、サイクルタイム、和製英語 takt time, line takt |
タクトタイム(Tact Time)単位=時間/個=ラインタクト(line tact):製造現場における、生産工程の均等なタイミングを図るための工程作業時間のことで、単列式ラインでは作業者1人が製造品1台を作業する時間、二列式ラインでは作業者1人が製造品2台を作業する時間であり、タクトタイムは稼働時間(労働時間)を生産計画台数で除した値。
語源は、音楽演奏の指揮者がタクトを用いて演奏の拍子取りをして均等なタイミングを図ることによる。
サイクルタイム(cycle time)単位=時間:繰り返し行われるプロセス(仕事、タスク、ジョブなど)で、その1回に要する時間でプロセスの頻度や周期の単位となるもの。製造現場において生産計画を2週間ごとに見直しているのであれば、この2週間が“生産サイクルタイム”で、製造管理システムの計画系ツールやMRP/ERPは、素早い生産計画の策定を実現することにより、生産サイクルタイムを短縮することが目的の1つとなる。また、自動車のモデルチェンジのように一定間隔で新商品開発を行っている場合は、これを“開発サイクルタイム”という。PLMやPDM、CAD/CAE、コンカレント・エンジニアリングなどは開発サイクルタイム短縮のためのソリューションとなる。
トヨタ生産方式では「出力間隔」のことをサイクルタイムといい、1つの工程の生産リードタイムを生産能力で割った数値──すなわち1つのモノを作るのに掛かった時間のことで、生産リードタイム短縮のモノサシとして利用される。バランスト・スコアカードやシックスシグマでも、待ち時間などを含めて仕事に掛かった実質時間を意味し、プロセス改善の指標として用いられる。コンピュータ用語としては、「装置が要求を出してから、次の要求が受け入れ可能になるまでの時間」の意味で多く使われ、CPUサイクルタイム、メモリサイクルタイム、マシンサイクルタイムなどがある。
TAT, turn (a)round time, システムに処理要求を送ってから、結果の出力が終了するまでの時間。データやコマンドの入力が終了してから、処理結果の出力が終わって次の要求の受け入れが可能になるまでの時間のこと。TAT=入力時間+response time+出力時間。
latency, 発信して相手側に到達するまでの時間。
RTT, round-trip time, 発信して相手からの返事が帰ってくるまでの時間。
|
| タ |
タスクフォース taskforce (TF) |
情報セキュリティマネジメントシステムを推進し、またその実施において最終的な責任を負うスタッフのこと。特別作業班、特別捜査班、捜査本部、機動部隊、任務部隊、専門調査会、作業部会、対策委員会。
|
| タ |
タスクリスト、作業リスト |
タスクリストとは、プロジェクトの企画から終結までにおいて、必要な作業を書き出した一覧を指します。プロジェクトのスケジュールを作成する際には、まずタスクリストを作成し、それぞれの作業に対して必要な期間や人材・資材などを同時に書き出すと、精度の高いスケジュールを作成することが可能になります。長期化するプロジェクトにおいては、フェーズを区切り、フェーズごとにタスクリストを作成すると良いでしょう。
|
| タ |
タスク task |
処理しなければならない作業課題、課題 作業 処理。マルチタスク = 多重処理 複数作業の同時処理
|
| タ |
タイムラグ time lag |
ふたつのことがらの間に生じる時間のずれ、時間差
|
| ダ |
ダメージ・コントロール |
災害等でダメージ(被害)が出た時、処置・管理で事故を最小限度に押さえ込む。 |
| タ |
ターンアラウンドタイム、turnaround time, TAT |
1.1つの仕事[工程, 作業]をやり終えるのに必要な時間(turnaround time)。
システムに処理要求を送ってから、結果の出力が終了するまでの時間。データやコマンドの入力が終了してから、処理結果の出力が終わって次の要求の受け入れが可能になるまでの時間のこと。コンピューターに依頼されたプログラムを計算させて望みの形式の結果を依頼者に渡すまでの時間。コンピューターの全体としての処理速度を示す尺度となる。
ちなみに、処理要求を送ってから出力が始まるまでの時間のことはレスポンスタイムという。
1つの仕事[工程, 作業]をやり終えるのに必要な時間は、グラフ上、X軸にTAT時間経過をY軸に達成率%をとり、S字曲線として表現される。作業効率上は、急峻な立ち上がりと早期の100%達成を示す曲線が望ましい。
2.方向転換、折り返し、変更, 転向、 |
| タ |
ダブルループ学習 |
問題解決:現状分析による是正処置(シングルループ学習)に終始するだけでなく、背景にある根本要因(ダブルループ学習)処置が重要。最強組織の法則。 |
| た |
対処行動 Cooping Behavior |
ストレスの下では,生体はストレス事態を引き起こす刺激に立ち向かい克服しようとしたり,逃避・回避・攻撃などさまざまな方略でこれを軽減しようと試みる。こうした行動を対処行動(コーピング)と呼ぶ。 |
| た |
対立仮説 Alternative Hypothesis |
帰無仮説が棄却されたとき採用される仮説を対立仮説(Alternative Hypothesis)とよぶ。 |
| た |
達成動機 Achievement Motive |
マックレイランド等によって研究が進み,マレーは,障害を克服し,困難な物事を迅速にかつ立派にやり遂げるために努力しようとする動機とした。 |
| だ |
妥当性確認 validation、
ISO9001(品質管理):設計・開発:7.3.4レビュー、7.3.5検証、7.3.6妥当性確認。
ISO13185(医療機器)・ISO22000(食品):妥当性確認。
|
製造プロセスのアウトプットが後の工程で検証ができない場合には、当該プロセスで品質保証する能力を持っていることを証明すること、すなわち、「妥当性確認」を行う必要がある。
ISO9001(品質管理)、設計・開発において、7.3.4レビュー、7.3.5検証、7.3.6妥当性確認が要求される:志村、完全理解 品質マネジメントシステムの解釈、グローバルテクノでは、「ベンチ」製品を例として、以下のように説明されている:7.3.5(規定要求事項の)検証とはインプット(要求)とアウトプット(設計図)を比較して、要求された材質と塗装色が図面に記載されているかを確認すること、7.3.6(用途・適用の)妥当性確認とは使用目的・常識・用途と製品を比較する為に実際に試作品を作製して実際に座ってみてその座り心地を確認すること、7.3.4(適切・妥当・有効の)レビューは要求事項・設計目標とインプット・プロセス・アウトプットを比較する為に塗装の色は周囲の環境と調和するか製品は管理維持しやすいものかを複数の段階で部門代表者の参加の上で会議すること。
注意:ISO13185(医療機器)・ISO22000(食品)における妥当性確認:人体に危害を及ぼさないように全数検査が要求されるが、経済性を考え、製造過程での安全性の作りこみによる予防で代用し、設計過程でその製造方法・監視で十分担保されることを客観的に実証すること。
ISOでは、この妥当性確認のための手続きの一つとして「妥当性の再確認」を要求している。妥当性の再確認とは、次のような場合に作業条件を再見直しすることである。(1)プロセスの確認の結果、不適合があった場合 ・設備が故障し、修理を行った場合、(2)作業者の技量低下が予測される場合。妥当性の再確認の例:(1)設備:設備の定期点検結果による再認定、(2)作業者:認定作業者の再度の技量チェック、(3)製品:確認試験(定期的な破壊テスト)。
参考:ISO9001:2000規格要求事項の解釈と解説のまとめ(7文献の比較・検証)、
|
| た |
タラの眼、カモの眼、what-if |
「鱈の眼・鴨の眼」パトロール:「ココに挟まれタラ、・・・・・」「ココで吊り上げた鉄骨を落とすカモ」、、 |
| た |
多変量解析 |
複数変数・変量を一括して解析する方法群:
知りたい内容別の統計手法の選択:
1.違い: 独立変数が2種類: t検定、
3種類以上: 分散分析、
2.関係: 因果関係は不要: 相関、
も知りたい: 重回帰分析、
3.予測: 量的データ: 重回帰分析、
一部が質的データ: 時間の要素有り: コックス比例ハザード回帰分析
無し: ロジスティク回帰分析
4.分類: 因子分析
クラスター分析
(A)変数を総合化する方法:
(1)因子分析・主成分分析:いま20個のブランドがあってそれぞれを5つの製品属性評価(変数)で測定するものとする。そのデータを用いてそれらのブランドを位置づけするには5次元空間が必要である。もし5つの変数を総合化して、2次元または3次元に圧縮できればブランドの位置をグラフに描いて視覚化することが可能となる。上の2つの手法では総合化された新しい変数をそれぞれ因子、主成分と呼んでいる。
(2)重回帰分析、判別分析:同じ一つのブランドでも消費者により属性評価が異なるので購入意向も違ってくる。この場合、属性評価を説明変数(複数)、購入意向を目的変数(1個)として、前者を総合化することによって後者を推測しようとする。つまりある人の属性評価からその人の購入意向の度合いを知ろうとするわけで、これが重回帰分析である。目的変数が購入・非購入の2カテゴリーのときは、分析結果から買うか買わないかがわかればいいので、これは判別分析となる。
(B)変数間の距離を用いる方法:
(1)クラスター分析:ブランド間の距離を属性評価データによって計算するものとする。3次元までは距離を実感できるが、それ以上次元が多くなると実感はできない。しかし定義した距離式を用いて計算上の距離を求めることは可能である。それによってブランド間の距離の遠い近いを識別することができるので、互いに近くにまとまっているブランドをくくってクラスターとすることも可能である。同じクラスター内は似たような属性評価のブランドとなる。もし因子または主成分を用いてクラスターを作るとクラスターはグラフ上に視覚化できる。
(2)多次元尺度:ブランド間の距離を空間に表すにはもとの次元数の空間が必要である。ここで距離尺度を順序尺度に変換すると、もとの正確な距離の比較が「より遠い」「より近い」というアバウトな比較になり、次元数は節約される。もし3次元空間に4つのブランドがあったとするとブランド間の距離は6通りある。これを2次元平面に忠実に表現はできないが、距離の順序(1位-6位)が合えばよいのなら表現は可能である。これを利用したのが多次元尺度法で、次元数圧縮の一つの手段である。
(C)変数を選択する方法:
(1)AID:購入意向に大きく利く属性評価を逐次選択していき、それらのデータ範囲の組み合わせで購入意向層を推測する。変数間の交互作用が検出されるのが重回帰分析にないメリットである。
(D)カテゴリーを数量データに変換する方法:
(1)数量化Ⅰ~Ⅲ類:説明変数がカテゴリーの場合、それぞれのカテゴリーにスコアを与えて分析するいくつかの手法がここに入る。主なものは次のようで、上の各手法に対応する。
(1-1)数量化Ⅰ類:重回帰分析に対応、ただし目的変数はどちらも数量データ。
(1-2)数量化Ⅱ類:判別分析に対応。
(1-3)数量化Ⅲ類: 因子分析または主成分分析に対応。
(2)コンジョイント分析:目的変数が順序尺度であるが、最終的に各カテゴリーに効用値というスコアを与えるのでこの分類に入る。: |
| だ |
男根期 Phallic Phase |
3,4歳から6歳ごろまでをいい,男女共に性器が関心の対象となり,性的感受性が高まる時期である。このために異性の親への性的感情が高まり,同性の親への敵対関係を強めるエディプス期をとおして,性的同一性を獲得していくと認識されている。 |
| た |
単身赴任 |
健康上の問題点(統計、田辺製薬、1999)、 |
| た |
たんぽぽ計画 |
厚生労働省「小規模事業場の労災防止と労働安全衛生水準向上」として、1999年(平成11年)より、中小企業の団体への安全衛生活動支援システム。
委託先:中災防中小企業安全衛生推進センター(並びに関連の各都道府県の労働基準協会)。
手続き:団体として登録申請後、支援(安全衛生に関するサービス、団体活動資金100~200万円)を受ける。 |
| タ |
タスクフォース task force |
特定の課題について短期間で解決をはかるために,特別に編成された集団。委員会などの中で具体的な作業や調査を行う「ワーキンググループ」は「作業部会」,新しい企画に向かって活動を行う「プロジェクトチーム」は「企画部会」と,言い換えられる。 |
| ダ |
ダンピング dumping |
公正な競争を妨げるほど不当に安い価格で販売すること。不当廉売。 |
| ダ |
ダイオキシン |
有機塩素化合物でポリ塩化ジベンゾダイオキシンの略称。塩素の数によって二塩化物、五塩化物、六塩化物など異性体は70種以上あり、他に例をみない猛毒物質であるが、とくに2‐3‐7‐8四塩化ジベンゾダイオキシン(TCDD)は史上最強の毒物として知られている。非常に安定した物質で水に溶けず半永久的に毒性はなくならない。除草剤として用いられている2・4・5-トリクロロフェノキシ酢酸の不純物として存在するほか、ごみ焼却場においてゴミ中の塩化ビニルなどがある条件で燃焼する場合に生成される。強い急性毒性をもち、肝臓及び胸腺・リンパ系に作用し、壊死・萎縮・免疫不全を生ずるほか、胎児に対する毒性・催奇形性が特に問題になる。
|
| ダ |
ダスト |
ダストはパウダーと同じ意味として使用される場合が多いが、両者を区別して用いるほうが便利である。ダストとは粉じんまたは粉体の名称で、固体を細分化して微粒子となった粒の大きさが平均粒径1マイクロメートルから74マイクロメートルまでの範囲の粒子群を指す。可燃性の固体から生成したダストは粉じん爆発の危険性があり、不燃性のダストでも人体に有害なものが多い。
|
| た |
退職、転職、解雇 |
参照:
1.退職・転職の手引き、
2.無職の卒業、 |
| た |
多変量解析法 |
一つの対象の特徴が一目では見渡せないような多種多数の相関性のあるデータで示されているとき、そのデータをある分析目的の観点から、人間の直感が働きやすいように見やすくまとめる統計的手法。その手法には実用面から大きく二つ分けることができる。一つは、多数の相関関係データ量を少数の無相関関係量へ要約するもので、もう一つは、最初から説明変数と目的変数で支えられるデータを説明変数に基づき、目的変数を予測しようとするもの。前者には、正準相関分析法や主成分分析法などがあり、後者には重回帰分析や因子分析法などがある。企業の安全水準の定量的評価法として主成分分析法が使用されたり、鉄道事故の分析に重回帰分析法や主成分分析が使用されている。 |
| た |
単位作業 |
一つのまとまった作業を細かい作業に分解した最も小さい単位の作業をいう。作業はすべて一つ以上の単位作業から成り立っている。例えば前作業・本作業・後始末作業などの単位作業から成り立つので、これらの単位作業が正しい手順で構成されていることが必要である。「作業マニュアル」参照
|
| た |
単位作業場所 |
作業場の区域のうち、労働者の作業中の行動範囲・有害物の分布等の状況などに基づき定められる作業環境測定のために必要な区域。 |
| た |
炭化水素 |
炭素と水素からできている化合物の総称で、その化学構造からパラフィン系・オレフィン系・アセチレン系・芳香族系・テルペン系に分けられる。パラフィン系炭化水素(メタン、プロパン、ガソリンなど)は一般に毒性が弱いが、炭素数が多いものには、刺激性・麻酔性があり、パラフィンなどは発がん性をもっている。オレフィン系炭化水素(エチレン、プロピレンなど)とアセチレン系炭化水素(アセチレン)には刺激性・麻酔性がある。芳香族系炭化水素(ベンゼン、トルエンなど)は毒性が強い。ベンゼン環がたくさんついたコールタール残留物(ピッチ)などでは発がん性がある。テルペン系炭化水素は皮膚や粘膜の刺激性をもっている。 |
| た |
短時間就労者、短時間労働者、 |
雇用保険法:パートタイマー(短時間就労者)の被保険者要件=週所定労働時間20時間≦:
短時間就労者:就労形態で、週所定労働時間<40時間、
短時間労働者:就労形態で、週所定労働時間<30時間、
労働者の割合の推移。
|
| だ |
段取り、指示の仕方 |
段取り八分に、仕事二分 |
| タ |
タンパー・プルーフ(Tamper
Proof) |
悪戯(悪ふざけ)防止、改ざん(いじくり)防止。いたずらよけ。
子供が着火し難い使い捨てガスライター:チャイルド・レジスタント |
| ち |
近道反応 |
機械を止めずに修理したりするなど、決められた手続きやステップを省略し応答・操作・行動をすることは、しばしば「近道反応」と呼ばれる。近道反応は「楽をしたい」「面倒くさい」という気持ちから生ずる傾向にあり、一度近道反応に成功すると習慣化するおそれがある。業務配分や時間配分に無理があり、仕方なく近道反応するようなこともあるので、そのような作業方法や工程計画などは避けなければならない。
|
| ち |
蓄積性 |
化学物質が体内に入ると、変化を受けたり無変化のまま体外へ排出されるが、一部が体内に残留し、連続して長い期間その物質の作用を受けていて、体内の量が増やすときとか、また電離放射線への暴露をやめた後にもその作用が残り、その後の暴露で放射線の有害作用が著しくなるとき蓄積性があるという。蓄積性がある物質では、有害作用が現れないくらい少量であっても、毎日体内へ摂取していると体内残留量が増加して、有害作用が現れてくる。
|
| ち |
中災防(中央労働災害防止協会) |
労働災害防止団体法によって、昭和39年に設立された労働災害を防止する団体であり、その会員は、業種別の労働災害防止協会・全国的な事業主の団体で労働災害防止のための活動を行うもの・労働災害防止活動を行う団体となっている。 |
| ち |
中性子線 |
原子核分裂のような核反応の際に、原子核から放出される中性子線の流れをいう。中性子は電荷を持たないので物質を直接電離しないが、他の原子核と衝突したり捕獲されることによりγ線などを放出し、その結果間接的に電離作用を示す。
|
| ち |
注文者 |
仕事を注文する者のこと。請負契約において仕事を注文するものが注文者で、仕事を請けるほうが請負人となる。したがって、同じ場所で行われる仕事が数次(何段にも重なって)の請負契約によって行われる場合、元方事業者(元請)は一次下請人に対する注文者となり、一次下請人は二次下請人に対して注文者となる。安衛法では、建設業と造船業の仕事を自ら行う注文者は、仮設物や設備などを下請人に使用させる場合、仮設物などによって発生するおそれのある災害の危険を防止するための手立てを講ずることが規定されている。また、注文者が下請人に対し違法な仕事の注文をしてはならないなど様々なことが法令で規定されている。
|
| ち |
聴力障害 |
急性のものと慢性のものがある。一般には85dB(A)以上の騒音レベルの作業場所では難聴を起こす危険あるとされている。 |
| ち |
直接原因 |
:「間接原因」参照 |
| ち |
地域規準 |
local standards |
| ち |
中核的な規準 |
core standard |
| ち |
中小企業、小規模事業者 |
中小企業、小規模事業者、
企業数99.7%、常用雇用者数66%(2009)、
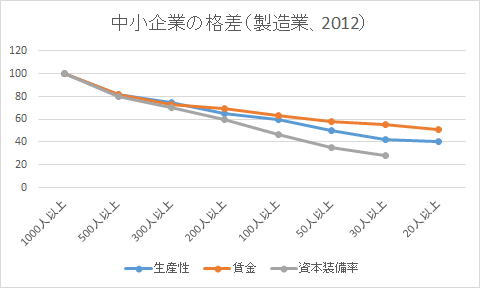 、 、
、
形態: 独立企業、下請企業、系列企業、
景気変動と下請企業: 景気に大きく左右され、親企業の安全弁、
中小企業の賃金(埼玉県、2012)、
労働事情実態調査報告書(新潟県中小企業団体中央会、2012)、
|
| チ |
チャンク Chunk |
短期記憶は,同時に保持できる情報の量には限界がある。数字だと7個前後が記憶範囲である。文字についても,無意味綴りなら7綴り程度,単語としてのまとまりのある材料なら7単語程度一度に覚えられる。このように記憶範囲は,意味的にまとまりのあるものを単位として7単位ぐらいとされる。この単位のことをチャンクとよぶ。 |
| チ |
チェーン店、小売業の経営方式 |
1.経営が同一:チェーン・ストア(本部が管理し、店舗は販売のみ;スーパーマーケット、ホームセンター)、支店経営(店舗にある程度の管理部門を委託;デパート)、
2.経営が別:フランチャイズチェーン(本部フランチャイザーが看板料・指導料を受け取って加盟店ファルンチャイジーの管理・販売を指導)、ボランタリーチェーン(小売店が仕入れなどの一部を卸会社の本部に委ねる)、 |
| ち |
調達、
帳票管理または現物管理による資材の |
目的:不良在庫、滞留在庫、不動在庫を無くす(販売できる見込みがなく、資金繰りを圧迫している在庫。不良在庫となる原因には、季節商品・流行商品で販売時期を逸してしまった、新製品が出たので売れなくなった、型番が古くなった、セット品で仕入れたものがセットで売れなかった、部品の場合にその部品を使用する製品の仕様が変わったなど、さまざまな理由がある。不良在庫であるかを判定するのは、難しい面もあるが、不良在庫はできるだけ早く処分すべきである。滞留在庫、不動在庫も同じような意味である。)在庫回転率(商品回転率、棚卸資産回転率:棚卸資産(製品・商品などの在庫)の活性度を示す指標。「売上高÷棚卸資産」にて算出される(売上高ではなく売上原価にて算出される場合もある)。
出庫金額 ÷ 在庫金額、回転率を商品別に計算して、商品の優劣を判定するのに用いられる。回転率が大きいほど、入出庫が速い、すなわち商品がよく売れていることを示す。在庫回転率の逆数を在庫回転期間という。)を上げる。例:同じ文房具を扱うA社の在庫回転率が72回(在庫回転期間=365/72=5日)、ライバルのB社が36回(在庫回転期間=365/36=10日)と仮定すると、A社とB社が同額の手持ち資金で商売を行った場合、1ヶ月後の両者の売上は、A社は仕入れてから5日毎に完売し30/5=6セットの商品が売れて、B社は10日毎に完売し30/10=3セットの商品が売れる計算で、同じ1ヶ月という期間で、A社はB社の2倍の売上を期待することができる。
目指すべき資材管理方式:5S(整理による不要品の排除、整頓による誰にでもわかる資材管理).
現物発注方式:①定期発注方式:定期不定量方式、②発注点方式:不定期定量法式、③ダブルビン方式:二つのビンを用意して部品(部品でなくともよいが、部品と言っておく)を入れておく。部品が必要になったら一方のビンから取り出して使用する。そしてビンが空になった時点で、その部品を発注して、次はもう一方のビンから取り出して使用する。
お分かりのようにダブルビン方式は簡便であるが確実な方式である。コンピュータシステムも不要である。在庫負担が厳しくない安価な部品に適用される。 注、「ダブルビン方式」という用語が定着しているが、ビンでなくとも箱などでもよいのは当然。資材を2つに分けて、片方を使い切ったらその分を発注する。
注意:安全在庫数:「最低在庫数」と言い換えることができる。商品の入庫があり出庫がある。それにともなって在庫数が増減する。安全在庫数は在庫数の(想定している)下限である。発注しても調達リードタイムがあるので、すぐには入荷しない。したがって安全在庫数は、発注点在庫ではない、入荷する直前の在庫数である。 (注、安全在庫=発注点在庫と考えている書籍もあるので注意)。商品の売行きが一定であり、(調達リードタイムが一定ならば、)安全在庫数はゼロでよい。しかし商品の売行きは一定ではなく、売れたり売れなかったりする。発注してから商品が入荷するまでの時間は、変化することがある。したがって、いくばくかの安全在庫数を設定して、売上げの変動に対応し、欠品を防止する必要がある。注、書籍に安全在庫数の計算式が載っているが、これは次の状況においては当てはまらないので、注意願いたい:欠品が生じているとき、出庫数の少ない商品・製品。
|
| ち |
丁度可知差異、just noticeable difference |
丁度可知差異とは、just noticeable
differenceの訳語です。いったん構築されたブランドを長期にわたり、その強みを守るためにパッケージや属性を少しずつ変更することを言います。ブランドの陳腐化を防ぎ、なおかつ一貫性を保つために基調となるトーンは変えずに微調整を行います。ロッテのクールミントガムは、1956年ブルーの地にペンギン、月をデザインしたパッケージで発売し、ヒットしました。その後数回デザインを変更していますが、ブルー、ペンギン、月は変えていません。デザインを変えることによって新規顧客の獲得を図ったり、従来の顧客が飽きることを防いだりし、基調を守ることによって固定顧客を維持しています。これは、日清のチキンラーメン、永谷園のお茶づけ海苔など多くのロングセラー・ブランドで行われています。
|
| ち |
賃金カット |
ノーワークノーペイ:遅刻、早退、欠勤。懲戒処分:無断欠勤が続くなど就業規則で決められた懲戒に当たる場合に減給処分にすることがあります。その場合は労働者の生活を脅かすことの無いよう制限が設けられています。一回の懲戒処分につき減給額は平均賃金の一日分の半額以内。したがって「30分の遅刻を3回行なった場合は一日分の賃金をカットする」というような懲戒は法定減給額を超えていますので違法となります。賃金支払い期間(通常は1ヶ月=月給)に数回懲戒処分に当たる行為を行な った場合の減給額は賃金総額の1割以下でなくてはなりません。ただし、1割を超える部分は翌月分より差し引くことが可能。ストライキ:自分の会社のストライキに参加し労働の提供を放棄した場合は賃金は支払われません。もし、ストライキ中の賃金が支払われるとなると、これは労働組合の活動に会社が援助することに当たります。これは不当労働行為として禁止されているのです。不当労働行為とは憲法第28条で保障している「労働者が団結する権利」「団体交渉をする権利」「団体行動をする権利」を具体的に保障するため、労働組合法第7条で定められた使用者がしてはいけない行為をいいます。労働組合法第7条3号で、「使用者が労働組合の運営に要する経費を支払うことについて、経理上の援助をすること」を禁じています。
|
| ち |
中心傾向 Central Tendency |
評定者が評定尺度の両極(たとえば「非常に優れている」や「非常に劣っている」など)の評定を避け,大多数の評定者を尺度上の中心値あるいは平均値の近辺に集中して評定してしまう傾向のこと。 |
| ち |
中心的ルール main rule |
倫理法令順守マネジメントシステムにおいて、倫理方針の中で重点的に取り組む項目として宣言している主要な法令や関連規格。 |
| ち |
中心転換 Recentering |
問題状況のみかたを変えること。先入観や末梢的な情報に惑わされず,問題状況の構造に即した中心をつかむことによって問題が解決される。 |
| ち |
超自我 Super Ego |
フロイトは人間の精神構造をイド,自我,超自我の3つの構成概念を用いて説明した。超自我は自我の形成後に,両親のしつけや文化的,社会的価値基準を取り込んで形成される。道徳原則に従い,イドを厳しく管理する。 |
| ち |
地理情報システム(geographic information systems: GIS) |
一定のフォーマットに従って地形や建物の位置座標などの地理情報を数値化したデータベースのこと. |
| ち |
窒息 |
埋没: 土石崩れや倒壊建物の下敷き。埋没位置が確認されたら、頭部を傷つけないように頭の方から掘り出す。
溺水:溺れる、8-10分以内では蘇生可能。後方から近寄り救助。
酸素欠乏、硫化水素中毒、有毒ガス中毒:送気マスクや給気式呼吸用保護具を着用して救助。 |
| ち |
治療と職場生活の両立、
治療と仕事の両立、
治療と就業の両立支援、
事業場における治療と仕事の両立支援の為のガイドライン(厚労省)、 |
労災でない病気になった場合:
病者の就業禁止(安衛法68条)、
健康診断後の措置、面接指導等(安衛法66条の8)、
傷病手当金、1年半(健康保険法99条)
事業者負担義務は無い、
疾患を抱える労働者が多い:メンタルヘルス、癌(勤労者で癌治療通院者33万人)、脳血管疾患、
現状: 3年間の病気休職者中で復職せずに退職:38%、
対策: 予防:健康管理
組織・規程整備:
1.休職開始・休職中:休職申請・通知、休職・職場復帰同意書、生活リズム表、
2.主治医復帰可能判断:復職許可申請書、主治医意見書、
3.職場復帰可否判断・復職プラン:仮出勤開始連絡書、仮出勤通知書、仮出勤状況報告書、
4.職場復帰決定:産業医意見書、復職許可・不許可通知書、
5.職場復帰後のフォローアップ:
うつ病への対応同様に対応が難しい、
参照:
要継続治療労働者の雇用継続が厚労省指針として発表された(安倍晋三、働き方改革実現会議で「病気治療・子育て・介護と仕事の両立」を提唱)
事業場における治療と職業生活の 両立支援のためのガイドライン(厚労省、2016/02)、(改訂版2019.03.)
治療と就労の両立支援マニュアル(疾患別、(独)労働者健康安全機構)、動画、
パンフレット:考えるヒント集(厚労省、2013)、検討事例集(厚労省、2014)、
障害者雇用安定助成金(障害・治療と仕事の両立支援制度助成コース):10万円(厚労省ホームページ)、
両立支援コーディネーターによる無料相談窓口:新潟産保センター、労災病院の治療就労両立支援センター・両立支援部に電話、
疾病を抱える社員の労務管理アドバイス、メンタルヘルス・がん・糖尿病・脳卒中、馬場三紀子他、新日本法規出版、
|
| ち |
直 ちょく、シフト、 |
シフト勤務(シフトきんむ、Shift work):勤務時間がある特定の1種類に固定されず、日ごと或いは一定の期間ごとに、複数の勤務時間を移動する形態の勤務のこと。単にシフトということもある。
勤務のことを「直」と呼ぶ。
勤務体制により、日勤(昼勤、8時~17時)、早番(早出)、遅番(遅出)、通し勤務(日勤+早番など連続勤務)、16勤(16時間勤務)、24勤(24時間勤務)、準夜勤(16時半~24時半など)、深夜勤(20時~8時、0時~8時半など)、新夜勤(17時20分~9時半など、郵便事業のみにある勤務体系 こちらが「しんやきん」と呼ばれ、上項は「ふかやきん」と呼ばれる)、非番(勤務には就かないが急な欠勤者が出た場合に備えての待機態勢。実際には定数不足による強制的な残業となることが多い。または休日の場合に使われることもある。客室乗務員の世界では「スタンバイ」と称する。インチキ非番 :8:00~翌朝8:00。隔日勤務(原則としてGWやお盆、年末年始の休暇はなし。公休の設定もなし)で年のほぼ半分が休養日と謳っておきながら、休養日でも0:00~8:00までは実際に勤務しているため、実質は365日休みなしで勤務しているのと全く変わりはない。)、開放非番(泊まり勤務明けの事。鉄道・バスなどでは明番とされることが多い)、宿直(しゅくちょく、狭くは日勤と日勤との間に事業所に宿泊し緊急事態発生に備えること。広くは24時間勤務なども含む。宿直の業務を日中にこなすことを日直(にっちょく)という。)、当直(とうちょく、狭くは監視業務に従事する時間のこと。広くは警察・消防などの官公署の24時間勤務なども含み、鉄道・バスなど交通機関での24時間勤務の場合は、非番・明番に対し本番勤務と称されることが多い。この場合は下記の当務と同義である)、当務(とうむ、当番勤務のこと。24時間勤務の意味も持つ)。
勤務と勤務との間に空白時間を設けられない事業所では、日勤に一番近い時間の勤務から、二交代制の場合1直・2直(勤)、三交代制の場合1直・2直・3直と呼ぶことも多い。かつての炭鉱などでは一番方・二番方・三番方と呼んでいた。
8時間所定労働時間:
分割シフト: 朝4時間+夕4時間、
早番・遅番: 早番5日-休業2日、遅番5日-休業2日、
12時間所定労働時間:
4日勤務2日休日制、
24時間制:連続操業時、①x②:
①3組、4組、(5組≦)、
②
4交替制、5交替制:
3交替制(8時間勤務three-shift)、
2交替制(12時間勤務)、
1交替制(24時間勤務)、
4日勤務4日休暇 2交替制、
2日昼勤2日夜勤4日休暇制 2交替制、
12/24/12/48 2交替制:昼勤12時間、休暇24時間、夜勤12時間、休暇24時間、4日/サイクル、
大陸シフト 3交替制:昼勤2日、準夜2日、深夜3日、休暇2日、9日/サイクル、
4組2交替、7日-2週間制:昼勤2日-夜勤2日-休暇3日、4週間/サイクル、
4組2交替、デュポン式:昼勤3日-夜勤3日-休暇3日-昼勤3日-長期休暇7日、
4組3交替、7日8時間ローテーション:7日勤務-1~4日休暇、
|
| つ |
つもり違い十か条 |
教養と気位、知識と欲望、人情と面の皮、根性と我、分別と無駄(日経)、
|
| つ |
通勤手当、通勤定期、通勤ガソリン代 |
これらは賃金扱い。なぜなら、事業者が払いたくなかったら払う必要がないので。これに対して,出張旅費などは,金額のいかんにかかわらず,業務命令で出張行為をさせるわけですから,その全額を会社が負担します。完全に実費弁償ということになります。 |
| ツ |
ツァエガルニク効果 Zeigarnik Effect |
忘却に関する影響性の一つ。レヴィンは,人が欲求に基づいてある目標指向的行動をするとき,緊張が生じ,これが持続すると考えた。そしてこの緊張は目標が達成されたとき始めて解消し,緊張の解消をもって忘却されることになるという。このことから目標が達成されないで中断した未完了課題では,なおも緊張が持続していて,完了した課題に比較して記憶の保持がよいという。この未完了課題における記憶への効果をいう。 |
| ツ |
ツ-ル、道具 |
tool |
| ツ |
ツールボックス・ミーティング(TBM) |
現場で行われる職場小集団による短時間の安全打合せのことをいう。ツールボックス(道具箱)の周りに集まったり座ったりして打ち合わを行うことからこのように呼ばれる。このミーティングでは職長が中心となり、作業の段取りや安全についての申し合わせを行ったり作業員の健康状態を確認するなど、災害防止上きわめて重要な意味を持つので確実に行うことが必要です。また、ミーティングを活用してKYTを実施するケースも多い。
|
| つ |
月万人率 |
事業場の安全成績を評価する災害率の一つで、1ヵ月間の平均労働者数の割合により災害の頻度を表わすもの。式は次のとおりである。月万人率=1ヵ月の死傷者数*10,000/1ヵ月の平均労働者数
|
| ツ |
ツール tool 手段 |
* |
|
|
| |
| つ/て |
| |
| デ |
データの視覚的表現:
グラフ、チャート・図解、
QC7つ道具、
新QC7つ道具 |
考えを整理する為の知識、業務と業務改善、 |
| デ |
デフォルト default |
債務が履行できない状態、債務不履行。コンピューターなどで,利用者が特に設定を行わない場合にとられる,あらかじめ用意されている設定、初期設定。(インフォームド・コンセント、ムンテラなどの)リスクを説明した場合の理解力 |
| デ |
デジタルデバイド digital divide |
情報技術を利用できる層とできない層との,入手できる情報の量や質の格差。情報格差 |
| て |
提案制度 |
従業員から、業務に対する改善意見などを提案させる制度をいう。なかでも、機械設備や作業方法の災害防止の手段・方法などについて提案を求めるものを「安全提案制度」と呼ぶ。提案制度を導入してもなかなか提案が出てこない場合は、提出された提案について誠意をもって審査・採用するという姿勢に問題がないかチェックを要する。また、採用した提案に対し表彰するなどの工夫も必要です。 |
| て |
提案された |
proposed |
| て |
定期監査 |
preriodical/regular audit |
| て |
定期ミーティング |
プロジェクトにおいては、可能な限りプロジェクトメンバー全員が出席してミーティングを開催します。このミーティングは、何かあったら都度開催するよりも、毎週○曜日○時からなどと決めて、定期的に開催するのが良いでしょう。定期的に開催されるミーティングを定例ミーティングと呼びます。定例ミーティングは、作業の進捗確認を行う他、不明点や問題点、その他の情報を共有するために、プロジェクトメンバーが発言しやすい場にすることが重要です。 |
| て |
定義 |
定義(Define)とは、問題/改善機会、プロセス、顧客要求などを明確化するフェーズです。シックスシグマでは定義することから始めますが、当初立てた定義がそのまま最後まで何も変更せずにプロジェクトが終了することはほとんどありません。プロジェクトを進めながら随時検証され、更新されていくことが必要となります。(『シックスシグマ・ウェイ』日本経済新聞社)
|
| て |
適合、不適合 |
適合:要求事項を満たしていることという簡単な定義になる。要求事項は顧客、法規制上及び組織自身からの要求で決められる。要求の形としては注文書、法律などの文書の形で明示されたものと、文書では示されない暗黙のうちに了解されているニーズもしくは期待が含まれる。製品が要求事項に適合しているということは、注文書で規定された要求を満足している「結果オーライ」だけではなく、組織内で決めた手順に従ってつくられたことも、満たしていなくてはならない。不適合:要求事項を満たしていないことを意味する。要求事項には製品、プロセス及び品質システムに関するものが含まれる。製品に関する不適合は、主に製品の検証によって発見される。プロセス及び品質マネジメントシステムの不適合は、主にプロセスの監視・測定及び内部監査により摘出される。注意したいのは、要求事項には“暗黙の要求事項”も含まれることである。これは極めて常識的なことを指しており、個人的な思い込みは排除されなければならない。
|
| て |
適用範囲、スコープ |
適用範囲(スコープ)とは、プロセス改善プロジェクトを実施すべきプロセスの範囲のことです。プロセスの起点と終点を指定することで、改善機会がどこに存在するかを明確に示します。適用範囲を限ることで、どこで、何を測定すべきかが明らかになります。プロジェクト・チームの権限・管理が及ぶ範囲内で設定することも必要です。
|
| テ |
テストバッテリー Test Battery |
テストの目的や意図を正確に反映する結果を得るためにいくつかの検査をあわせて実施することをいう。きまったバッテリーを組むこともあるが,臨床場面などでは,ここの患者毎に問題にすべきと考えられる点について,その特徴を明らかにすることができるようなバッテリーを組むことが重要になる。 |
| て |
適格性確認プロセス |
人、製品、プロセス、システムなどが「規格要求事項を満たす能力を実証するプロセス(過程・手順及び手続き)」(ISO9000)で能力が実証されれば、資格を持つ(qualified)ことになる。「資格」は人に対して用いられるが、モノに対しては用いないので、両者に対して適用する場合は「適格」の訳語を用いる。特殊工程、力量の必要な業務要員などに適格性確認が求められる。 |
| て |
手順 procedure |
安全作業手順:safety operation procedure, safety working procedure、
作業手順:operational procedure, working process, operation procedure, work procedure, working procedures、
作業手順確認:confirm procedures、
作業手順書:operation procedure、
作業手順の誤り:wrong work procedure、
作業手順の励行:compliance of working procedure、
標準作業手順:standard operating procedure、 |
| て |
転導推理 Transduction |
推理の仕方には,特殊な事例から一般的な原理を導く帰納的推理と,その逆に一般から特殊への演技的推理があるが,幼児にはそのどちらでもない,いわば特殊から特殊への推理がみられる。このことをシュテルンが転導推理と名づけた。 |
| て |
転倒 |
参照:
転倒災害プロジェクト(厚労省)、
転倒防止、
転倒注意:中災防ポスター、
転倒災害を防ぐー高齢者へのやさしい職場づくのためにー、中災防特別展、
福祉施設での転倒転落防止(厚労省、2012、パンフ)、
小売業における労働災害防止のために~転倒、転落災害および荷による災害を防ぎましょう~(厚労省、2012、パンフ)、小売業における労働災害防止のポイント(厚労省)、
転倒災害プロジェクト2015(厚労省)、
新潟労働局:「STOP! 転倒災害」ステッカー運動、パンフレット、
ビデオ:転倒防止体操(安全衛生マネジメント協会)、
厚労省:転倒防止リーフレット、
|
| て |
手持ち、手直し、手戻り |
利益追求建設業等で嫌われる:手持ち(手持ち抱え込み、平行して現在工事中の工事、入札要件に抵触)、手直し(不良部分の改善、持ち出しが増える)、手戻り(やり直し、コストが二倍以上になる) |
| デ |
ディスクロ-ジャ-と透明性, disclosure and financial (fiscal) transparency |
経営内容の公開、財政の透明性 |
| デ |
ディスペンサ- dispenser |
dispense 動詞:施す、施行する、分配する、販売する、調剤する、投薬する、分注する、 dispenser 名詞:分配者、施す人、調剤師、薬剤師、一つずつ引き抜ける型の容器(取り出し容器、引き抜き容器、調味料入れ、かみそり容器、ちり紙容器、自動販売機)、(検査機器の)分注器、吐出器、(厨房・食堂店内の)配膳台、食器運搬台 |
| デ |
デ-タ保全 |
data integrity |
| デ |
デバッグ debug |
コンピュータプログラムの修正作業のこと。 |
| デ |
デミング賞 |
デミング賞とは、企業から独立した第三者(デミング賞委員会)が、企業の製品品質管理の仕組みを評価し、効果的な品質マネジメント行なっている企業を表彰する制度です。
|
| デ |
デル・モデル Dell's direct model |
コンピュータ製造販売の大手デルが展開している、直接販売と受注生産を組み合わせたビジネスモデル。顧客からのオーダーを受け、その要望に合わせて外部サプライヤから部品を調達して、カスタマイズした製品を生産、流通/小売業者を介さずに直接販売する。顧客にとっては、自分が望む仕様の製品を手に入れることができ、流通業者の排除により中間マージンがなくなることで価格低減が期待できる。製造企業にとっても流通在庫や完成品在庫がゼロになり、顧客が望まない(売れない)不良在庫を抱えるリスクをなくすことができるというメリットがある。
|
| で |
電子カルテ、電子媒体保存の三原則(平成11年厚労省通達) |
真正性、見読性、保存性 |
| て |
点検 |
参照:安全衛生点検ポスター、 |
| デ |
デジタルディバイド(digital
divide) |
情報を持つ者と持たない者との格差のこと。富裕層がデジタル機器を利用し情報を得てさらに経済力を高めるため,貧困層との経済格差が広がるとされる。デジタル格差。〔アメリカ商務省が 1999 年に発表した報告書での造語〕
|
| て |
定性分析 |
空気や水・血液・粉じんなどの試料中にある、未知の成分物質がなんであるかを知るための分析。 |
| て |
定量分析 |
空気や水・血液・粉じんなどの分析試料中の成分物質の含有率を決める分析。そのためには、試料中になにが存在するか調べる定性分析が必要である。 |
| て |
定期自主検査 |
安衛法第45条の規定に基づいて、法令で定められた機械設備などに対して、その使用開始後一定期間以内ごとに定期に、所定の機能を維持しているか確認するために行う検査のこと。機械設備のうち動力プレスや車両系建設機械などについては、一定の資格者や登録を受けた検査業者による検査(特定自主検査)が義務づけられている。 |
| て |
定期点検 |
災害の原因を調べてみると、機械設備や安全装置・作業環境などの物的条件の欠陥が原因で発生することが少なくない。これらは、安全点検により事前に発見されていれば災害を未然に防ぐことが可能となる。点検を行う場合は、点検者と点検対象・時期・方法などをあらかじめ決めた点検制度を確立するとともに、チェックリストを作成し点検漏れがないようにすることが必要です。
|
| て |
適正検査 |
人間は十人十色といわれるように、それぞれ異なった<A href="file:///I:/nrec 2007.03.27/seikaku bunnrui.htm">性格</A>や能力などをもっている。したがって企業は、その者の性格などに応じた仕事を与えたり、どのような指導をすればよいかを見出すことが重要である。検査の方法は大きく分けて、性格・生活環境・身体・運動能力・感覚・知能などの検査がある。 |
| て |
適正配置 |
作業者の配置にあたって、作業の特性(環境条件・作業条件・作業の種類・形態・内容・期間など)を考慮し作業者の特性(性別・年齢・業務歴・資格・労働能力・希望など)を活用するように作業の割り当てを行うことをいう。本人の適性を無視した配置をすれば、作業能率の低下はもちろんのこと安全管理上からも問題が起こりやすくなる。また、法定資格や健康状態も考慮する必要がある。職長が現場で作業の割当をする時、与えられた人をいかにうまく活かして作業の能率化と安全に進めていくべきかの作業員の配置の仕方には、以下のことを考慮する必要がある:1.クロス管理(ベテランと新人、せっかちな人とおっとりの人、など、年令や能力が反対の人同士を組み合わせること)、2.品質・コスト・工期・安全、3.リーダーシップ。 |
| て |
点検点 check point |
* |
| テ |
テクノストレス |
プログラマーやシステムエンジニアのようなソフト技術者のように、コンピュータ業務に日常的に長時間従事する労働者に広がっている症状。精神的に不安定となり憂うつ・不安感・焦燥感が高まり、肉体的にも頭痛・肩こりの症状を呈する。 |
| デ |
デシベル(dB) |
音の強さの単位の一つ。人間の耳に感じる最小値を0dBとし、この単位に対する対数比でその音の強さを示す。人間の耳に耐える最大値は130dBとされている。なお、従来使っていた「ホン」は音の大きさの単位で、振動数1キロヘルツで音圧0.0002dyn/㎝2の音の大きさを0ホンとしている。SI単位導入に伴い現在はデシベルを使うこととなっている。 |
| デ |
デルファイ法 |
非常に予測しにくいものをアンケートを繰り返すことによってまとめる手法。アンケートの対象者の選定などに注意が必要。 |
| で |
電子線 |
電子の流れをいう。このうち原子核から放出される電子線をβ線(ベータ線)とよぶ。β線は同じ一つの放射性物質から放出されるものであっても、そのエネルギーは広がりをもった分布を示す。電子はα粒子よりも軽く、平均約10倍も速度が速いので、衝突するたびに跳ねかえされて方向を変える。したがってその飛程はジグザグであり、空気中では数十cmから1m以内、水中や体組織での透過距離は1cm以内である。
|
| で |
電離放射線 |
物質に吸収されると電離作用を起こす放射線の総称。電離放射線には、短波長の電磁波であるX線・γ線、原子核を形成する粒子の流れであるα線・β線・電子線・陽子線・中性子線・重陽子線がある。電離放射線は人体に吸収されると、身体を構成する原子・分子が電離されて放射線障害を起こす。 |
| て |
底質間隙率 |
底質相全体において間隙水の占める容積割合. |
| て |
鉄道、災害 |
軌道内接触災害事例、
参照:
軌道内等の作業における列車との接触災害防止のためのガイドラインの策定(基発第550号、平成11年9月16日)、
保線作業:現場点呼・KY・指差呼称、
営業線近接工事の新規入場者教育、 |
| て |
鉄鋼業 |
安全衛生管理:村上太三、鉄鋼業における産業医活動、産業保健21 2009;58:12-5.
鉄とは、. |
| て |
てんかん、癲癇 |
癲癇とは:てんかんinfo、
改正道路交通法:運転免許、(公)日本てんかん協会、
|
| |
|
|
| |
|
|
| と |
特化物 |
特化則一覧表、 |
| |
|
|
| ど |
都都逸 |
踏まれても蹴られても ついていきます下駄の雪
親の意見と冷や酒は後になるほど効いてくる |
| と |
杜氏、酒造工程、 |
醪(もろみ)仕込み:掻い棒で桶の中を掻き混ぜる作業で、桶の中に落ちると酸欠となる。 |
| ど |
毒性等価量(TEQ) |
多くの類似構造物質の混合物であるダイオキシン類の量をひとつの数字で表現するために,ダイオキシン類の中で最も毒性の強い2,3,7,8-四塩化ジベンゾ-p-ジオキシン(TCDD)の毒性を基準にした相対値を用いて他の物質の量を換算し合計した値.「摂取量は1.45pgTEQ/kg/dayである」というように使う. |
| ど |
土壌吸着係数 |
化学物質の土壌への吸着定数(Kd)で,土壌粒子への保持されやすさを表す.疎水性有機物質は土壌粒子中の有機物に分配すると考えられ,Kd= Koc(有機炭素吸着定数)×OC(有機炭素含有率)の関係がある.土壌吸着定数が大きいほど溶脱しにくく,流出,浸食により,土壌粒子に吸着したまま水環境への移行が考えられ,土壌吸着定数が小さいときは,溶脱しやすく地下水汚染の可能性が考えられる. |
| ど |
同位体(同位元素) |
同じ原子番号(陽子の数)を持つ核種、即ち、同じ元素に属し質量数が異なる(中性子数が違う)核種を同位体(isotope)と呼んでいます。この中には、原子核内がエネルギー的に安定な核種と不安定(必要以上にエネルギ-を持っている状態)な核種があります。安定な原子核を持つ核種を安定同位元素(SI:Stable
Isotope)といい、不安定な状態の原子核を持つ核種を放射性同位元素(RI:Radio Isotope)といいます。「核種」関連 |
| ト |
経営トップ |
executive corporate management、企業トップ executive corporate management, highest management level |
| と |
等価騒音レベル |
ある測定時間内で騒音レベルが時間とともに変動する場合、その時間中変動しない定常騒音のレベルとエネルギー的に等しいレベルに換算したもの。等価騒音レベルの単位はdB(A)である。
|
| と |
統括安全衛生責任者 |
元請・下請の関係下で、事業者を異にする労働者が一つの場所で作業する場合に、労働災害の発生率は非常に高い。このため、一定規模以上の建設業と造船業の元方事業者(特定元方事業者という)については、統括安全衛生責任者(所長)を選任し現場における安全衛生を統括管理させることとなっている(安衛法30条)。
統責選任事業所から事業場専属の労災防止の実質的技術的管理の元方安全衛生管理者(安衛法15条の2)と隧道救護技術管理者(安衛法25条の2)を選任する。
元方事業者の選任:統括安全衛生責任者、元方安全衛生管理者、救護技術管理者、店社安全衛生管理者、
| 工事/人数 |
20-29人 |
30-49人 |
50人≦ |
| 隧道 |
店管 |
統責、元管、救管 |
| 圧気工法 |
店管 |
統責、元管、救管 |
| 橋梁 |
店管 |
統責、元管 |
| 鉄筋建築 |
店管 |
統責、元管 |
| その他 |
店管 |
統責、元管 |
|
|
| ど |
動作分析 |
作業中の動作を分析し、むだな動作を排除してより良い動作の順序と調整を決定すること。やり方は、作業動作をサーブリックに分解し(動作を17単位に分ける)、作業域における用具・設備の配置を考慮しつつ、むだな動作を排除する。手法には、目視動作分析・フィルム分析・PTS法(既定動作時間分析法:動作時間標準表を用いて、作業を構成する動作・運動時間を定め、一連の作業に要する所要時間を決定する手法)などがある。また、手先や足先の空間的動きを分析するには、カイモグラフ(動態記録機)・サイクロクロノグラフなどを使用し、動作経路分析を行う。むだな動作は疲労を生じたり災害を誘発させる不安全行動につながる場合が多いので、動作分析によって危険動作を減らすことが重要です。(「MTM」参照)
|
| と |
投資、判断の手順 |
投資判断の手順:
①回収期間の間は投資は借金である:原価管理(入るお金と出るお金と固定費、欠点:過去の情報に基づくこと及び煩雑な分析工数並びに原価管理の過信)、製品の販売見込み期間。
②比較の原則。
③手余りと手不足、本当に能力不足なのかを検討:フルタイム稼働させるのか、段取り替えなどの停止時間は適正か、不良などによる欠損は無いか:少ない投資でよければOK。
④簡単な能力向上策を検討:ネック作業を応援できないか、外注で作業できないか:少ない費用増ならOK。
|
| と |
統括 |
supervision, general contro |
| と |
常盤御前判決 |
法律は社会科学であり、科学として論理的であるべきですが、社会という面を考えた場合その社会的な良心(情け)も必要とされる。大審院の生活困窮の母親の売春行為の判決において、常盤御前を引用し、反社会的行為であっても子供を思っての行為は酌量の余地があるとされた。蛇足:常盤御前は九条院の召使で、その美貌故に源義朝の確認できる範囲で6名の妻妾の1人となり3人の子供(今若、乙若、牛若=源義経)を出産した。平治の乱で義朝敗死後、子供達(それぞれ、8,6,2歳)の命乞いのため平清盛の妾となり清盛の八女(郭の御方、ろうのおんかた)を出産し、後に藤原長成に再嫁し一条能成を出産した。 |
| と |
特殊工程 |
ISO9001:2000年版から特殊工程の用語は用いられていないが、結果として得られる製品の適合が容易に、または経済的に検証できないプロセスは特殊工程と呼ばれる。すなわち、「製造及びサービス提供に関するプロセスの妥当性確認」(ISO9001 7.5.2項)がこれに該当する。特殊工程の対象例:(1)製造業:溶接、熱処理、はんだ付け、メッキ、パン製造の味、保険衛生用品の清浄度、(2)建設業:鉄筋圧接、鉄骨現場溶接、(3)サービス業:ふぐの調理、結婚式の司会。
|
| と |
特定健診 |
2008年4月高齢者の医療の確保に関する法律(高齢者医療確保法):特定健診・保健指導(18条)、後期高齢者医療制度(48条)。
特定健診(高齢者医療確保法)と健康診断(労働安全衛生法)の違い(表)、
| 健診 |
対象 |
実施主体 |
法令根拠 |
特定健診(国保)
特定健診(社保) |
40-74歳、前期高齢者までの被保険者 |
保険者 |
高齢者医療確保法 |
| 後期高齢者健診 |
75歳以上後期高齢者、65-74歳障害者 |
広域連合 |
高齢者医療確保法 |
| 健康増進健診 |
40歳以上生活保護受給者 |
市 |
健康増進法 |
| 生活機能評価 |
60歳以上、介護認定無し |
市 |
介護保険法 |
|
目的と手段:
健診によるメタボリックシンドローム判定(腹囲、BMIで特定し、血圧、血糖、脂質により判定)、
健診機関による保健指導レベル(判定結果:非該当、予備軍該当、基準該当、判定不能) を医療保険者に報告、
医療保険者は報告に基づき保健指導の対象者に利用券を送付し、
保健指導を依頼(指導:薬物治療者は除外。情報提供レベル、動機づけ支援レベル(面談、半年後に改善評価)、積極的支援レベル(面談、3月、6月後に改善評価))。
|
| ド |
ドキュメンテーションマネジメント |
ドキュメンテーションマネジメントとは、マネジメントシステム運営において基本となる事項の一つです。例えば品質マネジメントシステムにおけるドキュメンテーションマネジメントでは、製品の製造手順書の作成、承認、配布の責任・権限を明確にすることにより、誤った手順で作業することを防ぎ、結果的に製品品質の向上を目指します。
|
| ト |
トップマネジメント |
トップマネジメントとは、一般的に経営層のことを指しますが、特にマネジメントシステム規格においては、マネジメントシステムの方針・目標を定める責任を負う人(場合によって複数)を意味します。最高位で組織を指揮し、管理する個人またはグループのこと。トップマネジメント(最高管理者)の役割は、組織全体を総合的な観点から、どのように統括するのか、組織の適切な方針や目標を設定し、環境の変化に対応して経営戦略、経営計画を策定し、これに基づき、一貫した活動として組織全体を統合することである。トップマネジメントは社長とは限らず、認証取得する職場単位のトップのことである。したがって、工場単位あるいは営業所単位で取得すれば、工場長・営業所長がトップマネジメント、すなわち経営者となる。マネジメントシステムは、組織活動の責任と権限を明確にすることを一つの大きな目的としており、トップマネジメントの役割を明確化することがマネジメントシステムの大前提となります。
|
| ト |
トヨタ生産方式、
TOYOTA Production System, TPS、
|
トヨタ生産方式としては、真の仕事とは、直接、利益を生み出す付加価値付与の仕事で、 「徹底したムダの排除」を行って生産性向上・在庫削減を目指す考え方です。「ジャスト・イン・タイム」「自働化」といった手法や「カンバン」「見える化」といったキーワードがよく知られている。おもに製造現場およびそれに付随するスタッフ部門で用いられている手法であるが、その考え方を基に間接部門や非製造業へ適用させていった業務改善手法をトヨタ式とも呼ぶ。
が、これらの形を導入するだけでは効果が得られません。トヨタ生産方式とは単なる手法や技術ではなく、トヨタの価値観、あるいは知的創造のプロセスそのもの、すなわち、全従業員が常に現状の改善に努め、問題がないことを問題視するという意識や、能動的に仕事に取り組むその姿勢と、そういった人材を育成し続けることがトヨタ生産方式の本質であり、強さであるといえるでしょう。
トヨタ用語辞典、
①7つのムダ、
②ジャストインタイム(Just In Time, JIT)、カンバン方式、後工程引取り方式:後工程が前工程から必要なものを引き取る、
③自働化(automation with a human touch)、
④多能工、
⑤カタログエンジニア、
⑥源流管理:不良品の出ない設計、原因究明、
⑦「問題の顕在化」なぜなぜ分析:目で見て問題がはっきりしない場合に、「問題を顕在化」させたうえで、「5回のなぜ」を繰り返して、「真因」を突き止め、現場の人間の知恵によって「改善」を施す。
|
| ト |
トラフ値、therapeutic drug monitoring (TDM) |
trough 名詞:(家畜用の細長い)かいばおけ,水入れ.洗いおけ,水槽;(パン屋の)こねおけ.(軒下の)雨どい,溝.地溝;波の谷;〔気象〕気圧の谷、景気の谷間;最低値,最低消費量。早い話が底のこと。
薬理:TDM (therapeutic drug monitoring)により、次回投与前の最低血中濃度のこと。例:全血を用いて薬剤の未変化体のみを測定。副作用を軽減し、適切な投与量を決定する為。具体的な治療域は、移植臓器の種類、対象疾患、重症度、治療方法(併用薬剤数、種類及び投与量等)、治療時期、患者の状態等で異なる
。 |
| ト |
トレンド trend |
傾向。 |
| ト |
トラブル |
troubles, irregularities |
| ト |
トラブルシュ-ティング troubleshooting 名詞形容詞 |
troubleshoot-troubleshot or troubleshooted, (問題を投げ飛ばす) 自・他動詞、紛争の調整役をする、故障修理をする。troubleshootere
名詞:問題を撃ち落す人、解決者、修理人。troubleshooting 名詞。 |
| ト |
トリアージ(Triage) |
良い物だけを選り抜く、選別するという意味であるフランス語のtrier からきている。災害時発生時などに多数の傷病者が同時に発生した場合、傷病者の緊急度や重症度に応じて適切な処置や搬送を行うために傷病者の治療優先順位を決定することをいう。
災害医療における多数の傷病者を重症度と緊急性によって分別する標準化された方法で、直接救命に関与しない医師が可能な限り何回も繰り返して行う。判定要件は、総傷病者数、医療機関の許容量、搬送能力、重症度・予後、現場での応急処置、治療に要するまでの時間。判定結果は4色の荷札カード(トリアージ・タグ)で表示して一般的に傷病者の右手首に取り付け:黒(Black Tag)カテゴリー0は死亡、もしくは現状では救命不可能とされるもの。赤(Red Tag)カテゴリーIは生命に関わる重篤な状態で、救命の可能性があるもの。黄(Yellow Tag)カテゴリーIIは生命に関わる重篤な状態ではないが、搬送が必要なもの。緑(Green Tag)カテゴリーIIIは救急での搬送の必要がない軽症なもの。よって、搬送や救命処置の優先順位はI→II→III→0となる。傷病者多数の場合は、できる限り多くの人命を救助するため、救命の見込みがない傷病者を切り捨てざるを得ないという側面がある。また、苦痛を訴える体力のない重傷者より軽傷者の方が訴え自体は激しいため、重傷度の迅速な判定が重要となる。語源はフランス語の「trier(選択)」で、フランスの繊維商人が羊毛をその品質からいくつかのクラスに区分けしたり、17世紀のコーヒ豆の選別に使用され、ナポレオン時代に傷ついた多くの戦傷者のなかから比較的軽傷者を手当して戦線に復帰させ重傷者は後回しにするという戦略的な言葉となり、第一次世界大戦後に災害概念として確立された。
|
| ト |
トレ-サビリティ, traceability |
トレーサビリティとは、主に品質マネジメントシステムにおいて使用される定義です。ISO9000:2000においては「考慮の対象となっているものの履歴、適用又は所在を適用できること」と定義されており、具体的には「処理の履歴」「材料及び部品の源」などが挙げられています。
トレーサビリティは追跡性とも訳され、ある製品から不良が発見された場合、製品を構成している原材料、部品や加工履歴などをさかのぼって原因調査ができることである。また、異常品の引渡し先の所在を確認できることである。不良原因を特定し、対策や処置を実施しなければならない対象範囲を特定できる仕組みを構築することである。
トレーサビリティの担保:ユビキタスは、あらゆるモノにコンピュータが埋め込まれ、ネットワーク化されることで、いつでも、どこでも、何とでもそのサービスや情報が利用できるような環境を目指した概念です。
記憶情報媒体:バーコード・QRコード(2次元バーコード、携帯電話によるQRコードシール読み取り)、無線ICタグ、GPSなどと、その読み取り機・管理サーバー等の認識技術を活用して、モノや環境の状態を自動的に収集・把握・追跡・管理できるようになる。さらに、ユビキタス時代の企業システムには、このように集まってくる膨大な情報を、経営や現場でリアルタイムに活用できる。
|
| ト |
トレ-ドオフ, trade-off |
互いに反比例・二律背反のこと。
例:(1)感度と特異度の関係。(2)ダイエットの例で、お腹1杯たべれば、満腹感という満足は得られますが、きれいな体のラインというものは失います。体のきれいなラインを得るためには、食事を腹八分目ぐらいに制限しなければならず、満腹感という満足は失います。大体の場合(食べても太らない人はまれにいますが(笑))、片方を得れば、片方を失う関係にあります。
(3)「コンサルタントの秘密―技術アドバイスの人間学、GMワインバーグ著、木村泉訳」:「今対いずれ」リス君がひまわりの種を10粒持っている。どうしてもお腹がすいて全てを食べてしまった場合は今を大切にしたと言うことになる。10粒を地面に埋めてその種が成長し、ひまわりになって種がたくさん取れた場合は将来を大切にしたということになる。また、7粒食べて、3粒をは違う場所に埋め、同じ場所だったら洪水で流される可能性に備えることもありうる。いずれかのひまわりが一つでも生長すれば将来ひまわりが食べられると言うわけである。(4)失業率を低めようとすれば物価の上昇圧力が強まり、物価を安定させようとすれば失業率が高まるというように、一方を追求すると他方が犠牲になるような両立しえない経済的関係。(5)品質をおとさず、価格をさげる努力をする(→収益低下→市場規模縮小→シェア奪取の為の価格引き下げ→悪循環?)、(6)「あちらを立てればこちらが立たず」ふたつ以上の案件が同時に満足できなくて互いに相反してしまうこと。。
どっちに転んでも(どうなっても)後悔しない自分なりの値(トレードオフ)を持つことは大切なことである。目の前の仕事をこなしてどのようなメリット(例えば収入になる、例えば誰かの役に立つ)と他の仕事を優先することでのメリットを比較検討して仕事にかかるべきであり、現実的に、全ての人は、大なり小なり、比較しながら行動を起して得るのである。そうしないと目の前のチャンスを逃すこともありえる。常々考えていきたい考えである。近年,技術の現場では,経済性と安全,環境保護と開発といった相反する命題にどう対処すべきかが常に問われており,こうした「トレードオフ」を解決するための有効な手法としての「リスクマネジメント」と「総合技術監理」が重要視されている.
原義は、名詞:(特に妥協をもたらすための)取り引き、(…間の)妥協(between)、交換、(取り引きによる)協定、二律背反性(一方を追求すれば他方を犠牲にせざるを得ないという関係。)、矛盾。動詞:売り払う、交換する、交互に使う、交替する、相殺する、上手く利用する。 |
| ド |
ドローン |
規制:200g以上、 |
| と |
討議法、教育手段 |
長所:1.参加者の経験を踏まえた多面的な学習、2.事例をテーマとして実践的な学習が可能、3.相互理解、学習到達度が把握できる。
進め方のポイント:1.議題の明確化、2.討議手順の明確化、3.討議時間の設定、4.討議結果をまとめる様式(フォーマット)の準備、5.適確な講評。 |
| と |
投射 Projection |
自我防衛機制の一つ。自分自身の中に生じた欲求や情動が自我を脅かすものである場合,これを他者がもっているものと考えることで,自我の崩壊を回避しようとするもの。 |
| と |
透明性 |
透明性とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。これには、受付窓口の明確化、苦情対応の進捗状況明確化などが要求されています。『JISZ9920:2000(苦情対応マネジメントシステムの指針)』日本規格協会
|
| と |
特性論 Traits Personality |
特性論の基本的立場は,「神経質」とか「強調的」というパーソナリティ特性は誰もが共通に持っているものであり,個々人の性格の違いは,そのような特性が強いかー弱いか,多いかー少ないかの量的な差異,すなわち程度の問題によって決まるのであって,質的な問題ではないと考える考え方。 |
| ど |
独占資格 |
名称独占資格とは、有資格者でなければその肩書きを名乗ってはいけないと法律で規定されている国家資格・公的資格のこと。例えば、保育士や中小企業診断士などが該当する。
医師や弁護士、公認会計士などの業務独占資格と比較するとわかりやすい。例えば、医師や看護師などの資格がない者が医療行為を行うことは法律で禁じられており、当然、無資格者が医師、看護師と名乗っても違法。一方、例えば、保育士の資格がない者が保育業務に携わっても違法ではないが、保育士と名乗ると違法となる。 |
| と |
統合マネジメントシステム |
統合マネジメントシステムとは、既に導入しているマネジメントシステムを統一的に運営することを意味します。個別にマネジメントシステムを運営している場合、品質マネジメントシステムの内部監査プロセスと内部環境監査の手順が異なったり、異なる様式を使用しているなどの問題点が存在します。これを統合することで、一つの内部監査で複数のマネジメントシステムを運営することができるようになり、現場の負担減、事務局の工数削減、内部監査員のスキルアップなどが期待できます。
|
| ど |
同時進行技術活動 concurrent engineering, CE,
・エンジニアリング |
狭義には、製品開発において概念設計/詳細設計/生産設計/生産準備など、各種設計および生産計画などの工程を同時並行的に行うこと。設計部門内で複数の設計者が共同作業を効率的に進めることを指す場合もある。広義にはこれを拡張して、企画・開発から販売・廃棄にいたる製品ライフサイクルの全フェイズに関連する部門が、製品の企画や開発、設計などの段階に参加・協働することをいう。狭義のコンカレント・エンジニアリングは、CAD (computer aided design, キャド、コンピュータ支援設計)
/CAE (computer aided engineering, コンピュータ支援エンジニアリング)/PDM (product data management,
製品データ管理, 設計技術情報管理)などのシステムを通じてデータの共有・共用を行い、例えば意匠デザインと構造解析、強度計算などを同時並行して作業することで、製品品質の向上と同時に開発期間の劇的な短縮を目指す。
|
| ど |
同調行動 Conforming Behavior |
集団中の多数成員の行動と同じ行動をすることをいう。集団の凝集性が高く,成員がその集団にとどまっていたいと願うほど,また刺激や情報があいまいで判断に確信をもてない状況ほど,強い同調傾向を生じる。 |
| ト |
トランスフォーメーション Transformation |
グローバル化の進展で、企業は競争激化や環境変化の加速という障害に直面しています。このような状況を打破し、飛躍的な成長を遂げるには、継続的な改善活動では不十分で、業務プロセスや事業構造を抜本的に見直し、企業そのものをトランスフォーメーション(変革)することが求められます。
ジョン・P・コッターは、トランスフォーメーションを成功させるには、8つのプロセス((1)危機意識の醸成と共有、(2)強力な変革推進チームの結成、(3)ビジョンと戦略の策定、(4)変革のためのビジョンの周知徹底、(5)従業員の自発的なビジョン実現へのサポート、(6)短期的な成果をあげるための計画の立案・実行、(7)成果の定着とさらなる変革の推進、(8)新たなアプローチの企業文化への定着)を順番通りに進めることが必要だと述べています。
また、トランスフォーメーションの推進にはマネジメントよりも、リーダーシップの発揮が求められます。
近年、アウトソーシング業界では、IT(情報技術)に、経理や人事などのビジネスプロセスを組み込み、間接業務全体を対象にコスト削減や業務効率の向上を目指すBPO(ビジネス・プロセス・アウトソーシング)に代わり、情報システムの見直しとともに、業務プロセスの再構築、情報処理運用の効率化を図り、顧客企業の事業構造そのもののトランスフォーメーション(変革)と収益性の向上を目指すBTO(ビジネス・トランスフォーメーション・アウトソーシング)というスキームが注目を集めつつあります。 |
| ト |
トリプルボトムライン |
トリプルボトムラインとは、企業を財務パフォーマンスのみを評価するのではなく、企業活動の環境的側面、社会的側面、経済的側面の3つの側面から評価することです。GRIサステナビリティガイドラインもトリプルボトムラインの考えに沿って作成されています。
|
| ト |
トロイの木馬 |
トロイの木馬とは、メールなどを通じてコンピュータに進入し、実行されることでコンピュータのシステムに影響を与えるプログラムのことです。トロイの木馬は、単独で実行可能な形(マクロウィルスなどは、アプリケーションなどに依存)で拡散します。その為、アプリケーションと誤解され、実行されることが後を絶たないため、世界中で猛威を振るう可能性があります。この攻撃を防ぐためには、ウィルス対策ソフトを導入し、定義ファイルなどを常に最新版に更新などをすることにより、ほぼ防ぐことが可能です。また、企業などではユーザへの啓蒙などにより、被害を抑制することが可能です。 |
| ど |
毒性 |
生体に対して有害な作用をおよぼす性質をいうが、毒性は物質の絶対的な性質ではなく、一定の条件(例えば量や濃度がある限度に達したときに現れる)で現れる性質である。急性暴露による毒性の強さを比較する指標としては、50%致死量(LD50)がよく用いられる。発がん性・催奇形性・生殖毒性・免疫毒性などを特殊毒とよび、それ以外の諸臓器に対する毒性を一般毒とよぶことがある。また生体内への侵入路によって、経気道毒性・経口毒性・経皮毒性という言葉も用いられる。
|
| と |
特性要因図法 |
ある現象とそれを生み出す多くの要因とのつながり具合を魚の骨のような形に図表化し、発生原因を分析しようという手法である。具体的には、ある対象(例えば墜落災害とか)の災害防止対策を計画しようというときに、対象から背骨を一本引き、その背骨に向かって対象を発生させる大きな要因(例えば足場とか作業者とか)を枝状に引く。次にその大きな要因の枝に向かってさらに基本的な要因(問題点)を小枝のように引く。これを繰り返していき原因を探求していく方法である。 |
| と |
特定元方事業者 |
元方事業者(同じ場所において行う仕事の一部を請負人に請負わせ、自らも仕事を行う事業者のうち、最上位の事業者:一般的には元請とか親会社)のうち、建設業または造船業の業種に属する事業を行う者をいう。
|
| と |
特別教育 |
労働者を一定の危険有害業務に就かせるときに、安衛法に基づき特別教育を行わなければならない。ライセンスとは異なり、事業場ごとに使用設備や作業方法などの条件が異なるため、基本的に事業場ごとに実施しなければならない。例えば、他の事業場から転職してきた労働者がいて、以前の事業場で特別教育を実施したことがあるからといって省略することは基本的にできない。そういう意味では就業制限業務に必要とされるライセンスよりも厳しい規制といえる。
|
| と |
突然変異誘発性 |
いままで親の系統になかった性質が突然生物体に現れ遺伝する現象。γ線・マスタードガス・エチレンイミン・コルヒチンなどが突然変異誘発性をもっている。突然変異が起こった生体では、染色体の異常が見いだされる。 |
| ト |
トレーサビリティー traceability |
生産流通の履歴を管理し追跡できる仕組み、履歴管理 |
| ド |
ドクトリン doctrine |
公式に宣言される,政策の基本原則 |
| ト |
トップマネジメント, ISO |
一般的に経営層のことを指しますが、特にマネジメントシステム規格においては、マネジメントシステムの方針・目標を定める責任を負う人(場合によって複数)を意味します。トップマネジメントの役割は、組織全体を総合的な観点から、どのように統括するのか、組織の適切な方針や目標を設定し、環境の変化に対応して経営戦略、経営計画を策定し、これに基づき、一貫した活動として組織全体を統合することです。 |
| と |
製品の特性, ISO |
ISO9000では”そのものを識別するための性質”とありますが、例えば製品でいうと、サイズ、色、重さ、値段、品名等となり、製品に備わっている機能、形状などのことをいいます。製造関係では製品仕様書、品質規格、図面などにまとめ表現している内容であり、建設関係の場合は、建築物・工作物の設計図書、特記仕様書、共通仕様書に表現されている内容となります。 |
| ト |
トレーサビリティ、 traceability、追跡可能性O |
トレーサブル(traceable)の名詞がトレーサビリィティ(traceability)。
1.流通における物品の生産から消費・廃棄までの流通履歴・情報伝達管理:
1-1.対象とする物品に対して関心を示した人間(代表例は消費者)が、その物品の履歴をさかのぼって、物品の生産履歴を見ることは、トレーサビリティ(トレースバック)によってもたらされる。1-2.対象とする物品に問題が発見された時、その物品が販売された特定顧客に対してピンポイントで商品の回収・リコールを行うことは、トレーサビリティ(トレースフォワード)によってもたらされる。管理手段:台帳管理番号、バーコード、ICタグ、取引コード体系、ロット管理、製造過程記録、家畜の個体識別番号。
ここ数年、食品、食品添加物など食べ物にかかわるニュースや新聞記事が増えてきています。そんな中で「トレーサビリティ」という言葉を耳にしたり見かけたことはないでしょうか。「トレーサビリティ」とは,「トレース」(なぞる)「アビリティ」(可能性)がくっついた言葉で、直訳すると「追跡可能性」となります。不適切な食べ物が発見されたとき、それがどこからどのように来たものかを後から確認することが出来るようにする。これが「トレーサビリティを確保する」ことです。そうすることで問題の経緯と原因、また問題の広がりの範囲をすぐさま調査することができるようになります。例えば、皆さんがお客様へ販売・提供した商品に不具合があった時に、その商品の流れを遡り、納品、検査、加工、材料仕入等のどの過程で発生したか原因を究明するでしょう。そのように追跡調査が出来る状態にすることをいいます。
2.計測器における精度管理:
計測器の信頼性がそれを校正する標準器が国家標準まで辿れることが確保されていることによって証明されていることである。そして、認定された校正機関を利用することによって、途中の校正の連鎖を意識することなくトレーサビリティが確保される。
校正機関の認定(計量法校正事業者認定制度、JCSS):国家標準にトレーサブルであることの確保には、国家標準と現場(工場、研究機関など)の標準の間で、標準を標準で校正する業務の信頼性確保が必要不可欠となる。標準器の校正あるいは標準物質の生産には特定の技術が必要であり、備える設備および技術と設備を管理する品質システムを備えている必要である。 これらの要件を満足している機関に対して独立行政法人製品評価技術基盤機構が、一定の審査を行い認定を与えている。認定を受けた機関が備える標準器は特定二次標準器、生産頒布する標準物質を特定二次標準物質といわれ、それぞれ特定標準器(または特定副標準器)、特定標準物質によって校正される。校正機関を認定する制度を「計量法校正事業者認定制度(Japan Calibration Service System; JCSS)」と称している。
|
|
|
| |
| た/な |
| |
| な |
内定の取り消し |
内定通知だけでは労働契約とはなりません。その取り消しに対して労働法上対抗することはできません(民法上は対抗できる)。内定通知のほかに採用を決定する意思表示があれば労働契約成立とされます:内定の通知をもらったあとに、1)必要書類の提出を求められた、2)入社日の通知を受けた、3)勤務場所の通知や研修の案内を受けた、4)その他採用が確定した旨の意思表示を提示された、などの行為があったときは労働契約が締結されたものとみなされます。労働契約が締結されたとすれば、その後の内定取り消しは「労働契約の解消」にあたり、労働法上の問題となります。つまりは労働者の「解雇」にあたりますから、その解雇が合理的と認められる正当な理由がなければ、解雇は無効となるのは言うまでもありません。入社前でも賃金は支払われる:採用内定者全員を対象に、入社前の研修を強制的に行なう場合、研修時間について賃金を支払う必要がありますので雇用側はご注意ください。この場合、任意参加であっても、入社後に不参加者が不利益をこうむる事態(参加者と比べ配属や諸手当てなどに差がある)が生じる人事を行ったときは任意とはみなされません。 |
| な |
内部顧客 |
ISO9001の認証登録で製造またはサービス提供のみを行っている組織が、企業内の次工程部門を顧客と位置づけて、システム構築する例がある。例えば、部品加工部門が同一社内の組立部門を顧客(出荷先)とする場合や営業部門を顧客と扱う場合である。94年版では要求事項を満たす品質保証重点の規格であったが、2000年版は顧客満足の向上が重視されている。このため、94年版から2000年版への切り替えにあたっては、真の顧客のニーズ、満足に関する情報をとらえる仕組みの再構築が必要となった。
|
| な |
内部コミュニケ-ション |
経営者は組織内への情報伝達方法(内部コミュニケーション)を構築することが求められている。内部コミュニケーションとは、組織内の従業員間、階層間のコミュニケーションを意味します。ISO9001(品質マネジメントシステム)においては「品質マネジメントシステムの有効性に関しての情報交換を行う」手段と定義されており、ISO14001(環境マネジメントシステム)では、「組織の種々の階層及び部門間での」コミュニケーション手段と定義されています。情報伝達方法としては会議、朝礼、掲示板、社内報、電子媒体の活用(電子メール、ホームページ)などが考えられる。目的は情報の共有化による協力体制の構築にある。
|
| ナ |
ナレッジ・マネジメント knowledge management, KM, 知識管理、知識営業 |
社員が業務で得た個別の知識やノウハウを企業全体で一元管理・共有し,問題解決や新商品開発に役立てようとする経営手法。
ナレッジ・マネジメントは、ピーター・ドラッカーが提唱した「知識社会」パラダイムにおける経営革新手法を代表するものの1つです。企業などの組織において、その共有資産としての“知識”の発見、蓄積、交換、共有、創造、活用を行うプロセスを体系的な形でマネジメントすること。あるいはそうした知識の創造・活用の仕組みを事業プロセスの中にビルトインし、生み出された知識を製品やサービス、業務プロセスの革新に具現化することで組織全体の競争力強化を目指す経営手法のことをいう。
ナレッジマネジメントという語は、日本語では「知識管理」「知識経営」と訳されるが、前者を「知識を管理すること」「知識共有・活用を行うための仕組みを管理すること」、後者を「知識資産に基づく経営」「知識創造をビジネスプロセスに組み込んだ経営」と意図的に使い分けられている場合がある。
(1)暗黙知と形式知の相互交換:
ナレッジ・マネジメントのコンセプトは、SECI(セキ)と呼ばれる知識変換プロセスが回ることによって知識が生み出されるモデルを中心に説明されます。
知識変換プロセス:
|
暗黙知 |
|
|
|
|
S、協同化、共体験:
経験を共有することによって、メンタルモデルや技能などの暗黙知を創造するプロセス |
暗黙知
→ |
E、表出化、対話、協同思考:
暗黙知を明確なコンセプト(メタファー、アナロジー、仮説等)として表現するプロセス
|
|
|
暗黙知↑ |
|
↓形式知 |
|
|
I、内面化、実践、臨場感:
行動による学習を通じて、個々人の体験が暗黙知として他人に移転するプロセス |
←
形式知 |
C、連結化、整理・蓄積:
形式知を組み合わせて、1つの知識体系を作り出すプロセス |
|
|
|
|
形式知 |
|
SECIは、暗黙知(明確な言葉や数字で表現しにくい技能やノウハウ)と形式知(明確な言葉や数字で表現できる知識)を相互に変換するプロセスを示しています。
例えば、企業で行われる打ち合わせを想定して知識変換を考えてみましょう。頭の中にぼんやり浮かんだ暗黙知を以心伝心で相互理解するためには共通の体験(S:Socialization=共同化)が必要です。ぼんやりとした暗黙知のままでは議論が進みませんので、言葉や図、数字を用いて誰もが理解できる形に表現します(E:Externalization=表出化)。表出化された知識を材料にして議論を行うことにより、論理的な構成で資料や報告書を作成します(C:Combination=連結化)。資料化された内容を実行する時に、臨場感を持って知識の内容を体得します(I:Internalization=内面化)。
(2)自社に合った知識創造活動:
企業は、知識を創造する基本的なプロセスを理解した上で、自社では何に注力すればよいかを考えることが大切です。暗黙知の交流を重視する企業では、共同化を推進しやすい企業風土の醸成を行い、形式知の交流を重視する企業では、連結化を効率的・効果的に推進するナレッジ共有支援システムの構築等を行うことで、知識創造活動を促進できるでしょう。
|
| な |
内発的動機 Intrinsic Motivation |
好奇心など。行動することまたは経験することそのものによって満足がもたらされるような動機を意味し,人が生まれながらに持つ動機とされている。つまり,外的報酬によらず,活動それ自体が報酬となるような動機のこと。 |
| な |
内部監査 internal review/audit/auditing |
組織が自身の組織のマネジメントシステムが有効に運営されていることを確認する手段。マネジメントシステム規格では、規格要求事項として義務付けられており、マネジメントシステムの基本原則の中でも特に重要な事項の一つ。内部監査の目的には、日常手順の浸透を確認、手順のレベルアップ、業務効率化、従業員の自覚向上など。内部監査に戦略的に取り組むことで、組織のパフォーマンスチェック、改善につなげる。
内部監査責任者とは、内部監査を指揮する責任を負う立場を指します。規格によって明確な規格要求事項が存在するわけではありませんが、組織の内部監査を効果的に実施するためにも責任・権限を与える必要があります。管理責任者、経営層から独立した立場で、組織のマネジメントシステム実施状況を客観的に観察し、不適合、改善点を導き出すスキルが求められます。 |
| な |
内部告発 whistle-blowing,、
内部通報者 whistle blower、
内部通報制度、
告発制度 whistle-blowing setup、
公益通報者保護法、 |
組織、例えば企業に所属する人間が、社会一般あるいは消費者にとって害を与えるようなもしくは違法な企業行為を、政府機関、新聞、その他のメディアに通報すること。ホイッスル・ブローワーとは笛を吹いて警鐘を鳴らす人という意味で、サッカーの試合でルール違反があると笛を吹いてイエローカードを示す審判員のことである。
労働基準法104条、労働安全衛生法97条:労働者の申告事項:監督署に必要に応じ、手紙を出したり、電話したり、匿名で電話をかけたり出来る。それによって不利益を被ったらきちんと救済される。
1998年に英国で制定された「公益開示法」では、警官や軍人などを除く一般役人と企業従業員告発人に不利益が被らないように法的に保護される。事業者が受け入れやすいように告発は組織の内部でおこなうことが優先され、各組織の告発受理委員会やホットラインなどが告発手続きをする。内部ルートで告発しようとして解雇されそうになったり、証拠が隠滅されそうになったときは警察や新聞社など外部へ告発する。この場合、企業の守秘義務は無効となる。告発人は、不利益を被った場合は雇用審判所への申立ができる。現在、グローバル化のなかで企業倫理規準とかコーポレート・ガヴァナンスなどの考え方が海外から日本企業に押しよせている。企業のトップは、それらの必要性は認めつつも、対応は遅々として進まない。内部告発者保護法が成立すれば、いやおうなく企業倫理・企業の透明性・経営の説明責任といった問題に取り組まざるを得なくなるだろう。
1998年の公務員倫理法の制定の際、自民党は「密告奨励は日本社会になじまない」という理由で内部告発者保護規定の盛りこみを頓挫させた。
公益通報者保護法:施行平成18年4月1日、逐条解釈指針、一般向けマニュアル(内閣府国民生活局、平成18年2月現在)。
参照:労働基準法違反申告書(書式)。
|
| な |
内部統制、
インターナル・コントロール、
internal control、
内部統制、参照:ITL、 |
サクッと:
大企業による監査法人を巻き込んだ粉飾決算など、社会に与える影響の大きい事件が頻発した為
内部統制: 会社内で不祥事や粉飾決算などが起きないようにもっときっちり社内のリスクをコントロール(統制)すること。
上場企業や大企業: 「会社法:適応、資本金5億円以上か、負債合計200億円以上。取締役会はコンプライアンス体制とリスク管理体制の構築を実施」や「金融商品取引法の一部(日本版SOX法、刑事罰)(サーベンス・オクスリー法)」によって、内部統制を実施することが義務付け。従来の財務諸表と財務諸表監査報告書+「内部統制報告書」+「内部統制監査報告書」作成。
広義の内部統制: 財務+法令遵守(コンプライアンス、個人情報保護法+男女雇用機会均等法など、社内独自規程を含む)のリスクコントロール、
狭義の内部統制: 財務のリスクコントロール:透明性。
コントロール:ITを使った顧客管理とトレーサビリティにより、情報漏洩の予防と事後の不正の特定が可能となる。完遂度は目的の明確化と厳格な運用及びPDCA是正改善による。
一般に企業などの内部において、違法行為や不正、ミスやエラーなどが行われることなく、組織が健全かつ有効・効率的に運営されるよう各業務で所定の基準や手続きを定め、それに基づいて管理・監視・保証を行うこと。そのための一連の仕組みを内部統制システムという。
従来の内部統制は財務会計分野からの視点でのみ語られ、財務報告の適正性確保を目的とする活動としてとらえられていた。しかし米国トレッドウェイ委員会組織委員会(COSO)が1992~94年に公表した報告書「Internal
Control - Integrated Framework(内部統制-統合的枠組み:俗にCOSOレポートという)」で、会計統制以外に、コンプライアンスや経営方針・業務ルールの遵守、経営および業務の有効性・効率性の向上、リスクマネジメントなどより広い範囲を対象とし、コーポレート・ガバナンスのための機能・役割として、(1)
業務の有効性・効率性、(2) 財務諸表の信頼性、(3) 事業活動に関わる関連法規の遵守、(4) 資産の保全を目的を達成するために、合理的な保証を提供することを意図した、取締役会、経営者およびそのほかの職員によって遂行されるプロセスとした。
内部統制を実施するうえで、ITよって構築された情報システムは大きな助けとなる。
粉飾決算/破たんを受けて、2002年に成立したサーベンス・オクスリー法で内部統制システムの構築・運用(内部統制報告書作成)を経営者の義務、その監査・監査意見表明を外部監査人の義務としている。
経営者による内部統制報告書の作成報告:ビジネスプロセス(仕入→生産→在庫管理→販売)における、人事給与システム+財務会計システム(購買管理システム→生産管理システム→物流・在庫管理システム→店舗・販売管理システム)+固定資産管理システム=財務諸表→内部統制報告書作成の1.システム構築と、2.全社レベル統制(法令順守の意識の向上による不正防止)と、3.IT統制による信頼性の担保。3.IT統制=IT全般統制(不正防止=システムへのアクセス制御+情報改竄防止+業務プロセスの標準化、異常発見=情報監視)+業務処理統制(不正防止=権限分掌+業務プロセスのコントロール、異常発見=業務プロセスの監視+情報の監視))。
目的達成の為の構成要素・評価及び監査の6基準, PDCA:
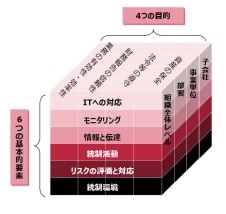 |
1.統制環境(組織の気風を決定し、統制に対する組織内のすべての者の意識に影響を与えるとともに、他の基本的要素の基礎をなす)、
2.リスクの評価・対応((リスク評価)組織目標の達成に影響を与える事象のうち、組織目標の達成を阻害する要因をリスクとして識別、分析、評価するプロセス。(リスクへの対応)リスクの評価を受けて、当該リスクへの適切な対応を選択するプロセス。リスクへの対応に当たっては、評価されたリスクについて、その回避、低減、移転、受容などの適切な対応を選択)、
3.統制活動(経営者の命令や指示が適切に実行されることを確保するために定められる方針や手続き。統制活動には、権限や職責の付与、職務の分掌などの広範な方針や手続きが含まれる。方針や手続きは、業務のプロセスに組み込まれるべきものであり、組織内のすべての者において遂行されることにより機能
)、
4.情報と伝達(必要な情報が識別、把握、処理され、組織内外や関係者相互に正しく伝えられることを確保すること。組織内のすべての者が個々の職務の遂行に必要とする情報は、適時かつ適切に、識別、把握、処理、伝達されなければならない。必要な情報が伝達されるだけでなく、それが受け手に正しく理解され、その情報を必要とする組織内のすべての者に共有されることが重要)、
5.監視活動(モニタリング)(内部統制が有効に機能していることを継続的に評価するプロセス。モニタリングにより、内部統制は常に監視、評価、是正されることになる。モニタリングには、業務に組み込まれて行われる日常的モニタリングと業務から独立した視点から実施される独立的評価がある。両者は個別にまたは組み合わせて行われる場合がある)、
6.IT(情報技術への対応(組織目標を達成するために事前に適切な方針や手続きを定め、業務の実施の際に組織の内外のITに対し適切に対応。IT環境への対応とITの利用と統制からなる。ITへの対応は、内部統制の他の基本的要素と必ずしも独立に存在するものではないが、組織の業務内容がITに大きく依存している場合や組織の情報システムがITを高度に取り入れている場合などには、内部統制の目的を達成するために不可欠の要素として内部統制の有効性に関する判断の基準となる)。
日本においても2006年5月から施行となった会社法では取締役/取締役会に内部統制システム構築の義務を課している。2005年8月には経済産業省が、「コーポレートガバナンス及びリスク管理・内部統制に関する開示・評価の枠組みについての指針」を公表。企業が自主的に内部統制システムの構築に取り組むための指針で、リクス管理の概念を盛り込んでいる。
さらに金融庁が主導して、証券取引法の抜本改正となる金融商品取引法(日本版SOX法)が2006年6月に成立。2009年3月期の決算から、上場企業に内部統制報告書の提出・公認会計士によるチェックが義務付けられた。 |
| な |
なぜなぜ分析、ナゼナゼ分析、なぜなぜ5回、why-why、
なぜなぜをやる前に、前提を確認(リスクアセスメント項)!
y、 |
なぜなぜ分析に入る前に、前提条件特に経時的人別事実の見える化と文書(手順書)を精読することが大切である。
客観説TQM”なぜなぜ分析”(鵜沼崇郎):「なぜなぜは主観的・演繹的追求法である」、その後、問題の真因は現場四現主義または実験により科学的・客観的・帰納法的に求められる。
なぜに対する答えは、逆向きに、答えだからなぜとなるの必要十分条件であること。
なぜの答えは、4M原因分類類型化される:
1.人:コミュニケーション、疲労、訓練、2.物:機器、機械安全、3.環境手段:インフラ、作業環境、方針、手順、ルール、警告、4.管理:勤務体制)。
または、事故の類型化:
1.知識不足、2.確認のエラー、3.伝達エラー、4.技術不足、5.手技エラー、6.安全注意看過、7.衛生管理不足。
事故の真因が設計ミスで、根本原因が人員削減による過重労働性ポカである場合、応急措置は設計ミスの訂正であり、是正措置は人員を増やすことこととなる。真因を訂正しても災害は再発しうる。根本原因を是正することが信頼設計である。
注意:
ヒューマンエラーが原因とされた場合の対応:
1.エラーを心因としない:背景の手順、就業環境、会社風土などを再検討する。、
2.ヒューマンエラーのポカは真因であり、それ以上の科学的・客観的・機能法的解析は意味が無い。
その場合は、エラー対策発想に移るべきであろう:エラー対策の手順:1.止める、無くす、2.出来ないようにする、3.分かりやすくする、4.やりやすくする、5.知覚させる(体調、休息、加齢対応)、6.予測させる(KYT,TBM)、7.安全優先の判断(チェックリスト、メモ、管理職垂範)、8.能力教育、9.自分で気づかせる(指差し、リチェック)、10.エラー検出(ダブルチェック、チェックリスト、多重チェック),11.被害の最小限化(安全ネット、安全帯、救急体制、保険)。
(1)目先の原因に対策を打つだけでは、トラブルの根本対策にならない。原因Aを起こす要因B、それを起こす要因C、~と「ナゼ?」を繰り返して次々に根本的な要因を掘り起こして対策を講ずることを 「ナゼナゼ分析」とか「ナゼナゼ5回」という。
(2)手法の性格は演繹的アプローチであり、データではなく、知識・想定などによって列挙する。
(3)何に対して「ナゼナゼ」を行うか、特性要因図で系統的に4M・小骨の多要因を図示分析するか、
(4)なぜなぜにより探求された原因を、特性要因図で系統的に精査する
参照:
なぜなぜ分析の10則、小倉仁志、
医療安全:医療インシデント解析=RCA+なぜなぜ分析+是正処置・対策(例:化学物質の爆発・火災に係わるリスクアセスメント)、
蛇足ながら:
科学はhow「どのようにして」を考えるものであって、why「なぜ」探求は哲学か神学でやるもの?
|
| の |
濃度曲線下面積(area under the curve: AUC) |
縦軸に体内の化学物質濃度,横軸に時間の経過をとった場合に,曲線の下の面積.体内の標的臓器への到達量の合計を表す. |
| ナ |
ナショナル・ブランド |
ナショナル・ブランド(NB)とは、コカ・コーラやキッコーマン醤油のように企業が製造し、全国にわたって流通させているブランドのことです。いわゆる「メーカー品」です。
ローカル・ブランドとは、ナショナル・ブランドが全国展開されたものであるのに対し、極めて限定された地域のみで認知され、構築されているブランドのことです。町の商店街の自家製造の菓子屋、豆腐屋、飲食店などがその例です。近年叫ばれている商店街の復興は、ローカル・ブランドの構築が鍵です。なお、吉野家は元は築地のローカル・ブランドでしたが、1970年代に全国展開し、ナショナル・ブランドとなりました。安部修仁・伊藤元重著『吉野家の経済学』(日経ビジネス人文庫)
|
| な |
70μm線量当量 |
外部被ばくによる皮膚の組織線量当量を評価する際の指標。身体の表面から70μmの深さにおける線量当量とみなされる量。 |
| な |
内部被ばく |
経口または吸入により体内に摂取された放射性物質により放射線被ばくすること。放射性物質の核種(同位体の原子核を一つ一つ区別していう呼称)により、特定の器官に集積して内部被ばくを起こすことがある。
食品中の放射性物質にかかわる食品衛生法第6条2号の基準値改正 (薬事・食品衛生審議会放射性物質対策部会、2011/12/22)測定法、 |
| に |
認知的不協和 |
認知的不協和は、人間は認知や態度に一貫性を保とうとする傾向があって、そこに矛盾が生じると、それを不快に感じるという心理状態のこと。そしてそういう心理状態に陥ると人間はその矛盾を無くそうとする行動を取る。
例 「ダイエットをするんだからケーキを食べるべきじゃない」、だけど「ケーキを食べたい」っていうように矛盾が発生する。この矛盾に不快感を感じることが認知的不協和の状態。そして「ケーキは期間限定だから今しか食べられないし、ダイエットはいつでも始められるから今はケーキを食べるべきだ」っていうふうに認知的不協和を解消する。 |
| に |
日常管理 day-to-day management, daily management |
* |
| に |
認証登録, ISO |
審査登録機関による審査に合格し登録が決定すると、審査登録機関に登録されることから、こう言います。「認証取得」もほぼ同じ意味で使われることがあります。 |
| ニ |
ニコヨン |
「二個四」の意(大辞泉)。1949 (昭和24)年緊急失業対策法を制定し、国が自らの費用で、または地方公共団体等が、国庫から全部もしくは一部の補助を受けて実施する失業対策事業を始めることにした。この3K失業対策事業に就労して職業安定所からもらう日給が240円で、これを貰う労働者を、軽蔑して「ニコヨン」と呼んだ。100円を1塊として2個と10円玉4個(100円玉発行は1957(昭和32)年。米と切手の物価は1950年は現在の1/10で、当時の240円は現在の2400円相当。時給で300円相当となり、現在の最低賃金の半分。現在の建設作業員の平均時給が1500円。)。1995
(平成7)年に、緊急失業対策法は廃止され、失業対策事業は打ち切られた。。 |
| ニ |
ニトリル化合物 |
別名「カルボニトリル」・「有機シアン化物」。炭化水素にCNが結合したもので、アセトニトリル、アクリロニトリル、ベンゾニトリルなどがある。ニトリル化合物の多くは、体内で分解されてシアン化水素を発生し、組織呼吸を障害し窒息を起こす。
|
| ニ |
ニトロ化合物 |
炭化水素にニトロ基NO2が結合したもので、ニトロパラフィン、ニトロベンゼンなどがある。ニトロ化合物は芳香があり、蒸気の吸入や皮膚からの吸入によって、肝臓障害・中枢神経系障害・血液障害などを起こす。また、ハロゲン、アミン、フェノールなどが結合すると、さらに強い毒性を発揮する。
|
| に |
人間機械系(マン・マシン) |
例えば車を運転していて、ときどきスピードメーターを見る。速度が出過ぎていると思えばブレーキを踏んで速度を落とす。この単純な動作において、メーターを見る視覚→スピードが出過ぎていると判断する脳→ブレーキを踏む足→ペダルを踏むことにより速度を加減する制御装置→スピードを表示するメーターというふうに、情報が人間から機械へ、機械から人間へと行き来する。このようなシステムを「マン・マシン・システム」(人間機械系)という。技術進歩により機械が精密かつ高度になっていくと、それを扱う人間は容易それに追いつくことができない。つまり、マン・マシン・インターフェース(人間と機械の接点)が十分配慮されていないと、大事故や大災害につながる。 |
| に |
人間工学 |
人間と機械という異質のものを、それぞれの特徴を生かし両者の関係を調和させ、合理化していこうという学問。特に人間の特性を機械の設計に取り入れて、災害防止や疲労の軽減・作業の快適さ・機器や道具の使いやすさをも目標としている。現在、人間工学には二つの大きな潮流があり、一つは欧州のアーゴノミックス(人間の出す力を正常化する学問)、他方は米国のヒューマン・ファクター・エンジニアリング(人間的要素を設計に織り込む)で、前者は医学を後者は工学・心理学を中心に発展してきた。
|
| に |
日常検査法 |
general practice |
| に |
認識 |
認識とは、「物事をはっきりと見分け、分析し、判断すること」である。ISOでは品質管理責任者に対して、“組織全体にわたって、顧客要求事項に対する「認識」を高めることを確実にする”ことを要求している。組織の構成員にお客様が何を求めているかの本質を見分け、その内容を分析し、判断する能力を高めることである。また、組織の要員に対しては、自らの活動の持つ意味と重要性を「認識」し、品質目標の達成に向けて、自らがどのように貢献できるかを「認識」することを求めている。
|
| に |
認知療法 cognitive therapy、認知行動療法 Cognitive Behavior Therapy、、日本認知療法学会(Japanese Association for cognitive
therapy,JACT)、、、 |
A. T. Beck。治療者が指示的・能動的に患者に関わり、患者の認知を吟味し、患者の対抗技能 coping skillを向上させる短期精神療法。患者の中には,症状が単に行動,習慣の問題として理解されるのではなく,独特の考え方や価値観,固定的な思考様式(認知)に問題があると考えられる場合が少なくない(落ち込み感情のネガティブ思考に囚われてスパイルダウンするドツボに落ち込む、自動思考)。このような場合に,この落ち込み感情とネガティブ思考を切り離し患者の認知の問題の修正をねらい、更に、行動療法を組み合わさった認知行動療法が行われる。
偏った思考パターンの変容=認知再構成法(1.現実の事象は事実と主観的な認知の両側面により構成される。2.認知は感情的思考に左右される。3.認知と感情思考が癒着すると短絡自動思考となり嫌な認知となる。4.認知と感情思考(自動思考)を引き離し、改めて認知と思考を結び直すこと(再構成)が正しい事実認識となる、5.反復することにより認知と思考が正常化する。):思考記録表(ある特定の場面において、どのような気分がして、どのような事を考えたのかを書き込む)などを使い、以下の4ステップを実施して短絡自動思考の誤りを悟らせる:1.特定の状況を把握(客観的、具体的に記載)、2.その時の感情を(思考を避ける意味でできるだけ簡明な)名詞2,3文字で表記、程度を100点評価、思考を避ける、3.どうしてそのような感情を抱いたかの思考を探る、4.感情を思考が十分に説明しているかチェックする。感情と認知思考の妥当な連結の学習。
偏った行動パターンの変容=行動活性化技法:鬱病における「何もせずエネルギーの充電を図る」のではなく、楽しく達成感のある行動を選んで行動しモニタリングして行動する楽しさを知る。逆に、1周間の極端な行動制限により内からの行動欲を呼び覚ます森田療法も同列である。
生活技能訓練 social skills training(SST練習):ステップ1(取り上げたいコミュニケーション場面を考える)、ステップ2(その場面を再現して、現在できている点と改善すべき点を挙げる)、ステップ3(良いお手本を見ながら感触をつかむ)、ステップ4(新しいやり方に取り組んでみる)。
認知療法・認知行動療法マニュアル(日本認知療法学会、2010)、
認知行動療法の基礎と展開(youtube)。 |
| ネ |
ネアカ |
仕事は、熱意、愛情、感謝の気持ちでやる!
|
| ネ |
ネットワーク外部性 |
自分が利用する商品やサービスについて、他の利用者が増えることでメリットが増すこと。それゆえ、人気者はますます人気者になるという特徴がある。ネットワーク外部性が働く商品やサービスには、初期のわずかな差が、その後の決定的な差につながるという特徴がある。勝敗は、必ずしも機能の優劣で決まるわけではない(長時間録画可能なVHSと画質が良好なベータビデオの例で、レンタルビデオ屋がVHSを採用したのが勝敗の分かれ目)。ゲーム機もネットワーク外部性が働く商品の一つで、企業は初期の時点で、少しでも多くの顧客を獲得することが大切で、発売当初に値下げをする理由の1つはここにある。(NHK、出社が楽しい経済学、2009)
|
| ね |
年令計算、
期間計算、民法規定、 |
①一般には、誕生パーティーなど、自分の年齢計算は、誕生日当日とされている(満)。
②理論的・法的・厳密には、明治35年12月22日施行の「年齢計算に関する法律」第1項「年齢は出生の日よりこれを起算す」第2項「民法143条の準用」民法143条の該当部分「起算日に応答する日の前日を以って満了す」により、誕生日の前日24:00に1歳加算される。すなわち、誕生日が9月14日の64才の場合、くどい説明をすれば、次の年の誕生日の前日9月13日深夜12時(午後12時)に年齢が1歳加算され65才となり、誕生日の9月14日午前0時を迎える。9月13日午後12時と14日午前0時は同じですが、法律上の年令計算においては全く別ものとされる。
参考:一日の始まりは『午前零時』(民法140条但書)。
4月1日生まれは早生まれとは:学校教育法17条(小学校満6歳入学)と学校教育法施行規則59条(小学校年度は4月1日より翌年3月31日まで)より、4月1日生まれは3月31日で6歳になっているので、1年早く入学することとなる。
行政における(支給等の)適用開始においては:適用される誕生日が月初日の場合は当該月以降、月初日以外の場合は当該翌月以降の(支給等の)実施とされる。
|
| ね |
熱射病 |
高温環境条件に暴露された後に、突然に発病する体温調節機能障害で、中枢神経系の障害・全身的な発汗停止・40℃以上の直腸温の三つの症状により特徴づけられる。熱射病よりやや症状が軽く中枢神経系の障害を欠くものは境界熱射病とよばれる。また、熱意識もあり発汗がなお停止しないものは熱性高体温症といわれる。 |
| ね |
年少者 |
労働基準法で、18歳未満の者を年少者として、一般の保護規定に比べ特別な保護を設けている。年少者は心身の発達過程にあり、経験や技能などからみても特別に保護する必要がある。
|
| ね |
年千人率 |
労働者1,000人あたり1年間に発生する死傷者数を示す。千人率は労働時間や労働日数の変動が多い事業場には不向きだが、算出が容易で分かりやすいのが特徴である。計算式は「災害発生率」を参照して下さい。
|
ね
|
ねらいの品質 targeted quality, planned quality |
* |
| の |
能力向上教育 |
安全管理者や衛生管理者・各種作業主任者など、災害防止のための業務に従事する者に対して、当該業務に関する能力の向上を図るために行う教育や講習。労働災害の動向や技術革新の進展などに対応し、災害防止担当者のレベルアップを図る必要がある。 |
| の |
脳血管障害 |
出血性病変:クモ膜下出血(脳表面)、脳出血(脳実質)、
虚血性病変:脳血栓症(脳血管自体の動脈硬化病変による閉塞)、脳塞栓症(心臓や動脈壁の血栓が剥離して脳血管を塞ぐ)、 |
| ノ |
ノウフー、know who |
ナレッジマネジメントの分野における知識活用のアプローチの1つ。「誰が何を知っているか」「どこに経験者やエキスパートがいるか」を特定できる仕組みを作ることで、知識やノウハウを“持っている人”と“必要とする人”を結び付け、知識の有効活用を図るもの。 |
| ノ |
ノーマライゼーション normalization |
障害のある人も,一般社会で等しく普通に生活できるようにすること。 共生、福祉環境作り。発端は、1950年代に、デンマークの知的障害者の親の会が、巨大な知的障害者の施設(コロニー)の中で多くの人権障害が行われていることを知り、この状況を改善しようという運動からスタートした。 |
|
|
|
| の |
能面、外観 |
能面は同じ一面なのに、見る位置から、受け取る側の印象が異なる。チビの子供が下から見上げると笑い顔、背の高い大人が上から見下げると泣き顔に見える。 |
| の |
伸び馬、ペガサス |
伸び馬使用上の注意点。 |
| ノ |
ノーマライゼイション Normalization |
正常化(ノーマライズ)されるべきは,障害を持つ個人よりも,むしろ,その人をとりまく環境のほうではないかという考え方に基づき,障害者であっても普通の生活ができるような環境を作ることを重要視する概念。 |
| ノ |
ノンテクニカルスキル |
医療行為のスキル:
個人の知識や技術能力(テクニカルスキル)+テクニカルスキルをチームで共有する能力(ノンテクニカルスキル=チームワーク+リーダーシップ+意思決定+コミュニケ-ション+状況認識+ストレスへの対応∔疲労への対応) |
|
|
| |
| な/は |
| |
| バ |
バイオエシックス
(Bioethics) |
バイオエシックスという用語は、ギリシャ語のBios (生命・生物) とethics (倫理) の合成語 "Bioethics"
として、1960年代後半から、主として米国で使用されはじめた。ここ十数年来の極めて急激な生物・医科学技術の発達と、それに伴う今まで想像もし得なかった新しい問題
(DNA実験、臓器の移植等々) に直面することになり、今までの伝統的な「医の倫理」のわく組みを越えて、他の関連諸学問分野の専門家や、更には非専門家ではあっても、患者や家族などの直接、間接にかかわりを持つ人たちをも組み入れて、新しい価値基準や合意をつくり出していこうとする試みの中から生まれてきたもの。
|
| バ |
バイオハザード
(biohazard)、 |
実験室や病院内から細菌・ウイルスなどの微生物が外部へ漏出することによってひき起こされる災害・障害。特に,遺伝子操作により有害な遺伝子をもつようになった微生物による生態系の破壊や伝染病などの災害。
バイオハザード・マーク biohazard mark:由来、廃棄物分別。
|
| パ |
パラダイムシフト(paradigm
shift) |
時代、時代によって人の物に対する見方や考え方は変わっていきます。「パラダイム」とは、それぞれの時代や時期の物の見方や考え方のことを指し、「パラダイムシフト」とは、時代や時期の変化に合わせて人々の考え方が変わって行くさまをいいます。経済でいうと右肩上がりを前提とする日本の20世紀型のパラダイムは、成長から成熟へ、人口増から人口減へ、供給者の論理から顧客志向へ、画一から多様へ、集権官治から分権自治へなど変革を余儀なくされてきています。
|
| バ |
バリアンス(Variance) |
クリニカルパスで想定された患者の標準的な経過とずれた結果のこと。できるだけ多くの患者に対応したサービスを提供するためには、常にパスの改善を検討することが必要であり、そのためにバリアンスを分析することは不可欠と考えられる。 |
| は |
廃棄物処理法、建設リサイクル法 |
石綿等、廃棄物処理に関するリサイクル・適正処理。
マニフェスト制度:排出事業者が産業廃棄物の処理を委託する際に,廃棄物の種類・数量・性状・収集運搬業者名・処分業者名・取扱上の注意事項等を記載した書類をマニフェストと呼ぶ。このマニフェストを廃棄物とともに流通させることにより,廃棄物の流れや処理方法を自ら把握・管理するシステムをマニフェスト制度という。
マニフェスト制度は、産業廃棄物の不法投棄・不適正処理・処理過程の事故を防止することを目的としています。産業廃棄物の処理を業者に委託する場合,必ずマニフェストを交付しなければならない。
マニフェスト制度における排出事業者の責務:最終処分(再生、再資源化施設/中間処理を含む)までの管理の責任、最終処分(再生を含む)の予定場所をマニフェストに記載義務、マニフェストにより最終処分完了の確認、マニフェストの保管義務(B-1、B-2、D、Eは法定で5年間、A票は法定ではないが5年間が望ましい)、未回収マニフェスト・記載不備・虚偽記載の場合「措置内容等報告書」の提出義務、伝票交付後180日を過ぎて最終処分完了(「E票」)の通知がない場合、廃棄物の処理状況を把握し行政に報告するなど必要な措置をとること。但し、中間処理業者経由せず最終処分(再生も含む)の場合は、[D票][E票]同時発行のため90日となる。
マニフェスト制度における処理・処分・再生業者の責務:中間処理業者が、中間処理後さらに最終処分業者(再生業者)に処分を委託した場合、最終処分が終了した旨の管理票(二次マニフェスト)の送付を受けた時、一次マニフェストの「E票」に「最終処分終了」、「最終処分を行った場所」を記載し排出事業者に通知(送付)しなければならない。
新マニフェスト伝票の処理。 |
| は |
はい作業 cargo piling |
「はい」とは、袋物、箱物、木材等を倉庫や土場に積み重ねられた荷の集団のこと(小麦、大豆、鉱石等のバラ物の荷を除く)。該当する漢字表記は無い。
「はい作業」とは、荷物(石炭や穀物のようなバラ物以外の物)を人力又は荷役機械で、一定の方法で積み上げたり(はい付け)、積み上げられた荷を移動するために荷をくずしたり(はい崩し)する作業のこと。
2m以上のはい作業をする場合(機械のみによる荷役を除く)、事業者は,はい作業主任者技能講習修了者の中からはい作業主任者を任命し、実際にはい作業を指揮させなければならない。 |
| バ |
バイオマス biomass |
エネルギー資源(炭、メタン)として利用できる動植物由来の身近な有機物(広島大学大学院工学研究科機械システム工学バイオマスプロジェクト研究センター松村幸彦)。バイオマスの特徴はカーボン・ニュートラルで再生可能な資源ということ。「カーボン・ニュートラル」とは大気中のCO2濃度に影響を与えない性質。バイオマスは生物を起源とする資源ですから、その大もとは植物。植物は成長過程で太陽光をあびて光合成を行う際、大気中のCO2を吸収し、この植物を資源として使った際、放出されるCO2の量は、光合成で吸収した量とほぼ同じ。吸収する量と、放出する量が同じなわけですから、大気中のCO2を増加させることにはならない。このような特性のことを「カーボンニュートラル」と呼びます。 |
| パ |
パイプエンド型管理 |
パイプエンドとは「パイプの先端」のことで、排水口や煙突先のことを指す。この比喩には、出口の時点での有害物排出値が法基準である管理濃度を超えないように管理する場合に「パイプエンド型管理」として呼ばれる。有害物管理には、発生源の時点での管理、生産活動の最後の部分での管理などがありうる。日本の法律では、パイプエンド型管理が一般的である。管理濃度、 |
| ハ |
ハイボールの原理、high ball、 |
参照:鉄道安全運行・列車同士の衝突防止:
タブレット tablet:単線区間の閉塞方式における通行許可証(通票)。
タブレット閉塞:通貨区間の単一駅間をタブレット通票を持つ単一の列車のみが通過するように他の列車を閉鎖すること。
スタッフ閉塞 stuff:stuff 詰める、詰め物。行き止まりの単線における通行の為に続行する列車は終着駅手前のすれ違いタブレット交換駅で待期する。。 |
| ば |
爆発火災 explosion、
|
爆発:伝播<音速、圧力上昇=6~10倍、爆轟 detonation:伝播>音速、圧力上昇=数十倍、
燃焼: 3要件:①発火源・熱源、②可燃物、③酸素・酸化剤、。
①発火源、熱源・着火源:裸火、高温物体、電気火花、静電気、
マッチ、ライター、たばこ等の裸火、
ベルトコンベアや滑車等における摩擦熱、
工作機械、電気機器、ベルトコンベア等における、機械の局部摩擦による加熱発火、
モーターのスリップリング、スイッチ、配線等、電気設備の損傷によるスパーク花火、
粉砕機やロール機に異物が混入したことによる衝撃花火、
溶接、溶断、ハンダ付等作業時に発生する花火、
静電気による放電花火、
サイロ(例:小麦粉、砂糖、コーンスターチ等)や工場内での自然発火。
②可燃物による分類:
1. ガス・蒸気:アセチレン、水素、ガソリン、
2.分解爆発性ガス:アセチレン、酸化エチレン、
3.可燃性ミスト:噴出した作動油、ディーゼル機関の軽油、
4.可燃性粉塵:粉じん爆発、粉体爆発 dust explosion:
揮発成分を多量に含む石炭微粒子による炭じん、木粉, 飼料,米ぬか,粉ミルク,砂糖,小麦粉,ココア, にんじん粉,コーンスターチ,でんぷん,魚粉などの食物粉,鉄粉,アルミニウム粉などの一般には可燃性物質,
天然および合成樹脂粉末,プラスチック粉体、無水フタル酸,硫黄,洗剤などきわめて広範囲のもの、粉じん粒子の大きさとしては,700μm以下のものが対象となり,100μm以下はとくに危険、発限界は粒子の大きさと点火源の強さによって異なるが,多くの場合15~50mg/m3であり,最小発火エネルギーは10~80mJである.いずれも粒子径が小さいほど小さい.粉じんの発火温度は350~600℃の範囲にあり,層状に堆積された方が低い.、
5.固体、液体の分解:火薬、有機過酸化合物、
6.水蒸気:融解金属・融解塩と水の接触、ボイラー、
7.反応爆走:反応器内の化学反応の暴走、
爆発限界:爆発上限界(UEL, upper explosive limit、最大要件=高圧側、高温度側、可燃物と酸素との混合気における高濃度側)と下限界(LEL、最低要件=低圧側、低温度側、混合気における低濃度側)、
反応抑制物の低下、
混触反応、
爆発類型、防止のための分類:北川徹三:
1.着火破壊による爆発:閉鎖空間内に貯留、
2.漏洩着火による爆発:
3.自然発火による爆発:
4.反応暴走による爆発:
5.熱移動による蒸気爆発:水蒸気爆発、
防止対策:評価表、
爆発性ガス濃度測定器
酸素濃度の減少,
不活性粉末の混合,
不活性ガスによる希釈,
点火源の排除(静電気を含む),
爆発抑制設備の使用など
不燃性シート上での溶接作業等
参照:
1.労働安全衛生規則第4章第248条~328条の5、爆発・火災等の防止、
2.化学プラントにかかるセーフティ・アセスメントについて(基発第149号、平成12年3月21日)、
3.最近の爆発火災による労働災害事例、
4.爆発火災災害の基本的対策、
5.国際安全衛生センター、爆発火災の防止に関する規制、その1、その2、
6.爆発性ガス・毒性ガス・蒸気の危険性一覧表、爆発性ガスの分類・防爆構造と記号表記、
|
| パ |
パーセント |
100分の1を指すパーセント(%)(百分率)。
パーミル(permillage)とは、1,000分の1を1とする単位のこと。プロミルともいい、日本語では千分率となる。記号は「‰」。
「パーミル」は、英語permillageの日本語での略称である(percentageに対する「パーセント」と同様)。millは、ラテン語で「千」を意味するmile(milleniumなどの語源)に由来する。
統計などでも使うが、用水路の傾斜、鉄道線路の縦断勾配を示す場合によく用いられる。例えば、1000m進むと20m上がる(又は下がる)坂道の傾度は20‰である。 |
| パ |
パートタイム労働者、
パートタイマー、
パートタイム労働法(厚労省パンフレット、2003)、
パートタイム雇用のポイント(パンフレット、2004)、 |
パートタイム労働現状(Labour)、
雇用管理の改善(財団法人21世紀職業財団)、
パートタイム労働者:正社員労働時間3/4以上は義務、1/2以上は推奨。(パートタイム労働者の健康管理マニュアル、厚労省、2016)、
参照:
1.パートタイマー(短時間就労者)と派遣労働者、
2.パートタイム労働者比率、
3.佐藤正社会保険労務士・行政書士事務所:Q&A人事・労務:パートタイマー。
4.パートタイム労働ハンドブック2007(東京都産業労働局雇用就業部労働環境課)、
5.パートタイム労働ポイント(東京都産業労働局雇用就業部労働環境課)、
6.2018年問題、
10.
働き方改革関連法 2019年:
2019年4月施行:
労働基準法:
【義務】時間外労働の上限規制(大企業)※ただし適用猶予事業あり。
【義務】年次有給休暇の年5日時季私的付与
高度プロフェッショナル制度の創設
フレックスタイム制の清算期間 最長「3ヶ月」に
労働時間等設定改善法:
【努力】勤務間インターバル制度の導入促進
労働安全衛生法:
【義務】労働時間の客観的把握
【義務】産業医・産業保険機能の強化(従業員数50名以上)
2020年4月施行:
労働基準法:
【義務】時間外労働の上限規制(中小企業)※ただし適用猶予事業あり
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(大企業)
労働者派遣法:
【義務】派遣労働者への待遇改善措置
2021年4月:
労働契約法、パートタイム労働法:
【義務】雇用形態にかかわらない公正な待遇の確保、「同一労働同一賃金」(中小企業)
2023年4月:
労働基準法:
【義務】月60時間を超える暗行に対する割増賃金率引き上げ 25%→50%(中小企業)※大企業は2010年より適用
|
| バ |
バックアップ backup |
支援、控え |
| パ |
パートタイマー、年次有給休暇、育児休業、介護休業、 |
(A)要件と定義:
(1)パートタイマーとは短時間労働者のことで、「一週間の所定労働時間が同一の事業所に適用される通常の労働者(正社員)の一週間の所定労働時間に比べ短い労働者」とされます。(パート労働法2条)。事業所によっては、正社員や契約社員と同じ時間働く場合がありますが、その場合は法律的にパート労働者にはならないということです。例えば1日8時間労働週5日契約(週契約40時間)など。逆に、契約社員であっても、1日の労働時間が正社員より1時間短く、週労働時間も正社員より少ない場合は、名前は契約社員であっても、法律的にはパートタイマーとみなされます。要するに雇用名称にかかわらず実体はどうか?で法律は判断し、パートであると判断されたなら、パート労働法により保護されることになります。
(2)健康診断については、短時間労働者が「常時使用する者」に該当する場合には、労働安全衛生法第66条に基づき、健康診断を実施する必要がある旨確認的に明記した:この場合において、事業主が同法の一般健康診断を行うべき「常時使用する短時間労働者」とは、次の①及び②のいずれの要件をも満たす者であること:①期間の定めのない労働契約により使用される者(期間の定めのある労働契約により使用される者であって、当該契約の更新により1年(労働安全衛生規則第45条において引用する同規則第13条第1項第2号に掲げる業務に従事する短時間労働者にあっては6月。②において同じ。)以上使用されることが予定されている者及び当該労働契約の更新により1年以上引き続き使用されている者を含む。)であること。②その者の1週間の労働時間数が当該事業場において同種の業務に従事する通常の労働者の一週間の所定労働時間数の4分の3以上であること。なお、1週間の労働時間数が当該事業場において同種の業務に従事する通常の労働者の1週間の所定労働時間数の4分の3未満である短時間労働者であっても上記の①の要件に該当し、1週間の労働時間数が、当該事業場において同種の業務に従事する通常の労働者の1週間の所定労働時間数の概ね2分の1以上である者に対しても一般健康診断を実施することが望ましいこと。なお、①の括弧書中の「引き続き使用」の意義については、上記②のなお書の趣旨に留意すること。(パートタイム労働者の健康管理マニュアル、厚労省、2016)、
(B)パートタイマーであっても、労働関係法令は正社員と同じように保護するようになっています。ですから、パートだからと言って悲観することも泣き寝入りすることもありません。年次有給休暇もありますし、法定労働時間を超えて働けば割増残業手当は出ますし、簡単に解雇もできません。
(C)パートで働いている方がいらしたら、職場に就業規則があるかどうか確認してみてください。就業規則はいつでも閲覧できるようになっていなければなりません。正社員の就業規則はあっても、パートの就業規則は整備されていないことが多いのです。もし、就業規則がない場合は、大急ぎで作ってもらったほうが良いでしょう。就業規則がない場合は、雇入通知書(雇用契約書)を必ずもらってください。ここには最低必要な、時給額、勤務地、勤務時間などが記されています。労働条件の一方的な変更があった場合、有力な対抗手段となります。
(D)パート年次有給休暇(平成13年):週30時間以上6月以上就業者には最低10日間、週30時間未満の場合は週労働日数により6月以上就業者にもそれぞれに休日が設定されている(労基法第39条)。
期間雇用者の育児休業、介護休業の適応(パンフレット)。
|
| パ |
パート、有期労働契約の雇止め,
|
有期労働契約の雇止めに関する基準、スムーズな退職 |
| パ |
パートの退職金、 |
パートタイマーやアルバイトに退職金を支払うかどうかは全くの任意であり、何ら法的制限も規制もありません。 |
| パ |
パートの税金、 |
(A)税金:
パート収入は「給与所得」となります。そのため、一定の金額を超える収入がある場合、所得税と住民税がかかります。
その税金には課税控除額があります:
①所得税: 課税控除額(=非課税限度額) 103万円(年収から給与所得控除額 65万円、所得税の基礎控除額 38万円)。よって、年収が103万円を超えると、超えた額に対して所得税が課税されます。
②住民税: 課税控除額(=非課税限度額) 99万円(年収から給与所得控除額 65万円、住民税の非課税限度額 34万円)。よって、年収が99万円を超えると、超えた額に応じて住民税が課税されます。
(B)税金の払い過ぎ(=還付申告):確定申告の季節(2月16日~3月16日)です。あなたは税金を払いすぎていませんか?チェックしてみましょう!
あなたの年収は夫の年末調整をするときに確定していましたか。年末調整の書類では103万円を超えた金額で手続きをしたが、実際の収入は103万円以下であった場合は、夫の会社をつうじて年末調整をし直すか、あるいは確定申告をすれば払いすぎた税金が戻ってきます。 パートさんの年収が141万円以上の場合は、本人も夫も「税制面の優遇措置」からは完全にはずれてしまいます。
あなたは年収に通勤手当や定期券代を含めて申請していませんか。通勤手当・定期券代には非課税額が設けられています。非課税分を控除した場合、年収が103万円以下になれば払いすぎた税金が戻ってきます。
(C)「あなたのはたらき方=年収103万円ラインの損得」以内で押さえる「家計の補助的なはたらき方」をするのか。あるいは、あなた自身が税金や社会保険(健康保険・厚生年金)などを払って「自立したはたらき方」をするのか。定年後の暮らしまで視野にいれたうえで、「あなたにとってどんなはたらき方」が損になるのか、得になるのか、真剣に考えてみる時期にきているのではないでしょうか。
|
| パ |
パターナリズム Paternalism |
ある当事者(個人、組織、政府、等々)が、相手の同意なしにあるいはその相手が表明している望みを無視して、相手にとって「良きことgood」と思われることのためにおこなう行為。 |
| バ |
バッチシステム、
batch system, batch 一塊、
バッチ工程、
連続工程、 |
化学プラントの製造工程には、バッチ工程と連続工程がある。バッチ工程は、単一の反応毎に装置に一定量の原料を投入して中間製品または最終製品を産出する工程である。他方、連続工程は複数の製造工程が連結されており、中間製品または最終製品を連続的に産出する工程である。化学プラントの製造では、この2種類の工程を組み合わせて、バッチ工程で産出した中間製品を一度タンクに入れてから、連続工程で最終製品を産出するという流れが一般的である。
例えば、合成ゴムの一般的な製造工程の流れである「仕込⇒重合⇒回収⇒調整⇒乾燥」において、仕込と重合と回収の各工程はバッチ工程になっており、調整から乾燥までの工程が連続工程になっている。 |
| ば |
馬尿酸、メチル馬尿酸 |
トルエン、キシレンの代謝は、安息香酸(ベンゼン核-カルボシル基COOH)となり、グリシンGlyがくっついて、(メチル)馬尿酸となって排泄される。トルエン、キシレンのBEIs上、経口的に天然または食品添加物として安息香酸を摂取した場合、検査結果が高値となり、分布2または3となるので注意が必要である。 |
| ば |
場の理論
|
K・レヴィンが提唱した理論で、人間は、個人の特性によるだけでなく、その人が置かれた「場」に影響を受けて行動するものだという説で、組織における人間行動を理解するための1つの枠組みとされる。場の理論によれば、個人の特性を開発するだけでなく、環境の開発を行なわなければ、期待行動は現われない、ということが言える。 |
| ハ |
ハフモデル |
商業立地調査:立地場所の選択に当たっては、計画店舗の売上高の簡単な推計方法としてハフモデルがある。
このモデルは「消費者がある地点に買い物に行く確率は、そこの売場面積に比例し、そこまでの距離の自乗に反比例する」という前提で成り立っている。ただし距離よりは所要時間のほうが望ましいし、自乗というのは実際の当てはまりから経験的に決めたものである。
例:いまAスーパーが進出しようとしており、既存の店舗にはB商店街があってC団地の人々が買い物をしている。AスーパーはC団地の買い物客(売上高)の何パーセントを見込めるか。売り場面積、距離のデータは計画Aスーパーが3000m2、1.2km、既存B商店街が1800m2、0.8kmとすると、ハフモデルではAスーパー買い物客配分予測/AB全体での買い物客=(3000/1.2~2)/(3000/1.2~2+1800/0.8~2)=0.43(43%)になる。 |
| パ |
パフォ-マンス performance |
「業績, result, output」のこと。組織におけるある分野に関する能力のこと。ISO9001では、「“実施状況”又は“成果を含む実施状況”」と訳されており、ISO9004は、パフォーマンスの向上の指針であることから、種々の意味をこめた使い方がされており“パフォーマンス”とカタカナ表記にされている。また、製品については“出来栄え”とされている。 |
| パ |
パワー・シフト |
A・トフラーの著書で示された言葉で、力点が3段階で変化すること。3力とは筋力、富、知識の力で、昔は筋力が社会支配していたが、次第に金力、資本の経済力が支配し、今後は知力、情報力が重点となる。
|
| パ |
パフォ-マンス測定 |
performance measurement |
| パ |
パフォ-マンス評価 evaluation of performance |
組織がマネジメントシステムの成熟度レベルを定期的に自己チェックする活動。苦情対応マネジメントシステムでは「透明性」や「応答性」など求められる9つの要素をもとにチェックリストを作成し、毎回同じ基準で評価することによりシステムが有効的に働いているかなど、運用の改善状況や問題点を評価。 |
| パ |
パラダイム(pa'r・a・digm), |
[名] 理論的枠組(ある時代・分野に特徴的な物の考え方・認識の枠組)、基本的な考え方、状況、模範、範例、実例、 (para-並んで+deiknymi示す)、par・a・dig・ma't・ic 〔形〕パラダイムの、系列的な) |
| ば |
ばらつき |
ばらつきとは、測定結果の値がそろっていないことを意味します。ばらつきの程度が大きいか小さいかというのは、精密さの評価と言えます。プロセスのばらつきとは、現在および将来のプロセスの安定性に影響を与える要因が、変化・変動していることです。ばらつきの抑制・除去こそがシックスシグマの目標とすべきことになります。
|
| ハ |
ハラスメント
harassment,
法令遵守、判例、
|
ハラスメント対策は法令で義務となっています:
1.パワハラ、セクハラ等に関する法令:
労働施策の総合的な推進及びに労働者の雇用の安定及び職業生活の充実等に関する法律、労働施策総合推進法、昭和41年法律第132号、
第八章 職場における優越的な関係を背景とした言動に起因する問題に関して事業主の講ずべき措置等(第30条の2―第30条の8)
事業主が職場における優越的な関係を背景とした言動に起因する問題に関して雇用管理上講ずべき措置等についての指針、令和2年厚生労働省告示第5号、
雇用の分野における男女の均等な機会及び待遇の確保等に関する法律、昭和47年法律第113号、
事業主が職場における性的な言動に起因する問題に関して雇用管理上講ずべき措置等についての指針、令和2年厚生労働省告示第6号改正、
事業主が職場における妊婦、出産等に関する言動に起因する問題に関して雇用管理上講ずべき措置等についての指針、令和2年厚生労働省告示第6号、
育児休業、介護休業等育児又は家族介護を行う労働者の福祉に関する法律、平成3年法律第76号、
子の養育又は家族の介護を行い、又は行うこととなる労働者の職業生活と家族生活との両立が図られるようにするために事業主が講ずべき措置等に関する指針、令和3年厚生労働省告示第366号、
2.カスハラに関する法令:
【企業側】
・労働契約法:安全配慮義務
・労働施策総合推進法、厚生労働省指針:体制整備、
【カスハラ行為者側】
・民法:損害賠償責任、
・刑法、軽犯罪法:
暴行罪(刑法208条)、傷害罪(刑法204条)→対応した従業員などに暴力を振るった場合
名誉毀損罪(刑法230条1項)、侮辱罪(刑法231条)→対応した従業員や会社の名誉を傷つける発言をした場合
脅迫罪(刑法222条)、強要罪(刑法223条)→対応した従業員や会社に対して脅迫を行った場合
威力業務妨害罪(刑法234条)→暴行や脅迫などによって会社の業務を妨害した場合
軽犯罪法違反(同法1条5号)→著しく粗野または乱暴な言動で他の客に迷惑をかけた場合
|
| ハ |
ハラスメント対策 |
立場の弱い、気の弱い従業員が被害対象となる。訴えを加害者・会社に知られることを避ける為、しばしば、結果的に自主退社となる場合が多い。人事総務の対応は、加害者が上司のことが多く、被害者からの聞き取りだけでの対応は困難で、上司からの聴取が困難な為、加害者への対応が遅れ、一層ハラスメントが陰湿となる。この状態では、配置転換が行われる。が、狭い事業所での被害者の保護は難しい。私は、隠しマイクによる録音を勧めることがある。被害者が就業時間中携帯することにより、会社側による加害者指導への客観的な証拠集めだけでなく、被害者にはお守りの効果があると考えている。
|
| |
|
|
| バ |
バランス・スコアカード、BSC、バランスト・スコアカード |
定義:ビジョン・戦略を実現するために、多様な業績評価基準に整合性を持たせると同時に、従業員一人ひとりのアクションにブレークダウンすることで、戦略と部門・個人の目標を結び付ける戦略マネジメント・システム。
ハーバードビジネススクール教授のロバートS.キャプラン教授と、戦略コンサルティング会社社長のデビットP.ノートン氏が開発した業績評価システムです。財務の視点、顧客の視点、社内業務プロセスの視点、学習と成長の視点(すなわち人材と変革の視点)の4つの視点を上手く「バランス」して用いることにより、経営戦略を日常業務の具体策へ落とし込むため、また活動結果のモニタリング指標を策定するためにも使用します。非財務的視点である顧客の視点、業務プロセスの視点、学習と成長の視点(すなわち人材と変革の視点)の3つが「見えざる資産」の獲得・蓄積と深く関わっている。経営戦略策定のフェーズにおいては「戦略マップ」を作成し、4つの視点それぞれの一貫性、因果関係を明らかにすることが重要です。
財務諸表等では企業の過去の姿しか分からなかったのに対し、BSCは現在・過去・未来、財務と非財務といった複数の視点を組み合わせて企業を将来の発展へ導くことのできるツールです。重要なのは、4つの視点がうまく噛み合っていて初めてひとつの成果が出る、ということです。4つの視点をバランスさせるスコアカード、つまりバランスの取れた状態に持ってゆくことが肝要だということで「バランスト・スコアカード」と表記する例もあります。
具体例:情報化投資(人材と変革)を行うことで、納品リードタイムの短縮(業務プロセス)を実現し、顧客満足度(顧客)を増大させ、目標売上高達成(財務)を目指す。
|
| バ |
バリデーション validation |
validate: 〔動〕〔他〕《形式》 1 …の正当性を立証する,実証[確証]する;…を有効にする My passport was ~d
for five years. 私の旅券は5年間有効だった. 2 …を法的に有効とする;…を認可[許可]する,批准する。
本来は、コンピュータ用語で、システム(プログラムを含む)等の「妥当性を検証すること」を指す。
認可の意味では:介護での痴呆症(認知症)患者への対応としてのバリデーションとは、認可(患者の生活史を認可・受入れて)して対処すること。
立証の意味では:分析法バリデーション validation:分析法の誤差が原因で生じる試験の判定の誤りの確率が許容できる程度である事を科学的に立証すること。分析能パラメータ:真度(平均値)、精度(標準偏差)、特異性、検出限界、直線性、定量限界・範囲。精度管理
quality control:内部 (Internal QC)、外部 (Control survey, 技能試験 Proficiency testingへの参加)。
特に、医薬品の臨床試験においては、定められた機能と品質基準が一貫して満たされることを検証し保証することと定義されます。
FDAでの定義:文書化された証拠を確立していく作業で、あらかじめ定めた仕様や品質にあった製品を継続的に生産するプロセスに対して、高度の保証を与えるもの。(FDA Guideline on General Principle of Process Validation1987)
厚生労働省での定義:電子データ処理システムが、完全性・正確性・信頼性および意図された性能についての治験依頼者の要件を満たしていることを保証し、文書化すること。(医薬品臨床試験の実施基準の適用について 平成9年5月29日薬審第445号、薬安第68号8-1-11-11) 例えば、臨床試験で得られた症例データについてデータ管理、データ加工及びデータ解析を実施する際に用いるシステム(プログラム、手順、組織等)が、正しくかつ妥当なものであり、品質を保証できるものであることを、あらかじめ定めておいたチェック及び点検作業によって検証し、文章として記録を残し、保証することです。何をバリデート(validate:妥当性検証)するかによって、プログラム・バリデーション、コンピュータ・バリデーション、データ・バリデーション、プロセス・バリデーションなどと呼ばれます。臨床試験では、解析結果の品質と信頼性の確保のために必ずバリデーションの実施が求められています。
GMPにおけるバリデーションについては、「医薬品及び医薬部外品の製造管理及び品質管理規則」の中で、「製造所の構造設備並びに手順、工程その他の製造管理及び品質管理の方法
が期待されている結果を与えることを検証し、これを文章とすること」と定義されています。(GMP, Good Manufacturing Practice、医薬品の製造管理及び品質管理に関する基準。医薬品の製造工程の各段階で品質管理を確保し、各種の汚染を防いで良質な医薬品を製造するために、医薬品の製造業者がが遵守するべき規則。)。
|
| バ |
バリュー・チェーン、value chain、価値連鎖 |
マイケル.E.ポーター(Michael.E.Porter)が「競争優位の戦略」で提唱したフレームワークで、企業活動が製品が消費者に届くまでの過程で生じる付加価値にどのように貢献しているかを連鎖・鳥瞰するツール。
| 価値創造活動 |
マージン
|
| 主活動 |
購買物流 |
製造 |
出荷物流 |
販売・マーケッティング |
サービス |
| 支援活動 |
全般管理(インフラストラクチュア |
| 人事・労務管理 |
| 技術開発 |
| 調達活動 |
バリュー・チェーン=価値創造活動+『マージン』。
価値創造活動=『主活動』+『支援活動』。
主活動は『購買物流』『製造』『出荷物流』『販売・マーケティング』『サービス』の5つで順に構成される。
支援活動には『調達活動』『技術開発』『人事・労務管理』『全般管理(インフラストラクチュア)』の4つがある。これら支援活動は、個々の主活動ではなく主活動を全体的に支援するものである。
企業は、9つの価値創造活動ごとに成果,コストを分析し、競争優位を保つ必要がある。
応用:実際に自社の付加価値の分布をこの価値連鎖図の中に描いてみると、自社の競争優位(もしくは劣位)の源泉がハッキリとわかり、かつ、どの部分に改善の余地があるのかが一目瞭然となります。例えば、ある製造業が自社のバリューチェーンを分析し、自社の競争力の源泉はマーケティングと開発と販売にあることが判明したとします。その反面、自社の製造機能は極めて脆弱で、なんら戦略的優位性がないとします。このような場合、自社のバリューチェーンの中でも、とくに製造部分を外部の第三者(例えばEMS)にアウトソース(外部委託)することが経済合理的な判断として浮上するはずです。バリューチェーンを活用した企業の抜本改革では、社内の戦略スタッフが従来の慣行や常識にとらわれず「ゼロベース」で発想することが重要なのです。
また、このフレームワークは新しいビジネスモデルを発想したり、他者(サプライヤー、顧客、競争相手)との提携や協力の余地について、貴重な示唆を与えてくれます。
ちなみに、サプライチェーン・マネジメント(SCM)とは、IT(情報技術)を活用してバリュー・チェーン全体の最適化を図っていく経営手法のことである。 |
| パ |
パルピット化, pulpit |
作業環境管理には、発生源対策、密閉化、遮断、局所排気装置などが含まれるが、その中で、パルピット化とは安全柵で囲ったり操作室を指す。危険源に作業者が近寄らないように物理的に距離を置くこと。本来は牧師などの説教壇。 |
| パ |
パレ-トの法則 |
パレートの法則は、別名2:8の法則、80対20の法則とも言われます。この法則はいろいろなところで使用されています。全商品の20%が80%の売上を作る、全顧客の20%が全体売上の80%を占める、100の蟻の内、よく働くのは2割だけ、税金を納める上位20%が税金総額の80%を負担している・・・など、さまざまです。
シックスシグマにおいても、重要なキーワードとして活用されています。例えば、商品の品質管理の分野で重点的に改良すべきものを重要なものから順番に10項目あげた場合、まず、その最上位の2つの項目だけを改良する。すると、全体の80%を改良したのと同等の結果が期待できるというものです。要は、「重要なものは僅かしかない」という意味で捉えていただければと思います。
参照:いばらき産保ニュース第30号、水戸南町だより「働く働き蟻とサボる働き蟻」より:
インターネット配信の記事によりますと、パワハラ上司に、ゴマすり同僚、無気力部下・・・そんな社員は洋の東西を問わずどんな企業にもいるそうで、西の方の国では“アスホール”(くそったれ社員=イヤな奴)というそうです。しかも組織行動学の世界的権威、ロバート・サットン・スタンフォード大学教授によれば、「周囲の生産性は落ち、同僚は辞め、特に管理職にいる場合は、深刻な訴訟問題に発展することもある」ため、イヤな奴1人の存在で企業が被る損害額は、人件費は別として、年間最大16万ドル(約1,600万円)にも上るそうです。
先月25日、海上自衛隊佐世保基地の護衛艦さわぎりの艦内で、男性3等海曹(当時21歳)が自殺したのは上司のいじめが原因として、両親が国に対し2,000万円の賠償などを求めた訴訟の控訴審判決が、福岡高裁でありました。福岡高裁は「上司の侮辱的な言動でうつ病になり、自殺した」と認定。1審長崎地裁佐世保支部判決を変更し、国に350万円の支払いを命じましたが、サットン教授に言わせれば、“安すぎる賠償額”ということになるでしょうか。
サットン教授の話しの続きです。「イヤな奴の性格は波及性があるので、周りもイヤな人間になる」。さらに、「日中イヤな奴を相手にしていると、夜帰宅しても家族との生活に悪影響を与えかねない」。だから、「企業はイヤな奴の存在を許してはならない」とサットン教授は説いていますが、はたしてそんなことが可能でしょうか。
「パレートの法則」といのがあります。80対20の法則ともいい、「組織全体の生産性のうち80%ほどは、20%くらいのメンバーが作り出している」又は、「売り上げの8割は、2割の商品で生み出している」というものです。これは、昆虫のアリの世界でも当てはまるそうで、大阪府立大大学院工学研究科の西森拓助教授らがアリの行動をコンピューターで再現した結果、働きアリのうち、サボるアリと、働くアリとが、その割合で分かれるそうです。しかも面白いことに、その中から働くアリのみを取り出しても、さらに、その割合でサボるアリと働くアリとが分かれるそうです。西森助教授らの研究では、優秀なアリは目印を忠実に追うため、エサを効率よく集めますが、目印に固執するあまり新たなエサは発見しにくかったそうです。一方、鈍いアリはうろうろすることで、新しいエサを発見するチャンスが高まるらしいようです。ただ、実際にエサを集めるのはほとんどが優秀なアリだったようで、西森助教授は「特に状況の変化が著しいときには、人間でも手堅い“秀才”ばかりでは駄目なのかもしれない」と話しています。たしかに、イヤな奴はイヤな奴。しかし、イヤな奴を排除してもまたイヤな奴が出てくるとしたら、ただ排除すればよいというものはありません。そもそも、ゴマスリが出てくるのも持ち上げられるのを喜ぶ上司がいるせい。パワハラも、ギスギスした職場が土壌にはあるのではないでしょうか。 |
| は |
判断、
ヒューマンファクターとしてのバイアス、
思い付きバイアス、
代表バイアス、
アンカリング、
確証バイアス、
後知恵バイアス、
正常性バイアス、 |
「省エネ判断」:「時間が少ない」+「情報(知識)がない」より、「論理であること」「正確であること」よりも「効率的であること」「柔軟であること」「適応性があること」が優先される。たくさんの情報から「重要だと思ったこと」だけを(効率的に)ピックアップし、それまでの経験と照らし合わせたり、「論理的にこうなるはずだ(結論が先にある?)」と考えたり(トップダウン処理?)することによって「とりあえずの決定」をし、なんとかしのいで、殆どの場合それで問題がおきることはないのです。
以下に省エネ判断の偏り(バイアス)を詳細すると:
「思い付き、思い出し易いこと」に囚われるバイアス:たくさんの経験があっても、「こうあって欲しい」という願望が思考を支配してしまうと、各方面からの情報を集め分析するというよりも、「思いついたこと」にとらわれ、より簡単な対応をしてしまい、他の方法・原因を考えなくなる。
代表性バイアス:データよりも「印象、見た印象」を重要視: ①過去に起こったケースの「典型的」(と思われる)特徴をどの程度持っているか、で判断してしまうこと。「太っている人はニブイ人が多い。だから、小太りなあの人ははニブイに違いない」。②具体例(典型例)の印象があまり強いと、幾つかの特徴があるだけで(他の否定的な特徴や標本の大きさ、確率が正しく考慮されずに)○○と推測してしまう。③
「ビデオカメラはソニーだ」「ソニーならいいものだ」 「即断 snap diagnosis」。
アンカリング:船が碇(アンカー)をおろすように、提供された情報、最初に手に入った情報、自分で今持っている情報を基準点として定めてしまい、その範囲だけで判断するようなこと。本当は基準となる論理性がないにもかかわらずその範囲でしか考えない。(本当は仮の)初回暫定診断にもかかわらず、後から判明した否定的検査結果でも、初回診断の範囲で考えてしまう。経験があるほど、「こういう場合もあった」などと例外的ケースを思い出し、「その範囲」から抜け出せなくなる。
確証バイアス:都合の良いものだけを受け入れる。自分の「あり合わせの知識」で解釈できる手がかりだけを「採用」、解釈できない情報は軽視してしまうタイプ。最初に「結論」がありそれに合わせるようにデータを探すような傾向もこのタイプ。間違いを認めたがらない。認めるのに時間がかかる。
後知恵バイアス:たまたま上手く行った「過去の栄光」だけが記憶に残ってしまっている。そうすると、自分の判断に過剰な自信をもって、十分な情報収集をしないで判断してしまう。「大丈夫だよ。また、あれだよ。おれの予想は当たるんだ。」 「実際に起きた過去の事実」を遡って再構築するとたまたま当たった診断(判断)がまるで論理的整合性・必然性を持っていたかのように自分に記憶されてしまう(歴史上、勝ち残った偉人の恣意的蓋然性)。
正常性バイアス:これは何かの間違いに違いない、こんな(異常な)ことがあるわけがないと判断が遅れること。①異常警報にも(妙に)落ち着いている、警報を信じない。(警報に対する)手順があるにもかかわらずそれに従って対処せず、簡単な対処で済む方策(たとえば反応のない同じボタンをむやみに繰り返し押し続けるようなこと)を繰り返したりする。②火災警報が鳴り、煙が見えても周囲の人が騒ぎ出し行動し始めなければ「避難する」という当然の行動が遅れることまであるという。③車の燃料タンクの表示が「E」を指しているのに「いやいや、まだそれ程走っていない。メーターがおかしい。」と給油しないでガス欠となる。
結局、判断過程において、バイアスの可能性を完全になくすることは出来ないのです。できるのはそれを少しでも減らすこととその影響を少なくすること、つまり決定(判断)が実行に移される過程で「他の基準(他の人の眼でもいい)でのチェックがはいる」「危険な場合には機械的に作動しなくなる」ような仕組みを工夫する必要があります。
1. 意思決定に関するバイアス(の存在)について知ること、2. バイアスの排除にはやはり正しい知識が必要であること、3. 自分の行動の因果関係について認識すること、自分の判断と行動、そしてその結果の因果関係について記録を残すこと、4.
自分がどんな人間であるか知ること、自分の種々の外的条件下での思考・行動の傾向を知ること、5. 自分の周囲に「No」とか「ええーっ?」とか言ってくれる環境を作ること。判断チェックの多重化、一人の判断では進めないこと(たとえば飛行機の着陸時の「ゴーアラウンド」宣言みたいなもの)。 |
| パ |
パート(PART) |
新しい工程管理の手法で、新規プロジェクトの計画・実施時に活用される。特徴は、ネットワーク表示のため対象をシステム的に理解でき、不意の要求に対しても合理的に対処できること。作成手順は、各要素(工程)の決定・各要素の前行後続関係の決定・フローの作成・各要素間の時間的見積もり(最早時刻・標準時刻・最遅時刻)・クリティカルパス(余裕がまったくない最大時経路)の決定である。複雑かつ大規模化する現場の安全指導実施計画の作成や安全活動を合理的に行うためにも活用される傾向にある。
|
| パ |
パートナーシップ partnership |
共同で何かを行うための,対等な協力関係 |
| ハ |
ハインリッヒ |
ハインリッヒ(Heinrich)はアメリカの保険会社に勤務する技術者である。1931年に刊行した「災害防止の科学的研究」は災害防止関係の古典として多くの人に読まれているが、その中で事故の要素とその相関として5つの駒を時系列的に並べたドミノ(駒)を提唱し、要素の中で不安全行為と機械的危険をその中枢であるとした。また、死傷災害について詳細に調査した結果、死亡重傷が1、666件・軽傷が48,334件・事故を間一髪まぬがれたものが50万件あった。この件数割合が1:29:300になった。(「5つの駒」・「1:29:300の法則」参照)
|
| は |
破過(はか) |
防毒マスクの吸収缶の中に入っている吸収剤が飽和して除毒能力をなくし、有害ガスがそのまま吸収缶を通過する状態。破過に至るまでの時間を破過時間といい、吸収缶によって異なり、有害ガス濃度に反比例する。温度・湿度によっても変化する。破過時間と有害ガス濃度との関係を示したのが破過曲線図という。 |
| は |
白色雑音(White noise) |
続スペクトルをもつ雑音で、単位周波数帯域に含まれる成分の強さが周波数に無関係に一定である。すなわち、特定の聴覚パターンを持たず、単に全体的な騒音レベルとしてとらえられる騒音をいう。白色雑音は容易に耳に慣れるので、作業効率の妨げになることはほとんどない。むしろ白色雑音は、本来なら気になる雑音を覆い隠す働きもする。白色雑音をバンドパスフィルターに通したものをバンドパスノイズという。
|
| ば |
爆発限界 |
可燃性ガスまたは蒸気及び粉じんが、空気または酸素と混合している場合、混合ガスの組成がある濃度範囲にあるとき、火源を近づけると爆発が起こる。この濃度範囲を「爆発範囲」といい、その最低濃度を「爆発下限界」・最高濃度を「爆発上限界」という。これらは空気と混合したガスや蒸気の容量(%)で表され、ガスや蒸気の種類によって異なる。粉じんでは空気中の単位体積当たりの重量(g/m3)で表される。 |
| ば |
曝露 |
生体がある環境において、その作用を受けることを暴露という。環境の作用下にあるのが全身であれば「全身暴露(全身被ばく)」、身体の一部なら「局所暴露」という。また作用が短時間であれば「急性暴露」、長期にわたるときには「慢性暴露」または「長期暴露」とよばれる。
|
| ば |
曝露限界 |
量-影響関係、量-反応関係から導かれる、ほとんどすべての労働者が連日繰り返し暴露されても健康に有害な影響を受けないと信じられる環境条件の限界をいう。日本産業衛生学会の許容濃度、ACGIHのTLV、OSHAのPEL(アメリカの労働安全衛生庁「オーシャ」が規定する許容暴露限界)などがその例である。
|
| ば |
曝露濃度 |
有害物質を発散する作業場内の作業者が呼吸する空気中の有害物質の濃度が暴露濃度である。同じ作業場の作業者であっても暴露濃度は異なり、また、一人の作業者についても暴露濃度は刻々と変化するので、暴露濃度の測定には一般に、作業者一人ひとりの身体に測定器(個人サンプラー)を取り付けて一定時間作業させ、その間の蓄積量から平均濃度を求める「パーソナルサンプリング法」が使われている。 |
| は |
波高 |
波の高さ。波浪予報などで使われている波高は、「有義波高」と呼ばれる波の高さです。これは、ある点を連続的に通過する波を観測したとき、波高を高い順に並べ直して全体の1/3までの波の高さを平均した値です。目視で観測される波高はほぼ有義波高に等しいと言われており、一般に波高と言う場合には有義波高を指しています。同じような波の状態が続くとき、100波に1波は有義波高の1.5倍・1,000波に1波は2倍近い巨大波が出現します。この巨大波のことを「一発大波」などと言います。確率としては小さいが、台風によるしけが長引くほど巨大波が出現する危険性が増す(2倍の波は2時間に1波程度)わけで十分な注意が必要です。台風が接近している時はもちろん、台風に先行してやってくる「土用波」のようなうねりに対しても同じことが言え、注意が必要です。なお、気象庁では波の高さを説明する際には、4mから6mの波を「しけ」・6mから9mの波を「大しけ」・さらにそれ以上の高い波を「猛烈なしけ」と呼んでいます。「気象庁」HPより」
|
| バ |
バスタブカーブ(バスタブ曲線) |
機械設備の故障の起こり方は、使い始めの段階が多く、この初期段階を過ぎると比較的故障の少ない安定期に入る。そしてある使用時期を過ぎると機械設備を構成するパーツに劣化が起こりはじめてトラブルが多くなる。この特性をグラフに示すと(横軸に経過時間をとり縦軸に故障をとる)バスタブを縦断方向に切ったときの形と同じカーブを示す。この寿命特性をバスタブカーブという。
|
| バ |
バックアップシステム |
人間が作業しているときに、発生する危険などについて警告を発して援護するシステムをいう。具体的には警報装置・監視装置・監視人などをいう。バックアップによる警告は、聴覚に訴えるのがよく、必要に応じて点滅ランプなど視覚に訴えるものを併用するとよい。 |
| バ |
バッチ処理, batch processing、 |
バッチ処理とは、一定期間集められたデータを一括処理することを言う。
毎日夜間に行われる一括処理を日次バッチ、毎月行われる一括処理を月次バッチと呼んだりする。
効率は良いが、待ち時間を要し、成果・結果等が遅れる欠点がある。。 |
| は |
発注者 |
注文者のうち、その仕事を他の者から請負わないで注文している者をいう。つまり、請負契約における最上位の注文者のことである。安衛法では発注者に対して、工期・施工方法などについて安全を損なうおそれのある条件を付けて注文してはならないことが規定されている(安衛法3条、建設工事の注文者等の責務:無理な注文をしない)。
蛇足:
用語説明:
発注者(安衛法30条)=注文者+請負でない、
事業者(安衛法2条)=雇用契約の雇主、例:元方事業者、一次下請事業者、二次下請事業者、三次下請事業者等、
注文者(安衛法15条)=請負させる者、
元方事業者(安衛法15条)=自身も仕事の一部を行う+請負の最先次の注文者、
特定元方事業者(安衛法15条)=建設業、造船業の元方事業者、
関係請負人(安衛法15条)=元方以外の下請。。 |
| は |
はつり、ハツリ、斫り作業
|
建設業:チッパー、ブレーカー、カッター、削岩機等の動力工具を使用して、コンクリートなどを削ったり、切ったり、穴を開けたり、砕いたりする作業。労災(じん肺、難聴、振動病)に注意。
|
| バ |
バリア衝突換算速度 (「JARI 」より) |
自動車の車室部分は強固にできていますが、ボンネットやトランクルームなどは、衝突したときの衝撃をやわらげるため潰れやすくできています。このつぶれ量(変形量)から衝突したときの衝撃の大きさを推定することができます。交通事故で自動車同士が衝突する場合、正面衝突・追突・側面衝突など衝突の方向はさまざまです。そのため衝突方向によって車両の壊れる部分はボンネット・トランク・ドアといったように異なり、それぞれ強度が違うので破損状態も大きく異なります。また、相手車両が乗用車であったか大型トラックであったのかによっても車両の破損程度は大きく変化します。仮に同じ速度であっても衝突した方向や車両の重量によってつぶれ方は異なります。つまり速度だけでは衝突の大きさを表すことはできないのです。そこで事故での車両の破損程度を見て、仮にコンクリート壁へ衝突させたとすればどのくらいの速度に相当するかといった表現が良く用いられます。これをバリア衝突換算速度と呼び、車両の衝突の大きさを表す指標として用いられます。事故で破損した車両のつぶれ方を、いちいちコンクリート壁に衝突させて再現するわけにはゆきませんので、あらかじめコンクリート壁への衝突実験を行い、さまざまな衝突速度でつぶれ量とつぶれるのに費やしたエネルギを測定し、そのデータを基に計算する。バリア衝突換算速度=√(2×9.8×エネルギ総和×車幅/車両重量)
|
| バ |
バーチャル virtual |
仮想の |
| パ |
パレート分析 |
管理すべき対象が多い場合に、最小の努力で最大の管理効果を得ようとする分析手法で、座標の横軸に重要度の高い順に要因を記入し、縦軸には各要因の度数をプロットし、さらに各度数の累積値を累積曲線変換して記入する。累積曲線は経験的に、上位1割で度数の半数を、上位3割で全体の度数の7~9割を占めることが知られている。安全管理は本来は全体的に行うべきであるが、パレート分析によって分かった上位3割の要因を重点的に管理すれば、理論的には9割の管理が遂行できるわけである。
|
| パ |
パレトの法則、80と20の法則 |
Vilfredo Pareto (伊、経済社会学):社会観察から理論「世界の富の80%は20%の人々によって所有される」を導いた。この80と20の法則は、あらゆる社会現象に応用され、「80%の犯罪は20%の犯罪者によって引き起こされる」、「80%の交通事故は20%の運転者によって引き起こされる」、「80%の不安全行動は20%の労働者によって引き起こされる」。 |
| ハ |
ハロゲン化炭化水素 |
炭化水素の水素の代わりに、ハロゲン(塩素・臭素・フッ素・ヨウ素などの原子)が入った化合物で、有機溶剤・脱脂洗浄剤・消火剤・冷媒などに用いられる。引火性や爆発性のないものが多いが、毒性はもとの炭化水素よりも強く、多くのものが肝臓に障害を起こし、塩素の入った化合物の毒性が最も強い。第1種有機溶剤あるいは第2種有機溶剤に指定されているものが多い。 |
| は |
半減期 |
放射性同位元素は単位時間当たりその存在量に比例して崩壊を起こし、時間とともに量が減少する。ある放射性同位元素の量が、もとの量の半分になるまでの時間を半減期という。放射性同位元素の種類により、半減期は1秒以内から数十億年以上まで幅広い。
|
| バ |
バリアフリー |
障壁なし。障壁を取り除いた。不便さをなくす。障害者や高齢者などの誤用を避けたり、使いやすく工夫したものをいう。 |
| ハ |
ハードル理論 |
食品の衛生管理に応用。hurdle、ハードルは、陸上競技のハードル競技と同様、陸上競技場のトラックにハードルが並んでいる。そのハードルの高さを調整すれば、ゴールまでの時間、完走する人の数を調整することができる。この場合、走者を細菌と考える。ゴールは細菌が最後まで(消費者)に渡ってしまう、すなわち腐敗ということになり、苦情となる。ハードルは、工場の管理状態で、ハードルの数を増やし、高さを高くすることによって、細菌はゴールにたどり着けなくなる(食品の安全性を高める事ができる)。ハードルは、従業員の衛生レベル、工場の設備レベル、従業員の教育レベル、作業室の室温・湿度、原料の衛生状態、殺菌加熱温度、製品保管温度、包装状態、添加物等が設定される。 |
| ハ |
ハーモナイゼーション
harmonization |
国際間で制度などの調和を図ること、協調 |
| バ |
バックオフィス
back office |
前面に出ることなく後方で事務や管理業務を行う部門、事務管理部門 |
| ハ |
ハザードマップ hazard
map |
防災を目的に,災害に遭う地域を予測し表示した地図 |
| パ |
パブリックインボルブメント
public involvement |
行政による計画の策定を,住民や市民の参加を積極的に募って行うこと。住民参加。 |
| パ |
パブリックコメント
public comment |
行政による施策を原案段階で公表し,市民一般から意見を募り,その上で意志決定を行う手続。意見公募。 |
| バ |
バイオマーカー |
体内での暴露の証拠となるものを測定することによって暴露量を把握(=生物学的モニタリング)する際に測定される様々な指標.暴露マーカーと影響マーカーがある. |
| は |
排出係数 |
ある物質の排出量が何らかの量(活動量,重量,走行量,面積など)に比例するとみなされる場合の,その単位量あたりの着目物質の排出量.排出原単位と同義. |
| ば |
曝露マージン(margin of exposure: MOE) |
非発がん性健康影響や生態系へのリスクを判定する際に用いる指標の一つ.摂取量 (暴露濃度)がNOAELや生態系のNOECに対してどれだけ離れているかを示す係数で,NOAEL
(NOEC)/摂取量(暴露濃度)により算出する.この値が大きいほど現時点の摂取量(暴露濃度)はヒトや生態系に有害性を発現するまでの余裕が大きいということを示している.「安全マージン(MOS)」と同義. |
| ハ |
ハザード |
化学物質固有の有害性の大きさ. |
| バ |
バックグラウンド濃度 |
人為的な活動がまったくない場合の環境中化学物質濃度.あるいは,着目する排出源からの寄与以外による物質濃度. |
| は |
発生毒性 |
生物の次世代の発生過程に及ぼす有害影響. |
| は |
葉/大気分配係数 |
植物の葉と大気中において化学物質が両相へ分配される度合いを表す数値.葉中濃度を大気中濃度で除した値. |
| は |
半減期 |
化学物質の消失過程において,初期の濃度の1/2に減少するのに要する時間. |
| は |
半数影響濃度(50% effect concentration: EC50) |
水中の溶存化学物質の水生生物に対する急性毒性の程度を示す指標.半数影響濃度は試験に用いられた生物の50%に影響を与える化学 物質の溶液濃度である. |
| は |
半数阻害濃度(50% inhibition concentration: IC50) |
化学物質の急性毒性の程度を示す指標.試験生物の生長や増殖などを50%減少させる化学物質の濃度. |
| は |
半数致死濃度(50% lethal concentration: LC50) |
水中の溶存化学物質の急性毒性の程度を示す指標.魚類急性毒性試験の半数致死濃度は試験に用いられた魚類の50%が死亡する化学物 質の溶液濃度である. |
| は |
半数致死量(LD50) |
化学物質の急性毒性の程度を示す指標.1回の投与で試験生物の50%を死亡させる化学物質の用量. |
| パ |
パイプエンド型管理, ISO |
「パイプエンド」とは、「パイプの先端」のこと。つまり、排水口や煙突などの「パイプ」の末端の部分を表します。これは1つのたとえで、「“出口”の時点で(有害物質などの)排出値が法律の基準を超えないように管理する」ことを、パイプエンド型管理と呼びます。つまり、有害物質などの“発生源”の時点で管理するのではなく、生産活動などの“最後の部分”で管理する方法です。パイプエンド型管理は、日本の法律が採用している、典型的な規制の方法です。 |
| パ |
パフォーマンス, ISO |
ISO関係の話題で「パフォーマンス」という言葉が出てきたとき、それは一言で言えば「業績」のことを意味しています。ISO 14001は、導入しただけでパフォーマンス向上を約束するものではありませんが、そうなるための最強の下地ができ上がります。その点まで意識したシステム作りが、ISO導入で成功するカギと言えそうです。組織におけるある分野に関する能力のことです。ISO9001では、「“実施状況”又は“成果を含む実施状況”」と訳されており、ISO9004は、パフォーマンスの向上の指針であることから、種々の意味をこめた使い方がされており“パフォーマンス”とカタカナ表記にされています。また、製品については“出来栄え”とされています。 |
| は |
発想法 |
アイデア発想法、
発想法入門、、、 |
| は |
働き方改革関連法
改正労働基準法、2019/04/01順次施行:一覧表、
|
1.2019/04/01(中小企業2020/04/01):時間外労働の上限規制(労基法36条、原則:45時間/月、360時間/年。特別条項付き36協定締結・届出時6月以内で特別事情の臨時作業可(納期、クレーム処理等):100時間未満/月、720時間/年。80時間/複数月平均)。
適用除外:自動車運転の業務は、施行5年後に適用するが、その上限は「年960時間」とし、特別条項の「年間6回・6カ月まで」「複数月平均80時間以内、単月100時間未満」の規制は適用しない。建設事業は、施行5年後に全面的に適用するが、災害の復旧・復興事業には例外規定を設ける。医師は、施行5年後に適用するが、その限度時間数などは別途省令で定める。鹿児島・沖縄の砂糖製造業は、施行5年後に全面適用とする。研究開発業務は、医師の面接指導、代替休暇の付与等の健康確保措置を設けた上で、上限規制の適用除外とする。
2.勤務間インターバル制度:休息時間の確保、労働時間等設定改善法2条、11時間空ける。
3.高度プロフェッショナル制度:労基法41条の2,年収1075万円超え労働者の労働時間、休憩、休日、深夜割増賃金の適用除外(管理の対象から外す)裁量労働制。給与は成果制(残業代ゼロ)。
4.2019/04/01:労基法39条、年次有給休暇10日以上の労働者に年5日の年次有給休暇の確実な取得、労使相談の上時季を指定して有給休暇取得義務化。
5.2019/04/01(中小企業2021/04/01):正規、非正規雇用間の不合理な待遇の禁止(同一労働同一賃金:基本給、賞与、待遇)。
賃金の決定基準に関して、無期雇用フルタイム労働者と有期雇用労働者又はパートタイム労働者は将来の役割期待が異なるため賃金の決定基準が異なるなどの主観的・抽象的説明ではなく、客観的な職務内容、職務内容・配置の変更範囲、その他の事情の基準を明確にする立証責任、説明責任がある(労働契約法20条やパートタイム労働法8条)。
基本給:職業経験・能力、業績・成果、勤続年数、
昇級、
手当:賞与・役職手当、特殊作業手当、特殊勤務手当、精皆勤手当、時間外労働手当(割増率等)、休日手当、深夜手当(割増率等)、通勤手当、出張旅費、食事手当(勤務時間内に食事時間がはさまれている場合)、単身赴任手当、地域手当
福利厚生: 福利厚生施設(食堂や休憩室、更衣室)の利用、転勤者用社宅の利用
慶弔休暇の付与、健康診断に伴う勤務の免除や有給保障、病気休職の付与、法定外の年休・休暇(慶事休暇を除く)の付与(勤続期間に応じた付与)、教育訓練、安全管理に関する措置、給付、
6.フレックスタイム制、改正:精算期間を1月から3月に延長(労基法32条の3)。
7.労働時間の状況把握の客観的明確化:安衛法66条8の3。タイムカード、パソコン稼働時間。
参照:
労働基準法改正、打刻ファースト、2019/01/02、
京都労働局、働き方改革を推進する為の関係法律の整備に関する法律、リーフレット、パンフレット、平成30年7月6日公布。
|
| ひ |
品質, ISO |
現代では、単に「性能がいいから」や「値段が安いから」だけの理由ではお客は購入しようと思いません。ISOの世界では、製品の性能や価格など、これまで一般的に言われてきた「品質」に加え、それを生産するプロセスの信頼性なども「品質」の意味の中に含まれます。つまり、お客が実際に購入するとき、「何を判断の材料にするか」、その「何を」に当たるのが「品質」と言えます。審査員やコンサルタントは、ISO
9001(品質マネジメントシステム)のことを、よく「品質」と省略して言うことがあります。同じようにISO 14001(環境マネジメントシステム)のことを「環境」と省略することもあります。「品質と環境」という言葉を耳にしたら、まずISOのことを話題にしていると思って間違いありません。 |
| ヒ |
ヒドロキシルラジカル(OHラジカル) |
大気中での光化学反応により生ずる反応種で,一般に,大気中有機化学物質の分解に大きな寄与をする.反応形態は以下の4つから構 成されると考えられている.(1)C-HおよびO-H結合からの水素引き抜き,(2)二重結合及び三重結合への付加,(3)芳香環への付加,
(4)N,S,Pとの反応. |
|
|
|
| ひ |
比較優位 comparative advantage |
2人で2つの仕事を分業する時、どちらもA君がB君より得意であっても、両者それぞれが機会費用(その仕事をすることで犠牲になる仕事のマイナス)が小さい仕事に特化、分業することで全体の生産性が上がる。高い能力を持つA君であっても能力の低いB君とうまく協力することで生産性を高めることができる。ポイントは誰でも何からの比較優位を持つということ。劣等君にも生きていく道はある。(NHK、出社が楽しい経済学、2009)
1.優秀な経営者が秘書を雇ったが、事務処理能力に関しても経営者の方が有能。さてどうすればよいか?答は、経営者は経営に専念し、事務は秘書に任せる。一見、「経営も事務処理も、絶対的に優位な能力を持つ経営者がやればよい。自分より事務処理能力が劣る秘書を雇う必要はない。」となりそうですが、そうではないと考えるのが比較優位の考え方です。経営の仕事に関して、経営者と秘書との間には著しい能力差があります。事務処理の仕事に関して、経営者と秘書との間の能力差はわずかです。このとき、事務処理の仕事に関して、秘書は比較優位にあります。時間は有限です。どんなに優秀な経営者でも体は一つしかありません。今まで自分でこなしていた事務を秘書に任せれば、その時間を経営の仕事に回せます。事務の効率は少し落ちますが、それ以上に経営の効率が高まるので、トータルでの生産性は高まります。
例2.売れっ子芸能人は自宅の庭掃除をすべきか? 芸能活動において、売れっ子芸能人と貧乏人には著しい能力差があります。庭掃除においては、大した差はないでしょう。売れっ子芸能人が本来自分ですべきだった庭掃除を、1万円払って貧乏人に任せれば、空いた時間を芸能活動に回し、1万円をはるかに上回る収入を得られます。その収入は、能力的には取るに足らない貧乏人による労働がなければ得られなかったものです。ついでに、その貧乏人も、売れっ子芸能人が自分で庭掃除をしていたら得られなかったはずの1万円を手にできました。社会全体で産み出された富も増加したことになります。
時間が有限・体が一つである以上、1人ですべての仕事をこなすのは非効率です。全てにおいて能力が劣っている人であっても、比較優位を見極めて仕事を適切に分担させることにより、生産性の向上に役立つのです。
一見役に立たなそうな人でも経済学的にはちゃんと役に立っている。(yutt97a)
|
| ひ |
費用効果分析(cost effectiveness analysis: CEA) |
化学物質の排出を削減するための対策にかかる費用を,得られる効果で割ることによって,単位あたり費用を求め,それによって対策 の優先順位を決める方法.効果の指標には,排出削減量,暴露削減量,リスク削減量などが考えられる.複数の対策間の相対評価がで
きる. |
| ひ |
標準化死亡比 (standardized mortality ratio: SMR) |
:(観察された死亡者数)/(期待死亡者数)により算出される.2つの集団における死亡の頻度を比較する際に,性,年齢等,その疾病 の頻度に強い影響を与える因子の影響を除外する操作の一つである.一般に年齢構成の異なる集団の間で死亡率を比較する際に用いる . |
| ひ |
費用便益分析(cost benefit analysis: CBA) |
化学物質の排出を削減するための対策にかかる費用を,得られる効果を金銭価値化したもの(=便益)と比較すること.便益が費用を 上回れば,その対策はプラスの純便益を持ち,実施することが望ましいことになる.単独の対策についてその是非が評価できる. |
| ひ |
貧栄養湖 |
窒素やリンなどの栄養塩類が少なく,プランクトン等が少ない湖. |
| ヒ |
ヒッチコックの法則 |
変化に対する組織内での最大の抵抗勢力は中間管理職。 |
| ひ |
標準化先行のTQC推進, standardization led
TQC |
* |
| ひ |
標準化推進月間, Industrial Standardization Promotion Month |
経済産業省は、毎年10月を「工業標準化推進月間」とし、工業標準化に関する普及啓発 |
| ビ |
ビフォアサービス, before-sales service |
販売前のサービス。買手への商品知識の提供やアドバイスなどによる好感により販売する。アフターサービスも次期購買の視点から見るとビフォアサービス。
|
| ひ |
非定常作業の安全管理 |
特殊作業管理規程、非常事態への対応(火災発生時、防火緊急連絡ルートと火災への対応、防火マニュアル) |
| ひ |
非正規雇用、irregular employment |
非正規労働者の割合(1989年:20.2%, 1995:20.9%, 2000:26.0%, 2005:32.6%, 2010:34.4%, 2013:36.7%,
2015:37.4%(アルバイト68.9%、契約社員14.5%、派遣6.4%))、男性労働者の20%、女性労働者の60%が非正規。
業種別頻度:製造業12.4%、建設業3.5%、三次産業81.4%(小売21.8%、宿泊・飲食11.7%、医療・福祉13.6%)、
定義:「正規」の要件:
社会保険:正規労働時間3/4≦、雇用保険:20時間≦/月+1月≦、
参照:厚労省統計(2014)(2016)、非正規雇用労働者増加 、
|
| ひ |
非遵法期間 |
noncompliance periods |
| ひ |
人々の参画 |
品質マネジメントシステムの8原則における人々の参画とは、品質マネジメント活動への組織構成員の参加を促すことが重要であることを定めたものです。JIS Q
9000:2000において「
すべての階層の人々は組織にとって根本的要素であり、その全面的な参画によって、組織の便益のためにその能力を活用することが可能となる。」と定義されています。 |
| ヒ |
ヒューリスティクス、発見的指導法、Heuristics |
問題解決法の一。正しいと思われる選択肢を順に試行錯誤しながらたどってゆくことで正解を得ようとする解決法。アルゴリズム algorithm(筆算やコンピューター演算のように、明確に規定された一連の手順にしたがって,同類問題を解決するための操作の系列。)に対する言葉。ギリシャ語で「発見」を意味する語から作られた。一般に問題解決において,必ず成功するという保証はないが,経験的に成功確率の高い方法を指し,思考過程の研究で重視されている。 |
| ひ |
費用効果、費用対効果、費用有効性、コスト有効度、コストパフォ-マンス cost-effectiveness in (health and medicine) |
cost-effectiveness analysis 費用対効果分析 CEA、cost-effectiveness ratio 費用効率、cost-effectiveness study 費用効果分析、put cost-effectiveness aside 費用対効果を別にする、with cost-effectiveness in mind 高い費用効率を念頭に置いて、examination of project suitability and cost-effectiveness プロジェクトの妥当性や費用対効果の検討、prove the cost-effectiveness 費用効果の高さを証明する、relative cost-effectiveness 相対的費用効果 |
| ひ |
標準化 |
作業を統一し、誰がやっても満足できるレベルの製品やサービスを提供できるようにすること。 |
| ひ |
狭義の品質 narrowly interpreted quality |
品質とは、顧客要求を満たし満足させる程度。.「成果物の品質」とは、顧客の手元に納品される成果物が、顧客要求事項に定義されている目的を満たした状態であること。.「プロセス(マネジメント)品質」とは、インプット(顧客要求事項の確認)→アウトプット(成果物の納品)の間のプロセスの質、例えば、スケジュール管理、コスト管理、変更管理、人的管理等の品質が含まれる。
品質における問題:目標と現状のギャップ、1.「発生した問題」是正処置が必要、2.「探す問題」予防処置が必要(問題点が明確にできていない)。
品質=金太郎飴、。 |
| ひ |
品質方針 |
ISOでは、“トップマネジメントによって正式に表明された品質に関する組織の全体的な意図及び方向付け”と定義されている。品質方針は経営理念、経営方針と整合性をとり、品質目標へ設定・展開されることが求められている。また、部・課と各階層にブレークダウンされ、従業員に周知徹底され、見直しされることが必要である。
|
| ひ |
品質目標 |
ISOでは、“品質に関して追求し、目指すもの”と定義されている。品質目標は通常、品質方針に基づき、組織内の関係部門及び階層で設定され、達成度が評価されるため、判定可能なものであることが必要である。一般には、年初もしくは年度初めに社長が品質目標を設定し、それに基づいて各部門長が部門目標を展開していく。
|
| ひ |
オンライン品質管理 on-line quality control |
オンライン(製造) |
| ひ |
オフライン品質管理 off-line quality control |
オフライン(開発・設計)
* |
| ひ |
品質管理診断 QC diagnosis |
品質方針・目標、工程管理、現品管理、検査、不具合品管理、測定・検査機器の管理、改善活動、人の育成・教育。* |
| ひ |
品質月間 Quality Month |
* |
| ひ |
品質月間標語 Quality Month slogan |
* |
| ひ |
品質展開 quality deployment、品質特性展開 quality characteristic deployment 、
品質展開表 quality deployment table、品質表 quality table
|
新製品開発の際,十分品質の高い製品を製造するためには,設計段階から品質に配慮しておくべきと考えるのは自然なことだ。しかし品質を高めるために,具体的に設計段階で何をすべきかは必ずしも自明ではない。品質機能展開は表の行に目的とする品質(要求品質)を,列に直接管理可能な要素(品質要素)を記入した二元表(品質要求展開表)を用い,互いの関係付けから重要性の高い品質要素は何か(=設計段階で何をコントロールすべきか)を明らかにする手法。1960年代に,赤尾洋二,水野滋の両氏が開発した。* |
| ひ |
品質保証 quality assurance |
効率と品質が求められるあらゆる活動において、それらに保証を与えるのに必要な証拠を提供する活動。
製品やサービスが要求された品質を満足していることを保証する必要がある。品質保証は品質管理と密接に関連しており、これらによって顧客や権利保有者のニーズ・期待・要求に製品が適合していることを保証する。
品質が所定のレベルに到達していることを事前に確認する手続きを効率的に構築することが必要。* |
| ひ |
品質保証規程 quality assurance standard |
例.明治乳業の「品質保証」制度:
1.品質憲章:明治乳業は、お客様の満足と信頼が得られる品質を追求し、全社全部門を挙げた品質保証体制のもと、安全で魅力的な商品とサービスを提供する。
2.品質保証方針:
(1) 開発、設計、調達、生産、物流、販売及びコミュニケーションに至る全ての工程において、「お客様に約束する品質」を明確にする。
(2) 全社全部門の一人ひとりが、「お客様に約束する品質」を実現するために行動する。
(3) お客様の声に誠実に耳を傾けて、商品とサービスの開発・改善に反映させることで、更なる満足と信頼を得られるように努める。
(4) 品質保証システム(明治クオリアス)の改善、変革を永続的に実践する。
3.品質保証規程:方針の具現化に向けた各工程での品質保証活動を明確にしたもの
4.品質保証基準:規程を具現化するための標準・基準・規則類。 * |
| ひ |
品質保証計画 quality assurance program |
* |
| ひ |
品質保証契約 contract on quality assurance system |
* |
| ひ |
品質保証項目一覧 list of quality assurance items |
* |
| ひ |
品質保証体系(図) quality assurance system (chart) |
* |
| ひ |
品質要求 quality requirement |
設計計画値からの外れ度合いを、損失関数という概念でコストに置き換えて、製造狙い値の調整時期・工具の交換時期・計測方法の選択・計測器の校正時期等を最適化する事により、品質不具合・製造&検査工数を劇的に削減
(コストダウン)手法。 |
| ひ |
秘密保持 confidential nature, maintenance of confidentiality, maintenance of secrecy |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義されている、苦情対応の9つの基本原則の一つ。苦情申出者個人を特定できる情報は、組織内での苦情対応の目的に限り、必要なところで利用可能とすること。顧客または苦情申出者がその公開について明確に同意していない限り、この情報を公開しないように保護すること。 |
| ピ |
ピアレビュー(peer review) |
ピア(peer)「(能力、資格、年齢などが)同等の[匹敵する]人」 + レビュー(review)「再考,再吟味,再調査、批評記事,論評;(一般に)評価;評論雑誌」。データの正確、一貫性、信頼性を担保する為に、専門の第三者に検討してもらうこと。 |
| ビ |
ビジネス・インテリジェンス business intelligence, BI |
企業内外の事実に基づくデータを組織的かつ系統的に蓄積・分類・検索・分析・加工して、ビジネス上の各種の意思決定に有用な知識や洞察を生み出すという概念や仕組み、活動のこと。また、そうした活動を支えるシステムやテクノロジを含む場合もある。この言葉は、ガートナーグループのアナリスト、ハワード・ドレスナー(Howard Dresner)氏が1989年に使ったのが最初だといわれている。彼は、経営者や一般のビジネスパーソンが、情報分野の専門家に頼らずに自らが売上分析、利益分析、顧客動向分析などを行い、迅速に意思決定することの実用性を説き、そのコンセプトをビジネス・インテリジェンスと呼んだ。
|
| ビ |
ビジネス・キャリア制度 |
職業能力開発促進法:職業能力開発推進者、公共職業能力開発施設(国県:職業能力開発大学校・短大・促進センター、障害者職業能力開発校、市町村:職業能力開発校)、技能検定(厚労省大臣:技能検定・技能士、職業能力開発施設長:技能照査・技能士補)。 |
| ビ |
ビジョン vision |
展望。 |
| ビ |
ビジネスモデル business model、ビジネスシステム |
顧客への提供価値、実現可能性、競争優位性、収益構造が盛り込まれた明快なビジネスの仕組み。事業が成り立つその会社独自の仕組み・やり方。事業として何を行ない、どこで収益を上げるのかという「儲けを生み出す具体的な仕組み」のこと。ビジネスモデルとは、顧客への提供価値、実現可能性、競争優位性、収益構造が盛り込まれた明快なビジネスの仕組みです。あらゆる企業にとって、優れたビジネスモデルを構築することは持続的成長を実現するための1要素になりえます。
特に、コンピュータやインターネットなどの情報システムを活用した新しいビジネス手法のことを指す場合もある。これを特許にしたものが「ビジネスモデル特許」である。
英語では「business method」と呼び、「business model」とは言わないが、日本に最初に紹介されたときに「ビジネスモデル」という用語が使われたことから、現在でもこの言い方が定着している。
ビジネスモデル構築上で重要なことは、1.事業特性の把握、2.競争優位戦略、3.(人物金の経営資源の制約の中で自社のコアコンピタンスに経営資源を集中し、その他を)アウトソーシングすること、である。
考え方:まず、どのような顧客がどのような価値に対してその対価を支払ってくれるかを分析し、ターゲットとする顧客を絞り込みます。その後、ターゲット顧客にどのような商品やサービスをどのような方法で提供することで、対価に見合う価値を提供していくかを具現化します。その過程では、自社の経営資源を踏まえた実現可能性、競合他社の動向を見据えた上での競争優位性、市場規模・成長性予測に基づく収益構造を明確にしながら、ビジネスモデルを構築します。顧客の価値観が多様化する現在の市場環境では、一度に秀逸なビジネスモデルを構築することは難しいと考えられるため、一定期間で集中的にビジネスモデルを構築し、そのトライアルを実施し、問題点を洗い出し、修正を加えるという仮説検証サイクルを繰り返しながら、ビジネスモデルを磨いていくことが求められます。
|
| ピ |
ピクトグラム、絵文字、pictogram |
(1)販売:JISHA安全標識、
(2)化学品の分類および表示に関する世界調和システム(The Globally Harmonized System of Classification and Labelling of Chemicals, GHS, 2005):ラベル:附属書1 ラベル要素の割当て、附属書2 分類および表示に関する一覧表、附属書3 注意書き、絵表示。、 |
| ビ |
ビジネスモデル特許 business method patent |
ビジネスの仕組みを特許化したもの。事業として何を行ない、どこで収益を上げるのかという「儲けを生み出す具体的な仕組み」自体を内容とする特許。英語では「business method patent」と呼び、「business model patent」とは言わないが、日本に最初に紹介されたときに「ビジネスモデル特許」という用語が使われたことから、現在でもこの言い方が定着している。従来、事業の方法自体は特許にならないと言われていたが、アメリカで起きた「ハブ&スポーク特許事件」を契機に、続々と特許化されるようになった。「ハブ&スポーク特許」とは、Signature Financial Group社が取得した特許で、複数の投資信託を一括管理するための仕組みである。同業のState Street Bank and Trust社はこれをライセンスしようとしたが金額が折り合わず、「この特許は法律の定める要件を満たさず無効である」として裁判を起こした。特許を専門とする米国連邦控訴裁判所(CAFC)は、1998年7月に、この特許は有効であるとする判決を下した。ビジネス手法であっても、発明が有用(useful)で、具体的(concrete)で、有形(tangible)の結果を生みだすならば、特許としてみとめられるという判断を示したのである。この事件をきっかけにビジネスモデル特許は注目を集めるようになり、特に、コンピュータやインターネットなどの情報システムを活用した新しいビジネス手法を特許化する動きが活発になった。アメリカでは、ビジネスモデル特許を取得して他社にライセンスすることを専らの事業とする会社も生まれている。ネット関連のビジネスモデル特許では、Priceline.com社の「逆オークション」特許や、OpenMarket社の「ショッピングカート」特許、Amazon.com社の「1-Click」特許、DoubleClick社の「DART」特許などが有名である。とても発明とは言えない凡庸な手法まで特許化されているとの批判もあり、混乱を引き起こしている。一度入力された顧客の情報を保存しておき、次回から1回のクリックで買い物ができるAmazon.com社の「1-Click」特許をめぐっては、消費者団体が同社のボイコット運動を起こしている。 |
| ビ |
ビジネスマナー |
ビジネスマナーで重要なこと:
1.顧客満足: クレーム対処:基本は、火消し(消火活動)と同じで、早目の小さい内に、自分で消火器を持っていって消す。自分だけでやろうとせずに相談する(報連相)。
2.チームワーク: バトンリレーや二人三脚(三人四脚、四人五脚・・・)の例えのごとく。
3.信頼と責任: 仕事仲間を信じること、責任転嫁をしないこと。 |
| ヒ |
ヒューマン・ファクター |
ヒューマンファクター(HF)の概念:
ヒューマンファクターとは「機械やシステムを安全にしかも有効に機能させるために必要とされる、人間の能力や限界、特性などに関する知識の集合体」、「人間、機械、環境系の設計および運用の際に考慮されるべき人間の特性、能力に関するもの」と定義されている。ヒューマンエラーはヒューマンファクターのマイナス面を述べたもので、ヒューマンファクターの一部である。ヒューマンファクターには内的要因(知覚・情報処理・操作)と外的要因(機械システム・人間システム・環境)があり、人間機能に影響をおよぼしている。内的要因には多くの背後要因(知識・経験・情緒・意欲など)が関わり大きな影響を与えている。影響要因が複雑であるため、「人的要因の6P」などいろいろな分類方法がある
ヒューマンファクターの捉え方としては、M-SHELLモデル(企業を支えているものは、S:Software 手順書・マニュアル、H:Hardware マシン, E:environment 作業環境、L:Liveware
個人特性、L:L-Liveware 人間関係、M:Management 管理)を説明モデルに用いており、人間(L)の周囲の凸凹は人間の限界を示し、その凸凹とそれを取り巻く要素(S,H,E,L)の凸凹が合致しないと不具合が生じるという考え方である。
日本ヒューマンファクター研究所所長黒田勲:「ヒューマンファクターから考える ~安全文化の創造へ~」: ”ABC” Always Be Carefull (安全の為にはいつも注意すべきことを明確にしなければいけない)、
参考:連載・HF講座、
|
| ヒ |
ヒューム、
ヒューム(fume)、
溶接作業、溶接方法(橋本工業所)、 youtube 金属・溶接、
金属アーク溶接等作業、溶接ヒューム、アーク溶接、 |
金属アーク溶接等作業、溶接ヒューム作業等の健康障害: 厚労省パンフレット一式は岡山労働局ホームページを開いて、必ずプリントアウトして3色に塗り分けながら確認してください:
規制対象の溶接作業とは:
金属アーク溶接、tig, mig mag, プラズマア-ク溶接、
金属ヒューム発生の少ないレーザ-などは除外。
手順:
個人サンプリングによる濃度測定、マスク選定、フィットチェック。日測協兵庫支部2020、
注意1.マンガンMnを含む金属溶接ヒューム作業に対する特化則は、2021/4/1より、以下のように3分類され、特化則と紛らわしい特化則類似の規制*がある:
1.溶接ヒューム作業:管理第2類、
1-1.屋外作業
1-2.屋内作業
2.非溶接ヒューム作業(製造等):特化則規定1%<、、
*大きな差は作業環境測定に関する点で、
溶接ヒュームは保護具による作業管理(マスク選定)の為の1回の個人サンプリングであり、非溶接Mn1%越えでは年2回の作業環境測定が必要である。
確認: 規制期限(厚労省パンフレット、「令和3年(2021年)4月1日から特定化学物質として規制対象となります」の一覧表、並びに、上記3作業別のパンフレット最終ページを確認してください)
金属溶接: 金属溶接部では、放電溶接棒welding rodによる溶接金属と母材金属が溶接される。溶接棒は芯線cor wireと被覆フラックスfluxで構成され、フラックスのシールドガス・スラグslag(溶接ビード表面のクズ)によるシールド効果によるアークの安定化と脱酸素(前記slag+飛び散り小粒spatter)による安定ビードの効果が得られる。その結果、金属蒸気=溶接ヒュームが発生し、作業者は含有マンガンを吸入する。ガス、レーザーを除く、溶接ヒュームは、ヒューム自体と含有マンガンの2つの有害性を有する。
金属ヒューム: 金属の蒸気等の気体が空気中で凝固や化学変化を起こし,固体の微粒子として空気中に浮遊しているもの.粒径は0.1~1μmである.固体物質の蒸気の凝固または気体物質の化学反応によって生じた微小な固体粒子で空気中に浮遊するものをヒュームという。アーク溶接で発生する金属ヒュームが代表的。凝固の過程で空気中の酸素と結合して酸化物(例えば鉛ヒュームの多くは酸化鉛の粒子・溶接ヒュームは酸化鉄の粒子、溶接棒マンガン由来の酸化マンガン,)となることが多い。また、溶融金属から発生するヒュームは生成の途中で液体の状態を通るため表面張力により球状のものが多いが、化学反応によるヒュームは化合物固有の結晶形となるものが多い。ヒュームは一般に粒径1μm以下で粉じんより小さく沈降しにくい。
注意.特化則適応のマンガン:
①マンガン濃度が1%を超える場合は、特化則マンガン規制、②被覆アーク溶接棒フラックス中マンガンが部材または塵の1%を超えない場合でも作業として溶接ヒュームが発生する場合は特化則溶接ヒューム規制となる。管理濃度はいずれもマンガン濃度とし0.05mg/m3とする。
測定に関して、
①は
安衛法65条規定により国家資格である作業環境測定士による作業環境測定が義務である。測定方法は従来の5点サンプリングAB測定評価または個人サンプリングCD測定評価のいずれかを事業者の判断で選択することができる。日本においては個人ばく露測定後の測定結果の評価方法(C測定)が旧来の幾何平均を踏襲するA測定において海外と異なる。人よりも場としての作業環境管理が示唆される。
②は 紛らわしいのであるが、更に、金属アーク溶接に関しては、人としての作業管理を強化する有効なマスク選定が義務であり、その目的の為に、個人サンプリングを実施し、その実測値と0.05mg/m3を比較する必要がある。その為には、最低”2名(作業者1名の場合は2日)”の”全溶接作業時間”の個人サンプリングが必要である。サンプリングは作業環境測定士に限定されない。この追加経費には外注で10万円となる(2021年測定補助金制度) 。
非定常、または、屋外でのアーク溶接作業は、屋内継続作業よりも免除あり。
:法令措置一覧表 :
動画による解説、中災防解説スライド、
1.屋内作業場、反復継続する、
2.屋内作業場、反復継続しない、3.屋外作業場、
従来の1%超えMn濃度の鋼材の発塵作業、
1.アーク溶接時の粉塵則→特化則の適用、 粉塵としてのヒューム管理濃度3mg/m3(日本溶接協会)→0.05mg/m3、低管理濃度特定化学物質となり、屋内での金属アーク溶接等作業は個人ばく露測定・特化則遵守が必要(厚労省、全体換気と特殊健診は 2021/04/01施行、その他は2022年令和4年4月より)。屋外作業でも適切な保護具の着用義務があるので、結局は、個人サンプリングが必要となる。
マスクの採用には2つのハードルがある:
1.作業環境管理として排気装置による空気の清浄化と、
2.漏れが無いように正しく装着する必要がある。
参考:
マスク漏れ率に関して:
(独)日本スポーツ振興センター:学校給食従事者鼻腔拭き取り検査でのブドウ球菌確認=14.6%とされ、
(独)国民生活センター:プリーツ型漏れ率=65-90%、立体型漏れ率=40-80%、
使い捨てマスクに関する当事務所の実験結果では、
労研式マスクフィッティングテスターMT-05U(柴田科学)を使った使い捨てマスクの漏れ率(当事務所での結果):
エチケットマスク:安静時100%、N95代替マスク:安静時100%、興研N95マスク:安静時1.5%、あいうえお発生時3.9%、顔を動かした時5-7%。
以上から、N95マスクで極端な動きのない場合は漏れ率が低く有効であった。しかしながら、作業時には締め紐型の保護具が望ましい。マスク装着による作業管理は作業環境改善の次善策であることを再確認する結果となった。当然ながら、通常のエチケットマスク、外科用マスク、N95代替品は漏れ率100%で全く無効であった。
感染様式として、飛沫感染(5μm≦φ)と飛沫核感染(エアロゾル感染、φ<5μm)があり、結核、麻疹、水痘は飛沫核感染で、rank 2(捕集効率95%≦)のマスクが有効とされる。労作性呼吸困難をきたすrank
3(捕集効率99.9%≦)は使用不能である。(参考:防じんマスクのランク:区分1粒子捕集効率80%≦、区分2粒子捕集効率95%≦、区分3粒子捕集効率99.9%≦)
コロナ、インフルエンザ感染は飛沫感染とされているが、最近飛沫核感染が報告された。よって、乾燥咳嗽罹患者からの感染防止の目的には、より厳格なマスク対応が望まれており、半面体でも漏れ率を1%以下にすることが望まれる。
コロナ感染予防対策でエチケットマスクの有効性と着用がマスコミを騒がしているが、マスク着用者自身がコロナに罹らない予防対策の効果は無く、自身の咳やクシャミを周囲に撒き散らさないという他人への配慮「エチケット」の意味しかないことがわかった。
フィットテストによるマスクの正しい装着:
プリント、
労研式マスクフィッティングテスターMT-05U(柴田科学)器具・動画、説明書、ビデオ解説、
正しいマスクの選定と装着:
作業環境測定から粉じん濃度を求める、
防護係数 PFを求める PF=粉じん測定濃度/管理濃度 0.05、
防護係数 PF, protection factorから防じんマスクの型を選択する
| 呼吸用保護具 |
RS/RL |
防護係数 |
| 防じんマスク |
使い捨て式 |
3 |
50 |
| 2 |
14 |
| 1 |
4 |
| 取替え式 |
全面形面体 |
3 |
10 |
|
2 |
10 |
|
1 |
4 |
| 半面形面体 |
3 |
10 |
|
2 |
10 |
|
1 |
4 |
| 電動ファン付き呼吸用保護具 |
全面形面体 |
S級 |
3 |
1000 |
| A級 |
2 |
90 |
| A級/B級 |
1 |
19 |
| 半面形面体 |
S級 |
3 |
50 |
| A級 |
2 |
33 |
| A級/B級 |
1 |
14 |
| フ-ド形、フェイスシールド形 |
S級 |
3 |
25 |
| A級 |
3 |
20 |
| S級/A級 |
2 |
20 |
| S級/A級/B級 |
1 |
11 |
|
マンガンMn要求防護係数=PFr=作業環境Mn濃度(mg/m3)/0.05,
L:オイルミスト混在用湿式 liquid、S:乾式、
rank 1: 粒子捕集効率80%≦、rank 2: 95%≦、rank 3: 99.9%≦、
マスクが正しく装着されているかの判定の為の呼吸用保護具のフィットテスト:
定量的フィットテストFF:フィットファクタ=マスク外側濃度/マスク内部濃度、
要求フィットファクタ:全面形面体500,半面形面体100*,
フィットテストが悪い(マスクの端から漏れる)時の結果:
例.PF10の選定マスクを使いたいが、作業環境測定でマスクの外に有害物が100個あると仮定すると、
| 漏れ率% |
実際のPF=(マスク外濃度)/(必要とされるPF+漏れ) |
| 0 |
100/(10+0)=10 |
| 1 |
100/(10+1)=9 |
| 5 |
100/(10+5)=6.7 |
| 10 |
100/(10+10)=5 |
| 50 |
100/(10+50)=1.7 |
漏れが5%を超えると極端にFFが低下し、選定したPFの要件を満たせなくなる。ゆえに、漏れを検出するフィットテストは漏れ1%*までを許容範囲として合格とされる。
注意:使い捨て式防塵マスクは半面形面体に含む(アーク溶接ヒュ-ムの健康障害防止対策、中災防、令和3年)、
注意:
溶接ヒューム関連(厚労省)、
厚労省パンフレット一覧(2020/07/31)、東京労働局動画、アーク溶接作業者の為の溶接ヒュームの健康障害防止対策(中災防、2020)を熟読のこと。
参照:
溶接とは:
融接(溶融溶接)、
母材(被溶接材料)と溶接材(溶加材)両者を加熱溶融 |
アーク溶接
|
(電極棒自体が溶けて無くなる消耗電極)溶融電極式: |
被覆アーク:
芯が軟鋼、被覆材で包んだ電極、延長コード等電圧低下による溶接不良あり、200Vまたはバッテリー溶接で対応、
(溶接機(トーチ)の電極棒=溶接材(溶加材)先端自体がアーク熱で溶融、6000℃、
電極被覆材からガス発生し、溶接部をシールド(注、MIGに被覆ワイヤー使用し、不活性ガスボンベ無しも有り。) |
|
|
|
MIG溶接 metal inert gas welding:(手元スイッチで電極棒を手動で動かす必要がなく電極ワイヤーが自動的に送りだされてくる半自動溶接機、被覆材由来ガスの代わりにガスボンベを併設する必要がある)
鉄、(アルミ、5mm厚鉄板)、
溶接ワイヤー溶融、
溶融周囲に不活性ガス(アルゴン、ヘリウム)噴射し、溶接部をシールド、シールドガスに二酸化炭素を含まないので、ステンレス、アルミ等の非鉄金属にも使用可能、 |
|
|
|
MAG溶接 metal active gas welding:
シールドガスとして混合ガスを使用:不活性ガス(アルゴン、ヘリウム)80%+CO2 20%、不活性ガスは高価なのでミグ溶接よりもマグ溶接の方が低コスト、
非鉄不可、シールドガスの二酸化炭素はアルミニウムなど非鉄金属と反応するので、マグ溶接は非鉄金属に用いることはできず、鉄(軟鋼)の溶接に限定して使用可能、
半自動溶接、
|
|
|
|
炭酸ガス溶接(シールドガスとして炭酸ガスを使用) |
|
|
|
サブマージドアーク溶接:
予め粒状フラックスを溶接線に沿って散布しておき,その中にソリッドワイヤを送給装置によって連続的に供給し,フラックスに覆われた状態で母材とワイヤ間にアークを発生させて融接することである。フラックスはアーク熱によって溶融してスラグとなり,アークおよび溶融金属を覆ってそれらを大気から保護する。
太径ワイヤに大電流を流すので,手溶接より10倍効率が良い。アーク光がフラックスで遮蔽されるため,遮光保護具が不要で(溶接の良否を直視できないが),ヒュームの発生もほとんど無く,長時間の継続作業ができる。。 |
|
|
(電極棒が)非溶融電極式、非消耗電極:
別立てで溶接材 |
TIG溶接 TIG(Tungsten Inert Gasタングステン電極・イナートガス(溶接部分を大気から遮断する為の不活性ガスのアルゴン・ヘリウム)シールドガス)
イナートガス(溶接部分を大気から遮断する為の不活性ガスのアルゴン・ヘリウム)シールドガス)を別立てで供給する必要がある手間がかかるが、火花が激しく飛び散らないので:きれいな仕上がり:きれいな仕上がり
鉄、ステンレス、アルミ、チタン、
タングステン電極棒、200V,
ワイヤー溶接材、
アルゴンガスシールド:コストがかかるのが欠点、、 |
|
他 |
|
レーザー溶接:
異なる金属、
繊細、精密な溶接、精密さ上、溶接部に水分、油分が微量にあると品質が低下する欠点がある、
|
|
|
|
ガス溶接:
可燃性ガス(アセチレンなど)+酸素、3000℃ |
|
|
|
テルミット溶接:金属酸化物と金属アルミニウムの粉末混合物に着火→アルミニウムは金属酸化物を還元しながら高温を発生→純粋な金属が沈降接着、炭素燃料による加熱が無く生成金属に炭素が含まれない。 |
|
|
|
プラズマ溶接:
プラズマガスとプラズマアークを用いた溶接法:プラズマ溶接用のトーチ内で、不活性ガスはイオン化されプラズマガスに変化します。ジェットとして噴出するプラズマガスが導電体となり、プラズマアークを作る。
ティグ溶接に比べアークが狭く絞られ、溶接の溶け込みが深い。
しかし、ランニングコスト・装置の価格・メンテナンスのコストがティグ溶接よりもかかることがデメリット。 |
| |
|
|
レーザー溶接:
レーザー光線の熱を利用。
細かく精密、
異なる種類の金属を接合、
溶接部に水分や油分が微量にでもあると、溶接欠陥に繋がる |
| 非溶融溶接 |
抵抗溶接 |
|
電流+圧力:機械化と効率化が容易で、コストを下げられるので、大量生産に向く。
融接のように外観から溶接部の状態を把握できない。母材への熱影響を最低限に抑えられる利点。
スポット:抵抗スポット溶接、点溶接、
スポット溶接は主に薄板の溶接(3枚同時の溶接も可能)に用いられ、自動車車体の生産に多用される。溶接を行うために母材を挟む装置を「ガン」、そしてその「ガン」に電気を供給する装置を「溶接電源」または「溶接機」と呼ばれ、自動車の生産ラインの産業用ロボットに取り付けられて使われる。
プロジェクション:厚板、ナット・ボルト、薄板の多点数溶接の溶接用、
厚板の抵抗溶接時に、母材の片方にあらかじめプレス加工でプロジェクション(突起部)を施しておき、溶接時に、このプロジェクション(突起部)に集中的に大電流を流し、溶融凝固させて接合
シーム;電極は、円板形のローラーで、このローラー電極に電流を流しながら回転させることで、ミシンのように母材を連続で溶接することができる。
自動車の燃料タンクといった、気密性と防水性を求められる箇所に多く用いられています。
また、アーク溶接では難しい、厚板の溶接も可能。 |
|
圧接 |
|
加熱+圧力:
鍛接、摩擦 |
ろう接:
溶加材を接着剤として接合 |
ロウ付け |
母材を溶かさず、加熱し液状にした溶加材で接着 |
硬ロウ:融点450℃以上、ガスバーナー加熱
軟ロウ(はんだ付け):450℃未満、低融点、
異種金属、セラミック |
蛇足
1.アーク:放電現象(空間的に離れた2つの電極に電圧をかけていくと、やがて空気の絶縁が破壊されて2つの電極の間に電流が発生し、同時に強い光(arc)と高い熱を発生する)の高熱を利用する溶接方法、
2.ステンレスとは:鉄鉱石→銑鉄(鉄アイアン、炭素が多くもろい)→鋼(スチール、炭素を除去)→特殊鋼(ステンレス:クロム、ニッケル添加し錆防止)
|
| 作業環境測定 |
定期実施 |
粉塵、カドミウム、ニッケル(清掃)
中災防解説スライド、
特化則第38条の21(金属アーク溶接等作業に係る措置):作業環境測定AB測定、または、CD測定の年2回の実施・対策、及び、同一作業態様での保護具選定の為のCD測定と毎月の保護具装着指導(第7項)が必要となる。一般にCD測定がAB測定よりもコストが大きいので、従来のAB測定に加えて、CD測定を1回/同一作業態様を加える必要がある。 |
|
管理濃度 |
粉塵3Mg/m3、ニッケル0.1mg/m3、マンガン0.05mg/m3 |
|
許容濃度 |
クロム0.05mg/m3(六価)、0.5mg/m3(三価)、マンガン0.05mg/m3、カドミウム0.05mg/m3、酸化亜鉛ヒューム、一酸化炭素50ppm、二酸化窒素、オゾン0.1ppm、酸素18%以上 |
| 環境改善 |
|
手溶接→自動化、局排、プッシュプル、ヒューム吸引トーチ、遮光カーテン、防火水・シート |
| 作業環境 |
ヒューム発生抑制 |
トーチ傾斜角度、電圧、アーク長適正化アーク溶接、 |
|
曝露減少 |
作業姿勢適正化 |
|
排気 |
局排 |
|
有害物周知 |
SDS |
|
保護具 |
作業主任者、管理者選任
保護具装着指導者の選任:特化則第38条の21(金属アーク溶接等作業に係る措置)第7項:同一作業態様での保護具選定の為のCD測定1回と厚労大臣告示方式での保護具装着指導(第7項)が毎年1回必要となる。更に保護具装着指導者には特別教育が要件。 |
|
|
中災防解説スライド、
防塵マスク、一酸化炭素防毒マスク、電導ファン付き、空気呼吸器,送気マスク、溶接用保護面、遮光眼鏡、化学防護服、皮手袋粉じん対策(厚労省)、アーク溶接作業のヒューム対策(中災防)ヒューム吸引トーチ、局排、電動ファン付マスク:DS2, DS3、オイルミスト混在: DL2, DL3、 |
| 健康診断 |
塵肺健診 |
|
特化物健診 |
カドミウム、ニッケル、マンガン、アーク溶接ヒューム |
|
他 |
クロム、紫外線、赤外線、オゾン、二酸化窒素、高温 |
| 保健指導 |
防塵マスク |
着用教育 |
|
除塵 |
洗顔、洗身、手洗、うがい励行 |
|
経口 |
作業場内禁煙、飲食禁止 |
|
休養 |
休憩室設置 |
| マネジメント |
|
リスクアセスメント(厚労省)、 |
|
アーク溶接作業における粉じん障害防止のための工学的対策の推進について(基安発第0220001号平成18年2月20日、厚生労働省労働基準局安全衛生部長より都道府県労働局長へ通達):「理由:じん肺の新規有所見者は減少傾向にあるものの、依然として年間250人近くの新規有所見者が発生しており、そのなかでも金属製品製造業、機械器具製造業を始めとして、アーク溶接作業に係る作業者の占める割合が高い状況である。内容:今般、アーク溶接作業における粉じん対策の更なる推進のため、作業環境の改善に必要かつ有効な工学的対策について、局所排気装置、プッシュプル型換気装置、ヒューム吸引トーチ、自動アーク溶接等の実際に事業場で実施している具体的事例を収集し、別添の「アーク溶接作業における粉じん対策」を作成した。
溶接ヒュームに係わる曝露低減の難しさ、
作業環境中の粉塵測定と曝露対策、総論、
金属アーク溶接等金属アーク溶接等作業主任者限定技能講習修了者の金属アーク溶接等作業主任者の選任(施行2024年1月1日)、、
参照:
1.用語辞典、
2.法令、溶接および溶断の安全・衛生に係る法令(日本溶接協会安全衛生環境委員会、2003)、
溶接・法令一覧、粉じん則、粉じん則別表、粉じん管理濃度、じん肺法、
3.金属アーク溶接等作業を継続して行う屋内作業上に関わる溶接ヒュームの濃度の測定の方法等、告示、令和3年4月1日施行、
|
| ヒ |
ヒューリスティック
heuristic 、
アブダクション abduction、 |
経験則。
人間の思考過程=論理的思考(アルゴリズム)+経験則(ヒューリスティック)。
心理学:全例検索でなく、直観的に経験に基づき1つ選択して検討後、より改善策を試行錯誤しながら結論に近づけていく解決法。ベストではないが、より早く安価に、ベターな結果を得る。発見的解決法。
コンピューター:本来であれば一つずつ系統的に全件を虱潰しに確認していかなければ分からない所を、ある程度記号化した要素を持ち出すことによって単純化し、効率的に目標を探し出す事。正しさの保障は無いが、経験的には良いだろうと納得できる。
例え:美人を探し出す時、全例の顔を比べるのでなく、「髪の長い人は美人」として、髪の長さを基準として美人を探すと手間が省ける。しばしば髪の長い美人でない人を選択する失敗がある。「ウエスト65cm以下」の因子を組み合わせる等の対応もありうる。
|
| ひ |
費用 |
費用とは、JISZ9920(苦情対応マネジメントシステムのJIS規格)で定義されている、苦情対応の9要素の一つです。規格では「消費者に対して苦情対応を無料で行なう」ことが定義されており、消費者が同条件で苦情を申し出られるような環境を整えるように組織に要求しています。 |
| ひ |
表示、標識 |
表示、標識の工夫(VMセンター)、 |
| ひ |
疲労 |
疲労度測定:
1.フリッカー(メピカ)目のチラツキに対する反応、
2.二点分別域検査:皮膚上の離れた2点接触点を2点として感覚できる閾値、
3.エネルギー代謝率:労働強度指数、
4.厚労省の労働者の疲労蓄積度自己診断チェックリスト、
5.作業能率:作業能率は疲労で低下するので、
6.心拍変動解析:心拍変動による自律神経変化を推定、
疲労の3大回復因子:
休養、休息、睡眠、、 |
| ビ |
ビルドアップ、構築、build-up, bottom-up |
対照:top-down、上意下達、 |
| ひ |
非確率的影響 |
放射線被ばくの際に、しきい値と呼ばれる線量を境として、必ず決まった障害が起こることをいう。白内障・皮膚の紅斑・脱毛・大量被ばくの際の急性障害などがこれに該当する。また、その障害の重傷度は被ばく量に依存する。放射線被ばくによる非確率的影響の評価は組織線量当量により行う。 |
| ひ |
非常停止装置 |
危険限界内に身体の一部が入った場合とか異常事態が発見された場合に、人間が意識的に機械の作動を停止することを目的とした装置。 |
| ヒ |
ヒヤリ・ハット:「Hiyari
Hatto Trouble HHT」 |
* |
| ヒ |
ヒューマンエラー
|
なぜなぜ分析で、ヒューマンエラーが原因とされる時、敢えて、エラーを真因とせず、その背景の労働環境不良、手順書実施不備、会社風土等の背景原因を追究し、それらを真の原因として、対策する 原因分析。
人間によるミスをヒューマンエラーという。その内容は多岐にわたるが、一般的にヒューマンエラーを起こす要因として、MAN(人的要因―錯覚・省略・未熟練など)・MACHINE(機械―人間工学的な配慮不足など)・MEDIA(環境・情報―マニュアル・作業環境など)・MANAGEMENT(管理―組織・規程・教育・計画など)の4つのMが考えられる。エラー行動の周辺にはそれらの要因が存在するので、これを把握しなくしていくことが大切である。
鑑別:ヒューマンエラー:無意識な行動による、不安全行動:近道行動など意図的な行動による。
人間のエラー特性:人間だから1.間違えることがある、2.ツイうっかりがある、3忘れることがある、4.気がつかないことがある、5.不注意の瞬間がある、6.一つしか見えない考えられない、7.先を急ぐことがある、8.感情に走ることがある、9.思い込みがある、10.横着をするときがある、11.人の見ていないとき違反をする、12.パニックになることがある。(日本ブイエムセンター川崎利男)、
ヒューマンエラー対策、
参照:
1.座談会 製造業大規模災害の緊急対策をめぐってー事故の背景、行政の動き、そしてコンサルタントの取り組みー、安全衛生コンサルタント、73;8-35:2005.:
災害の原因:人的要因=76%、設備要因=18%、
業種による差異:災害原因に占めるヒュマンエラー割合:鉄鋼業=95%、化学業=40%、
2.建設業におけるヒューマンエラー防止:①指差呼称、②遵守、③点検、④相互注意。
3.どう防ぐ、ヒューマンエラー(認知のエラー:人は思い込む、判断のエラー:人は間違える、行動のエラー:人は忘れる)Eラーニング。
|
| ヒ |
ヒューマンアセスメント、ヒューマン・アセスメント、human assessment、 |
ビジネスシミュレーションを通じて、人材評価の専門家が、参加者の隠れた能力を観察評価する。1950年代アメリカで研究されたアセスメントセンター方式(CIAの前身である米軍OSS(戦略対策部)において、スパイ養成のための人材選抜を目的に開発されたプログラム)で、アメリカの産業界に普及した。日本では、1973年にマネジメント・サービス・センター(MSC)によって「ヒューマン・アセスメント」という商品名でプログラムが提供された。
活用:①任用 Selection:職務適正事前査定に基づく採用、昇進昇格、②能力把握 Inventory:配置転換、③育成 Development:能力開発。
手法: (1) 研修形式の中で、心理学的に設計された目標職務を想定した演習やグループ討議形式を通して、(2) 参加者の隠れた態度や行動が外面に表れやすい状況をつくり出して、(3)
特別に訓練を受けたアセッサーが参加者の演習行動を観察、記録し、(4) 一定のディメンション(評定項目)にもとづいて評定を行う。
参照: アセッサー assessor 査定者、観察・評価者:参加者の言動や記述を観察・分析し、複数のアセッサーの目を通じて参加者の能力評価する。
ディメンション dimension 能力要件判定リストには、以下の事項が含まれる:個人的能力(インパクト、イニシアティブ、バイタリティ、ストレス耐性、自主独立性)、対人関係能力(影響力、説得力、柔軟性、感受性)、意思疎通能力(理解力、表現力)、意思決定能力(分析力、判断力、決断力)、業務遂行能力(計画・組織力、人材活用力、コントロール)。 |
| ひ |
非罰的報告制度(Incident
Reporting System) |
事故に至らなかった事例(未然事故Incident)の報告制度。数多くの事例を集めて、統計的な処理(多重クロス集計)を行い、因子間の相関関係により原因分析を行い、事故防止対策を有効に行う。回答者の責任追及を行わないことにより、より多くの事例を収集するのがミソである。ヒヤリ・ハット(Incident)としては上がってこないもの。発生した時には即、重大事故になるような(危険性が外部からは知覚できない)ケースや、まだ知られていない危険性については分析できない。(要するに、もちろん分析も大事だがレポートの質をどうやって上げるか、現場でのawarenessとでもいうのか・・が問題かもしれない) |
| ヒ |
ヒトゲノム |
ゲノムというのは、細胞が持っているDNAとそれに書き込まれたすべての遺伝情報のこと。ゲノムの変化によって病気が引き起こされたり、また、他の生物(例えば微生物)のゲノムが作りだす毒素などが原因となって病気になることもある。いずれにしても病気の原因が、何らかの生物のゲノムによることが非常に多い。 |
| プ |
プライオリティ(priority) |
優先権、優先事項のこと。ビジネス上では、仕事をする際に今しなければならない事」「近いうちにやる事」「いつかはやる事」など優先順位をつけて取り組む事が必要ということで使用されている。コンピュータ上ではマルチタスクOSにおいて、プログラム(プロセス)につけられる優先順位のことをいい、プライオリティの高いものほど多く実行時間を与えられている。 |
| ふ |
不安全行動 |
不安行動:事故をもたらすこととなった作業者自身の行動の不安全な要素。一般に不安全行動は、人の側の要因を表わすものとして災害要因の一つにあげられている。 |
| ふ |
不安全状態 |
起因物が事故に関連するにいたったことについて現存または介在した客観的な不安全要素をいう。一般に不安全状態は、物的欠陥を表わすものとして災害要因の一つにあげている。 |
| フ |
フール・プルーフ |
操作手順を間違えたり故障時に、危険な状態に操作できないようにした装置をいう。電子レンジのように、使用中に扉を開けると電源を自動で落とすようなものをインターロック機構や初心者や危険性を知らない者でも誤操作されないようにしたフール・プルーフ装置がある。これらの機構・装置やフェールセーフ装置を一般に本質安全装置という。 |
| フ |
フェイル・セーフ |
機械が故障した場合に、そのまま暴走して事故や災害を起こさないようにする機構。例えばガス湯沸器の焚消防止装置など。 |
フ
|
フォアマン |
フォアマン:現場管理組織の第一線監督者をいう。日本では一般に「職長」と翻訳されている。英国のフォアマンは日本の職長とは比較にならないほど大きな職務権限を持っている。英国の現場管理組織の系列は一般に、ゼネラルフォアマン、フォアマン、アシスタントフォアマン、グループリーダーの4段階になっているが、その中心はフォアマンである。現場の作業管理・業務管理・原価管理などの責任者としてフォアマンは大きな職務権限を持っている。 |
| ふ |
不休災害 |
労働者が労働災害による負傷または疾病の療養のため1日以上休むことがないものをいう。 |
| ふ |
腐食性 |
皮膚と化学物質などとの接触により皮膚組織が破壊されることをいい、酸・アルカリなどによる腐食性の薬傷がある。 |
| ふ |
不注意 |
不注意とは好ましくない精神状態を総称する言葉である。注意には幅と強さがあり、ある一点に注意を集中すると周囲に対する注意力は上がるような関係がある。 |
| ふ |
浮遊粒子状物質 |
「SPM」参照 |
| ブ |
ブレーキ痕(「交通事故工学鑑定のページ」より) |
ブレーキ痕の長さからブレーキをかける前の速度を割り出する計算方法で、次の式により求められます。V=√(2*μ*S)、V・・・制動前速度(m/s)、μ・・・タイヤ摩擦係数(乾燥路面時0.7前後)、S・・・制動距離(m)~スリップ痕の長さなお、ブレーキを踏み始めてからタイヤが完全にロックするまでにタイムロスがありますので、実際には実験から求めた係数を使って補正する必要があります。また、ABS車は完全にタイヤがロックしないため、ブレーキの痕が残らないのでこの方法での推定は不可能です。 |
| フ |
フレックスタイム制 |
企業の定めたコアタイム(例えば午前11時から午後2時まで)を含むという条件付きで、勤務時間を労働者が自主的に決められる制度。
労使協定の手順(追加:時間外割増賃金の計算例):
1.対象労働者の範囲
2.精算期間:起算日、上限3月、
3.精算期間総労働時間=1週間の法定労働時間40時間(特例措置対象事業所44時間)x精算期間暦日数/7日:
| 1月精算単位 |
|
2月精算単位 |
|
3月精算単位 |
| 通算期間の暦日数 |
法定労働時間の総枠 |
通算期間の暦日数 |
法定労働時間の総枠 |
通算期間の暦日数 |
法定労働時間の総枠 |
| 31 |
177.1 |
62 |
354.2 |
92 |
525.7 |
| 30 |
171.4 |
61 |
348.5 |
91 |
520 |
| 29 |
165.7 |
60 |
342.8 |
90 |
514.2 |
| 28 |
160 |
59 |
337.1 |
89 |
508.5 |
|
かつ、各1月ごとに、週平均労働時間が50時間以内:
| 月の暦日数 |
週平均50時間となる月間の労働時間数 |
| 31 |
221.4 |
| 30 |
214.2 |
| 29 |
207.1 |
| 28 |
200 |
|
すなわち、総労働時間、週平均労働時間いずれかが超過した場合は時間外労働扱い:
例:下記表を作成して、
| 3月精算 |
4月 |
5月 |
6月 |
合計 |
| 暦日数 |
30日/月 |
31日/月 |
30日/月 |
| 月実労働時間数(a) |
220 |
180 |
140 |
540 (A) |
| 週平均50時間となる時間数(b) |
214.2 |
221.4 |
214.2 |
| 週平均50時間を超える時間数(c=a-b) |
5.8 |
0 |
0 |
5.8 (C) |
| 法定労働時間の総枠 |
|
|
|
520 (D) |
| 法定労働時間の総枠を超える時間数 |
|
|
|
14.2 (E=A-C-D) |
|
4月分給与に5.8時間時間外の割増賃金支払い、精算月の6月分給与で残りの14.2時間時間外の割増賃金支払う。
3’.時間外労働上限は、時間外労働の上限規制と同様。
4.標準1日労働時間
5.コアタイム(始業、就業時間を労働者が自由に決定してることを示す様に4時間以下に設定)、
6.フッレキシブルタイム、
7.届け出、
|
| ふ |
粉じん |
研磨・粉砕・切削などの作業工程で固体物質が破砕されて生じた微細な固体粒子で、通常150μm以下の大きさのものを粉じんまたはダストと呼んでいる。粉じんのうち遊離ケイ酸を含む土石・岩石・鉱物・アスベストの粉じんは、肺胞に沈着するとじん肺の原因となる。また、金属化合物の粉じんや有機化合物の粉じんにはじん肺を起こす粉じんのほか、中毒を起こす物もある。粉じん作業場では、いったん床や設備上に沈積した粒子(堆積粉塵)や作業服付着粉塵が、風や人の動きで再び舞い上がる二次発じんの問題もある。 |
| フ |
ファイア・ウォール fire wall |
組織内ネットワークに設置される侵入防止を行うシステム。 |
| フ |
ファジイ理論、ファジィ (英語:Fuzzy)。 |
ふつう言葉は正確に定義されることなく用いられ、ある程度のあいまいさを持っている。にもかかわらず、人間はそのような頼りない言葉を用いて、会話を続け議論し合って有用な結論に達することができる。このフシギさに対して、1965年米国のザデー教授がユニークな集合論を提案して挑んだ。一般の集合論では、ある要素がその集合に所属するかしないかを1と0で表しているのに対して、ファジィ集合論では0~1の範囲内で所属度(メンバーシップ値)を与えてその理論を展開するのである。ただザデーの期待に反して、ファジィ理論は言葉のあいまいさの研究よりも、上述のように工学分野に適用されて実質的な発展を見た。
ファジィ (英語:Fuzzy)とは複雑なシステムを「曖昧」にとらえることで最適に制御するアルゴリズム(algorithm、なんらかの問題を解くための手順のこと。算法(さんぽう))および理論。 |
| フ |
ファシリテーション、facilitation |
グループ活動が円滑に行われるように、中立的な立場から支援を行うこと。またはそのための技術のこと。協働促進と訳する向きもある。facilitationという語は、(物事を)容易にする、円滑にする、促進することを意味する。一般にファシリテーション・スキルは会議のための技法ととらえられることが多く、狭義には「ミーティングが円滑に運営されるように働きかけること」とされる。ファシリテーションの基本スキルとしては、1.質問、発言、要約、2.話を聴く、話を引き出す、3.記録、4.グループ調整、5.コンセンサス、意思決定プロセス。
|
| フ |
ファミリー・トレーニング、職場ぐるみ訓練 |
組織活性化訓練。DマクレガーのY理論でいうところの人間の創造性、自主性を、やる気としてとらえ、やる気を出させるための流れを定形化して、問題の発見、分析、計画などの実施活動を職場ぐるみの取り組みとし、その過程での問題の共有意識のずれを全員で討議、実行して防止する。
(1)計画段階:①職場のトップをその気にさせます。問題は、トップにやる気がなければ何ごともスターとしない。リーダーの強い意志とその推進に対する意気込み。②メンバー全員に対する周知徹底と、事前の準備が肝要。(2)実施段階:①職場の事前診断、当該職場の問題を明らかにする。そのため、企画担当者は、アンケート、面接、観察などの方法で、事前に問題を掌握します。②事前研修の実施、研修企画者がファミリートレーニングを成功させるために行う研修にします。(ファミリー・トレーニングについての理解を得るため)(3)職場での展開:この段階では、特に下部レベルにあるメンバーに発言の機会を十分に与え、参画の充実感を育てるように気を配ります。(4)実施後の評価:職場においてのトレーニング展開後は、現場で実践します。その結果やさらに続ける実施過程においての新たな問題など、すべてを全員討議と評価を行い全員で解決していくようにします。この技法の精神は、全員参加による充実感の尊重です。ですから、留意点は、①討議を途中で打ち切らないため、時間余裕を取るとか、②当該職場リーダーに対して、メンバーの指導能力を伸ばしてやる、などの心くばりが大切になります。 |
| フ |
フェーズ |
フェーズとは、プロジェクト全体に対してそれよりも小さな期間・規模でプロジェクトを区切った単位として用いられます。プロジェクトは個別に実施されるため、絶えず不確実性を伴っているものです。こうしたプロジェクトの不確実性を回避し、日常業務とプロジェクトマネジメントを結びつけ組織能力を高めるために、プロジェクトはいくつかの適切なフェーズに区分して実施しなければなりません。
|
| フ |
フォークリフトとは(小松) |
参照:
建設機械:イラスト災害事例・建機・フォークリフト災害、ヒヤリハット災害、負傷災害、危険予知訓練 |
| ふ |
不安全状態 |
不安全状態:安全ピンを使って例えると、 |
| ふ |
付加価値的活動 |
付加価値的活動とは、プロセス内のステップ/活動のうち、顧客から見て価値のある活動で、次の3つの基準を全て満たすものです。1)顧客はその活動を気に入っている、2)この活動によってプロセス内を移動するアイテムが変化する、3)これが初回の活動であり、リワークの必要がない。 |
| ふ |
副業禁止 |
本来、副業禁止の規定は労働基準法などの法律で定められたものではなく、あくまで就業規則で謳った会社独自のルール。むしろ憲法で保障された就業の自由を侵すものであるともいえます。就業規則は原則として就業時のルールを定めたものですから、休日や退社後の行動まで拘束する効力は元々ありません。しかし、副業が原因で会社に損害を与えることが明確な場合は会社は副業を禁止することができ、その禁止は有効であるという過去の判例もあるのでうかつなことはできません。副業禁止が有効だとされる例:1.副業のために遅刻や欠勤が多くなったと判断される場合、2.競合する他社でのアルバイトは会社の利益が損なわれると判断される、3.会社固有の技術やノウハウが漏洩されると判断される場合、4.会社の名前や名刺を使って副業を行なう場合、5.違法な仕事をして会社の品位を落とす惧れがある場合(違法ではありませんが、風俗関連、マルチビジネスはやめといたほうが無難) 。副業を禁止していても、通常は許可を受ければ副業は可能とされるので、遠慮せずに副業申請をしてみましょう。それでもなお会社に内緒で副業をしたい人は、住民税や市民税を普通徴収にして自分で払うようにします。会社で天引きにしておくとその金額から経理にばれてしまうので注意しましょう。なお、育児休業給付を受けている育児休業中に他社でアルバイトをすると不正受給となる場合があるので確認しておいた方が良いと思います。日立製作所やサンヨー電機など、今後は副業禁止規定を廃止し、副業を認める会社が製造業を中心に増えていくと思われます。そもそも副業のできる人は臨機応変になんでもできる能力を持った人です。そういう人こそ企業には必要なはず。副業もできないような人間は会社には要らない時代となっています。もう少しの辛抱でしょうか。
|
| ふ |
輻輳作業、輻輳 crowding, ふくそう |
一ヶ所に集中して混雑している状態のこと。混在作業同様に、災害が多く、連絡調整の徹底、コミュニケーションが必要。
|
| ふ |
不確実性係数 uncertainty factor |
1日許容摂取量(ADI)、耐容一日摂取量 (tolerable daily intake, TDI) =人が生涯、毎日摂取しても、安全な摂取量(mg/kg体重/日) =無毒性量/不確実性係
=NOAEL /(UF1×UF2×UF3×UF4×UF5×UF6)。
化学物質のリスクアセスメントにおいて、量ー反応評価(毒性)要因の定性・定量に使用する。
|
| ふ |
不休災害 |
労災に遭遇しても、療養の為1日以上休むことが無い軽症の災害。
軽視すべきでなく、警告として、その背景の労災原因を点検・排除することがゼロ災害に至る道である。 |
| ふ |
不適合管理委員会 |
committee for non-conformity control |
| ふ |
不当労働行為(労働組合法第7条) |
(1)不利益取り扱い(組合関係で解雇などを理由とする不利益)、(2)黄犬(こうけん)契約(組合非入会・脱退を条件とする雇用)、(3)団体交渉の拒否、(4)組合の結成・運営に対する支配・介入、(5)経費援助、(6)救済申請等を理由にする不利益取り扱い。
参考:不当労働行為の救済制度(パンフレット)。 |
| ぶ |
物流 |
トヨタ生産方式の物流のコンセプト:
①物流は生産と消費を結ぶ重要な工程、
②物流は物留ではない、
③工程内の物流は付加価値を生まない仕事。 |
| ブ |
ブラックベルト |
ブラックベルトとは、シックスシグマ・チームのチームリーダーを意味します。DMAICプロセスやファシリテーター(まとめ役)として必要なスキルのトレーニングを受け、改善プロジェクトを最後まで指導する責任を負います。社内コンサルタントとして位置付けられ、組織横断的な活動を行います。
|
| ブ |
ブランド・ロイヤルティ |
ある特定ブランドの利用経験から生じる望ましい態度や、そのブランドを反復的に購買する行動のこと。顧客の特定ブランドに対する態度や行動の忠誠度のこと。態度とは、好きかどうかという感覚的な判断のこと。行動とは、実際に、買うこと。消費者の満足度が大きく関わる。 |
| フ |
組織のフラット化 |
階層数を少なくして、組織構造を簡素化・単純化すること。 |
| フ |
フレックスタイム制 |
フレックスタイム制とは始業・終業の時刻を労働者自身が決定できる制度です。1日のうちで必ず就業する時間(コアタイム)を定め、その前後にいつ勤務してもいいフレキシブルタイムを設定します。例えば、コアタイムを10時~15時とします(休憩1時間含む)。これは必ず勤務しなければなりません。そしてその前後3~4時間をフレキシブルタイムとします。労働者は10時に来て19時まで勤務することも、朝7時に来て16時に帰る事もできます。1日目は10時~15時勤務にして、翌日を7時~20時とすることも出来ます。勤務時間の過不足は1ヶ月の内に精算し、多い分については時間外賃金として精算し、不足分は月内精算するか翌月繰越します。フレックスタイム制は労使協定を締結し、就業規則にその旨を記載しなければなりません。労使協定で定める事項は以下のとおりです:1.対象労働者の範囲、2.精算期間(1ヶ月以内)、3.精算期間における総労働時間、4.標準となる1日の労働時間、5.コアタイムを定める場合はその始業と終了時刻、6.フレキシブルタイムを定める場合はその開始時刻と終了時刻。始業時刻と終業時刻は労基法によって就業規則に記載が義務付けられていますので、フレックスタイム制を導入する場合は、コアタイム・フレキシブルタイムは就業規則に記載しなければなりません。
|
| ふ |
不確かさ |
uncertainty |
| ふ |
不適合 incompatibility, mismatching |
マネジメントシステム上で組織が定めた事項や、規格や規定の要求事項からの逸脱のこと。日常での監視・測定や、内部監査、認証審査などで発見され、その度合いによって、メジャー(重度な不適合)・マイナー(軽微な不適合)に区分けされる。 |
| プ |
プライバシー保護と個人データの国際流通についてのガイドラインに関するOECD理事会勧告(1980年9月) |
理事会は、1960年11月14日のOECD条約第1(c)、3(a)及び5(b)の各項に留意し、加盟国は、国内法及び国内政策の相違にもかかわらず、プライバシーと個人の自由を保護し、かつプライバシーと情報の自由な流通という基本的ではあるが競合する価値を調和させることに共通の利害を有すること、個人データの自動処理及び国際流通は、国家間の関係に新しい形態を作り上げるとともに、相互に矛盾しない規則と運用の開発を要請すること、個人データの国際流通は経済及び社会の発展に貢献すること、プライバシー保護と個人データの国際流通に係わる国内法は、そのような国際流通を妨げる恐れがあること、を認識し、加盟国間の情報の自由な流通を促進すること及び加盟国間の経済的社会的関係の発展に対する不当な障害の創設を回避することを決意し、次のとおり勧告する。
1. 加盟国は、本勧告の主要部分である勧告附属文書のガイドラインに掲げているプライバシーと個人の自由の保護に係わる原則を、その国内法の中で考慮すること。
2. 加盟国は、プライバシー保護の名目で、個人データの国際流通に対する不当な障害を除去、又は、そのような障害の創設を回避することに努めること。
3. 加盟国は、勧告付属文書に掲げられているガイドラインの履行について協力すること。
4. 加盟国は、このガイドラインを適用するために、特別の協議・協力の手続きについてできるだけすみやかに同意すること。 |
| プ |
プライバシー保護と個人データの国際流通についてのガイドライン(1980年9月)、OECD8原則、
第1部、総論 |
(定義)
1. このガイドラインにおいて:
(a) 「データ管理者」とは、国内法によって、個人データの内容及び利用に関して決定権限を有する者を意味し、そのようなデータが、管理者又はその代理人によって、収集、貯蔵、処理、もしくは流布されるかどうかは問わない。
(b) 「個人データ」とは、識別された又は識別されうる個人(データ主体)に関するすべての情報を意味する。
(c) 「個人データの国際流通」とは国境を越えて、個人データが移動することを意味する。
(ガイドラインの適用範囲)
2. このガイドラインは、その処理方法又は、その性質もしくは利用の情況から、プライバシーと個人の自由に対して危険性のある公的又は私的分野の個人データに適用する。
3. このガイドラインは、次のことを妨げるものと解釈されてはならない。
(a) 異なる範疇の個人データに対し、その性質及びその収集、貯蔵処理及び流布の情況に応じて、異なる保護措置を適用すること。
(b) プライバシーと個人の自由に対して、明らかにいかなる危険性をも含んでいない個人データについて、ガイドラインの適用を除外すること。
(c) 個人データの自動処理についてのみガイドラインを適用すること。
4. ガイドラインの第2部及び第3部に掲げられている諸原則に対する例外は、国家主権、国家安全保障及び公の政策(「公秩序」)に関係するものをも含め、 (a) できるだけ少なくすること。
(b) 国民に知らしめること。
5. 連邦国家という特別の場合には、ガイドラインの遵守は、連邦制における権力の分割によって影響を受けることもある。
6. このガイドラインは、最小限の基準と見なされるべきであり、プライバシーと個人の自由の保護のため追加的措置により補充することができる。
|
| プ |
プライバシー保護と個人データの国際流通についてのガイドライン(1980年9月)、OECD8原則、
第2部 国内適用における基本原則 |
(収集制限の原則)
7. 個人データの収集には制限を設けるべきであり、いかなる個人データも、適法かつ公正な手段によって、かつ適当な場合には、データ主体に知らしめ又は同意を得た上で、収集されるべきである。
(データ内容の原則)
8. 個人データは、その利用目的に沿ったものであるべきであり、かつ利用目的に必要な範囲内で正確、完全であり最新なものに保たれなければならない。
(目的明確化の原則)
9. 個人データの収集目的は、収集時よりも遅くない時点において明確化されなければならず、その後のデータの利用は、当該収集目的の達成又は当該収集目的に矛盾しないでかつ、目的の変更毎に明確化された他の目的の達成に限定されるべきである。
(利用制限の原則)
10. 個人データは、第9条により明確化された目的以外の目的のために開示利用その他の使用に供されるべきではないが、次の場合はこの限りではない。 (a) データ主体の同意がある場合、又は、
(b) 法律の規定による場合
(安全保護の原則)
11. 個人データは、その紛失もしくは不当なアクセス、破壊、使用、修正、開示等の危険に対し、合理的な安全保護措置により保護されなければならない。
(公開の原則)
12. 個人データに係わる開発、運用及び政策については、一般的な公開の政策が取られなければならない。個人データの存在、性質及びその主要な利用目的とともにデータ管理者の識別、通常の住所をはっきりさせるための手段が容易に利用できなければならない。
(個人参加の原則)
13. 個人は次の権利を有する。 (a) データ管理者が自己に関するデータを有しているか否かについて、データ管理者又はその他の者から確認を得ること
(b) 自己に関するデータを、
(i)合理的な期間内に、
(ii)もし必要なら、過度にならない費用で、
(iii)合理的な方法で、かつ、
(iv)自己に分かりやすい形で、
自己に知らしめられること。
(c) 上記(a)及び(b) の要求が拒否された場合には、その理由が与えられること及びそのような拒否に対して異議を申立てることができること。
(d) 自己に関するデータに対して異議を申し立てること、及びその異議が認められた場合には、そのデータを消去、修正、完全化、補正させること。
(責任の原則)
14. データ管理者は、上記の諸原則を実施するための措置に従う責任を有する。 |
| プ |
プライバシー保護と個人データの国際流通についてのガイドライン(1980年9月)、OECD8原則、
第3部 国際的適用における基本原則-自由な流通と合法的制度 |
15. 加盟国は、個人データの国内における処理及びその再移出が、他の加盟国に及ぼす影響について配慮すべきである。
16. 加盟国は単なる通過も含めた個人データの国際流通が阻害されず、安全であることを確保するために、あらゆる合理的かつ適当な手段を講ずるべきである。
17. 加盟国は、自国と他の加盟国との間における個人データの国際流通を制限することを控えるべきであるが、後者が未だにガイドラインを実質的に遵守していない場合、又はかかるデータの再移出がその国のプライバシー保護規制を免れようとする場合は、この限りでない。
加盟国は、また、自国のプライバシー法制がその性格からして特別の規制をしており、かつ他の加盟国が自国と同等の保護を課していないある種の個人データに関しては、その流通を制限することができる。
18. 加盟国は、プライバシーと個人の自由の保護という名目で、これらの保護に必要とする程度を超え、かつ、個人データの国際流通に対して障害を創設することになるような法律や政策及び運用を差し控えるべきである。 |
| プ |
プライバシー保護と個人データの国際流通についてのガイドライン(1980年9月)、OECD8原則、
第4部 国内実施 |
19. 第2部及び第3部に規程されている諸原則の国内実施に当たって、加盟国は、個人データに関するプライバシーと個人の自由の保護のための法的、行政的又はその他の手続きあるいは制度を確立すべきである。
加盟国は、特に次の事項に努めるものとする。 (a) 適当な国内法を制定すること。
(b) 行動綱領その他の形式による自主的な規定の制定を奨励し、支持すること。
(c) 個人に対し、その権利を行使するための合理的な手段を提供すること。
(d) 第2部及び第3部の諸原則を実施する措置に応じない場合には適当な制裁及び救済手段を提供すること。
(e) データ主体に対する不当な差別がないようにすること。 |
| プ |
プライバシー保護と個人データの国際流通についてのガイドライン(1980年9月)、OECD8原則、
第5部 国際協力 |
20. 加盟国は、ガイドラインの諸原則の遵守状況について、要求があれば他の加盟国に通報すべきである。加盟国は、また、個人データの国際流通及びプライバシーと個人の自由の保護についての手続きが簡明であり、かつガイドラインを遵守している他の加盟国のそれと矛盾しないようにすべきである。
21. 加盟国は、次の事項を容易にするための手続を確立すべきである。 (i) ガイドラインに関する情報交換。
(ii) 手続的調査的事項における相互援助。
22. 加盟国は、個人データの国際流通に関して、適用し得る法を規律する国内的、国際的な諸原則の開発に向けて作業すべきである。 |
| プ |
プライベート・ブランド |
プライベート・ブランド(PB)とは、スーパーなどの小売業者が独自に製品を開発し、他の製造業者に製造を依頼し、小売業者が作ったブランドネームを冠したものです。ダイエーの「セービング」、イオンの「トップバリュ」などがこれにあたります。日本では欧米ほど盛んではありませんが、製造業者との値段交渉に有利であり、宣伝、販促費がかからないため安価に販売できます。欧米でのPB隆盛が1990年代以降のブランド論隆盛の一要因になりました。 |
| ふ |
不適合, ISO |
規格要求事項を満たしていないことをいいます。例えば製品に関する不適合は、主に製品の検証によって発見され、プロセス及び品質マネジメントシステムの不適合は、主にプロセスの監視・測定及び内部監査により摘出されます。不適合には重大(メジャー)な不適合と軽微(マイナー)な不適合があります。
重大(メジャー)な不適合:例えば内部監査が機能していない、手順書はあるが全く実施されていないなど、品質マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も重大な不適合であり、品質マネジメントシステムの運営における重大な違反事項に対して指摘されます。品質マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も重大な不適合です。品質マネジメントシステムの計画が存在しない、規格の要求事項を理解せず実現していないなど、品質マネジメントシステムの運営における重大な違反事項に対して指摘されます。特に第三者審査においてメジャーな不適合を受けた場合、その是正処置が完了するまで規格への適合が承認されず、認証書も発行されません。
軽微(マイナー)な不適合:例えば手順書の軽微な不履行が1件見つかった、手順書に多少明確にすべき点、又は補完すべき点があるなど、品質マネジメントシステムの計画は存在するものの実施の度合いが弱い、又は手順を守っていない例が見受けられるなど、重大な違反とまでは言えないものを指します。品質マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いを意味します。例えば手順書の軽微な不履行が1件見つかった、手順書に多少明確にすべき点、又は補完すべき点があるなど品質マネジメントシステムの計画は存在するが実施の度合いが弱い、一時的に生じた怠慢又は手抜かりなど、重大な違反とまでは言えないものを指し、第三者審査においては是正処置の対象ともなります。マイナーがいくつか重なるとメジャー不適合になる場合があります。審査登録の場で、上記のようなマイナーが指摘された場合は、審査登録期間中にマイナーを是正するか、是正する計画を作成し、是正することを約束します。是正完了後、その結果をレポートで提出するか、審査員が現物または現場を確認して完了します。 |
| フ |
フォローアップ, ISO |
是正処置の実施後に、その処置の有効性の検証を行うことをいいます。被監査部署の是正処置終了後に不適合を指摘した内部監査員が被監査部署を再訪問し、取られた是正処置の内容を確認し、その適切性を評価したり、内部監査で内部監査員が前回の内部監査で指摘された不適合について取られた是正処置の内容を再度確認し、その適切性を評価することです。 |
| ぶ |
文書化, ISO |
ISOに関する誤解で最も多いものの1つとして「文書だらけで管理が大変」というものがあります。何から何まで文書化するものではありません。ISOでの「文書」とは、異動などで人が替わったとしても業務がスムーズに遂行でき、品質を維持・管理していくために必要なツールです。組織としてチームワークを有効に行ない、効率よく運営していくためのツールと言うこともできるでしょう。 |
| ぶ |
データの分析, ISO |
データは事実を表した情報を集めたものです。収集されたデータを分析することによって顧客満足などの情報を提供することが要求されています。情報は“意味のあるデータ”と定義されているので、事実についてのデータを集め、分析することにより、何らかの意味を持つようにしなさい、ということになります。分析すべきデータは、品質マネジメントシステムの有効性の継続的な改善の可能性を評価するための適切なデータであり、これに相当するどのようなデータを分析するかは組織が決定すべきことです。データ分析は、その収集が目的ではなく、収集されたデータを分析して、その分析結果を基に品質マネジメントシステムの有効性の改善という活動につなげることが重要です。 |
| プ |
プロセス・アプローチ, ISO |
業務を「インプット」と「アウトプット」という側面から考える方法論です。たとえば、レストランのフロア係の場合、「お客を待たせずに、お客の要望を漏れなく、正しく聞き出し、それを『オーダー』という形で厨房に伝える」という、最終的なアウトプットを得るための活動と言えます。全ての業務を同様の考え方で見ることがプロセス・アプローチであり、ISO 9001では「プロセス・アプローチを適用しましょう」と言っているのです。 |
| フ |
フラストレーション、Frustration、欲求不満 |
欲求不満,要求不満,要求阻止ともいう。なんらかの原因により目標達成ができず,欲求の充足が不可能な状況にあるために,生体に強い緊張状態が生じる。この状態をフラストレーションという。フラストレーション耐性(Frustration Tolerance):心理的な障害を少しも生ずることなく,フラストレーションに耐えうる能力ないしその限界をいう。ローゼンツヴァイクによって提唱された概念で,かれは「心理生理的適応に失敗されずに,すなわち不適応な反応様式にうったえることなしに,フラストレーションに耐えうる個人的能力」と定義した。 |
| ブ |
ブランド・アイデンティティ
|
ブランド・アイデンティティとは、顧客がブランド要素に接触したとき、企業として顧客が何を思い起こしてほしいのか、どういうブランドと思ってほしいのか、というその内容のことです。言い換えれば企業が、顧客の頭や心の中に何を築きたいのか、顧客とどんな約束・契約をしたいのか、ということです。ブランド・イメージはブランド構築を図った結果、顧客がどう思っているのかという成果、結果を示すものですが、ブランド・アイデンティティはブランド構築の出発点であり、その策定がブランド構築の過程でもっとも重要です。この策定は企業自身が、特に企業ブランドの場合は全部門の声を集約して行わなくてはなりません。この段階からコンサルタント依存に陥ったり、一部のプロジェクトチームで作ったりしてはなりません。
|
| ブ |
ブランドエクイティ測定 brand equity |
人はあるブランド名に接しただけでその商品に信頼感を持つ。あるいは反対にその商品を買う気が起きなくなる。エクイティには正味資産という意味があるが、ここでいう「ブランドエクイティ」とは、ブランド名によって消費者が感じるプラスの価値からマイナスの価値を引き算したものである。同じ商品でもそのブランド名がついていることによって生じる価値の増加分と言い替えてもよい。
ブランド力を持つことは市場での競争に勝つための前提条件である。しかし企業がそのブランドに合った使い方をしないとブランド力はあってもブランドエクイティは生きてこない。企業が現行の製品ラインを拡張して新しい分野の製品を扱おうとするときにこの問題が起きる。たとえば「便器」で有名な陶器メーカーが新しく「食器」の生産を計画したとすれば、ブランド連想によってエクイティから生ずる価値は減少させられ、あるいはマイナスになりかねないであろう。 |
| ブ |
ブランド階層 |
ブランド階層は、独立(個別)ブランド、企業ブランド、サブブランド、レンジブランドに分けられます。いわば企業内のブランドを整理する棚です。あるブランドを構築できた後、新たなベネフィット、機能をもった商品をどのブランドの層で展開するか選択するためにブランド階層による整理が必要です。
独立(個別)ブランドとは、商品ブランドとも言います。単一の商品において構築されたブランドです。まず個別ブランドが構築されることからブランド構築はスタートします。それが企業ブランドを作ったり、サブブランドへ展開したりします。いくつかのブランドをもつ企業の場合、新たなベネフィット、機能の商品を市場に出すとき、今あるブランドのサブブランドとするか、個別ブランドとするかの選択を適切に行わなくてはなりません。
企業ブランドとは、コーポレートブランドとも表現します。企業ブランドの構築、強化は商品購入時だけでなく、取引先や就職の選定にも強く関連し、社員のモチベーションにも影響を与えます。企業ブランドの強化は、商品開発・製造技術、営業マーケティングなどの企業活動の総合的成果であり、また出発点、核心でもあります。そして、強固な経営基盤、適切で不断の経営革新が前提条件となります。
コーポレートブランド:自社と他社を識別するためのブランド。わが国企業におけるブランド展開はコーポレートブランド主導である。例:”ソニー”といえばデザインの良さ、高品質、斬新さっていうイメージが思い浮かぶ。ソニーのある製品レベルではなく、「ソニー」という企業レベルで識別するためのブランドをコーポレートブランドと呼ぶ。日本では、製品ブランドよりもコーポレートブランドの方が商品の購買意思決定に大きな影響を及ぼす。すなわち、製品ブランドを知らなくても、ソニーというブランドがついているだけで、安心して購入する。コーポレートブランドは顧客にとっての保証マークとも言える。保証マークというからにはその価値が約束されていなければならず、それには企業の経営理念や戦略の方向性に一貫性がなければならない。コーポレートブランドを確立するには、ブランドをマネジメントするっていう概念が必要である。ブランドは『ブランド・アイデンティティ
brand identity イメージ・連想』、『ブランド・ロイヤルティ brand loyalty 顧客の執着度』、『ブランド・エクイティ
brand equity 資産価値』という3つの側面があり、これはマーケティングの『起点』、『手段』、『結果』で、この3つを的確にマネジメントすることがコーポレートブランドのマネジメントである。
ソニーは、バイオ、プレイステーション、ウォークマンといった個々の製品ブランドのどれをとっても、“ソニー”らしさにあふれていて統一され、この“ソニー”らしさの源泉こそが『ブランド・アイデンティティ』の確立である。そして、その“ソニー”らしさの理解・受容が『ブランド・ロイヤルティ』というかたちで、さらなる“ソニー”ブランドに対する期待を高める。結果として、この期待が、ブランドの資産価値すなわち『ブランド・エクイティ』を向上させ、それに伴い株価上昇などのかたちで企業価値が向上する。
サブブランドとは、ブランドが確立した商品・サービスに改良や機能追加をしたり、ベネフィット・機能を特化させたりしたものです。新たな商品を既存ブランドのサブブランドとするか、独立ブランドとするかは重要な選択です。また、せっかく作ったブランド資産を生かすためサブブランドを作る、既存ブランドの強化や活性化のためにサブブランドを作るという戦略の選択も重要です。
レンジブランドとは、サブブランドをさらに展開したものです。特定のカテゴリーの中でいくつかの商品において拡張したブランドのことです。異なるカテゴリーに展開した場合はブランド拡張として区別すべきです。代表的実例はライオンの植物物語です。植物原料を使った石けんで構築したブランドをボディーソープ、シャンプー、洗顔フォームなどに広げ成功しました。化粧水、乳液にまでは広げましたが、口紅、マスカラなどには広げていません。展開する境界の設定は重要です。これを誤ると当該商品だけでなく、もとのブランドも傷つけてしまいます。 |
| ブ |
ブランド拡張 |
ブランド拡張とは、ある製品分野で成功したブランドを別の製品分野にも拡張、展開することです。成功例は喫煙具ブランドだったダンヒル。ネクタイなど男性アクセサリー用品に拡張できました。しかし、ボールペンや使い捨てライターのビックが香水やパンストに拡張するなど失敗例も多く見られます。元のブランドさらには企業ブランドまで壊す恐れがあるので慎重に行ったほうがよいでしょう。異なるカテゴリーへの展開は独立ブランドを作る、大規模な展開の場合は別会社を作ることを検討すべきでしょう。その方が従来とは異なる顧客層の獲得にもつながります。トヨタはアメリカで高級車を展開するとき、トヨタではなくレクサスとして成功しました。
|
| ブ |
ブランド強化、市場浸透 |
ブランド戦略で既存ブランド×既存市場の場合、すなわち、ブランドも市場も変えない場合は、そのブランドを強化するしかありません。消費者に広く認知され、長期にわたって一定の支持を得ているブランドの変更はリスクを伴います。企業内の人的、物理的資源や流通チャネルが特定の市場においてのみ有効に活用される場合、市場を移ることは経済的にも労力的にもコストが多大になり、ロスが大きく出る恐れがあります。いったん構築され長期にわたり市場で支持を得てきたブランドも消費者に飽きられ、活力を失い、徐々に弱化することが少なからずあります。こうした場合、ブランド強化戦略を行います。ブランド強化には4P(商品、価格、販促、流通)の基本からの見直し、立て直しが必要です。 |
| ブ |
ブランド構築 brand |
ブランド構築とは、機能面では、企業が商品(サービスも含む)を通じて企業と顧客との間で契約を成立させることです。企業の掲げた約束と顧客の抱く期待とを合致させ、顧客が満足する状態に至らせることです。心象的に言えば、企業と顧客が「恋愛関係」を築けた状態と言えます。企業が顧客に惚れられる魅力を持つということです。 |
| ブ |
ブランド戦略 |
ブランドを構築し、その価値をさらに増大させるためには、まず基本的な戦略の枠組みを選択しなければなりません。(A)ブランドを変更するのか、しないのか、(B)従来戦ってきた市場で展開するのか、異なる市場に出て行くのか、を決定します。すなわち、(1)ブランド強化=既存ブランド×既存市場、(2)ブランド・リポジショニング=既存ブランド×新規市場、(3)ブランド変更=新規ブランド×既存市場<(4)ブランド開発=新規ブランド×新規市場、のブランド成長のための4つの選択肢の中から選択します。
|
| ブ |
ブランド要素 |
ブランド要素とは、他の商品(サービスも含む)との差異を明確にするための要素です。ブランドネーム、シンボル、ロゴ、シンボル、キャラクター、スローガン、ジングル(音楽によるブランドのメッセージ、日立グループの「この木なんの木」など)、パッケージのことです。ブランド・アイデンティティを表現するためにはブランド要素を適切に設定しなければなりません。また、ブランド要素同士はブランド・アイデンティティに則って相互に連関して設定される必要があります。ブランド階層がブランドの「整理棚」とすれば、ブランド要素はブランドという家を建てるための「建材」であると言えます。
|
| ブ |
ブランド・マネジメント |
ブランドは、企業と顧客の相互の意思の交換によって築いていくものです。企業としては、ブランドによって顧客に何を約束するのか、何を提供するのかを明確に示し、顧客がブランドに対して何を期待し、何を望まないのかを理解する作業を不断に継続しなくてはなりません。企業が顧客との間に長期的に揺るがない絆を結ぶことがブランド・マネジメントです。また、法制度や価値観の変化によってブランド価値の減少を防ぐことも必要です。ブランド・マネジメントを行うためには、ブランド・マネジャー、事業(本)部制、専門部門制、委員会制などの組織形態があります。それぞれ長所、短所があり、企業の規模やその企業がどのようなブランドを築いていきたいのか、によって適切に選択しなくてはなりません。『ブランドマネジメントのすすめ方』博報堂ブランドコンサルティング(日本能率協会マネジメントセンター)
|
| ふ |
不良率 |
不良率とは、1ヶ所でも欠陥のあったサンプル品の割合またはパーセンテージのことです。不良率を計算する式は、不良率=欠陥品の数/ユニットの数で表せます。例えばWebサイト300ページの中で、18ページに誤字やリンク切れなどの欠陥が見つかった場合、不良率は18欠陥/300ユニット=0.06(6%が欠陥品)となります。
|
| フ |
フロー・チャート |
フローチャートとは、作業の手順や処理の工程を図示した「流れ図」をいいます。流れ図にすることで、論理展開などを一目で分かりやすく表現することができます。ただし構造的なことや力学的なことは、フローチャートでは表現できないことがありますので、こういったものは別に図解する必要があります。 |
| ぶ |
文書化 |
ISOの問題として、「文書だらけで管理が大変」と言われる。しかし、何から何まで文書化しているわけではない。ISOでの文書とは、人事異動で担当者が変わっても業務がスムーズに遂行でき、マネジメントシステムを運用・維持・管理していく為のツールである。多民族、多宗教、多倫理、流動化する採用・解雇・人事交流を拝啓として、業務管理の伝達・マニュアル化が必要とされる。
|
| ぶ |
文書管理 |
文書管理とは、マネジメントシステムを運営するに当たり必要な、最も基本的な活動の一つです。多くのマネジメントシステムに共通しているのは、文書を作成・承認する責任と権限を明確にすること、最新版が必要なときに必要な人が使用できることという要求事項です。これを組織として徹底することが、(品質や環境や情報資産に影響を与える)業務手順は権限のある人だけが変更することができ、全員が最新の手順で作業することができるような環境を整えることで、組織が提供する製品・サービスの底上げを図ることができるという考え方に基づいています。
|
| ブ |
ブランディング |
ブランディングとは、企業が顧客にとって価値のあるブランドを構築するための活動を指します。『戦略的ブランド・マネジメント』の著者ケビン・レーン・ケラーによれば、「ブランディングは精神的な構造を創り出すこと、消費者が意思決定を単純化できるように、製品・サービスについての知識を整理すること」と定義されます。このことはブランドの法的所有者は企業であっても、実際にブランドの価値は、個々の消費者の頭・こころの中に所有されていることを示していると言えます。また、ケラー氏は「ブランディングにとっての鍵は、ある製品カテゴリー内で消費者が知覚するブランド間の差異である」としています。この視点で捉えると、ブランディングとは、ロゴやブランド・ネーム、パッケージなどのブランド要素と、差別化されたブランド価値を結びつける連想を、消費者の頭・こころの中に育んでいく活動であると定義できます。
|
| ブ |
ブレーンストーミング、brain storming、BS、ブレスト |
複数のメンバーが自由にアイデアを出し合い、互いの発想の異質さを利用して、連想を行うことによってさらに多数のアイデアを生み出そうという集団思考法・発想法である。「頭脳に嵐を起こす」のネーミングの通り、自由な発想でアイデアを生み出すことで、ほかのメンバーの頭脳に刺激を与え新たなアイデアを引き出すという点にポイントがある。 |
| ブ |
ブログ、blog、web log、ブロッグ、ウェブログ |
社会的な出来事や興味のある事柄に関して、個人的な意見や批評、解説を日記に近い形式で公開するWebサイト。多くは個人サイトで、短い記事が1ページのトップに最新のものを掲載し、逆時系列で配列され、ページを追ってバックナンバーを探せる。 |
| プ |
プライバシーマーク privacy |
日本情報処理開発協会(JIPDEC)が運用する「個人情報保護に関する事業者認定制度」上、事業者がJIS Q 15001をマネジメントシステムとして運用し、JIPDEC自らが行う審査に合格することで、プライバシーマークの「ロゴ」の使用を許可される。)。プラスの側面(環境にプラスの影響を与えることを。啓蒙活動など。 |
| フ |
フレームワーク framework |
何かを行うときの大本になる基本的な枠組み。 |
| プ |
プライミング効果 Priming Effect |
時間的に先行して提示された刺激がのちに提示される刺激の同定,判断に及ぼす影響をプライミング効果という。 |
| フ |
フラット組織 Flat Organization |
組織のフラット化とは、管理階層を削減することです。組織の下位階層に権限が委譲され、各構成員が高い自律性を持って活動している組織をフラット組織といいます。 |
| プ |
プラットホ-ム、プラットフォ-ム、platform |
本来、周囲よりも高くて、平たい台地のこと。
(1)駅のプラットホーム、壇、台、踏み台、演壇、教壇、乗降口。
その後に拡大解釈され、階層構造の下部・底部・基盤・基本部分を示す場合に転用され、
(2)基本骨格、(共通)基盤(1つの基盤の上に複数の事業を立ち上げることより「共通」を被せうる)、(イノベーション)再生医療におけるiPS細胞作製と分化誘導技術、(コンピューター)プラットフォーム:ソフトを動作させる為の基盤となるWindowsなどのコンピュータ・システム、(ビジネス)プラットフォームビジネス:楽天市場のような店子向けの市場の設定、
(3)政治要綱、
(4)機会、 |
| フ |
フェイル・ストップ(Fail
Stop ,Fail Down) |
故障したら止まるしくみ。フェールセーフ。 |
| フ |
フェイル・トレランス(Fail Tolerance)、フォールトトレランス fault tolerance |
故障時、他の機能でカバーする安全構造多重安全装置で完全な機能を維持。耐故障性。
故障しても、別のものがバックアップする。
事故・故障・ミス時に、機能を安全側としての停止できない場合、飛行中の飛行機などで、多重系(冗長系)次善のバックアップ機能。
パソコンのバックアップ。 |
| フ |
フェールセーフ, fail safe |
(Fail
Safe)誤っても安全なようにしておくこと。本質安全化の1要件。機械に機能不良の事態が起きても、常に安全側に作動する構造・機能を持たせること。
例:踏切故障時にゲートが閉鎖。炎感知センサーによる消炎時燃料コック自動閉鎖。石油ストーブが転倒すると自動的に消火するよう設計。 |
| フ |
フールプルーフ, fool proof |
(Fool Proof)事故が起こりにくいしくみ。ポカヨケ、馬鹿除け、馬鹿避け、ばかよけ。本質安全化の1要件。工業製品、生産設備、ソフトウェアなどで、利用者が誤った操作をしても危険な状況と招かないよう、設計の段階で安全対策を施して、正しい操作を導くこと。「fool
proof」を直訳すれば「愚か者にも耐えられる」だが、人間はものを熟知していない状態(fool)で行動することも多く、熟知している者でも集中力が低下すればどうしても操作を誤ってしまいがちである。そうした場合にも安全性が確保できるように、設計段階から対策を講じておこうという考え方が、フールプルーフの考え方であるといえる。
例:正しい向きにしか入らない電池ボックス、ドアを閉めなければ加熱できない電子レンジ、フタを閉めないと回転しない洗濯機・脱水機、人が座っていないと噴射されないウォシュレット、ギアがパーキング位置でないとエンジンが始動しない自動車、乳幼児が飲み込まないようにボトルと一体化しているボトルキャップ。インターロックガード:作業ロボット安全柵は作動時閉鎖。コネクター差し違え防止用規格変更。
|
| フ |
フォールト・アボイダンス(Fault
Avoidance) |
なるべく故障や障害が生じないようにすること。個々の構成要素の品質を高めたり、十分なテストを行ったりして、故障や障害の原因となる要素を極力排除することで信頼性を高めるという考え方。故障の可能性が十分に低いこと。高信頼性。 |
| プ |
プロジェクト終結 |
いつまでたっても終結しないプロジェクトでは、プロジェクトメンバーのモチベーションも下がってしまいます。プロジェクトマネージャーは、プロジェクト終了の時期、または状態を明確にし、プロジェクトの終結を宣言するべきでしょう。残務処理がある場合は、その担当者を明確にします。プロジェクト終結時には、プロジェクトメンバーを労うのも、プロジェクトマネージャーの役割です。
|
| プ |
プロセス・フロー・ダイアグラム PFD |
生産工程などの環境側面の洗い出しでは、プロセス・フロー・ダイアグラム(PFD)が環境工程図(表)を用いて、工程ごとのインプットとアウトプットを余さずリストアップするところから始めるところが多い。PFDを作成することにより、工程のそれぞれがどのような環境側面を持っているかが理解しやすくなる。PFDなどで洗い出された環境側面は、環境影響評価表に転記していくことになる。
|
| プ |
プロセスマップ |
プロセスマップとは、プロセスの流れを把握するために、活動、意思決定ポイント、再作業ループ、引継ぎなど、プロセスに含まれるあらゆる要素を図示したものです。 |
| プ |
プロセスprocesses |
ISO9000の定義では、「インプットをアウトプットに変換する、相互に関連するまたは相互に作用する一連の活動」とされている。つまり、プロセスとは、インプットを、資源の活用、活動、監視・測定という活動(プロセス)を通して、付加価値のついたアウトプットに変換することである。企業内には全体としての大きなプロセスと、それを構成する部門別の小さなプロセス群がある。それぞれのプロセスにおいて、入力(インプットと4M資源)により付加価値の添加された出力(アウトプット)がなされ、それぞれのプロセスにおけるPDCAにより継続的改善がなされ、品質管理が向上される。 |
| プ |
プロセスアプローチ |
プロセスアプローチとは、2000年版ISO9001によると「組織内において、プロセスを明確にし、その相互関係を把握し、運営管理することとあわせて、一連のプロセスをシステムとして適用すること」と定義されています。これを実現するために組織は、業務の手順書を作成し、部署間のやりとり、部署内の処理について定義し、これを運営管理していくことが必要とされます。プロセスアプローチは、品質マネジメントシステムの基本となる考え方であり、「活動及び関連する資源が一つのプロセスとして運営管理されるとき、望まれる結果がより効率よく達成される」とし、顧客満足を向上させるために品質マネジメントシステムの有効性を改善する際に、プロセスアプローチを採用することを奨励している。
|
| プ |
プロセスの順序および相互関係 |
組織が必要としたプロセスが、どのような順序で実施されるのか、各プロセス間の関係、すなわち、どのプロセスのアウトプットが、どのプロセスのインプットになるのか、などの相互関係を指す。プロセス間の繋がり、関係をフローチャートで示すのも、対応方法の一つである。
|
| プ |
プロセス・レビュー |
プロジェクトにおけるレビューは、プロダクトレビューとプロセスレビューに大別することができます。プロセスレビューとは、プロジェクトメンバーがそれぞれの担当作業を、決められた手順通りに実施しているかどうかを確認する目的で開催されるレビュー会議を指します。設定された目標を達成するための検討対象の適切性、妥当性、及び有効性を判定するために行われる活動のこと。つまり、設定されたプロセスについて、その適切性、妥当性、有効性の観点から見直しすることである。準拠するべきルールやマネジメントシステムの要求を満たしているか、又、プロジェクト計画に従って定例会議やレビューが実施され、議事録など必要な記録がなされているか、記録文書中の記載内容は十分であるかなどを確認します。定期的にプロセスレビューを開催することにより、プロジェクトを混乱なく進行することが可能となるだけでなく、知識データベースの蓄積が可能になります。
ISO9001では、「7.5.2 製造及びサービス提供に関するプロセスの妥当性確認」で、「a)プロセスのレビュー及び承認のための明確な基準」が規定されており、その手続の確立が求められている。
|
| プ |
プロダクト・ポートフォリオ・マネジメント(PPM) Product Portfolio Management、
ポートフォリア・モデル、ポートフォリア・分析 |
複数ある事業のポートフォリオを一覧し、どの事業を育成・維持・収穫・撤退すべきかの意思決定を支援するフレームワーク。企業が展開する複数の事業について、(1)まだ育成すべき段階にあるのか、(2)現在の取り組みを維持・継続する段階にあるのか、(3)事業への投資を抑えて収益を回収・収穫する段階にあるのか、(4)撤退する段階にあるのかを1つの図(マトリクス)で表現することにより見極めることは、事業戦略を立案する上で重要です。
例:自社の製品について2つの指標(成長率とシェア)を2軸として2x2図(マトリックス)で戦略カテゴリーに分類検討する:化粧品メーカーが洗剤、飲料と手を広げ、さらにそれぞれがいくつかの事業単位に分かれるなどした場合、経営者は限られた時間・資金・人員を各分野にどのように配分するか、すなわちどれに力を注ぐべきか、どれを撤退させるか、どのようにバランスをとるべかの決定をしなければならない。ポートフォリオ・モデルはこのように多様な製品にたいして、資源が限られている状況に直面した経営者に広く利用されてきた。いうなれば自社の製品ミックス(既存あるいは計画中の)を合理的に決定し、それらに限られた資源を合理的に配分するための戦略に用いる手法である。
|
マーケットシェア、相対的市場占有率 |
| 小さい |
大きい |
市
場
成長率 |
高い |
問題児(高成長で魅力的であり大きな可能性を持っている。しかし現在は乏しい市場シェアのためスターに変えるには大きな資金を要する。) |
スター・花形(成長率も高くシェアも高くもっとも魅力的である。売上も大きいが拡大する市場に投資するため純益はまあまあである。 ) |
| 低い |
負け犬(今後とも力を入れるだけの利益が期待できない。) |
金のなる木(その分野の中心企業であることが多い。うまく扱えば市場地位の維持の利益が生み出せる。) |
上のマトリックスから次の戦略がたてられる。(1)将来性のある「問題児」に投資して「スター」に育て、やがて「金のなる木」にする。(2)将来性のない「問題児」は撤退させ、ほかに投資する。
「ポートフォリオ」は紙を入れるファイルを意味しています。その中に記録したものを入れて束ねていく。そうすると厚みのあるファイルができる。これがポートフォリオです。
|
| プ |
プロダクト・ライフサイクル product life cycle |
商品が市場に投入されてから、次第に売れなくなり姿を消すまでのプロセスのことをいうマーケティング用語。その市場における製品に関する需要寿命を示しているともいえる。
ライフサイクルアセスメント(LCA):製品の一生、すなわち資源採取から製品の製造、流通、使用、リサイクル、廃棄までの全過程での環境負荷を定量的・客観的に評価する手法のこと。LCAはLife
Cycle Assessmentの略。
LCAの6段階:①目的及び調査範囲の設定、②ライフサイクルインベントリ分析、③ライフサイクル影響評価、④ライフサイクル解釈、⑤報告、⑥クリティカルレビュー。
環境マネジメントシステム(EMS)=評価・監査ツール(環境パフォーマンス評価EPE+環境監査 EA)+製品支援ツール(ライフサイクル・アセスメントLCA+環境レベルEL)。
循環型社会形成推進基本法。 |
| プ |
プロダクト・レビュー |
プロジェクトにおけるレビューは、プロダクトレビューとプロセスレビューに大別することができます。プロダクトレビューとは成果物レビューとも呼ばれ、成果物が仕様通りに作られているか、又、その品質は十分であるかを確認する目的で開催されるレビューを指します。納品前に実施されるレビューは、プロダクトレビューの一部です。納品前だけでなく、プロジェクトが進行する過程で、定期的にプロダクトレビューを実施することにより、高品質の成果物を、大きな手戻りなく作成することが可能になります。
|
| ぶ |
分析 |
分析(Analyze)とは、改善機会を発見するためにプロセスの細部を詳しく調べるステップです。根本原因を特定した後、さらに掘下げその要因を突き止めることになりますが、最も疑わしいと想定した要因が実はその周辺の事実に過ぎなかったということがわかったりすることも頻繁に起こります。その際には、また仮説を立て直しますが前回の分析により要因の範囲が狭められることになり次の考察の範囲は絞り込まれます。『シックスシグマ・ウェイ』日本経済新聞社
|
| フ |
フィルタリング
filtering |
選別 |
| フ |
フェローシップ
fellowship |
研究奨学金 |
| フ |
フォローアップ
follow-up |
追跡調査 |
| プ |
プレゼンテーション
presentation |
企画や発案などを分かりやすく発表すること。 |
| プ |
プロトタイプ
prototype |
同類のものの大本になる型、原型。 |
| フ |
フロンティア
frontier |
新分野、最前線、最先端。 |
| ブ |
ブレークスルー
breakthrough |
技術などの行き詰まりを突破すること、打開。 |
| プ |
プライオリティー
priority |
他の物事よりも重要性が高いものとして,優先する度合い。優先順位。 |
| プ |
プレゼンス
presence |
政治・経済や軍事において,強い組織が与える存在感。
|
| フ |
ファクト・コントロール control by fact, management by fact |
* |
| ふ |
フロン Flon、フルオロカーボン類 fluorocarbon(日本)、フレオンFreon(デュポン社商標)。
|
(1)フロン:
メタン・エタンなどの炭化水素の水素を弗素(ふっそ)や塩素で置換した化合物の総称。
無色・無臭・無毒・不燃性で難分解性で、電気冷蔵庫・クーラーの冷媒やスプレー、ウレタンフォームの発泡剤、半導体の洗浄剤などに使用。
フロンの冷媒番号(アシュレイ番号):
Rー:Refrigerant(冷媒)の頭文字、1000位=不飽和炭素結合の数、100位=C数-1、10位=H数+1、1位=F数、
(2) 環境破壊:
大気中に放出されると長い時間をかけて成層圏に達し、そこで紫外線によって分解されてオゾン層を破壊する。そのため使用が規制され代替フロンが登場したが、こちらも二酸化炭素よりも温室効果が高いことがわかり規制の対象。フレオン(商標名)。
(i) 特定フロン(CFC,HCFC):オゾン層破壊、温室効果大:
①フッ素と塩素を置換基にもつクロロフルオロカーボン(CFC:Chloro Fluoro Carbon; CFC-11、CFC-12、CFC-113、CFC-114、CFC-115の5種、R502=CFD115+HCFC22),オゾン破壊係数0.6-1,
②フッ素,水素,塩素を含むヒドロクロロフルオロカーボン(HCFC:Hydro Chloro Fluoro Carbon; HCFC-22、HCFC-123),オゾン破壊係数0.055、
(ii) 代替フロン(HFC):オゾン層破壊無し、温室効果大:
③フッ素,水素を含むヒドロフルオロカーボン(HFC:Hydro Fluoro Carbon; HFC-134a; 代替フロン),オゾン破壊係数0,温室効果ガス・地球温暖化あり、
④すべての水素をフッ素で置換したペルフルオロカーボン(PFC),
⑤SF6(六フッ化硫黄)、
⑥NF3(三フッ化窒素)、
(iii) グリーン冷媒(ノンフロン):オゾン層破壊無し、温室効果小:
(3)排出抑制:
オゾン層保護のための国際枠組み:ウィーン条約(1985年)、
モントリオール議定書(1987年)、
日本:「特定物質の規制等によるオゾン層の保護に関する法律」(オゾン層保護法、1988年)、1989年7月からオゾン層破壊物質の生産及び消費の規制、
モントリオール議定書に基づくオゾン層破壊物質の生産量及び消費量の規制スケジュール(環境省、オゾン層を守ろう、2008)、
1992年議定書締約先進国は、1995年末までに特定フロン5種類(フロン-11,-12,-113,-114,-115)の全廃、
1996年以降は代替フロンのみの生産、
フロン類の使用の合理化及び管理の適正化に関する法律(2013、フロン排出抑制法)、(経産省、日本冷媒・環境保全機構)パンフレット、漏洩防止・充填回収管理、代替フロンへの切り替えと削減目標、
代替フロンも2020年の原則廃止
参照
フロンとは、
オゾン層、
フロン回収、破壊法 2008、
フロン排出抑制法(厚労省)、(環境省、経済産業省)、
業務用冷凍空調機器ユーザーによる簡易点検の手引き、点検、
|
| ぶ |
部門別管理 functional management |
* |
| プ |
プロダクト・アウト product-out concept, supplier-oriented concept |
プロダクトアウトとは、会社側が作りたいものや企業方針に従って製品開発を行い、提供・販売していく考え方のことです。企業が良いと思ったものや得意とする技術を活かした製品を作って提供していくので、買い手である顧客のニーズよりも、作り手や売り手である企業の考えの方が反映されており、基本的には「製品やサービスが良いものであれば売れる」という考え方がベースになっています。
マーケットインとは、顧客が求めているものを調査し、それに基づいた製品を企業が開発・提供していこうという考え方です。現代は様々なモノがあふれていて競合となる企業も多いことから、必ずしも「いいものを作れば何でも売れる」というわけではありません。マーケットインは、顧客が本当に求めているものを作り提供することで製品を多く売っていくという考えです。 |
| ふ |
不確実性係数(Uncertainty Factor:UF): |
化学物質の有害影響の参照用量などを,毒性試験や疫学調査の結果からヒトに外挿して求める際に,必要に応じて組み入れる係数.考慮すべき要素としては,ヒトと動物の感受性の種間差,ヒトの感受性の個人差,LOAELからNOAELへの外挿等がある.安全係数(Safety
Factors),評価係数(Assessment Factor),調整係数(Adjustment Factor)と称することもある. |
| ふ |
風配図 |
長期間の全時間,または,日中や季節別など,特定の条件を満たす時間の風向出現頻度を中心から各風向方向への線分の長さで表すグ ラフ |
| ふ |
富栄養湖 |
窒素やリンなどの栄養塩類に富み,プランクトン等が多く,生物生産量の多い湖 |
| フ |
フガシティモデル |
化学物質の環境媒体中での物質収支を化学物質の量や濃度で表すのではなく,フガシティ(逃散能)と呼ばれる非理想系の平衡現象を 取り扱うために導入された熱力学的な概念を使って解析するモデル |
| プ |
プロモーション作用 |
イニシエーターの作用で突然変異を起こした変異細胞を悪性化したがん細胞に変える働き.プロモーション作用を持つ化学物質をプロ モーターと呼ぶ.この作用を及ぼす化学物質量・濃度には閾値があると考えられている |
| ぷ |
分配平衡定数 |
化学物質が2相に分配され,平衡に達した時点での両相中の化学物質濃度比 |
| ぶ |
分散事業所 |
事業所は、本所(本社、本店)と、その統括を受ける遠隔の多支所(支社、支店、営業所、出張所)によって構成される企業。通常、本所に管理担当者を選任配置し、複数支所を統括管理する企業。 |
| へ |
部屋 |
入れないが出れる部屋は子宮、入れるが出れない部屋は墓。 |
| へ |
変異原性 |
生物の突然変異を誘発する性質.「遺伝毒性」の項を参照 |
| へ |
変更履歴、訂正マーク、三角印変更印 |
形状変更や寸法変更があった場合、図面を見てひと目で「ここが変更になった」と分かるような「目印(通常は三角印)」をつけておきましょう。それが無いと「どこが変更になったのか」が分からなかったり、見落としてしまう恐れがあります。一枚の図面で何度も変更されるケースがあるので、「変更履歴」を記入しておくと直近の変更箇所もすぐに分かり、効率的です。(安久工機ホームページ) |
| ベ |
ベンチマーク濃度 (Benchmark concentration: BMC)、ベンチマーク用量(Benchmark dose: BMD) |
バックグラウンドに比較して有害な影響の反応率に所定(5%や10%)の変化を生じる濃度(用量)(あるいはその信頼下限値). NOAELに替わる統計学的手法として提案されている. |
| ヘ |
ヘンリー則定数(ヘンリー定数) |
ある濃度において平衡にある大気中蒸気圧と水中濃度の比.この値の大きい物質は大気中に分布する傾向が大きい. |
| ベ |
ベストプラクティス |
ベストプラクティスとは、先進企業の成功事例、あるいは世界で最も優れていると考えられる業務プロセス/業務推進の方法/ビジネスノウハウを指し、自社の業務改革の目標となる最高水準の状態を指します。効率的に業務改革を進めるためには、適切なベストプラクティスを選ぶことが重要です。ベストプラクティスを探すためにはベンチマーキングを行います。 |
| ベ |
ベースライン |
プロジェクトにおけるベースラインとは、プロジェクト決裁者及び顧客から承認された、成果物が満たすべき要件の一式、または、その実現のために策定される計画を指します。プロジェクトにおいては、要件や条件などが途中で変更することがよくあります。変更管理のためにも、最初にベースラインを定義し、そのベースラインからの差異を計っていくことで、効率的なモニタリング・コントロールが可能になります。一般用語におけるベースラインとは、「基準となる線」を意味します。 |
| ヘ |
ヘッドシップ(地位 headship)とリ-ダ-シップ(leadership目的に向け個人や集団に影響を与える)とマネジメント(management 人物金情報の管理) |
リ-ダ-には資質(信頼、誠実、率直、情熱、協調、洞察、決断、持続、活動力、危機対応)と技術(知識、概念化技術、想像性、話術、外交、説得、組織化技術)が要求される。 |
| へ |
平準化、
生産の平準化とは |
平準化のメリット:
受注生産が主の工場では飛込みの注文に他の製品の生産で手一杯であれば困ってしまう。だいたいにおいて飛込みの注文をしてくるのは重要顧客である。生産計画を平準化しておけば、そのような場合に備えることができるように思える。 ただし、前倒しにすると在庫負担が増える。
適当にバラシテ発注すれば部品が安定的に供給される。
ロット数がサインカーブで上下する生産体制では、前工程ではその山に合わせえて設備・人員の用意や部品・仕掛品・中間製品・製品の在庫で膨れ上がる。
協力工場の安定生産に寄与する。協力工場があってある特定の部品や中間製品を生産している場合、大ロットで突然注文がきたら、協力工場にとっては大変である。複数製品が流れていて、共通の部品も多いとする。このときにそれぞれの部品の発注が平準化されるようになる製品レベルでの平準化の技術が重要である。
前提条件:多品種少量生産を低コストで実現する生産体制・技術(多品種少量生産における混流ラインの種類・量の平均化)。
手技:時間軸単位の生産量を均一化する。平準化生産の進め方は、月一回生産→月二回生産→週一回生産→週二回生産→毎日生産にする。
まとめ生産のイメージ(ウサギ型大ロット生産:一生懸命作っては休むの繰り返し)
| 商品名/日 |
1 |
2 |
3 |
4 |
5 |
| A |
125 |
125 |
0 |
0 |
0 |
| B |
0 |
0 |
0 |
500 |
0 |
| C |
0 |
75 |
75 |
0 |
0 |
|
↓
平準化生産のイメージ(亀型小ロット継続生産:コツコツ作り続ける)
| 商品名/日 |
1 |
2 |
3 |
4 |
5 |
| A |
50 |
50 |
50 |
50 |
50 |
| B |
100 |
100 |
100 |
100 |
100 |
| C |
30 |
30 |
30 |
30 |
30 |
|
|
| ヘ |
変形した dysmorphic |
均一な形の isomorphic |
| へ |
変動要求 |
変動要求とは、これらの要求を満たすことができれば顧客からの評価が上がり、満たすことができなければ評価が下がるという性質の要因、特性、パフォーマンス基準のことです。最も一般的な満足要因は価格です。たいていの場合、値段が安いほど顧客の満足度は高まります。この変動要求に対する能力やパフォーマンスを高めることが、プロセス改善の優先事項となります。
|
| ベ |
ベブレン効果、ヴェブレン効果、Veblen effect |
ベブレン効果、ヴェブレン効果、Veblen effect、顕示的消費、誇示的消費、衒示的消費、げんじてきしょうひ, conspicuous consumption:通常、需要は価格の上昇に伴って減少するが、顧客の衒示(げんじ)的満足度や安心感により、価格が上昇すると逆に需要が増加することをいう。
自分が財産家であることを誇示する、高価で豪華な消費。米国経済学者ベブレンが唱えた誇示的消費。
スノッブ効果、snobえせ紳士、俗物:ブランド志向、独占欲、優越感などを満たすため他人と比べて唯一無二でありたいという人間の心理的効果で、「他人とは違うものが欲しい」という心理が作用し、誰でもが簡単に入手できないほど需要が増し、誰でも簡単に入手できるようになると需要が減少する消費現象。
バンドワゴン効果 , bandwagon行列先頭の楽団車:時流に乗る、大勢が持っているほど欲しくなる。流行しているという情報が流れることで、その選択への支持が一層強くなること。
アンダードッグ効果、underdog負け犬:効果不利な方に同情が集まる。「判官びいき」。 |
| ベ |
ベンチャー venture |
新興企業。 |
| ベ |
ベンチマ-ク benchmark、ベンチマ-キング |
もともとはベンチマ-クとは土地測量士が土地の測量に用いる事前の目印、水準点、基準点のこと。転じて、判断や判定のための基準・尺度」といった意味がある。企業でいえば同業他社と自社とのパフォーマンスの比較分析を行い、自社の活動を評価したり、改善点を発見したりするために用いられる手法である。病院経営にベンチマーク分析を適用する際には総合的なパフォーマンス指標として①提供する医療の質②運営効率③コストの3つを適用する。(A)ビジネスでは、自社の経営改善のために到達すべき目標値。コストを削減していく上で、目標とすべき価格、仕様、機能等。類似品の中でのベストプラクティス(最良)品を示す。(B)ベンチマ-キングとは、この目標値を達成するための経営改善手法で、競合他社とのアンケート調査または業績比較により優良な企業の経営プロセスから多くのことを学び自社の経営改善に生かす組織的活動目標とする(「良い事例に学ぶ」)こと。(C)コンピュ-タ-におけるハードウェアやソフトウェアの性能、特にその処理速度の測定をさす言葉で、プログラムの性能などを比較検査する為の評価基準となり、ベンチマ-クテストはその試験用に作成されたソフトウェアを実行し、処理の完了までにかかる処理時間を計測することで、製品間の比較を行なう。(D)役所においても、改革プロジェクトの目標と実績を分かりやすい形で市民に提示するため、改革プロジェクトの項目ごとに、具体的な数値指標としてのベンチマークを設定し、経営努力目標の明確化を図る。(D1)ベンチマークとは、たとえば、市民、議会、行政等が、上下水道局が現在行っている、あるいは行おうとしている政策について議論する際の「共通の土俵」を築くための数値目標で、(D2)ベンチマークの意義として:(1)過去から現在にかけての実績数値及び未来に向けての目標値を一覧性をもって示すことにより、個々の事業ごとの現状及び目標が一目瞭然となる。(2)
市民、議会、行政、ジャーナリズム等が、上下水道局が現在行っている、あるいは行おうとしている政策について議論をする際の共通の土俵が築く。(3)
現在までの指標値の推移を示すことにより、状況が悪化している分野や目標値に対し達成度が遅れている分野が明らかとなり、予算や人員等の政策資源の重点的又は優先的な配分を行うことができる。(4)
政策の目標が明らかになることから、職員の意識を予算重視志向から政策の成果(決算重視)志向に転換させることが図れる。(5) 目標値を達成できなかった場合、その理由を説明する責任がより強く求められる。
ベンチマ-キングの分類(ロバ-ト・C・キャンプ. ビジネス・プロセス・ベンチマ-キング、1996.)
| 区分 |
分類 |
説明 |
| 対象による |
内部(internal)ベンチマーキング |
企業内組織あるいはグループ組織内で、似通った性質の業務を比較分析し、優れたやり方を導入するベンチマーキング。(ベンチマーキングのスタートポイント) |
| 競合(Competitive)ベンチマーキング |
直接競合する組織におけるベスト・プラクティスと比較分析するベンチマーキング。 業界内部のみのベンチマーキングでは、真のベスト・プラクティスを発掘できないかも知れないので、次の機能ベンチマーキングや一般プロセス・ベンチマーキングが必要になることが多い。 |
| 機能ベンチマーキング |
比較対象となる機能を有する、自組織の業界以外の組織と比較分析するベンチマーキング。業務プロセスは、業界を越えて同様の性質を持つものが多く、ゼロックスがLLビーンをベンチマーキングして成功したように、革新的なアイデアをえることも可能になる。 |
| 一般プロセス(General Process)・ベンチマーキング |
単なる機能を越えて、業務プロセスに焦点を絞り革新的な模範プロセスを持つ他の組織(業界内外を共に含む)と比較分析するベンチマーキング。 |
| 焦点の当て方による |
戦略ベンチマーキング |
戦略的な競争上の強み、弱みに集中して、製品・サービス、顧客サポート、目標設定などについて比較・分析するベンチマーキング。このベンチマーキングは、組織にトレンドを俯瞰できる視点を与える。例えば、技術進化の方向性、業界トレンド、競合に対する製品・サービスの導入などである。 |
| 事業・業務執行ベンチマーキング |
顧客要求に対応するために、内部のワーク・プロセス(業務執行方法)を改善する目的で実施するベンチマーキング。 |
|
|
| ほ |
崩壊 |
「壊変」参照 |
| ほ |
芳香族アミン |
アンモニアNH3の水素原子の代わりにアリールが入ったもので、アリニン・ジフェニルアミンなどがある。一般に、特有の臭気のある液体または固体である。生体へはメトヘモグロビンの形成・チアノーゼ・肝臓障害が見られ、アルコールの飲料は中毒症状を悪化させる。中には、膀胱がんを生じるものや発がん性の疑いのあるものが存在する。 |
| ポ |
ポジティブメンタルヘルス |
地域や職場などで、定期検診だけでなく、より積極的な心の健康管理・保健対策を行うこと。 |
| ほ |
法人格否認の定理 |
特定の事案について、法人格が形骸にすぎない場合や法律適用を回避するために法人格を濫用している場合などに、会社のベールをはがし背後にある実体をとらえて法律上の取扱いを行う理論。例えば、会社の車で交通事故を起こした場合に、会社の財産がほとんどなく、社長所有の土地・建物を借りて会社が営業を行っている場合など、会社といってもその実態は個人企業と同様である場合に、事故の損害賠償の事案について、法人格を否認し社長である個人に負担させる。 |
| ほ |
放射性同位元素(ラジオアイソトープ) |
核種(同位体の原子核を一つ一つ区別していう呼称)のうちある半減期を持ち、放射線を放出して別の核種に壊変(かいへん:崩壊と同じ)するもの。 |
| ほ |
本質安全化 |
本質安全防爆構造の電気機器から生まれた言葉である。(本質安全防爆構造:電気機器が短絡・地絡・切断などの事故が生じた場合でも、機器や回路に発生する火花やアーク・熱が爆発性のガスの発火源とならない構造の電気機器)電気機器以外にあっては本質安全を字義どおりに解釈して、災害発生要因の一部または全部を排除して原理的に災害発生のおそれがないことをいう【例えば、10万馬力のアトムをゼンマイ仕掛けのアトムに変えるとか、ビルの窓拭きは遠隔操作の28号にやらせるとか】。この意味はさらに拡大され、たとえ機械設備に事故や異常状態または人間が誤操作しても、災害に至る前に、機械設備が正常な状態になるか安全側に作動するなどして災害に至らないことを意味する【例えば、オートマ車ではブレーキを踏まないとシフトレバーがドライブにシフトしないとか、ジャンボ機の舵取り装置は安全を考慮して油圧システムを3系統としているなど・・・85年8月の日航123便では胴体と尾翼との接合部付近の油圧系統が破壊されたためバックアップシステムとして3系統あっても操縦不能となった。(航空機は空を飛んでいる限り完全なる本質安全化は不可能である)】。 |
| ほ |
放射線障害 |
参照:
1.森田荘二郎(高知医療センター放射線療法科、前高知県立中央病院放射線科):ナースのための放射線医学(改訂版)、放射線障害。
2.京都大、放射線障害:確定的影響と確率的影響、、、 |
| ほ |
方針 |
マネジメントシステムにおける方針とは、組織のマネジメントシステム運営を左右する最も大切な要素です。組織が影響を与える製品の品質、事業活動の結果発生する環境への影響、従業員の労働環境などを、どういう目的でどの方向に導こうと考えているのかをトップマネジメントのコミットメントとして示すことが求められます。
|
| ほ |
方針管理 |
組織において、経営目的を達成するための手段として制定された中・長期経営計画、あるいは年度経営方針を体系的に達成するためのすべての活動をいう。トップから末端社員に至るまで伝達・展開し、実施結果を評価、検討フィードバックして、持続的に業績向上を図るため、PDCAのサイクルを回すことが必要である。
|
| ほ |
方法 |
基準法 definitive method、実用基準法 reference method、日常一般法 field method |
| ほ |
法令遵守 |
legal compliance, observance of laws and regulations/ordinances |
| ほ |
ほうれんそう
(ほうれん草)、
報連想、
報・連・相、
報-連-相、
(報告、連絡、相談)、
ほうれんかくそう、
報・連・確・相、
(確:確認)
ほうれんそうだね
(ほうれん草だネ)、
報・連・相・打・根
(打:打ち合わせ、根:根回し)、 |
報告・連絡・相談の略。「仕事のホウレンソウ」などと呼ばれ、組織の中で情報伝達する基本とされ、新入社員研修などで学ぶ。基本は、5W3H(When いつ、Where どこで、Who 誰が、What 何を、Why なぜ、How どのように、How many いくつ、How Much いくら)を落とさないようにすること。
(1)報告:時間軸的には過去で、組織上は上下関係(上司ー部下)で、注意すべきことは、(i)結論を先に言う(まず結論を先に言い、続いて理由や経過を簡潔に伝える)、(ii)事実をありのままに話す(個人的な推察や感想を加える場合は、事実を報告した後で、最後に「私は○○のように思うのですが」などと前置きしてから述べるようにする)、(iii)報告の手抜きをしない(ささいな事柄と思われることでも報告する)、(iv)必要に応じて文書での報告も併用する(内容が複雑な場合や、資料や図、グラフを添えたほうがわかりやすい場合などは、文書で報告する)。(v)5W1H.(vi)①Credibility(信頼)、Clarity(明瞭):標準的な用語、はっきり、Channel(方法):相手の理解力にあわせる、なじみのある方法、タイミング、Content(内容):不必要な情報は相手を混乱させる、Neutrality(中立):思いこみ、偏見、勝手な解釈をなくす。言葉や仕草の本当の意味を解読。②コミュニケーションの行動指標:必要な情報を要点を押さえて伝える、タイミングを考えて伝える、明瞭・正確に伝える、受け手は理解した胸を表す(復唱や、はっきりした返事、標準的用語)、active
listening(積極的傾聴)、誤解を与える独り言・ボデイランゲージに注意、互いに偏見・思いこみ・先入観を持たない、Assertion/Inquiry。③Clear明確、Correct正確、Complete完結、Concise簡潔。
(2)連絡:時間軸的には現在で、組織上は全体で、注意すべきことは、対象・内容・緊急度・重要度によって、口頭・電話・メール・FAXなどで素早く連絡するべきなのか、文書による連絡が必要なのか、また連絡相手は1人なのか、多数の関係者に連絡するべきなのかなど、ケースに応じて的確な判断が必要となります。
(3)相談:時間軸的には未来で、組織上は左右関係(同僚、同部署、関連部署)で、注意すべきことは、仕事上で問題にぶつかったり、自分で決められないことがある場合、1人で迷ったり考え込んだりしないで、上司や先輩などに相談する。独断でことを処理するのは非常に危険なこと。一歩間違えば、会社全体に傷をつける場合もあるという認識が必要です。また、相談したり意見を求める場合には、相手の都合の良い時間を見計らって話を切り出します。何を相談したいのかを明確にし、必要ならメモや資料、データなどを準備しておくことが大切です。自分なりの答えや対策を用意して臨めば、相手もより的確なアドバイスがしやすいでしょう。
蛇足:
「命・解・援」:命・解・援とは命令・解説・援助のことで、部下からの報・連・相を待つ状態でなく、1.適切な命令だったか?2.解説はわかりやすかったか?3.解に導けるように援助したか?と、上司が自問自答する為の言葉。報・連・相のみのボトムアップ一方通行だけではなく、上司からのトップダウンの命・解・援の、双方向が重要。
|
| ポ |
ポカよけ |
ポカよけとは、人間が起こす単純ミス(ポカ)を予防するための策のことです。各プロセスの各ステップをチェックしながら、「このステップでは、どのような人的ミスや誤動作が起こりうるか」を考え、エラーが検出された場合に取るべき処理方法を決めます。
|
| ほ |
本部長 |
general manager of the - division |
| ほ |
本質安全化 |
人間が不安全行動を行っても、これを機械設備の方で災害が起こらないように防止する安全機能を機械設備の中に組み込んだもの。(1)安全機能が機械装置に内蔵されている、(2)フールプルーフ機能を持つ、(3)フェールセーフ機能を持つ、を含む。 |
| ぼ |
母性剥奪(Maternal Deprivation) |
ボウルビィは,「乳幼児と母親(あるいは生涯母親の役割を果たす人物)との人間関係が,親密かつ継続的で,しかも両者が満足と幸福感に満たされているような状態が,精神衛生の根本である」と述べ,このような人間関係を欠いている子どもの状態を「マターナル・ディプリベーション」と名づけた。そして,これは子どもの人格発達に重大な悪影響を受けることを明らかにした。 |
| ポ |
ポジショニング |
ポジショニングとは、ターゲット市場の顧客の心の中に独自の位置(ポジション)を占めるために、企業が自社の提供物とそのイメージをデザインすることを指します。ポジショニングは自社を他社と差別化するために行なうものですので、自社のポジショニングが現時点で他社と異なっている必要があり、その意味で最も効果的なポジショニングは独特で他社が容易に模倣できないポジションを占めることと言えます。また、変化する環境の中においてはどんなポジショニングも永続的なものではないので、企業はつねに自社のポジショニングを見直す必要があります。
|
| ポ |
ポジティブリスト、ネガティブリスト |
禁止・制限の表示として、ネガティブリスト(使用禁止物と使用制限ぶつの規制基準値のリスト、リストに掲載されていない物質は規制対象外で使用制限無し)、ポジティブリスト(規制基準値のリスト、ポジティブリスト制(改正食品衛生法、2003年)では、残留率基準による規制とし、基準が定められていない農薬等には、「暫定基準」(国際基準などを参考にした基準)と「一律基準」(国内外に基準のないものは、人の健康を損なうおそれのない量として、0.01ppmという基準)を定めて対処)。
つまり、ネガティブリスト制は農薬等の使用は原則自由で、残留してはならないものを示す方法であり、ポジティブリスト制は農薬等の使用は原則すべて禁止で、残留を認めるもののみを示すという方法です。
しかし、よく考えればわかることであるが、全ての6万種以上の化学物質の残留障害の規制値設定が科学的に決定できない現時点では、過去の有害性の報告を参考に、規制値が設定できない物質でもまずはアバウトな基準値を設定して、すべての化学物質を規制値管理しようとするポジティブリスト制が主流となった。エビデンスに基づく従来のネガティブリスト性は事実の積み上げなので行政管理に時間を要するが、まずは、実務的に、行政的ポジティブリスト制でアバウトに一元的管理をしようというもの。 |
| ポ |
ポートフォリオ
portfolio |
「紙ばさみ」を意味する語で,紙の資産(株券など)や作品(図画や文章など)を束ねたものを指すところから、投資を配分してできた資産の組み合わせ、また,その投資の配分、または、図画や文章などの作品を集めたもの。 |
| ポ |
ポーターの競争戦略 |
ポーターは、競争相手に打ち勝つための基本戦略として、コスト・リーダーシップ戦略、差別化戦略、集中戦略という3つの方向性を示した。
① コスト・リーダーシップ戦略は、ライバル企業以上の低コストを実現することで競争優位に立つ戦略なんだ。低コストの実現は低価格設定を可能とする。従って、「ライバルに価格競争で勝つ」戦略で、この戦略を選択するためには、低コストを実現する根拠が不可欠。
② 差別化戦略は、製品の性能、機能、デザイン、サービス、ブランドイメージなどの面で、ライバル製品にはない独自性を提供することで競争優位に立つ戦略で、ライバルに非価格競争で勝つ」戦略。自動車業界で言えば、ブランドイメージでの差別化に成功したベンツが典型。ここで言う独自性は、あくまでも顧客が認める独自性でなくてはいけないってことに注意する必要。
③集中戦略とは、特定の顧客グループへ経営資源を集中投入することによって、「ライバルとの全面戦争を回避する」戦略。自動車業界で言えば、軽四自動車に集中しているスズキなんか典型で、有力事業者がフォーカスしづらいニッチ分野を狙うのが定石。
|
| ほ |
方針 hoshin, policy, objective with methods |
方針:進んでゆく方向や、目指す方向と、ある事柄を行なう上で基本となる行き方をいう。したがって「方向」と「基本とする行き方」の2つの意味をもつ抽象的、理想像。方策。
目標:目指す目的に到達するために、いつまでに、どれぐらいを達成するのか明らかにした到達点である。したがって、目的に到達するためのいわば中間目的。数値で表わされるなど到達レベルが明確なもの。 |
| ほ |
方針管理 hoshin kanri, polycy management, management by policy |
PDCA、
|
| ほ |
方針展開 policy deployment, hoshin deployment。
方策展開 deployment of a strategy into tactics |
D of PDCA、 |
| ポ |
ポカヨケ Poka-yoke, fool-proofing |
ポカをよける=回避する。製造ラインに設置される作業ミスを防止する仕組、装置で、後工程に不具合品を渡さないこと。システム:①スタッフ:職場環境、目的の明確化、仕事の簡素化、グループワーク化、相互チェック体制、②設計部門:設計ミス防止、組織的検図・試験・検知、事後措置、③生産部門:始業時検査、作業システム、自主検査、順次検査、ダブルチェック、検知。 |
| ボ |
ボトルネック
bottleneck |
「ボトル」は瓶,「ネック」は首を指し,本来の意味は,瓶の首の細くなったところ。流れが滞る場所。「隘〔あい〕路」。支障。 |
| ポ |
ポジティブ・アクション positive action |
働く女性が充実した職業生活をおくるためには、男女雇用機会均等法、育児・介護休業法、労働基準法などが遵守されなければなりません。しかしながら、これらの法の遵守だけでは女性が職場においてその能力を十分発揮できるとは限りません。社会に根ざす固定的な男女の役割分担意識に基づく慣行や通 念から生ずる格差が存在し、企業においても同様に、過去の経緯から女性が活躍しにくい状況や慣行が存在しています。このような雇用の場における事実上の格差を解消するための積極的な取組をポジティブ・アクションといいます(ポジティブ・アクションのための提言ー意欲と能力のある女性が活躍できる職場づくりー、厚生労働省発表平成14年4月19日)。男女雇用機会均等法第20条 では、女性の能力発揮の促進について、企業が積極的かつ自主的に取組むこと(ポジティブ・アクション)ができるように国が援助できる旨規定されています。 |
| ポ |
ポリシ- |
policies 方策、方針, plan 計画, line 思考・手順・政策などの方針, principle 原則、目標と方向 objective and plan |
| ボ |
ボーダーレス borderless |
無境界、脱境界 |
| ポ |
ポテンシャル potential |
潜在能力。 |
| ホ |
ホワイトカラー・エグゼンプション white-collar exempt 適用除外 |
一部のホワイトカラー労働者には、「1日8時間、週40時間」の労働時間規制を適用せず、残業代も支払わない制度のこと。自律的労働時間制度ともいう。
現在の労働基準法では、1日の労働時間を8時間に制限し、その時間を越える労働(残業)に対しては、25%の割増賃金を支払わなければならないと使用者に義務づけている。この労働時間規制は、労働時間が仕事の成果に比例しやすいブルーカラー労働者には適切だが、労働時間によって成果を評価しにくいホワイトカラー労働者には適切ではないとも考えられている。アメリカなどでは、年収が一定の基準以上あり、他者から仕事内容について指示されず、自分の権限と責任によって専門的な仕事を進めるホワイトカラー労働者は年俸制などの雇用契約とし、残業代を支払わない雇用形態が認められている。
2005年6月、日本経団連が日本版ホワイトカラー・エグゼンプション導入の提言を行い、厚生労働省は関連法案を提出する方向で調整しているが、「制度の導入によりサービス残業が合法化する懸念がある」などの反対意見も各界から上がっている。 |
|
|
| |
| は/ま |
| |
| ま |
埋没費用、埋没コスト、サンク・コスト、
sunk cost、
埋没原価、回収不能原価 |
事業に投下した資金のうち、事業の撤退・縮小を行ったとしても回収できない費用。決断時の過去のかすがいバイアス:心理的背景・影響。 |
| マ |
マグネットホスピタル(Magnet
Hospital) |
看護職員、患者を磁石のようにひきつける魅力的な病院のこと。1993年から米国看護証明センター(ANCC)が、質の高い看護サービスを提供している病院をマグネットホスピタルとして認定している。 |
| マ |
マクロ macro |
全体的な見地からものごとを見る様子、巨視的 |
| マ |
マネジメント management |
経営管理、運営管理、管理者 |
| マ |
マルチメディア multimedia |
音声・文字・映像など,多種類の情報を組み合わせた伝達媒体。複合媒体。 |
| マ |
マイナー不適合 |
マイナー不適合とは、マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いを意味します。マネジメントシステムの計画は存在するが実施の度合いが弱い、手順を守っていない例が見受けられるなど、重大な違反とまでは言えないものを指し、第三者審査においては是正処置の対象ともなります。
|
| マ |
マイナスの側面, negative side, negative aspect |
環境にマイナスの影響を与えること。電気を使う、ゴミを捨てるなど。 |
| マ |
マイルストン、マイルストーン, mile-stone |
もともとは里程標や、歴史・人生の中での画期的な事件のこと。主要で重要なイベントをマイルストーンとし、そのマイルストーンが予定通り終わっているかどうかで、進捗管理を行うことができる。
マイルストンとは、プロジェクトの中で工程遅延の許されないような大きな節目のことを指します。プロジェクトマネジメントにおいては、マイルストンに対する進捗をモニタリングし、必要に応じて適宜工程の修正を行って新たな計画を立て再び実施を行うという方法でプロジェクトを進めてゆきます。ガントチャート上でマイルストンをそれと分かるように表示すると、プロジェクトにおける主要なポイントが一目で分かるので便利です。 |
| マ |
マーケット・チャレンジャー |
定義:企業の市場における相対的地位(ポジション)の1つ。一般にリーダーの地位を狙う立場にある当該市場における市場シェア第2~4位の企業のこと。チャレンジャーの競争方針は「差別化」である。
すなわち:市場シェア第2~4位企業。
具体例:チャレンジャー企業は、リーダーの地位を獲得するために、リーダーとの徹底した差別化を図る必要がある。
応用:リーダー企業が容易に模倣・追随できるような差別化ではなく、リーダーが追随できない差別化を実現することが重要なのさ! |
| マ |
マーケット・ニッチャー |
定義:企業の市場における相対的地位(ポジション)の1つ。一般に、リーダーのようなフルライン政策や量の拡大を狙わない企業のこと。ニッチャーの競争方針は「集中化」である。
すなわち:リーダー、チャレンジャーと直接競合しない特定市場セグメントを狙う企業。
具体例:ニッチャー企業は、ニッチ市場で圧倒的な地位構築(ミニリーダー化)を目指す。
応用:リーダー、チャレンジャーと直接競合しないような市場領域(ニッチ市場)をうまく見いだし、そこへ強みとなる経営資源を集中投入することだね! |
| マ |
マーケット・フォロワー |
定義:企業の市場における相対的地位(ポジション)の1つ。一般に、経営資源に恵まれず直ちにリーダーの地位を狙えない企業のこと。フォロワーの競争方針は「模倣」である。
すなわち:リーダーの地位を狙うような際立った独自性を持たない企業。
具体例:フォロワー企業は、リーダーなどの戦略を追随することで市場残余の獲得を目指す。
応用:フォロワー企業の市場ターゲットは、価格に敏感なやや魅力に乏しい経済性セグメントだね。経済性セグメントにこそ、残余市場が存在するのさ! |
| マ |
マーケット・リーダー |
定義:企業の市場における相対的地位(ポジション)の1つ。一般に当該市場における市場シェア第1位の企業のこと。リーダーの競争方針は「全方位(あらゆる競争に対応する)」である。
すなわち:市場シェア第1位企業。
具体例:リーダー企業は、他の競争ポジション企業よりも、コスト面で優位に立つことができる。
応用:リーダー企業に死角はないの?リーダー企業は市場全体をカバーするから、市場を構成する各セグメントに対して何らかの妥協をせざるを得ない状況が生まれることがある。この妥協こそが、チャレンジャー企業の「差別化」や、ニッチャー企業の「集中化」の狙い目となるのさ! |
| マ |
マーケティング marketing |
市場戦略、市場活動 市場調査 市場分析 |
| マ |
マーケティング・ミックス、4P |
定義:マーケティング・ミックスとは、自社のターゲットとなる市場(=顧客)に対して、最も効果的なアプローチを行うために、諸活動を適切に組み合わせること。マーケティング・ミックスの構成要素となる諸活動には、製品(Product)、価格(Price)、チャネル(Place)、プロモーション(Promotion)の4つがあり、れぞれの頭文字をとりマーケティングの4Pと呼ばれる。
すなわち:製品、価格、チャネル、プロモーションの4つを適切な組み合わせること。
具体例:若者向けの新商品X(製品)を1個300円(価格)で、コンビニ中心(チャネル)に販売する。販売に際しては、若者向け情報番組・雑誌で取り上げてもらい商品知名度を向上させる(プロモ)。
応用:顧客へアプローチするための諸活動の整合性はとれているのだろうか?小売業の場合は、マーチャンダイジング(品揃え)、店舗・立地、販促・サービスの3要素の組み合わせで考えると良い。 |
| マ |
マーフィー法則 |
問題学:
1.解決できれば、本当の問題ではない。
2.計画通りに行くものは無い。
3.幾つかの行動の中から選択しなければいけない時、ほとんどの人は最悪の行動を選択する。
社会学:
1.無理をするなという人ほど無理をさせる。
2.順調とは、間違いに気付いていないことである。
3.順調かどうか分らない時は順調ではない。
4.部下がダメだと感じる時、そう感じる上司のあなたよりは賢明である。
5.「君だけに話すのだが」は皆が知っている。
6.同情と共感を示す上司は、本当はそれ程は思っていない。 |
| マ |
マス・カスタマイゼーション |
定義:大量生産(マス生産)と同じ低コストで、個々の顧客ごとの要望に応える(カスタマイゼーション)ことを試みること。
すなわち:顧客の嗜好をいくつかのモジュールなどに集約し、その組み合わせで顧客ごとの要望に応える。
具体例:商品・サービスにマス・カスタマイゼーションの考え方を適用し、それらをモジュール化することで、効率的に個客へのワン・トゥ・ワン対応が可能となるのさ! |
| マ |
マズローの欲求階層説(欲求5段階説) |
定義:アメリカの心理学者マズローが唱えた「欲求には段階があり、下層の欲求が満たされないと、上層の欲求は生じてこない」という考え方。下位から「生理的欲求(時短、最低賃金)→安全・安定欲求(安全衛生管理、終身雇用、定年延長、再雇用)→社会的欲求(旅行、運動会)→自尊欲求(適正な人事考課、自己申告)→自己実現欲求(目標管理制度、経営参画制度、提案制度)」という5階層で示した。
すなわち:相手の欲求段階に合わせた動機づけを行うことが重要であるということ。
仕事の遂行に限らず、人がある目的・目標の達成に向かって行動を持続するためのエネルギー源が動因と誘因とする。エネルギー源のうち、自分の内部で何か引きつけられるものが動因であり、外部からの刺激が誘因なんだ。そして、この2つが合致したとき人は目的・目標の達成のための行動を起す。動因:動機づけには方向性と強さがあって、どの方向にどのレベルまで向かわせると動機づけになるかが人によって異なる。例えば昇進・昇格というのは、ある人には動機づけとになり、別の人には動機づけとならない。
実際の行動としては、身近な欲求を満たす事が優先されるので、その人が現在どの段階にいるのかを的確に判断して、身近な誘因を準備するところから始めるのが効果的である。
具体例:安全・安定欲求が満たされていないAさんには、賃金が動機づけの仕掛けとして有効である。昇進意欲の高いBさんは、尊厳欲求が満たされていないのさ?
Cさんは社会的欲求が満たされていないから、会社帰りにしつこく仲間を飲みに誘っているのさ! |
| ま |
窓口 |
counter, help line, 相談窓口 ethics line |
| マ |
マトリクス、マトリックス;リスクマトリクス法 |
リスクアセスメント:リスクマトリクス法では、ハザードを特定し、作業による健康障害頻度と健康障害期待度(重大度、重症度)を、各々3度に分類して、表・行列(matrix)として、その程度を把握する。マトリックスの転用については、人文系の科学であって厳密な科学でないので、純粋数学用語の代用に拘らないこと! |
| マ |
マトリックス効果、マトリクス効果、matrix |
試料中の測定目的の対象成分以外の組成(マトリックス)が測定機序に影響を与え、誤差(真値よりバイアス)をもたらす現象。ドライケミストリ-法においてしばしば認められ、測定前処理(試料の調整過程における人為的な添加物)が、測定系に影響を与える。 |
| マ |
マトリックス組織、マトリクス組織, matrix organization |
組織形態で直系のライン縦軸(列)とプロジェクト横軸(行)より成り立つ複数の軸で組織を運営・管理していくという点からいえば、マトリクス的な思想を活かした組織形態といえる有機的形態。マトリックス型組織とはプロジェクトを実施する上での組織形態のひとつで、常時組織されている機能別(部門別)の組織と期間を区切ったプロジェクトの組織を組み合わせたものを指します。異なる組織構造が組み合わされるため、指揮命令系統が複数存在するのが特徴です。プロジェクトを行う際には、プロジェクトマネージャーを中心に各部門から人材が割り当てられるため、組織のメンバーは部門長とプロジェクトマネージャーの2人の上司を持つことになります。具体的には、製品企画や製造などに重きを置く事業部部門と流通や顧客戦略に力点を置くエリアマネージャがクロスファンクショナルに事業を推進する形、職能別ピラミッドを維持しながら製品担当としてプロダクト・マネージャを置いて各機能間のコーディネートをさせる形、各職能別部門から数名ずつ選出してプロジェクト・チームを編成してこれを総括するプロジェクト・リーダーを置く形などが該当する。古典的組織論では命令系統の一元性が重要視されていたが、マトリクス組織はこれに反して、メンバー(従業員)は2人以上のマネージャ(上司)を持つ。この2ボスシステムは運用が難しいのが最大の難点です。2人の上司の間で利害が衝突するケースもおこりえますが、両者の調整はしばしば大変な労力を要します。S.M.デイビス(Stanley
M. Davis)とP.R.ローレンス(Paul R. Lawrence)は著書「Matrix」(1977年)で、マトリックス組織を「ツーボス・システム(two
boss system)」であると定義している。この複数のマネージャ間で意思統一が図られず、メンバーに対する指示が矛盾したものになってしまうと組織は機能不全に陥る。そのためマネージャ同士のコミュニケーションが不可欠だが、ゆえに“管理”のためのオーバーヘッドが大きくなりがちである点は注意が必要である。これを回避するため、実際には一方のマネージャにより大きな責任と権限を与えたり、役割をきちんと設定したりといった策が採られる。プロジェクト・チームは原則、プロジェクト完成後に解散するため、こうした一時的に設置される場合は「プロジェクト組織」、恒常的に置かれる場合は「マトリックス組織」と使い分ける場合もある。 |
| マ |
人間関係の基本マナー・エチケット、ルール遵守 |
安全先取り活動:
1.指差呼称、
2.危険予知活動(KY)、
3.ルール(作業手順)、
4.人間関係の基本マナー・エチケット、
5.職場風土(人間関係、雰囲気、価値観)、
6.企業体質(企業風土、Company Culture)、
要件:
1・2:危険を予知する人作り、
3:ルールを守る職場作り:ルールは過去の災害から学んだ経験則であるから、以下を初期の具体的な行動目標として実行することが推奨される:1.保護具完全着用(何が何でも命綱)、2.吊り荷の下に入るな、3.回転体に触るな、4.修理調整は機械を止めてから・・・止める、札掛け、呼ぶ、待つ、5.重機の作働範囲に入るな、6.いち火元いち消火器。
4:人間関係の基本マナー・エチケットを守る職場作り:ルールを守る前提要件なので、以下を初期の愚弟的な行動目標として実行することが推奨される:1.挨拶(先手挨拶)、2.ノーラン(走らない)、3.ノーポイ(ポイ捨てしない)、4.ノーポケット(ポケットに手を入れない)、5.白線・黄線を踏まない、6.直角・並行(物の積み方、置き方)、7.共同使用工具の整理・整頓、8.スリッパ船出に(後の人を考えて履物を揃える)、9.椅子押し込み(立ったら机の下に)、10.ひと仕事ひと片付け。
前提:ルールを守る職場風土:要件:監督者のリーダーシップ:1.ルールを決めた人(トップ、管理監督者)が守る、2.上に立つ者は例外(お客だからなど)を認めてはいけない、3.上に立つ者は違反を見逃さない。
|
| マ |
マネジメントシステム management system |
企業や組織の目的は、社会に役立つ製造や販売などの活動を行い、利益を上げて、存続することである。この目的に沿った活動を継続して行うためには、仕事の流れを明確にすることが不可欠であり、これがマネジメントシステムである。マネジメントシステムには、(1)製品やサービスを購入するお客様のための「品質マネジメントシステムISO9001」、(2)地球環境のための「環境マネジメントシステムISO14001」、(3)働く人々のための「労働安全衛生マネジメントシステムOHSMS」がある。切り口が異なるのみで、基本はいずれも同様のマネジメントシステムであることに変わりはない。 |
| マ |
マネジメント・プログラム, management program |
マネジメントシステム運営の進捗を管理するための活動。組織の方針から目標が策定され、これを実現するためのアクションプランを設定する場合、これがスケジュールどおりに実行され、問題が発生していないかどうかのチェックをあらかじめ定めた間隔でチェックしていくこと。この仕組みを採用することで目標達成を確実にすることができる。 |
| マ |
マネジメント・レビュ- |
トップマネジメント(最高経営層)の重要な役割の一つに、方針・目標について、その実施結果が効果的であったかを評価し、その有効性を審査(レビュー)することが挙げられている。それはマネジメントシステムが継続的に改善・向上することを目的として、定期的に社長などによる見直し評価及び改善指示が行われることをいう。マネジメントレビューの結果、次に関しての指示・決定がされることが必要である。(1)品質マネジメントシステム及びプロセスの有効性改善、(2)顧客要求事項への適合に必要な製品の改善、(3)人員、設備などの資源の必要性。
|
| マ |
マネジリアル・グリッド理論、managerial grid、 |
経営者の評価を目的として、x軸を業績に対する関心度、y軸を人間に対する関心度として、分類する。
A.ビジネスに必要な能力(スキル):
1.テクニカル:指示命令を受けた特定の業務を遂行するのに必要な知識・技術・方法・設備・器具を用意できる能力、一般社員に求められる、
2.ヒューマン:上司・同僚・部下のほか、仕事の関係者との人間関係を良好に保つことのできる能力(コミュニケーション力、自発性、バイタリティー、ストレス耐性、統率率、動機づけ形成力、自己理解力、他者理解力)、管理者に求められる、
3.コンセプチュアル:状況判断力と総合判断能力(目標設定力、問題発見力、問題探索力、問題設定力、問題解決力、分析力、想像力、判断力)、経営者に求められる。
B.上司が自己のリーダーシップ管理特性を知る:ブレークとムートン提唱:マネジリアルグリッド理論、マネジドグリッド理論:
対比:三隅二不二のPM理論は部下が上司のリーダーシップを診断する。
| 人間に対する関心度 |
9 |
1-9(仲良し会型) |
|
|
|
|
|
|
|
9-9(チーム・マネジメント型) |
| 8 |
|
|
|
|
|
|
|
|
|
| 7 |
|
|
|
|
|
|
|
|
|
| 6 |
|
|
|
|
|
|
|
|
|
| 5 |
|
|
|
|
5-5(常識人型) |
|
|
|
|
| 4 |
|
|
|
|
|
|
|
|
|
| 3 |
|
|
|
|
|
|
|
|
|
| 2 |
|
|
|
|
|
|
|
|
|
| 1 |
1-1(無関心型) |
|
|
|
|
|
|
|
9-1(権威・服従型) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
業績に対する関心度 |
|
| マ |
マン・マシン:「人間機械系」 |
マン・マシン・インターフェース:「人間機械系」 |
| マ |
マーケット・イン market-in concept, customer-oriented |
マーケットイン::教科書的には、顧客が求めるもの・必要とするものを提供すること。
逆に、プロダクトアウト:作り手が良いと判断したものを提供すること。
現実社会では、マーケティング「 顧客が真に求める商品やサービスを作り、その情報を届け、顧客がその商品を効果的に 得られるようにする活動」無しに無謀に市場に商品を出す経営者はいない。すなわち、両極端にマーケットインとプロダクトアウトを置いたモノサシを想定すれば、優秀な企画設計による自社独自のプロダクトアウトとされるウォークマンもiPhoneもGoogle検索も、更に、何百年も同じ製法にこだわる老舗のプロダクトアウトとされる商品も、このモノサシの中央部分で右往左往している。
|
| マ |
マトリックス図法 matrix diagram |
分類解析の為の手段。x-y,x-y-z軸に作図する。参照。 |
| マ |
マトリックスデータ解析法 matrix data analysis |
*参照。、 |
| ま |
慢性的異常原因 cause for oft-repeated abnormality |
*oft=oftenしばしば。 |
| ま |
前向きの品質 forward looking quality |
顧客満足=購買意欲に関して、前向きの品質:顧客満足度の尺度(一元的品質 one-dimentional quality)において高いもの。品質改善しないと顧客が当たり前と感じて尺度が下がるので注意。顧客の予想外の場合を魅力的な品質
attractive qualityとする。
後向きの品質 backward quality:当たり前must-be quality、1%でも欠けるとダメとされる。
|
| マ |
マンパワー
manpower |
人的資源 |
| マ |
マスタープラン
master plan |
全体の基本となる計画。 |
| マ |
マンホール、地下作業、地中線工事、 |
災害防止:1、 |
| ま |
巻上 |
風による土壌粒子の大気への移行過程.また,水環境中では水流や生物かく乱等による底層粒子の水相への移行過程 |
| m |
マネジメントシステム, ISO |
あらゆる事業者がその目的を達成するために定める方針及び目標を適切に管理し、その事業目的を達成するための仕組み(システム)をいいます。このマネジメントシステムは、単独で存在する訳ではありません。例えば売上を達成するためには、営業が売上先を確保し、製造し、品質管理をし、出荷され販売します。財務的には資金的なバランスをとり、人事面は効率よく働きやすいように要員を配置するでしょう。つまりマネジメントシステムとは、本来相互関係をもちながら動いているものなのです。このマネジメントシステムを大きく動かしている基本システムが、P(計画)、D(実行)、C(チェック)、A(見直し)のサイクルです。 |
| マ |
マネジメントレビュー, ISO |
経営者が定めた「品質方針」を満足する為に、品質システムが引き続き適切、且つ効果的に運営される事を確実にするのに十分な、あらかじめ定められた間隔でトップマネジメントが自分自身で品質マネジメントシステムの見直を行うことをいいます。具体的には、①品質マネジメントシステム及びプロセスの有効性改善、②顧客要求事項への適合に必要な製品の改善、③人員、設備などの資源の必要性に関しての指示・決定、を行なうこととなります。マネジメントレビューは、トップマネジメントが果たすべき最も重要な活動のひとつです。 |
| マ |
マーケットバスケット方式 |
国民栄養調査等を参考に,各食品群の中から ,食品としての摂取量の多い代表的な食品を市場で購入し,化学物質濃度を分析し,摂取量で加重平均することで化学物質の摂取量を推計する方法 |
| ま |
慢性毒性 |
長期間の反復暴露によって引き起こされる毒性 |
| ま |
満足、幸せ;処世術として |
はひふへほ:
は:半分くらい、ひ:人並み、ふ:普通の、へ:平凡な、ほ:ほどほどに |
| |
|
|
| ミ |
ミスト |
液体の微細な粒子で空気中に浮遊しているもの.粒径は5~10μmである。塩素化ビフェニル、クロム酸、コールタール、シアン化物、硫酸ジメチル、硝酸、硫酸。 |
| ミ |
ミッション
mission |
ある目的のため,主に海外に派遣される団体。また,その団体が果たすべき任務。 |
| み |
魅力的品質 attractive quality |
* |
| ミ |
ミニサークル mini-circle |
* |
| ミ |
ミスト |
液体のスプレー(吹き付け)・発泡・ばっ気攪拌などの作業に伴って発生した液体の微粒子が空気中に浮遊しているものいう。ミストは表面張力のために球形であって、粒径は5から100μmである。空気中での挙動は粉じんやヒュームと同じで、粒径の大きい物は重力で沈降し、粒径の小さいものは長時間浮遊を続けるが、浮遊しているあいだに粒子の衝突で凝集して沈降するか蒸発してしまう。ミストが蒸発した後に溶液成分中の固形物質のみが固体粒子となることもある。作業環境上問題となるミストの代表的なものに、クロムめっき液から発散するクロム酸溶液のミスト、金・銀・銅・カドミウム・亜鉛などのアルカリめっき液から発散するシアン化合物を含む水溶液のミスト、アルカリ電解研磨液から発散する水酸化ナトリウム水溶液のミスト、さび落とし用塩酸・硝酸・硫酸などのミスト、蓄電池の充電時に発生する硫酸ミストなどがある。 |
| ミ |
ミスマッチ mismatch |
不釣合い、不調和、不適合 |
| み |
未必の故意 |
自分の行為からある結果が「発生するかもしれない」と知りながら、「発生しても仕方がない」と認めていた心理状態をいう。例えば人の群へ石を投げた場合、こうした行為が人を死傷する原因になることを知り、死傷してもやむをえないと考えた場合などをさす。故意の一種であり故意犯が成立する。 |
| み |
みなし労働時間 |
みなし労働時間というのは、労働時間を算定するのに困難なものについて所定労働時間勤務をしたと「みなす」ことをいいます(労基法38条の2第1項)。それには、事業所外勤務の場合と裁量労働の場合がある。 |
| み |
身元保証 |
身元保証契約期間中に、労働者が会社の金を持ち逃げして消息を断った時などは会社は身元保証人に損害賠償を請求できます。保証人は損害を与えた労働者の消息がわかるときは本人に請求するように要求できますが、本人に弁済能力がないときや消息がわからないときは損害を賠償しなければなりません。身元保証と金銭貸借の保証とはその金額が決定していないところに違いが有ります。したがって身元保証を引き受けたけど、「どういう損害が起こるか判らない。」ということで、その保証人を守る意味で法律が定められています(「身元保証に関する法律」):1.身元保証は相続しない、2.保証期間は5年を限度とする(5年を越える部分は無効)、3.保証期間を定めない場合は保証期間は3年とする、4.契約の更新は可能、5.業務内容の変更や勤務地の変更など保証契約内容に変更があった場合は、保証人に遅滞なく通知しなければ責任を問えなくなる、6.通知された保証人はそれ以後の契約を解除できる。
参照:身元保証人の損害賠償責任(東京都労働相談情報センター)、
|
| み |
見える化、改革の為の12の定石 |
「見える化」のことが面白いほどわかる本―その考え方から業務改革に活かす工夫まで業種を選ばない実践ポイント68 (知りたいことがすぐわかるPLUS)
正木 英昭 (著):改革12の定石:
1)排除:やめる/なくす、2)正と反:反対にする、3)正常と例外:いつも起こるか考える、4)定数と変数:変わるものだけ処理する、5)拡大と縮小:大きく/小さく、6)結合と分離:結合する/分ける、7)集約と分散:まとめる/分割する、8)付加と削除:付け加える/取り除く、9)順序の入れ替え:組み立て直す、10)共通の入替:共通点/違う点を活かす、11)充足と代替:他のものを使う/替える、12)並列と直列:同時にやる/順次にやる。 |
| み |
見える化、安全の見える化、
写真、図、絵、イラストによる |
安全の見える化、事例集(大阪労働局)、平成27年度見える化安全活動コンクール(厚労省)、 |
| む |
むり、むら、むだ、muri (unreasonable), muda (wasteful), mura (uneven) [as
eye angles for improvement]
|
ムリ、ムラ、ムダ、3ム、三む、三ム |
| む |
無災害記録 |
1952年より実施されている、事業場の一定の無災害記録に対して、厚生労働省が記録証を交付する制度。業種別に目標記録時間を定め、第一段階の目標を第一種無災害記録とし、その150%を第二種無災害記録、第三種以上も同様の方法で時間数を定め、記録達成に対して、厚生労働省労働基準局長の表彰が行われる。
参照:
1.無災害記録証授与内規、、中小企業(中災防、01、02、03)、
2.中央労働災害防止協会編.わが社は安全衛生活動にこう取り組んだ~中小企業無災害記録証「金賞」事業場事例集~.中災防.東京.2007. |
| む |
無過失責任 |
故意・過失の有無にかかわらず、損害が発生すればその賠償の責任を負うこと。近代の市民法は過失責任主義を原則としてきたが、危険を伴う高度の科学技術を利用した企業などが出現するにおよび、無過失責任主義の導入が考えられるようになった。損害が発生した場合、加害者の過失を立証することは容易でなく、過失責任主義のままでは被害者の救済が不十分となってきたからである。公害についてどこまで無過失責任主義がとれるかが問題となったが、1972年に大気汚染防止法・水質汚濁防止法が改正され事業者の無過失責任が認められた。また、95年7月1日から施行された製造物責任法(PL法)は、製造物の欠陥に係る被害について無過失責任法理を導入した。 |
| む |
無機水銀 |
水銀およびその無機化合物のこと。皮膚からと粉じんや蒸気の形で肺から体内へ入ってくる。鉱工業では慢性中毒が多く、その症状は口内炎・下痢・手の振せん・腎臓障害などで、初期には月曜に悪化し日曜日に軽快する。急性中毒の治療にはバル(BAL:水銀や砒素などと結合する力が強い物質)に効果がある。 |
| む |
無検査受け入れ acceptance without inspection |
* |
| む |
無検査部品 inspection-free parts qualified parts without receiving inspection |
* |
|
|
* |
| む |
無影響濃度(no observed effect concentration: NOEC) |
毒性試験において暴露群と対照群との間で有意な有害影響がみられなかった被験物質の最高濃度. |
| む |
無機化 |
有機物が微生物分解により,二酸化炭素,水,元素等に完全に分解されること. |
| む |
無毒性量 (No-observed-adverse-effect-level: NOAEL) |
毒性試験において,暴露群での有害な影響の重症度や頻度が統計学的もしくは生物学的に対照群よりも有意に増加しない最も高い投与量. |
| メ |
メリット制 |
労災保険の保険料率は事業の業種の種類ごとに、災害の発生率を勘案し決定されている。しかし、個々の事業場(同業種)でとらえてみると、災害防止に努力している事業場とそうでない事業場では、災害の発生率に相当の差があり保険料負担の公平の立場から問題がある。メリット制度は、一定規模以上の事業場についてその災害発生率を勘案し、保険料率を増減させる制度です。
|
| メ |
メタアナリシス(meta-analysis) |
「meta-」はより高次のといった意味をもつので、いわば「分析の分析」といえる。AとBどちらの治療が効果的か、など同じ主題に関する複数の論文上の結果を体系的に統合する手法のこと。また、この手法をもちいて定量的・統合的に評価した研究のことをシステマティックレビュー(systematic
review)という。
|
| メ |
メラトニン(melatonin) |
松果体ホルモン。成熟を抑制する。松果体内・血中・尿中の濃度は、夜高く、昼低い概日リズムを示す。 |
| メ |
メンタルトレーニング |
身体面のトレーニングと一緒に行われる精神面のトレーニングのこと。 |
| メ |
メンタルヘルス |
精神衛生のこと。神経や精神の異常の早期発見・治療などを充実させて、体の健康とともに心身の健康保持をはかる。 |
| メ |
メジャー不適合 |
メジャー不適合とは、マネジメントシステムの内部監査、第三者審査における不適合の結果の度合いの中でも最も重大な不適合です。マネジメントシステムの計画が存在しない、規格の要求事項を理解せず実現していないなど、マネジメントシステムの運営における重大な違反事項に対して指摘されます。特に第三者審査においてメジャー指摘を受けた場合、その是正処置が完了するまで規格への適合が承認されず、認証書も発行されません。 |
| メ |
メタ認知 Metacognition |
メタ(meta)とは、何かを越えて、何かと付随して、何かのあとに、を意味する接頭語である。認知心理学の用語で、認知行為(自分が行っている行為)とメタ認知行為(それを見ているもう一人の自分の行為)。「メタ認知(metacognition)」とは,主体自身の純粋生物学的な認知的プロセスにおける、続発的に頭の中の仮想的もう一人の「主体」がもつ認知修飾で、認知行為を「メタ(離れた、高次の)」次元から眺め,認知行為の全体性や方向性の修正等を迫ってくるものである(Flavell,1976)。この認知修飾とは、例えば、問題解決の場面において、(1)主体である自分がどのように問題を認知し(何を知って何を知らないかの知識についてのメタ認知、何が出来て何が出来ないかの能力に関するメタ認知、現在の心の状態などの認知能力についてのメタ認知)、(2)主体である自分がどのように実行すべきか(認知状態に応じた対応計画や手段の選択についてのメタ認知、その手段が最適であったか否かの評価・訂正のメタ認知)に分類される。以上より、メタ認知力が完璧に作動しているとエラ-は無いはずであるが・・。
教育上の単一科目学習に対する総合的学習をメタ認知能力を醸成するものと位置づけて紹介される。また、学習上のメタ認知とは、たくさん入ってくる情報を全て覚えるのではなく、重要なものから順位をつけ、必要なものとそうでないものに分けていくことや、すでに獲得している知識と今入ってきた情報がどのような関係にあるのかを照合したりする能力をさす。メタ認知が活用されることで、少ない学習でも学んだ事柄を整理したり、相互に関連づけを行ったり、知識に重みづけをすることができ、効率よく学習を進めることができる。メタ言語も同じ働きをさし、ことばの意味や使い方をより柔軟にする働きがあります。例えば「親友」ということばが出てきた時に、友人、幼なじみ、クラスメート等ニュアンスの似ていることばに置き換えられる力。 |
| め |
目で見える管理、目で見る管理management by visualization 、
|
①品質向上:品質管理、
②原価維持・改善:原価管理、
③納期の遵守、数量確保、在庫の削減:工程管理、
④安全の確保、向上:安全、環境
⑤職場の5S、チームワークの向上:労務管理、
⑥機械設備、治工具の保全、改善:設備管理、
⑦物流の円滑化、改善:現品管理、
⑧品質の維持、作業改善:作業管理、
⑨情報の共有化:情報管理。 |
| モ |
モダリティー
modality |
共通に適用される取り決め。 |
| モ |
モビリティー
mobility |
容易に移動できるように,手段や環境が整備されていること。移動利便性。移動しやすさ。流動性。人間の判断にはバイアスがかかるので正しいかどうかは担保されない:『本来的には、アルゴリズムと経験に基づく冷静な判断が必要であるが、一般には、省エネ判断をしがちである。 |
| モ |
モラトリアム
moratorium:猶予 |
* |
| モ |
モチベーション motivation、動機付け=動因、ドライブ、drive +誘因、インセンティブ、incentive |
ものごとに取り組む意欲を内側から高める働きかけ、動機づけ。
モチベーションとは、人が一定の方向や目標に向かって行動し、それを維持する働き、「動機づけ」「やる気」。
モチベーションは、2つの要因から構成される:
①人の内部、心にあって行動を引き起こす「動因」(ドライブ)とよばれるもの。マズロー欲求5段階ピラミッド説によれば、欲求階層は1階の最も身近な動因としての、食欲や睡眠といった生物学的最低限の生理的欲求、2階の(終身雇用などの危険回避)安全欲求、3階の(共同体、組織、同僚との一体感)所属欲求、4階の自尊欲求、最上階の自己実現欲求とされ、ステップアップに下階が満足されることを必要条件として、その上階への欲求が生じるとされる。
②「誘因」(インセンティブ)。人の外部にあり、この要因により人の行動は誘発される。ショッピングにおける「衝動買い」=ディスプレイ誘因+「買いたい」 という動因が引きこされた結果。
動因と誘因は相互に影響しあって人間の行動を左右しています。強い動因があれば、誘因がなくても行動が引き起こされます。逆にいくら誘因があっても、動因が生じなければ行動は起こりません。誘因によって動因が喚起され、行動に移る例もあります。
モチベーションを向上させる方法:
①動因:「内発的動機づけ」:社員が自らの意思で主体的に目標を立て、目的に向かって行動を起こさせるようにする動機づけ。
②誘因:「外発的動機づけ」:目標を達成すれば昇進・昇格させる人事制度や、成果主義に基づく人事制度・賃金制度。
ハーズバーグ「動機づけ衛生理論」:
満足を招いた要因=「動機づけ要因」=(達成、達成の承認、他者からの評価、仕事の内容への満足感、責任、昇進、進歩、個人的な成長)
不満を招いた要因=「衛生要因」=(企業の施策と管理、監督、対人関係、作業条件、給与、身分、福利厚生、雇用の保証)=「衛生要因」は満たされないことで不満を引き起こすが、満足度を高めることはない。
蛇足:「衛生」とは馴染みのない用語ですが、不衛生にすると病気になりやすい(=満足度が低下する)。しかし、いくら衛生的にしても健康になるわけではない(=満足度はアップしない)、と考えるとわかりやすい。すなわち、モチベーションを向上させる要因と、仕事への不満を生み出す要因とは全く別の物であることが提唱されました。ここで衛生要因として「給与」「身分」が入っていることに注目してください。賃金制度や昇進・昇格制度は、その制度の不備や運用のまずさから不満をもたらします。しかし、モチベーションを向上させるには力不足なのです。賃金制度や昇進・昇格制度のカギを握る人事考課で下手をすると、動機づけ要因のひとつ「達成の承認」、「他者からの評価」 が阻害され、モチベーションは大きく低下します。衛生要因への配慮はほどほどにして、動機づけ要因を高めることがモチベーションアップには効果的です。今から約40年前近くに発表されたハーズバークの論文は、今なお世界中で読み続けられています。モチベーションを考える上で示唆に富む内容となっているためです。
企業が採用すべき方法:企業において社員のモチベーションを向上させるには、内発的動機づけによる手法が望ましいことがわかります。賃金制度や昇進・昇格制度は、ある程度の合理的・客観的基準を満たすことは必要でしょう。しかし、それ以上いくらこの制度を見直してもモチベーションは向上しません。それよりも、以下の内発的動機を喚起し、動機づけ要因に訴えかけるマネジメントが望ましいのです:目標の達成感を味あわせる、やればできるという自信を持たせる、成功には賞賛の声をかけてやる、部署やチームにとって必要な人であることを理解させる、仲間からの感謝の気持ちを伝える、成功を分かち合う、権限を与え挑戦させてみる、自主的な判断を尊重する、フィードバックを通じて客観的に自分自身を知らしめる、トップや上司が夢を語る、提案は真剣に聞いてやる等。
参照: 揚げ揚げ!モチベーション術、NHK名古屋、2009.(理論無し、漫才風乗り)
|
| も |
燃えつき症候群
|
慢性ストレスによる外因性うつ病。日本では、目標を達成した後の虚脱。
空の巣症候群:子育て終了(子供の巣立ち)による中年女性のうつ病。 |
| も |
目標展開 target deployment |
* |
| も |
目的、最終目標、
目標、
手段、 |
1.理想的な目的を立て(must)、
2.実際的な到達目標を設定し(want)、
3.到達目標レベルと現状レベルを確認し、
4.手段を選択し(can)、
5.評価する、(図参照)。
マネジメントシステムにおける目標とは、組織のマネジメントシステム方針具体化の基本となる活動です。目標は方針との整合性が求められるため、実現不可能な課題を設定していては、マネジメントシステムの運営部分(PDCAのDの部分)で不整合が生じ、結果的に内部監査や第三者審査のときに指摘を受けることとなります。また、目標は設定するだけでは意味がなく、策定後は達成状況の監査、是正を行ないます。この活動も考慮に入れて目標を立てる必要があります。
注意:
目的 goal、最終目標、方針:最終的に実現しようとしている状態。理想の姿。
目標 target:目的の達成度。時間軸が必要。時間の経過と共に変化する。階層構造的には、上司の目標・手段は部下の目的となっている。目標の設定5基準(SMART):①具体的(Specific 個別性,特定性)明確で「何が」がクリアであること、②測定可能(Measurable
計測性,検証性)量で測れること,あるいは検証可能であること、③達成可能(Achievable 実現性)現実的で,達成には特別の努力を要するものであること、④重要性(Relevant
有意味性)その目的達成が,目的達成にとって意味がある(寄与できる)こと、⑤具体的な期間(Time-bound 期間限定性)達成期間が限定され,期限が決まっていること。
手段:目的を達成するためのあらゆる方法。手段は一つではなく複数個ある。
上位の目的・方針「あるべき姿、理想像、やりたいこと」実現へのストーリーをイメージして、下位の「現状」のギャップを明確にして、目標設定「やるべきこと」をして、手段を選択する。限られた人材・物・予算と期限・納期によって制限されるので、優先順位をつけることが必要。
|
| モ |
モジュール化 |
定義:製品の構成要素が機能的に独立したいくつかの構成要素群(モジュール)に集約されること。構成要素間の相互依存関係、すなわちインターフェースの数も集約され、モジュール単位のビジネス展開が行いやすくなる。
具体例:パソコンの例で考えた場合、その構成要素がCPU・ハードディスク・メモリ・モニタなどに集約されること。近年の事業構造の変化をどのように説明したら良いのだろう?この業界はモジュール化が進展したから、バリュー・チェーンのアンバンドリング(解体)をもたらしたんだよね!
モジュール化が進展しているから、特定機能に特化したヨコ型(水平展開型)の事業構造へシフトできるよね!
モデュール:module, 1 《コンピュ》モジュール:(1) プログラムやハードウェア機能の単位、(2) 交換可能な構成部分. 2 測定基準[単位];流水測定単位、3
(工業製品などの規格化された)ユニット, モジュール, 構成単位;《建》モジュール, 基準寸法、4 《数》加群、5 《宇宙》モジュール:宇宙船の一部を成すが母船から独立して行動できるユニット、a
lunar module 月着陸船、6 ((主に英))《教》学習時間の単位。. |
| モ |
モーダルシフト |
モーダルシフトとは、トラックなどによる自動車輸送を、地球にやさしく大量輸送が可能な船や鉄道、航空機による輸送に転換することです。自動車の排気ガスによる環境負荷を削減することと道路渋滞を解消することを目的とした、運輸省が中心となってすすめている活動です。
|
| モ |
モニタリング・コントロール |
モニタリング・コントロールとは、プロジェクトのタイムリーな状況を把握し、それをあらかじめ設定した目標と比較し、その差に対して対応を行うことで環境変化に対応しようとする活動を指します。プロジェクトの最終的な成果に対するモニタリングはもちろん、プロジェクト各フェーズごとのモニタリングを適切に行うことで、効果的な進捗管理と変更管理が可能になります。 |
| も |
森田療法 Morita therapy |
森田正馬(1918)により,神経質(今日でいう心気症,強迫神経症,恐怖症,不安神経症などを含むもので,森田神経症ともいう)の治療法として創案された。この療法の適応となる対象は,生の欲望(greeds to live)が強く,完璧であろうとして些細な心身の症状にもとらわれやすい素質(ヒポコンドリー性基調)をもち,偶然気づいた誰にでも生じうる生理的な現象を異常ではないかと恐れて心配し,それに注意を集中させるためにその部位の感覚が鋭敏となり,その結果その部位の異常感がさらに強くなってますます注意を集中させてとらわれるという悪循環が形成され,それによって自覚症状が持続していると考えられるような病的状態を呈しているものである。 |
|
|
|
| も |
問題点、 旧来の問題志向型、問題指向型problem-oriented 指導から問題解決型 problem-solvingへ(参照:コーチング手法、問題一直線の指導でなく、新しい発想Ahaを引き出す指導)、 |
問題志向型:
手順:1.発生した問題:方針・目標が明確な場合における現状との乖離、2.探す問題方針・目標が構成員毎に異なる為にあるべき姿が不明瞭な為現状を見ても問題の把握自体が困難な状況、
問題点:基準からズレていること。基準は2種類:(1)原因思考型:現状の基準・ノルマよりのズレを対象とする。(2)将来思考型:望ましいあるべき姿と比較して遅れている状態。
直接的問題点のみでなく、why-whyを最低3回繰り返し、本質的な問題点を洗い出すことが重要である。 |
| モ |
モダブツ(MODAPTS) |
動作時間を身体動作のエネルギー最経済速度(これを100とする)と比較して、身体機能を測定する方法。手首・指・足などを41の動作に分けて測定する。 |
| も |
元方安全衛生管理者 |
統括安全衛生責任者の指揮を受け、現場の安全衛生の技術的・具体的事項を管理するもの。関連―「安全衛生責任者」「統括安全衛生責任者」 |
| も |
元方事業者 |
1. 元方事業者: 同じ場所において行う仕事の一部を請負人に請負わせ、自らも仕事を行う事業者のうち、最上位の事業者(一般的には元請とか親会社)。元方事業者は安衛法の規定により、関係請負人およびその労働者が関係法令を遵守するよう指導や指示を与えることが義務付けられている(違反しないように指導する、違反していると認める時は指示すること;安衛法15条、令7条)。
2. 特定元方事業者(建設、造船):協議組織設置運営、作業間連絡調整、毎日作業場所巡視、関係者請負人の指導、援助(安衛法30条、則638の2)、
3.製造業の元方事業者による連絡調整の措置(安衛法30条の2):
| 元方事業者の講ずべき措置 |
建設 |
造船 |
製造 |
その他 |
| 関係請負人の法令違反の防止措置(指導、指示) |
● |
● |
● |
● |
| 協議組織の設置運営 |
● |
● |
|
| 作業間の連絡調整 |
● |
● |
● |
| 作業場所巡視 |
● |
● |
|
| 関係請負人が行う労働者の安全衛生の為の教育に対する指導援助 |
● |
● |
|
|
|
| モ |
モニタリング monitoring |
継続的に観測して監視すること、継続監視、監視、観測。要件:点検、即時修正・是正対応可能。 |
| モ |
モンテカルロ・シミュレーション |
シミュレーションを行う現象に対して,その入力に大量の乱数を発生させて,出力値を観測することで,その現象を確率論的に解く手法. |
|
|
| |
| ま/や |
| |
| や |
YG性格検査、矢田部・ギルフォード性格検査 |
ギルフォードが開発した性格検査を矢田部達郎らが日本人のために標準化した日本語版。ギルフォードは,さまざまな性格特性は12の基本的な性格特性にまとめられることを発見した。そして,その性格特性の程度についてプロフィールを書いて,その人の性格をあらわした。参照:YGテスト、
|
| ヤ |
ヤーキス・ドットソンの法則 Yerkes-Dodson's Law |
覚醒水準が高くなるに従って精神活動の効率は増すが,正常の域を越えて高くなりすぎて,強い情動が喚起されるような状態になると,精神活動の効率は逆に低下する。このような現象のことをヤーキス・ドットソンの法則という。 |
| や |
役員名簿 executive members |
会長 president、副会長 vice president、常任幹事 executive director, 庶務会計 secretory and treasurer、情報出版委員長 information and publications, chairman、教育研修 education、会員資格 membership、渉外 public relations、監事 auditor, 評議員 councillor、幹事 director |
| や |
役人言葉の手引き(厚労省版)、国会答弁の「適切な言葉」 |
蛇足ながら、通達を読む時の言質の読み替えについて、
(1)「前向きに」人類が絶滅する頃には可能かもしれないという、やや明るい希望を相手に持たせる時に使用、
(2)「鋭意」無理な時、自分の努力だけは印象付けたい時に使用、
(3)「十分」すぐにやりたくないので、時間をたっぷり稼ぎたい時に使用、
(4)「努める」ちょっとは努力するが、責任を取るほど最後まではやらない時に使用、
(5)「配慮する」実際には何もしないが、机の上に積んで置くだけの時に使用、
(6)「検討する」実際には何もしないが、検討するだけの時に使用、
(7)「見守る」部下にやらせて、自分は何もしない時に使用、
(8)「お聞きする」実際には何もしないが、聞くだけの時に使用、
(9)「慎重に」実際には何もしないが、断りきれない時に使用、
参考文献:お役所の掟ーぶっとび霞が関事情、第1刷、宮本政於(まさお)、講談社+α、46~7頁、講談社、東京、1997,. |
| ゆ |
有害物 |
有機溶剤・特定化学物質・鉛化合物・じん肺を起こす粉じんなど、人体に接触または侵入して、工業中毒などの健康障害を起こす物質。有害物の有害性については、急性毒性・慢性毒性などの一般毒性のほか、がん原生・催奇形性・生殖能力への影響を起こすなどの特殊毒性がある。 |
| ゆ |
有機塩素剤 |
有機塩素化合物のうち殺虫剤・除草剤などをいう。DDTなどがあり農薬として使用されていたが、現在では使用されていない。生体の脂肪内に蓄積するので慢性障害を起こす。 |
| ゆ |
有機水銀 |
アルキル基がメチル基またはエチル基であるアルキル水銀化合物。種子の消毒などの殺虫剤や医薬などに用いられる。皮膚からも呼吸器からも、体内に侵入する。中枢神経系に作用して視野狭窄・難聴・言語障害・知覚障害などが起こる。 |
| ゆ |
有機スズ化合物 |
エチル・ブチル・フェニルなどのアルキル基やアリル基にスズが結合したもので、アルキル基が一つの場合をモノアルキルスズ、二つをジアルキルスズ、三つをトリアルキルスズと呼ぶ。さらにこれに水酸基・ハロゲン・脂肪酸などがついた化合物がある。皮膚からも吸収され、神経障害・皮膚障害・肝臓障害などを起こす。 |
| ゆ |
有機物 |
炭素化合物の総称で、無機化合物に対立するものである。有機物は主に炭素・水素・窒素からなり、硫黄・リンを含むものもある。無機物が数万種程度であるのに対し、有機物は50万種を超えている。空気中ではほとんど燃え、300℃前後で分解し、一般には水に難溶で、イオン解離しにくい性質をもつ。 |
| ゆ |
有機溶剤 |
常温・常圧で液体の有機化合物であって、繊維系・ゴム・脂肪・ろうなどを溶かし、溶解する物質とは反応しないもので、溶液から溶剤が除かれると溶けているもの(溶質)がもとの性質で回収される。沸点が低く蒸発の速やかなものが多い。脂肪を溶解する性質と蒸発が速やかな点から、有機溶剤による中毒の危険性は大きい。有機溶剤はガスの形で呼吸器から体内へ侵入するほか、皮膚を通して侵入するものも多い。慢性中毒では神経系・造血臓器・肝臓・腎臓などを障害するものがある。 |
| ゆ |
有機リン剤 |
有機リンを含む製剤のことで、主として農業用殺虫剤に用いられる。ミスト・粉末・液などを飲み下すと吐き気・嘔吐・呼吸困難・けいれん・頻脈・めまい・昏睡から死に至る。また、皮膚から吸収して毒性を示すものがある。 |
| ゆ |
有所見者率 |
健診を受けた人数に対し、実施された検査項目において、なんらかの異常を見いだされた者(有所見者)の数の割合。受診率が少ないと真の有所見者率は分からないおそれがあるし、有所見者の症状の程度は有所見者率からは分からない。 |
| ユ |
ユーザビリティ usability, useablility, 使いやすさ、使い勝手 |
使いやすさ。間違いを起こしにくい操作性。もともとは英語の「usable/useable:使用可能な」の名詞形で、「useful:役立つ」とは異なり、「使い方が分かりづらい」「操作が面倒」といった不便さがない(少ない)という面を表す言葉。どのくらい容易に目的を達成できるか、その製品が持つ機能・性能を十分に引き出すことができるかといったユーザーにとっての有効性、効率性、満足度を示すもので、操作性(取り扱いやすさや誤操作の防止)、認知性(直感的な分かりやすさ)、快適性(心地よさ)、安全性(危険や致命的間違いの防止)などが含まれる。国際規格ISO
9241(VDTを用いたオフィス作業の人間工学的要求事項)による定義では、「ある製品が、指定されたユーザーによって、指定された利用状況において、指定された目標を達成するために用いられる際の有効さ(effectiveness)、効率(efficiency)、およびユーザーの満足度(satisfaction)の度合い」とされている。ユーザビリティの国際規格であるISO
13407(インタラクティブシステムのための人間中心設計プロセス)の定義もこれに準拠する。
|
| ユ |
ユビキタス ubiguitous, ユビキタスコンピューティング ubiquitous computing |
ラテン語:(神は)いたるところに存在する。いつでも、どこでも、何でも、誰でもがネットワークに接続でき、その便利さを享受出来る社会。
あらゆる機器にコンピューター、もしくはその操作が可能な装置が組み込まれ、相互にデータを交換し合い、情報を利用できるネットワーク環境を指す。パソコンや携帯電話だけでなく、腕時計やメガネ、指輪などの装飾品、家電製品などあらゆるものがコンピューティングパワーを持つことがユビキタスコンピューティングの姿とされる。情報技術(information
technology, IT)のユビキタス・ネットワーク社会構築に必要な4条件:ブロードバンド(高速大容量)、携帯電話などのモバイル(移動可能)、どこでも繋がるシームレス(継ぎ目無し)、他人に情報が漏れないセキュリティ(安全)な環境。 |
| ユ |
ユニフィケーション(unification) |
一般に連携、協働と称されるが、本来の意味はいくつかのこと(組織や人)が統合または統一している。あるいは統合、統一され機能することである。 |
| ゆ |
有期雇用契約、有期労働契約 |
パートタイマー・アルバイトの雇用期間は1年間とされる。人身拘束の恐れが薄いことから、労働基準法改正(平成16年1月)により、最長3年間までの契約が結べることになった。契約更新業務の煩雑が解消された。解雇基準を満たした場合、無期労働契約者は1月前予告または1月分予告手当で解雇できる(労基法20条)が、有期契約者の場合は残余契約期間に相当する損害賠償額を支払う必要がある(民法628条)。3年契約者は、1年経過後、いつでも解約の申し入れが可能とされ、使用者側に不利である。以上より、使用者側にとっては、従来どおり、半年程度の契約期間とするのが妥当であろう。
参考: 有期労働契約、期間上限の例外職種(5年までの契約が認められる高度の専門的知識等を有する者として厚生労働大臣が定める基準)、雇い止めと雇用期間の満了退職、契約期間中の退職、契約期間中の解雇、。 |
| ゆ |
誘導運動 Induced Movement |
物自体は,実際には動かなくても,背景全体が動けば,位置関係に変化が起こる。そのとき,ものの方が動いて感じられることがある。このことを誘導運動という。たとえば,雲間の月がゆっくり流れる雲と反対方向に動いて感じられるような場合のことである。 |
| ゆ |
雪による災害、
降雪、積雪時の災害、
雪降ろし、雪下ろし、雪堀り |
降雪時、積雪時の災害防止(新潟労働局)、
屋根の除雪作業、安全確保(パンフレット)、
除雪のコツ教えます(雪土嚢アンカーは目からウロコです、是非ビデオで確認を)
雪下ろし墜落防止システムおよび安全保護具(日本保安用品協会、ミドリ安全)(最初の紐掛けはドローンでもOK)、
屋根除雪作業(十日町労基署)、
もやい結び、「弟子、雪下ろし講習会に行く」エイトノット(二重8の字結び)(朝日町)、綱の結び方、
雪下ろし作業用具(安全帯、命綱、アンカー)(新潟県)、 |
| ユ |
ユーザ満足度 degree of user & customer satisfaction |
* |
| ユ |
ユーザ満足度調査 survey of user & customer satisfaction |
* |
| ユ |
ユニバーサルサービス
universal service |
全国どこにいても均質に受けられるサービス、全国均質サービス |
| ユ |
ユニバーサルデザイン
universal design |
障害者や高齢者なども含め,誰にでも使いやすい形に,設計すること |
| |
|
|
| ゆ |
有機溶剤 |
有機則一覧表、 |
| |
|
|
| ゆ |
有害大気汚染物質 |
1996年の大気汚染防止法改正で,「継続的に摂取される場合にヒトの健康を損なうおそれがある物質で大気の汚染の原因となる」と定義された化学物質.該当する可能性のある物質234種類,優先取り組み物質22種類の他に,大気中濃度の低減を急ぐべき物質(指定物質)として,ベンゼン,トリクロロエチレン,テトラクロロエチレン,ダイオキシン類が取り上げられ,工場・事業場からの排出抑制対策が進められている. |
| ゆ |
有害大気汚染物質の自主管理計画 |
234種類の有害大気汚染物質の中から優先度の高い12物質について,1995年度の排出量を基準として第1期(1997~1999年度)が,1999年度の排出量を基準として第2期(2001~2003年度)が実施された.業界団体ごとに削減目標をあらかじめ立てて,毎年進捗状況を,環境省と経済産業省に報告するチェック&レビューという仕組みを特徴とする. |
| ゆ |
有機炭素吸着定数 |
土壌,底質等の粒子と水が接する系において,化学物質が両相に分配される度合いを表す数値.粒子中濃度/水中濃度として求めた値を粒子中の有機炭素量で補正した値. |
| ユ |
ユニットリスク(unit risk) |
発がん性を有する化学物質に生涯暴露されたときの発がん確率を,媒体中の単位濃度あたりの値として表現したもの.大気の場合の単位濃度は1μg/m3,飲料水の場合は1μg/Lである.暴露濃度を,その単位で表現して掛け合わせれば,簡単に発がん確率が推定できる. |
| ユ |
ユーティリティー, ISO |
一般辞書には「効用」、「役に立つこと」などの訳語が載っており、産業界によって限定された意味で使われることも多いのですが、ISOでは建物、作業場に必要とする電気、ガス、水、蒸気などのエネルギー関連の供給設備を指しておりインフラストラクチャーの一つです。 |
| よ |
予防処置, ISO |
起こり得る不適合、またはその他の望ましくない起こり得る状況の原因を除去する処置をいいます。是正処置は発生した不適合の再発を防止するために取るのに対し、予防処置は発生を未然に防止するために取る処置のことです。例えば業務を進めていく中で、見落としやすいとか、流れが複雑で分かりにくいとか、まだ不適合や事故まで到っていないものの、それらの潜在性を追及し、ことが起こる前に未然に防ぐ活動です。是正処置及び予防処置とも問題の影響に見合ったものとするように規定されていますが、特に予防処置では、まだ不適合が発生していない段階で処置を実施するため、処置に要するコストと予防処置を実施しないで不適合が発生した場合のリスクの兼ね合いにより処置をすることになります。注意しなければならないことは、予防処置は問題の大きさに対して適切な程度とし、遭遇するリスクに釣り合う程度とするのであって、何から何まで考えられ得る原因を探って処置するわけではありません。 |
| よ |
溶脱(leaching) |
降水が土壌中の空隙を鉛直方向に浸透するのに伴う土壌中の溶存態物質の輸送過程. |
| よ |
用量反応曲線(dose response curve) |
化学物質の摂取量を横軸に,有害影響(エンドポイント)の発現確率を縦軸にとり,両者の関係を図示したもの. |
| よ |
予測環境中濃度 (predicted environmental concentration: PEC) |
実測データや数学的なモデルにより求めた化学物質の環境中濃度. |
| よ |
予測無影響濃度 (predicted no effect concentration: PNEC) |
試験生物種の毒性値をアセスメントファクター(不確実性係数に相当するもの)で除することにより算出した,生態系に対して有害影響を及ぼさないと予想される濃度. |
| よ |
要素作業標準 standardized procedure for work element |
* |
| よ |
要求品質 quality requirement |
* |
| よ |
要求品質展開 quality requirement deployment |
* |
| よ |
良き企業市民 |
good corporate citizens |
| よ |
予防原則 Precautionary principle |
国際経済協力開発機構(OECD)が1974年に宣言した原則。「ある行為が環境に影響を与える恐れがある場合(in doubt)には、そのような行為をするな」。 |
| よ |
予防処置, preventive measures、水平展開、横展開 horizontal development |
ある不適合の発生から、その類似プロセスや製品にその対策を拡大し、予防につなげるという考えを伝統的に水平展開、横展開と呼ぶ。この「水平展開」を図るための処置。「是正処置」で再発防止のための対策を施し、その方法が他のトラブルや将来において発生する恐れのあるトラブルに対して有効と判断される場合、予防処置を実施する。「是正処置」と同様に、どういう場面で予防処置を実施するのかという定義を明確化しておくことが重要。中小企業のためのISO9000・ISO/TC176よりの助言(1996年版)には是正処置の例に、使用期限を過ぎた加工肉を使用した仕出し会社の例があげられている。そして、予防処置の解説では、再度、この仕出し会社の例をとりあげ、加工肉の問題とともに、肉以外の他の惣菜に対しても潜在的な問題がないか、配送時期、保管条件、使用期限を調べ、予防処置を講ずることがあるとしている。すなわち、加工肉から未発生の惣菜への水平展開・横展開である。惣菜は、不適合は未発生であるから定義により予防処置である。加工肉の不適合という「現実に起こった不適合」の情報をもとにしていても、この本では惣菜の処置は予防処置として扱っている。ISO9001:2000の用語定義「3.6.4 予防処置、参考2」において、「是正処置は再発予防であるが、予防処置は発生を未然に防止すること。」とされている。 |
| よ |
欲求の階層説 Hierarchy of Needs |
マズローが考えたもので,多様な欲求の関係を整理し5段階に分け,それぞれの欲求は下位の欲求が満足されてはじめて生まれるとした。最下位層に「生理的欲求」をおき,順に「安全を求める欲求」「愛と所属の欲求」「承認と尊敬を求める欲求」とし,最後に自分自身による自己承認・自己尊重の欲求である「自己実現の欲求」へと展開するとして,階層構造を主張した。 |
| よ |
陽子線 |
中性子が原子核に衝撃した場合などに放出される高速度で飛ぶ水素の原子核の流れをいう。 |
| よ |
預託線量当量 |
体内に放射性物質を取り込んだ場合、取り込んでから50年間に人体の器官または組織が受けることとなる総線量当量をいう。預託線量当量には預託実効線量当量よ預託組織線量当量がある。 |
|
|
| |
| や/ら |
| |
| ラ |
ライフサイクル |
ライフサイクルとは、プロジェクトの開始と終了のことを指します。プロジェクトを取り巻く市場環境や競争環境、IT技術やWeb技術そのものは常に急激に変化しているので、それを前提として、適切なプロジェクトの実施期間を設定することが、プロジェクトを計画・実施してゆく上では必要不可欠な条件となります。
|
| ラ |
ライフスタイル分析 |
ライフスタイルとは消費者の生活態度、生活様式のこと。その違いにより対象者を分類していくつかのタイプを設定すると、単に人口特性による分類よりはマーケティング上で役立つことが多い。タイプ分けの結果は製品開発などで役立っている。各タイプごとに消費者の要求や不満を知ることができれば、新製品や関連製品についての発想が得られる。さらに特定タイプに標的をしぼった効果的なマーケティングが展開できる。
分析手順:
(1)データ項目の設定:(あ)生活構造(家計費、生活時間、耐久財保有、生活習慣、メディア接触)、(い)生活意識(価値観、生活目標、購買意識、準拠集団・階層)、(う)生活行動(購買行動、職業活動、余暇活動、社会的活動)、
(2)データ収集:5段階尺度、またはどちらかのカテゴリーを選ばせるの2通り、
(3)データ次元の縮小:調査データは項目別に得られるので項目数=次元数となり、次元数が多すぎて分析が困難である。そこで尺度データなら因子分析、カテゴリーデータなら数量化III類のような多変量解析の手法を用いて次元数を縮小する。この操作で因子分析ならたとえば次のようないくつかの主要因子が選び出されよう。(あ)物的生活の豊かさを表す因子、(い)精神的充実感を表す因子、(う)生活拡充の指向を表す因子。これらの因子の大きさは各項目については因子負荷量として、各人については因子スコアとして計算される。数量化III類ではカテゴリースコア、サンプルスコアとなる。
(4)ライフスタイルのタイプ分け:因子スコアが互いに近い対象者は、ライフスタイルが同一タイプであるとして一つにくくられる。くくりかたはデータ範囲を決めて機械的に行うか、クラスター分析によって行うかである。後者の事例は図を見られたい。図では「因子I」と「因子II」の平面上で各タイプの対象者を位置づけしている。 |
| ラ |
ライフハック LifeHack、Getting Things Done (GTD)「ナレッジワーカー(知識労働者ないし頭脳労働)の仕事術」
|
LifeHack(ライフハック)とは、2004年米国のテクニカルライターのダニー・オブライエンの考案による、情報処理業界を中心とした「仕事術」のことで、いかに作業を簡便かつ効率よく行うかを主眼とした技術(テクニック)。マニア(ハッカー)の長所としての生産性の高さを評価した銘銘。
例:GTD(Getting Things Done)「ナレッジワーカー(知識労働者ないし頭脳労働)の仕事術」:「次に何をやるか」という予定やスケジュールの管理、作業する上での意欲を損なわないための体制作り。
GTDの基本:1.頭の中の「やりかけの仕事」を「すべて」紙に書き出す、2.それぞれの「やりかけの仕事」について望むべき結果を決める、3.定期的にそれらをレビューする。具体的作業手順は、1.収集:頭の中の「気になっていること」をすべて紙に書き出す、2.処理:書き出した事柄について、あるシステマチックなやり方にそって、しかるべきリストに仕分ける、3.整理:作ったリストを、自分が使い慣れているツールに組み入れる、4.レビュー:自分が置かれている状況、持っているエネルギーを把握しつつ、今何ができるかをレビューする、5.実行:今できることの中からやるべきことを実行する。頭脳集団の整理術・5S版。 |
| ラ |
ライブラリー library |
図書館、資料館 収蔵館 閲覧所 書庫 叢〔そう〕書 |
| ラ |
ライフサイクル life cycle |
生涯過程。 |
| ラ |
ライフライン lifeline |
生活に不可欠な水道・ガス・電気などの供給路。 |
| ラ |
ランチェスターの法則 |
ランチェスターの法則とは、英国人ランチェスターが第一次大戦における飛行機の損害状況を調べて得た法則です。一騎打ちの法則とも呼ばれる第1法則と集中効果の法則と呼ばれる第2法則があり、前者からは弱者の戦略、後者からは強者の戦略が導き出せます。(1)弱者の戦略:基本戦略は(他と異なる)差別化で、それには、ア.局地戦(隙間市場(ニッチ市場)、イ.一騎打ち(ライバルの少ない市場を狙う)、ウ.接近戦(スキンシップで戦う)、エ.一点集中(ターゲットを決めて重点化する9、オ.陽動作戦(手の内を読まれないようにする。(2)強者の戦略:基本戦略:(直ちに追随する)ミート作戦で、それには、ア.広域戦(大きな市場を狙う)、イ.確率戦(数打てば当たる)、ウ.遠隔戦(広告を使って離れて戦う)、エ.総合戦(すべての武器を総動員して戦う)、オ.誘導作戦(こちらの有利な場所へと誘導して戦う)。すなわち、市場においては、中小企業と大企業の戦略は異なることになります。
他方、大手の大型コンピューター会社がパソコン製造会社に追い越されるように、新興のベンチャー企業が突然市場を席巻することも事実です。大手の企業の開発部が馬鹿ばかりだからではなく、優秀さ故に逆に当初の市場が小さすぎると看過した為でしょう(いわゆるクリステンセンのイノベーションのジレンマ)。企業が自社の独自性を捉え、破壊的イノベーション(敵がいない新しい市場の開拓や、差別化による市場の再セグメント化)などの積極的に行なうことも重要です。 |
| ラ |
ライン、スタッフ、職長(監督者) |
(第1義) 企業の経営組織で、調達・製造・販売などを担当し、基本的な活動の中軸となる部門。(参考:スタッフ staff:企業の経営組織で、企画・調査・分析などを担当し、専門的立場から製造・販売などの現場に助言や勧告を行う部門。) (第2義)企業組織のうち、局・部・課・係のような上下の組織。職長(監督者)は、日常的に労働者と接する、現場の事業者代理として、事業者より現場管理と作業指導と安全管理を委任されており、労働者の安全衛生管理の責務は重い(安衛法上の安全配慮義務、刑法上の業務上過失傷害致死、民法上の損害賠償など)。それゆえ、職長教育が義務付けられている(安衛法60条)。 |
| ラ |
ライン型安全管理 |
安全の計画から実施に至るまでを、すべて生産ラインを通じて行う管理方式で、安全についての改善策が各部門の職制を通し、生産業務とともに末端まで流れるので、改善策などの措置が早く実施できまた徹底しやすい。しかし、ラインの各級管理者は日常的な業務に追われるため、安全についての知識や情報を身に付けることができにくく、職場の実態に応じた対策がとれない。また、各級管理者の安全に関する理解度に差があるため、トップの方針や考えが現場に徹底しにくいという欠点がある。関連「スタッフ型安全管理」「ラインスタッフ型安全管理」 |
| ラ |
ライン・スタッフ型安全管理 |
ライン組織にスタッフが付置された組織による安全衛生管理方式。安全業務を専門に掌握するスタッフ部門を置く一方、各生産ラインの各層にも安全担当者を配置(専任または業務と兼任)するもの。安全業務の企画・立案・調査・研究などは専門のスタッフ部門で行われるとともに、ラインの各級管理者に安全の責任と権限を与えているので、安全活動が生産活動と遊離しない。運用が適切なら理想的な管理ができる。関連「スタッフ型安全管理」「ライン型安全管理」 |
| ラ |
ラテン・ハイパー・キューブ法 |
確率分布を等しい確率となるいくつかの区間に分割し,各区間の確率分布に応じた頻度で各区間から値をサンプリングする方法. |
| ラ |
ラスパート, ruspert |
亜鉛メッキ防錆塗装機構。3層の皮膜による防錆:第3層=表面焼成層 セラミック系材料による強靭な皮膜で腐食因子の侵入を抑制する。第2層 化成皮膜層
金属亜鉛層を不活性にすると共に表面焼成層との密着を強化することで防錆に寄与する。 第1層 金属亜鉛層 亜鉛の犠牲防食作用により鉄素地の腐食を防止する。
|
| り |
離職率 |
離職の背景:統計、企業分類、
新規採用者の離職率が全国平均の30%を超える場合に1.人間関係、2.待遇面、3.業務、4.将来を検討すべき、
新潟県、離職率統計2016、
|
| リ |
リスク |
あるエンドポイントの発生する確率とそのエンドポイントの重要さの関数. |
| り |
率比(rate ratio: RR) |
暴露因子の疾病頻度に与える影響の強さを非暴露群の頻度に対する相対的な値として示した比. |
| り |
流域下水道 |
複数の市町村にまたがった水域における下水を,広域的・効率的に処理することを目的とした下水道.都道府県が設置・管理しており,幹線管渠および終末処理場を持つ. |
| り |
流出 |
降水が地表傾斜面に沿って流れることに伴う土壌中の溶存態物質の水環境への移行. |
| リ |
リエンジニアリング(ビジネス・プロセス・リエンジニアリング) |
リストラは、不景気から脱出するために、人員削減・経費削減など、いわゆる消極的な合理化策であった。が、効率のよくない業務の見直しと成長部門への人員・資金の投入等の積極的な対応。 |
| り |
リテラシー
literacy |
情報を的確に読み解き,またそれを活用するために必要な能力。読み書き能力。活用能力 |
| リ |
リレーションチャート relation chart |
* |
| リ |
リニューアル rrenewal |
刷新、一新 |
| リ |
リーフレット
leaflet |
宣伝や案内などの目的で配布される,多くは一枚刷りの印刷物、ちらし |
| り |
リアリティ・ショック |
現実と理想のかけ離れに気づいた時の衝撃。
横軸に時間、縦軸に組織への忠誠(ロイヤリティ)とするとバスタブ型のU字型になる。入社時は組織への期待が高く忠実であるが、現実を知ると不安・不信となり、仕事を覚えて自分の役割を見出すと再度上昇する。
人材の確保・定着上、離職・喪失感を避ける為に、リアリティショックを軽減することが必要である。 |
| リ |
リアルタイム
real time |
ふたつのことがらの間に,時間のずれがないこと、即時、同時、同時進行、実時間 |
| リ |
リース |
安衛法において、移動式クレーンや車両系建設機械をリースする場合には、貸与者(リース業者)は相手方に労働災害が発生しないよう、機械の点検や使用上の注意事項などを記した書面を交付することが義務付けられている。またオペレーター付きリースの貸与を受けた側では、オペレーターの資格の確認やオペレーターに対して作業方法などの通知が義務付けられている。
リースlease
企業に委託されたリース会社が、企業に代わって機械設備などの物件を購入し、それを企業に貸し出すこと。
通常、企業が物件を購入すると、それは会社の資産として計上され、減価償却の対象となる。 リースを利用すると、物件はリース会社の資産となり、企業は月々のリース料(経費)をリース会社に支払うことになる。
一般にリースの期間は、リース物件の法定耐用年数を基準に設定される。レンタルとは異り、企業はリース物件の全額を支払う義務を負っている。
☆関連→レンタル、ローン
レンタルrental
レンタル会社が所有する物品を、不特定多数の利用者に対して、比較的短期間貸し出すこと。
借り手は、期間分の使用料をレンタル会社に支払う。
☆関連→リース
ローンloan
融資、貸付などと呼ばれる。企業が設備などを購入する場合、その物件に相応する金額をローン会社から借り受け、それを割賦払いで返済する方式をとる。
リースと異り、購入物件は企業の資産となる。
☆関連→リース 。 |
| リ |
リプロダクティブヘルス/ライツ
(eproductive health/right) |
1994年カイロでの国際人口開発会議で提唱された概念。妊娠中絶・受胎調節など性と生殖に関する女性の自己決定権。国家・男性・医師・宗教などの規制や社会的圧力を受けることなく,女性が選択できる権利。女性の再生産の権利。<BR>メンター
Mentor: メンターとは、仕事上(または人生)の指導者、助言者の意味。メンター制度とは、企業において、新入社員などの精神的なサポートをするために、専任者をもうける制度のことで、日本におけるOJT制度が元になっている。メンターは、キャリア形成をはじめ生活上のさまざまな悩み相談を受けながら、育成にあたる。 |
| リ |
リミットスイッチ |
一種の自動制御の役割を持った電気機器で、接点の開閉によってON・OFFの信号を出すものである。具体的にはクレーンの巻過ぎ防止装置などの安全装置にしようされている。形式を大別すると次のようなものがある。①ねじ形リミットスイッチ②カム形リミットスイッチ③重錘形リミットスイッチ |
| リ |
リンク解析 |
リンクとは、人と人・物と物・人と物との間の情報のやり取りをいう。計器の指針を読むのは視覚リンク・ブザーや号令を聞くなどは聴覚リンク・レバーやスイッチの操作は人から機械に情報を与えるとみなし操作リンクと呼ぶ。複雑な機械や装置の計器や操作具(制御盤やスイッチ)のレイアウトの設計では、操作リンクを中心に考えられる。ただし、異常時や緊急時の共同作業の場合には、視覚リンクや聴覚リンクもきわめて重要となる。 |
| リ |
リージョン, region |
地域、領域、分野 |
| リ |
リードタイム lead time |
受注より、商品やサービス、資材などを発注し、製品を生産し、注文先に納品されるまでに要する時間のこと。通常は日数で表す。休日を除く場合は、営業日数で数え、注文完了から納期まで3営業日と表現。
内訳として商品の企画・開発から製品化されるまでの期間のことを「開発リードタイム」、「調達(購買)リードタイム」「生産(製造)リードタイム」「外注リードタイム」「配送(出荷/物流)リードタイム」などに分解される。 |
| リ |
リエゾン・メンバー liaison member |
liaison 仏、1.連音(語末の子音は通常発音されないが、その直後に母音で始まる単語が来ると、その母音と結合して発音される)、2.連絡担当、連絡調整(コーディネート)、(料理の)つなぎ、つなぐ、つながる、広がる。
リエゾン精神医学(Liaison Psychiatry):患者の精神症状だけでなく,患者-家族関係,患者-医療者関係,時には病棟における医療スタッフ間のメンタルヘルスにも介入することもある幅広い精神科医の活動。 |
| り |
離婚 |
探偵・興信所(株)トップサービス:以下の内容について充実したホームページです:
(1)離婚前に浮気の証拠を確保
■浮気発見の10項目 ■浮気の証拠■探偵・興信所 ■離婚すべきか否か
(2)離婚協議中のトラブル
■離婚届不受理申出 ■婚姻費用分担 ■離婚紛争を有利にする注意事項 ●離婚協議の際の注意 ●別居 ●内容証明郵便 ●家庭内暴力(DV防止法)
(3)離婚の協議事項
■財産分与 ■慰謝料 ●有責配偶者に慰謝料請求 ●愛人に慰謝料請求 ■養育費 ●養育費算定表 ■親権者・親権 ●監護権 ●子の氏の変更 ●面接交渉権 ●祭祀供用物の承継
(4)離婚手続
■離婚手続の4方式 ■協議離婚 ●離婚協議書作成 ●公正証書作成 ●公証役場所在地一覧 ■調停離婚 ●調停申立書 ●家庭裁判所一覧 ●説明資料(上申書) ■裁判離婚 ●裁判離婚の手順 ●離婚裁判提訴は法定離婚原因が必要
●離婚訴訟の訴状サンプル ●有責配偶者からの離婚請求 ■審判離婚 ■離婚届 ■離婚の際に称していた氏を称する届(婚氏続称届) ■弁護士費用 料金
(5)離婚後の公的支援と年金
■離婚後の公的支援 ●相談 ●人的支援 ●金銭支援 ●児童手当 ●休養 ●住居 ●就職 ●優遇制度
■離婚と年金 ●公的年金の種類 ●国民年金の基礎知識 ●厚生年金の基礎知識 ●離婚と年金 ●遺族厚生年金と愛人
(6)離婚関連の法律&LINK
■民法第4編親族 ■家事審判法 ■家事審判規則 ■配偶者からの暴力の防止及び被害者の保護に関する法律 ■個人情報の保護に関する法律 ■担保物権及び民事執行制度改善のための民法等の一部を改正する法律 ■民事関係手続の改善のための民事訴訟法等の一部を改正する法律案要綱。 |
| リ |
リスキー・シフト risky shift |
集団決定が個人決定に比べ,より危険な方向に偏る傾向があることが明らかにされた。この現象はリスキー・シフトという。大勢の集団の中で個人の匿名性が高まり,責任が分散する時に生じる。 |
| リ |
リスク |
リスク=傷害の重大さ(最も重い傷害)×傷害の発生確率(回避の可能性)×暴露時間(暴露頻度)。
参照:産業における安全の価値とリスクアセスメント(向殿政男)。
|
| り |
リスクアセスメント、化学物質のリスクアセスメント |
ADI(Acceptable Daily Intake):許容1日摂取量.
ATSDR(Agency for Toxic Substances and Disease Registry):米国有害物質・疾病登録局.
AUC→濃度曲線下面積。area under the (blood concentration-time) curve
BMC→ベンチマーク濃度。
BMCL (Benchmark concentration lower confidence level ) :BMC の95 %信頼下限値。
BMD→ベンチマーク用量。
BMDL (Benchmark dose lower confidence level ):BMD (バックグラウンドに比較して有害な影響の反応率に所定の変化を生じる用量)の95
%信頼下限値。
CI (Confidence interval ) :信頼区間。
DALY→障害調整生存年数。Disability adjusted life years
EC01 (Effective concentraion ) :死亡リスク(有害な影響)が1 %増加するとされる暴露濃度。
IARC(International Agency for Research on Cancer):国際がん研究機関、
IARC発がん性リスク分類/発癌性リスク一覧:IARC分類、
IRIS(Integrated Risk Information System):統合リスク情報システム(米国EPA作成の毒性データベース).
LC50→半数致死濃度。
LD50→半数致死量。lethal dose 50%
LEC01 (Lower limit on effective concentraion ) :EC01 の95%信頼下限値。
LOAEL→最小毒性量。Lowest Observed Adverse Effect Level
LOEC→最低影響濃度。Lowest Oserved Effect Concentration
MOE→暴露マージン。margins of exposure
MOS→安全マージン、安全域、安全範囲。margin of safety
NOAEL→無毒性量。no observed adverse effect level
NOEC→無影響濃度。no-observed-effect concentration
PBPKモデル→生理学的薬物動態モデル。physiologically-based pharmacokinetics
PEC→予測環境中濃度。predicted environment concentration
PNEC→予測無影響濃度。predicted no-effect concentration
PRTR制度→化学物質排出移動量届出制度。Pollutant Release and Transfer Register
QALY→質調整生存年数。
QALYs (Quality Adjusted Life-Years) :生活の質で補正した余命。
QOL→生活の質。quality of life
RfC→参照濃度。
RfD→参照用量。reference dose
TC01 (Tumorigenic concentration ) :がんによる死亡リスクが1 %増加する濃度。
TDI→耐容1日摂取量。tolerable daily intake
VOC→揮発性有機化合物。Volatile Organic Compounds
WHO(World Health Organization):世界保健機関.
WTP (Willingness to Pay) :(リスク削減に対する)支払意思額。
厚労省 職場のあんぜんサイト: コントロールバンディング、クリエイトシンプルcreate-simple、8時間長時間測定相当なので、短時間曝露の評価の為には検知管又はリアルタイムモニターなど簡易測定が必要、また、リスクが中等以上の場合、簡易測定、個人曝露測定、作業環境測定等を追加すべきであろう、
リスクアセスメントに活用可能な検知管(ガステック)、
リスクアセスメントに活用可能なリアルタイムモニタ(新コスモス)、
曝露限界値OEL(8時間)(短時間=8時間x3)、算術平均値AM、対数正規分布の上側95%値X95=3xAM、曝露比ER=AM/OELx100による管理区分(化学物質の個人曝露測定のガイドライン、日本産業衛生学会)、
測定要否の目安は濃度基準値の1/2とされている(厚労省、化学物質による健康障害防止の為の濃度の基準の適用等に関する技術樹王の指針(2023/4/27、技術上の指針公示24号)、
濃度の評価値:
①管理濃度:場の濃度、作業環境測定、
②抑制濃度:局排装置フード作業点の濃度、局排の性能検査、
③許容濃度:人の曝露濃度、個人モニタリング測定、
許容濃度等の勧告:
(2023年度)、
濃度の基準:8時間濃度基準値、短時間濃度基準値(令和6年5月8日、基発0508第3号)、
|
| リ |
リスクアセスメント, risk assessment |
リスクがもつ重要度、発生確率、影響度などを評価・分析・測定する行動。
リスクアセスメントの簡易法:
(1)危害の酷さと発生確率に基づくリスクレベル判定:
| 区分 |
危害の発生確率(P) |
| P1:数年≦稀 |
P2:半年≦偶に |
P3:半年≦時々 |
P4:頻繁 |
| 危害の酷さ(S) |
S1:かすり傷、打撲 |
I |
II |
II |
III |
| S2:軽傷 |
II |
III |
II |
IV |
| S3:重傷、軽度の後遺症 |
III |
IV |
IV |
V |
| S4:死亡、重篤な後遺症、複数重傷 |
IV |
V |
V |
V |
(社団法人日本労働安全衛生コンサルタント会、平成13年リスクアセスメント研修資料橘良彦)
(2)リスク評価点数(労働安全衛生コンサルタント柏木時彦)による、合計評価点数(危険度の数値化)並びに合計点数によるリスクレベル risk levelの決定、更に、リスクレベルⅢ以上を優先的に改善する対策指導。 |
| リ |
リスク因子 |
リスク因子とは、ISMS認証基準(Ver.2.0)において「結果をもたらす可能性が潜在する物事や行動。」と定義されています。 |
| リ |
リスクマネジメント, risk management |
(A) リスクには、一般的な「損失」や医療事故などでの「期待された結果と現実の結果との相違」があり、ISOでは(1)社会的信用や法の遵守を脅かす「社会的なリスク」と(2)環境に対する悪影響の「環境に対するリスク」がある。
(B) リスクマネジメントとは、(1)組織の使命や理念の達成の為の、(2)マネジメントの1つのツールで、(3)費用効率良く、(4)組織の資産を脅かすリスクを排除する、(5)一連のプロセスと定義される。
(C) リスクマネジメント活動には、1.教育活動、2.情報の管理・共有化、3.再発防止の取り組み(リスクアセスメントプロセス(意思決定手順)は以下の4段階がある)が含まれる:
リスクアセスメントとしての:
(1)リスクの把握 identification ((a) incident reporting system:自発的報告、 (b) (focused)
occurrence reporting system:報告すべき項目をあらかじめ決めておいて、報告義務を課す、 (c) occurrence
screening system:専門の巡回者によるチェック) 、
(2)リスクの評価と分析 evaluation ana analysis。
(3)対応方法の決定 treatment:車の両輪として、事前(proactive)の対応策としてのリスク・コントロ-ル risk control (1. リスクの回避
risk avoidanceと、2. リスクの低減 risk reduction)と、事後(reactive)の対応策の準備としてのリスク・ファイナンス
risk fiance (1. リスクの保有 risk retention:社内資金や準備金などと、2. リスクの移転 risk transfer:保険や契約による移転)があるが、事前の対応策がよりbetterである、
(4)実行結果の再評価 reevaluation)。
(D) システムアプロ-チとしては、リスクマネジメントプログラムの計画、管理、実行担当者としての、専任のリスクマネ-ジャ- (risk manager;
key person、牽引者、支援役、調整役)が必要である。その他のリスクマネ-ジャ-の機能:(1)情報収集・分析・管理、(2)コンサルティング機能、(3)コ-ディネ-タ-(リエゾン、部署間や渉外としての調整)機能、(4)アドバイザリー機能。その為には、リスクマネージャーには以下の知識と経験が要求される:(1)リスクマネジメントに関する知識、(2)自社業務の知識と現場の経験、(3)事業所の管理に関する知識と経験、(4)組織運営に関する知識と経験、(5)事故・紛争・訴訟の関連法規に関する知識、(6)保険・財務に関する知識。
(E) 取り組みのコツとしては、(1)トップの強い意志と意思表示、(2)プロジェクトチ-ムを発足させ、目的や取り組みの対象や牽引役や部署を明確にし、(3)リスクマネジメント・プログラムを検討し、再発防止や情報の管理・共有化や教育活動のシステムやツールを検討し、(4)職員を教育すべきである。
(F) ISO14001規格要求事項では、(1)組織的な「環境に対するリスク」の洗い出しの仕組みや、(2)地域住民からのクレームの対処の仕組みによる信用失墜のリスク回避や、(3)万一の緊急時における組織的対応が求められる。
(G) 注意:risk managementは事前の予防管理で、crisis managementは事後の危機管理の相違がある。
リスクマネジメント一覧(東京海上日動リスクコンサルティング)、 |
| リ |
リスクコミュニケーション, risk communication |
社会を取り巻くリスクに関する正確な情報を、行政、専門家、企業、市民などの関係者間で共有し、相互に意思疎通を図ること。合意形成。
対象リスク:食品、化学物質、環境、医療(1,2)、原子力など。
要点:従来のトップダウンではなく、対話・のこぎり・双方向性の情報発信者・トップの聴く姿勢が重要(1,2,3)。 |
| リ |
リスク回避 |
リスク回避とは、あるリスクに対してそのリスクの破棄、撤退等の行為を行い、リスクを抹消する行為のことです。例えば、個人情報を保有することはリスクが高いので、個人情報は取得しないなどがそれにあたります。 |
| リ |
リスク受容 |
リスクを受容する意思決定のことを指します。つまり、リスクアセスメントによって、リスクが特定されていても、経済的、技術的、人為的などその組織または社会的な要因により、リスクマネジメントできないリスクに対して、組織の最終意志決定者により内在するリスクとして決定を受ける行為をさします。
|
| リ |
リスク評価 |
リスク評価とは、ISMS認証基準(Ver.2.0)において「リスクの重大さを決定するために、算定されたリスクを与えられたリスク基準と比較するプロセス。」と定義されています。「リスクアセスメント」のプロセスの一部です。
リスクの重大さは、発生可能性、影響、現在実施している管理策などから数値で評価し、予め組織で定めた受容可能なリスクの水準(数値)に照らし合わせ、リスク対応の方法を選択します。 |
| リ |
リストラクチャリング restructuring、リストラ |
(1)事業拡張:事業領域の見直しや事業ポートフォリオ(portofolio, レポートなどを束ねて保存する紙挟み・折りかばん、金融資産一覧表、分散投資の組み合わせ、取引先分布状況)の見直し、M&A、アライアンス(alliance,
連合、提携、同盟)活用による事業構造・ビジネスモデルの改革。
(2)事業縮小:不採算部門の売却・アウトソーシング・人員削減:
リストラを告げられたらすぐに返事をせず「家族と相談してみる」などとその場で返事をしないことが大事。そしてそのリストラが正当なものであるかどうかを確かめる必要がある。正当な理由としては、1)解雇の必要性、2)解雇回避の努力義務、3)被解雇者の選定基準が妥当、4)解雇手続きが正当、があるが、この中で会社が怠っている場合が多いのが2と3。ここをつつけばかなりの確率で会社の態度が変わってくる。会社も後ろめたい気持ちがあるのだろう。とにかく簡単にやめそうな人から狙ってくるから要注意だ。労働基準監督署でも相談に乗ってくれる。いまどき簡単に解雇など出来ないのだ。会社が狙っているのは、自主退職。要するに自分から辞めますと言わせたいのだ。その手には乗らないぞ!という気持ちで臨みましょう。
|
| リ |
リスナー技術、積極的傾聴、ロジャース、対人技術、リーダーシップのテクニカルスキル |
傾聴active listening もともとカウンセリングにおけるコミュニケーション技能の一つ。傾聴の目的は相手を理解することにある。それにより、話し手が自分自身に対する理解を深め、建設的な行動がとれるようになるようサポートする。傾聴で大切なのは次の3つとされる。
・言葉以外の行動に注意を向け、理解をする。(姿勢、しぐさ、表情、声の調子などなど)
・言葉によるメッセージに耳を傾け、理解する。
・相手の人そのものに注意を向け理解する。
聞く=物理的、訊く=質問、聴く=耳を傾けるという聞く側の努力の現われ。
ロジャースの積極的傾聴の3条件=共感的理解+無条件の肯定的関心+自己一致(前二者とは異なるが真の信頼関係を築く為)。
ポイント=気持ちが通う:キ:相手の気持ちをキャッチ、モ:もっと詳しく話してもらう、チ:違いを尊重し、話題の内容の違いを確認、ガ:アドバイスよりも話し手の心を移す鏡になる、カ:話よりも何を伝えたいのかを観察、ヨ:お互いの考えを要約する、ウ:うなづいて、関心があることを伝える。的外れな、初歩的な誤謬も、話し手の根底を慮ることが重要。
戒め:「人の口は1つで、耳は2つ」:1つしゃべったら、2つ聞くように・・・神様が人間を作った。 |
| リ |
リソ-ス、資源 |
resources |
| リ |
リーダーシップ |
品質マネジメントシステムの8原則におけるリーダーシップとは、品質マネジメント活動において組織のリーダーが果たすべき責任について定めたものです。JIS
Q 9000:2000において「リーダーは、組織の目的及び方向を一致させる。リーダーは、人々が組織の目標を達成することに十分に参画できる内部環境を創りだし、維持すべきである。」と定義されています。
|
| リ |
リ-ダ-・シップ持論の4つのE(ゼネラル・エレクトニック社J.ウエルチ) |
1.energy 活力、2. energize 部下の勇気づけ、3. edge 危機にあっても決断力がある、4. execute 有言実行 |
| リ |
リ-ダ-とフォロワ- |
leader, follower |
| リ |
リードタイム lead time |
所要時間、調達期間。生産では、製造命令が出てから製品が完成するまでの期間のこと。また、在庫管理では、注文を出してから、注文品が得られるまでの期間をさす(発注から納品までに要する時間のこと)。買い手にとっては、発注から納品までにかかる時間が短いほど、購入する可能性が高まる。ゆえに、売り手はリードタイムを短縮することで、競合他社に対して優位に立つことを目指す。 |
| リ |
リデュース, reduce |
リデュースとは、リユース、リサイクルをする前にごみの量そのものを減らす活動のことです。企業としては、原材料の再利用を繰り返すことによりごみを減らす、使い捨ての商品を作らないなどの活動が挙げられ、個人としては必要のないものを買わないなどの活動が挙げられます。 |
| リ |
リユース, reuse |
使い終わったものを再使用すること。循環型社会(循環型社会形成推進基本法:2000/6/2公布、2000/6/2施行、環境省2002年度版循環型社会白書): 20世紀の大量生産、大量消費、大量破棄の社会経済の仕組みを反省し、国民生活(ライフスタイル)や経済活動(ビジネススタイル)を見直し、物質循環を実現する社会を形成することが強調され、以下の3点を推し進めることが推奨された:(1) リデュース(reduce、適量生産、適量消費を通じて、廃棄物の発生を抑制する), (2) リユース(reuse、再利用), (3) リサイクル(recycle、再生利用)。 |
| リ |
リリ-ス |
通常は出荷を意味するが、最終工程から送り出すだけでなく、中間工程であってプロセスを次の段階に進めることを認めること。
ISO9001では文意によって、リリースの後に“次工程への引渡し”とか“出荷”とかJIS のみの訳注がつけられている。
|
| リ |
リンゲルマン効果、匿名効果 |
社会的手抜き効果とも言われ、人は集団行動や共同作業を行うときに無意識のうちに手抜きをしてしまう。『綱引き』実験:綱を引く「人数」が増えれば増えるほど、『人に頼る心』が生じ、一人一人が「出す力」は減っていく。8人で引くと一人で綱を引く「力」の49%に低下する。心理学用語で『社会的手抜き』、発見者のドイツ心理学者発見者の名にちなんで、『リンゲルマン効果』と呼ぶ。職場環境としては問題であるが・・・ |
| り |
理由、原因 |
理由:人の意思の根拠。原因:人の意思と無関係。 |
| り |
臨床検査室における、ブランチラボ、または、FMS方式の導入 |
(1)「ブランチ」とは検査所(検査センター)の出先の意味であり、一般的に、この方式は、生理検査を病院側の職員が行うとともに、検体検査についてを病院側と企業(現在では、SRL社など大手検査センター企業が主力)が「請負契約」を結び、検査業者が病院の検査施設の一角を利用し、検体検査のための機器・試薬を持ち込むとともに、自社の職員等をしてその業務に従事させるものである。院内では「受託検査室」と呼ばれているところもある。我が国では、1980年頃より検査機器メーカーによって始まり、2004年現在総施設の7%を占める。(2)FMS(Facility Management Service)方式とは、検査業者が、生化学や血液の自動分析機器と、その専用試薬を一括提供し、あわせてコンピュータシステムや帳票類なども提供し、検査実施量に応じて診療報酬を比例配分、または、検査件数による契約単価に応じて、病院から業者に支払われる方式である。検査に係わる業務は病院の職員が行うことになるが、業者が提案するシステム移行に伴う人員の配置問題が起こる。病院側がシステムの構築に対して主体的に対応しているところもあるが、病院検査室の主体性の後退が問題となってくる。わが国では、1970年代後半頃から試薬会社によって始まり、2004年現在総施設の3%を占める。また、病院側と業者側の業務分担やイニシアティブの比重によって「共同運営方式」と呼ばれているところもあるが、FMS方式に変わりはない。 |
| り |
倫理規準 |
ethical principles |
| り |
倫理規定 ethical code |
倫理規定には、環境・公害、差別待遇、有形・無形の会社資産管理、取引先等外部組織との関係などを規律する内容が含まれています。企業は、倫理規定を倫理方針、倫理要綱、倫理綱領、倫理基準、行動規範という形で具現化します。 |
| り |
料金, charge, fee |
ISO10002:2004(苦情対応マネジメントシステムのISO規格)で定義され、苦情対応の9つの基本原則の一つ。苦情申出者に対して料金を請求しないこと(有料サービス登録者の苦情しか受け付けないことを止める)が望ましい。 |
| り |
力量, ISO |
実際にその職務を実行できる能力のことです。たとえば、普通運転免許を持っているもののペーパードライバーでほとんど運転できない人や、運転技術は高いものの日本の公道免許を持っていない人はいずれも日本での運転の力量があるとは言えません。力量とはそれぞれの職務を全うするにふさわしい実行能力をいいます。 |
|
| |
| り/る |
| |
| ル |
ルールを守る職場づくり |
1.要素:マナーエチケット、手順、反復。マナーエチケットの乱れは服装の乱れ、職場の乱れの元となる。ABC:当たり前のことを、馬鹿にしないで、ちゃんとやる。
2.人材が重要:企業から人を取ると止業になる。人財とするか人罪とするかはリーダーによる。
3.職場は将の影(リーダーを映し出す)、
決めたことを守らせる為には:石原立憲(安全技術応用研究会)「生産現場において人はなぜルールを無視するのか」:
1.トップの強い意志(権威への服従):安全第一のトップの意思と日々の仕事を通じた言動、
2.自分たちで自主的に決める(権威と無関係):
(1)守りやすい簡単なことから始める、
(2)自己申告で自主的に決めさせる、
(3)決めたことを書かせる、
(4)書いたものを公表する、
(5)これらを反復して、最終的に本当に守らせたい事項を自主決定させる。、 |
| る |
類型論 typology |
一定の原理に基づいて典型的な性格を設定し,それによって多様な性格を分類してパーソナリティの理解や記述を容易にしようとする立場。 |
| れ |
連合サークル joint QC Circle |
* |
| レ |
「レビュー」, ISO |
ISO9001では「設定された目標を達成するための検討対象の適切性、妥当性、及び有効性を判定するために行われる会議」と定義されています。例えば、皆さんの組織の中で製造手順書や販売手順書を策定している場合、一度策定したからといっていつまでも有効でしょうか。時々見直さないと現実の業務に合わなくなっていたり、中には実際は手順書と別に行動されていることもあるかもしれません。それではせっかく策定した手順書が全く意味のないものとなってしまいます。そのため、現在の手順書が現状の業務にあてはまって役に立っているかどうか、組織にとって有効であるかを見直すことが「レビュー」であり、有効性を保持していく為に必要な活動です。 |
| レ |
「レビュー」, ISO
設計開発のレビュー、検証、妥当性確認 |
| 設計開発 |
レビュー |
検証 |
妥当性確認 |
| 要求事項 |
7.3.4 |
7.3.5 |
7.3.6 |
| 定義 |
検証・妥当性確認を会議する。目標の満足を評価 |
要求の満足。アウトプット(製品設計)によるインプット(明示された具体的ニーズ・期待)の満足を評価 |
要求の背景・本質の満足。アウトプット(試作品)による暗黙の顧客ニーズ・期待の満足を評価 |
| 例:ベンチ |
ペンキの色は周囲の環境と調和しているか。
維持管理がし易いか。 |
ペンキの色は図面通りか。
材質は図面通りか。 |
試作品による実際の座り心地を確認する。 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
志村. 完全理解 品質マネジメントシステムの解釈、グローバルテクノ.
|
| レ |
レジリエンス
resilience |
跳ね返す、回復力、復元力、弾力性、靭性(割れ難さ)、延性(しなやかさ)、折れない・再起する、乗り越える、(心理学)ストレスでポキッと折れるのではない対抗すること、(災害困難)負けない・乗り越える能力・防災力、
反意語:もろさ、脆弱性、
同意語:たくましさ(strength)、頑強性・堅牢性(ロバストネスrobustness)、冗長性、原状への回復、
|
| レ |
レジュメ、レジメ resume 仏 |
要約、大意、要旨、または、それらを印刷したもの。 |
| レ |
レスポンシブルケア |
レスポンシブル・ケアとは、化学物質を製造したり、取り扱う企業が、化学物質の開発から製造、流通、使用、消費、廃棄までの全ライフサイクルに渡って環境や健康、安全面の対策を行い、改善をし、その活動の成果を公表する自主管理活動のことです。 |
| レ |
レッド・フラッグ・サイン red flag sign |
疾患や病態の存在を示唆する、見逃してならない重大な症候。 |
| レ |
レディネス readiness |
学習が可能になるためには,心身ともに一定の発達を遂げていなければならない。このような学習可能な準備状態をいう。 |
| レ |
レビュー review、審査 |
設定された目標を達成するための検討対象の適切性、妥当性、及び有効性を判定するために行われる会議。 |
| レ |
レミニッセンス、回想、記銘 reminiscence |
記銘学習では普通記銘の反復回数が多いほどよく保持される。しかし連続して集中的に反復記銘をする集中学習(Massed Learning)よりも,何回かごとに休みを入れて反復記銘する(分散学習)の方が,完全に学習するまでに要する時間が少なくて済む。また,記銘から時間が経つほど忘却が進むと考えるのが普通だが,原学習が不完全な場合には,学習直後よりもしばらくたってからのほうが再生量がやや多くなる場合がある。この現象をレミニッセンスという。 |
| れ |
連絡会議 liaison meeting |
リエゾン、[lie'zon] ラテン語 ligationem=ligare 結ぶ + tion 名詞化=結ぶこと→フランス語。=ligament。例:原発地域情報会議
liaison meeting in the vinicity of the nuclear power statons. |
| ろ |
労働契約承継法、リンク2、3、、 |
会社分割時の、労働契約の承継に関して、商法規定では、労働者の意思と無関係に労働契約が設立会社に承継されるか否かが決定される。これは、労働者の利害に大きな影響を与えるので、労働者の保護の為に、商法の例外特例を定め、労働者の転籍・残留の異議権と労働協約承継の保護を目的とする。 |
| ろ |
労働者死傷病報告 |
事業者の所轄労働基準監督署長への報告義務。
休業4日以上の負傷、死亡時、遅滞無く、様式23号(安衛則)で届け出る。
休業4日未満は、3月間分を中間集計して、年4回(1月末、4月末、7月末、10月末)に、様式24号(安衛則)で届け出る。 |
| ロ |
ロールシャッハ・テスト Rorschach Test |
10枚の左右対称のインク・プロットからなる検査である。インクのしみが何に見えるか答えてもらい,その反応を記号化,整理する。それに基づいて,被験者の知的,情緒的,対人関係などの各側面について解釈を行っていく。スイスの精神分析医であるロールシャッハは,1921年『精神診断学』を著しロールシャッハ・テストを公表した。 |
| ロ |
ロガー、データ・ロガー, data logger、 |
log:丸太、(木の)幹・胴体:伐採して枝を切り落とした幹本体。 海事航海記録・日誌、logger:伐採者、自動記録装置 (data logger)、
|
| ロ |
ロジスティックス logistics、供給連鎖管理 supply chain management, SCM |
語義:logistics:単数・複数同形の名詞:(業務の)詳細な計画、(商品などの)原材料調達から製品配送までの物流システム全般(管理)、手配、実務業務、後方支援、難事業計画、(軍隊における)兵站(へいたん)業務、兵站学、兵站術(へいたん、兵員、軍需品の輸送、補給)、装備。
ロジスティックスとは、使用者の活動目的や消費者のニーズなどに応じて、原材料・半製品・完成品などの物品、およびサービスや関連情報のライフサイクルの全過程──特に供給・配送・保全──を最適化するための総合的活動。荷主(first
party logistics, 1PL)、(従来型の)物流業者(second party logistics, 2PL)、物流のアウトソーシング業者(third
party logistics, 3PL、長所:3PLを活用することで、荷主企業は最適なロジスティクス提案およびその運用を一括して外部化する。特徴:物流最適化に取り組む範囲のシフト(個別企業→サプライチェーン全体)がある。)。
SCM(supply chain management)と似た概念だが、ロジスティクスはやや物流のニュアンスが強い。このため、「物流」「輸送」と同義語的に使われることも多いが、本来的にはロジスティクスは、モノの機能を最大限に発揮させる“支援”に着目した概念で、供給者と需要者の間における原材料や製品・商品の調達・供給を中核としながら、製品やサービスの企画、開発、設計、製造から、運用、撤去、廃棄、設備メンテナンスに至るライフサイクル全体を対象とし、それらの効率化・最適化する無駄のない企業間取引と物流の仕組みを意味する。
もともとは軍事用語で、兵員・兵器・弾薬・食料・衣類・医薬品など作戦に必要となる資源を作戦計画に従って必要量を計算し、計画、確保、管理、補給する活動をいう。この意味では兵站(へいたん)と訳される。ビジネスの世界で用いられる場合は、「兵站」と区別して、ビジネス・ロジスティクスともいう。
SCMとは、主に製造業や流通業において、原材料や部品の調達から製造、流通、販売という、生産から最終需要(消費)にいたる商品供給の流れを「供給の鎖」(サプライチェーン)ととらえ、それに参加する部門・企業の間で情報を相互に共有・管理することで、ビジネスプロセスの全体最適を目指す戦略的な経営手法、もしくはそのための情報システムをいう。早く言えば、生産ー物流倉庫ー小売店-消費者の全経路の情報を収集し、ボトルネック(全体の足を引っ張る制約条件となる部分)を検出し、改善を目指す。企業にとっての具体的な目的は、納期短縮・欠品防止による顧客満足の向上、流通在庫を含む在庫・仕掛品の削減によるキャッシュフローの最大化などが挙げられる。
経営上、製品開発ー生産ー流通過程のロジスティックス考察により、1.一貫体制企業とするか、2.小規模メーカーにおいて、自社の製品・市場ポートフォリア、経営資源ポートフォリアにおいて、ファブレス企業として、自社は開発・販売に特化した業務として、製造設備資産や人員を要する生産は外注とする。
|
| ロ |
ロープ |
ロープZ,S、キンク、ストランドランド、ヤーン、フィラメント、 |
| ロ |
ロ-ル・プレ-、role play |
(心理学、教育)役割演技 (role-playing) |
| ロ |
ロット lot |
製造業において、まとめて同種の製品を生産する場合の生産単位。例えば、ある製品をまとめて1000個生産した場合、この1000個がロット(1ロット)である。バッチ(batch)も同様の意味で使われるが、業界や会社によってはロットと使い分けられている場合がある。
生産におけるロット(生産ロット、製造ロット)は、同一条件で製造された製品の集まりなので、品質管理の面でも品質が同一の製品の集まりと見なすことができるため、微妙な品質が問われる製品の場合、生産ロット番号が重視されることがある。
生産以外の処理・作業の単位もロットと呼ばれ、発注ロット、購買ロット、納入ロット、運搬ロット、検査ロットなどがある。流通・物流業界においては、輸送、荷役、保管の貨物単位がロット(輸送ロット、物流ロットほか)である。
近年、消費者嗜好の多様化や個性化に伴い、生産においても流通においても、多品種小ロット化が進展している。 |
| ロ |
ロックイン |
ロックイン: 人や企業の行動が、固定化すること。例:企業がポイントカードにより顧客を同じ店に通わせる。
スイッチングコスト: ロックインした状態より、別の状態に変更する為の費用。
コミットメント: 自身の行動を前もって周囲に約束すること。長所:背水の陣のごとく、自らの選択肢を減らすことは、自身の集団の結束力、それによる対抗相手の牽制、強い交渉力を生む。短所:引っ込みがつかず、相手に足元を見られて、損をするようなり、これをホールドアップと称する。
|
| ろ |
論文の評価指標 assessment indices of theses |
(1)適性度 relevance、(2)妥当性 validity、(3)適用性 applicability、(4)実行性 feasibility、(5)影響性 impact、(6)知識脈絡性 knowledge context |
| ろ |
論理的思考、ロジカルシンキング |
論理的思考:明確な根拠に基づき結論を導き出す思考方法。、「結論に対する根拠の妥当性」と「根拠と結論自体の妥当性」があれば、その主張はロジカルであると判断される。 |
| ろ |
労働安全(衛生)コンサルタント |
安衛法の特徴の一つに、事業場の自主的安全衛生活動を促進することをうたっているが、その技術的推進役として事業場のブレーンとなるのがコンサルタント制度である。コンサルタントは他人の求めに応じ、報酬を得て事業場の安全または衛生の診断や診断に基づく指導を行うことができる。コンサルタントになるためには、国家試験が課せられており、さらに一定の登録制度が設けられている。 |
| ろ |
労働衛生 |
労働の過程や作業環境条件などが労働者に及ぼす影響を調べ、より良い労働条件・より高い健康状態・労働能力の向上をもたらす方法などを研究する学問。 |
| ろ |
労働環境 |
労働者をとりまく環境―すなわち作業環境などをいう。作業環境条件としては、作業場の温度・湿度・気流などの作業場気候、建物の設備状態、作業場に発生する粉じん・有害ガス・騒音などがある。これらは、それぞれ単独にあるいは互いに関連をもちながら労働者の健康と作業能率を左右する。さらに労働時間や厚生施設なども、健康障害や作業能率などに影響を及ぼすので広い意味の労働環境に含まれる。 |
| ろ |
労働基準 |
出退勤
外勤・内勤<がいきん・ないきん>
外勤とは、営業や集金、配達、警備などもっぱら社外で勤務する人、場合、またその仕事。外回りをいう。
これに対して内勤とは、事務職などもっぱら社内でデスクワークする人、場合、またはその仕事をいう。
勤務時間<きんむじかん>
出勤から退勤までの時間、あらかじめ会社との契約により決められている所定の時間、拘束されている時間。休憩時間を含む。会社に出ている時間のこと。
欠勤<けっきん>
有給扱いにならない(給料が支払われない)休み。有給休暇として認められた範囲を超えて休む場合、あるいは会社の了解なく無断で休んだ場合は欠勤となる。「欠勤扱い」
コアタイムcore time
☆→フレックスタイム制
残業(時間外)<ざんぎょう>
所定の労働時間を超えて働く場合、これを残業という。休日に働く場合も残業扱いとなる。
時短<じたん>reduction in working hours
労働時間短縮のこと。労働基準法の週40時間制を受け、あらゆる企業に、時短に向けての努力が課せられている。
この実現のためには、いかに労働生産性をあげて、コストを押えるかがポイント。
☆関連→労働時間
出社・帰社・退社<しゅっしゃ・きしゃ・たいしゃ>
勤め先へと赴くことを出社。出先から会社に戻ることを帰社。勤務時間が終わって会社から出ることを退社という。退社は会社を辞めるという意味で使われる場合もある。(=退職)
フレックスタイム制flexible working hours system
変形労働時間制の1つ。一定期間において、所定の労働時間さえ満たしていれば、1日の就業の開始時間と終了時間を自由に設定できる制度。
ただし、一般にコアタイム(勤務が義務づけられている時間帯)が設けられている場合が多い。
有給休暇<ゆうきゅうきゅうか>
休日以外の労働日に、労働者が勤務しなくても出勤したものとみなされ、賃金を失うことなくして与えられる休暇。労働基準表により最低基準が決まっている。
賃金
インセンティブincentive
目標達成を促す刺激策。企業が、従業員や販売店あるいは消費者に対して提供する報奨金や景品など。
「馬ににんじん」などで例えられる。
給料<きゅうりょう>salary
賃金と同義。雇い主が従業員に支払う労働報酬のこと。多くの場合、月給として毎月定期的に支払われる。
給料とその他諸手当を含めた総称を給与(給与所得)という。
コミッションcommission
手数料や斡旋料の事だが、フルコミッション(略してフルコミ)と使われるような場合は、歩合という意味になる。
時給・日給・月給<じきゅう・にっきゅう・げっきゅう>
それぞれ契約形態により、時間ごと、一日ごと、月ごとに支払われる給与の事。時給や日給はパートやアルバイトの契約形態が多い。
賞与<しょうよ>bonus
賞与とは、一般に年二回、夏季(6~7月)と年末(12月)に支給される、数ヵ月分の給料に相当する一時金のこと。
ボーナスともいう。
ストックオプションstock option
自社株を、ある一定期間中にあらかじめ決められた価格(権利行使価格)で買える権利を、会社の役員や従業員に与える制度。
会社の株価の上昇が自分の利益に直結するため、インセンティブの一つとされる。
☆関連→インセンティブ
定昇<ていしょう>
定期昇給の略。企業の設定した賃金表に基づいて、個人の賃金が定期的に昇給されること。
年齢や勤続年数に応じて自動的に昇給される分と、能力や技能のレベルに応じて昇給される分がある。
☆関連→ベア、春闘
年功序列型賃金<ねんこうじょれつがたちんぎん>seniority order wage system
勤続年数や年齢によって、自動的に賃金があがっていくしくみ。終身雇用を前提とした日本独特の賃金体系。
昨今の不況と高齢化、技術革新の進展によって崩壊しつつある。
年俸制<ねんぽうせい>annual salary system
年功序列的な定期昇給の概念に対して、昨今、注目されてきている処遇制度。
過去の業績、実績に基づいて翌年度の報酬を決定するというもの。
歩合<ぶあい>
取引高、生産高、販売額などのある割合に当たる手数料や分配金、報酬の事。
営業の募集広告で「給与○万円以上可能」という表現は完全歩合給の場合が多い。
ベアbase up
ベースアップの略。企業の賃金表(賃金テーブル)全体を底上げすること。一般に物価の上昇分や賃金の世間相場などをもとに、団体交渉によって決められる。
☆関連→定昇、春闘
|
| ろ |
労働者とは、労働者の定義 |
労基法第9条:事業又は事業所に使用される者(使用従属関係)で、その代償として賃金を支払われる者。注:使用従属関係の要件:1.労務を提供する者が使用者の指揮命令下にある。2.当該労働者が一つの組織の中に位置している。3.作業実態上も職場行動上も経済上も、従属関係下に立つ。
安衛法第2条第2号:労基法第9条に規程する労働者。
労働者であると判断される要件:
① 仕事の依頼、業務従事の指示に対して諾否の自由がない 。
② 会社が業務の具体的内容、遂行方法を指示し、業務の進行状況を本人から定期的に報告などにより把握、管理している。
③ 勤務時間が定められ、本人の自主管理および報告により管理している。
④ 当該業務に従事することについて代替性が認められていない。
⑤ 報酬が、時給、日給、月給等時間を単位として計算されている。
⑥ 仕事をする上での機器が会社から無償貸与されている。
⑦ 他の会社の業務に従事することが制約され、または事実上困難である。
労働者性の基準、厚労省、
|
| ろ |
労働分配率 labors' share |
(1)マクロの労働分配率とは、経済活動によって生み出された富が、家計サイド(労働者)にどれだけ配分されているかを表す指標です。算出方法は家計が受け取る『雇用者報酬』を、『国民所得』、あるいは『GDP(名目国内総生産)』で割って計算する。
(2)企業における労働分配率とは、労働分配率(%)=(人件費÷付加価値)×100で、この割合が高ければ高いほど、会社としては人件費負担が重く、赤字に転落する危険性がある。
付加価値: 製造業・建設業=売上高-(材料費+買入部品費+外注工賃)、卸売業・小売業=売上高-売上原価。
(中小企業庁方式)人件費: 製造業=事務員・販売員給料手当+労務費+福利厚生費、建設業=事務員・販売員給料手当+労務費+福利厚生費+退職金、卸売業・小売業=事務員・販売員給料手当+役員報酬+福利厚生費。
ラッカープランによる賃金決定方式:利益・付加価値・儲けに連動した賃金決定方式、労働分配率=(人件費/付加価値)%、儲け(付加価値)x労働配分率=人件費(賃金総額)で、不況時は付加価値が小となり分配率は大となる。ラッカー・プラン(付加価値分配制)では、適正な労働分配率(40%台以下)をキープしつつ、付加価値生産性を上げることで、1人当りの平均賃金を高くしていことが重要。その為にも、経営計画を立てることが必要であろう。ラッカー:アメリカの会計士。
スキャンロンプラン: 過去の平均から標準労務費率を導き出して、売上高x標準労務費率(人件費率)=賃金総額とする。算出額と支払額の差額を賞与として分配する。その結果、日本では賞与原資額の決定に使われる。スキャンロン:アメリカの鉄鋼組合。
|
| ロ |
ログイン
log-in |
コンピューターシステムを使うための接続開始の手続き。接続開始、利用開始 接続 利用 接続登録 利用登録 認証 |
| ロ |
ロードプライシング
road pricing |
環境保護や混雑緩和などを目的に,特定道路の通行や駐車に課金したりまたは別の道路に車を誘導するために料金を安くすることにより,交通量を抑制する仕組み。道路課金制度 |
| ワ |
ワン サンプル ボーリング、
one sample boring, in-depth
analysis of a sampled case |
総合的品質管理、全社的品質管理 total quality control (TQC)の実施法、 |
| ワ |
ワーキンググループ
working group |
委員会などの中に設置される,具体的・実務的な作業や調査をする集まり。作業部会 |
| ワ |
ワーキング・ホリデー制度 |
二国間の協定に基づいて、最長1年間 異なった文化の中で休暇を楽しみながら、その間の滞在資金を補うために 付随的に就労することを認める特別 な制度です。
本制度は、両国の青少年(18~30才)を長期にわたって相互に受け入れることによって広い 国際的視野をもった青少年を育成し、ひいては両国間の相互理解、友好関係を
促進することを目的としています。 |
| ワ |
ワークフロ- workflow |
仕事・業務・作業の流れ |
| ワ |
ワークシェアリング, work sharing、 |
雇用拡大、失業者の救済目的:失業対策の一つ。労働時間の短縮などによって、就業者と失業者が仕事を分かち合うこと。
6手法:
1.労働時間短縮:全労働者の所定労働時間を短縮すること(年間総休日数の増加を含む)によって、減少した時間分を雇用維持・創出に割り当てる、
2.ジョブシェアリング(job sharing) :ジョブシェアリングはワークシェリングの 1つの形態として分類できる。これは、1人分の仕事を2人分で分け、分割した労働時間に応じて賃金なども分割する方法である。たとえば、1人が週2日勤務し、もう1人が3日勤務するなどの形態である。このタイプはまた、再雇用や勤務延長、定年延長など65歳までの高齢者雇用促進型のワークシェアリングとして活用できる。
3.早期退職措置:引退間近の高齢者の労働時間を減らし、その分を失業中の高齢者の雇用機会を創出するとともに、若年者や女性などの失業者に割り当てる。
4.フルタイムのパートタイム化:フルタイム労働からパ ートタイム労働へ雇用形態を切り替え、新たな雇用を生み出すものである。すなわちフルタイム労働者の労働時間を削減してパートタイム労働者とする一方で、その時短分を失業者に割り当てる。
5.長期有給休暇: 長期休暇や年次有給休暇の取得者に代わって、その休暇期間中に失業者を雇用するという方法である。-般に、有給休暇の取得者を対象に教育訓練や再訓練などを実施することから、教育訓練型のワークシェアリングといえる。
6.キャリア・ブレーク(career break): 無給の長期休暇(家族看護・介護休暇のため、長期旅行のため、自己啓発研修のためなど)を取り、職業キャリアを中断(ブレーク)する者の代わりに、失業者を雇用する。
|
| ワ |
ワイヤーロープ
|
構造・用語:
1本の大縄は、心綱(しんづな)の周りを通常6本の小縄(ストランド)が撚り合わされる。1つの小縄は、1層構造(心1本+内層素線(ワイヤ)6本、7本撚り、6x7)、2層構造(心1本+内層素線(ワイヤ)6本+外層素線(ワイヤ)12本、19本撚り、6x19)、3層構造(心1本+内層素線(ワイヤ)6本+中層素線(ワイヤ)12本+外層素線(ワイヤ)18本、、37本撚り、6x37)などがある。
小縄の撚り方は、右回りネジ込み(Z)と左回りネジ込み(S)がある。6山で1ピッチとなる。
加工(画像、ビデオ)、
ワイヤーロープの取扱い、
玉掛け用簡易点検、
廃棄基準、使用禁止基準、、
|
| ワ |
ワイングラス現象、スマイルカーブ現象、キーデバイス、儲かる領域、 |
"ワイングラス現象"実はワイングラスというのは上のワインを入れる部分は太くて、真ん中が細くて下が太くなっています。この太さが利益率と思ってください。コンピューター産業において、下がキーデバイス。部品です。中でも例えばインテルのマイクロプロセッサーとか、そういったキーデバイス。それから上が製品に乗っかるソフトウエアとかサービスですね。この下のキーデバイスと上のソフトウエアとかサービスというのは比較的利益率が高いのです。ところが、昔はこの装置を組み立てるというところもけっこう利益率がよかったのですけれども、最近は価格競争が激しくなったり、競争が激しくなって、ここのところの利益率が非常に低くなっているのです。ですからパソコン業界でみますと、ここ(キーデバイス)がインテルですよね。ここの上がマイクロソフトとか、あとIBMなんかがいろいろとコンピュータのサービスをやっています。ここ(組立)がデルコンピュータとかヒューレットパッカードとか、こういう会社がかなり低い利益率で競争している領域になっているわけです。
つまり真ん中(組立)がいわゆるパソコンメーカーといわれているところがずっと今まではやっていたわけですよね。ところが、それだと利益率が高くないので、そこを電子機器受託製造サービス(electorincs
manufactureing service, EMS)企業にアウトソーシングしてしまおうという考えが出てきた。価格破壊がどんどん来たからということです。 |
| わ |
枠組み、構築, framework、理想的枠組み ideal framework |
骨組み、フレ-ムワ-ク、枠組み、下部構造、足場、骨格、構成、体制、組織、構造、包括、総括 |
| わ |
悪さ加減 warusa-kagen, degree of
badness (to next processes) |
* |
| わ |
割引現在価値 |
現在の1000万円と将来の1000万円は同じではない。その間に発生する金利があるので、将来の金額については金利分を割り引いた金額として比較されるべきである。(NHK、出社が楽しい経済学、2009) |
|
|
| わ/用語 |
| |
品質管理、用語、
参照:匠の知恵、
、 |
ISO 国際標準化機構 Internatinal Organaition for Standardization
アイドル・タイム 休業、休憩、手待ち(仕事時間中にする仕事がなくて、手を空けた状態で仕事がくるのを待っていること)、または何らかの事故などで、生産設備が正常に稼働してない時間
idle time。標準化・平準化が必要。
後手管理 不良が発生してから対策、処置をすること forestalled management
アクション 処置をとること action
アフターサービス 販売した商品の保守、修理を一定期間、無償、有償で提供すること after -sale service
アベイラビリティ 可用性、、つまりシステムの壊れにくさのこと、(故障してもすぐ直ることも含む) availability
R管理図 工程のバラツキを範囲によって管理する為の管理図 R chart
アロー・ダイヤグラム 新製品開発計画を矢線図を用いて改善策を見つける為の手法 arrow diagram
安全スローガン 一般作業者に安全の意義付けを植え付ける目的で掲げる標語のこと safety slogan
安全ルール 安全を確保する為に遵守べき規則のこと safety rule
育成 そだてあげること training
維持 現状の状態を保つこと maintenance
異常原因 工程の状態になんらかの異常が発生した時、その原因をいう abnormal cause
異常値 同一条件下で得た一組の測定値で同一集団に属するもの outlier
因子 実験時に多くのバラツキの原因の中から取り上げたバラツキの原因 factor
受入検査 製品を受け入れた時に行う検査 acceptance inspection
AOQ 平均出検品質のこと average outgoing quality
AOQL 平均出検品質限界のこと average outgoing quality limit
AQL 合格品質水準 acceptable quality level
エージング 製品を一定期間、動作させて初期故障の除去をおこなうこと aging
SQC 統計的品質管理 Statistical quality control
SPC 製品を安定して生産するために管理図などの統計的手法を用い Statistical Process Control
Xbar管理図 計量特性値の平均値の変化を見るXbar管理図を用いて工程を製造工程を管理する技法 Xbar chart
ABC管理 重点管理のこと、金額、件数の占有率が高い項目を優先的に管理をおこなう A-B-C control
FMEA 故障モード影響解析,製品の構成要素の故障モードとその上位アイテムへの影響を解析する技法 Failure mode and effects analysis
FMS フレキシブル生産システム,多品種少量生産に対応した生産方式のこと Flexible manufacturing system
F コスト 失敗コスト,工程内不良品、手直し品、リーワーク費、等のこと Failure cost
FTA 欠陥の木解析、故障の原因を大まかな段階から順々に小さい段階に追究、分解していく方法 Fault tree analysis
MTTF 非修理アイテムの故障寿命平均値 mean time to failure
MTBF 修理系アイテムの故障間の動作時間の平均値 mean time between failures
LCL 中心線の下方にある管理限界線の事。 lower control limit
OC曲線 検査特性曲線のこと。 Operting characteristic curve
オートメーション 機器、調整、制御、管理、あるいは情報処理などを、人間に代わって自動的に行なう機械装置 automation
OA パソコン等を利用して事務作業の効率化を行うこと office automation
OJT 実際の仕事を通して先輩や上司などから教育・訓練を受けること on-the-job training.
オペレーション・リサーチOR 体系の運営に関して起こる種々の問題を科学的、数学的に解決するための具体的な研究 operations research
稼働率 設備、装置が稼動している能率のこと operation rate
稼働ロス 設備、装置の故障、修理等による損失のこと operation loss
解決 問題などをうまく処理すること。また、それがかたづくこと。 solution
改善 問題を解決、対策して良い方向に進めること improve
外観検査 品質の外観についてんその出来映えの良否、等級を判定する検査 products appearance inspection
回帰分析 原因と結果の関係を図、数式によって求め分析していく方法 regression analysis
外注管理 自社の製品を別会社にて委託加工する際に発生する管理のこと subcontracting management
確率 ある事象の起こりやすさの尺度 probability
解析 不良の原因を分析して原因を突き止めること analysis
過剰品質 要求以上の品質特性を備えた商品をさす excessive quality
かたより 推定量の分布の中心と真の値との差 bias
金型 プラスチック成形に用いる金属製の型 metallic mold
完成品検査 製品検査のこと finished goods inspection
感度 計測において入力(測定量)の単位変化量に対応した出力の変化量 sensitiveness
ガントチャート 日程管理図表の一種 gantt chart
官能検査 人の感覚を用いて品質特性を判定する検査のこと sensory test
管理項目 製品の品質を保持するために管理の対象として取り上げた項目 control point
管理項目一覧表 工程を管理する際誰が、何時、何処で、何を管理するかを具体的に control item table
管理図 工程が安定な状態にあるかどうか「を調べる為に用いる図のこと control chart
環境管理 大気,水質,自然環境などを将来にわたって守り,適切に利用していくための管理のこと environment control
間接 直に自らの手で仕事せずに間に仲介役を設けて作業、仕事を行うこと indirectness
かんばん方式 トヨタ生産方式の重要な手法、看板を用いて目で見える管理をおこなう KANBAN system
完成品 最終的に生産された製品のこと finished goods
管理サークル 管理活動を計画、実施、確認、処置の4つのステップで推進していく management cycle
関連図法 要因間の因果関係を図示することにより問題を視覚化し解決の糸口を見出すための手法 relation diagram
規格 寸法、形状、品質などについて定められた標準。標準規格 technical standard
機械 動力装置をつけて作業をするもの machine
協力工場 製品の一部を生産して貰っている工場のこと cooperation factory
記録 書面等にデーター等の事項を記すること record
規格限界 許容できる規格の限界値のこと specification limit
技術標準 製品規格に見合う品質を作り出すために物、設備、方法、人、測定等についての技術情報を盛り込んだ標準書のこと technical standard
きつい検査 調整型抜取検査にて工程平均がAQLより悪いときにロットの判定基準を厳しく行う検査 tightened inspection
QC 品質管理のこと Quality control
QC監査 品質管理体制を監査、診断すること quality control audit
QC工程図 工程を管理する際誰が、何時、何処で、何を管理するかを工程順に分かりやすく図示したもの quality control process chart
QCサークル 同じ職場で品質管理活動を自主的に行う小グループのこと QC circle
QCストーリー 問題を解決する為の基本的な手順。テーマ、選定理由、現状把握、解析、対策、効果確認、標準化、今後の進め方のステップで行う QC story
QCDS 品質、コスト、納期、安全のこと quality cost delivery
QC七つ道具 QC手法の総称①パレート図②チェックシート③特性要因図④散布図⑤ヒストグラム⑥グラフ⑦層別のこと seven tools for quality control
グループ・リーダー 一つの組織の指導者のこと group leader
組み立てライン 部品を組み立てて生産する工程のこと assembly line
偶然原因 品質がばらつく原因で突き止めて取り除くことが困難なやもえない原因のこと accidental error
苦情 品質、サービスのついて顧客が持つ不満のこと complant
クリーン・ルーム ゴミ、チリを可能なかぎり除去した部屋のこと clean room
群間変動 群の間のバラツキのこと(σb2 )のこと variation between subgroup
群内変動 群の内のバラツキのこと(σw2 )のこと variation within subgroup
群わけ 測定値をいくつかのグループに分けること grouping
計数値 不良品数、欠点数等のように個数を数えて得られる品質特性値のこと discrete value
計測器 数、量、長さ、重さなどをはかる器械のこと measuring instrument
軽不良 性能、実用性にほとんど支障を生じないと予測される不良を言う minor defect
計量値 連続量として品質特性値 variable
KKD 経験、勘、度胸のこと experience, intution and determination
KJ法 親和図法のこと、ブレーン・ストーミングを使用してをだし整理統合しながらアイデアを出す方法 affinity diagram
欠点 規格、仕様から外れている箇所 defect
検査 製品を品質判定基準と比較して試験を行い、良品、不良品の判定を下し、またロットの判定基準と比較してロットの合格、不合格の判定を下すこと inspection
検査規格 製品の目標品質を達成する為に製造の各段階で行うべき検査の基準を定めた標準 test specification
検査項目 検査の対象となる項目 characteristics to be inspected
検査個数 検査の対象となる、検査単位の数 number of items to be inspeced
検査水準 調整型抜き取り検査において『ロット』の大きさとサンプルの大きさとの関係を決めるもの inspection level
検査ロット 検査の対象とするロット inspection lot
現地スタッフ 工場のある国、地方で働いている人のこと local staff
現状把握 問題の現状(結果系)を色々な角度から情報を得て次の解析のに活かすためのステップ baseline assessment
限度見本 良品又は不良品となる品質の限度を示した見本 boundary sample
原価 商品を完成させるまでに消費した財貨および用役を単位当りに計算した価(あたい)。コスト cost price
源流管理 品質特性に影響を与える要因を源流に遡って管理すること sourse control
合格 サンプルの試験結果がロット判定基準を満足すると判定した状態 acceptance
効果の確認 QCストリーの6番目ステップで対策をとったらその結果を調べ効果を確認すること effect confirmation
恒久対策 不良が再発しないようにするための対策 permanent fix
公差 規程された許容最大値と規程された許容最小値との差 tolerance
校正 標準器などを用いて計測器の表す値とその真値との関係を求める calibration
工数 ある作業を行うのに必要とされる延べ作業時間・仕事量。人数と時間の積で表される man hour
工場 一定の機械を設備、使用して多数の人が継続的に商品の製造や加工に従事する所 factory
工程 製品の集団を作り出す源泉 production process
工程異常 工程が管理状態でないことをいう out of control
工程解析 工程における特性と要因との関係を明らかにすること process analysis
工程改善 工程能力を調査、研究し改善すること process inprovement
2交代制 2交代制のこと 2 shift operations
工程管理 決められた品質、納期、コストを実現できるように工程の能力を維持管理すること process control
工程能力指数 安定した工程の持つ特定の成果に対する合理的に達成可能な能力の限界 process capability
誤差 測定値から真の値を引いた差 error
故障寿命 非修理アイテムが使用開始後故障を起こすまでの時間 time to failure
コンベヤ 物を連続的に運搬する機械 conveyer
コンベヤ・システム コンベアを使用して生産するシステムのこと conveyer
5W1H法 何故、何処で、何時、誰が、何を、どのようにをキーワードにして改善策を引き出す方法 Why Where When Who What How
5S 整理、清潔、清掃、清潔、躾のこと、現場管理の基本 ①整理:要、不要なものに区分し不要品を捨てる②整頓:必要なものを整った状態にする③清掃:ゴミ、汚れをなくすこと④清潔:清掃された状態を保つこと⑤躾:決められたことを守るための習慣付けを行うこと 整理:discard all unnecessary items、整頓:organize necessary items for ease of use、清掃:clean up your own work area、清潔:maintain a clean environment、躾:adhere to existing rules and standards
コストダウン 生産原価を引き下げること cost down
再検査 不合格になった製品について行う検査のこと re-inspection
在庫管理 一定時点での生産者、販売業者の材料、仕掛り品、製品、商品の手持ち量を管理すること inventory control
最小値 ある範囲のうちで、最も小さい値のこと minimum
最大値 ある範囲のうちで、最も大きい値のこと maximum
座金 ボルトをしめる時、ナットの下に入れる薄い金属板 washer
再現実験 市場、工程で発生した予期せぬ故障に対してそのメカニズムを解析し結果にもとずいて実験室で同じ故障を再現させること reproducibility testing
最終検査 できあがった品物が製品として要求事項を満たしているかどうかを判定するために行う検査 fanal inspection
再発防止 問題に対する改善を行った場合、二度と同じ原因で問題が発生しないように歯止めを行うこと、恒久対策ともいう recurrence prevention
作業ミス 誤って決められた手順以外のやり方や別な部品を使用して生産を行うこと opretion miss
作業員 生産に直接携わって労働者のこと worker
作業単価 時間あたりのその仕事に対する経費のこと。通常は時間あたりの工賃のこと operation purchase unit costs
作業指示票 作業標準に基ずく正しい作業を作業者にわかりやすく指導するための基準となるもの、条件について標準化したものの総称 operation Instruction sheet
作業標準 安全、品質を確保して効率的な生産ができるように各作業のやり方 operetion standard
作業要領書 作業を正しく、安全に行えるように作業手順を決めこれを工程ごとに書いたもの operation manual
3現主義 現場、現物、現実のこと。(site,article,reality)のこと、問題発生時には直ぐに現場へ行き、現物、現実を把握し原因追及を行い処理を取るやり方 sangen principle
残差 推定されたモデルに基づく予測値と実現値との差 residual
散布図 2変数を横軸、縦軸にとり測定値を打点して作る図 scatter diagram
サンプリング 母集団からサンプルをとること sampling
三次元測定器 精密測定器のひとつ Three Dimensional Coordinate Measuring Machine
サンプル 母集団からその特性を調べる目的をもって取ったもの sample
試験 試料の化学的、物理的特性を測定すること test
自主検査 製造部門で直接生産に携わっている人が行う品質チェツクのこと工程内検査ともいう self inspection
市場調査 製品に関する買い手の要求動向や要求、市場の大きさ、市場における製品の評価などを調べることである maketing reserch
仕掛品 まだ、完成品になっている工程に半完成品のこと work in process
システム 所定の業務を遂行するために選定され、互いに連係して作動する一連のアイテム(ハード、ソフト、人間)の組み合わせ。 system
実験計画法 特性値が同じ条件下でも一定にならずバラツキを伴う場合に効率的な実験のやり方と解析を与える方法論。 design of experiments
躾 決められたことを守るための習慣付けを行うこと adhere to existing rules and standards
実績 本当の成績のこと actual result
作業ルール 良い品質の製品を生産するための決められた規則のこと operation rule
失敗コスト 製品仕様に合格しないような材料、製品の不良によって発生する費用のこと failure cost
自働化 機械設備が異常が生じたらそれらの異常を自ら検知し機械が停止するシステムをいう(トヨタ生産方式のひとつ) jidouka
JIT ジャスト・イン・タイムのこと、生産工程において必要な材料を、必要な時に、必要な量だけ供給し在庫を最少にするための方法 just-in-time
尺度 物の寸法や長さ。また、その度合(目盛り) scale
出勤 会社、工場に行くこと go to work
出荷検査 製品を出荷する前に行う検査 delivery inspection
寿命試験 ある規定条件の下でアイテムの寿命に関する試験、寿命の分布特性を知ることを目的とした試験 life test
巡回検査 検査員が随時、工程などの立ち入って巡回しながら行う検査 patrol inspection
仕様書、スペック 材料、製品、工具、設備等について要求する特定の形状、構造、寸法、成分、能力、精度等を定めたもの techical specificaton
ジグ (英jig「治具」を当てる)機械工作で、部品の加工位置を正確に定め、刃物や工具を正しく当てるために用いる道具 jig
冗長性 規定の機能を遂行するための構成要素、又は手段を余分に付加し、その一部が故障しても上位アイテムは故障しないシステム redundancy
上限規格 製品規格の上限値、これを超えることは製品仕様を満たしていないこととなり、規格外れということになる specification with upper limit
説明書 マニュアル 内容、理由、意義などを、よくわかるように述べている書類 manual
条件 物事が実現するのに必要な事柄 condition
定盤 機械加工で、被加工物の測定などに用いる工具 sarfaceplate
消費者危険 不合格したい特定の品質(p1)の検査ロットが抜き取り検査で合格する確率、通常これをβで表す(普通β=0.1) consumer's risk
初期流動管理 新製品の量産開始までに品質を確保し消費者に納入するため生産準備段階から量産開始後の一定期間まで行う、一連の品質管理活動 initial quality assurance system
初期故障 使用開始後の比較的早い時期に設計、製造上の欠点で、使用環境との不適合となどによって起きる故障 initial failure
情報 事柄の内容、様子。また、その知らせ information
信頼性 アイテムが与えられた条件で一定の期間中、要求された機能を果たすことができる性質 reliability
NC数値制御 工作物に対する工具の位置をそれに対応する数値情報で指令する制御 numerical control
水準 あるものの能力を考える時のもとになる程度 level
スケジュール 仕事・議事・旅行などの日々の予定 schedule
図面 建築、機械などの構造・設計を示した図 drawing
寸法 基準とする、または基準になっている長さ。また、長短の度合 measure of /a size
ものさし 長さを測定する計器のこと ruler
推定 未知の集団(母集団)から取り出した見本(標本)をもとに、母集団の平均や分散をおしはかること。 estimation
据付け 取り付け、装着すること installation
正確さ 真の値からのかたよりの程度 accuacy
正規分布 釣鐘型で左右対称な分布のこと、平均値と分散によって定まる。 μ±σ:68.27% μ±2σ:95.45% μ±3σ:99.73% narmal distribution
製造 原料を加工して製品にすること production
生産者危険 合格としたい特定の品質(po)の検査ロットが抜取検査で不合格となる確率、通常これをαで表す(普通α=0.05) producer's risk
生産管理 生産に必要な生産要素の諸活動を計画化し、統制および調整をすること。 production control
生産高 生産して完成した数量のこと out put
生産額 生産してできた製品の合計金額 production amount
生産ライン 製品を製造するコンベアーを使用した工程のこと production line
生産保全(PM) 設備の生産性を高める最も経済的な保全のこと productive maintenace
生産会議 生産計画を検討、決定するための集まり production meeting
生産現場 実際に製品を製造している場所 production job site
製造品質 設計品質を狙って製造した製品の実際の品質、できばえの品質 quality of conformance
製造物責任 PL 欠陥のある製品を使用して使用者が損害を被った際に製造業者が追うべき賠償責任のこと product liability
精度 測定値のばらつきの程度、ばらつきが小さいほうがより精度が precision
製品規格 目的との合致性を確保するために製品または製品群が満たさなければならない要求事項について規定する規格 product specification
製品検査 完成品が製品規格を満たし目標品質を確保しているかどうかを判定するための検査 product inspection
精密さ ばらつきの小さい程度 precision
是正処置 異常が発生した際にその原因を突き止め、対策すること corrective action
設備稼働率 機械、設備の実際に動いている能率のこと equipment utilization
設計品質 製造の目標として狙った品質、狙いの品質ともいう quality of design
ZD運動 ZD(zero defects 無欠点)を目指した良品100%運動のこと zero defects program
セル生産方式 ひとりで部品を組立てて製品を生産する方式、多品種少量生産に向いている cellular manufacturing
全社的品質管理 TQCのこと cmpany -wide quality
全数検査 検査ロットのすべてを検査すること 100% inspection
装置 機械・道具・設備などをそなえつけること、しかけをすること。こしらえ、また、そのしかけや設備。 equipment
増産計画 製品の生産量を増やす為の計画 increased yield plan
騒音計 ノイズ、音の量を測定する計器 niise meter
相関 2変数間の直線的な共変関係、一方の変数が増加すると他方が増加する時は正の相関があるといい、逆の場合は負の相関があるという。 correlation
層別 母集団をいつかの層に分けること。分け方としては作業者、原材料、時間別等にわけデーター解析をわかりやすくする為に行う。 stratifiation
測定 ある量を基準として用いる量と比較し、数値又は符号を用いて表すこと。 measurement
測定誤差 サンプルによって求められる値と真の値との差のうち、測定によって生じる部分。 mesurement error
損失 利益を失うこと。 loss
第一種の誤り あわて者の誤りのこと、仮説Hoが正しいのにHoを捨てる誤り、通常αで表す例としては抜き取り検査で母集団は合格なのに試料判定で不合格と判定した場合の誤り error of the first kind
台帳 ある事柄を記録する大本となる帳簿。原簿 register
棚卸 在庫原材料、製品、商品などの残存量、種類、品質などを調査し、その価額を評価すること stocktaking
体質改善 中身を改良してそのもの自身のシステム、構造を良くすること improvement of one's constitution
多能工 いくつもの作業、仕事ができる作業者のこと versatility worker
ダイヤル・ゲージ 長さの測定器の一つ。スピンドルまたは触針の変位量を、ラックとピニオンで目盛円板上の指針の回転角に変換する dial gage
台車 荷物を運ぶ運搬用の車 ca r t
第二種の誤り ぼんやり者の誤り)の事、仮説Hoが正しくないとき、Hoを捨てない誤り、通常βで表す、例といて抜き取り検査で母集団が不合格なのに試料判定で合格と判定した場合判定した場合の誤り。 error of the second kind
田口メソッド 品質特性のばらつきによる損失をできるだけ小さくする為の方法論、田口玄一氏によって開発された Taguchi's method
立会い検査 発注元の検査員が発注先の工場へ出張して発注先の責任者の立会いのもとで行う受け入れ検査のこと。 on the spot inspeciton
多品種少量生産 たくさんの種類の製品を少ロットで生産し消費者の要望に応えるための生産。 multi-product and
チェツクシート 簡単なマークを記入することにより漏れがなくデータが容易にとれるように合理的に設計されたシートのこと。 check sheet
致命欠点 安全上問題がある不良や製品の基本機能に重大な影響を及ぼす不良のこと critical deect
調整 設備、機械の条件を変更して最適な状態にすること adjust
直接材料費 :製品の製造に伴って直接発生する素材費、原料費(中間製品を含む。)、部品費等の主要材料費 direct materials cost
中央値 メジアンのこと median
注文書 品種・数量・価格など、あつらえの希望や条件を書きつけた書状 order card
中心線 平均値をあわらした線 central line
提案 案を提出すること。また、その案 proposal
手入れ 機械、設備などを最良の状態にすること repair
テスト 実際の使用条件に近い状態で試すこと test
手直し 不良品を修理、点検して良品に仕上げること revamp
TQC 総合品質管理のこと。企業運営を効率的に実施するために方針を立て販売から設計、製造まで全部門が協力して行う品質管理をいう total quality control
TPM 全員参加のPM(生産保全)の略 total productive maintenance
デザインレビュー 新製品の開発段階において設計のみならず製造、品質管理部門等が集まり予想させる問題点、改善点等について検討し設計段階で問題点を可能な限り対策するための手法 design review
データー ある目的に対して推測の基礎となる事実やその事実に基づいて整理した判断材料 data
デバッキング 初期不良を軽減するために使用開始前にエージングを行い欠点を検出、除去すること Debugging
デミング・サイクル デミング(W.E Demming)が示した品質管理サークルのこと、PLAN、DO、CHECK、ACTIONのこと。 Demming cycle
統計的品質管理 品質管理において統計的方法を用いる部分をいう、具体的には度数分布、実験計画、相関分析等である。 statistical quality control
特性要因図 特性と要因の因果関係を系統的に表示した図。 cause and effect deployment
回路計 テスターのこと、電圧、電流、抵抗を測定する計器 tester
特採 特別採用の略、規格はずれ製品を条件付きで使用すること off special acceptance
度数分布 測定値の中に同じ値が繰り返し現れる場合各値の出現度数を並べたもの。 frequency distribution
突発不良 突発的に短期間発生する不良 sporadic defect
トップダウン 企業のTOPが意思決定をして、その指示に従って組織が行動を起こす行動パーターンのこと。 top down
ドライバー ネジを回すための道具 screwdriver
トヨタ生産方式 トヨタ自動車が生み出した生産方式。JITと自働化が有名である Toyota production system
流れ作業 コンベアー等を使用して作業をおこなうこと assembly line
日常管理 日常業務を効率的に行うための活動 daily management
ニッパー ペンチの一種。主に、電線の切断を行うための工具 nippers
抜き取り サンプリングのこと sampling
抜き取り検査 検査ロットからあらかじめ定められた抜き取り検査方式にしたがってサンプルを抜き取って試験しその結果をロット判定基準と比較してそのロットの合格、不合格を判定する検査 sampling inspection
ねらいの品質 設計品質のこと quality of design
ノギス スケールの一端の顎と、スケール上を移動できる顎との間に測定物を挟み長さを0.05ミリ単位まで測定できる精密測定具 calipers
ネジ 物をしめつけるのに用いる、螺旋状の溝のあるもの screw
ハイトゲージ 製品、不品の高さを測定する為の計器 hight gage
破壊検査 製品を破壊してその強度を把握するための検査 destructive inspection
バスタブ曲線 製品及びシステムの故障率のパターンを表す曲線 buth-tub-curve
初物検査 生産工程において製造条件(作業者、設備、材料)が変更された場合に最初の製品ロットに行われる検査のこと original inspedction
ばらつき 測定値の大きさがそろっていないこと、または不揃いの程度 dispersion
パレート図 項目別に層別して出現度数の大きさの順に並べるとともに累積和を示した図 Pareto diagram
半完製品 未完成品のこと semifiished goods
判定基準 検査においてロットの合格、不合格や個々の品質の良否を判定するための基準 criterion
PM分析 慢性不良、故障を低減するために現象を物理的に解析しそのメカニズムを解明する分析方法 PM analysis
ヒストグラム 測定値の存在する範囲をいくつかの区間に分けた場合、各区間を底辺としその区間に属する測定値の出現度数に比例する面積をもつ柱を並べた図のこと histogram
ピッチタイム 同じことを繰り返したり、また一定の間隔で事を行ったりする場合、その時間をいう pitch time
ピンゲージ 穴及び棒の測定をする時に使用するもの pin gage
ひずみ 度数分布図が左右対称でなくどちらかに偏っている時、その度合い skewness
PDPC図 事態の進展とともに色々な結果が予想される問題について事前に考えられる結果を予測して望ましい結果に導くための手法 process decision program chart
非破壊検査 破壊を伴わない検査 nondestructive inspection
ppm 100万分の1を表す単位(10-6) parts per million
標準 手順、方法などを無駄なく、正確におこなわれるようにするために考えられた取り決めのこと standard
評価 品物、対策等についてその価値を決めること evaluation
標準偏差 統計データや確率変数の値の散らばりの度合を示す数値の一つ。分散の平方根のうち負でないものをいい、ふつうσ(シグマ)で表す。 standard deviation
品質 品物又はサービスが使用目的を満たしているかどうかを決定するための評価の対象となる固有の性質、性能の全体 quality
品質管理 買い手の要求に合った品質の品物またはサービスを経済的に作りだすための手段の体系 quality control
品質計画 品質改善を行う為の計画 quality plan
品質工学 機能品質の評価方法と改善に関する工学で田口玄一氏によって体系された quality engineering
品質コスト 予防コスト、評価コスト、失敗コストなどのように品質に関連する費用のこと quality cost
品質水準 品質の良さの程度 quality level
品質機能展開図(QFD) 市場の要求を円滑に技術分野に伝達するための総合的品質管理の手法で、設計に携わる様々な人(市場調査・設計・製造等)が用いる言葉の対応関係およびその強さをマトリックスとして表現することにより異なる部門間の情報伝達の評価を行なう。 quality function deployment
品質特性 品質評価の対象となる性質、性能のこと quality characteristic
品質判定基準 試験した結果について欠点と判定するための基準 quality criterion
品質方針 企業の経営者が品質及び品質管理に関する基本的な考え方を明示する方針 quality policies
品質保証 消費者の要求する品質が十分に満たされたいることを保証する為に生産者が行う体系的活動 quality assurance
品質目標 企業の品質方針にもとずき達成すべき目標を明確にしたもの quality objectives
品質要素 品質を構成する要素 quality element
付加価値 本来の機能、価値により優れた機能、価値を付け加えること added value
ファクト・コントロール 事実に基ずく管理のこと fact control
VE(VA) 価値分析のこと value engineering
フィードバック 仕事や物の流れにおいて後工程での処理結果の内容を情報として前工程へ提供すること feedback
フェイルセーフ 製品およびシステムが故障が生じてもその機能が失われても安全が確保できるように設計すること fail safe
不合格 サンプルの試験結果がロット判定基準を満足しないと判定した状態 rejection
歩留まり 製造ラインで生産される製品から、不良製品を引いたものの割合。不良発生率が高い場合は「歩留まりが低い」といい、逆に不良発生率が低い場合は「歩留まりが高い」という。 yield
不良個数 不良品の個数のこと number of defectives
部品 製品の一部となる品 Parts
フローチャート 作業の手順を図式化したもの。作業の各段階を書き込んだ四角形や円などを線でつないで作る flow chart
不良品 品質安定基準に適合しない検査単位のこと defective
不良率 品物の全数に対する不良品の比率のこと fraction defective
フールプルーフ 作業者の過失を防止するための工夫 fool proof
ブレーンストーミング 集団による自由連想法のこと brain storming
分散 統計データの散らばりの度合を表す数値の一つ。各数値とデータの平均値との差の平方の平均値。 variance
分散分析 測定値全体の分散をいくつかの要因効果に対する分散とその残りの誤差分散に分けて検定、推定をおこなう方法 analysis of variance
平均値 いくつかの数または量の中間の値を持つ数または量の値 mean,average
返品 不良品を製造元に返却すること returned goods
ポカミス 作業者の犯すミスの内、忘れ、ぼんやり、うっかり等の原因で発生するミスのこと careless miss
母集団 統計調査の対象となる事物の集団、標本を抽出するもとの全体の集団。 population
保証期間 メーカーが製品の品質について消費者に責任を負うべき期間のこと warranty term
保全 保護して安全であるようにすること maintenance
保全性 アイテムの保全が与えられた条件において規定の期間内に終了する性質 maintainability
ボトムアップ 下位(現場)の意見を吸い上げてその情報に基づいてトップが意思決定する方法 bottom up
マニュアル 作業方法、使用法等をわかりやすく説明した資料 manual
慢性不良 長期間にわたって慢性的に発生している不良 chronic
未然防止 好ましくない事態が発生しないようにあらかじめ手を打つこと prevention
見本 全体の質や状態などを知らせるために、その一部、またはその物を sample
ムダ取り 不必要なものを排除すること eliminated uselessness
無検査 無試験検査のこと acceptance without inspection
メジアン 測定値を大きさの順に並べたとき、ちょうどその中央に当たるひとつ median
銘柄 ブランドのこと、商品の生産、加工、証明、譲渡などを業とする者が、その商品について brand
目で見る管理 工程の状態把握及び作業ミスを防止するために視覚による工夫 visual control
マイクロメーター ねじを用いた長さ測定器で、固定ナットの中で雄ねじとなっている micrometer
モチベーション 所期の目的を達成するように人々の活動を刺激すること motivation
ユーザーニーズ 広い意味での顧客の要求 user needs
ユーザー満足度 製品やサービスに対する顧客の満足度の違い customer satisfaction
UCL 管理図での上方管理限界のこと upper control limit
要因 特性に影響する原因をいう factor
要求仕様 顧客が製品に対して要求する内容の明細 required specifications
予防コスト 最初から不良が発生したようにする為の費用 prevention cost
予防保全 PM 設備が故障を発生する前に計画的に保全をすること preventive maintenance
4M 生産工程における4要素、人(man)設備(machine)、材料(material)、方法(method) 4M
ランダム・サンプリング 母集団から標本を抽出する際、かたよりを防ぐために、くじ引きや乱数表などによって機械的に抽出する方法 random sampling
ライン編成 新製品及び改善のために生産工程のレイアウトを変更すること line arrangement
リードタイム 製品の発注から納品までの期間。調達期間 lead time
ランニング・コスト 設備を維持する人件費や経費などを総称してランニング・コストという ranning cost
リコール制度 販売した製品が市場にて重大な不良が発生際にメーカーが行う製品回収、修理をいう recall system
量産試作 新製品の量産に入る前に行う試作のこと production trial
良品 品質判定基準に適合する検査単位 non-defective
レイアウト 設備、機械を効率的に配置すること layout
レーダーチャート いくつかの項目間のバランスを見る為の多角形グラフのこと radar chart
劣化故障 特性が次第に劣化し事前の検査によって予知できる故障 graual failure
レンジ 範囲のこと range
ロット 等しい条件の下で生産され、または生産されたと思われる品物の集まり lot
ロットの処置 合格または不合格となった検査ロットにたいしてあらかじめ定められ disposal of lot
労働時間 労働者が使用者のもとで労働する時間 work-time |
|
| |
| 用語/略語 |
| |
| 労働衛生略語 |
| 3R Reduce Refine Replace 削減、改善、代替 |
| AIS Article Information Sheet 製品(アーティクル)情報シート、加工製品における化学製品のMSDSに相当するもの |
| APU Auxiliary Power Unit 航空機の駐機時にエンジン本体が停止している時使用する補助動力装置 |
| AS Activated Sludge 活性汚泥 |
| ASCA Advisory Specialist for Consumer's Affairs 消費生活アドバイザー(経済産業省認定公的資格) |
| ASR Automobile Shredder Residue 自動車のシュレッダーダスト(破砕クズ) |
| AT Alternative Technology 代替技術 |
| BACT Best Available Control Technology 利用可能な最高の管理技術 |
| BAT Best Available Technology(Technique) 利用可能な最高の技術(手法) |
| BATNEEC Best Available Technique Not Entailing Excessive Cost 過大なコスト負担を伴わない利用可能な最高の手法 |
| BCR Biological Clean Room 無菌室 |
| BCT Best Conventional Technology 現行の最高の技術 |
| BDAT Best Demonstrated Available Technology 実証された利用可能な最高の技術 |
| BEI Biological Exposure Indices ACGIHの生物学的曝露指標 |
| BEP Best Environmental Practice 環境に最善の実施技術 |
| Biomediation Bioremediation バイオレメディエーション。微生物(Bio)による浄化 |
| (Remediation) Biotop Biotop ビオトープ。生き物(Bio)、住むところ(Top)、ドイツの造語。人間が生活・活動する所で、本来の生態系が保たれた空間。 |
| BPT Best Practicable Technology 実施可能な最高の技術 |
| B toB Bottle to Bottle ボトルツーボトル。例:使用済みのPETボトルを化学分解し、PETボトル用樹脂に再生する。 |
| CAP Community Advisory Panels コミュニティ諮問協議会。リスクコミュニケーションの取り進めをアドバイスする。 |
| CAP Compliance Audit Program 遵守監査プログラム |
| CDM Clean Development Mechanism クリーンデベロップメントメカニズム。COP3で提案された温室効果ガス削減のための制度 |
| CDQ Coke Dry Quench コークス製造時の乾式消火。窒素等不活性ガスを使用する消火方法 |
| CEV Clean Energy Vehicle クリーンエネルギー自動車。(電気自動車、ハイブリッド自動車、天然ガス自動車等) |
| CL Ceiling Concentration 上限濃度 |
| CP Cleaner Production クリナー・プロダクション。プロセスや製品、サービスの全ての活動で総合的な汚染防止策を継続的に行い、人体や環境に対する危険をへらすこと。ICETTの提言。 |
| CR Chemical Recycle 化学的回収。化学原料回収。 |
| CR Clean Room クリーンルーム |
| CRT Cone-roof Tank コーンルーフタンク。固定式屋根タンク |
| CSR Corporate Social Responsibility 企業の社会的責任 |
| DBL Diurnal Breathing Loss 自動車の燃料タンクからの炭化水素の蒸発 |
| DFE Design for Environment 環境配慮型設計 |
| DPF Diesel Particulate Filter ディーゼル車排ガス中微粒子除去装置。セラミックスフィルターに吸着・燃焼除去。 |
| DSD Duales System Deutschland ドイツの容器包装リサイクルシステム |
| EA Environmental Auditing 環境監査 |
| ECD Environment Conscious Design 環境配慮設計 |
| ECP Environmentally Concious Products 環境調和型製品。環境にやさしい製品。 |
| EFV Environmentally Friendly Vehicles 環境に優しい車 |
| EGR Exhaust Gas Recirculation 排気ガス再循環 |
| EL Eco-Label エコラベル、エコマークともいう |
| EMAS Eco-Management Audit Scheme 環境管理・監査システム EOP End-of-Pipe エンドオブパイプ。排煙脱硫装置や廃水処理装置などのプロセスの排出物を処理する装置。 |
| EP Electric Precipitator 電気集塵機 |
| EPE Environmental Performance Evaluation 環境パフォーマンス(改善履行) 評価 |
| EPR Extended Producer Responcibility 拡大生産者責任 |
| ESCO Energy Service Company省エネルギーの支援。省エネルギー支援事業を行う民間企業。 |
| EVABAT Economically Viable Application of Best Available Technology 経済的に実行可能な最良利用可能技術 |
| FC Fuel Cell 燃料電池 |
| FCC Fluid Catalytic Cracker Unit 流動接触分解装置 |
| FCV Fuel Cell Vehicle 燃料電池自動車 |
| FG Flare Gas フレアーガス。石油精製、化学プロセスからの可燃性ガス。 |
| FGD Flue Gas Desulfurization (Denitrification) 排煙脱硫、(排煙脱硝)。 |
| GACT Generally Available Control Technology 一般的に利用可能な管理技術 |
| GEN Global Ecolabelling Network 世界エコラベリング・ネットワーク. |
| GPN Green Purchasing Network グリーン購入ネットワーク。環境への負荷の少ない商品の優先的購入を進めるネットワーク。 |
| GPP Green Pubulic Purchasing グリーン公共調達 |
| HON Hazardous Organic National Emission Standard (米)危険有害性有機物質排出基準 |
| HSG Health and Safety Guide IPCSの作成した健康と安全に関する指針 |
| ICE International Chemical Environment EUにある化学品の輸送事故に対する情報支援システム |
| ICSC International Chemical Safety Cards 国際化学物質安全性カード, IPCSが作成。 |
| IGR Insect Growth Regulator 昆虫生育制御 |
| IPM Integrated Pest Management 総合的有害生物管理。総合的病虫害防除。 |
| IPPC Integrated Pollution Prevention and Control 統合的汚染防止管理。 |
| IW Industrial Waste 産業廃棄物。事業活動に伴って生じる廃棄物。 |
| LCD Life Cycle Design ライフサイクルデザイン。製品の原料段階~廃棄までの設計 |
| LEV Local Exhaust Ventilation 局所排気装置 |
| MAC Maximum Allowable Concentration 最大許容濃度 |
| MACT Maximum Achievable Control Technology 最大達成可能管理技術 |
| MAK Maximale Arbeitsplats Konzentrationen (Maximum Concentrations at the Workplace) (独)DFGの職業許容曝露濃度 |
| MCL Maximum Contaminant Levels 米国の飲料水中の化学物質の混入の最大許容レベル |
| MEL Maximum Exposure Level 最大暴露レベル |
| MF Membrane Filtration 膜濾過 |
| MNA Monitored Natural Attenuation 科学的自然減衰。モニタリングを実施しつつ自然的な分解により長期間の浄化を目指す考え方 |
| MPI Management Performance Indiation 管理パフォーマンス指標。ISO14031定義:組織の環境パフォーマンスに影響を及ぼす、経営者の努力に関する情報を提供するものである。 |
| MR Material Recycle 物質回収。材料回収。 |
| MRL Maximum Residure Limits 残留最大値。農薬等が食品等へ残留する最大濃度値, 残留農薬とポジティブリスト |
| MSDS Material Safety Data Sheet 化学物質物質等安全データシート、日本では製品安全データシートと称すことが多い。 |
| MSW Municipal Waste, Municipal Solid Waste 都市廃棄物、都市ごみ。 |
| MSY Maximum Sustainable Yield 最大持続収穫量。最大持続生産量。魚類等を枯渇しないで獲り続けることが出来る量。 |
| NAAQS National Ambient Air Quality Standards (米)全国大気質基準 |
| NC Naphtha Cracker ナフサ分解装置 |
| NCC Naphtha Cracking Center 石油コンビナートのエチレンセンターのこと |
| NCEL New Chemical Exposure Limit (米)TSCAの新規化学物質暴露限度 |
| NESHAP National Emission Standards for Hazardous Air Pollutants (米)国家有害性大気汚染物質排出基準 |
| OEL Occupational Exposure Limits 労働者の暴露基準の設定や調節で使用される職業曝露限界 |
| OES Occupational Exposure Standards 職業暴露基準 |
| OHSAS Occupational Health And Safety Audit System ←→ BSI、OHSMS 労働安全衛生監査システム。BSI規格:OHSAS18001。 |
| OHSMS Occupational Health and Safety Management System 労働安全衛生マネジメントシステム |
| OJT On-the-job training 現場実施教育 |
| PA Pablic Acceptance 社会的受容性、公共の理解(容認) |
| PDCA Plan Do Check Action 管理のサイクル、PDCAサイクル |
| PDS Pesticide Delivery System ←→ DDS、IGR、IPM 農薬伝送システム。農薬送達システム。 |
| PEAD Products Environmental Aspects Declaration 製品環境情報。製品の定量的な環境情報を分かりやすくまとめたもの。 |
| PEIDS Product Environmental Information Data Sheet 製品環境情報開示シート。 |
| PEL Permissible Exposure Limit 許容暴露濃度 |
| PERI Public Environmental Reporting Initiative 環境情報開示活動 |
| PETA People for the Ethical Treatment of Animals 動物への倫理的処遇を求める人々。動物実験に反対の立場。 |
| PL Product Liability 製造物責任 |
| PLD Product Liability Defence 製造物責任防御 |
| PLP Product Liability Prevention 製造物責任予防 |
| PP Precautionary Principle 予防原則 |
| PPE Personal Protective Equipment 個人保護具 |
| PS Product Stewardship 化学製品の責任ある管理。製品の開発から廃棄に至るまでの化学物質のリスク管理 |
| PS Plant Site 事業所。同義語:facility |
| PS Power Station 発電所 |
| QA Quality Assurance 品質保証 |
| QC Quality Control 品質管理 |
| QCDE Quality、Cost、Delivery、Environment 品質、コスト、納期、環境(企業マネジメントの4ポイント) |
| R(3R) Material Recycle Chemical Recycle Thermal Recycle リサイクルの3R:物質回収、燃料回収、熱エネルギー回収 |
| R(3R) Reduce Reuse Recycle 減量、再利用、再生 |
| R(4R) Refuse,Reduce,Reuse and Recycle ごみになるものを生産しない、又は買わない。減らす。繰り返し使用する。リサイクルする。 |
| RC Risk Communication リスクコミュニケーション |
| RC Responsible Care レスポンシブル・ケア |
| RDF Refuse Derived Fuel 廃棄物燃料。ごみ・廃プラスチックス等を固形燃料としたもの |
| REL Recommended Exposure Limit NIOSHの法的強制力のない許容曝露限界 |
| RES Renewable Energy Source 再生可能エネルギー |
| RM Risk Management 危機管理、リスクマネジメント |
| RO Reverse Osmosis 逆浸透 |
| RPE Respiratoy Protective Equipment 呼吸用保護具(装置) |
| RPF Refuse Paper and Plastic Fuel 古紙とプラスチックスの固形燃料 |
| RR Risk Reduction リスク削減 |
| SCBA Self-contained breathing apparatus 自給式呼吸器 |
| SDS Safety Data Sheet (for Chemicals) 化学物質等安全データシート(製品安全データシート)。MSDSのことであるが、ISO、EU委員会指令ではSDSの略称を使用。 |
| SG Safety Goods 安全商品、安全な製品。 |
| SMC Sound Management of Chemicals 化学物質総合安全管理 |
| SOP Standard Operating Procedures 標準作業手順書、標準操作手順書 |
| SP Stock Point 在庫拠点 |
| SRI Socially Responsible Investment 社会的責任投資 |
| SS Service Station 給油所。ガソリンスタンド。 |
| ST Safety Toy 安全なおもちゃ |
| STEL <Short-term Exposure Limit 短期間(通常は15分間)暴露限度。 |
| STP Sewage Treatment Plant 下水処理設備。下水処理場。 |
| TAC Total Allowable Catch 許容漁獲量。漁獲可能量。漁獲量の上限。 |
| TLV Threshold Limit Value 許容濃度閾値 |
| TLV-C Threshold Limit Value Ceiling 許容濃度閾値-上限値 |
| TQEM Total Quality Environmental Management総合的環境品質管理 |
| TR Thermal Recycle 熱回収。 |
| TWA Time Weighted Average 時間加重平均(通常の1日8時間、週40時間労働の時間加重平均濃度) |
| UF Ultra Filtration 限外濾過 |
| VPE Voluntary Plan on Environment ボランタリープラン。自主的環境対応計画。 |
| WTA Willingness to Accept Compensation 受入補償額。(産業廃棄物の再利用事業等) |
| WTP Willingness to pay 支払い意志額。(産業廃棄物の再利用事業等) |
| WWT Waste Water Treatment 廃水処理 |
|
|
|
| |
| 略語/結語 |
|
| 最後に、管理人からの愚痴 |
①最近、自分が年をとったのかもしれないが、無責任で先送りの風潮があからさまとなり、とても腹立たしい。大人の責任のとりかたは、決して、マスコミの前で、一列に並んで頭を下げることでも、同情を請うのか痴呆になった様なおっさん泣きでもないはずだ。経営者だけでなく部下の文書にも、具体的なデータも無い、結論も無い、期限も責任者も明記されていない、主語の無い、そして、有るのは希望的総論!ウンザリである。
②でも、直属部下や他施設の安全・衛生スタッフに接しながら、(当然、年代的に知己ではないのではあるが)、同じ高校(旧制中学)の先輩の山本五十六の言葉をしみじみと噛み締める:「やってみせ、教えてみせ、やらせてみて褒めなければ、人はついて来ない。」 |
|
|
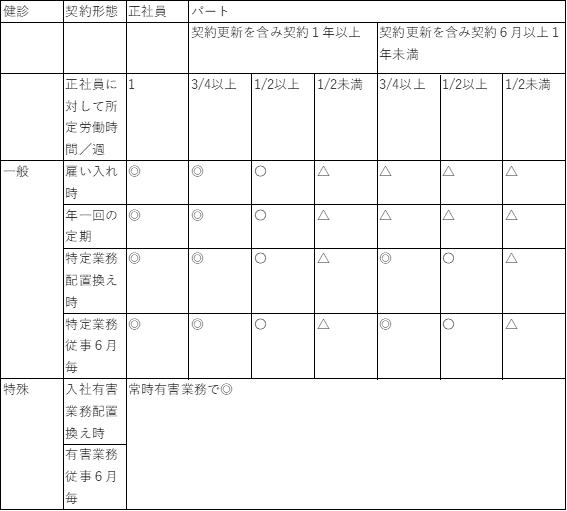
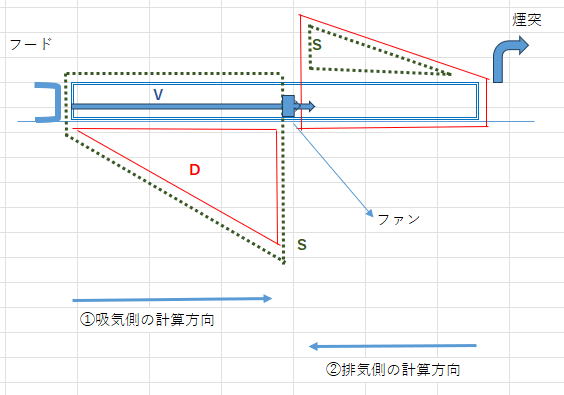
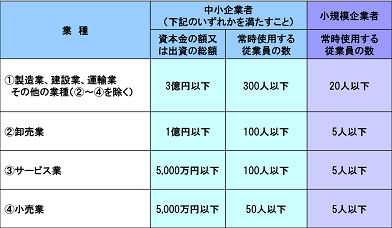
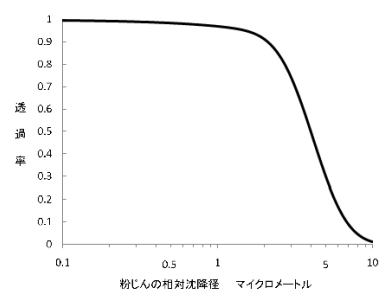
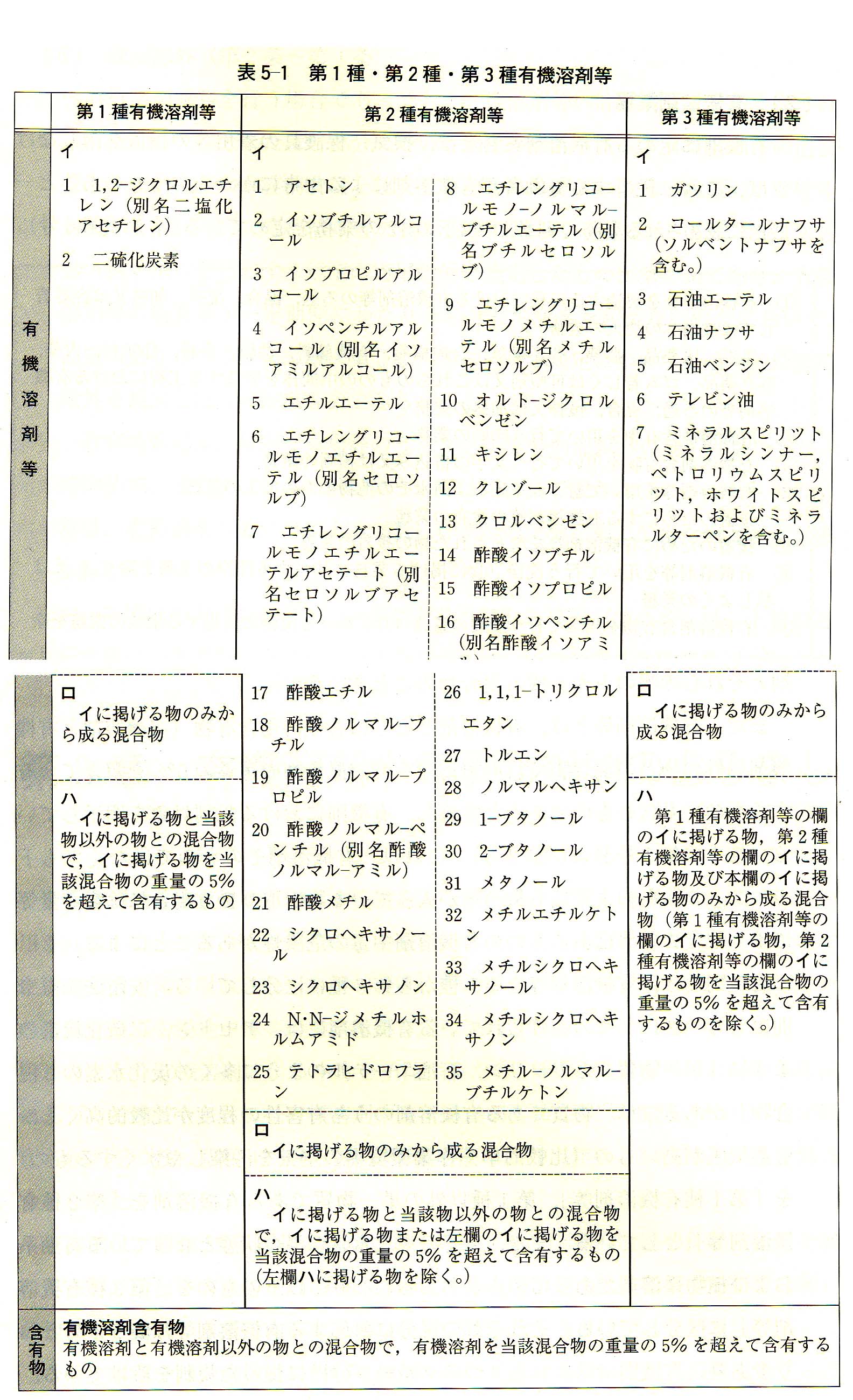{kind=link}
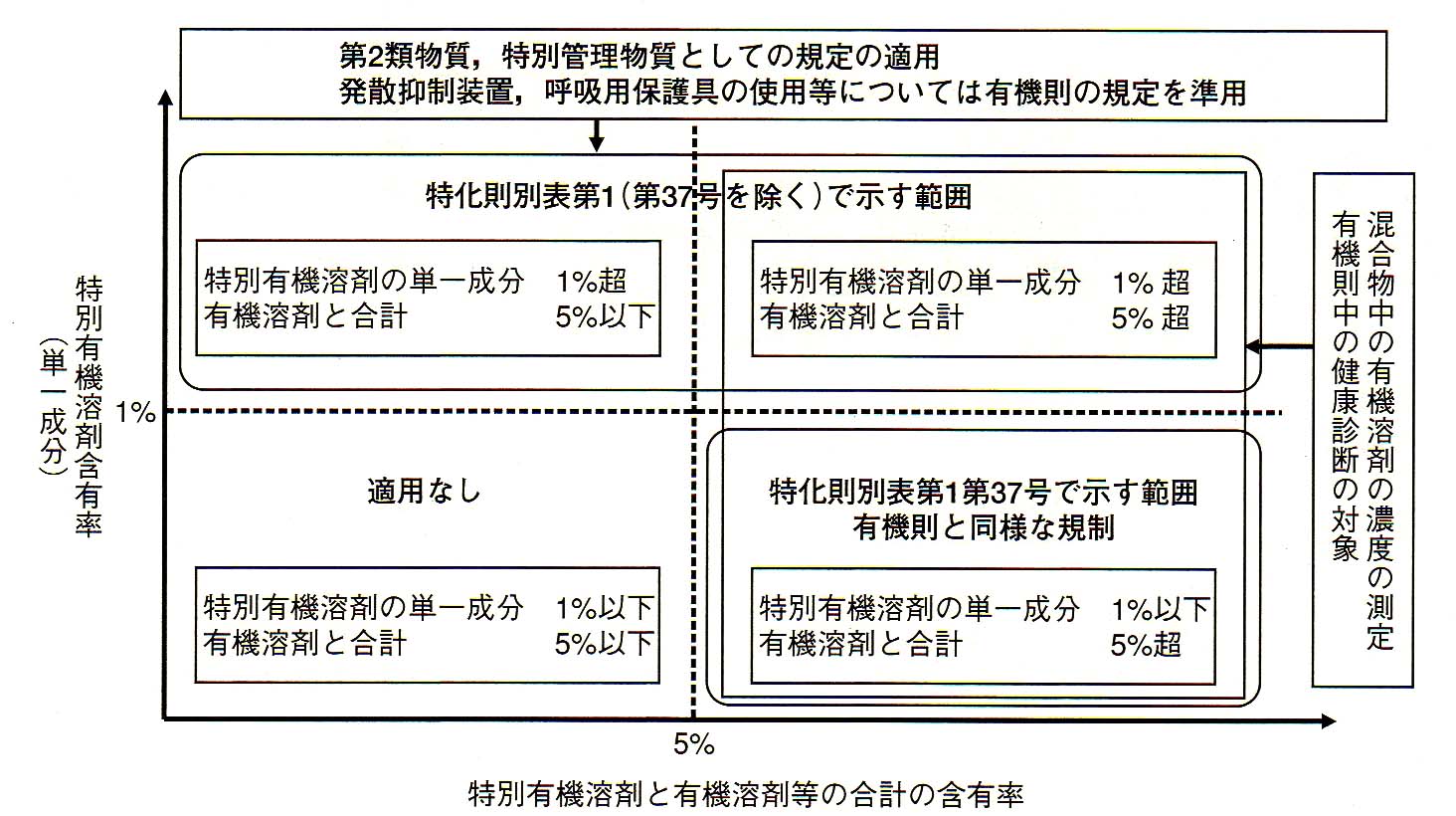{kind=link}
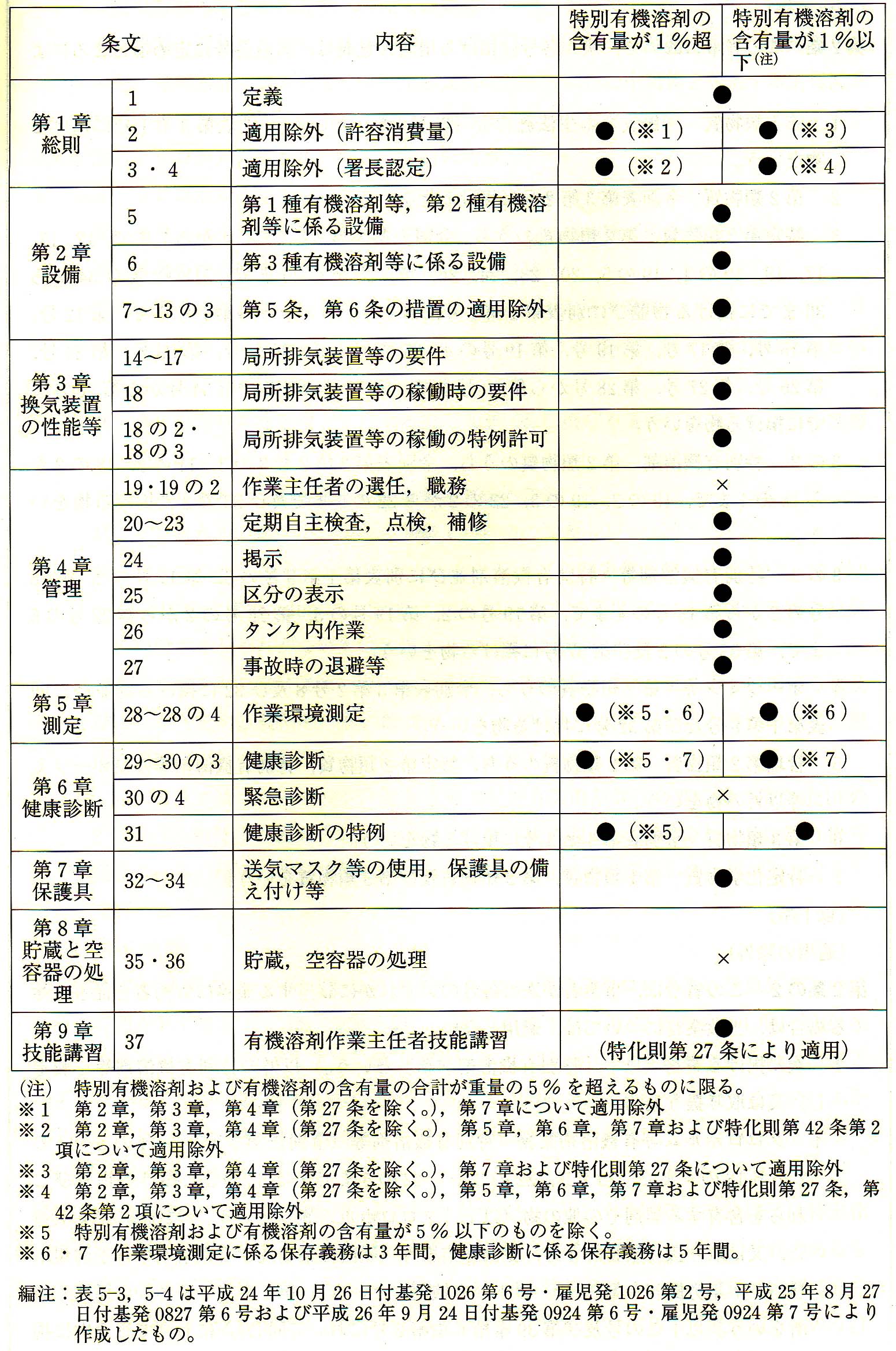{kind=link}
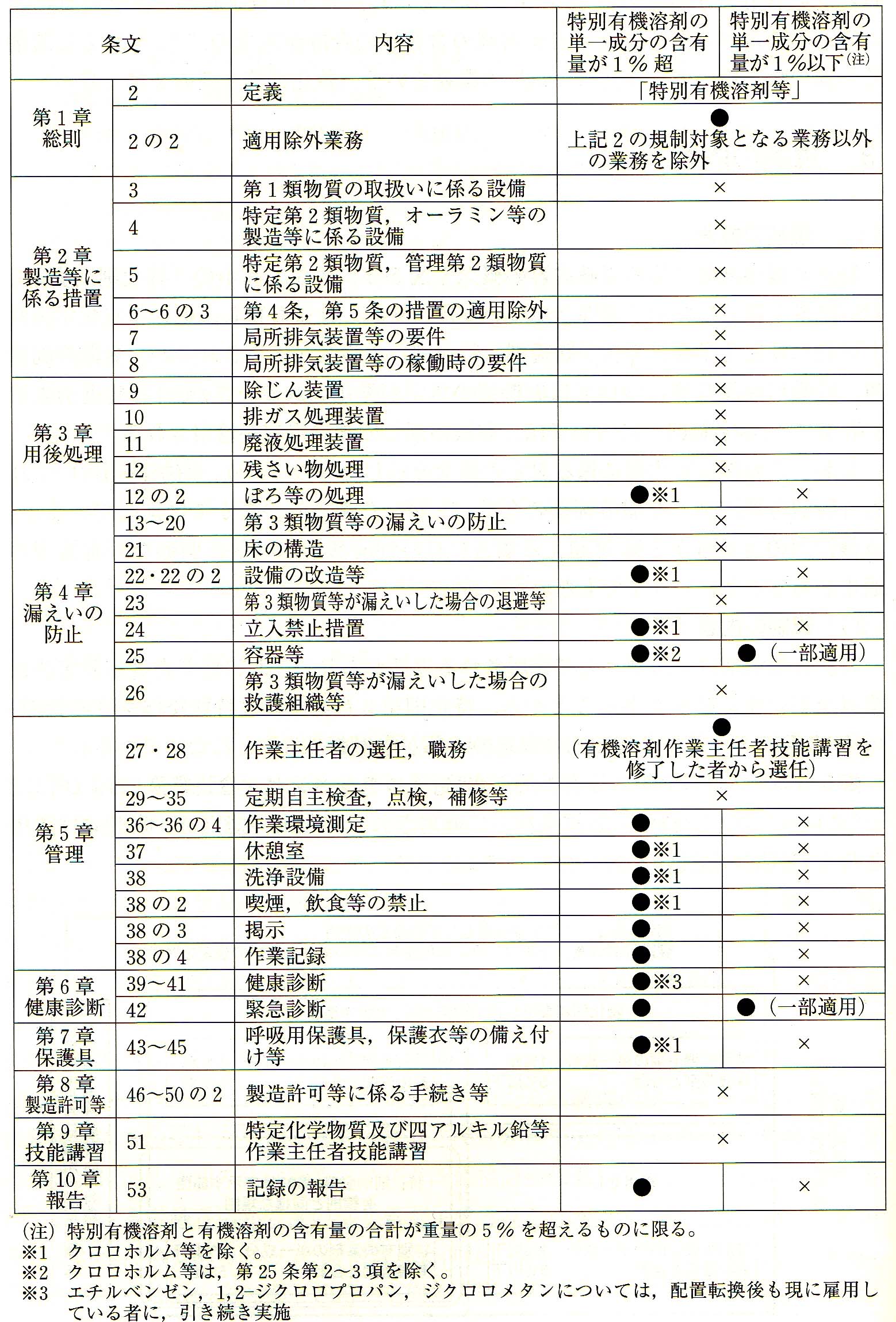{kind=link}
{kind=link}
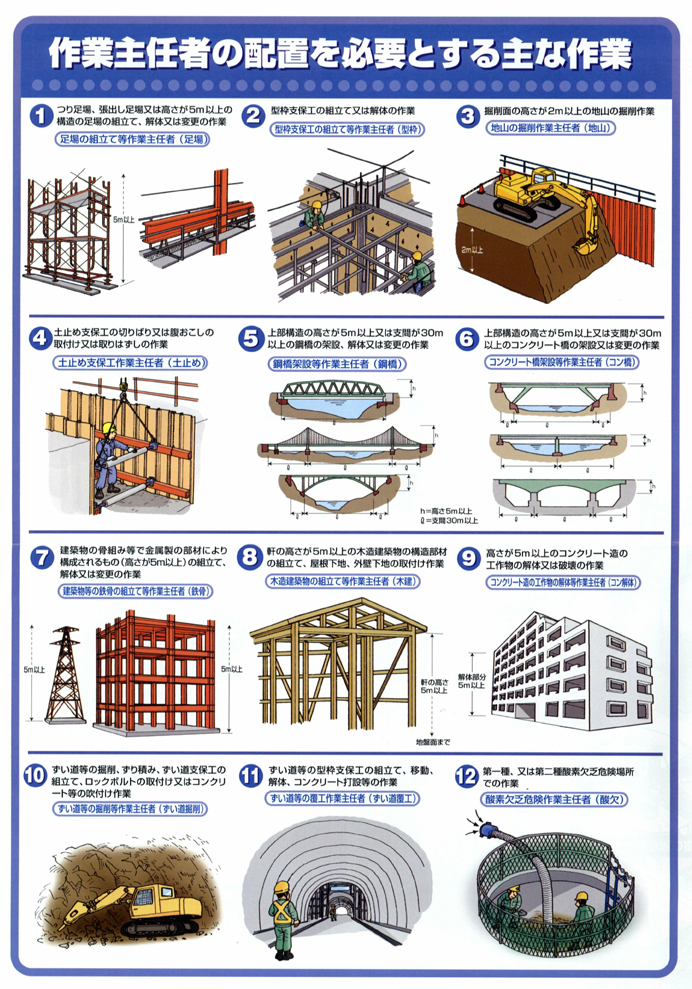{kind=link}
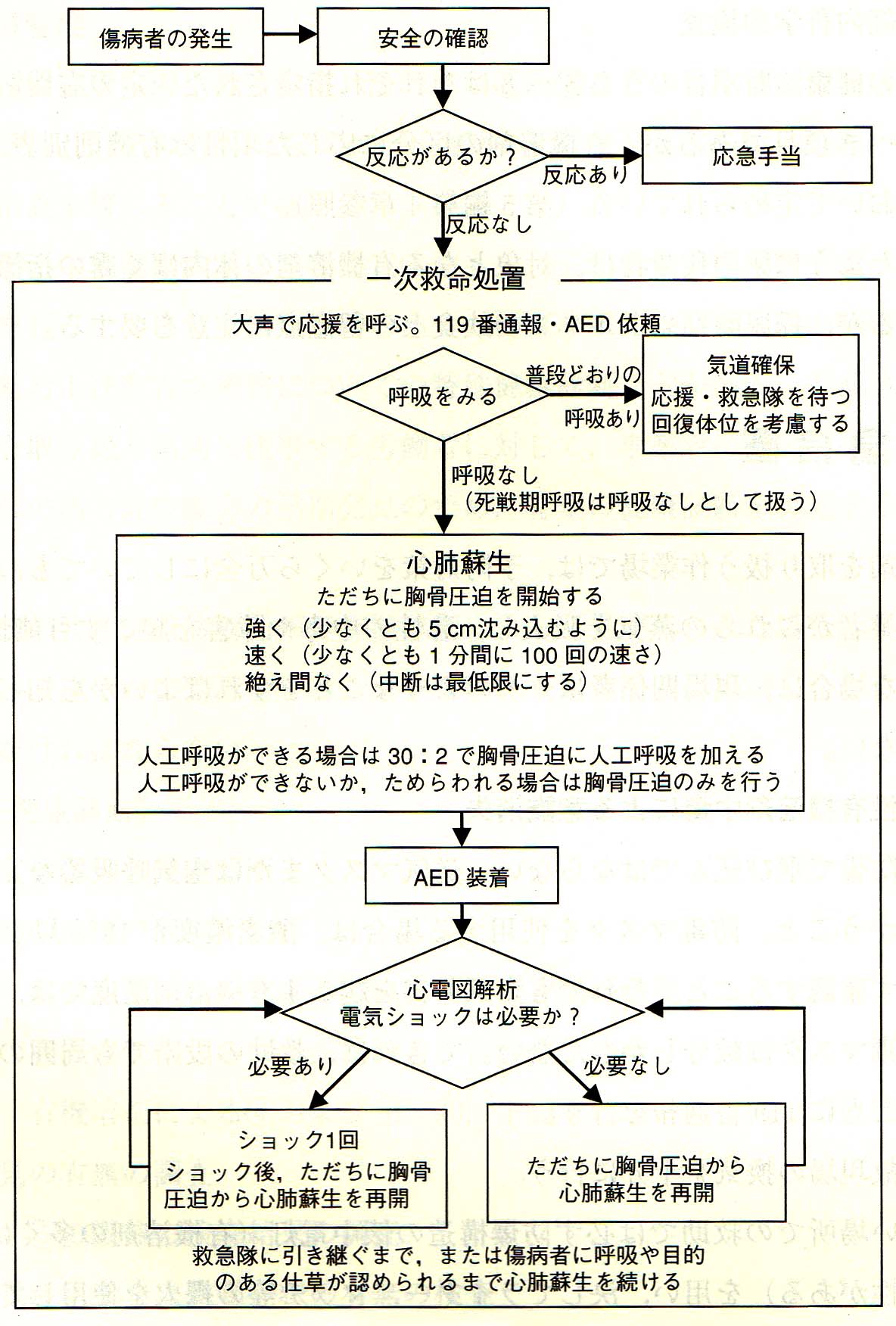{kind=link}
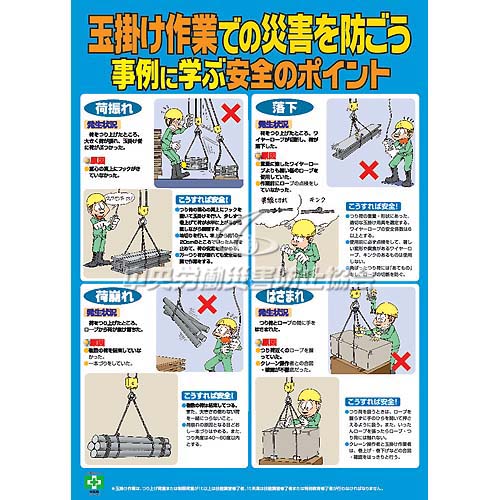{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
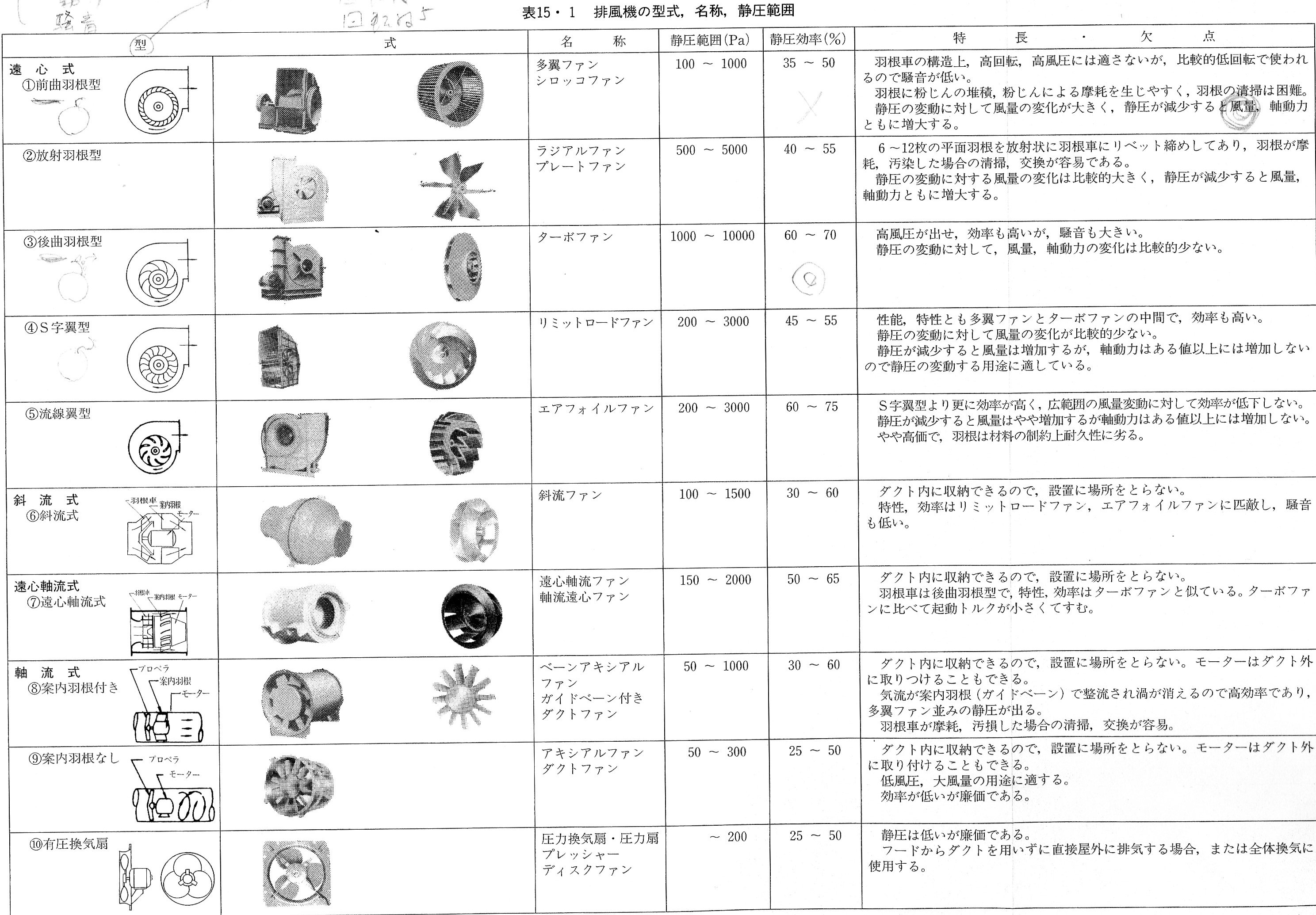{kind=link}
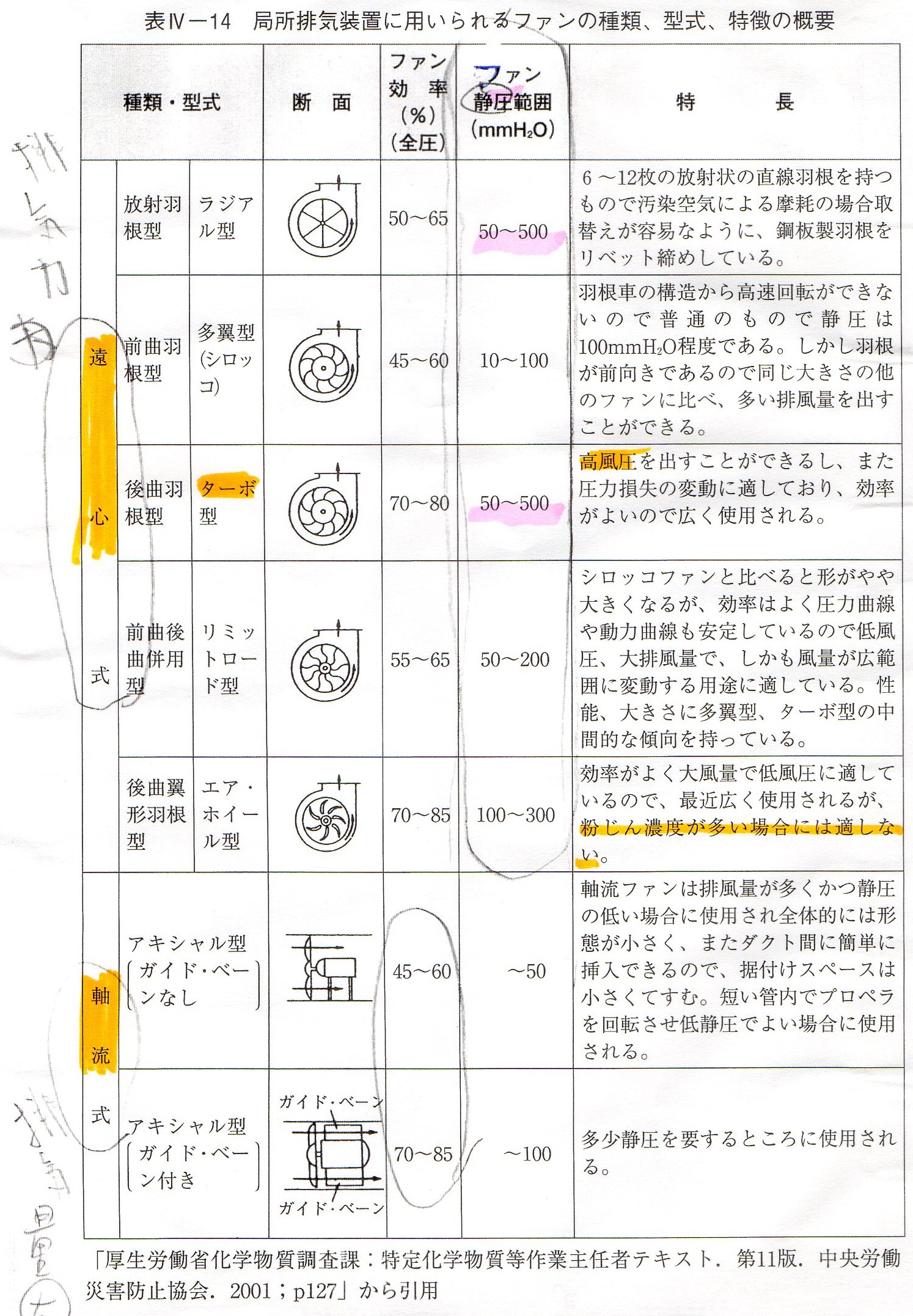{kind=link}
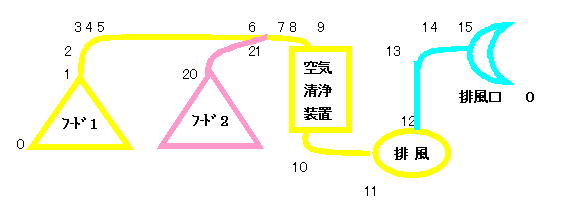{kind=link}
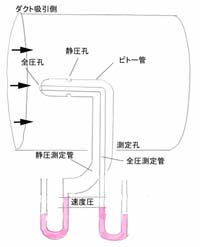{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
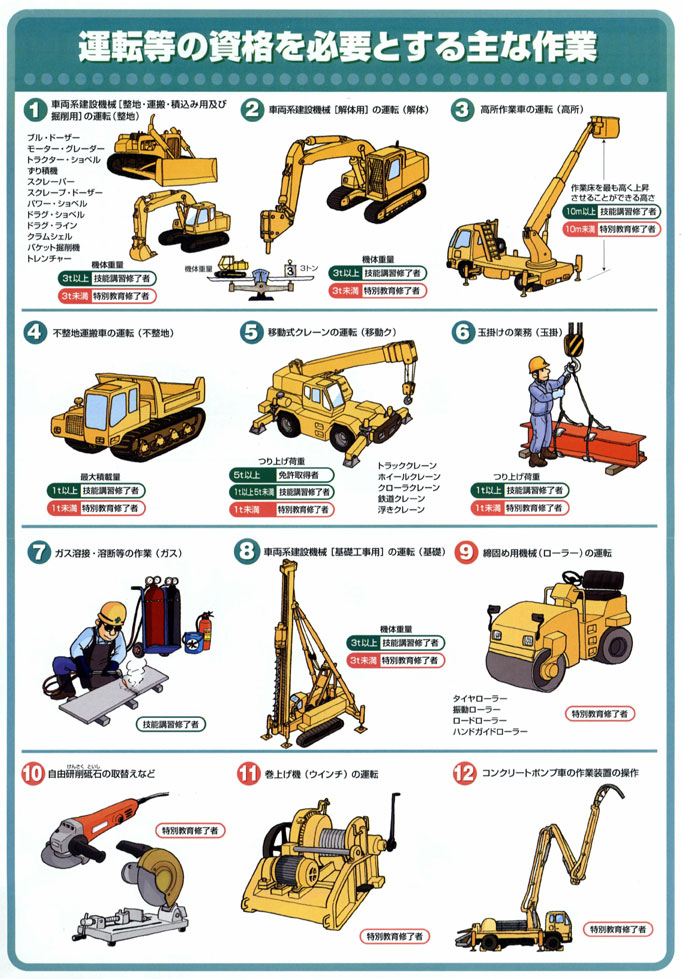{kind=link}
{kind=link}
{kind=link}
{kind=link}
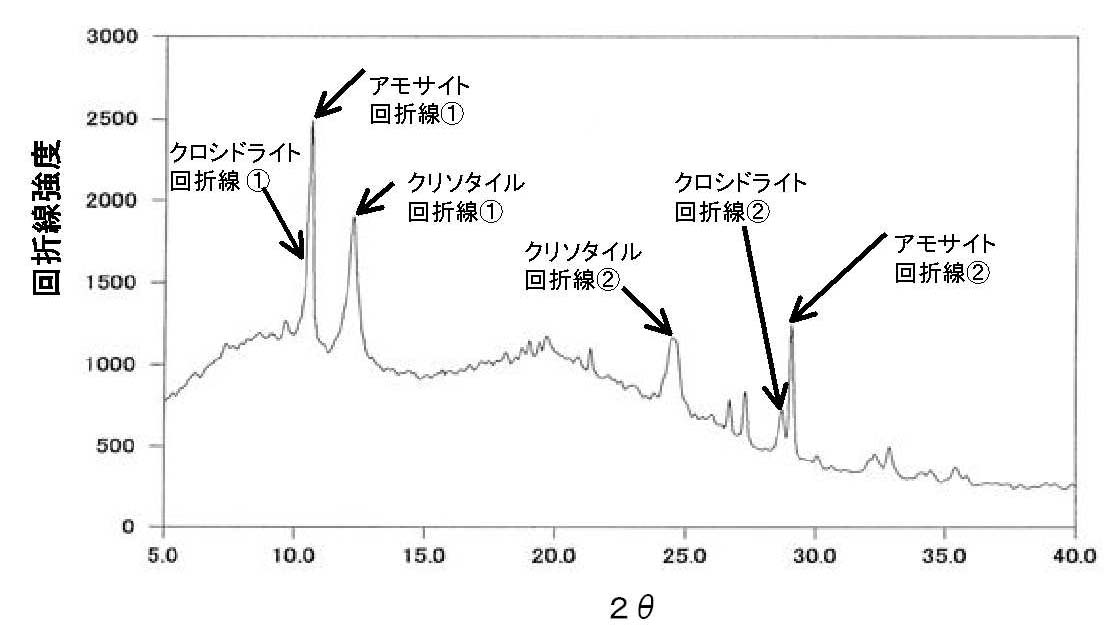{kind=link}
{kind=link}
{kind=link}
{kind=link}
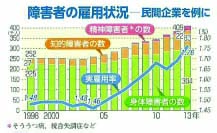{kind=link}
{kind=link}
{kind=link}
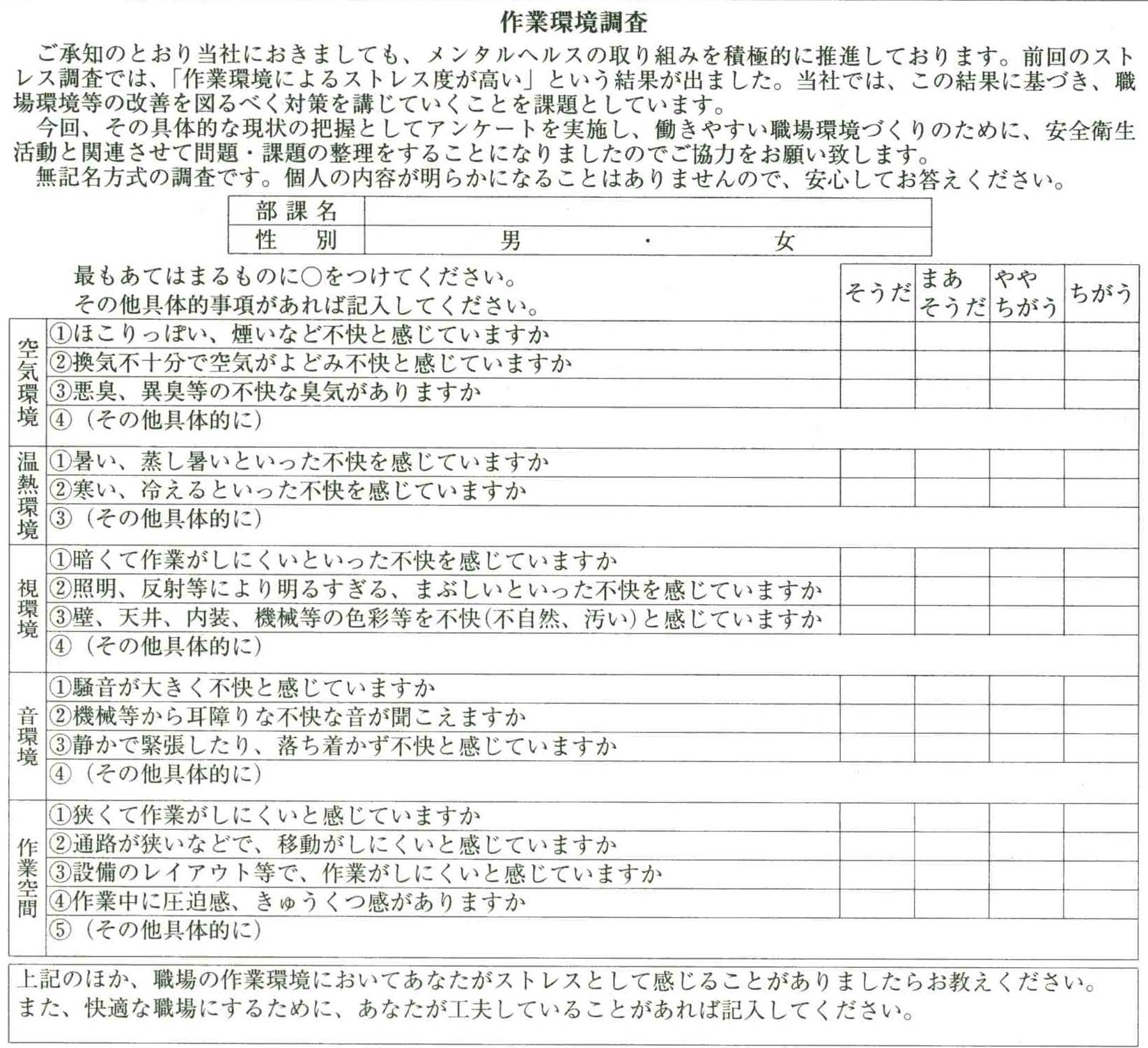{kind=link}
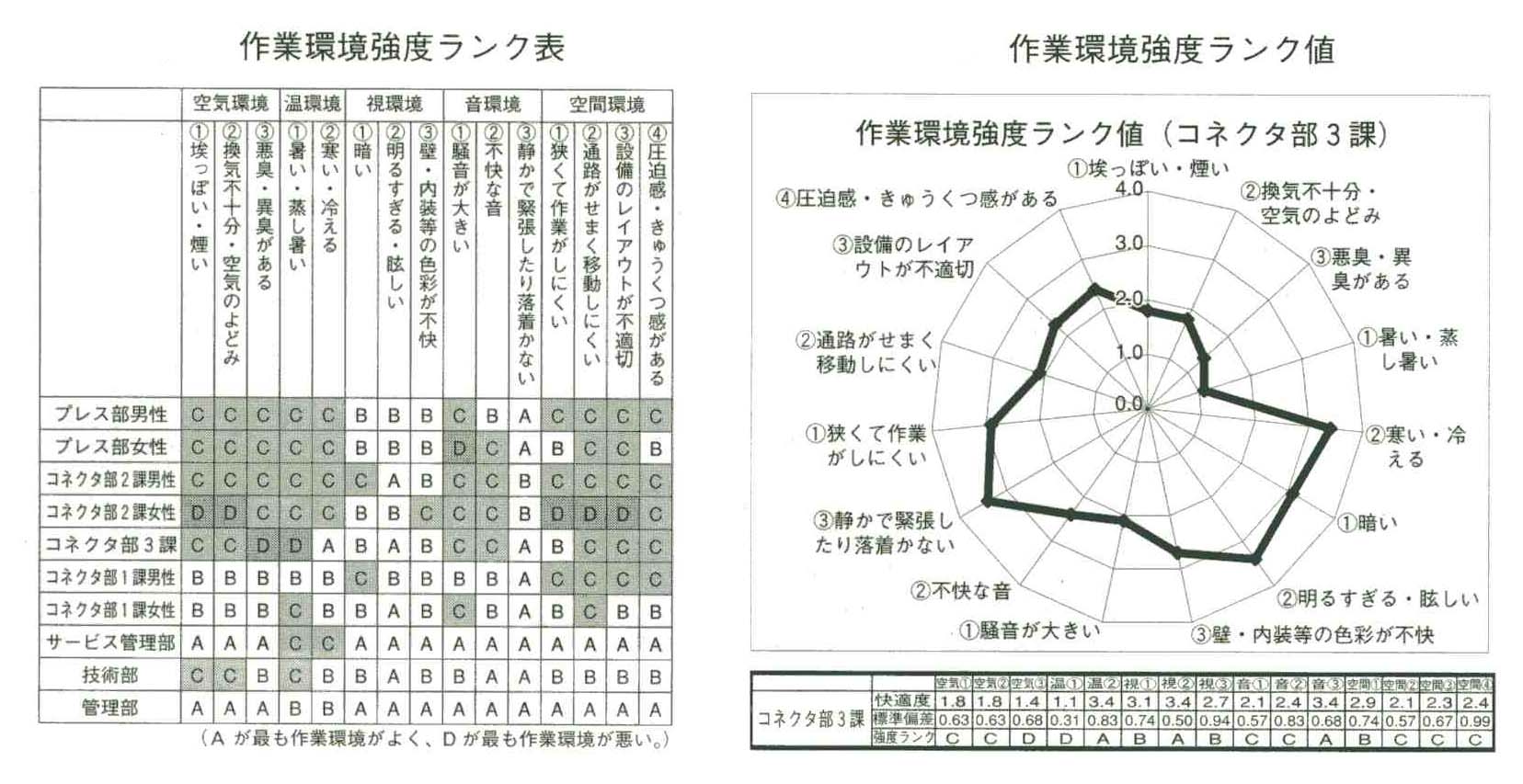{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
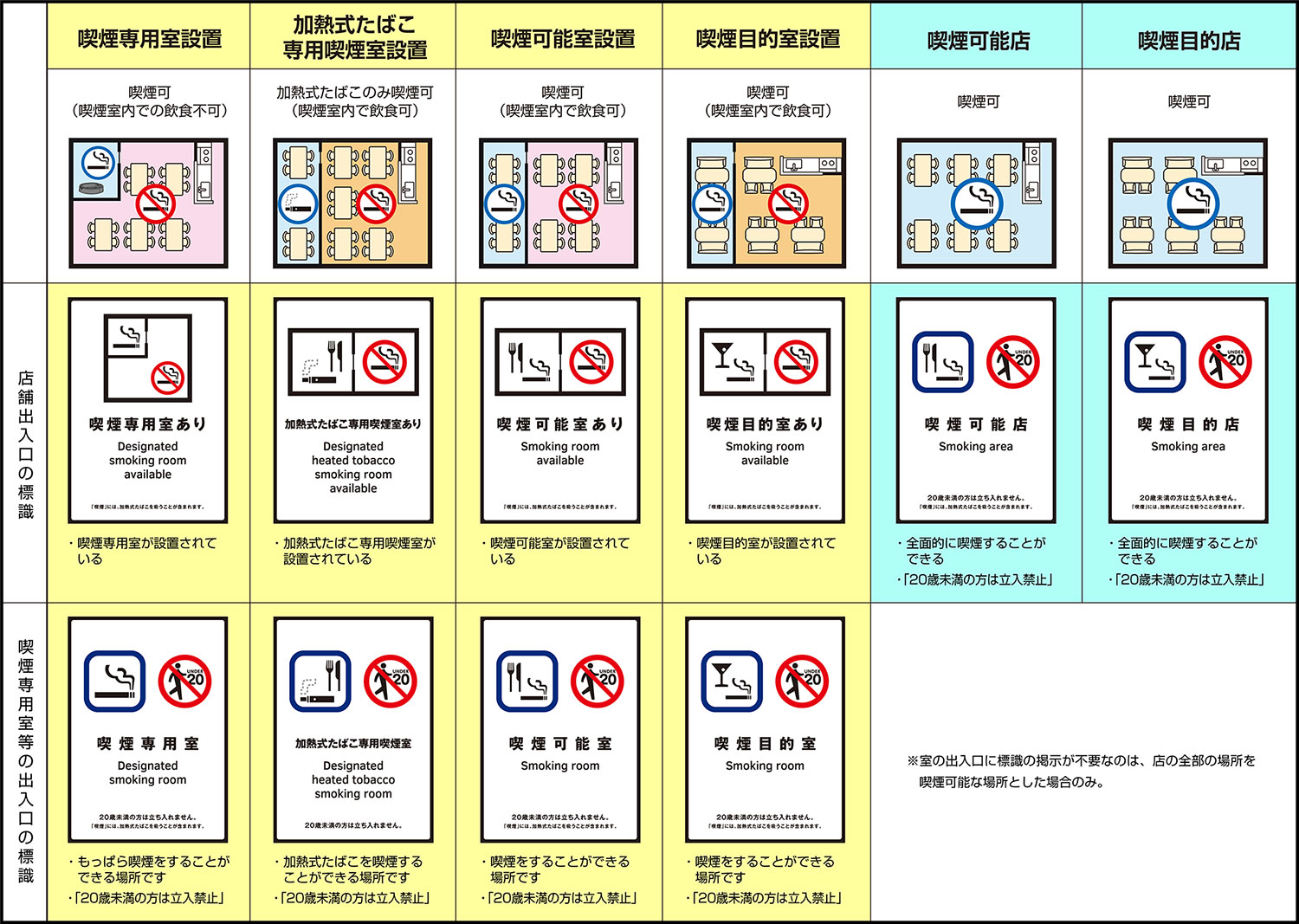{kind=link}
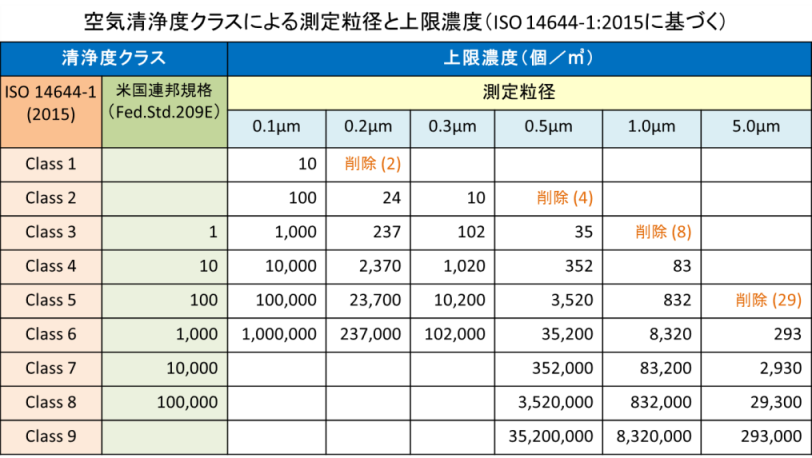{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
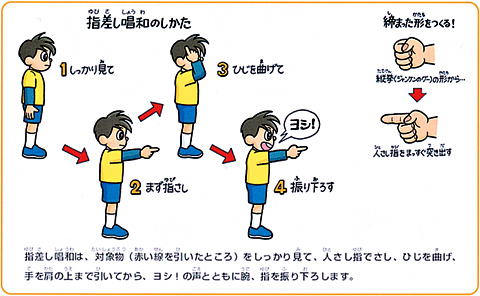{kind=link}
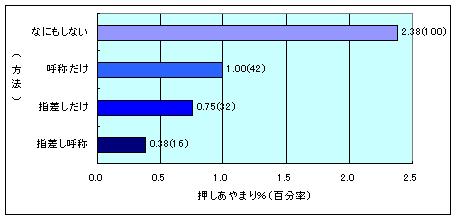{kind=link}
{kind=link}
{kind=link}
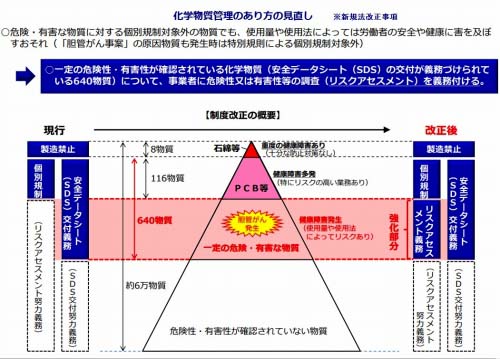{kind=link}
{kind=link}
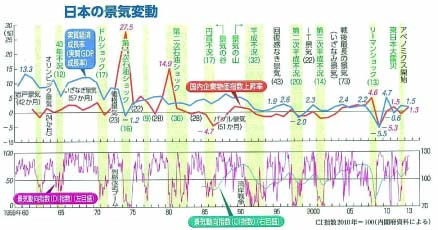{kind=link}
{kind=link}
{kind=link}
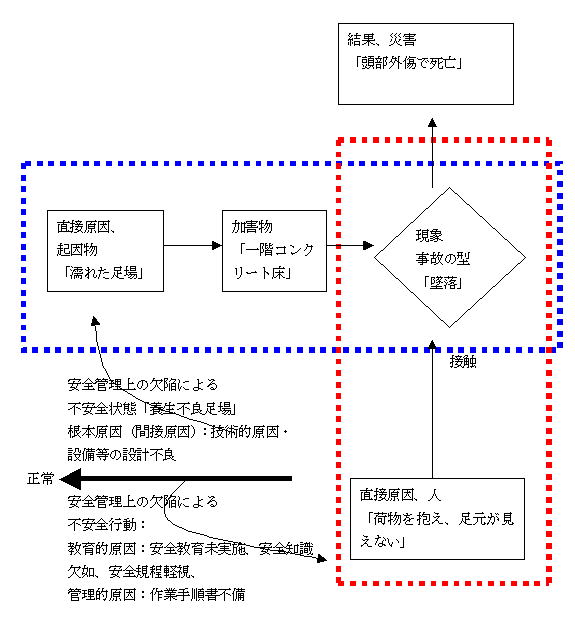{kind=link}
{kind=link}
{kind=link}
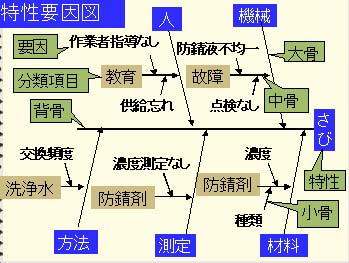{kind=link}
{kind=link}
{kind=link}
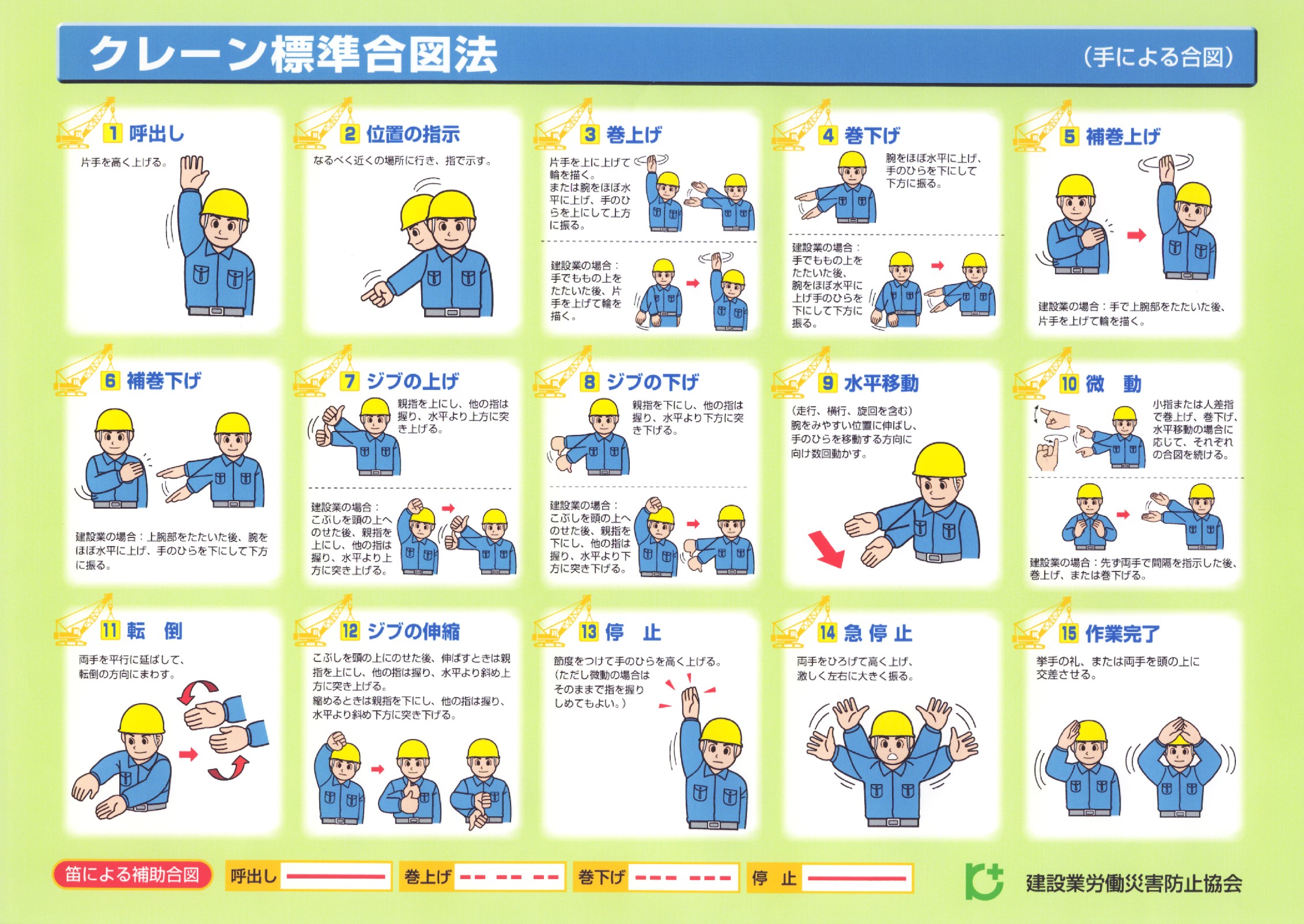{kind=link}
{kind=link}
{kind=link}
{kind=link}
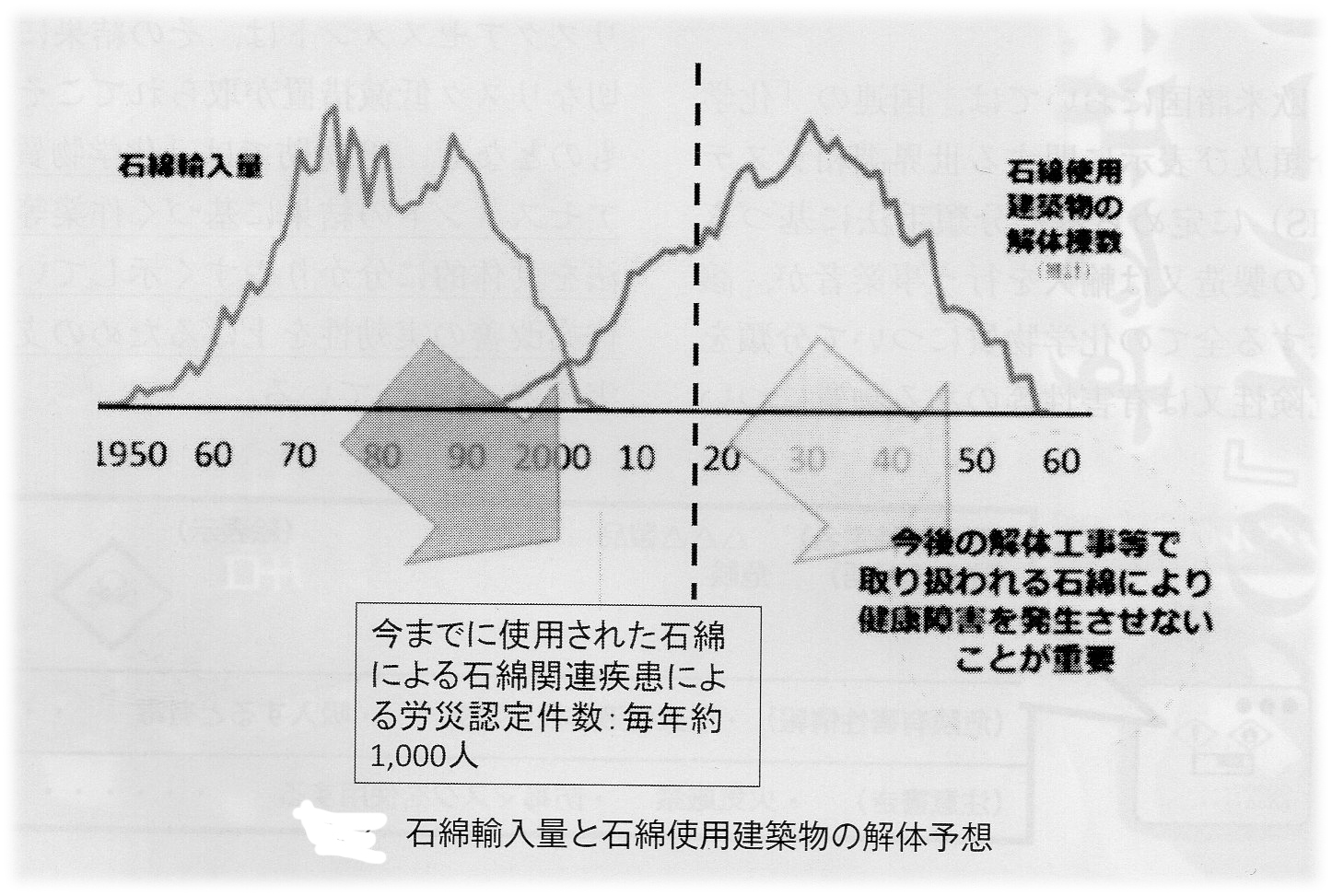{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
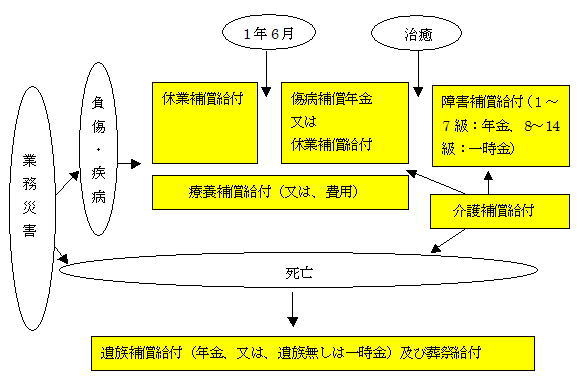{kind=link}
{kind=link}
{kind=link}
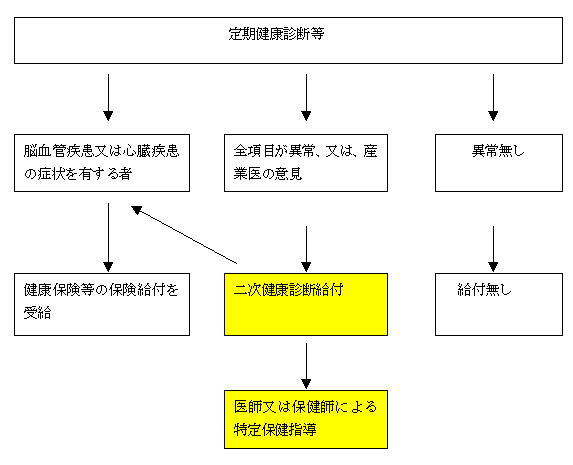{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
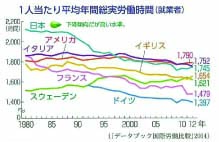{kind=link}
{kind=link}
{kind=link}
{kind=link}
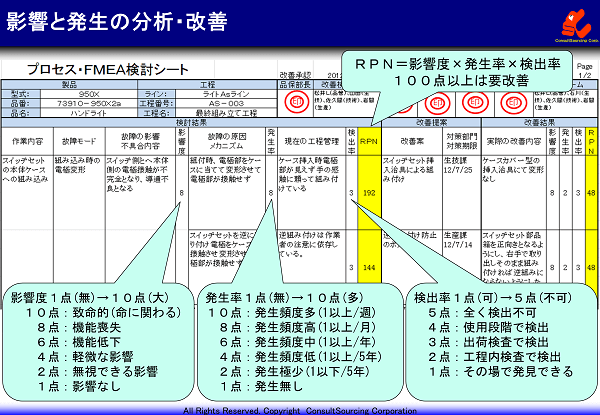{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
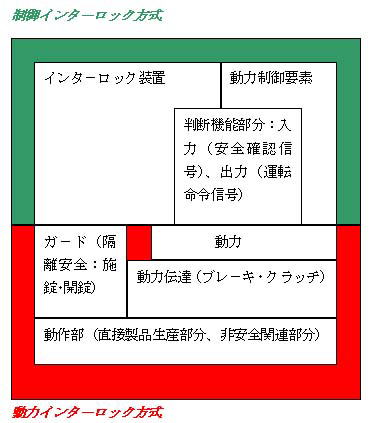{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
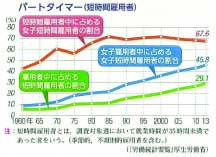{kind=link}
{kind=link}
{kind=link}
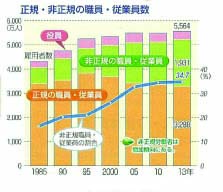{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}